4307685417
W następnej kolejności wykonywane są operacje dziurkowania i znakowania w części środkowej ogniwa. Pierwsze operacje kształtowania dotyczą końcówek skrzydełek zewnętrznych. Końcówki wyginanych skrzydełek posiadają dodatkowe zagięcia pod kątem 35°. Promień gięcia jest równy grubości blachy. Kolejno kształtowane są końcówki skrzydełka wewnętrznego. Następna operacja to wyginanie wstępne części środkowej skrzydełka wewnętrznego. Jest to operacja zapewniająca w kolejnych zabiegach centrowanie ogniwa w stosunku do pozostałych obszarów. Kolejny zabieg to wyginanie korytka w skrzydełku wewnętrznym i kształtowanie rowka. Część środkowa jest pogłębiona w postaci korytka z równoczesnym wykonaniem żebra usztywniającego. Następnie jest realizowane wyginanie środkowego skrzydełka. Bazując na wykonanym korytku, zostanie zagięte środkowe skrzydełko do dołu w stosunku do zewnętrznych skrzydełek. Kolejna operacja to wyginanie skrzydełek zewnętrznych. Bazując na wykonanym środkowym korytku, zostaną wygięte skrzydełka zewnętrzne. Równocześnie przemieści się skrzydełko wewnętrzne. Bazując na wykonanym korytku, zostanie wygięte skrzydełko wewnętrzne typu U z równoczesnym zachowaniem wymaganej odległości osi skrzydełek. Końcówka części środkowej, nosek, zostanie wygięta pod kątem 260°. Następnie zostaną do-gięte skrzydełka na obwód łuski. Skrzydełka zewnętrzne obejmują łuskę, a wewnętrzne służą do połączenia z następnym ogniwem Ponieważ wykonane są wstępne zagięcia obrzeży skrzydełek, nie można ich doginać na obwód łuski za pomocą promieniowo ukształtowanego stempla. Operacja ta zostanie zrealizowana za pomocą bocznych stempli napędzanych od suwaka prasy klinami. Ostatnią operacją kształtowania jest formowanie zaczepu na końcówce noska.
5. MATERIAŁ BADAŃ
WLEWKI STALOWE PRZEZNACZONE DO PRODUKCJI ŁUSEK KALIBRU 30 MM
Z zastosowaniem zmodyfikowanej przemysłowej technologii produkcji stali w gatunku C35E wytworzono wlewki ciągłe o przekroju poprzecznym kw. 160 mm. Odcinki wlewków o długości 2 m przeznaczono do przeróbki plastycznej na pręty okrągłe metodą walcowania na gorąco i ciągnienia. Dodatkowo wytworzono wlewek laboratoryjny ze stali do produkcji łusek w gatunku oznaczonym w pracy C35L. Wlewek o przekroju poprzecznym 140/160 mm przeznaczono do badań i prób przemysłowych po kuciu na gorąco na pręty.
Przeprowadzone badania jakości wlewków przemysłowych i wlewka laboratoryjnego wykazały, że w zakresie makrostruktury, jakości powierzchni i jakości wewnętrznej (zawartość i rodzaj wtrąceń niemetalicznych oraz rodzaj mikrostruktury) spełniają one wymagania dla półwyrobów do dalszego przetwarzania w szczególności do wytwarzania łusek kalibru 30 mm. Składy chemiczne materiału badań w postaci wlewków (analiza wytopowa) zawiera tablica 2.
Z wlewków przemysłowych wykonano półwyroby w postaci prętów ciągnionych <|> 46 mm na modelowe łuski do amunicji kalibru 30 mm. Pierwszym etapem wytwarzania prętów było walcowanie na gorąco wlewków kw. 160 mm na pręt ó 48 mm, które następnie metodą ciągnienia przetworzono na średnicę finalną <|>46 mm oraz zastosowano końcową obróbkę cieplną zmiękczającą.
Wyniki wykonanych badań laboratoryjnych wykazały, że półwyroby w postaci prętów ze stali C35E po ciągnieniu przeznaczone do wytwarzania modelowej partii łusek, spełniają wymagania w zakresie jakości powierzchni, makrostruktury, zawartości wtrąceń niemetalicznych, równomierności mikrostruktuiy i twar-
WLEWKI DO PRODUKCJI OGNIW TAŚMY ROZSYPNEJ
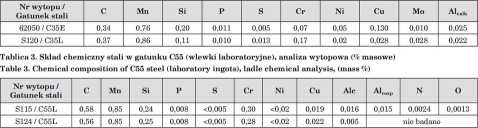
Wytworzono wlewki o przekroju poprzecznym 60x 150 mm przeznaczone do walcowania na gorąco i na zimno w warunkach laboratoryjnych w celu wytworzenia taśmy o grubości 2 mm i szerokości minimalnej 170 mm. Wlewki laboratoryjne w zakresie składu chemicznego, makrostruktury oraz jakości wewnętrznej spełniły wymagania dla materiału przeznaczonego do wytwarzania ogniw. Skład chemiczny wlewków laboratoryjnych zawiera tablica 3. W tablicy 4 przedstawiono skład chemiczny stali wytworzonej w warunkach przemysłowych, z której wykonano taśmy o grubości 2 mm.
Wykonano półwyroby w postaci pasów o grubości 2 mm i szerokości 170-180 mm przeznaczonych na ogniwa taśmy rozsypnej do amunicji kalibru 30 mm. Wytwarzano je metodą walcowania na gorąco do grubości około 4 mm, następnie metodą walcowania na zimno do grubości 2 mm z międzyoperacyjnym wyżarzaniem oraz z zastosowaniem końcowej obróbki cieplnej zmiękczającej. Wykonane badania wykazały, że taśmy ze stali C55S (wytop przemysłowy) i taśmy ze
Tablica 2. Skład chemiczny wytopów badawczych ze stali w gatunku C35, masowe) Table 2. Chemical composition of test hests from C35 Steel, (mass %)
Wyszukiwarka
Podobne podstrony:
Jeśli jeden z argumentów przy operacjach jest skalarem, to zawsze wykonywane są operacje tablicowe,
skanuj0098 (29) 110 PHP i MySQL dla każdego operacje wykonywane są z wartościami kluczy kolor2 i ko1
Technologia Żywności-Technologia Produktów Roślinnych i przecieranie. Operacje te wykonywane są w
IMAG0377 (2) Chemia Jizynna-ilmiyka I kntaliui Etap III: Następnie atomy wodoru są kolejno podstawia
IMG 16 nauczycieli są zastępcy dyrektora. W następnej kolejności wy^ Hępują wychowawcy klas i nauczy
C (108) W następnej kolejności wykonujemy podstawkę (cz. 41, 41a). Siatki tych części naklejamy na k
geologiczne wykonywane są w następujących działach: • Dział Projektowania i
DSC02872 (2) Dodatkowe badania nasienia — wykonywane są w momencie rozpoczęcia użytkowania, a następ
CCF20081017�012 i3. Wykonanie obliczeń: Kolejność wykonywania obliczeń może być następująca 1. Przel
DSC00749 Zadanie 13. Kości nadgarstka są ustawione w następującej kolejności: A.
geologiczne wykonywane są w następujących działach: • Dział Projektowania i
b. jakie charakterystyczne operacje wykonywane są w tej instytucji?, c.
murdoch7 gPTi. <nej firmy w następnej kolejności dla synów pożądane są takie zawo-^ i r wielkieg
Systemy wsadoweEwolucja systemów operacyjnych Systemy wsadowe ■ Wykonywane są
DSC00749 Zadanie 13. Kości nadgarstka są ustawione w następującej kolejności: A.
więcej podobnych podstron