93763826
Geometria zębów gwintownika bywa różna, zęby są proste (jak na rys.ll) lub ułożone po linii śrubowej. W pierwszym przypadku mamy ułatwione ostrzenie, jednak utrudnione jest odprowadzanie wiórów podczas gwintowania głębokich i nieprzelotowych otworów. Śrubowo ułożone ostrza ułatwiają odprowadzanie wiórów.
Duża liczba ostrzy skrawających i długa krawędź skrawająca powoduje występowanie dużych momentów skręcających, co powoduje wysoką podatność gwintowników na skręcanie. W celu zmniejszenia obciążeń stosuje się komplety narzędzi go gwintowania, co powoduje podział naddatku na poszczególne narzędzia z kompletu. W skład kompletu gwintowników metrycznych drobnozwojnych najczęściej wchodzą dwa gwintowniki: Nr 1 -zdzierak i Nr 3 - wykańczak, zaś komplet gwintowników metrycznych zwykłych składa się z: Nr 1 - zdzierak, Nr 2 - pośredni i Nr 3 - wykańczak. Na rys. 12 przedstawiono przykładowy przybliżony podział naddatku na nacinanie gwintu przy wykorzystaniu kompletu 3 gwintowników.
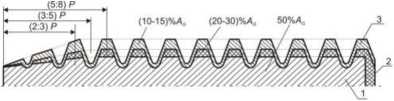
Rys. 12. Przykładowy podział naddatku przy nacinaniu gwintu: 1 - zdzierak, 2 - pośredni, 3 -wykańczak
Zdzierak (Nr 1) posiada nakrój od 5 do 8 zwojów i kąt nakroju 5°. Długi nakrój ułatwia rozpoczęcie nacinania gwintu. Gwintownik pośredni (Nr 2) posiada od 3 do 5 zwojów nakroju, zaś kąt wynosi 10°. Wykańczak (Nr 3) ma nakrój od 2 do 3 zwojów i kąt nakroju 20°. Rozłożenie naddatku na 3 narzędzia nie tylko zmniejsza obciążenia podczas gwintowania, ale pozwala uzyskać powierzchnię gwintu o mniejszej chropowatości, co sprzyja płynnej pracy połączenia gwintowego.
Poprawna praca gwintownika wymaga synchronizacji ruchu głównego (obrotowego) i posuwowego. Na jeden obrót narzędzi przesuwa się wzdłuż osi o jeden obrót. Posuw wymuszany jest tylko w początkowej fazie pracy narzędzia, później synchronizacja ta jest realizowana przez samoprowadzenie gwintownika w gwintowanym otworze. Z tego powodu gwintownik powinien mieć możliwość swobodnego poruszania się wzdłuż jego osi. Przy sztywnym zamocowaniu gwintownika we wrzecionie, błędy ruchu posuwowego obrabiarki i ograniczona sztywność zamocowania powodują powstawanie błędów zarysu i skoku gwintu. Sztywne zamocowanie gwintownika możliwe jest w specjalnych obrabiarkach (centrach obróbkowych) z pełną synchronizacją gwintowania.
Istotną rolę podczas gwintowania pełnią ciecze chłodząco-smarujące, których właściwości smarne zmniejszają moment skrawania i chropowatość obrabianej powierzchni. Dodatkowo właściwości chłodzące zmniejszają intensywność zużywania się ostrzy, zaś
11
Wyszukiwarka
Podobne podstrony:
Kobiety są proste, jak nie wiadomo o co chodzi Kobiety sq proste. Jak nie wiadomo o co chodzi,
CYTATY „Negocjacje są proste jak drut i kruche jak lód." H&G&H „ Umiejętność
IMAG0254 (2) FORMY KOKOIDALNE -KOMÓRKI SĄ NIERUCHOME -SPOCZYWAJĄ NA STAŁYM PODŁOŻU LUB BIERNIE
2. Pożyczki, o których mowa w ust. 1 pkt. 1, 2, 3, 5, 6, 7 są przekazywane wnioskodawcy na kont
DSC00815 (5) 12 61 Pomiar mocy czynnej Pomiar mocy w obwodach prądu stałego dokonywany jest w układa
DSC07559 3.1.3 Wypadkowa parcia Dzielę wykres parcia na figury proste jak na rysunku nr 2. i liczę i
ScanImage07 Kształty geometryczne wykratowań stężeń poziomych podłużnych dachów kratowych hal pokaza
prawami optyki geometrycznej (kąt odbicia = kątowi padania). Schemat takiego odbicia pokazano na rys
Rys. 2.4. Rzuty punktu A na rzutnie tz oraz 712 Rzut dowolnej prostej k przedstawiono na rys. 2.5. R
Rys. 2.4. Rzuty punktu A na rzutnie rti oraz 112 Rzut dowolnej prostej k przedstawiono na rys. 2.5.
więcej podobnych podstron