Badanie urządzenia do cięcia metali plazmą argonową z plazmotronu prądu stałego dużej mocy ( 100 kW ).
1. Wyposażenie stanowiska:
- plazmotron do cięcia dużej mocy,
- układ sterowania plazmotronu,
a) część siłowa,
b) część słabo prądowa ( elektrozawory ),
- zasilacz łuku wewnętrznego ( prostownik spawalniczy PSP250 ),
- zasilacz łuku zewnętrznego ( prostownik spawalniczy PSP630 ),
- układ prądu i napięcia łuku roboczego i pomocniczego,
- układ do wyznaczania charakterystyk dynamicznych łuku roboczego,
- komputer z kartą pomiarową , układ przetwarzania sygnałów , układ przyłączający układ pomiarowy do układu roboczego,
- stół z wewnętrznym wyciągiem,
- butla z argonem i reduktor ciśnienia,
- instalacja wodna do układu chłodzenia,
- próbki różnych materiałów.
2. Program ćwiczenia.
- poznanie obwodów siłowych plazmotronu,
- poznanie układu do sterowania.
- badanie obwodu łuku pomocniczego z punktu widzenia minimum mocy potrzebnej do poprawnej pracy plazmotronu,
- wyznaczanie charakterystyk łuku pomocniczego,
- wyznaczanie charakterystyk łuku zewnętrznego dla różnych odległości katoda anoda zewnętrzna,
- wyznaczanie charakterystyk dynamicznych przy cięciu metalu.
Podstawowe wiadomości.
Jedną z zalet plazmotronu jest możliwość używania ich do cięcia rozmaitych materiałów . Dzięki wysokim temperaturom plazmy , mogą służyć zarówno do cięcia metali jak i ceramiki . Plazmotrony do cięcia mogą współpracować z łukiem wewnętrznym płonącym wewnątrz dyszy plazmotronu ( materiały dielektryczne ) jak i łukiem zewnętrznym płonącym do materiału obrabianego ( cięcie metali ). W przypadku plazmotronów z łukiem wewnętrznym , łuk wiruje wewnątrz dyszy . Jest to podyktowane koniecznością chłodzenia anody ( długie płonięcie łuku w jednym punkcie anody spowoduje miejscowe przegrzanie anody i jej zniszczenie . Ruch łuku można wywołać przez wirujące pole elektromagnetyczne lub też wprowadzając wirowy wypływ gazu.
Zalety zastosowania plazmotronów do cięcia:
- łatwość automatyzacji procesów,
- prostota sterowania,
- duża szybkość cięcia,
- możliwość przeprowadzenia cięcia w atmosferach chemicznie obojętnych,
- możliwość cięcia materiałów trudno topliwych.
Jako gazy plazmotwórcze najczęściej wykorzystuje się CO2 , Ar lub He . Elektrody są wykonywane z grafitu lub wolframu . Ważne jest odpowiednie chłodzenie końcówki plazmotronu w celu odprowadzenia ciepła z elektrod .
Wykresy.
Na podstawie otrzymanych wyników uzyskaliśmy następujące wykresy:
Wykres zależności P=f(I) dla stałej odległości międzyelektrodowej l=1cm
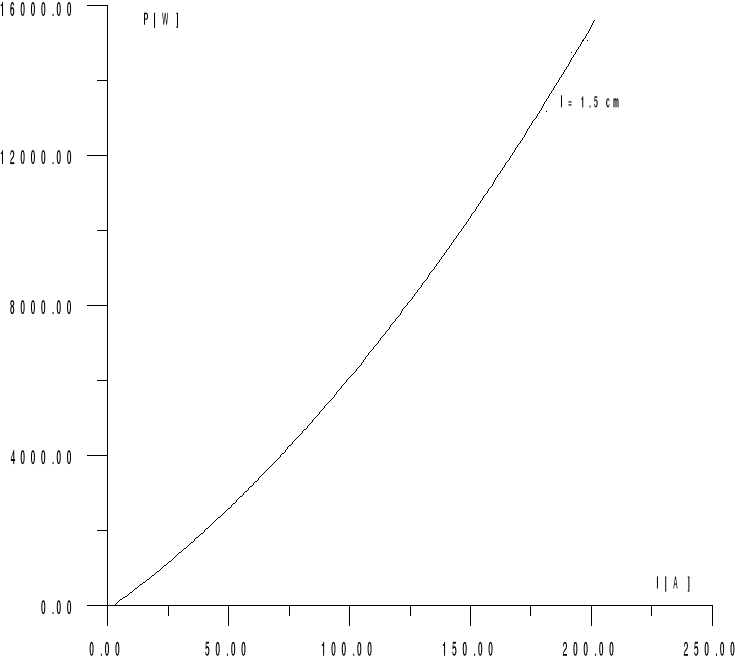
Wykres zależności P=f(I) dla odkegłości międzyelektrodowej l=1.5cm
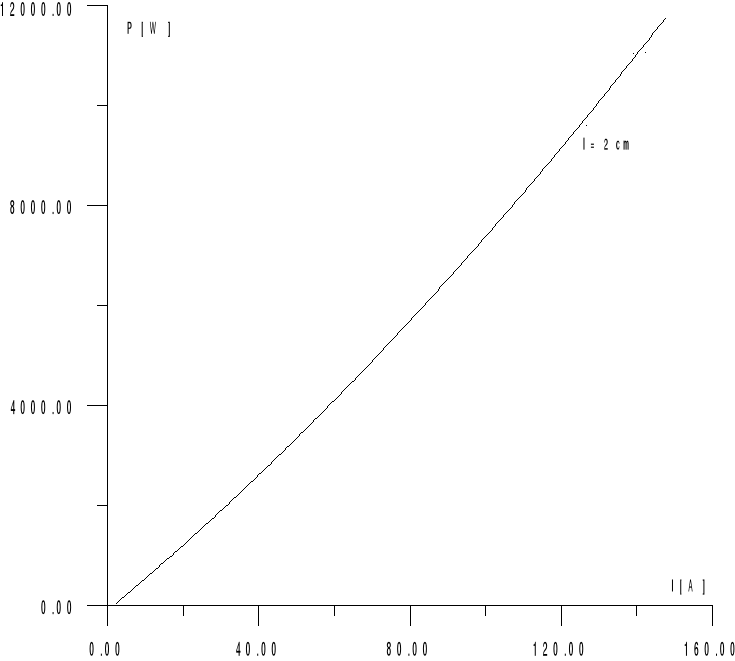
Wykres P=f(I) dla stałej odległości międzyelektrodowej l=2cm
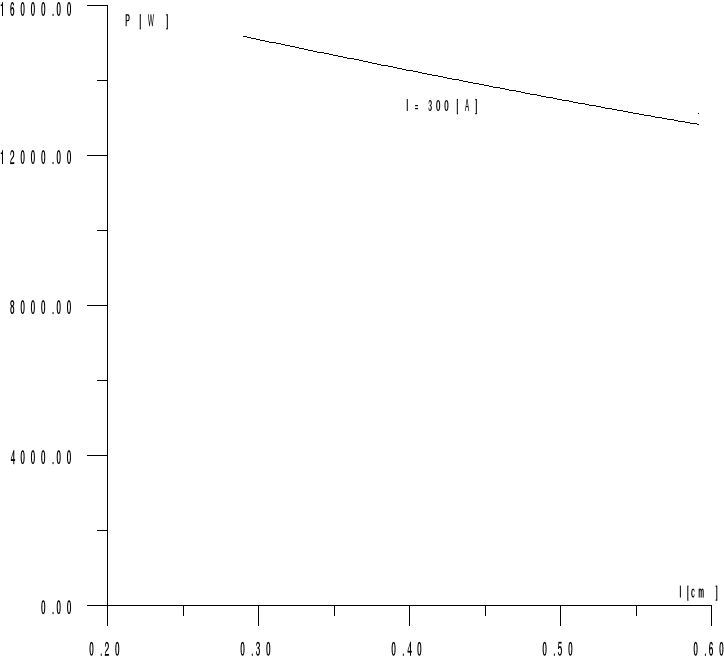
Wykres P=f(l) dla stałej wartości nastawionego prądu spawania I=300A i zmiennej odlgłości międzyelektrodowej
Wykres P=f(l) dla stałej wartości nastawionego prądu spawania I=250A i zmiennej odlgłości międzyelektrodowej
Wykres P=f(l) dla stałej wartości nastawionego prądu spawania I=200A i zmiennej odlgłości międzyelektrodowej
Wykres R=f(I) dla stałej odległości międzyelektrodowej l=1cm
Wykres R=f(I) dla stałej odległości międzyelektrodowej I=1.5cm
Zależność R=f(l) dla stałej wartości nastawionego prądu spawania I=300A oraz zmiennej odległości międzyelektrodowej
Zależność R=f(l) dla stałej wartości nastawionego prądu spawania I=250A oraz zmiennej odległości międzyelektrodowej
Zależność U=f(l) dla nastawionej wartości prądu spawania I=250A i zmiennej odległości między elektrodowej .
Zależność I=f(l) dla nastawionej wartości prądu spawania I=250A i zmiennej odległości między elektrodowej.
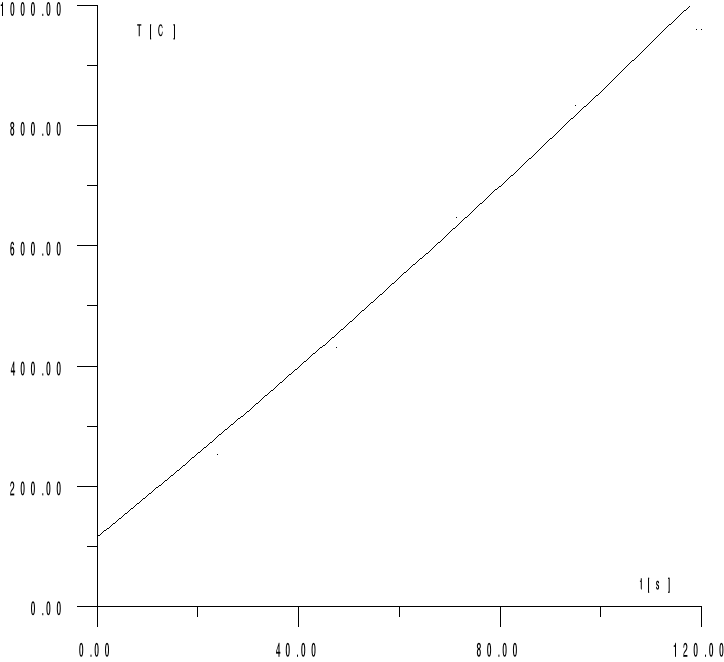
Charakterystyka nagrzewania wsadu urządzenia plazmowego
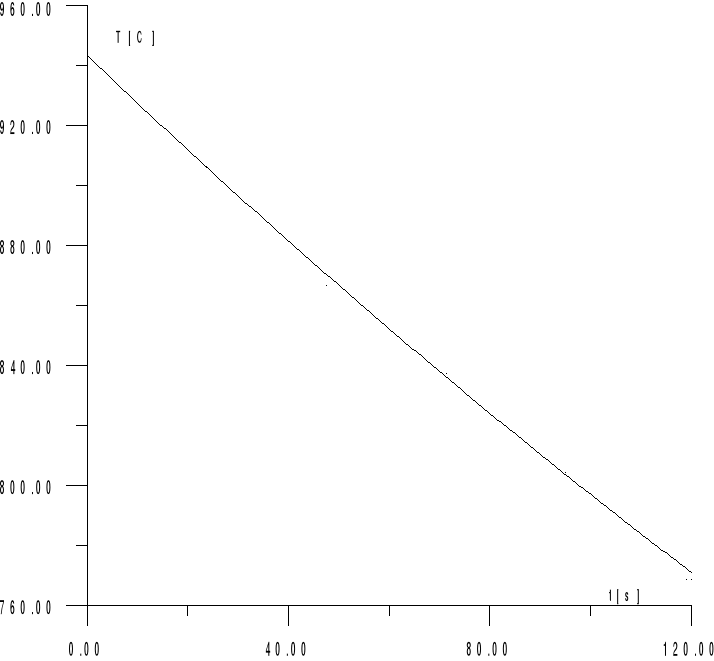
Charakterystyka studzenia wsadu urządzenia plazmowego
5. Wnioski .
Wykorzystanie karty pomiarowej współpracującej z komputerem PC umożliwiło sporządzenie charakterystyk pracy plazmotronu przy użyciu programu GRAFER. Sporządzone wykresy P=f(I) bardzo dobrze ilustrują zmiany mocy wydzielanej przez łuk przy zmianach prądu dla różnych odległości między elektrodowych wynoszących w przeprowadzonym ćwiczeniu od jednego do dwuch centymetrów . Rysunki 4, 5 , 6 ilustrują zmniejszania się mocy wydzielanej przez łuk przy zwiększaniu się odległości między elektrodowej w warunkach gdy prąd zadawany przez zasilacz urządzenia plazmowego pozostaje na nie zmienionym poziomie . Rysunki 7 , 8 przedstawiają spadek rezystancji kolumny łuku przy wzroście zadawanego prądu zaś rysunki 9 i 10 -- wzrost rezystancji przy zwiększaniu odległości między elektrodowej . Rysunek 11 przedstawia zależność napięcia na kolumnie łukowej od odległości między elektrodowej . Na końcu zamieszczono również charakterystyki nagzewania oraz studzenia wsadu w postaci walca stalowego . Jak widać na podstawie tych charakterystyk umożliwia szybkie nagrzewanie obrabianego materjału co sprzyja wykorzystaniu plazmotronów jako urządzeń do cięcia.
Politechnika Częstochowska
Wydział elektryczny
Laboratorium nagrzewania łukowego
Badanie plazmotronu do cięcia
Walenty Florek
Mariusz Kraska
specjalność ZUE
rok 4 semestr 7
Częstochowa 1997
Wyszukiwarka
Podobne podstrony:
Badanie łuku elektrycznego, LABORATORIUM URZ˙DZE˙ ELEKTRYCZNYCH
URZĄDZENIA DO BADANIA TEKSTURY KKK
urzadzenia do badania skory
Laboratorium urządzeń nadprzewodnikowych, Projekt elektromagnesu nadprzewodnikowego, Laboratorium ur
OBWODY PR DU PRZEMIENNEGO Z2, 3.2.1 Badanie d˙awika
elastyczność urzadzen ksiegowych, ELASTYCZNO˙˙ URZ˙DZE˙ KSI˙GOWYCH
UP, Uk˙ady we/wy mo˙na przedstawi˙ jako ci˙g kom˙rek, do kt˙rych mo˙na wpisywa˙ lub odczytywa˙ dane.
Staliwo, Staliwo w˙glowe to materia˙ konstrukcyjny stopowy do cz˙˙ci maszyn i urz˙dze˙ przemys˙owych
115, Do wykonania pomiaru logarytmicznego dekramentu t˙umienia l , wsp˙˙czynnika t˙umienia b i czas
Okablowanie urządzeń sygnalizacyjnych, Temat: Okablowanie urz˙dze˙ sygnalizacyjnych i sterowniczych,
gmm artykul IEC62353 BADANIE urz medycznych 2 2001 r
URZĄDZENIA DO SZTUCZNEGO CHŁODZENIA, Chłodziarki
operator maszyn i urzadzen do obrobki plastycznej 812[01] o1 04 u
Zadania obliczeniowe w wersji Adama, Inżynieria Środowiska, 6 semestr, Urządzenia do oczyszczania śc
Urządzenie do ochrony prosiąt przed przygnieceniami
projektowanie stron na urz%c4%85dzenia mobilne
Urządzenia do komunikacji bezprzewodowej(1), technik informatyk, soisk utk
więcej podobnych podstron