1313878124
Zwiększanie wydajności obróbki poprzez wzrost amplitudy drgań jest ograniczone wytrzymałością materiału, z którego wykonany jest koncentrator oraz rozpryskiwali się zawiesiny ziaren ściernych. Największa amplituda nie powinna przekraczać 70 pm.
Rys. 6. Zależność wydajności od nacisku sonotrody.
Dla każdych warunków obróbki istnieje optymalna wartość nacisku, przy której osiąga się maksymalną wydajność. Zbyt duży nacisk powoduje tłumienie drgań i znaczne odstrojenie układu akustycznego od częstotliwości rezonanso-wej. Zbyt mały nacisk nie zapewnia właściwego styku ziaren ściernych z obrabianą powierzchnią. Zmiany wydajności w zależności od nacisku są wyraźniej widoczne, im mniejsza jest obrabiana .powierzchnia.

grubość ziarna
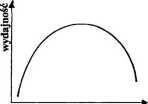
Rys. 7. Wpływ ziarnistości proszku
ściernego na wydajność drążenia.
Na rys. 7 przedstawiono wpływ wielkości ziaren ściernych na wydajność obróbki. Optymalna wielkość ziarna zależy głównie od amplitudy drgali narzędzia. Ogólnie rzecz biorąc, użycie grubszego ścierniwa zwiększa wydajność obróbki ale obniża klasę chropowatości obrabianej powierzchni i zwiększa błędy kształtu.
Istotny wpływ na wydajność drążenia ma także twardość proszku. Wydajność obróbki jest tym większa im twardsze są użyte ziarna ścierne. Tak więc najlepsze wyniki uzyskuje się stosując proszek diamentowy, jednak ze względu na cenę, używa się go tylko wyjątkowo, np. do obróbki diamentów. Bardzo wydajne jest
Wyszukiwarka
Podobne podstrony:
Z warunku, że po wystąpieniu drugiego impulsu, czyli dla t>t2 amplituda drgań jest równa zero ora
CCF20130116�003 8. zwiększenie wydajności mlecznej krów - wzrost wartości PRKA nmwżei 200 mFn/kcr s.
Strona0277 277 Jeżeli amplituda drgań A jest znacznie mniejsza od długości I0, to zależność (11.29)
Wspólna polityka rolna Cele: • Zwiększenie wydajności rolnictwa poprzez wspieranie
Obraz (2412) 51. Amplituda małych drgań liniowych Amplitud a drgań jest równa maksymalnemu wychyleni
CCF20130116�003 8. zwiększenie wydajności mlecznej krów - wzrost wartości PRKA nmwżei 200 mFn/kcr s.
skanuj0002 1ip
► > Ulj — drgania -4- Rys. 13.1. Fala podłużna Fala jest poprzeczna gdy kierunek drgań cząstek
viewer4 Przed przeciążeniem serce chronione jest poprzez wzrost częstości skurczów, w wyniku którego
-> zwiększenie wydajności. -> stopa wzrostu z zaangażowanego kapitału, -> stopa zwrotu z
Wzrost a rozwój gospodarczy Wzrost gospodarczy rozumiany jest jako zwiększenie się poziomu produkcji
Zwiększanie wydajności poprzez zrów-noleglanie W systemach masowej obsługi powielenie jednostek
więcej podobnych podstron