P1080387
13. Zasrcsow-araia Tdbcftaw praerrrystewcydh
Tablica 13.1. SHHmwpnłĄw zasady (wg DFAi i »>m«ana dotyczące n^ołyin**^
|
snmn PS, 131] | |
|
DFA |
Wskazówki dotyczące stosowanego robota |
|
Liczba częsa składowych pooram być ?ak aajnamcfszM- Częśd pcwróny być złożone w aąwb.kńchrao mana marnować podczas pakbj wyruiw. Każdy zespól me powinien diadBC9ęrvięcqat 10 do 12 części. |
Robot musi manipulować widoma narzędziami i przemieszczać się wewnątrz stacji montażową. |
|
Wsnsbc części powinny być mcncnsK pracz po fan prosag z gó»y. |
! Do wkładania z góry można wykorzystać sdę grawitacji, co znacznie ułatwia proces montażu. 1 Częśd. które nie są wkładane z góry. powodują 1 wzrost wymagań orientacyjnych manipulatora. |
|
Zespoły i podzespoły po* iwy być tak apądawfc ab}- wkładanie i mocowanie w ńd części łnło ławo dostępne. |
Utrudnienia wkładania i zamocowania powodują zwiększenie liczby stopni swobody robota. |
|
0 ic :o jest możliwe, wszystkie częśd. zespoły 1 podzespoły powiwy być wkładane i ■n-r»n’ mrrntnnn |
Duża liczba narzędzi zazwyczaj powoduje konieczność zastosowania układów automatycznej wymiany lub widonareędziowego chwytaka. |
|
Częśd marnowane z maira brzan powmuy okć frrwwr krawędzie wr cdn idi ławiejwcpo dopasow jpił |
Wymagana jest duża powtarzalność pozycjonowania robota ze względu na konieczność współoskmania montowanych częśd. |
|
śeśh ■yjnt* «^^Tiffłn«r»nm» to ■motifwapą i «ynb aae będzie 3 rozmontowywany. części powinny być \ apwyiaweda z—omowania na mad łub zaarzask bez używania np połączeń śrubowych. | |
Wymagana jest wystarczająco sztywna konstrukcja robota, taka aby pokonać tymagane siły wkładania. |
|
ftwnao się iwń k ożywania sprężyn, klinów V i wpuoów oraz póriocm zabezpieczających. ' k gdyż do icgp są poczebae narzędzią r Stanowiska montażow e zbudowane i |
yymóg stosowania specjalnych narzędzi omplikuje konstrukcję stanowiska i często większa liczbę stopni swobody robota. ia bazie robotów przemysłowych ma- |
ją następujące charakterystyczne cechy [75]:
• Cały proces montażu odbywa się automatycznie, bez udziału człowieka.
• Każde stanowisko można nastawić na wykonywanie operacji technologicznych określonej klasy, z tym że dla złożonych wyrobów wybiera się kilka odpowiednich modułów.
• W warunkach produkcji małoseryjnej i wieloasortymentowej zrobotyzowane systemy montażowe umożliwiają szybkie przejście od montażu wyrobów jednej klasy do innej. Elastyczność tę osiąga się przez przeprogramowanie robotów' łub w łączenie nowych modułów*. Mogą one być stosowane w wielo-asortymentowęj produkcji i w sytuacjach, gdy części są podawane w sposób nieuporządkowany.
0-5- &dbofi@3K7fB Sujngwjsk lTIt0I1t3Ż9WyĆh
• Nastawianie zrobotyzowanego sj%an na wykceywane kon
kretnych operacji montażowych odbywa się znacznie szvbcisj wż ssawnych linii montażowych.
13.5.2. Konfiguracja zrobotyzowanych stanowisk montażowych
Ziobotyzowane systemy montażu są bodGwane w raźnych kcwifigaracpch Wraz z innymi urządzeniami iechix>kiejcznymi robot przemysłowy tworzy zrobotyzo-wane stanowisko, autonomiczną stacje hb brnę montastmą p5. 131). Podstawowe konfiguracje zrobotyznwanjch stancwisł i sy&anow montażowych zestawiono w tabl. 13.2.
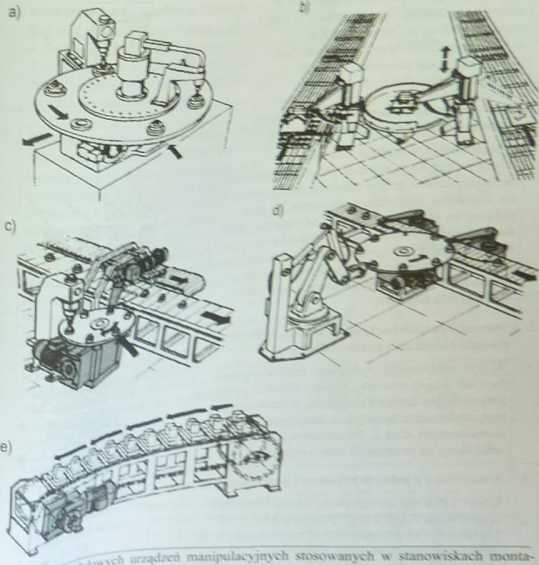
R\suneł*’ jlfr ''SY',> o sześciu pozycjach, b> manipulatory do ładowania i roałstkwy-p;-;.'<• ck d) manipulaiory przenoszące zmontowane wyroby *e siołu karu-
vnośnOu el przenośnik doprowadzający części łub odprowadzający
417
Wyszukiwarka
Podobne podstrony:
P1080375 13. Zastosowania robotów przemysłowym - mają duży udźwig, -
12883 P1080363 13. Zastosowania robotów przemysłowych - łuk utrzymuje się między d
17266 P1080390 13. Zastosowania robotów przemysłowych układy sensoryczne, jest fakt, że prace montaż
tablice0010 - 8 - Str. Tablica 4.13. Żeliwa cięgliwe wg PN-6B/H-83221. Własności mechaniczne........
więcej podobnych podstron