123768
umożliwia nanoszenie warstw z różnych materiałów o grubości 0,25-5,0 mm,
napawanie warstwy odznaczają się bardzo małym stopniem wymieszania z materiałem podłoża (do5%), nieznaczne odkształcenia napawanego elementu, dzięki dużej intensywności źródła ciepła oraz niedużego przetopu materiału dzięki możliwości zautomatyzowania i znacznej wydajności (0.5 - 4,5 kg/h). charakteryzuje się stosunkowo niskim kosztem procesu.
Materiały proszkowe do napawania plazmowego
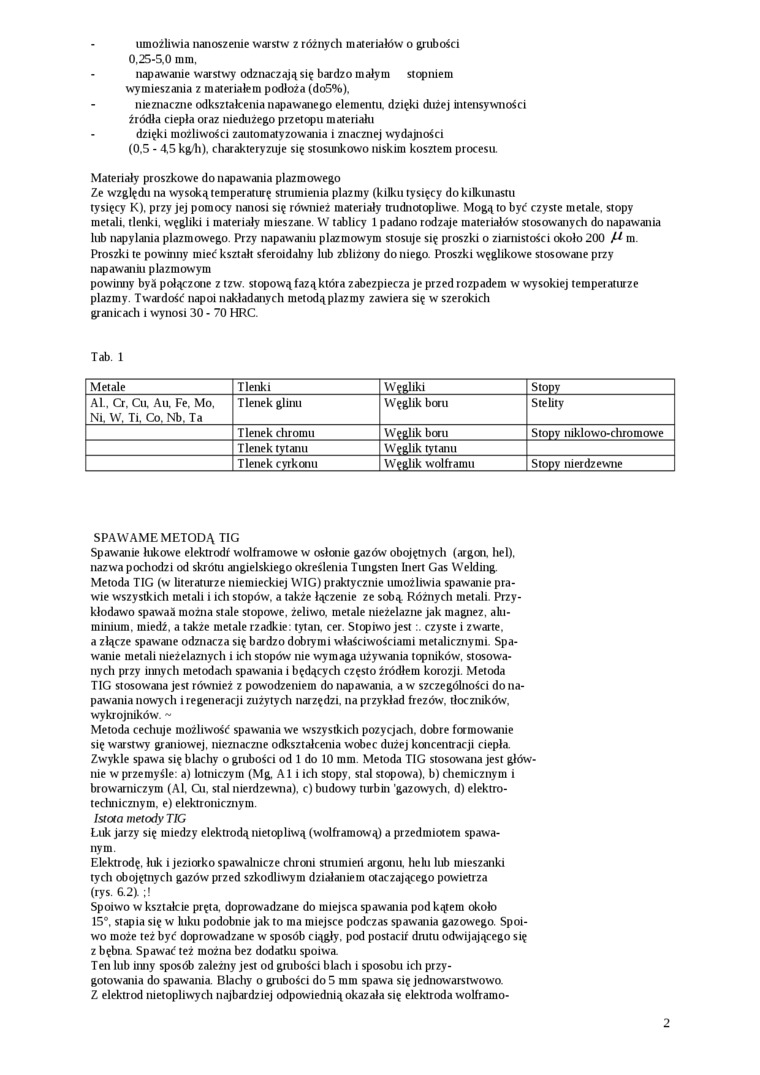
Ze względu na wysoką temperaturę strumienia plazmy (kilku tysięcy do kilkunastu tysięcy K), przy jej pomocy nanosi się również materiały trudnocopliwe. Mogą to być czyste metale, stopy metali, tlenki, węgliki i materiały mieszane. W tablicy 1 padano rodzaje materiałów stosowanych do napawania lub napylania plazmowego. Przy napawaniu plazmowym stosuje się proszki o ziarnistości około 200 m. Proszki te powinny mieć kształt sferoidahiy lub zbliżony do niego. Proszki węglikowe stosowane przy napawaniu plazmowym
powinny byił połączone z tzw. stopową fazą która zabezpiecza je przed rozpadem w wysokiej temperaturze plazmy. Twardość napoi nakładanych metodą plaż my zawiera się w szerokich granicach i wynosi 30 - 70 HRC.
Tab. 1
|
Metale |
Tlenki |
Węgliki |
Stopy |
|
AL, Cr, Cu. Au, Fe. Mo. Ni. W. Ti. Co. Nb. Ta |
Tlenek glinu |
Węglik boru |
Stelity |
|
Tlenek chromu |
Węglik boru |
Stopy niklowo-chromowe | |
|
Tlenek tytanu |
Węglik tytanu | ||
|
Tlenek cyrkonu |
Węglik wolframu |
Stopy nierdzewne |
SPAWAME METODĄ TIG
Spawanie łukowe elektrodf wolframowe w osłonie gazów obojętnych (argon. hel), nazwa pochodzi od skrótu angielskiego określenia Tungsten Inert Gas Welding.
Metoda TIG (w literaturze niemieckiej WIG) praktycznie umożliwia spawanie prawie wszystkich metali i ich stopów, a także łączenie ze sobą. Różnych metali. Przy-kłodawo spawad można stale stopowe, żeliwo, metale nieżelazne jak magnez, aluminium. miedź, a także metale rzadkie: tytan. cer. Stopiwo jest:. czyste i zwarte, a złącze spawane odznacza się bardzo dobrymi właściwościami metalicznymi. Spawanie metali nieżelaznych i ich stopów nie wymaga używania topników, stosowanych przy innych metodach spawania i będących często źródłem korozji. Metoda TIG stosowana jest również z powodzeniem do napawania, a w szczególności do napawania nowych i regeneracji zużytych narzędzi, na przykład frezów, tłoczników, wykrojników ~
Metoda cechuje możliwość spawania we wszystkich pozycjach, dobre formowanie się warstwy graniowej, nieznaczne odkształcenia wobec dużej koncentracji ciepła. Zwykle spawa się blachy o grubości od 1 do 10 mm. Metoda TIG stosowana jest głównie w przemyśle: a) lotniczym (Mg. Al i ich stopy, stal stopowa), b) chemicznym i browarniczym (Al. Cu. stal nierdzewna), c) budowy turbin 'gazowych, d) elektrotechnicznym, e) elektronicznym.
Istota metody TIG
Luk jarzy się miedzy elektrodą nietopliwą (wolframową) a przedmiotem spawanym.
Elektrodę, łuk i jeziorko spawalnicze chroni stmmieii argonu, hehi lub mieszanki tych obojętnych gazów przed szkodliwym działaniem otaczającego powietrza (rys. 6.2).;!
Spoiwo w kształcie pręta, doprowadzane do miejsca spawania pod kątem około 15°. stapia się w luku podobnie jak to ma miejsce podczas spawania gazowego. Spoiwo może też być doprowadzane w sposób ciągły, pod postacif drutu odwijającego się z bębna. Spawać też można bez dodatku spoiwa.
Ten lub inny sposób zależny jest od gnibości blach i sposobu ich przygotowania do spawania. Blachy o grubości do 5 mm spawa się jednowarstwowo.
Z elektrod nietopliwych najbardziej odpowiednią okazała się elektroda wolframo-
2
Wyszukiwarka
Podobne podstrony:
łożonymi deskami grubości 25 mm lub deskami okorkowymi (rys. 13). Trzy doły służą do nawilżania glin
IMG)25 [slajdy] Odporność na pękanie i gęstość różnych materiałów
- spawanie elektryczne (temp. 3500°C) stosowanie do łączenia materiałów o grubości do 80 mm. W obu m
Załącznik nr 2/str.C a) Lenlcx lionus - grubość całkowita 2 mm, warstwa użytkowa 0,2 mm b) I.cntoc W
Andrzej M. Brandt Hamowanie promieniowania X i fotonów y następuje w warstwach różnych materiałów
gilotyna >we Cięcie arkusza na pasy lub pojedyncze półwyroby, grubość ciętego materiału do 4
28,29 zm 17, REGULACJA NACISKU STOPKI Nacisk stopki jest uzaieżniony od rodzaju materiału i grubości
Zabawy plastyczne w krainie?jkowych pór roku (33) Futerko kotka wykonaj z różnych materiałów teksty
C Rys. 2 Z materiałów dodatkowych potrzebne nam będą: tektura o grubości ok. 1 mm, drut stalowy
• Paleta kolorów RAL: Płyty kompozytowe o grubość płyty 4 mm, warstwa zewnętrzna
PA200097 [1600x1200] Sorpcja srebra na różnych materiałach SMito Qib»vt rt, A-CMmi/i A9 B-l.órnfl/i
P1020879 stosuje się nożyce do przecinania blach grubości do 25 mm. Istnieją też nożyce o większej m
3 Załóżmy, że na płytkę szklaną nałożyliśmy cienką, 0.25 mm, warstwę żelu krzemionkowego
Rysunek techniczny i geodezyjnyWymiary linii Grubość linii: 0,13 mm; 0,18 mm; 0,25 mm; 0,35 mm; 0,50
więcej podobnych podstron