7483798135
14 Rozdział 1
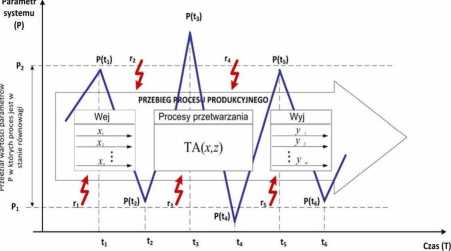
Rys. 5. Zmienność parametru P(t,) spowodowana oddziaływaniem na system produkcyjny czynników zakłócających (/-,)
Jeśli wartość parametru P(t)j w chwili t, znajduje się w ustalonym przedziale Pi < P(t), < P2, świadczy to o prawidłowym przebiegu procesu. W przeciwnym przypadku należy podjąć działania korygujące. Działania korygujące polegają zazwyczaj na takiej zmianie wielkości zmiennych sterujących (wejść do systemu X), aby wartości parametrów charaktery żujących wielkości sterowane (wyjścia z systemu Y) powróciły do ustalonych, na etapie planowania, wzorców z przebiegu procesu. Właściwa decyzja spowoduje powrócenie systemu do stanu równowagi.
W niniejszej monografii stabilność systemu produkcyjnego w założonym marginesie zmienności będzie rozumiana jako zachowanie przez system stanu równowragi w pewnym założonym okresie. System produkcyjny znajduje się w stanie równowagi, jeśli określające go wartości parametrów znajdują się w przedziałach zdefiniowanych w funkcji planowania i zapisanych we wzorcu, będącym planem produkcji, co schematycznie przedstawiono na rysunku 6.
Systemy produkcyjne, oprócz natury technicznej, mają charakter ekonomiczny, a jednym z ich celów istnienia jest generowanie zysku przez stały wzrost udziału w tynku. Jeśli w planach przedsiębiorstwa zapisany jest rozwój i wzrost udziału w tynku, wówczas stabilność systemu produkcyjnego może być rozumiana jako zdolność do utrzymywania lub zwiększania wartości założonych w planach parametrów.
Ponieważ istnieją przynajmniej dwa poziomy planow ania, związane z różnym horyzontem czasowym, sterowanie systemami produkcyjnymi należy również rozpatrywać na tych dwóch poziomach (strategicznym i operacyjnym). Sterowanie procesem, w celu zachowania przez niego stabilności na poziomie operacyjnym, będzie sprowadzać się głównie do:
Wyszukiwarka
Podobne podstrony:
skanuj0376 (3) Rozdział 14. ♦ Autoryzacje 391 z parametrem type ustawionym na button. Do zdarzenia o
łalności wdrażając normy takie jak np. ISO 14 001 [L. 4] czy BS 7750 [L. 5]. W ocenie oddziaływań na
skanuj0087 2 92 Rozdział 7. Rys. 7.2. Izokliny o parametrach kątowych p od 0 do 75° w modelu krążka
81801 SNC00559 Najważniejszymi zmiennymi parametrami, które wpływają na stan komfortu cieplnego są:
8. Obciążenia pojazdu Zmienne siły dynamiczne oddziałujące na pojazd poruszający się po drodze są
CCF20090610�179 tif wodzenie, ponieważ każdy wybór wedle położenia cząstek spowodować musi oddziaływ
łalności wdrażając normy takie jak np. ISO 14 001 [L. 4] czy BS 7750 [L. 5]. W ocenie oddziaływań na
7. Wpływ zmiennych parametrów toczenia wzdłużnego na jakość powierzchni obrobionej : Influence
21. Wpływ zmiennych parametrów toczenia wzdłużnego na jakość powierzchni obrobionej : Influence of
045 bmp T, Rys. 6.11. Parametry opisujące odpowiedź na skokowy sygnał wejściowy inercyjnego przetwor
Rys. 6.11, Parametry opisujące odpowiedź na skokowy sygnał wejściowy inercyjnego przetwornika drugie
MORALNOŚĆ MIĘDZYNARODOWA I JEJ ODDZIAŁYWANIE NA SYSTEM PRAWA MIĘDZYNARODOWEGO Moralność
14 Rozdział 1. Demokracja a koncepcja demokratyzacji szkoły Według J. A. Schumpetera system demokrat
płaszczyzny, które oddziałują na system, np ewoluacyjna(stopniowa, wyrównywa lana),
więcej podobnych podstron