3685666023
Bloki sterujące ruchem narzędzi:
> ruch narzędzia C:
G03 X+80 Y+60 R+50 G03 X+80 Y+60 R-50
> ruch narzędzia D:
Przykład 4:
Interpolacja kołowa G12 i G13:
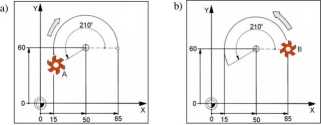
Rys. 23. Interpolacja kołowa: a) G12; b) G13
Bloki sterujące ruchem narzędzi:
> ruch narzędzia A:
G02 X+85 Y+60 1+50 J+60 lub
1+50 J+60 G12 HO
> ruch narzędzia B:
1+50 J+60 G13H+210
Przykład 5:
Zaprogramować ruch punktu kodowego narzędzia (osi narzędzia) po konturze przedstawionym na rys. 24 w przyjętym układzie współrzędnych w punkcie W. Ruch rozpocząć od punktu (15,0) w kierunku przeciwnym do ruchu wskazówek zegara. Przyjąć poziom materiału Z=0, głębokość obróbki Z=-5. Obróbkę wykonać frezem palcowym o średnicy 8mm.
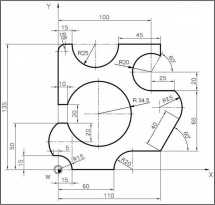
Rys. 24. Szkic przedmiotu do przykładu obróbki konturu z interpolacją kołową
Wyszukiwarka
Podobne podstrony:
Przykład 3: Interpolacja punktowa G10: Blok sterujący ruchem narzędzia: G10G90 R+80 H+40 2.3.2
5 3. Tabeli narzędzi i pomiary długości narzędzi Obrabiarka DMU 60 jest wyposażona w magazyn 24 narz
100?78 Minimum to określa głębokość strumienia płynącego ruchem krytycznym. Ruch krytyczny jest to
Image 98 101 zaworu hydraulicznego, 4 - przekładnia śrubowa, 5 - płyta rozrządu sterująca ruchem zaw
Obraz0098 98 wym 4, narzędzie może również przemieszczać się ruchem prostoliniowym w płaszczyźnie pi
skanuj0025 Szlifierki do otworów z prostoliniowo-zwrotnym ruchem wrzeciennika narzędziowego (rys. 25
46015 P1170408 (2) 80 Jon Dąbrowski wówczas narzędzi, broni i ozdób. Na koniec dodać trzeba widoczne
011 4 G2S Dojście (io punktu „zero” maszyny (ruch szybki) G40 Anulowanie kompensacji narzędzia GA 1
P1270535 »vymiai wwauyuil CICIIICI IIVJ W 1. Z menu programu wybrać: Narzędzia -&g
30 (80) ■g IMG_0029.pdf - Adobe Reader Plik Edycja Widok Dokument Narzędzia Okno Pomoc -
Przykład 4: Zaprogramować ruch punktu kodowego narzędzia (osi narzędzia) po konturze przedstawionym
57829 P1270535 »vymiai wwauyuil CICIIICI IIVJ W 1. Z menu programu wybrać: Narzędz
więcej podobnych podstron