7090997097
Zadanie 21.
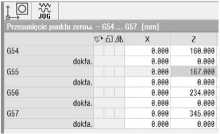
Punkt Zerowy Przedmiotu Obrabianego został przesunięty względem zera obrabiarki o wartość Z = 234 mm. Określ na podstawie danych ze sterownika tokarki CNC, której funkcji użyto do tego przesunięcia.
Zadanie 22.
Wykaz narzędzi potrzebnych do wykonania określonej części i sposób ich zamocowania w tokarce CNC są opisane w
A. DTR obrabiarki.
B. karcie uzbrojenia obrabiarki.
C. instrukcji smarowania obrabiarki.
D. instrukcji użytkowania i programowania obrabiarki CNC.
Zadanie 23.
Funkcja G33 służy do programowania gwintowania
A. narzynką.
B. nożem do gwintów.
C. gwintownicą uniwersalną.
D. gwintownikiem maszynowym.
Zadanie 24.
Na frezarkach CNC wyposażonych w magazyn narzędzi do programowania automatycznej wymiany narzędzia służy funkcja
Zadanie 25.
Który blok programu sterującego dotyczy gwintowania o skoku stałym i wartości skoku 2 mm?
A. G33 Z4 K2
B. G03 X4 Z2 U3
C. G34Z12K2F0.05
D. G35Z12K2F0.05
Strona 7 z 11
Wyszukiwarka
Podobne podstrony:
Slajd10 (21) Mocowanie na trzpieniach. Rys. 4.90. Wciskanie lr/ptcnu w przedmiot obrabiany na prasie
Slajd14 (21) Mocowanie na tarczach tokarskich. Rys. 4.68. Zamocowanie przedmiotu obrabianego w tarcz
fizyka kolo 1 Grupa AImię Nazwisko; Nr indeksu: 1. Punkt materialny został przesunięty po linii pros
rys11a przedmiot obrabiany dociskany i przesuwany ręcznie (jocierak napędzany mechanicznie Rys. 1.1
28163 Slajd14 (21) Mocowanie na tarczach tokarskich. Rys. 4.68. Zamocowanie przedmiotu obrabianego w
rys11a O) przedmiot obrabiany dociskany t przesuwany ręcznie (Jocierak napędzany mechanicznie Rys.
Slajd10 (21) Mocowanie na trzpieniach. Rys. 4.90. Wciskanie lr/ptcnu w przedmiot obrabiany na prasie
Slajd14 (21) Mocowanie na tarczach tokarskich. Rys. 4.68. Zamocowanie przedmiotu obrabianego w tarcz
28163 Slajd14 (21) Mocowanie na tarczach tokarskich. Rys. 4.68. Zamocowanie przedmiotu obrabianego w
188 4 Proszę zauważyć, ze przesuwając punkt zerowy osi Z powodujemy zakłócenie działania opcji autom
26354 Slajd10 (21) Mocowanie na trzpieniach. Rys. 4.90. Wciskanie lr/ptcnu w przedmiot obrabiany na
ARKUSZ XIV 4 Poziom podstawowy Zadanie 17. Miejscem zerowym funkcji f(x) = -0,5x + 3, x e R jest: B.
ARKUSZ X 5 Arkusz X Zadanie 21. 1 p. Cena 1 litra paliwa została obniżona o 15%. P
choroszyF3 Rys. 21.21. Odraczanie kola stożkowego obrabianego z zębatką stożkową: 1 przedmiot obrabi
424 XXI. Całki niewłaściwe Zadanie 21.30. Kondensator o pojemności C został naładowany do napięcia U
skanuj0012 (62) stosować, gdy przedmioty obrabiane są dostatecznie sztywne, a ich kształt i wymiary
Zadanie 21. Przygotowując materiał do długotrwałego wypełnienia czasowego ubytku należy wymieszać
więcej podobnych podstron