M Feld TBM404
404
9. Projektowanie procesu technologicznego części klasy tuleja i tarcza
zmywanie z obrabianej powierzchni drobnych wiórków oraz wykruszonych ziarn ściernych, odbieranie ciepła wytworzonego w procesie gładzenia. Z płynów obróbkowych produkcji krajowej, specjalnie przeznaczonych do gładzenia, należy wymienić: Homol C i Homol D. Obydwa płyny są olejami z dodatkami chemicznie czynnymi w postaci związków siarki (Homol C) lub związku chlorku (Homol D). W przypadku braku płynów specjalnych można stosować w procesie gładzenia naftę z dodatkiem oleju w stosunku 70% nafty i 30% oleju.
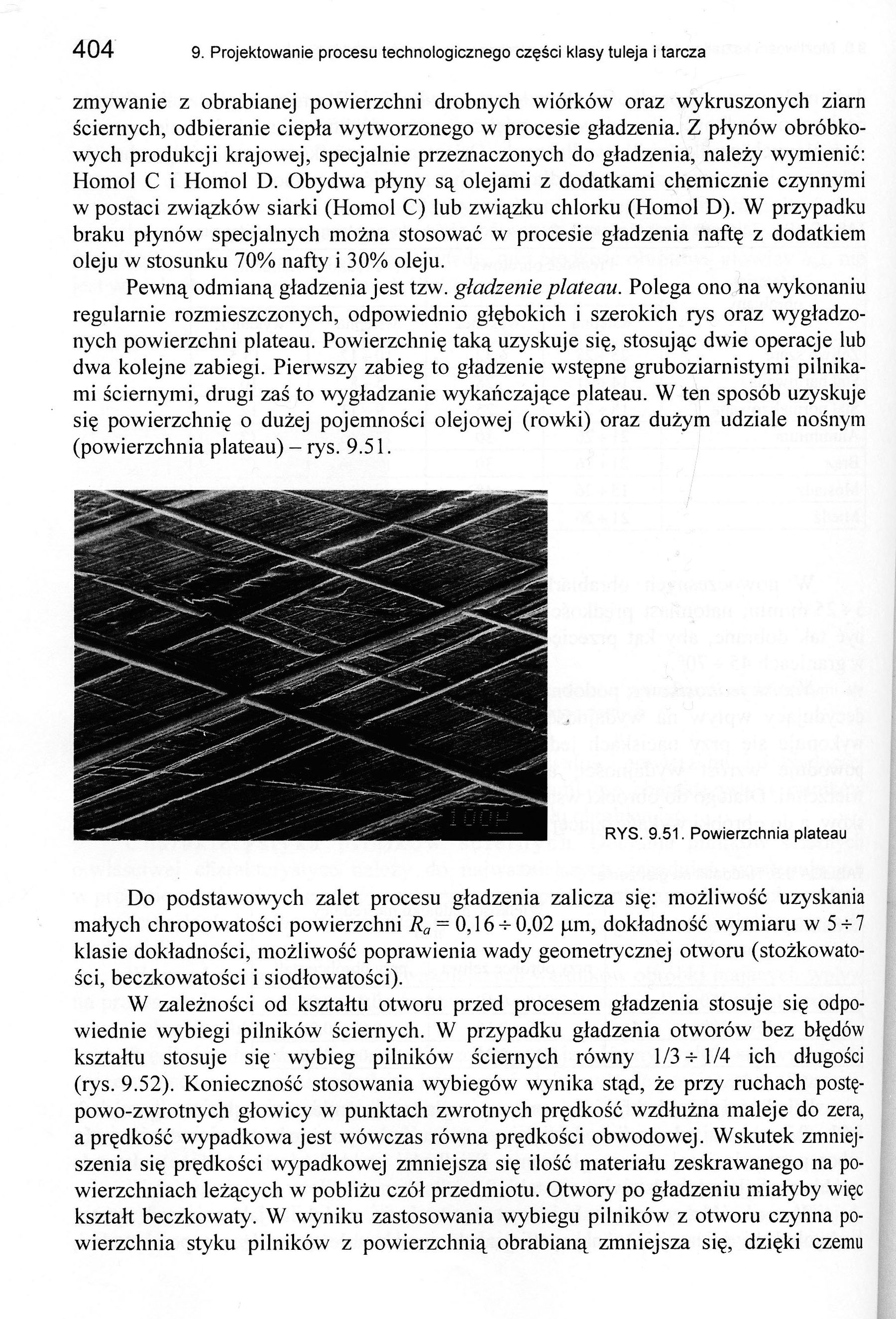
Pewną odmianą gładzenia jest tzw. gładzenie plateau. Polega ono na wykonaniu regularnie rozmieszczonych, odpowiednio głębokich i szerokich rys oraz wygładzonych powierzchni plateau. Powierzchnię taką uzyskuje się, stosując dwie operacje lub dwa kolejne zabiegi. Pierwszy zabieg to gładzenie wstępne gruboziarnistymi pilnikami ściernymi, drugi zaś to wygładzanie wykańczające plateau. W ten sposób uzyskuje się powierzchnię o dużej pojemności olejowej (rowki) oraz dużym udziale nośnym (powierzchnia plateau) - rys. 9.51.

RYS. 9.51. Powierzchnia plateau
Do podstawowych zalet procesu gładzenia zalicza się: możliwość uzyskania małych chropowatości powierzchni Ra = 0,16 + 0,02 pm, dokładność wymiaru w 5 + 7 klasie dokładności, możliwość poprawienia wady geometrycznej otworu (stożkowato-ści, beczkowatości i siodłowatości).
W zależności od kształtu otworu przed procesem gładzenia stosuje się odpowiednie wybiegi pilników ściernych. W przypadku gładzenia otworów bez błędów kształtu stosuje się wybieg pilników ściernych równy 1/3+ 1/4 ich długości (rys. 9.52). Konieczność stosowania wybiegów wynika stąd, że przy ruchach postę-powo-zwrotnych głowicy w punktach zwrotnych prędkość wzdłużna maleje do zera, a prędkość wypadkowa jest wówczas równa prędkości obwodowej. Wskutek zmniejszenia się prędkości wypadkowej zmniejsza się ilość materiału zeskrawanego na powierzchniach leżących w pobliżu czół przedmiotu. Otwory po gładzeniu miałyby więc kształt beczkowaty. W wyniku zastosowania wybiegu pilników z otworu czynna powierzchnia styku pilników z powierzchnią obrabianą zmniejsza się, dzięki czemu
Wyszukiwarka
Podobne podstrony:
M Feld TBM374 374 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza Ra2^^RaO,6^
M Feld TBM376 376 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza - &nb
M Feld TBM380 380 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza9.5. Ramowe
M Feld TBM382 382 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza 7) &n
M Feld TBM386 386 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza wiertła z o
M Feld TBM388 388 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza W RYS. 9.26
M Feld TBM390 390 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza9.6.1.2. Obr
M Feld TBM392 392 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza TABLICA 9.1
M Feld TBM394 394 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza leży zalicz
M Feld TBM398 398 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza Trudności s
M Feld TBM400 400 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza wa bardzo k
M Feld TBM402 402 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza Prędkość gł
M Feld TBM406 406 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza z czynnym p
M Feld TBM408 408 9. Projektowanie procesu technologicznego części klasy tuleja i tarczaObróbka plas
M Feld TBM410 410 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza9.6.2. Techn
M Feld TBM412 412 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza Połączenia
M Feld TBM414 414 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza TABLICA 9.4
M Feld TBM416 416 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza TABLICA 9.4
M Feld TBM418 418 9. Projektowanie procesu technologicznego części klasy tuleja i tarcza RYS. 9.70.
więcej podobnych podstron