Instytut Technologii Maszyn i Automatyzacji Produkcji ZAKŁAD TECHNOLOGII OBRÓBKI |
Imię i nazwisko
Grupa12M5 rok ak.2011/2012 |
LABORATORIUM
TECHNOLOGII OBRÓBKI
Ćwiczenie odpracowano |
Ćwiczenie zaliczono |
|||
Prowadzący |
|
Prowadzący |
|
Ocena |
Podpis |
|
Podpis |
|
|
Data |
|
Data |
|
|
Ćwiczenie nr 1
TOCZENIE I WYTACZANIE
I. Cel ćwiczenia:
Praktyczne zapoznanie studentów z rodzajami i zastosowaniem noży tokarskich,
Zapoznanie studentów z zastosowaniem toczenia do obróbki różnych powierzchni,
Określenie zależności kinematycznych i technologicznych w procesie toczenia.
II. Wymagane wiadomości:
Kinematyka i odmiany toczenia,
Klasyfikacja i charakterystyka noży tokarskich,
Budowa i stereometria ostrza noża tokarskiego w układzie narzędzia,
Rodzaje materiałów narzędziowych i powłok stosowanych na ostrza,
Chropowatość powierzchni przedmiotu obrobionego i jej parametry.
III. Opis stanowiska laboratoryjnego:
Tokarka uniwersalna, nóż tokarski składany, polimetaliczny, normalny. Materiał wg wskazań prowadzącego ćwiczenie. Profilometr cyfrowy
SJ - 201 P f-my Mitutoyo.
IV. Przebieg ćwiczenia:
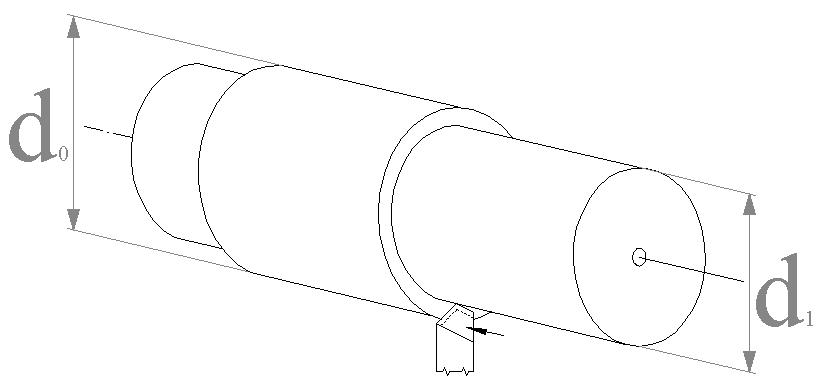
Zadanie laboratoryjne 1. Wykonać rysunek przedmiotu typu wałek a następnie dobrać narzędzia potrzebne do obrobienia zaznaczonych powierzchni.
Nr pow. |
Oznaczenie płytki/oprawki |
α0 |
γ0 |
λs |
кr |
кr' |
rє |
1 |
SVVCN 2020 K16/ VCMT 160408-M |
- |
7 |
35 |
72,5 |
- |
- |
2 |
SSSCR/L 1212 F09/ SCGT 09T308-M |
- |
7 |
90 |
45 |
- |
- |
Zadanie laboratoryjne 2. Dobrać parametry obróbki wg katalogu narzędziowego do wykonania przedmiotu podanego na rysunku w punkcie 1.
Tokarka HASS TL1 PS =5,5 [kW] Materiał obrabiany Aluminium |
|||||||
Nr pow. |
d x l [mm] |
n [obr/min] |
vc [m/min] |
f0 [mm/obr] |
ap [mm] |
Ośrodek obróbkowy |
ts [min] |
1 |
55x102 |
695 |
120 |
0,1 |
0,5 |
emulsja |
2,4 |
2 |
55x75 |
695 |
120 |
0,2 |
0,5 |
emulsja |
2,1 |
Zadanie laboratoryjne 3. Określić wpływ posuwu i promienia naroża na chropowatość powierzchni obrobionej.
Tokarka .HASS TL1 PS = 5,5 [kW] |
||||||
Materiał obrabiany PA7 aluminium |
||||||
Narzędzie : TNMG 160408 (oprawka) PTGNR2020K16 (płytka) |
|
|
||||
ap =0,5[mm] |
Ośrodek obróbkowy na sucho |
|||||
d x l [mm] |
n [obr/min] |
vc [m/min] |
f0 [mm/obr] |
rє [mm] |
Ra [μm] |
|
34x10 |
1000 |
0,107 |
0,05 |
0,8 |
0,47 |
|
34x10 |
1000 |
0,107 |
0,1 |
0,8 |
0,72 |
|
34x10 |
1000 |
0,107 |
0,2 |
0,8 |
2,39 |
|
34x10 |
1000 |
0,107 |
0,3 |
0,8 |
3,75 |
|
34x10 |
1000 |
0,107 |
0,4 |
0,8 |
5,03 |
|
|
|
|
|
|
|
|
34x10 |
1000 |
0,107 |
0,2 |
1,2 |
1,14 |
|
34x10 |
1000 |
0,107 |
0,2 |
0,8 |
2,64 |
|
34x10 |
1000 |
0,107 |
0,2 |
0,4 |
2,97 |
|
V. Zadania do wykonania:
1.Podać definicję parametrów geometrycznych obrabianej powierzchni.
2.Wykonać wykresy Ra w funkcji posuwu f0 i Ra w funkcji promienia naroża rє.
Definicja parametrów geometrycznych
Nominalna szerokość warstwy skrawanej bD jest to odległość powierzchni obrabianej od powierzchni obrobionej, mierzona na powierzchni skrawanej. W przybliżeniu można przyjąć że szerokość warstwy skrawanej jest równa długości głównej czynnej krawędzi skrawającej. Mierzona jest w mm.
Grubość warstwy skrawanej jest to odległość miedzy dwoma kolejnymi położeniami krawędzi skrawającej Mierzna w kierunku prostopadłym do szerokości warstwy skrawanej na 1 obrót części toczonej. Nominalna grubość hD mierzona jest również w mm.
2. Wykresy
Wyszukiwarka
Podobne podstrony:
Technoligie wytwarzania II sprawozdania, Frezowanie, POLITECHNIKA KRAKOWSKA]
Technoligie wytwarzania II sprawozdania, OBróbka elektroerozyjna, POLITECHNIKA KRAKOWSKA
SPRAWO~1 (1), Technologie wytwarzania, Obróbka skrawaniem, Toczenie
Praktyka, SPRAWOZDANIE-WYDRUK, POLITECHNIKA KRAKOWSKA
toczenie nozami punktowymi2, Technologie wytwarzania, Obróbka skrawaniem, Toczenie
Toczenie stożków, Technologie wytwarzania, Obróbka skrawaniem, Toczenie
Sprawoznadnie z praktyk, Politechnika Krakowska, VI Semestr 2, Praktyki budowlane
Technologie ochr powietrza - zagadnienia i odpowiedzi, Politechnika Krakowska, OŚ III
BETON pytania do egzaminu1, Politechnika Krakowska BUDOWNICTWO, II ROK, Technologia Betonu (Rawicki)
sciaga na beton, Politechnika Krakowska BUDOWNICTWO, II ROK, Technologia Betonu (Rawicki)
Normowanie czasu - toczenie, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-m
Technologia wytwarzania światłowodów, Studia, sprawozdania, sprawozdania od cewki 2, Dok 2, Dok 2, P
technologia ezgamin, Politechnika Krakowska BUDOWNICTWO, II ROK, Technologia Betonu (Rawicki)
sciagabeton2, Politechnika Krakowska BUDOWNICTWO, II ROK, Technologia Betonu (Rawicki)
BETON, Politechnika Krakowska BUDOWNICTWO, II ROK, Technologia Betonu (Rawicki)
Laborka - Technologia bet, Politechnika Krakowska BUDOWNICTWO, II ROK, Technologia Betonu (Rawicki)
egz 1, Politechnika Krakowska, IV Semestr, Nawierzchnie drogowe, Projekt, materialy, Nawierzchnie dr
sprawozdanie z soku, POLITECHNIKA ŁÓDZKA, Technologia Żywności i Żywienia Człowieka, semestr 6, Ogól
więcej podobnych podstron