011 4
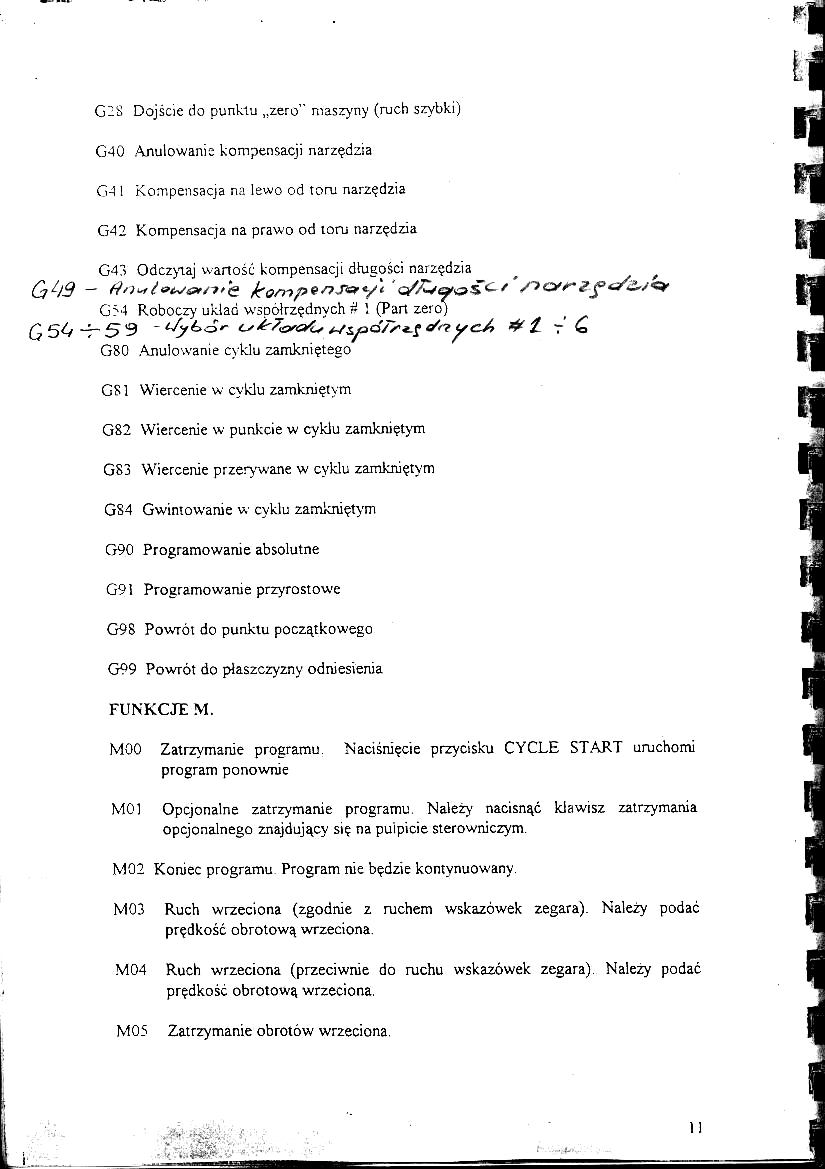
G2S Dojście (io punktu „zero” maszyny (ruch szybki)
G40 Anulowanie kompensacji narzędzia
GA 1 Kompensacja na lewo od toru narzędzia
GA2 Kompensacja na prawo od toru narzędzia
G43 Odczytaj wartość kompensacji długości narzędzia
G54 Roboczy układ współrzędnych 2 \ (Part zero)
G 54 -t59 ■ e/nycJ> & i r &
GSO .Anulowanie cyklu zamkniętego
G81 Wiercenie w cyklu zamkniętym
G82 Wiercenie w punkcie w cyklu zamkniętymi
G83 Wiercenie przerywane w cyklu zamkniętym
GS4 Gwintowanie w cyklu zamkniętym
G90 Programowanie absolutne
G91 Programowanie przyrostowe
G9S PowTÓt do punktu początkowego
G99 Powrót do płaszczyzny odniesienia
FUNKCJE M.
M00 Zatrzymanie programu. Naciśnięcie przycisku CYCLE ST.ART uruchomi program ponownie
MOI Opcjonalne zatrzymanie programu. Należy nacisnąć klawisz zatrzymania opcjonalnego znajdujący się na pulpicie sterowniczym.
M02 Koniec programu Program nie będzie kontynuowany.
M03 Ruch wrzeciona (zgodnie z ruchem wskazówek zegara). Należy podać prędkość obrotową wrzeciona.
M04 Ruch wrzeciona (przeciwnie do ruchu wskazówek zegara). Należy podać prędkość obrotową wrzeciona.
M05
Zatrzymanie obrotów wrzeciona.
Wyszukiwarka
Podobne podstrony:
str205�01 djvu NAUKA jednostajnemu. O ile odpowiada to rzeczywistości, że z punktu widzenia fizyczne
page0462 454Bach giem, lecz w nieprzerwanym ciągu z jednego przechodzi wr drugie. Jeśli droga punktu
Zad 6 (5) 6 Ile razy zmniejszy się energia całkowita punktu materialnego wykonującego ruch harmonicz
Prędkość i przyśpieszenie punktu w układzie naturalnym Ruch płaski Rys.25 Przyśpieszenie styczne i
Untitled Scanned 26 czasu na dojście do punktu B. Jeśli identycznie to samo zadanie wykonamy obiekty
29144 skanuj0006 6. Ile razy zm n i ejsży - s i ę~e n ergi a całkowita punktu materialnego wykonując
mechanika125 3.1.2. DYNAMIKA PUNKTU MATERIALNEGO Z WIĘZAMI Ruch punktu materialnego z więzami (ruch
mechanika125 3.1.2. DYNAMIKA PUNKTU MATERIALNEGO Z WIĘZAMI Ruch punktu materialnego z więzami (ruch
76300 P1020654 (3) Małe drgania punktu materialnego Drganiem lub radiem drgającym punktu materialneg
LABORATORIUM Temat 11: Dokładność ustalania przesuwnych zespołów maszyn 1. Wprowadzenie Szybki wzros
Przestanki prywatyzacji 1) z punktu widzenia budżetu państwa: - szybki napływ gotó
055 4 3.1 KOMENDA RUCHU SZYBKIEGO GOO RUCH SZYBKI X Komenda ruchu wzdłuż osi X Y Komenda ruchu
Instytut Technologii Maszyn i Automatyzacji Zakład Metrologii i Badań Jakości 1. Narzędzia pomiarowe
więcej podobnych podstron