9574065487
206 POLIMERY 2005,50, nr 3

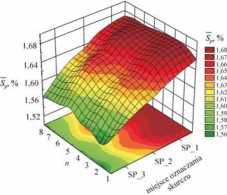
Rys. 2. Zmiany skurczu poprzecznego (Sp) całej populacji próbek POM wykonanych wg planu badań (por. tabela 2)
Fig. 2. Perpendicular shrinkage (Sp) changes ofall POM sam-ples inyestigated, prepared according to experiment design (see Table 2)

bek PS wykonanych wg planu badań (por. tabela 2)
Fig. 3. Perpendicular shrinkage (Sp) changes ofall PS samples inyestigated, prepared according to experiment design (see Table 2)
czu poprzecznego kilku wybranych próbek; przykład wykresu dotyczącego POM przedstawia rys. 4. Wypras-ki POM wykazują więc zmniejszenie wartości skurczu poprzecznego pomiędzy punktami pomiarowymi SP_1 i SP_3 odpowiednio z wartości 1,67 do 1,56 (czyli o 7 %), a wypraski PS pomimo trzykrotnie mniejszegoskurczu, wykazują jeszcze większą różnicę wartości Sp — ok. 14%.
Wyraźne różnice w wartościach skurczu poprzecznego w poszczególnych obszarach wyprasek świadczą o odmiennych warunkach ich zestalania, jakie występują podczas wypełniania gniazda formującego, fazy docisku oraz chłodzenia.
Zjawisko to jest jedną z niedoskonałości procesu przetwórstwa tworzyw polimerowych i wynika z charakteru zjawisk Teologicznych oraz cieplnych, jakie
Rys. 4. Zależność skurczu poprzecznego (Sp) wyprasek POM od miejsca pomiaru (n — numer kolejnej próbki z układu doświadczalnego 6 w tabeli 3)
Fig. 4. Perpendicular shrinkage (Sp) changes of POM mol-dings dependently on measurement point (SP_1, SP_2) (n — number ofsucceeding samplefrom experiment system No. 6 in Table 3) występują podczas przepływu i ochładzania tworzywa w formie. Ponadto, spadek ciśnienia wtryskiwanego tworzywa i ciśnienia docisku w procesie przepływu tworzywa powoduje różne zagęszczenie poszczególnych obszarów wypraski. Tam gdzie panuje wyższe ciśnienie, tam gęstość tworzywa jest większa i odwrotnie, czego efektem jest zróżnicowanie skurczu poprzecznego.
PODSUMOWANIE
Stwierdzono występowanie istotnych różnic pomiędzy zależnościami wielkości badanych od zmiennych parametrów wtryskiwania omawianych tworzyw. Zmiana masy oraz skurczu przetwórczego wyprasek krystalicznego POM zależy w dużym stopniu od ciśnienia docisku i w mniejszym stopniu od temperatury wtrysku. Natomiast w przypadku bezpostaciowego PS właściwości te zależą głównie od temperatury wtrysku oraz formy i w nieco mniejszym stopniu od ciśnienia docisku. Jednak w praktyce produkcyjnej w celu sterowania wartością skurczu oraz masy wypraski najkorzystniej jest zmieniać wartość ciśnienia docisku, jako parametru szybkozmiennego (możliwość zmiany z cyklu na cykl).
Ponadto zaobserwowano zmienność skurczu w poszczególnych obszarach wyprasek. Skurcz poprzeczny jest większy w miejscach bardziej oddalonych od prze-wężki niż bezpośrednio za nią. Przyczyną tego może być fakt występowania różnych wartości ciśnienia oraz temperatury tworzywa wzdłuż drogi jego przepływu
Wyszukiwarka
Podobne podstrony:
14 POLIMERY 2005,50, nr 1 14 POLIMERY 2005,50, nr 1 Rys. 5. Etapy procesu wtryskiwania z laminowanie
16 POLIMERY 2005, 50, nr 1 16 POLIMERY 2005, 50, nr 1 Rys. 9. Schemat procesu wtryskiwania pulsacyjn
POLIMERY 2005,50, nr 1 13 POLIMERY 2005,50, nr 1 13 Rys. 3. Morfologia wyprasek mikrowarstwowych [2]
POLIMERY 2005,50, nr 1 17 POLIMERY 2005,50, nr 1 17 Rys. 11. Wtryskiwanie pulsacyjne ze sterowaną śc
POLIMERY 2005, 50, nr 3 203 nej do badań przedstawia rys. 1, a wymiary gniazda formującego na poszcz
10 POLIMERY 2005, 50, nr 1 ELŻBIETA BOCIĄGA Politechnika Częstochowska Katedra Przetwórstwa Tworzyw
POLIMERY 2005, 50, nr 1 19 (15 000—20 000 Hz). Zastosowanie wibracji o dużej częstotliwości umożliwi
POLIMERY 2005, 50, nr 1 11 1. Wprowadzanie dodatkowych materiałów lub elementów do
POLIMERY 2005,50, nr 1 15 nieniowego lub wtryskiwania z doprasowaniem. Warstwa tworzywa spienionego
18 POLIMERY 2005,50, nr 1 się istotna różnica pomiędzy powierzchniami przełomu w obszarze łączenia
POLIMERY 2005,50, nr 3 201 PRZEMYSŁAW POSTAWA Politechnika Częstochowska Katedra Przetwórstwa Tworzy
202 POLIMERY 2005,50, nr 3 statystycznych w analizie danych — przedstawienie związków między nimi w
204 POLIMERY 2005,50, nr 3 Plan badań Plan badań przygotowano na podstawie teorii planowania doświad
POLIMERY 2005,50, nr 3 205 Tabela 6. Współczynniki regresji (P/i) w równaniu (2) wyznaczone w odnies
POLIMERY 2005,50, nr 3 207 w gnieździe formującym. W świetle przeprowadzonych badań celowe byłoby
144 POLIMERY 2005, 50, nr 2 odpowiedniej obróbce cieplnej. Inna część skal ilastych (bentonity) uzys
POLIMERY 2008, 53, nr 11—12 807 -Galant I.: Polimery 2005, 50, 546. [47] Okada M.: Progr. Polym. Sci
14 % Rys, nr 10_Zmiany cen paliw - 2000 r. = 100 Wzrost cen paliw kopalnych takich jak olej i gaz zi
więcej podobnych podstron