5167288888
2. ODLEWANIE POD CIŚNIENIEM
a) i j b) c)
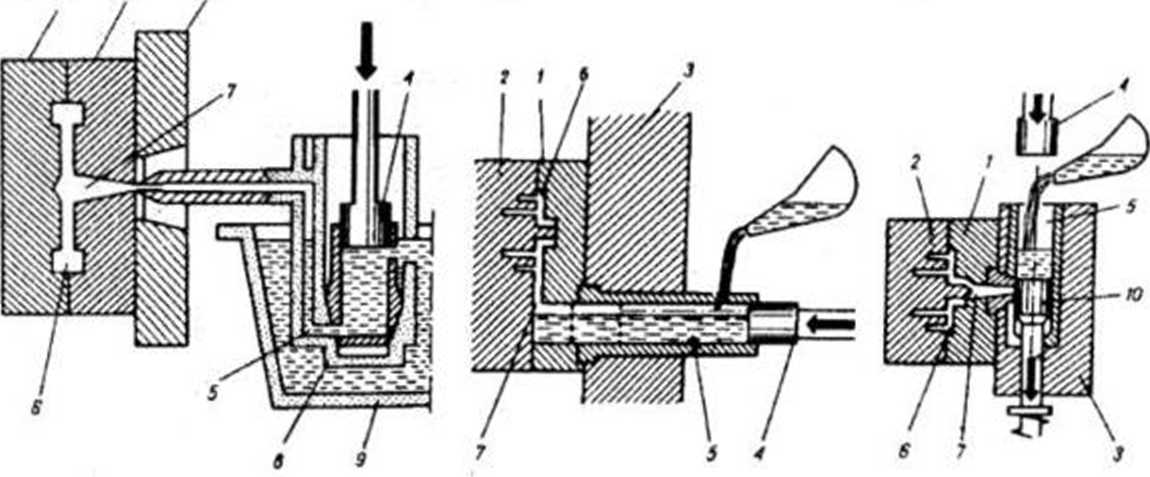
Podział i schematy maszyn do odlewania pod ciśnieniem: 1 - nieruchoma część formy.
2 - ruchoma część formy. 3 - kadłub przekładni maszyny. 4 - tłok prasujący. 5 - komora ciśnienia gorąca lub zimna. 6 - wnęka formy odtwarzająca odlew. 7 - wlew. 8 - gorący zbiornik cylindryczny z przewodem wlewowym, 9 - tygiel pieca grzewczego. 10 - tłok dolny do ucinania wlewu i wyrzucania nadmiaru metalu w postaci zestalonego krążka.
PODZIAŁ MASZYN:
A. Z gorącą komorą ciśnienia
■ powietrzne « tłokowe
B. Z zimną komorą ciśnienia:
■ poziome
■ pionowe
ZASTOSOWANIE
■ stopy Zn - 98%
■ stopy Al - 50%
■ stopy Mg ~ 95%
■ stopy Cu - 8%
ZALETY ODLEWANIA CIŚNIENIOWEGO:
- bardzo duża dokładność wymiarowa (przymałych odlewach nawet ±0,01 mm)
- bardzo dobra gładkość odlewów (chropowatość powierzchni już od Ra=1,25pm)
- możliwość uzyskania bardzo cienkich ścianek, od: 0,6mm (Pb) i 1,2mm (Cu)
- bardzo znaczne ograniczenie obróbki mechanicznej odlewu
- korzystna, drobnoziarnista struktura odlewu
- zmniejszenie ciężaru odlewu
- bardzo korzystny uzysk (do 95%)
- bardzo duża wydajność (20+1200 napełnień/godzinę)
- niski koszt oczyszczania i wykańczania odlewów
TRWAŁOŚĆ FORM:
- stopy Pb - > 500000 zalań
- stopy Zn - do 500000 zalań
- stopy Al - ~ 50000 zalań
- stopy Cu - > 10000 zalań
WADY:
- wysoki koszt oprzyrządowania
- długi okres przygotowania produkcji
- ograniczona masa i wielkość odlewu
- ograniczenie do niektórych stopów
Wyszukiwarka
Podobne podstrony:
Odlewanie pod ciśnieniem Polega na wywieraniu ciśnienia 2-350Mpa na ciekły metal znajdujący się w cy
[5] Dańko J.: Maszyny i urządzenia do odlewania pod ciśnieniem. Wydawnictwo
31007 skanuj0030 (70) Podział i schematy maszyn do odlewania pod ciśnieniem 1 - nieruchoma część for
[5] Dańko J.: Maszyny i urządzenia do odlewania pod ciśnieniem. Wydawnictwo
Na wstępie wydawnictwa przedstawiono w skrócie historię odlewania pod ciśnieniem, przechodząc następ
Odlewanie pod niskim ciśnieniem Polega ono na zapełnieniu metalem formy przylegającej do tygla (rurą
Odlewanie pod niskim ciśnieniem Do wad metody zaliczyć można; > duży koszt
Wtryskiwanie jest analogicznym procesem do odlewania metali pod ciśnieniem do form metalowych. Poleg
36241 skanuj0029 (80) Schemat urządzenia do odlewania pod niskim ciśnieniem: 1- tygiel z ciekłym met
Img00273 277 W procesie nasycania, materiał izolacyjny zostaje najpierw starannie wysuszony (pod ciś
star266069 Sprzęgło 69 ka hydraulicznego 4 umocowanego na osłonie koła zamachowego silnika. Pod ciśn
PrepOrg II173 (2) - 176 - « a> luen pod ciśnieniem atmosferycznym. Pozostałość destyluje się pod
więcej podobnych podstron