M Feld TBM418
418
9. Projektowanie procesu technologicznego części klasy tuleja i tarcza
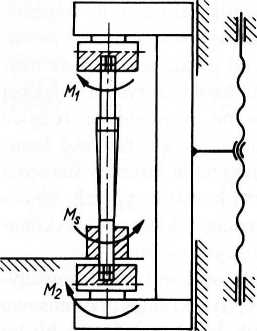
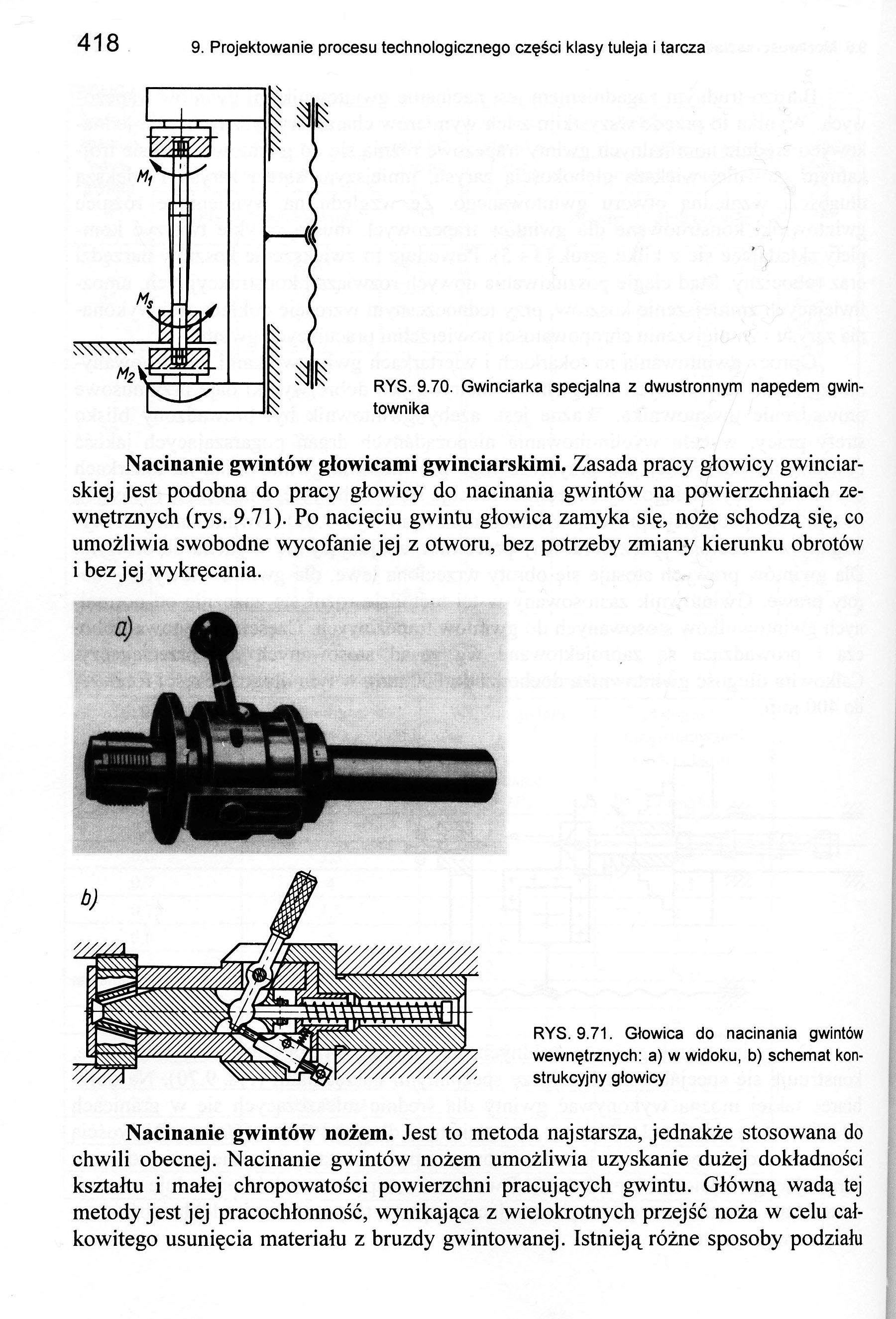
RYS. 9.70. Gwinciarka specjalna z dwustronnym napędem gwintownika
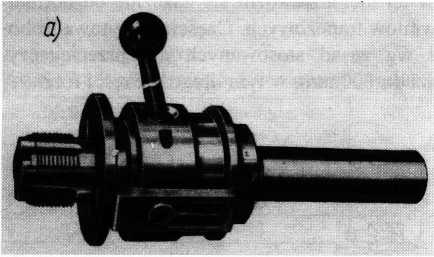
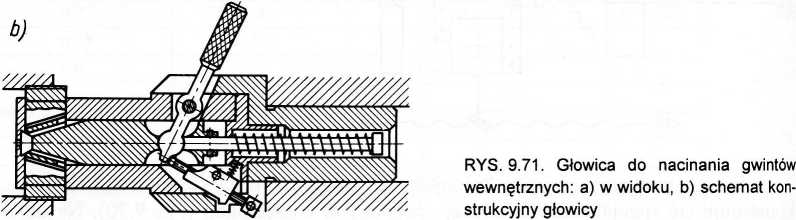
Nacinanie gwintów głowicami gwinciarskimi. Zasada pracy głowicy gwinciarskiej jest podobna do pracy głowicy do nacinania gwintów na powierzchniach zewnętrznych (rys. 9.71). Po nacięciu gwintu głowica zamyka się, noże schodzą się, co umożliwia swobodne wycofanie jej z otworu, bez potrzeby zmiany kierunku obrotów i bez jej wykręcania.
Nacinanie gwintów nożem. Jest to metoda najstarsza, jednakże stosowana do chwili obecnej. Nacinanie gwintów nożem umożliwia uzyskanie dużej dokładności kształtu i małej chropowatości powierzchni pracujących gwintu. Główną wadą tej metody jest jej pracochłonność, wynikająca z wielokrotnych przejść noża w celu całkowitego usunięcia materiału z bruzdy gwintowanej. Istnieją różne sposoby podziału
Wyszukiwarka
Podobne podstrony:
M Feld TBM388 388 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza W RYS. 9.26
M Feld TBM450 450 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza RYS. 9.108.
M Feld TBM374 374 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza Ra2^^RaO,6^
M Feld TBM376 376 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza - &nb
M Feld TBM380 380 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza9.5. Ramowe
M Feld TBM382 382 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza 7) &n
M Feld TBM386 386 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza wiertła z o
M Feld TBM390 390 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza9.6.1.2. Obr
M Feld TBM392 392 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza TABLICA 9.1
M Feld TBM394 394 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza leży zalicz
M Feld TBM398 398 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza Trudności s
M Feld TBM400 400 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza wa bardzo k
M Feld TBM402 402 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza Prędkość gł
M Feld TBM404 404 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza zmywanie z
M Feld TBM406 406 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza z czynnym p
M Feld TBM408 408 9. Projektowanie procesu technologicznego części klasy tuleja i tarczaObróbka plas
M Feld TBM410 410 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza9.6.2. Techn
M Feld TBM412 412 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza Połączenia
M Feld TBM414 414 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza TABLICA 9.4
więcej podobnych podstron