M Feld TBM388
388
9. Projektowanie procesu technologicznego części klasy tuleja i tarcza

W

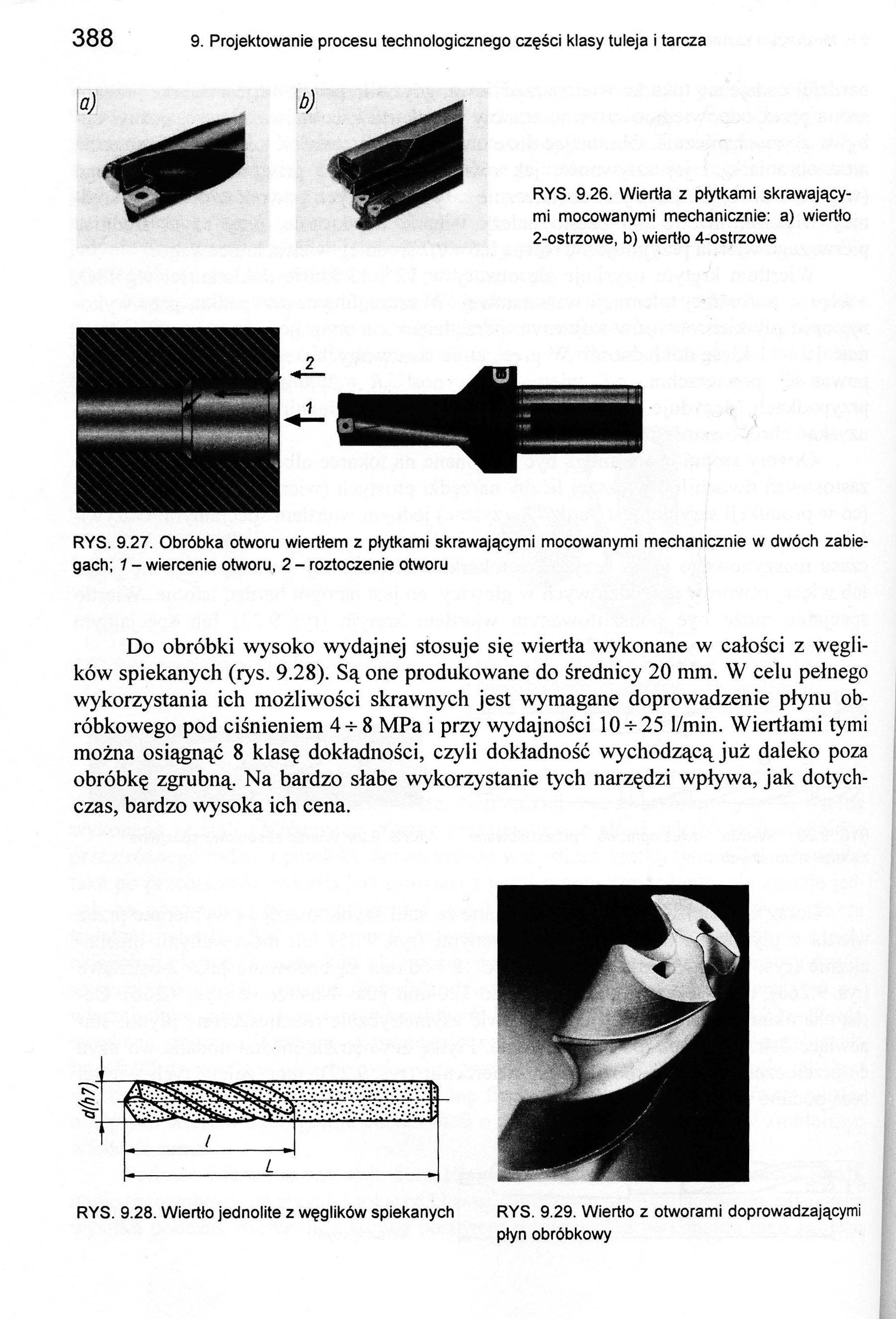
RYS. 9.26. Wiertła z płytkami skrawającymi mocowanymi mechanicznie: a) wiertło 2-ostrzowe, b) wiertło 4-ostrzowe

RYS. 9.27. Obróbka otworu wiertłem z płytkami skrawającymi mocowanymi mechanicznie w dwóch zabiegach; 1 - wiercenie otworu, 2 - roztoczenie otworu
Do obróbki wysoko wydajnej stosuje się wiertła wykonane w całości z węglików spiekanych (rys. 9.28). Są one produkowane do średnicy 20 mm. W celu pełnego wykorzystania ich możliwości skrawnych jest wymagane doprowadzenie płynu obróbkowego pod ciśnieniem 4-5-8 MPa i przy wydajności 10-5-25 1/min. Wiertłami tymi można osiągnąć 8 klasę dokładności, czyli dokładność wychodzącą już daleko poza obróbkę zgrubną. Na bardzo słabe wykorzystanie tych narzędzi wpływa, jak dotychczas, bardzo wysoka ich cena.
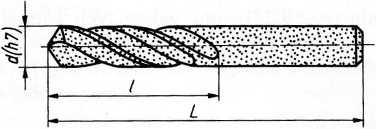
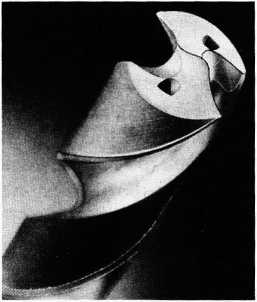
RYS. 9.28. Wiertło jednolite z węglików spiekanych RYS. 9.29. Wiertło z otworami doprowadzającymi
płyn obróbkowy
Wyszukiwarka
Podobne podstrony:
M Feld TBM418 418 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza RYS. 9.70.
M Feld TBM450 450 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza RYS. 9.108.
M Feld TBM374 374 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza Ra2^^RaO,6^
M Feld TBM376 376 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza - &nb
M Feld TBM380 380 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza9.5. Ramowe
M Feld TBM382 382 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza 7) &n
M Feld TBM386 386 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza wiertła z o
M Feld TBM390 390 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza9.6.1.2. Obr
M Feld TBM392 392 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza TABLICA 9.1
M Feld TBM394 394 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza leży zalicz
M Feld TBM398 398 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza Trudności s
M Feld TBM400 400 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza wa bardzo k
M Feld TBM402 402 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza Prędkość gł
M Feld TBM404 404 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza zmywanie z
M Feld TBM406 406 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza z czynnym p
M Feld TBM408 408 9. Projektowanie procesu technologicznego części klasy tuleja i tarczaObróbka plas
M Feld TBM410 410 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza9.6.2. Techn
M Feld TBM412 412 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza Połączenia
M Feld TBM414 414 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza TABLICA 9.4
więcej podobnych podstron