DSCF2113 (2)
56
- sprawdzić charakterystyki wzorcowania układu pomiarowego,
- zarejestrować przebiegi składowych Q, R, S w układzie związanym z obrabiarką przy różnej liczbie ostrzy czynnych zQ (zc = 1, zQ = 2, zQ = 3, 2<’zc<3)i przy frezowaniu czołowym symetrycznym.
d) Opracowanie wyników
- określić maksymalne wartości sił Q, R, S oraz ich amplitudę, częstotli
wość i współczynniki dynamiozności dla poszczególnych wartości zQ przy frezowaniu czołowym symetrycznym, »
- dla z. = 1, 2, 3 i stosowanych w badaniach warunkach obróbki obliczyć i przedstawić na wykresie sumaryczny przekrój warstwy skrawanej w fupIĆ-oji czasu - Amax = f(t),
- dokonać analizy wyników badań,
- ustalić wnioski końcowe.
Literatura
2.1. Kaczmarek J.: Podstawy obróbki wiórowej, ściernej i erozyjnej. WNT, Warszawa 1970.
2.2. Kawalec M.: Ćwiczenia z podstaw skrawania. Wyd. Politechniki , Poznańskiej, Poznań .1983.
2.3. Kiepuszewski B.: Podstawy obróbki metali skrawaniem.
Oz.I,H Wyd. Uezeln. Politechniki Poznańskiej, Poznań 1965.
2.4. Kreczmer S.: Oscylografy magnetoelektryczne. WNT, Warszawa
*1971.
2.5 *'Kun s t e t t e r S.: Podstawy konstrukcji narzędzi skrawających. WNT, Warszawa 1980.
2.6. Styburski W.: Przetworniki tensometryczne. Konstrukcja,projektowanie, użytkowanie. WNT, Warszawa 1971-2.7* Zlmmermann R.: Przyrządy do rejestracji i analizy. WKiŁ, Warszawa 1971•
2.8. Dmochowski J.: Podstawy obróbki skrawaniem. PWN, Warszawa 1981.
3.1. ROZKIAD CIEPŁA. I TEMPERATUR PODCZAS SKRAWANIA
Praca mechaniczna w procesie skrawania, która składa się z pracy odkształcenia plastycznego, pracy tarcia zewnętrznego na powierzchni natarcia i przyłożenia, pracy tarcia wewnętrznego na skutek odkształceń sprężystych i drgań oraz pracy odrywania i zginania wióra zamienia się prawie całkowicie na ciepło.
Całkowitą ilość ciepła Q powstającego w procesie skrawania możemy wyrazić jako:
<1=0* +
(3.1)
Igp Sr
gdzie: O — ciepło unoszone przez wiór,
O — ciepło przewodzone do materiału obrabianego,
- ciepło przejmowane przez narzędzie,
Qp - ciepło unoszone przez płyn obróbkowy,
0^ - ciepło wypromlenlowane.
Rozkład ciepła jest uzależniony od warunków skrawania, rodzaju wióra, sposobu chłodzenia, właściwości materiału obrabianego oraz materiału i kształtu ostrza.
Jednym z najważniejszych ozynników zmieniających rozkład ciepła jest prędkość skrawania. Zwiększenie prędkości skrawania zmniejsza znacznie ilość ciepła przechodzącego do materiału skrawanego i materiału ostrza, a zwiększa ilość ciepła unoszonego z wiórenj[3.8].
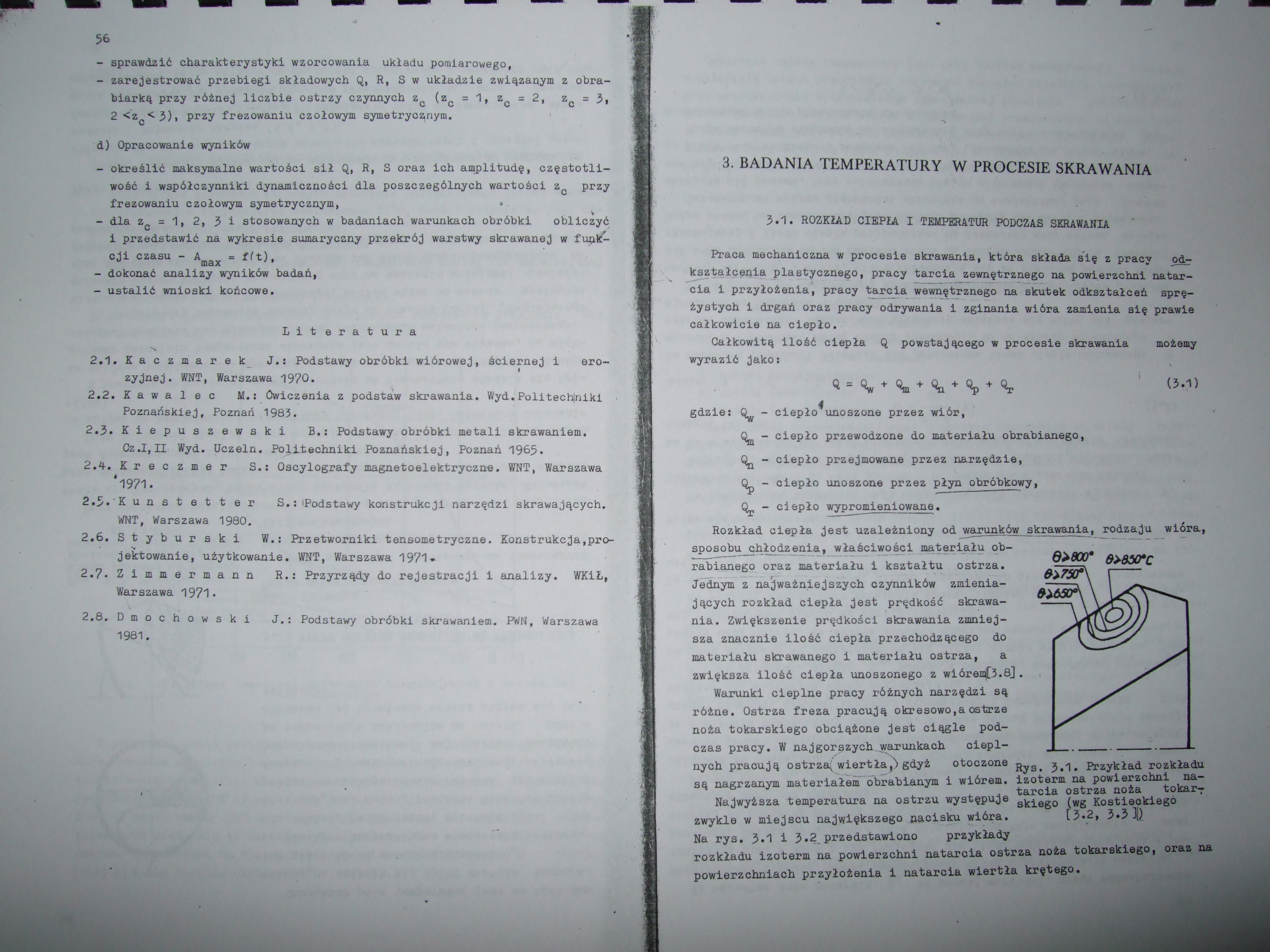
Warunki cieplne pracy różnych narzędzi są różne. Ostrza freza pracują okresowo,a ostrze noża tokarskiego obciążone jest oiągle podczas pracy. W najgorszych warunkach cieplnych praoują ostrza(wiertła^ gdyż otoozone Rys# Przykład rozkładu
są nagrzanym materiałem obrabianym i wiórem, izoterm na powierzchni natarcia ostrza noża tokar?
&>900* &>sxrc a>7scr\
J Najwyższa temperatura na ostrzu występuje gkiQg0 _(wg Kostieokiego I zwykle w miejscu największego .nacisku wióra.
Na rys. 3*1 i 3«2_przedstawiono przykłady
rozkładu izoterm na powierzchni nataroia ostrza noża tokarskiego, oraz na powierzchniach przyłożenia i nataroia wiertła krętego.
(wg K< 13.2,
Wyszukiwarka
Podobne podstrony:
56 56 - sprawdzić charakterystyki wzorcowania układu pomiarowego, -
56 56 - sprawdzić charakterystyki wzorcowania układu pomiarowego, -
skanuj0001(10) Al - Pomiary w obwodach prądu stałego - charakterystyki U-J Narysuj schemat układu po
Obraz (91) Uwaga! Należy tak dobrać napięcie zasilania układu pomiarowego, aby w wyniku wzorcowania
5.1.4 Charakterystyka przejściowa układu podnoszącego do kwadratu. 5.2 Pomiary układów podwajania
DSC02395 ll - Pomian w obwodach prądu stałego - charakterystyki l -I iarysuj schemat układu pomiaro
Wykres 2. Pomiary oraz rodzina charakterystyk dla układu a napięcia stabilizacji w funkcji prąd
DSCF2119 (2) EClIIIIIiiill9117177] 66 Rys. 3.13. Charakterystyki wzorcowania termoelementów
WzmTranzystorowy06 Wyznaczanie charakterystyki K. = f(R0) oraz pomiar impedancji wejściowej i wyjści
WzmTranzystorowy07 Wyznaczanie charakterystyki = f(R0) oraz pomiar impedancji wejściowej ZWE i wyjśc
Creat0030 Rys.12.6. Schemat Układu pomiarowego do wyznaczania charakterystyk zwarcia
skanuj0010 (84) PRZEBIEG ĆWICZENIAPrzygotowanie układu pomiarowego Ze względu na konieczność nagrzan
Ćwiczenie 1Ocena jakości pomiarów i wzorcowanie przyrządów pomiarowych1.1. Wstęp Wynik pomiaru jest
więcej podobnych podstron