3547343303
również żadne plany postępowania, jeśli jego wartość spadnie poniżej tego poziomu, brak wzmianki o tym współczynniku w realizowanej strategii oraz nie ma żadnych ustalonych kryteriów postępowania po zamortyzowaniu się maszyny (moduły K43, K44, K46, brak słupków na wykresie). Przedsiębiorstwo nie zamierza prowadzić tego typu działań. W firmie do stopnia wykorzystania zużycia używa się raczej współczynnika OEE. Spełnienie pierwszych dwóch modułów (prace nad zmniejszeniem stopnia zużycia maszyn i urządzeń) jest częściowe (50%). Jedynym podkryterium spełnionym w 81% jest K45, który mówi o konieczności sprecyzowania średniego wieku użytkowanych maszyn i urządzeń według, których prowadzi się politykę zakupów i likwidacji.
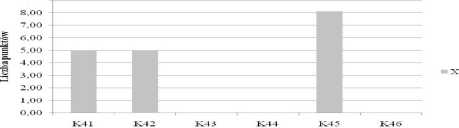
Numer modułu (po.lkryte. imn)
Rys. 3. Najsłabszy aspekt PMT firmy X - kryterium stopień zużycia Źródło: Opracowano na podstawie przeprowadzonych badań własnych
Dla przedsiębiorstwa Y przysłowiową „pietą achillesową" jest stopień zautomatyzowania, gdyż w tym obszarze uzyskało ono zaledwie - 30,85 pkt/60 pkt. Stopień zużycia zakwalifikowano jako kryterium związane ze strukturą i cechami parku maszyn technologicznych. Potrzeba automatyzacji i jej stan docelowy spełniona została częściowo (50%). Identycznie było z projektowaniem procesów technologicznych i ustaleniem z góry stopnia jego zautomatyzowania (podkryteria Kil. K13). Dokładny rozkład liczby punktów za wszystkie moduły za to kryterium przedstawia rys. nr 4.
II I
I I
8.00 ■t 7.00 s 6.00 1 5.00 « 4,00 e 3.00
3 2.00 1.00 0.00
Kil KI 2 KI 3 K14 K15 K16 K17
Numer modułu (podkryterium)
Rys. 4. Najsłabszy aspekt PMT firmy Y- kryterium stopień zużycia Źródło: Opracowano na podstawie przeprowadzonych badań własnych
W organizacji nie dokonano typizacji ani grupowania wytwarzanych elementów w celu obróbki na elastycznych zautomatyzowanych urządzeniach (nie zamierza się jej przeprowadzić). Zostało to wytłumaczone poprzez bardzo zróżnicowany asortyment produktów i usług (K12). Nie istnieją preferowane systemy sterowania maszyn
Wyszukiwarka
Podobne podstrony:
img31 Instrukcje IF (wyrażenie) instrukcja Podane wyrażenie jest obliczane. Jeśli jego wartość
393 (6) 19. Pływy 393 Księżyca. Wystąpi również nierówność wysokości pływu, gdyż jego wartość będzie
1 (21) piszącej również i dla dzieci ani przy jej „sylwetce” w części ogólnej, jak nie ma wzmianki o
przeciwnym kierunku oddziaływania, dlatego obliczając jego wartość wyznacza się również następującą
związana z samą szkodą (jeśli dom zostaje zniszczony pożarem, wówczas właściciel traci jego wartość)
hpqscan0002 Wskaźnik pewności może być traktowany jako pewnego rodzaju wskaźnika ryzyka. Niska jego
1729 Beggar’s Opera Wigowski rząd Walpole a również próbował wypowiedzieć prasie wojnę . Jego gabine
1729 Beggar’s Opera Wigowski rząd Walpole a również próbował wypowiedzieć prasie wojnę . Jego gabine
34 rzem, który również podejmuje sig usługi, (względnie jego żona lub dzieci). W obu wypadkach zasta
img25 Operatory logiczne $a and $b And (&&) Prawda jeśli $a i $b mają wartość prawda $a o
IMG018 18 Napięcie robocze1 2 należy uważać za bezpieczne, Jeżeli Jego wartość względem ziemi nie
skanowanie0025 (27) dopóty, dopóki wskaźnik relacji zadłużenia do wartości kredytowanej nieruchomośc
więcej podobnych podstron