4126968813
Obróbka plastyczna stopów magnezu 137
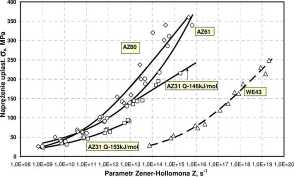
Rys. 4. Zależność maksymalnego naprężenia uplastyczniające opp od parametru Zenera-Hollomona Z dla badanych stopów; punkty - wartości wyznaczone eksperymentalnie, linie - wartości obliczone ma podstawie zależności (2) Fig. 4. Dependence ofmaximum yield stress app on Zener-Hollomon parameter Z for tested alloys; points - experimentally determined values, lines - values calculated on the basis of dependence (2)
Parametr Zenera-Hollomona Z, s'
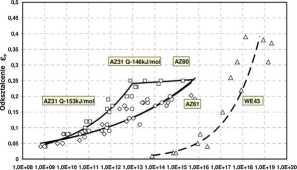
Rys. 5. Zależność odkształcenia £pod parametru Zenera-Hollomona Z: punkty - wartości wyznaczone eksperymentalnie, linie - wartości obliczone ma podstawie zależności (3)
Fig. 5. Dependence of deformation £pon Zener-Hollomon parameter Z: points - experimentally determined values, lines - values calculated on the basis of dependence (3)
Dla trudno odkształcalnych stopów magnezu koniecznym jest określenie nie tylko temperatury końca obróbki plastycznej ale także temperatury, do której można nagrzać stop i rozpocząć proces odkształcania. Należy mieć na uwadze zarówno przyrost temperatury związany z pracą odkształcenia jak i tworzenie się niskotopliwych eutektyk.
Temperaturę, w której następuje pękanie, określono z zastosowaniem symulatora ciepl-no-mechanicznego Gleeble. Wyznaczono temperaturę zerowej wytrzymałości (TZW), która jest temperaturą określoną podczas nagrzewa-
As to hardly deformable magnesium alloys it is necessary to determine not only the temperaturę of plastic forming end but the temperaturę to which an alloy can be heated and a deformation process can be started as well. Both the temperaturę increase connected with the deformation operation and the formation of low-melting eutectic mixtures should be taken into consideration.
The temperaturę in which cracking occurs is determined using a thermal-mechanical Simulator Gleeble. The zero strength temperaturę (ZST) that is a temperaturę defined during
Wyszukiwarka
Podobne podstrony:
Obróbka plastyczna stopów magnezu 139 Temperatura, °C a) Rys. 6. Zależność wytrzymałości na
Obróbka plastyczna stopów magnezu 141 wymaganiom norm: Rm = 220-265 MPa oraz A50 = 10-12%. Wybrane p
Obróbka plastyczna stopów magnezu 143 Z wykonanej ze stopu odkuwki pobrano próbki do statycznej prób
Obróbka plastyczna stopów magnezu 145 6. PODSUMOWANIE Dokonano przeglądu stopów magnezu i technologi
Obróbka plastyczna stopów magnezu 133 Stop AZ80 wykazuje najlepsze właściwości wytrzymałościowe w
Obróbka plastyczna stopów magnezu 135 Najmniejsze wartości naprężenia uplastyczniającego w badanym
więcej podobnych podstron