123451
1. Struganie
Struganie płaszczyzn jest na ogół stosowane w produkcji jednostkowej. Wynika to z następujących cech charakterystycznych tego sposobu obróbki:
- mała wydajność wskutek: małych szybkości skrawania, nieuniknionego ruchu jałowego, dużych czasów pomocniczych (ustawienia przedmiotu bez uchwytów),
- obsługa strugarek (zwłaszcza strugarek wzdłużnych) wymaga pracowników o wysokich kwalifikacjach, ponieważ ustawianie i kontrola przedmiotów, jak również obsługa samej obrabiarki należą do czynności trudniejszych,
- mały wpływ różnic wielkości naddatków (surówki w produkcji jednostkowej są mało dokładne) na przebieg procesu strugania,
- do strugania nie są na ogół konieczne uchwyty i przyrządy, co jest niezbędne przy innych sposobach obróbki.
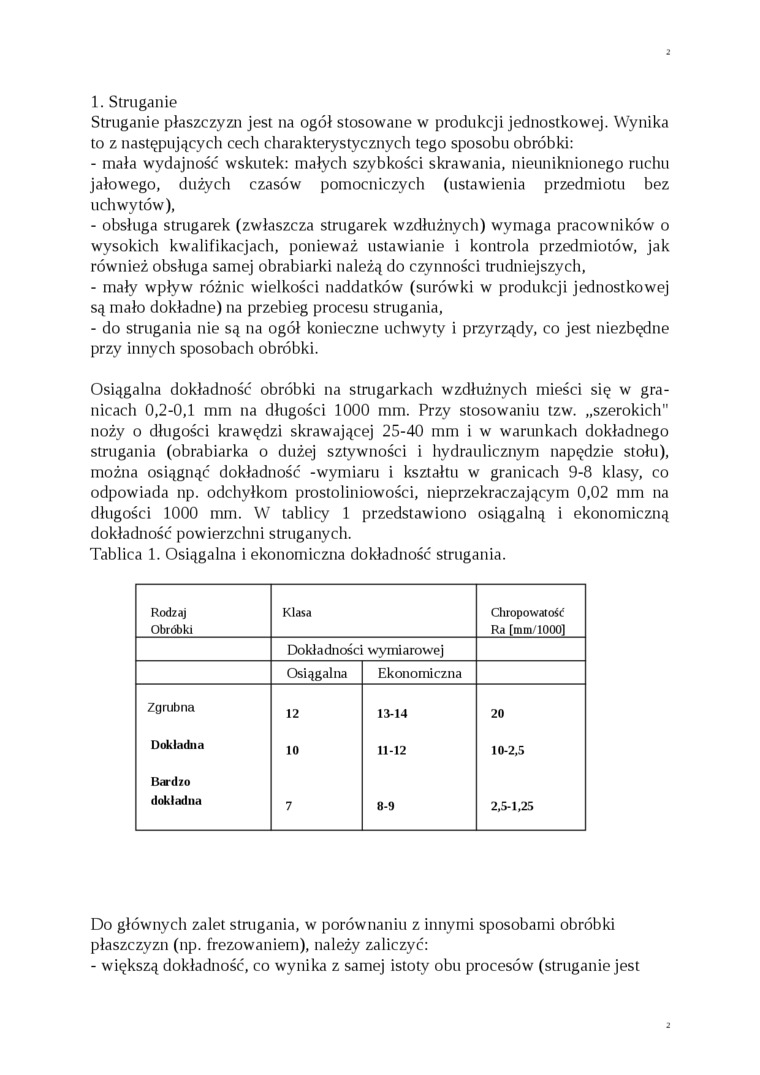
Osiągalna dokładność obróbki na strugarkach wzdłużnych mieści się w granicach 0,2-0,1 mm na długości 1000 mm. Przy stosowaniu tzw. „szerokich" noży o długości krawędzi skrawającej 25-40 mm i w warunkach dokładnego strugania (obrabiarka o dużej sztywności i hydraulicznym napędzie stoki), można osiągnąć dokładność -wymiaru i kształtu w granicach 9-8 klasy, co odpowiada np. odchyłkom prostoliniowości, nieprzekraczającym 0,02 mm na dkigości 1000 mm. W tablicy 1 przedstawiono osiągalną i ekonomiczną dokładność powierzchni struganych.
Tablica 1. Osiągalna i ekonomiczna dokładność strugania.
|
Rodzaj |
Klasa |
Chropowatość | |
|
Obróbki |
Ra [mm/1000] | ||
|
Dokładność |
wymiarowej | ||
|
Osiągalna |
Ekonomiczna | ||
|
Zgrubna |
12 |
13-14 |
20 |
|
Dokładna |
10 |
11-12 |
10-2,5 |
|
Bardzo dokładna |
7 |
8-9 |
2,5-1,25 |
Do głównych zalet strugania, w porównaniu z innymi sposobami obróbki płaszczyzn (np. frezowaniem), należy zaliczyć:
- większą dokładność, co wynika z samej istoty obo procesów (struganie jest
Wyszukiwarka
Podobne podstrony:
w5s19 W BROWARACH POLSKICH STOSOWANY JEST NA OGÓL ZAMKNIĘTY SYSTEM CHŁODZENIA. W tym systemie brzecz
Ekwiwalencja jako kryterium przekładu. Czy jest osiągalna? Pojęcie ekwiwalencji na ogół stosowane je
fizjo0002 Cykl płciowy u zwierząt gospodarskich Wiek uzyskania dojrzałości płciowej jest na ogół
img171 (6) owo spojrzenie pedagogiki społecznej na rzeczywistość. jest na ogół pojmowany kompleksowo
skanuj0037 (35) W materiale etnograficznym kuźnia jest na ogół budynkiem składającym się z jednego p
skanuj0038 3 3. Cukrzyca typu 2 - ogólny obraz choroby Cukrzyca typu 2 jest na ogół rozpoznawana po
Elektrody są wykonane głównie z miedzi, mosiądzu lub grafitu, a cieczą dielektryczną jest na ogół na
80737 Zdjęcie0145 (14) Dostęp do elementów Ulax W przypadku małych projektów użytkownikiem jest na o
Zdjęcie0145 (14) Dostęp do elementów Ulax W przypadku małych projektów użytkownikiem jest na ogól au
zachowują się różnie pod wpływem tych związków. DNA jest na ogół trwalszy i jego hydroliza przebiega
więcej podobnych podstron