4126968815
Obróbka plastyczna stopów magnezu 139
Temperatura, °C
a)
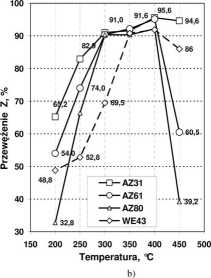
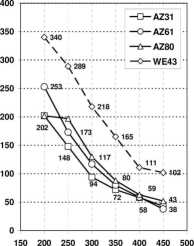
Rys. 6. Zależność wytrzymałości na rozciąganie Rm (a) i przewężenia Z (b) od temperatury [11] Fig. 6. Dependence oftensile strength Rm (a) and reduction of area Z(b)on temperaturę [ 11 ]
4. OBRÓBKA PLASTYCZNA STOPÓW MAGNEZU
Kształtowanie na gorąco stopów magnezu w zależności od składu chemicznego i od-kształcalności realizowane jest metodami:
- walcowania - głównie gatunki z grupy stopów Mg-Al-Zn i Mg-Zn-Mn, a także nowe stopy typu Mg-Th-(Mn lub Zr) oraz Mg-Li--Al,
- kucia swobodnego i matrycowego,
- wyciskania - stopy AZ31 (Mg-Al-Zn), AZ61 (Mg-Al-Zn), ZM21 (Mg-Zn-Mn),
- tłoczenia blach w podgrzewanych matrycach po procesie walcowania.
Walcowanie stopów magnezu obecnie jest ograniczone do kilku podstawowych gatunków z grupy stopów Mg-Al-Zn i Mg-Zn-Mn. Podatność do walcowania wykazują również nowe stopy Mg-Th-(Mn lub Zr) oraz Mg-Li-Al [13].
Proces walcowania wlewków ze stopów magnezu jest bardzo kosztowny i czasochłonny. Spowodowane jest to koniecznością prowadzenia wyżarzania pomiędzy kolejnymi operacjami.
4. PLASTIC FORMING OF MAGNESIUM ALLOYS
The hot forming of magnesium alloys depending on the Chemical composition and formability is realized by the following methods:
- rolling - mainly grades included in the group of alloys Mg-Al-Zn and Mg-Zn--Mn as well as new alloys Mg-Th-(Mn orZr) and Mg-Li-Al type,
- open-die and dieforging,
- extrusion - alloys AZ31 (Mg-Al-Zn), AZ61 (Mg-Al-Zn), ZM21 (Mg-Zn-Mn),
- stamping of sheet metal in heated dies after rolling.
At present, the magnesium alloy rolling is lim-ited to several basie grades included in the group of alloys Mg-Al-Zn and Mg-Zn-Mn. New alloys Mg-Th-(Mn orZr) and Mg-Li-Al show also susceptibility to rolling [13].
A rolling process of ingots from the magnesium alloys is very expensive and time-consuming. It is caused by a necessity to per-form annealing between consecutive opera-tions.
Wyszukiwarka
Podobne podstrony:
Obróbka plastyczna stopów magnezu 137 Rys. 4. Zależność maksymalnego naprężenia uplastyczniające opp
Obróbka plastyczna stopów magnezu 141 wymaganiom norm: Rm = 220-265 MPa oraz A50 = 10-12%. Wybrane p
Obróbka plastyczna stopów magnezu 143 Z wykonanej ze stopu odkuwki pobrano próbki do statycznej prób
Obróbka plastyczna stopów magnezu 145 6. PODSUMOWANIE Dokonano przeglądu stopów magnezu i technologi
Obróbka plastyczna stopów magnezu 133 Stop AZ80 wykazuje najlepsze właściwości wytrzymałościowe w
Obróbka plastyczna stopów magnezu 135 Najmniejsze wartości naprężenia uplastyczniającego w badanym
więcej podobnych podstron