„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Agnieszka Ambrożejczyk-Langer
Wykonywanie montażu elementów i podzespołów układów
elektronicznych 725[01].Z1.01
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Anna Tąpolska
dr Jerzy Gremba
Opracowanie redakcyjne:
mgr inż. Danuta Pawełczyk
Konsultacja:
mgr inż. Gabriela Poloczek
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 725[01].Z1.01
„Wykonywanie montażu elementów i podzespołów układów elektronicznych”, zawartego
w modułowym programie nauczania dla zawodu monter elektronik.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Dokumentacja techniczna urządzeń
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
8
4.1.3. Ćwiczenia
8
4.1.4. Sprawdzian postępów
9
4.2. Połączenia w urządzeniach elektronicznych
10
4.2.1. Materiał nauczania
10
4.2.2. Pytania sprawdzające
16
4.2.3. Ćwiczenia
16
4.2.4. Sprawdzian postępów
18
4.3. Zasady montażu elementów i podzespołów elektronicznych
19
4.3.1. Materiał nauczania
19
4.3.2. Pytania sprawdzające
23
4.3.3. Ćwiczenia
23
4.3.4. Sprawdzian postępów
25
4.4. Lutowanie
26
4.4.1. Materiał nauczania
26
4.4.2. Pytania sprawdzające
30
4.4.3. Ćwiczenia
30
4.4.4. Sprawdzian postępów
32
4.5. Przypisy bezpieczeństwa i higieny pracy przy wykonywaniu montażu
elementów i podzespołów elektronicznych
33
4.5.1. Materiał nauczania
33
4.5.2. Pytania sprawdzające
35
4.5.3. Ćwiczenia
36
4.5.4. Sprawdzian postępów
37
4.6. Zasady sprawdzania poprawności montażu i działania układów
elektronicznych
38
4.6.1. Materiał nauczania
38
4.6.2. Pytania sprawdzające
40
4.6.3. Ćwiczenia
40
4.6.4. Sprawdzian postępów
42
5. Sprawdzian osiągnięć
43
6. Literatura
48

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik ten pomoże Ci w przyswajaniu wiedzy z zakresu technik montażu elementów
i podzespołów układów elektronicznych.
W poradniku zamieszczono
–
wykaz umiejętności, jakie powinieneś mieć już ukształtowane, abyś bez problemów mógł
korzystać z poradnika,
–
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z tym
poradnikiem,
–
materiał nauczania – czyli wiadomości dotyczące technik montażu elementów
i podzespołów układów elektronicznych,
–
zestawy pytań, które pomogą Ci sprawdzić, czy opanowałeś podane treści,
–
ćwiczenia, które umożliwią Ci nabycie umiejętności praktycznych i zweryfikowanie
wiadomości teoretycznych,
–
sprawdzian postępów,
–
literaturę.
W materiale nauczania zostały omówione zagadnienia dotyczące dokumentacji
technicznej urządzeń, wykonywania montażu analogowych i cyfrowych elementów oraz
podzespołów elektronicznych na płytkach drukowanych, sprawdzania poprawności montażu
i działania urządzeń oraz przepisów bezpieczeństwa i higieny pracy, ochrony
przeciwpożarowej i ochrony środowiska.
Nauczyciel pomoże Ci w procesie przyswajania wiedzy wskazując te treści, które są
kluczowe dla Twojego zawodu lub stanowią podstawę dalszego kształcenia.
Z rozdziałem „Pytania sprawdzające” możesz zapoznać się:
– przed przystąpieniem do rozdziału „Materiał nauczania” – poznając przy tej okazji
wymagania wynikające z potrzeb zawodu, a po przyswojeniu wskazanych treści,
odpowiadając na te pytania sprawdzisz stan swojego przygotowania do wykonywania
ćwiczeń,
– po zapoznaniu się z rozdziałem „Materiał nauczania”, aby sprawdzić stan swojej wiedzy,
która będzie Ci potrzebna do wykonywania ćwiczeń.
Kolejnym etapem nauki będzie wykonywanie ćwiczeń, których celem jest uzupełnienie
i utrwalenie informacji z danego zakresu. Wykonując ćwiczenia przedstawione w poradniku
lub zaproponowane przez nauczyciela, poznasz zasady montażu analogowych i cyfrowych
elementów oraz podzespołów elektronicznych, zasady sprawdzania poprawności montażu
i działania urządzeń.
Po wykonaniu ćwiczeń, sprawdź poziom swoich postępów rozwiązując test „Sprawdzian
postępów”, zamieszczony po ćwiczeniach, odpowiedzi NIE informują o brakach, które
musisz nadrobić. Oznacza to także powrót do treści, które nie są dostatecznie opanowane.
Poznanie przez Ciebie wszystkich lub określonej części wiadomości o obwodach prądu
stałego będzie stanowiło dla nauczyciela podstawę przeprowadzenia sprawdzianu poziomu
przyswojonych wiadomości i ukształtowanych umiejętności. W tym celu nauczyciel posłuży
się „Zestawem zadań testowych” zawierającym różnego rodzaju zadania. W rozdziale 5 tego
poradnika jest zamieszczony „Zestaw zadań testowych”, zawiera on:
–
instrukcję, w której omówiono tok postępowania podczas przeprowadzania sprawdzianu,
–
przykładowa kartę odpowiedzi, w której w przeznaczonych miejscach wpisz odpowiedzi
na pytania.
Będzie to stanowić dla Ciebie trening przed sprawdzianem zaplanowanym przez nauczyciela.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
725[01].Z1
Montaż układów elektronicznych
725[01].Z1.02
Projektowanie i wykonywanie prostych
obwodów drukowanych
725[01].Z1.01
Wykonywanie montażu elementów
i podzespołów układów
elektronicznych
Schemat układu jednostek modułowych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
–
szacować oraz obliczać wartości wielkości elektrycznych w prostych obwodach prądu
stałego i przemiennego,
–
dobierać przyrządy pomiarowe,
–
obsługiwać podstawowe przyrządy pomiarowe,
–
mierzyć wielkości elektryczne,
–
rozróżniać elementy i podzespoły elektroniczne na podstawie oznaczeń oraz wyglądu,
–
analizować pracę elementów elektronicznych,
–
interpretować parametry elementów stosowanych w elektronice,
–
analizować działanie podstawowych układów elektronicznych,
–
charakteryzować podstawowe układy elektroniki analogowej i cyfrowej,
–
posługiwać się podstawowymi przyrządami do pomiaru wielkości geometrycznych,
–
czytać proste rysunki montażowe elektryczne,
–
wykonywać proste prace z zakresu obróbki ręcznej
,
–
współpracować w grupie,
–
korzystać z różnych źródeł informacji,
–
stosować obowiązującą procedurę postępowania w sytuacji zagrożenia,
–
stosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej i ochrony
środowiska na stanowisku pracy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
–
rozpoznać elementy i podzespoły na podstawie wyglądu oraz symboli,
–
odczytać instrukcje obsługi i eksploatacji urządzeń elektronicznych,
–
odczytać schematy montażowe i ideowe,
–
dobrać narzędzia potrzebne do montażu,
–
dobrać przyrządy pomiarowe do sprawdzania elementów i podzespołów oraz
uruchomienia układu,
–
sporządzić wykaz narzędzi i materiałów, elementów, podzespołów i przyrządów
pomiarowych,
–
przygotować stanowisko do prac montażowych,
–
zinterpretować wyniki pomiarów oraz sformułować wnioski praktyczne,
–
wykonać montaż elementów i podzespołów na płytce drukowanej,
–
zdemontować układ (wylutować elementy),
–
zademonstrować poprawność wykonywania montażu,
–
ocenić jakość i estetykę wykonanej pracy,
–
uporządkować stanowisko pracy,
–
wybrać elementy i podzespoły do montażu na podstawie danych katalogowych lub
innych źródeł,
–
zastosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska,
–
przewidzieć zagrożenia dla życia i zdrowia w pracy z wykorzystaniem narzędzi
i urządzeń elektrycznych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Dokumentacja techniczna urządzeń
4.1.1. Materiał nauczania
Dokumentacja techniczna tworzona jest w oparciu o wymagania techniczno–eksploatacyjne.
Wymagania produkcyjno–eksploatacyjne są podstawą procesu realizacji urządzenia, powinny być
sformułowane precyzyjnie, lecz ich nadmierne zaostrzanie powoduje podniesienie kosztów
wyrobu. Podstawowe wymagania produkcyjno–eksploatacyjne dotyczą:
–
ilości wyrobów,
–
terminów wykonawstwa,
–
kosztów i cen,
–
warunków wytwarzania,
–
materiałów (surowców),
–
pomieszczeń produkcyjnych,
–
warunków klimatycznych,
–
innych cech zależnie od rodzaju wyrobu.
Wymagania mogą być rozszerzane lub ograniczane zależnie od potrzeb, dzieli się je na
klasy według stopnia ważności w celu położenia nacisku na te wymagania, które
w największym stopniu decydują o wartości użytkowej urządzenia.
W dokumentacji technicznej określona jest konstrukcja urządzenia, przebieg procesu
technologicznego oraz rozwiązania organizacyjne w zakładach produkcyjnych.
Dokumentacja konstrukcyjna urządzenia stanowi podstawę do opracowania technologicznego
produkcji, a zakres jej przygotowania zależy od rodzaju produkcji:
–
w produkcji jednostkowej jest ona ograniczona, zawiera zazwyczaj rysunki wykonawcze
wyrobu oraz kartę technologiczno–kalkulacyjną podająca kolejność i przewidywany czas
wykonania operacji,
–
w produkcji seryjnej urządzeń, wykonywanej przez osoby nie mające wysokich
kwalifikacji zawodowych, należy niektóre operacje opracować szczegółowo, podając
dokładne opisy czynności i warunki ich wykonywania.
Formę, rodzaj i treści opracowań stanowiących dokumentację konstrukcyjną określają
polskie normy i przepisy branżowe.
Dokumentacja dotycząca konstrukcji urządzenia powinna zawierać: schematy elektryczne,
rysunki złożeniowe, rysunki podzespołów i rysunki wykonawcze części, wykaz materiałów
i podzespołów, wykaz części znormalizowanych, obliczenia elektryczne, kinetyczne, cieplne,
wytrzymałościowe i inne – zależnie od specyfikacji urządzenia.
W skład konstrukcyjnej dokumentacji technicznej urządzenia elektronicznego wchodzą
rysunki elektryczne i mechaniczne. Rysunki mechaniczne dzielimy na złożeniowe
i wykonawcze. Natomiast ze względu na stopień uszczegółowienia, wyróżniamy następujące
rodzaje rysunków elektrycznych:
–
schemat strukturalny (blokowy) – przedstawia wzajemne powiązania pomiędzy
elementami urządzenia, przedstawionymi za pomocą symboli w postaci prostokątów lub
innych figur geometrycznych;
–
schemat funkcjonalny (ideowy) – zawiera szczegółowe informacje o wzajemnych
połączeniach wszystkich elementów funkcjonalnych układu;

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
–
schemat wykonawczy (montażowy) – przedstawia rzeczywiste rozmieszczenie
elementów funkcjonalnych oraz układ połączeń wraz z odpowiednim rodzajem użytych
przewodów, koszulek izolacyjnych oraz połączeń i złączy, schemat ten powstaje na
podstawie schematu funkcjonalnego;
–
rysunek wiązek – przedstawia zazwyczaj w podziałce 1:1 kształt torów sygnałowych
wykonanych następnie z przewodów izolowanych łączonych z sobą, rysunek ten jest
szablonem do wykonania wiązki płaskiej w czasie montażu.
Dokumentacja konstrukcyjna urządzenia stanowi podstawę opracowania technologicznego
produkcji, procesu kontroli i warunków eksploatacji.
Obecnie dokumentację techniczną urządzeń wykonuje się za pomocą specjalistycznego
oprogramowania komputerowego.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Czego dotyczą wymagania produkcyjno eksploatacyjne?
2. Na jakie podstawie opracowuje się dokumentację techniczną urządzenia?
3. Co zawiera dokumentacja konstrukcyjna?
4. Jakie znasz rodzaje rysunków mechanicznych?
5. Jakie znasz rodzaje rysunków elektrycznych?
6. W jaki sposób określa się formę i rodzaj treści dokumentacji konstrukcyjnej?
7. W jakim celu tworzona jest dokumentacja techniczna?
8. Jaki schemat obrazuje powiązania między elementami urządzenia elektronicznego?
9. Jaki schemat określa połączenia wszystkich elementów funkcjonalnych urządzenia
elektronicznego?
10. Jaki schemat przedstawia rzeczywiste rozmieszczenie elementów oraz układ połączeń
między nimi?
11. Z jakiego schematu można odczytać kształt torów sygnałowych?
4.1.3. Ćwiczenia
Ćwiczenie 1
Dokonaj analizy dokumentacji technicznej prostego urządzenia elektronicznego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować treść zadania,
2) zapoznać się z otrzymaną dokumentacją techniczną,
3) wyodrębnić dokumenty dotyczące konstrukcji urządzenia, technologii wykonania
i organizacji,
4) uzasadnić dokonany wybór,
5) zaprezentować wyniki.
Wyposażenie stanowiska pracy:
–
dokumentacja techniczna prostego urządzenia elektronicznego,
–
literatura uzupełniająca zgodna z punktem 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Ćwiczenie 2
Dokonaj identyfikacji rodzaju technicznych rysunków elektrycznych zawartych
w dokumentacji technicznej prostego urządzenia elektronicznego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z otrzymaną dokumentacją techniczną,
2) wyodrębnić rysunki elektryczne,
3) określić rodzaj każdego rysunku,
4) uzasadnić dokonany wybór,
5) zaprezentować wyniki.
Wyposażenie stanowiska pracy:
–
dokumentacja techniczna prostego urządzenia elektronicznego,
–
literatura uzupełniająca zgodna z punktem 6.
Ćwiczenie 3
Dokonaj identyfikacji rodzaju technicznych rysunków mechanicznych zawartych
w dokumentacji technicznej prostego urządzenia elektronicznego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z otrzymaną dokumentacją techniczną,
2) wyodrębnić rysunki mechaniczne,
3) określić rodzaj każdego rysunku,
4) uzasadnić dokonany wybór,
5) zaprezentować wyniki.
Wyposażenie stanowiska pracy:
–
dokumentacja techniczna prostego urządzenia elektronicznego,
–
literatura uzupełniająca zgodna z punktem 6.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) określić zawartość dokumentacji technicznej?
¨
¨
2) rozróżnić rodzaj dokumentów zawartych w dokumentacji technicznej?
¨
¨
3) rozróżnić rodzaj rysunków zawartych w dokumentacji technicznej?
¨
¨
4) określić rodzaj rysunków mechanicznych zawartych w dokumentacji
technicznej?
¨
¨
5) określić rodzaj rysunków elektrycznych zawartych w dokumentacji
technicznej?
¨
¨
6) scharakteryzować schemat blokowy?
¨
¨
7) scharakteryzować schemat ideowy?
¨
¨
8) scharakteryzować schemat montażowy?
¨
¨
9) scharakteryzować rysunek wiązek?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
4.2. Połączenia w urządzeniach elektronicznych
4.2.1. Materiał nauczania
Połączenia w urządzeniach elektronicznych pośredniczą w przekazywaniu energii
zasilania i sygnałów użytecznych, lub spełniają funkcje konstrukcyjno – mechaniczne. Można
je podzielić na trzy grupy:
–
połączenia stałe, które nie dają się rozłączyć bez uszkodzenia przynajmniej jednej
z połączonych części, są to połączenia: spawane, zgrzewane, spajane, lutowane lutem
twardym;
–
połączenia półstałe, czyli połączenia lutowane, owijane i zaciskane;
–
połączenia rozłączne czyli złącza wtykowe.
Połączenia lutowane
Lutowanie to łączenie metalowych części za pomocą roztopionego stopu zwanego
lutowiem (lutem), który wprowadzony w szczelinę między lutowane części łączy je po
skrzepnięciu. Jest to podstawowy sposób montażu elementów elektronicznych na płytkach
drukowanych. Lutowanie może być miękkie, jeśli temperatura topnienia lutowia jest niższa
niż 450
°
C, lub twarde jeżeli ta temperatura przekracza 450
°
C.
Aby uzyskać dobre połączenie lutowane należy:
–
właściwie dobrać lutowie,
–
poprawnie przygotować łączone powierzchnie,
–
właściwie dobrać czas i temperaturę lutowania.
Prawidłowo dobrane lutowie powinno odpowiadać następującym warunkom:
–
temperatura topnienia powinna być niższa od temperatury topnienia lutowanych metali,
–
lutowanie powinno dobrze zwilżać powierzchnię łączonych części,
–
lutowie i łączone metale powinny podobnie rozszerzać się ze wzrostem temperatury,
–
lutowie powinno dobrze przewodzić prąd i mieć dobre właściwości wytrzymałościowe.
Lutowane powierzchnie powinny być odpowiednio przygotowane (oczyszczone),
a bezpośrednio przed lutowaniem i w jego czasie stosuje się topniki, które usuwają powstałe
już po oczyszczeniu tlenki i inne trudno topliwe związki utrudniające zwilżenie lutem
łączonych elementów.
Do lutowania miękkiego jako topniki stosuje się chlorki: cynku, baru, litu i inne, węglan
sodu, boraksu, a w połączeniach elektrycznych – kalafonię i jej roztwory alkoholowe .
Lutowanie twarde wymaga zastosowania jako topników boraksu lub kwasu bornego oraz
fluorków: potasu, boru i wapnia. Jeśli lutowanie prowadzi się w wodorze nie trzeba stosować
topników.
Do wykonywania połączeń w sprzęcie elektronicznym używa się topników organicznych
zawierających kalafonię sosnową. Po lutowaniu pozostałości topnika muszą być usuwane.
Poprawność wykonanego lutowania zależy od zwilżalności lutowanych powierzchni na
co mają duży wpływ topniki. Drugim jej warunkiem jest dyfuzja, która poprawia właściwości
elektryczne i mechaniczne połączenia. Dyfuzji sprzyja podwyższona temperatura lutowania,
niestety przy wykonywaniu lutowania na obwodach drukowanych może to zmniejszyć
trwałość laminatu.
Specyficznym
rodzajem
lutowia
są
kremy
lutownicze
będące
mieszaniną
sproszkowanego lutowia i topnika z wazeliną. Można je nakładać przez maski metalowe
(szablony) lub metodą sitodruku.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Połączenia owijane
Połączenia owijane wykonuje się przez owinięcie drutem miedzianej sprężystej końcówki
montażowej o przekroju kwadratowym lub prostokątnym. Końcówka montażowa może być
pokryta blachą, wówczas ma przekrój o kształcie litery V lub U.
Połączenia owijane mogą być dwojakiego typu:
–
zwykłe, gdy wszystkie zwoje są nawinięte przewodem nieizolowanym,
–
modyfikowane, gdy jeden lub dwa pierwsze zwoje są nawinięte przewodem izolowanym.
a)
b)
Ry s. 1. Konstrukcja połączenia owijanego a) połączenie zwykłe, b) połączenie modyfikowane [5, s. 131]
W połączeniach modyfikowanych tłumione są drgania i ograniczona jest możliwość
wystąpienia pęknięć zmęczeniowych przewodów.
Do wykonywania połączeń owijanych stosuje się przewody izolowane pokryte
polichlorkiem winylu, teflonem lub innym tworzywem sztucznym, rzadziej nieizolowany drut
miedziany pokryty srebrem lub złotem. Końcówki montażowe wykonuje się z mosiądzu
i brązów, powlekanych stopem cyny i ołowiu (czasem złota), w celu zabezpieczenia
przeciwkorozyjnego. Zależności pomiędzy wymiarami przewodów i końcówek montażowych
podane są w tablicach liczbowych zamieszczonych w poradnikach konstruktora.
Przed przystąpieniem do wykonania połączenia owijanego należy zdjąć powłokę
izolacyjną z odpowiedniej długości odcinka przewodu.
Ry s. 2. Zasada wykonywania owijania:
1 – kołek montażowy, 2 – wrzecionko owijarki, 3 – przewód [5, s. 132]
Ze względu na wymiary połączenia owijane mogą być:
–
normalnowymiarowe–wykonane przewodami o średnicy 0,5 mm i więcej na końcówkach
montażowych o przekątnych większych niż 1,2 mm,
–
miniaturowe – przy mniejszych wymiarach przewodów i końcówek montażowych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Połączenia owijane wykonuje się ręcznie lub za pomocą owijarek, które mogą posiadać
sterownik mikroprocesorowy pozwalający na automatyczną pracę według programu.
Zalety połączeń owijanych (w porównaniu do lutowanych) to:
–
możliwość wykonania połączenia w temperaturze otoczenia,
–
lepsza niezawodność,
–
łatwość montażu i demontażu,
–
przydatność w konstrukcjach modułowych,
–
zmniejszenie zagrożenia korozją.
Natomiast wady połączeń owijanych to:
–
ograniczony zakres stosowania (w urządzeniach pracujących na mało zróżnicowanych
sygnałach),
–
w podwyższonej temperaturze pogarsza się styczność,
–
ograniczenia konstrukcyjne np. nie można łączyć ze sobą przewodów o różnej budowie,
–
brak możliwości stosowania linki montażowej.
Połączenia owijane cechują się dobrymi właściwościami elektrycznymi i mechanicznymi.
Połączenia zaciskowe
Połączenia zaciskowe wykonywane są poprzez wywarcie znacznego nacisku w celu
plastycznego odkształcenia, na specjalnie ukształtowana końcówkę montażową, w której
umieszczono przewód. Końcówka najczęściej ma kształt oczkowy, wtyku płaskiego może też
służyć do połączenia kilku przewodów.
Ry s. 3. Połączenie zaciskowe:
a) z końcówką oczkową, b) z końcówką wtykową płaską, c) połączenie kilku przewodów [5, s. 133]
Połączenie takie wykonuje się za pomocą narzędzi wyposażonych w specjalnie ukształtowane
szczęki (np. szczypce). Połączenia zaciskowe mogą być otwarte lub zamknięte.
Ry s. 4. Połączenie zaciskowe otwarte: 1 – końcówka montażowa, 2 – przewody linki [5, s. 133]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Ry s. 5. Połączenie zaciskowe zamknięte:
1 – linka, 2 – końcówka montażowa, 3 – szczęki zaciskowe [5, s. 133]
Modyfikacją połączeń zaciskowych jest łączenie przewodu i końcówki montażowej za
pomocą opaski i taśmy sprężystej tzw. klipsu. W tym przypadku izolacje przewodów są
unieruchomione oddzielnie przez dodatkowe łapki klipsu.
Ry s. 6. Połączenie zaciskowe za pomocą klipsów:
1 – linka montażowa, 2 – końcówka montażowa, 3 – klips [5, s. 133]
Złącza
Złącza wtykowe służą do wielokrotnego łączenia przewodów elektrycznych. Powinny
cechować się: odpowiednimi własnościami elektrycznymi (dobrą przewodność prądu, małą
obciążalnością prądową, dobrą izolacją, odpornością na wpływy środowiska, trwałością
i niezawodnością w pracy, łatwością użytkowania.
Złącze składa się z wtyku i gniazda, które posiadają następujące elementy podstawowe:
–
styki przeznaczone do przesyłania energii elektrycznej,
–
obudowę utrzymującą we właściwej pozycji elementy stykowe,
–
elementy naprowadzające zapewniające połączenie i poprawną współpracę łączonych
części,
–
elementy mocujące uniemożliwiające samoczynne rozłączenie,
–
elementy zapewniające bezpieczną dla użytkownika pracę złącza.
Złącza mogą służyć do łączenia
–
obwodów funkcjonalnych zmontowanych na płytkach drukowanych z elementami
zasilania oraz przesyłania sygnałów – są to złącza modułowe, ich styki mogą być
umieszczone bezpośrednio na płytce lub w oddzielnej obudowie,
–
oddzielnych konstrukcyjnie zespołów i bloków ze źródłem zasilania energetycznego
urządzenia lub elementami przesyłania sygnału (wiązek) przewodów – są to złącza
kablowe.
Ze względu na konstrukcję złącza modułowe dzielimy na:
–
bezpośrednie stosowane w urządzeniach pracujących w warunkach laboratoryjnych,
charakteryzują się małymi wymiarami, niskim kosztem wytwarzania,
–
pośrednie stosowane w sprzęcie narażonym na drgania i wstrząsy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Natomiast złącza kablowe ze względu na konstrukcję dzielimy na:
–
złącza okrągłe do łączenia poszczególnych bloków urządzeń elektronicznych
–
złącza prostokątne służące do łączenia wiązek przewodów lub podzespołów
elektronicznych,
–
złącza współosiowe przeznaczone do przesyłania sygnałów wielkiej częstotliwości,
–
złącza do płaskich kabli giętych.
Okablowanie
Okablowanie wraz ze ścieżkami na płytkach drukowanych stanowi system połączeń
w układach elektronicznych i służy do przesyłania energii zasilania i sygnałów. Do jego
wykonania używa się różnego rodzaju przewodów np.: okrągłych przewodów izolowanych,
przewodów wielożyłowych, przewodów ekranowanych, współosiowych (do przesyłania
sygnałów w.cz.), płaskich kabli giętych i innych.
Obowiązuje kilka sposobów i zasad ułożenia kabli w sprzęcie elektronicznym, które są
zależne od zadań jakie mają spełniać i zagęszczenia punktów kontaktowych. Podstawowe
sposoby układania kabli to:
–
bezpośrednie łączenie od punktu do punktu , stosowane wtedy gdy należy skrócić drogę
przesyłania sygnałów (np. w przypadku sygnałów w.cz ),
–
łączenie przewodów wzdłuż linii równoległych i prostopadłych, które ułatwia montaż
i kontrolę,
–
układanie kabli w wiązkach, będących oddzielnym zespołem montażowym, są
przygotowane według wzorników (szablonów) i dostosowane do konkretnego systemu
połączeń, wykorzystuje się je w układach m.cz.
Ry s. 7. Sposoby montażu:
a) od punktu do punktu; b) sposób równoległo – prostopadły; c) wiązka przewodów [5, s. 137]
Wiązki kabli układane są według planów, na które składają się kolejno wykonywane
operacje:
–
cięcie przewodów na odpowiednią długość i usuwanie izolacji z końców odcinka,
–
przygotowanie odcinka do lutowania lub połączenia z końcówkami,
–
oznakowanie przewodów według przyjętego systemu,
–
układanie przewodów według wzorników,
–
grupowanie w wiązki,
–
łączenie i zabezpieczenie wiązki przed narażeniami środowiska.
Kable można łączyć w sposób stały – przewody z izolacją z tworzywa sztucznego wiąże
się sznurkiem lnianym, natomiast przewody w izolacji bawełnianej lub jedwabnej łączy się
taśma z tworzywa sztucznego – ale wówczas nie istnieje możliwość wymiany uszkodzonego
kabla.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
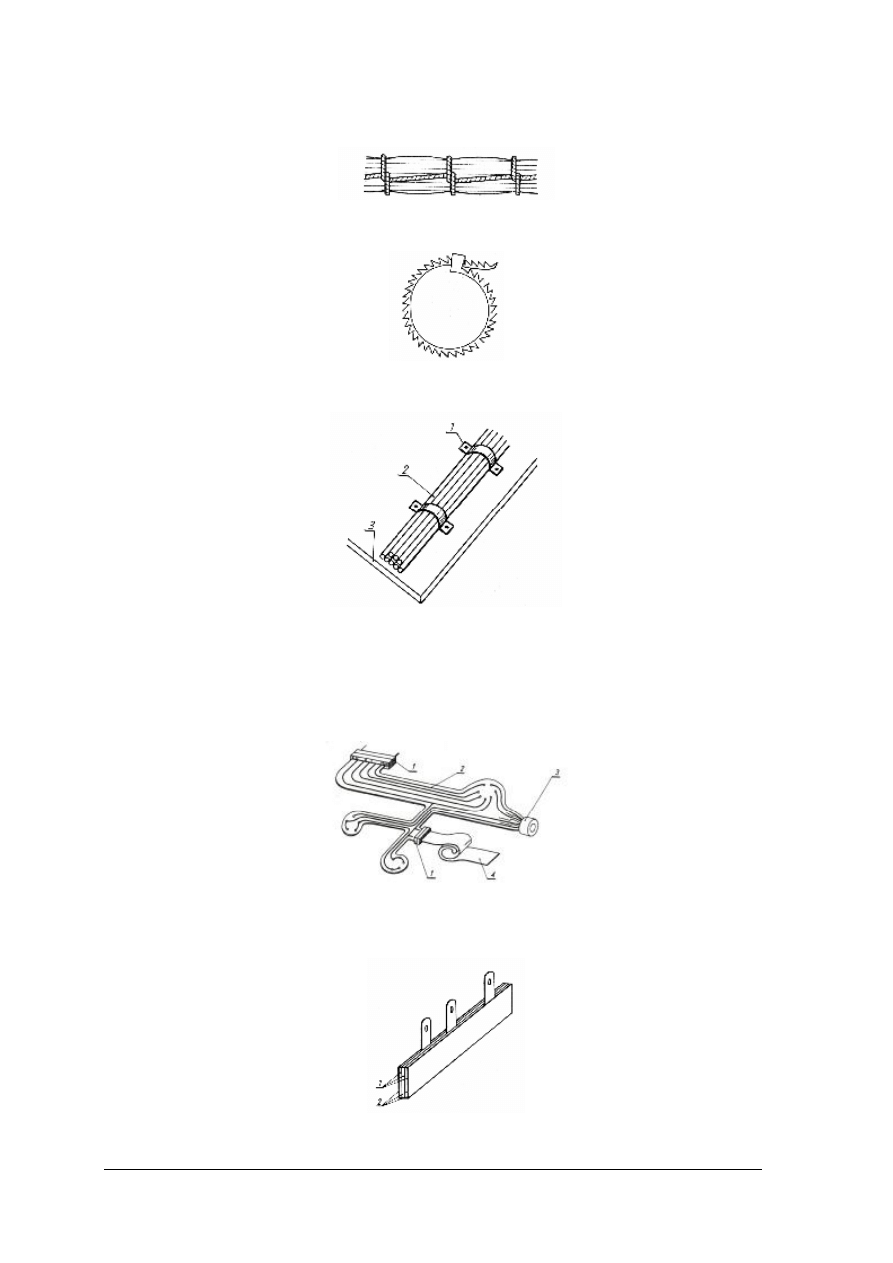
W łączeniach prowizorycznych stosuje się spinacze i obejmy.
Ry s. 8. Sposoby wiązania kabli [5, s. 138]
Ry s. 9. Zapinka do łączenia wiązki [5, s. 139]
Ry s. 10. Wiązka przewodów umocowana do obudowy:
1 – obejma, 2 – wiązka przewodów, 3 – obudowa [5, s. 139]
Powszechnie stosuje się zamiast specjalnie przygotowanych wiązek przewodów kable
gięte płaskie lub wielowarstwowe szyny zasilające.
Ry s. 11. Kable gięte płaskie:
1 –złącze płaskie, 2 – kabel gięty drukowany, 3 – złącze okrągłe, 4 – kabel taśmowy [5, s. 139]
Ry s. 12. Szyny zasilające: 1 – szyny zasilające, 2 – izolacja [5, s. 140]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz rodzaje połączeń stosowanych w urządzeniach elektronicznych?
2. Na czy polega wykonanie połączenia lutowanego?
3. W jakim celu stosuje się topniki?
4. W jaki sposób wykonuje się połączenie owijane?
5. Za pomocą jakiego urządzenia wykonuje się połączenie owijane?
6. Na czy polega wykonanie połączenia zaciskowego?
7. Jakie elementy służą do wielokrotnego łączenia przewodów elektrycznych?
8. Z jakich elementów składa się złącze?
9. Do czego służą złącza modułowe, a do czego kablowe?
10. Jak klasyfikujemy złącza kablowe?
11. Co składa się na okablowanie i do czego ono służy?
12. W jaki sposób można układać kable w układach elektronicznych?
4.2.3. Ćwiczenia
Ćwiczenie 1
Zdejmij powłokę izolacyjną z przewodów.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) sporządzić wykaz potrzebnych narzędzi i elementów,
2) przygotować stanowisko montażowe,
3) zdjąć powłoki izolacyjne z końcówek przewodów,
4) zaprezentować wyniki pracy.
Wyposażenie stanowiska pracy:
–
przewody izolowane o średnicy 1 mm i długości około 100 mm,
–
przyrząd do zdejmowania powłok izolacyjnych,
–
literatura uzupełniająca zgodna z punktem 6.
Ćwiczenie 2
Wykonaj połączenia owijanego zwykłego i modyfikowanego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) sporządzić wykaz potrzebnych narzędzi i elementów,
2) przygotować stanowisko montażowe,
3) przygotować przewody do wykonania połączenia (zdjąć powłoki izolacyjne
z odpowiednich odcinków przewodów),
4) wykonać połączenie owijane zwykłe,
5) wykonać połączenie owijane modyfikowane,
6) zaprezentować wyniki pracy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Wyposażenie stanowiska pracy:
–
płytka z zamontowanymi miedzianymi końcówkami montażowymi o przekroju
kwadratowym i średnicy 2 mm,
–
przewód izolowany o średnicy 1 mm,
–
przyrząd do zdejmowania powłok izolacyjnych,
–
zestaw szczypców,
–
środki ochrony osobistej,
–
literatura uzupełniająca zgodna z punktem 6.
Ćwiczenie 3
Wykonaj połączenie zaciskowe z użyciem końcówki wtykowej płaskiej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) sporządzić wykaz potrzebnych narzędzi i elementów,
2) przygotować stanowisko montażowe,
3) dobrać odpowiednią końcówkę montażową,
4) przygotować przewód do wykonania połączenia (zdjąć powłokę izolacyjną
z odpowiedniego odcinka przewodu)
5) wykonać połączenie zaciskowe,
6) zamontować końcówkę z przewodem na wkręcie mocującym,
7) zaprezentować wyniki pracy.
Wyposażenie stanowiska pracy:
–
przewód izolowany o średnicy 1 mm,
–
przyrząd do zdejmowania powłok izolacyjnych,
–
zestaw szczypców,
–
końcówki montażowe: wtykowa płaska, oczkowa, do łączenia kilku przewodów,
–
wkręt mocujący,
–
środki ochrony osobistej,
–
literatura uzupełniająca zgodna z punktem 6.
Ćwiczenie 4
Dokonaj identyfikacji elementów konstrukcyjnych złącza kablowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować treść zadania,
2) dokonać oględzin otrzymanego złącza,
3) rozpoznać gniazdo i wtyk,
4) zlokalizować i rozpoznać w gnieździe i wtyku poszczególne elementy konstrukcyjne:
styki, elementy naprowadzające i mocujące,
5) zaprezentować wyniki pracy.
Wyposażenie stanowiska pracy:
–
złącze kablowe,
–
literatura uzupełniająca zgodna z punktem 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) scharakteryzować połączenia: stałe, półstałe i rozłączne?
¨
¨
2) określić cechy dobrego lutowia?
¨
¨
3) określić warunki potrzebne do uzyskania dobrego połączenia
lutowanego?
¨
¨
4) dobrać topnik do lutowania elementów układu elektronicznego?
¨
¨
5) rozpoznać połączenie zwijane zwykłe i modyfikowane?
¨
¨
6) rozpoznać elementy połączone równolegle na schemacie obwodu
prądu stałego?
¨
¨
7) wykonać połączenie zaciskowe?
¨
¨
8) dobrać rodzaj końcówki montażowej do określonego typu mocowania?
¨
¨
9) rozpoznać złącze modułowe i kablowe?
¨
¨
10) rozpoznać sposób ułożenia kabli?
¨
¨
11) opisać operacje składające się na proces ułożenia wiązki kabli?
¨
¨
12) ułożyć kable w sposób stały i prowizoryczny?
¨
¨
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
4.3. Zasady montażu elementów i podzespołów elektronicznych
4.3.1. Materiał nauczania
Przygotowanie do montażu
Sposób w jaki zamontowane są elementy elektroniczne w układzie uzależniony jest
w dużej mierze od typu ich obudowy. Obecnie produkowane są elementy elektroniczne, które
można podzielić ze względu na cechy konstrukcyjne na następujące grupy:
–
elementy walcowe z wyprowadzeniami osiowymi,
–
elementy prostopadłościenne z wyprowadzeniami z jednej strony obudowy,
–
elementy w formie pastylek z wyprowadzeniami z jednej strony obudowy,
–
elementy w obudowach tranzystorowych,
–
elementy płaskie z wyprowadzeniami po obu stronach,
–
elementy do montażu powierzchniowego i inne.
Przygotowanie elementów elektronicznych do montażu polega na wykrępowaniu ich
wyprowadzeń na określony kształt i obcięciu ich na właściwą długość.
Ry s. 13. Przygotowanie elementów do montażu z końcówkami bez zatrzasków
[5, s. 126]
Aby uniknąć możliwości wypadania elementów z płytkim podczas transportu i lutowania
należy końcówki elementów wygiąć w kształt zatrzasków.
Ry s. 14. Przygotowanie elementów do montażu z końcówkami z zatrzaskami [5, s. 126]
Sposób krępowania wyprowadzeń i ich wielkość należy dobrać doświadczalnie dla
każdego montowanego układu elektronicznego. W celu nadania wyprowadzeniom elementów
pożądanego kształtu można użyć specjalnych ręcznych urządzeń przeznaczonych do
kształtowania końcówek.
Stosuje się również wykrępowanie poprzez zaginanie (w kierunku pola lutowniczego)
wyprowadzeń elementu umieszczonego w otworach płytki drukowanej, po uprzednim
obcięciu zbędnej ich część.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Ry s. 15. Zaginanie wyprowadzeń elementu [5, s. 145]
Przed przystąpieniem do wykonywania połączeń lutowanych, owijanych, zaciskowych
oraz montowania złączy, z przewodami izolowanymi, należy z zdjąć z nich powłoki
izolacyjne na długości około 10 mm, specjalnie do tego przystosowanym narzędziem.
Przygotowanie do lutowania
W celu przygotowania elementów elektronicznych (lub części metalowych) do
lutowania, należy ich końcówki (powierzchnie) oczyścić mechanicznie i chemicznie.
Aby usunąć grube warstwy zanieczyszczeń oraz wygładzić powierzchnie, których
nierówności utrudniają zbliżenie przeznaczonych do lutowania części stosuje się oczyszczanie
mechaniczne. Polega ono na: piłowaniu, szczotkowaniu lub szlifowaniu papierem ściernym.
Jeżeli na przeznaczonych do lutowania częściach znajdują się jeszcze zanieczyszczenia,
których nie udało się usunąć metodami mechanicznymi lub są to zanieczyszczenia
pochodzenia organicznego, w celu ich usunięcia stosuje się oczyszczanie chemiczne
polegające na rozpuszczaniu i trawieniu. Wybór środka oczyszczającego zależy od rodzaju
materiału i zanieczyszczeń, wymiarów oraz kształtu oczyszczanego elementu.
Poprzez rozpuszczanie można usunąć zanieczyszczenia tłuszczowe. Używa się w tym
celu rozpuszczalników organicznych i roztworów alkalicznych (węglowodanu sodu,
wodorotlenku sodu, krzemianu sodu i innych).
Trawienie odbywa się w wodnych roztworach kwasów: siarkowego, solnego, azotowego
i chromowego. Po zakończonym procesie trawienia oczyszczane elementy należy staranne
przemyć wodą dejonizowaną i wysuszyć. Aby zintensyfikować proces rozpuszczania lub
trawienia można jednocześnie w tych procesach poddać oczyszczany element działaniu
ultradźwięków.
Kolejnym etapem oczyszczania następującym przed samym lutowaniem jest
oczyszczanie za pomocą topników, które można nanieść na lutowane powierzchnie za
pomocą rozgrzanej lutownicy. Topniki usuwają powstałe już po oczyszczeniu tlenki.
Przed przystąpieniem do lutowania przewodów izolowanych, należy zdjąć z nich powłoki
izolacyjne, specjalnie do tego przystosowany narzędziem. W celu zapewnienia poprawnego
lutowania, należy przed tym procesem pokryć odizolowane części przewodów,
wyprowadzenia elementów oraz pola lutownicze, cienką warstwą lutowia. Pokrycie lutowiem
można wykonać metodą galwanizacji, przez zanurzenie w roztopionym lutowiu, przez
zastosowanie kremu lutowniczego, który następnie się przetapia. W przypadku lutowania
ręcznego, można to wykonać za pomocą rozgrzanej lutownicy. Zabieg taki należy również
stosować przed montażem złączy na wiązkach kabli.
W celu zachowania prawidłowego położenia elementów podczas lutowania można
stosować specjalne wzorniki (szablony) lub uchwyty montażowe nie będące częścią płytki
drukowanej.
Montaż układów elektronicznych
Montaż układów i urządzeń elektronicznych obejmuje następujące etapy:
–
przygotowanie materiałów i podzespołów,
–
mechaniczne mocowanie elementów i podzespołów,
–
montowanie elementów i układów scalonych na płytkach drukowanych,
–
łączenie przewodami podzespołów w celu stworzenie z nich określonego układu
elektronicznego
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
–
kontrola poprawności wykonanych czynności i działania układu, polegająca na
pomiarach parametrów elektrycznych wykonanego układu.
Wybór metody montażu związany jest z problem tolerancji elementów elektrycznych.
Wyróżnia się następujące metody montażu:
–
pełnej zamienności, w której montuje się wszystkie elementy według ich wartości
znamionowej, zazwyczaj są to elementy o bardzo małych tolerancjach,
–
regulacji, w której w montowanym układzie stosuje się pewne elementy regulowane:
potencjometry, trymery, cewki o regulowanej indukcyjności, dzięki czemu do montażu
można stosować elementy o dużych tolerancjach,
–
grupowego doboru części, w której segreguje się elementy i montuje je według
kombinacji zapewniających spełnienie warunków technicznych,
–
indywidualnego dopasowania, w której dobiera się konkretne elementy do danego
układu.
Montaż może być wykonywany ręcznie lub automatycznie.
Montaż automatyczny
Montaż automatyczny polega na zastosowaniu urządzeń wykonujących czynności
związane z umieszczeniem elementów we właściwych miejscach na płytce drukowanej.
Warunki stosowania montażu automatycznego to:
–
właściwa konstrukcja montowanych elementów,
–
modułowa konstrukcja wytwarzanego układu elektronicznego,
–
duża dokładność rozmieszczenia otworów do montażu elementów według rastra siatki
obwodu drukowanego.
Najdogodniejsze
do
montażu
automatycznego
są
elementy
cylindryczne
z wyprowadzeniami osiowymi oraz elementy w obudowie układów scalonych typu DIP (ang.
Dual-In-Line-package) – obudowa dwurzędowa.
Przed przystąpieniem do montażu automatycznego elementy muszą być umieszczone
w taśmie lub w podajniku. W przypadku montowania różnych elementów w określonej
kolejności, należy przygotować taśmę sekwencyjną, do czego służy wyspecjalizowane
urządzenie zwane taśmowarką.
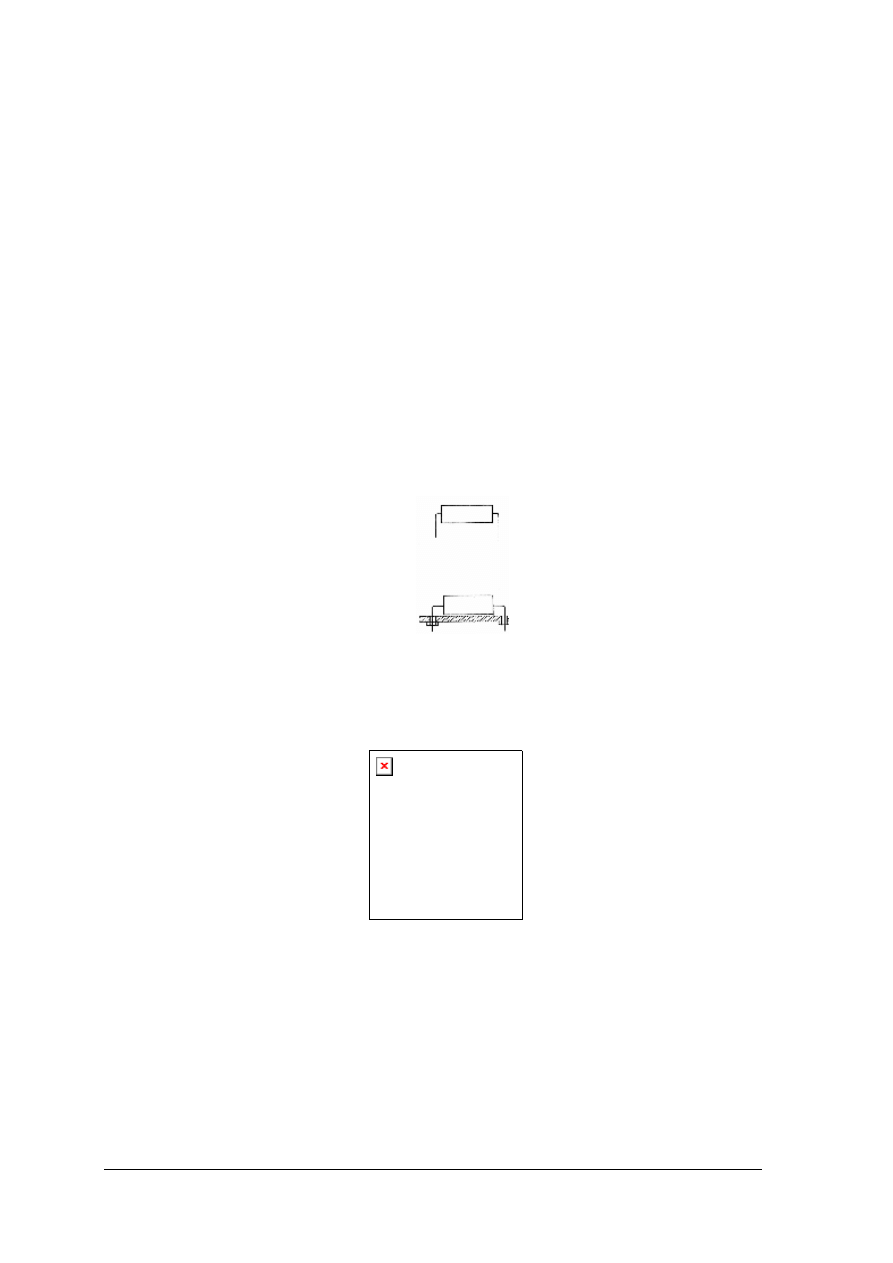
Ry s. 16. Elementy zataśmowane sekwencyjnie [5, s. 144]
Jeżeli w montażu wykorzystywana jest taśma powinny być spełnione następujące
warunki:
–
zachowanie jednakowych odstępów między elementami (właściwa podziałka taśmy),
–
utrzymanie elementów w wąskich tolerancjach w osi taśmy,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
–
pokrycie położenia płytki z położeniem głowicy montującej (płytka powinna mieć
otwory bazowe według których, określa się położenie otworów montażowych i innych
elementów),
–
dokładne rozmieszczenie i wykonanie otworów na płytce drukowanej.
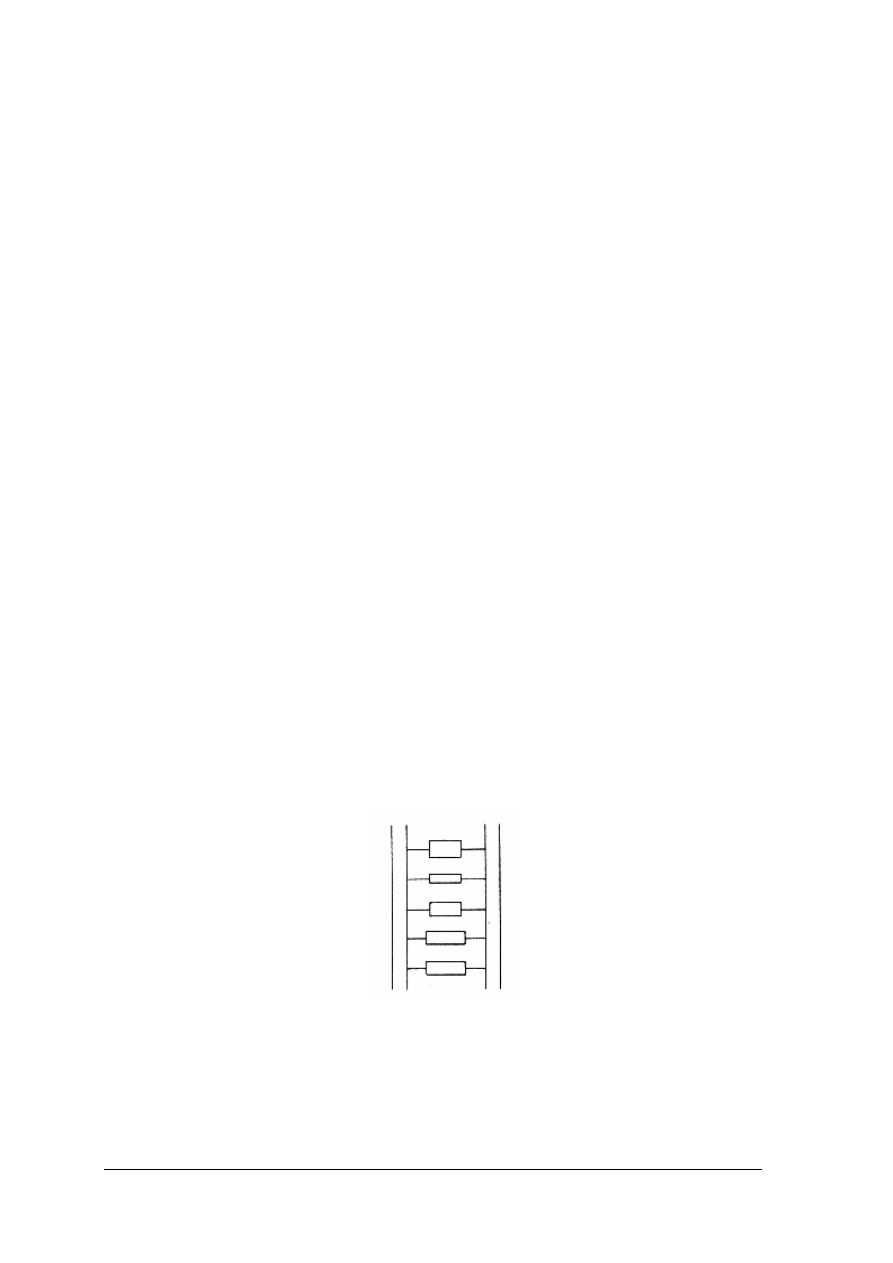
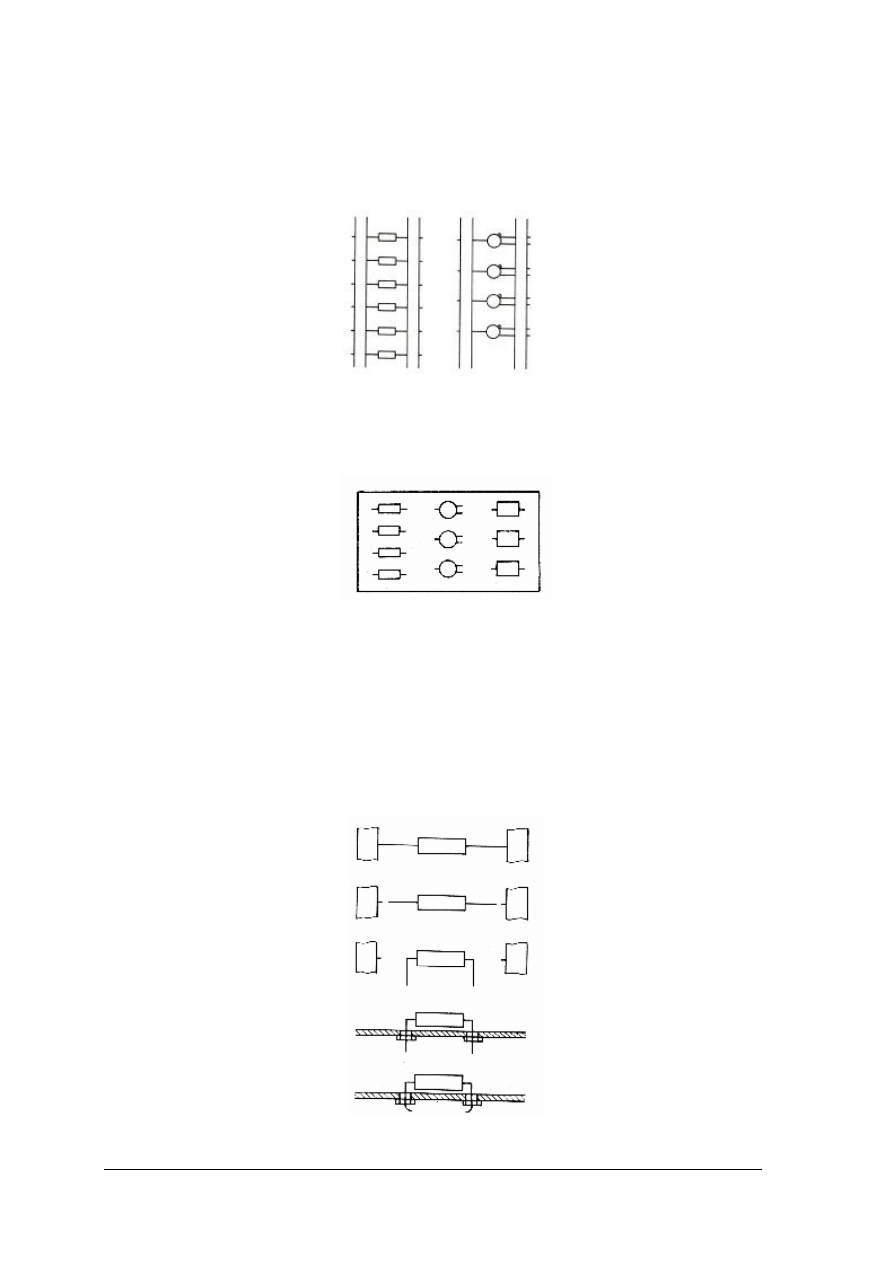
Ry s. 17. Zataśmowane elementy elektroniczne: 1 – rezystory, 2 – tranzystory [5, s. 143]
Przy montażu automatycznym najczęściej stosuje się rozmieszczenie kolumnowe elementów.
Ry s. 18. Zalecany układ elementów [5, s. 144]
Montaż automatyczny elementów z dwoma wyprowadzeniami polega na wykonaniu
kolejno następujących czynności:
–
wstępnym przygotowaniu elementów czyli umieszczenia w taśmie lub podajniku,
–
wyjęciu z taśmy, wykrępowaniu wprowadzeń i umieszczeniu elementów w otworach
płytki,
–
obcięciu wyprowadzeń i ich zagięciu,
–
lutowaniu elementów w specjalnych agregatach.
Ry s. 19. Kolejne fazy montowania rezystora na płytce drukowanej [5, s. 145]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
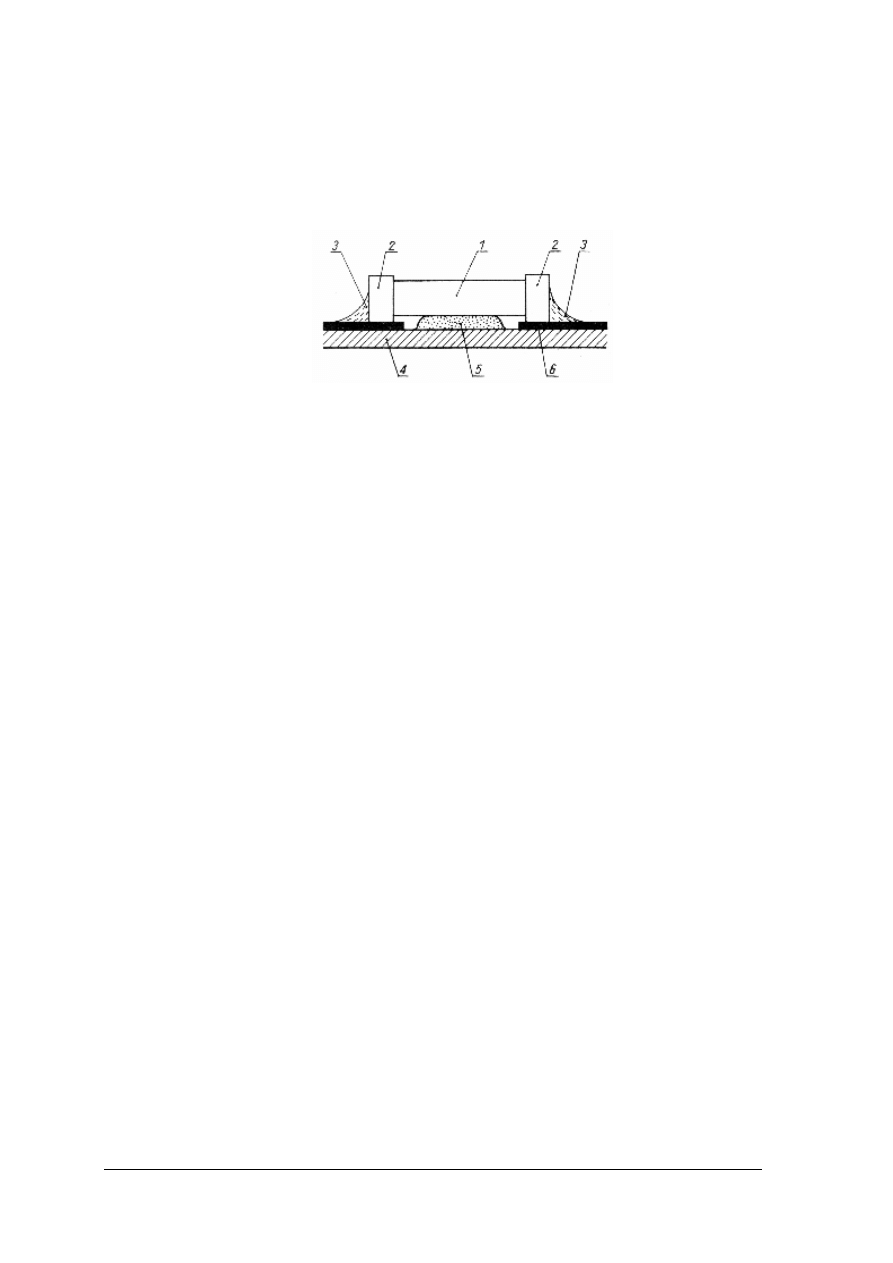
Montaż powierzchniowy
Jedną z najnowocześniejszych technik łączenia elementów elektronicznych na płytkach
drukowanych jest montaż powierzchniowy. Stosuje się w nim specjalne elementy
w obudowie płaskiej tzw. strukturowe, z płaskimi wyprowadzeniami lutowniczymi, w postaci
kołnierzy obejmujących korpu s.
Ry s. 20. Przylutowany element strukturowy:
1 – rezystor, 2 – wyprowadzenia, 3 – lutowina, 4 – laminat, 5 – skleina, 6 – ścieżka miedziana [5, s. 150]
Pierwszym etapem montażu powierzchniowego jest automatyczne umieszczenie na
płytce w miejscach, przeznaczonych dla konkretnych elementów, kropel kleju. W dalszej
kolejności rozmieszcza się automatycznie elementy, a następnie utwardza klej strumieniem
gorącego powietrz. Lutowanie przeprowadza się zazwyczaj na fali lutowia.
Montaż powierzchniowy umożliwia gęste upakowanie elementów, wykorzystanie płytek
drukowanych dwustronnych, nie wymaga wiercenia i ich obróbki chemicznej.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz typy obudów produkowanych powszechnie elementów i układów
elektronicznych?
2. Na czym polega przygotowanie elementów elektronicznych do montażu?
3. W jaki sposób przygotowuje się przewody izolowanie do montażu?
4. W jakim celu stosuje się oczyszczanie mechaniczne?
5. W jakim celu stosuje się oczyszczanie chemiczne?
6. Jakim zabiegom poddaje się powierzchnie przeznaczone do lutowania po oczyszczeniu?
7. Jakie etapy wyróżniamy w montażu elementów elektronicznych?
8. Na czym polega montaż automatyczny?
9. Jakie elementy są najdogodniejsze do montażu?
10. Do czego służy taśmowarka?
11. Jakie elementy wykorzystuje się w montażu powierzchniowym?
12. Jakie są zalety montażu powierzchniowego?
4.3.3. Ćwiczenia
Ćwiczenie 1
Przygotouj przewody izolowane do lutowania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) sporządzić wykaz potrzebnych narzędzi i elementów,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
2) przygotować stanowisko montażowe,
3) zdjąć powłoki izolacyjne z końcówek przewodów,
4) oczyścić mechanicznie odizolowane części przewodów,
5) przygotować grot lutownicy do lutowania,
6) oczyścić za pomocą topnika odizolowane części przewodów
7) nanieść na odizolowane części przewodów warstwę lutowia,
8) zaprezentować wyniki.
Wyposażenie stanowiska pracy:
–
odcinki przewodów z izolacją o długościach100 mm,
–
przyrząd do zdejmowania powłok izolacyjnych,
–
zestaw szczypców,
–
zestaw pilników iglaków,
–
lutownica elektryczna z grotem miedzianym,
–
kalafonia,
–
cyna lutownicza,
–
środki ochrony osobistej,
–
literatura uzupełniająca zgodna z punktem 6.
Ćwiczenie 2
Przygotuj rezystory do lutowania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) sporządzić wykaz potrzebnych narzędzi i elementów,
2) przygotować stanowisko montażowe,
3) oczyścić mechanicznie lub chemicznie wyprowadzenia rezystorów jeśli tego wymagają,
4) przygotować grot lutownicy do lutowania,
5) oczyścić za pomocą topnika wyprowadzenia rezystorów,
6) nanieść na wyprowadzenia rezystorów warstwę lutowia,
7) nanieść na punkty lutownicze warstwę lutowia,
8) włożyć wyprowadzenia rezystorów w odpowiednie otwory w płytce drukowanej,
9) obciąć wyprowadzenia rezystorów,
10) zagiąć wyprowadzenia rezystorów (w stronę druku),
11) zaprezentować wyniki.
Wyposażenie stanowiska pracy:
–
zestaw rezystorów,
–
płytka drukowana,
–
zestaw szczypców,
–
zestaw pilników iglaków,
–
lutownica elektryczna z grotem miedzianym,
–
kalafonia,
–
cyna lutownicza,
–
środki ochrony osobistej,
–
literatura uzupełniająca zgodna z punktem 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) określić rodzaj obudowy elementu elektronicznego na podstawie jego
oględzin?
¨
¨
2) przygotować do montażu punkty lutownicze?
¨
¨
3) przygotować do montażu wyprowadzenia elementów elektronicznych?
¨
¨
4) przygotować do montażu w złączach przewody izolowane?
¨
¨
5) oczyścić mechanicznie powierzchnie przeznaczone do lutowania?
¨
¨
6) oczyścić chemicznie powierzchnie przeznaczone do lutowania?
¨
¨
7) przygotować
do
lutowania
wyprowadzenia
elementów
elektronicznych?
¨
¨
8) określić z jakich czynności składa się montaż automatyczny
elementów z dwoma wyprowadzeniami?
¨
¨
9) określić warunki jakie należy spełnić dla zastosowania montażu
automatycznego?
¨
¨
10) określić warunki jakie należy spełnić dla zastosowania taśmy
w montażu automatycznym?
¨
¨
11) opisać kolejne etapy montażu powierzchniowego?
¨
¨
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
4.4. Lutowanie
4.4.1. Materiał nauczania
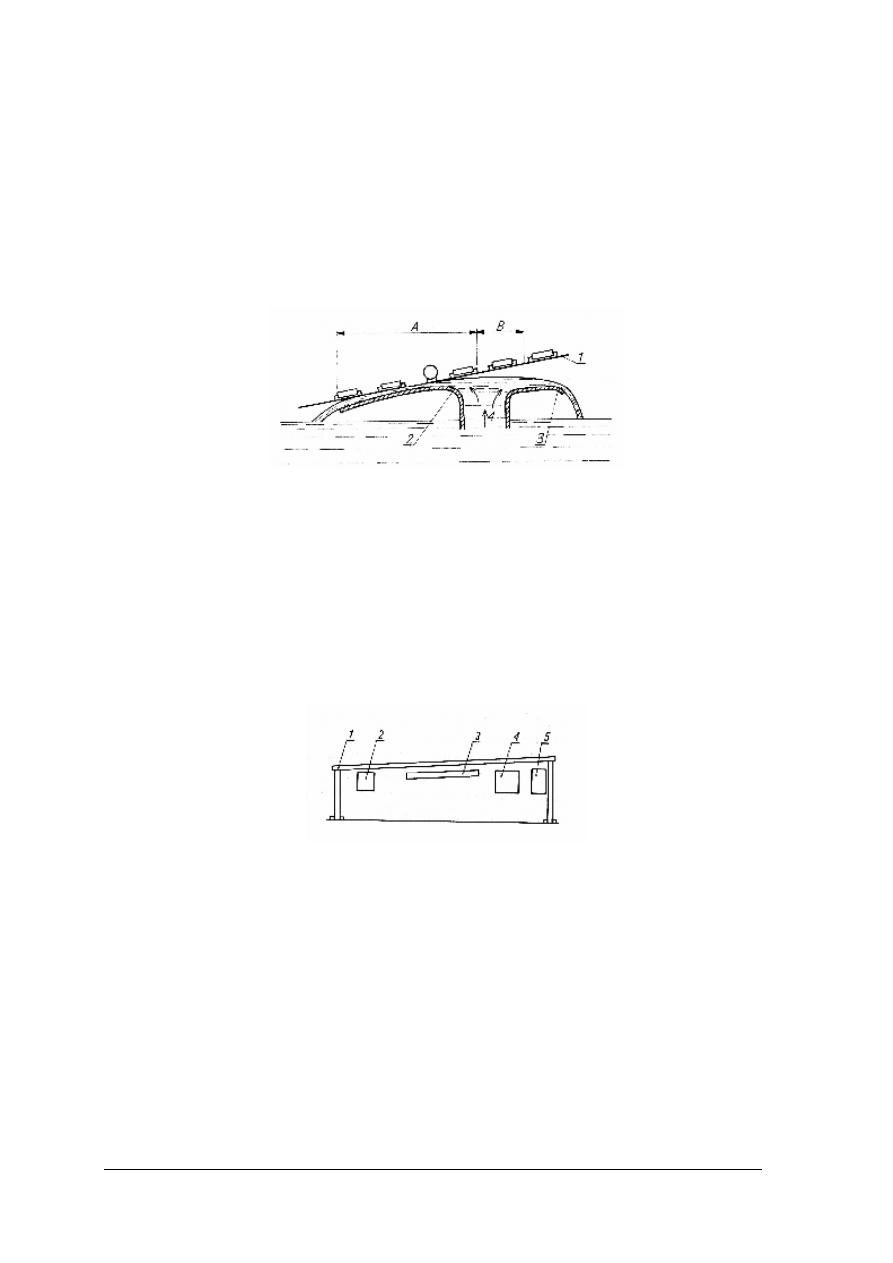
Lutowanie płytek
Lutowanie płytek na skalę przemysłową odbywa się z wykorzystaniem agregatów
lutowniczych. Mogą one pracować według dwóch metod zwilżania lutem płytki: przez
zanurzenie lub natrysk falowy, najczęściej wykorzystuje się lutowanie na fali lutowia.
Ry s. 21. Lutowanie na fali lutowia: 1 – płytka drukowana, 2 – płytka czołowa, 3 – płytka tylna,
4 – lutowie (fala), A – obszar lutowania, B – obszar krzepnięcia lutowia w połączeniach [5, s. 146]
Agregaty lutownicze mają różne rozwiązania konstrukcyjne, ale składają się zawsze
z następujących podstawowych podzespołów:
–
przenośnika płytek,
–
sekcji topnikowania,
–
sekcji nagrzewania i suszenia,
–
sekcji lutowania,
–
sekcji chłodzenia.
Ry s. 22. Agregat lutowniczy: 1 – przenośnik, 2 – topnikowanie,
3 – suszenie i ogrzewanie, 4 – lutowanie, 5 – chłodzenie [5, s. 145]
W zależności od specyfiki montowanego urządzenia, wykonuje się lutowanie:
–
strumieniem gorącego gazu (tzw. lutowanie gazowe),
–
wiązką promieniowania podczerwonego,
–
rezystancyjne (oporowe),
–
za pomocą lutownicy z grotem miedzianym.
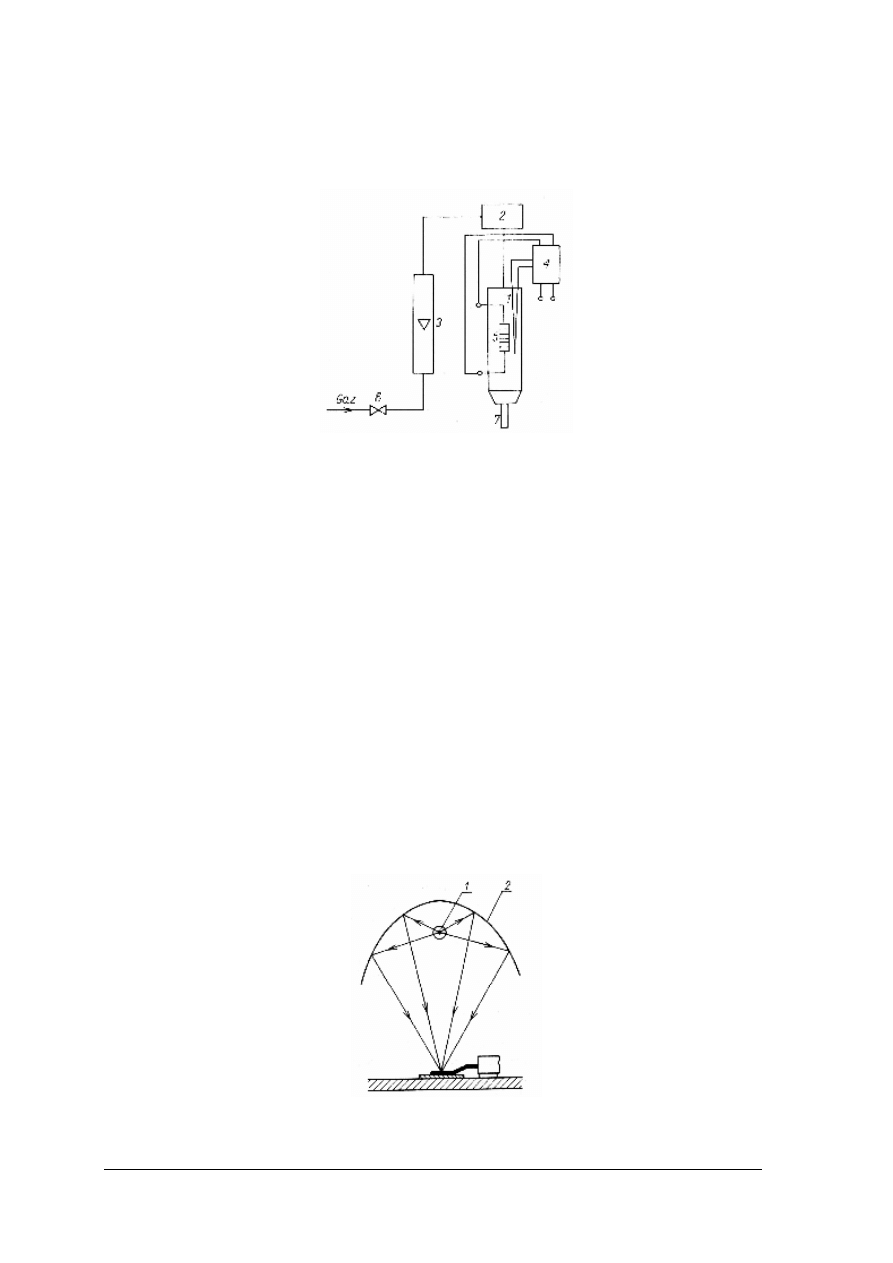
Lutowanie gorącym gazem wykonuje się za pomocą lampy lutowniczej, palnika
gazowego, a w przypadku lutowania płytek w zakładach przemysłowych specjalne urządzenie
składające się z:
–
głowicy
gorącego
gazu,
wyposażonej
w
grzejnik
elektryczny,
sterowany
termoregulatorem i wymienną dyszę kierującą strumień podgrzanego gazu,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
–
elektromagnetycznego zaworu regulującego natężenie przepływu gazu (jest on sterowany
przekaźnikiem czasowym),
–
przepływomierza,
–
termoregulatora.
Ry s. 23. Schemat urządzenia do lutowania gorącym gazem:
1 – głowica gorącego gazu, 2 – zawór elektromagnetyczny, 3 – przepływomierz,
4 – termoregulator, 5 – grzejnik elektryczny, 6 – zawór, 7 –dysza [5, s. 148]
Do zasilania urządzenia stosuje się azot, argon, lub mieszaninę azotu i wodoru. Gaz
dostarczany jest impulsowo i ma regulowana temperaturę.
Lampy lutownicze i palniki gazowe (które mają większą moc) zasilane są gazem z butli
lub naboju. Lampa lutownicza jest sztywnym połączeniem palnika i naboju gazowego
wypełnionego butanem. Palnik gazowy może być zasilany zarówno propanem jak i butanem,
składa się z: rękojeści z zaworem regulującym lub odcinającym dopływ gazu, wymiennych
palników i końcówek, elastycznej rury łączącej palnik z butla gazową. Zarówno lampa
lutownicza jak i palnik posiadają końcówki wymienne, z których najważniejsze to: końcówka
rurowa o płomieniu zaokrąglonym, końcówka cienka o płomieniu w kształcie grotu,
końcówka bardzo cienka. Wybór rodzaju końcówki zależy od rodzaju lutowania (miękkiego
czy twardego), oraz rodzaju lutowanych elementów.
Do lutowania za pomocą palnika lub lampy lutowniczej elementy powinny być
odpowiednio przygotowane: oczyszczone i pokryte pastą lutowniczą. Następnie należy ogrzać
połączenie do temperatury niezbędnej do topienia cyny, odsunąć płomień i przyłożyć drut
cynowy. Roztopiona cyna wnika w połączenie.
Lutowanie wiązką promieniowania podczerwonego
Ry s. 24. Schemat lutowania wiązka promieniowania podczerwonego:
1 – źródło promieniowania, 2 – zwierciadło [5, s. 149]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
W tej metodzie lutowania lampa kwarcowo–jonowa, emituje promieniowanie, które jest
koncentrowane, a następnie odbijane przez eliptyczne, pokryte warstwą złota zwierciadło.
Miejsce lutowania powinno być umieszczone w ognisku eliptycznego zwierciadła. Przed
przystąpieniem do lutowania wiązką promienia podczerwonego, podobnie jak w innych
metodach, należy pokryć wyprowadzenia lutowanych elementów i pola lutownicze warstwą
lutowia.
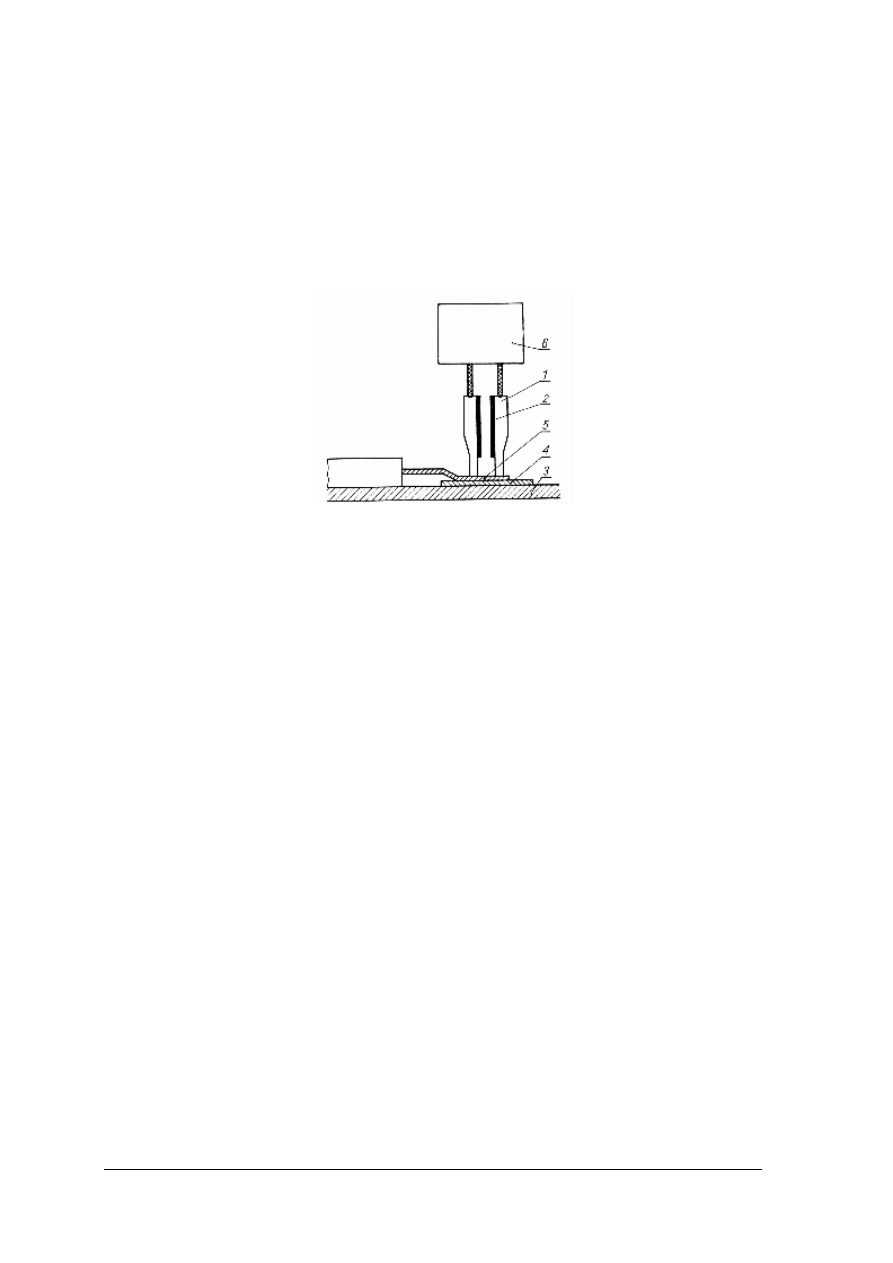
Lutowanie rezystancyjne (oporowe)
Ry s. 25. Schemat lutowania rezystancyjnego (oporowego):
1 – elektrody, 2 – płytki izolujące, 3 – laminat, 4 – pole lutownicze,
5 – wyprowadzenia kowarowe, 6 – głowica zasilacza [5, s. 149]
Urządzenie wykorzystywane do lutowania oporowego posiada dwie elektrody, które
przyciskają do pól lutowniczych płaskie wyprowadzenia lutowanego elementu. Elektrody są
zasilanie impulsowo napięciem stałym lub zmiennym, co w czasie dociskania powoduje
przepływ prądu między elektrodami poprzez pole lutownicze i wyprowadzenia elementów,
które się rozgrzewają. W efekcie topi się warstwa lutowia jakim są pokryte.
Lutowanie ręczne za pomocą lutownicy z grotem miedzianym
Lutownica dostarczająca ciepła potrzebnego do rozgrzania lutowia składa się z: grotu
tuby grzewcze, rękojeści i kabla z wtyczką. Najprostsze lutownice nie umożliwiają regulacji
temperatury, a grot szybko ulega zużyciu ze względu na utlenianie i rozpuszczanie w lutowiu.
Nieco bardziej skomplikowane lutownice posiadają regulację temperatury i komplet grotów
pokrytych warstwą żelaza.
Do lutowania elementów elektronicznych stosuje się szybkie lutownice transformatorowe
rozgrzewające się do temperatury 450–500
°
C. Posiadają przycisk włączający oraz lampkę
oświetlającą strefę lutowania. Moc lutownicy, dobiera się w zależności od wielkości
powierzchni lutowanej, w przypadku lutowania elementów na płytce drukowanej ta moc nie
przekracza 100 W.
Od jakości wykonanego lutowania zależy w dużej mierze niezawodność układów
elektronicznych, bowiem tzw. zimne luty (źle wykonane połączenia lutowane), są częstą
przyczyna usterek.
Na dobre lutowanie składają się następujące zasady:
–
odpowiednie przygotowanie lutowanych elementów: oczyszczenie, powleczenie warstwą
lutowia,
–
dostarczenie odpowiedniej ilości ciepła potrzebnego do lutowania,
–
dobór odpowiedniego lutowia (o określonej temperaturze topnienia) i topnika.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Grot lutownicy musi być czysty – pozbawiony brudu i resztek spalonego topnika. Brud
usuwamy flanelą lub mokrą gąbka, resztki topnika natomiast za pomocą papieru ściernego lub
pilnika. Groty metalizowane fabrycznie można czyścić jedynie wilgotna gąbką. Następnie
pokrywamy grot lutowiem rozgrzewając go i dotykając cynowego drutu, można też zagłębić
grot w paście lutowniczej i powoli go rozgrzewać, aż będzie pokryty błyszcząca warstwą
cyny. Aby usunąć nadmiar cyny można wytrzeć jeszcze ciepły grot szmatką.
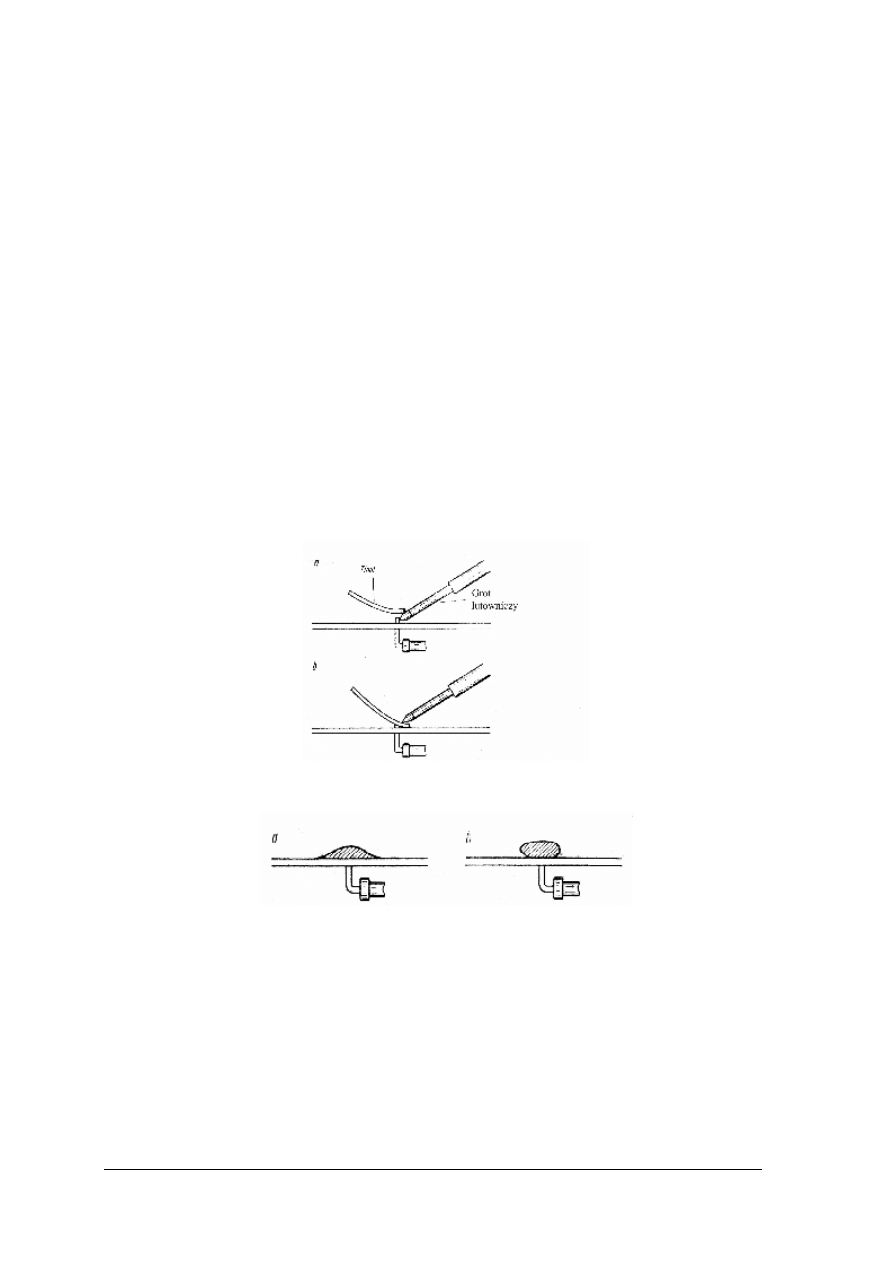
Kilka zasad poprawnego lutowania:
1. podczas lutowania grot lutownicy nie powinien bezpośrednio dotykać łączonych miejsc,
ale wyłącznie przez lutowie (drut cynowy), co powoduje skuteczniejsze nagrzewanie
i zapobiega powstawaniu tlenków na oczyszczonych powierzchniach;
2. czas nagrzewania nie powinien przekroczyć kilku sekund, dłuższy może uszkodzić
termicznie lutowane elementy, odkleić ścieżki na płytce drukowanej lub spalić topnik;
3. po rozpłynięciu się lutowia po lutowanej powierzchni, grot lutownicy należy odsunąć,
aby lutowie samo zastygło;
4. kąt między częścią powierzchni lutowanej a powierzchnią lutowia powinien być ostry,
w przypadku kąta rozwartego należy po uprzednim oczyszczeniu lutowanych
powierzchni powtórzyć proces lutowania;
5. prawidłowo wykonane połączenie lutowane po zastygnięciu ma gładką, błyszcząca
powierzchnię.
Ry s. 26. Sposób lutowania: a – nieprawidłowy, b – prawidłowy
Ry s. 27. Przyleganie lutowia do powierzchni lutowanej: a – prawidłowe, b – nieprawidłowe
Lutowanie końcówek montażowych:
–
usunięcie powłok izolacyjnych z przewodów na długości około 10 mm,
–
powleczenie końców przewodów topnikiem,
–
powleczenie końców przewodów płynnym lutowiem,
–
umieszczenie odizolowanej części przewodu w obejmie końcówki, zaciśnięcie końcówki,
–
umieszczenie na końcówce odrobiny pasty lutowniczej,
–
przesuwanie rozgrzanego grotu po końcówce, aż do chwili, gdy pasta zacznie wrzeć (gdy
cyna stanie się błyszcząca należy zakończyć pracę).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Lutowanie połączeń elektrycznych:
–
oczyszczenie łączonych części papierem ściernym,
–
powleczenie końców przewodów topnikiem,
–
powleczenie końców przewodów płynnym lutowiem,
–
zwarcie łączonych części i przyciśnięcie do nich gorącego grotu lutownicy,
–
przyłożenie drutu cynowego pomiędzy grotem, łączonymi częściami,
–
po roztopieniu cyny usunięcie grota i pozostawienie połączenia do zakrzepnięcia.
Demontaż elektronicznych elementów wykonuje się za pomocą odsysacza cyny.
Połączenie lutowane demontowanego elementu należy rozgrzać za pomocą lutownicy,
a następnie roztopioną cynę usunąć odsysaczem.
Stacje lutownicze
Stacje lutownicze znajdują coraz szersze zastosowanie. Są to nowoczesne urządzenia
służące do profesjonalnego lutowania, a często też wylutowywania elementów i podzespołów
elektronicznych. Zazwyczaj spotyka się stacje lutownicze z nadmuchem gorącego powietrza
lub z lutownicą elektryczną (niektóre urządzenia mogą posiadać obie te opcje jednocześnie).
Prócz układu elektronicznego zasilacza, kolby lutowniczej, nadmuchu gorącego powietrza na
wyposażeniu stacji mogą się znaleźć: odsysacz cyny służący do rozlutowywania,
elektroniczna penseta pomocna przy montażu zwłaszcza niewielkich elementów, nakładki na
kolbę lutowniczą. Każda stacja wyposażona jest również w podstawkę i uchwyt do kolby
lutowniczej. Zasilające urządzenie zazwyczaj posiada wiele opcji i elementów regulacji.
Podstawowa regulacja dotyczy temperatury, stacje mogą posiadać wyświetlacze cyfrowe
informujące o temperaturze kolb, często istnieje możliwość zadania określonej temperatury,
lub blokada temperatury. W niektórych urządzeniach istnieje możliwość programowania
procesu lutowania. Stacje lutownicze posiadają coraz bardziej skomplikowana konstrukcję, co
daje szereg dodatkowych funkcji ułatwiających lutowanie.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz metody lutowania?
2. Jakie przyrządy służą do lutowania za pomocą gorącego gazu?
3. Na jakiej zasadzie odbywa się lutowanie wiązką promieni podczerwonych?
4. Jak zbudowane jest urządzenie wykorzystywane do lutowania rezystancyjnego?
5. Z jakich elementów składa się lutownica elektryczna z grotem miedzianym?
6. Czym charakteryzuje się stacja lutownicza?
7. Jakie warunki należy spełnić, aby uzyskać poprawne połączenie lutowane?
8. W jaki sposób należy przygotować grot lutownicy do lutowania?
9. W jaki sposób należy poprawnie lutować?
10. Jakie są etapy lutowania końcówek montażowych?
11. Jakie są etapy lutowania połączeń elektrycznych?
12. Jakie narzędzie służy do demontażu połączeń lutowanych?
4.4.3. Ćwiczenia
Ćwiczenie 1
Wykonaj lutowanie końcówek montażowych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) sporządzić wykaz potrzebnych narzędzi i elementów,
2) przygotować stanowisko do lutowania,
3) przygotować grot lutownicy do lutowania,
4) przygotować przewody do lutowania: zdjąć powłoki izolacyjne, z końcówek przewodów
oczyścić mechanicznie i za pomocą topnika odizolowane części powlec warstwą cyny,
5) umieścić odizolowane części przewodu w obejmie końcówki i zacisnąć końcówkę,
6) umieścić na końcówce odrobinę pasty lutowniczej,
7) przesuwać rozgrzany grot po końcówce, aż do chwili, gdy pasta zacznie wrzeć (do
momentu gdy cyna stanie się błyszcząca),
8) zaprezentować wyniki pracy.
Wyposażenie stanowiska pracy:
–
odcinki przewodów z izolacją o długościach100 mm,
–
przyrząd do zdejmowania powłok izolacyjnych,
–
końcówki montażowe,
–
zestaw szczypców,
–
zestaw pilników iglaków,
–
lutownica elektryczna z grotem miedzianym,
–
kalafonia,
–
cyna lutownicza,
–
środki ochrony osobistej,
–
literatura uzupełniająca zgodna z punktem 6.
Ćwiczenie 2
Wykonaj lutowanie połączeń elektrycznych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) sporządzić wykaz potrzebnych narzędzi i elementów,
2) przygotować stanowisko do lutowania,
3) przygotować grot lutownicy do lutowania,
4) przygotować łączone części do lutowania: zdjąć powłoki izolacyjne, z końcówek
przewodów oczyścić mechanicznie i za pomocą topnika odizolowane części, powlec je
warstwą cyny,
5) zewrzeć łączone części i przyciśniąć do nich gorący grot lutownicy,
6) przyłożyć drut cynowy pomiędzy grot, a łączonymi częściami,
7) usunąć grot po roztopieniu cyny i pozostawić połączenia do zakrzepnięcia,
8) zaprezentować wyniki pracy.
Wyposażenie stanowiska pracy:
–
podzespoły elektroniczne na płytkach drukowanych z wyprowadzeniami do połączenia,
–
zestaw szczypców,
–
papier ścierny,
–
lutownica elektryczna z grotem miedzianym,
–
kalafonia,
–
cyna lutownicza,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
–
środki ochrony osobistej,
–
literatura uzupełniająca zgodna z punktem 6.
Ćwiczenie 3
Wykonaj lutowanie elementów biernego filtra pasmowego na płytce drukowanej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) sporządzić wykaz potrzebnych narzędzi i elementów,
2) przygotować stanowisko do lutowania,
3) przygotować grot lutownicy do lutowania,
4) przygotować punkty lutownicze na płytce drukowanej do lutowania,
5) oczyścić za pomocą topnika wyprowadzenia rezystorów i kondensatorów,
6) pokryć wyprowadzenia elementów topnikiem,
7) włożyć wyprowadzenia elementów w odpowiednie otwory w płytce drukowanej,
8) obciąć wyprowadzenia rezystorów i kondensatorów,
9) zagiąć wyprowadzenia elementów (w stronę druku),
10) wykonać lutowanie elementów,
11) zaprezentować wyniki pracy.
Wyposażenie stanowiska pracy:
–
płytka drukowana,
–
zestaw rezystorów i kondensatorów,
–
zestaw szczypców,
–
lutownica elektryczna z grotem miedzianym,
–
kalafonia,
–
cyna lutownicza,
–
środki ochrony osobistej,
–
literatura uzupełniająca zgodna z punktem 6.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) opisać proces lutowania gorący gazem wykonywany na skalę
przemysłową?
¨
¨
2) scharakteryzować lutowanie wiązką promieniowania podczerwonego?
¨
¨
3) scharakteryzować lutowanie rezystancyjne?
¨
¨
4) określić warunki jakie należy spełnić w celu uzyskania dobrego
połączenia lutowanego?
¨
¨
5) obsłużyć lutownicę elektryczna z grotem miedzianym?
¨
¨
6) scharakteryzować wyposażenie i funkcje stacji lutowniczej?
¨
¨
7) przygotować grot lutownicy do lutowania?
¨
¨
8) określić zasady poprawnego lutowania?
¨
¨
9) lutować końcówki montażowe?
¨
¨
10) lutować połączenia elektryczne?
¨
¨
11) lutować dowolne elementy elektroniczne na płytkach drukowanych?
¨
¨
12) posłużyć się odsysaczem cyny?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
4.5. Przypisy bezpieczeństwa i higieny pracy przy wykonywaniu
montażu elementów i podzespołów elektronicznych
4.5.1. Materiał nauczania
Zasady bezpieczeństwa podczas wykonywania prac montażowych
Jedną z kluczowych kwestii podczas wykonywania montażu na płytkach drukowanych
i wykonywania połączeń podzespołów elektronicznych jest zachowanie bezpieczeństwa
i higieny pracy.
Podstawowe zagrożenia towarzyszące tym pracom to:
–
poparzenie gorącym lutowiem,
–
poparzenie środkami chemicznymi używanymi w procesie oczyszczania,
–
uszkodzenia mechaniczne skóry, ciała (rąk) podczas obcinania końcówek elementów,
przewodów itp.,
–
umieszczenia ciała obcego w oku (np. opiłki pochodzące z oczyszczania mechanicznego
np. pilnikiem),
–
zatrucie oparami kwasów używanych w procesie oczyszczanie chemicznego oraz dymem
podczas lutowania,
–
porażenie prądem elektrycznym.
Do samodzielnej pracy na stanowisku montażowym, a w szczególności związanym
z lutowaniem można przystąpić tylko wtedy, jeśli posiada się:
–
przeszkolenia: wstępne ogólne oraz instruktaż stanowiskowy dotyczący przepisów
bezpieczeństwa i higieny pracy oraz w zakresie ochrony przeciw pożarowej,
–
przeszkolenie w zakresie obsługi urządzeń stosowanych do lutowania,
–
dobry stan zdrowia, potwierdzony zaświadczeniem lekarskim,
–
zezwolenie nauczyciela na wykonywanie pracy na stanowisku.
Wykonując montaż z wykorzystaniem urządzeń elektrycznych, takich jak lutownica
elektryczna, należy stosować się do instrukcji ich obsługi. Konieczne jest stosowanie odzieży
ochronnej, zabezpieczającej przed poparzeniem ciekłym lutowiem lub środkami używanymi
do oczyszczania chemicznego. Podczas wykonywania prac związanych z przygotowaniem
elementów do montażu (piłowanie, obcinanie, oczyszczanie chemiczne), należy stosować
okulary ochronne oraz rękawice. Używając substancji chemicznych (podczas oczyszczania
chemicznego powierzchni przed lutowaniem) górne drogi oddechowe powinny być osłonięte
maskami ochronnymi. Substancje te powinny być przechowywane w specjalnie oznaczonych
szczelnych pojemnikach w określonych spełniających warunki bezpieczeństwa miejscach.
Istotne jest odpowiednio przygotowane i wyposażone stanowisko pracy. Montaż i prace
przygotowawcze powinny być prowadzone na specjalnie do tego przeznaczonym
i przystosowanym stole. Stanowisko pracy należy wyposażyć w odpowiednie oświetlenie
i instalację elektryczną z indywidualnym wyłącznikiem, automatycznym bezpiecznikiem oraz
szeregiem gniazd do podłączenia lutownicy i innych niezbędnych urządzeń elektrycznych.
Narzędzia wykorzystywane podczas prac montażowych należy używać zgodnie z ich
przeznaczeniem, nie powinny być również uszkodzone czy zabrudzone. Stanowisko
montażowe powinno być wyposażone w szereg półek, szuflad i szaf odpowiednio opisanych,
przeznaczonych do przechowywania narzędzi i materiałów montażowych, pozwala to na
utrzymanie porządku i sprzyja bezpieczeństwu i wydajności pracy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Pomieszczenie, w którym wykonywane są prace montażowe, a szczególnie chemiczne
przygotowanie do lutowania i samo lutowanie, powinno mieć odpowiednią wentylację.
Wykonując montaż z wykorzystaniem urządzeń elektrycznych, takich jak lutownica
elektryczna, należy szczegółowo zapoznać się z jej instrukcją obsługi i stosować się do jej
wymagań. Nie należy dotykać będących pod napięciem części maszyn i urządzeń
elektrycznych, gorącego grotu lutownicy ani lutowia.
Na stanowisku lutowania obowiązuje instrukcja bezpieczeństwa i higieny pracy
Przed rozpoczęciem lutowania należy:
1. Zapoznać się z dokumentacją wykonawczą (warsztatową), wysłuchać poleceń
i instruktażu zawodowego zwierzchnika, dotyczących bezpiecznego i prawidłowego
wykonania powierzonych zadań.
2. Przemyśleć bezpieczny przebieg pracy przy realizacji powierzonego zadania.
3. Przygotować niezbędne pomoce warsztatowe, narzędzie pracy i środki ochrony osobistej.
4. Przygotować odpowiednio stanowisko robocze do realizacji zadania (podtrzymki,
uchwyty), oświetlenie stanowiskowe.
5. Sprawdzić stan wentylacji ogólnej i miejscowej (w pomieszczeniach), aby unikać
wdychania dymu, par wydzielających się podczas procesu lutowania, trawienia.
6. Znać i przestrzegać zasady dotyczące zabezpieczenia się przed porażeniem prądem
elektrycznym,
a
w
szczególności:
właściwy
sposób
zasilania
i
ochrony
przeciwporażeniowej, niedotykania rękami przewodów prądowych i innych elementów
będących pod napięciem.
7. W przypadku stosowania do pracy środków chemicznych trawiących, czyszczących
postępować zgodnie z instrukcjami ich użytkowania, a w przypadku stosowania środków
chemicznych niebezpiecznych – zgodnie z kartami charakterystyki substancji
niebezpiecznej.
8. Stosowanie środków chemicznych do lutowania:
–
w przypadku stosowania środków chemicznych do wytrawiania powierzchni
stosować indywidualne środki ochrony osobistej (okulary ochronne i rękawice
ochronne),
–
środki trawiące mogą być przechowywane tylko w pojemnikach odpowiednich dla
danego rodzaju substancji i odpowiednio oznakowanych,
–
zabronione jest przechowywanie i przelewanie środków trawiących do butelek lub
podobnych pojemników z uwagi na możliwość pomyłki z napojami,
–
pojemnik w którym przechowywany jest środek trawiący, musi być odpowiednio
oznakowany,
–
zabronione jest przenoszenie środków trawiących w kieszeniach spodni lub bluzy
roboczej z uwagi na możliwość polania ciała,
–
pojemnik ze środkiem trawiącym w czasie kiedy nie jest on używany, powinien być
zamknięty i zabezpieczony przed przypadkowym jego przewróceniem.
Podczas pracy uczeń powinien:
1. Właściwie ustawić (ułożyć) lutowany przedmiot.
2. Ustawiać elementy do lutowania w taki sposób, aby uniemożliwić ich przypadkowe
przemieszczenie.
3. Włączyć indywidualny wyciąg powietrza, jeżeli taki jest założony, aby wyziewy gazowe
były usuwane ze stanowiska (przy pracy w pomieszczeniu).
4. Usunąć materiały łatwopalne i wybuchowe ze stanowiska, na którym odbywa się
operacje lutowania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
5. Używać tylko właściwych, nieuszkodzonych i czystych narzędzi oraz pomocy
warsztatowych.
6. Trawienie styków do lutowania powinno odbywać się z zachowaniem środków
ostrożności z zastosowaniem okularów ochronnych i rękawic.
7. Zabronione jest wykonywanie pracy ze środkami trawiącymi przy odkrytych częściach
ciała.
8. Podczas wykonania operacji lutowania, koncentrować swoją uwagę tylko na
zasadniczych czynnościach.
9. Każdą powierzoną pracę wykonywać dokładnie, zgodnie z obowiązującym procesem
technologicznym i według wskazówek nauczyciela, bezpiecznie, nie stwarzając żadnych
zagrożeń dla siebie i otoczenia.
10. Zawsze zachować, o ile to możliwe, właściwą postawę (pozycję ciała) podczas
wykonywania lutowania.
11. Lutownicę odkładać na specjalny przyrząd (podtrzymkę).
12. Każdy zaistniały wypadek przy pracy natychmiast zgłaszać swojemu nauczycielowi.
13. W razie zaistnienia wypadku przy pracy, stanowisko robocze pozostawić w takim stanie,
w jakim nastąpił wypadek, aż do chwili przybycia zespołu powypadkowego.
Postępowanie w sytuacjach awaryjnych:
1. W przypadku polania odzieży środkiem trawiącym zdjąć odzież i ponownie założyć po
wypraniu.
2. W przypadku polania ciała środkiem trawiącym, należy natychmiast zmyć go wodą,
a następnie zneutralizować roztworem zasadowym.
3. W przypadku przedostania się środka trawiącego do oka dokonać neutralizacji (przemyć)
wodą.
4. Postępować zgodnie z wytycznymi zawartymi w karcie charakterystyki substancji.
Uczniowi wykonującemu lutowanie zabrania się:
1. Dotykać ręką gorący detal po lutowaniu.
2. Stosować prowizoryczne połączenie lutownicy lub innych odbiorników prądu.
3. Odkładać lutownicę na przypadkowe części metalowe lub na palne podkłady.
4. Dotykać gołą ręką nie izolowanych przewodów elektrycznych.
5. Powodować, aby podłoga na stanowisku roboczym była mokra, śliska, nierówna,
zanieczyszczona śmieciami, zatarasowana.
6. Opuszczać stanowisko robocze bez ważnych przyczyn, bez wiedzy i zgody nauczyciela.
7. Stosować niebezpieczne metody pracy, stwarzające zagrożenia dla zdrowia i życia.
Po zakończeniu pracy uczeń powinien:
1. Wyłączyć spod napięcia i zabezpieczyć lutownicę.
2. Dokładnie posprzątać swoje stanowisko robocze.
3. Narzędzia i pomoce warsztatowe odłożyć do szafki narzędziowej.
4. Środki ochrony osobistej oczyścić i odłożyć do szafki narzędziowej.
5. Sprawdzić, czy pozostawione stanowisko robocze nie stwarza jakichkolwiek zagrożeń.
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie zagrożenia towarzyszą pracą przy montażu elementów i układów elektronicznych?
2. Kiedy uczeń może przystąpić do pracy na stanowisku montażowym?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
3. Jakie środki ochrony osobistej należy stosować podczas montażu elementów
elektronicznych?
4. Jak należy przechowywać środki chemiczne przeznaczone do oczyszczania chemicznego
elementów przed lutowaniem?
5. Jak powinno być wyposażone stanowisko do montażu elementów elektronicznych?
6. Jakie wymagania powinno spełniać pomieszczenie, w którym znajduje się stanowisko
do lutowania?
7. Jakie wymagania powinny spełniać przyrządy i narzędzia używane podczas montażu
elementów elektronicznych?
8. Jakie czynności powinieneś wykonać przed przystąpieniem do lutowania?
9. Jakich zasad powinieneś przestrzegać podczas pracy na stanowisku lutowniczym?
10. Jakie czynności powinieneś wykonać po zakończeniu lutowania?
11. Jak należy zachować się w sytuacjach awaryjnych?
4.5.3. Ćwiczenia
Ćwiczenie 1
Dobierz środki ochrony osobistej potrzebne przy chemicznym przygotowaniu
powierzchni metalowych, a następnie ich lutowaniu za pomocą lutownicy elektrycznej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować treść zadania,
2) określić jakie zagrożenia towarzyszą planowanym pracom,
3) sporządzić wykaz potrzebnych środków ochrony osobistej,
4) wybrać i zgromadzić środki ochrony osobistej zgodnie ze sporządzonym wykazem,
5) zaprezentować wyniki z uzasadnieniem dokonanego wyboru.
Wyposażenie stanowiska pracy:
– rękawice ochronne,
– odzież ochronna różnego rodzaju,
– okulary ochronne,
– maski ochronne na górne drogi oddechowe,
– literatura uzupełniająca zgodna z punktem 6.
Ćwiczenie 2
Sporządź plan działań jakie powinny być podjęte w przypadku porażenia ucznia prądem
w czasie lutowania elementów lutownicą elektryczną.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować treść zadania,
2) zanalizować sytuację porażenia prądem ucznia,
3) określić prawdopodobne skutki wypadku,
4) sporządzić plan działań w przypadku porażenia prądem ucznia,
5) zaprezentować wyniki swojej pracy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Wyposażenie stanowiska pracy:
–
literatura uzupełniająca zgodna z punktem 6.
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) określić zagrożenia jakie towarzyszą mechanicznemu przygotowaniu
do montażu elementów elektronicznych?
¨
¨
2) dobrać środki ochrony osobistej do wykonywania prac związanych
z przygotowaniem mechanicznym elementów elektronicznych do
montażu?
¨
¨
3) określić zagrożenia jakie towarzyszą chemicznemu przygotowaniu
do montażu elementów elektronicznych?
¨
¨
4) dobrać środki ochrony osobistej do wykonywania prac związanych
z przygotowaniem chemicznym elementów elektronicznych do montażu?
¨
¨
5) określić
zagrożenia
jakie
towarzyszą
lutowaniu
elementów
elektronicznych lutownicą elektryczną?
¨
¨
6) dobrać
środki
ochrony
osobistej
do
lutowania
elementów
elektronicznych?
¨
¨
7) przygotować stanowisko do montażu elementów elektronicznych na
płytkach drukowanych, tak aby zapewniało bezpieczeństwo pracy?
¨
¨
8) określić czy dane pomieszczenie, w którym znajduje się stanowisko
do montażu elementów elektronicznych, spełnia wymogi bezpieczeństwa
i higieny pracy?
¨
¨
9) stosować instrukcję dotyczącą działań przed przystąpieniem do
lutowania , w czasie jego wykonywania i po zakończeniu?
¨
¨
10) sporządzić plan działania w sytuacjach awaryjnych?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
4.6. Zasady sprawdzania poprawności montażu i działania
układów elektronicznych
4.6.1. Materiał nauczania
Sprawdzanie poprawności montażu
Sprawdzenie poprawności montażu należy rozpocząć od porównania typu i parametrów
wykorzystanych elementów z wykazem elementów zamieszczonym w dokumentacji
technicznej urządzenia. Następnie trzeba sprawdzić czy położenie elementów na płytce jest
zgodne ze schematem montażowym. Warto wizualnie ocenić estetykę wykonania połączeń
w układzie, sposobu osadzenia elementów elektronicznych, montażu złączy.
Poprawność połączeń lutowanych można sprawdzić mechanicznie delikatnie za pomocą
pincety (połączenie powinno być sztywne), a następnie wizualnie ocenić poprawność jego
wykonania. Dobre połączenie lutowane powinno cechować się: gładką, błyszczącą
powierzchnią, ostrym kątem pomiędzy częścią powierzchni lutowanej a powierzchnią
lutowia
.
Do sprawdzenia montażu złączy przydatne jest użycie omomierza (z wybraną funkcją
sygnalizacji dźwiękowej zwarcia), którym badamy połączenia między przewodami,
a zestykami wtyku lub gniazda. Bardzo ważne jest również sprawdzenie, czy połączenia
w złączu są wykonane zgodnie z dokumentacją konstrukcyjną.
Połączenia owijane i zaciskowe sprawdzamy oceniając wizualnie poprawność ich
wykonania, mechanicznie, delikatnie za pomocą pincety (połączenie powinno być sztywne),
oraz przy użyciu omomierza (z wybraną funkcją sygnalizacji dźwiękowej zwarcia
).
Urządzenia elektroniczne mogą składać się z jednej płytki drukowanej, na której
zamontowano cały układ elektroniczny lub kilku podzespołów umieszczonych na różnych
płytkach. W drugim rozwiązaniu konstrukcyjnym poprawność montażu powinno się
sprawdzać dla każdego podzespołu oddzielnie, a następnie dla połączeń pomiędzy
podzespołami.
Sprawdzanie poprawności działania urządzenia
Sprawdzanie poprawności działania układu elektronicznego polega na sprawdzeniu
zgodności parametrów jego sygnału wyjściowego z założeniami umieszczonymi
w dokumentacji technicznej. W przypadku urządzeń elektronicznych sprawdzeniu podlega
poprawność realizacji założonych funkcji.
Pierwszym etapem procesu sprawdzania działania jest dobór przyrządów pomiarowych,
podyktowany charakterem i parametrami wielkości elektrycznych jakie należy sprawdzić.
Innego zestawu urządzeń pomiarowych użyjemy do badania poprawności działania układów
analogowych innego w przypadku układów cyfrowych.
Sprawdzając poprawność działania układów prostowniczych wykorzystamy oscyloskop
pozwalający zobaczyć kształt przebiegu napięcia wyjściowego, oraz w razie potrzeby miernik
uniwersalny ustawiony w tryb pracy woltomierza napięcia stałego, mierzący wartość
skuteczną napięcia na wyjściu układu.
Do sprawdzenia działania zasilacza służą: mierniki uniwersalne, oscyloskop, element
stanowiący obciążenie np. odpowiedni rezystor.
W pierwszej kolejności sprawdzamy za pomocą miernika uniwersalnego ustawionego
w tryb pracy woltomierza napięcia zmiennego, wartość skuteczną napięcia na wyjściu
transformatora. Kolejny etap to sprawdzenie za pomocą oscyloskopu kształtu napięcia na
wyjściu prostownika z filtrem. Miernik uniwersalny ustawiony w tryb pracy woltomierza
napięcia stałego, pozwoli zmierzyć napięcie na wyjściu tego układu. Ostatnim etapem jest

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
zmierzenie wartości skutecznej napięcia na wyjściu stabilizatora. Jeżeli zasilacz posiada
funkcję regulacji napięcia wyjściowego pomiary należy przeprowadzić w całej skali regulacji.
Badaniu poddajemy układ bez obciążenia, a następnie zgodnie z zaleceniami podanymi
w dokumentacji technicznej obciążamy wyjście układu i powtarzamy badania.
Oscyloskop będzie również niezbędny przy sprawdzeniu działania generatora, pozwoli
bowiem na obserwacje kształtu generowanego przebiegu. Natomiast miernika uniwersalnego
ustawionego w tryb pracy woltomierza napięcia zmiennego, można użyć do pomiaru wartość
skutecznej napięcia sinusoidalnie zmiennego. W przypadku innych przebiegów odczytujemy
wartości amplitudy z oscyloskopu. Jeśli generator posiada regulację amplitudy
i częstotliwości badanie kształtu generowanego przebiegu należy przeprowadzić w pełnej
skali regulacji obu wielkości. Sprawdzeniu powinna podlegać również zgodność
generowanych częstotliwości z danymi umieszczonymi w dokumentacji technicznej. W tym
celu do wyjścia generatora podłączmy równolegle częstościomierz i mierząc wartość
częstotliwości generowanego przebiegu sprawdzamy jej zgodność z ustawieniami na
elemencie regulacyjnym (np. pokrętle regulacji częstotliwości), lub wskazaniami na
wyświetlaczu generatora jeśli taki posiada.
Wzmacniacze to zazwyczaj układy wielostopniowe, należy sprawdzić zatem najpierw
parametry sygnału na wyjściu każdego ze stopni, a dopiero na końcu parametry sygnału
wyjściowego. Do sprawdzenia poprawności działania wzmacniacza przydatny będzie
oscyloskop za pomocą którego zaobserwujemy kształt przebiegów sygnałów wyjściowych
oraz miernik uniwersalny pracujący jako woltomierz napięcia zmiennego. Obserwację
kształtu i poziomu sygnałów wyjściowych z poszczególnych stopni, przeprowadzamy
zmieniając częstotliwość wzmacnianego sygnału wejściowego, źródłem którego może być
generator, jego wyjście łączymy z wejściem sprawdzanego wzmacniacza według
dokumentacji technicznej sprawdzanego urządzenia. Wzmacniacz działa poprawnie, jeśli
w całym paśmie przenoszenia sygnał ma odpowiednią wartość i nie jest zniekształcony.
Do sprawdzenia poprawności działania układów cyfrowych często wykorzystujemy
próbnik
stanów
logicznych,
którym
badamy
poziomy
sygnałów
cyfrowych
w charakterystycznych punktach układu i na jego wyjściu. Można również sprawdzić
działanie układu cyfrowego podłączając na jego wejścia układu zadajnika stanów logicznych,
którym możemy zadawać określone kombinacje sygnałów wejściowych. Do wyjść
sprawdzanego układu można podłączyć wskaźnik stanów logicznych (np. diodowy) i w ten
sposób obserwować działanie układu.
Prezentacja poprawnie działającego urządzenia
Prezentację każdego układu czy urządzenia elektronicznego należy rozpocząć od
wyjaśnienia jego przeznaczenia i krótkiego opisu działania. Następnie należy podać
parametry urządzenia podane w dokumentacji technicznej. Kolejnym etapem prezentacji jest
krótka charakterystyka bloków funkcjonalnych wchodzących w skład urządzenia. Jeśli jest to
możliwe, warto przy tej okazji otworzyć lub zdjąć obudowę i zaprezentować strukturę
wewnętrzną układu.
Następnie należy omówić budowę zewnętrzną: wyjaśnić przeznaczenie poszczególnych
elementów umieszczonych na płycie czołowej: pokręteł, przycisków, przełączników, lampek
sygnalizacyjnych, wyświetlaczy itp. Bardzo ważne jest zwrócenie szczególnej uwagi na
wszelkiego rodzaju zabezpieczenia bezpieczniki, wyłączniki bezpieczeństwa itp.
Po zapoznaniu z przeznaczeniem, budową i zasadą działania należy zaprezentować obsługę
urządzenia. Istotne jest określenie postępowania w sytuacjach awaryjnych.
Prezentację można zakończyć przedstawiając, zawartość dokumentacji technicznej
przeznaczonej dla użytkownika.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
4.6.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Z jakiej części dokumentacji technicznej korzysta się podczas sprawdzania poprawności
montażu elementów?
2. W jaki sposób sprawdza się poprawność połączeń lutowanych?
3. Jaki przyrząd pozwala określić poprawność wykonanych połączeń w złączu?
4. W jaki sposób sprawdza się działanie urządzeń złożonych z kilku podzespołów
umieszczonych na różnych płytkach?
5. Na czym polega sprawdzenie działania analogowego układu elektronicznego?
6. Jakie przyrządy można wykorzystać do sprawdzenia działania zasilacza?
7. Jakie przyrządy można wykorzystać do sprawdzenia działania układu prostowniczego?
8. Jakie wielkości elektryczne należy zbadać przy sprawdzeniu działania generatora?
9. W jaki sposób sprawdza się poprawność działania elektronicznego układu cyfrowego?
10. Jakie są etapy prezentacji poprawnie działającego urządzenia elektronicznego?
4.6.3. Ćwiczenia
Ćwiczenie 1
Zmontuj i uruchom układ prostowniczy z filtrem pojemnościowym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się ze schematem montażowym,
2) sporządzić wykaz potrzebnych narzędzi, przyrządów i elementów,
3) przygotować stanowisko montażowe,
4) przygotować płytkę drukowaną do montażu,
5) przygotować elementy elektroniczne do montażu,
6) wykonać montaż elementów układu prostowniczego na płytce drukowanej,
7) sprawdzić poprawność wykonanego montażu,
8) przygotować stanowisko do sprawdzenia działania zmontowanego układu,
9) sprawdzić działanie układu: podać na wejście sygnał sinusoidalnie zmienny
z autotransformatora i zaobserwować przebieg napięcia wyjściowego, oraz zmierzyć jego
wartość skuteczną, ponownie przeprowadzić badanie przy prostowniku obciążonym
rezystorem 1 k
Ω
,
10) zaprezentować zmontowany i uruchomiony układ prostowniczy.
Wyposażenie stanowiska pracy:
–
płytka drukowana,
–
scalony układ prostownika z mostkiem Graetza,
–
kondensator 47
µ
F,
–
rezystor 1 k
Ω
,
–
zestaw szczypców,
–
lutownica elektryczna,
–
drut cynowy i kalafonia,
–
odsysacz cyny,
–
oscyloskop,
–
miernik uniwersalny,
–
autotransformator,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
–
dokumentacja techniczna układu prostowniczego: schemat montażowy, dane techniczne,
–
literatura uzupełniająca zgodna z punktem 6.
Ćwiczenie 2
Zmontuj i uruchom wzmacniacz.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się ze schematem montażowym,
2) sporządzić wykaz potrzebnych narzędzi i przyrządów,
3) przygotować stanowisko montażowe,
4) przygotować moduły poszczególnych stopni wzmacniacza do montażu,
5) wykonać montaż modułów poszczególnych stopni wzmacniacza,
6) sprawdzić poprawność wykonanego montażu,
7) sprawdzić poprawność działania poszczególnych stopni wzmacniacza zaobserwować
przebiegi i zmierzyć wartość napięcia na wyjściu przedwzmacniacza, stopnia
pośredniego oraz końcowego, w całym paśmie przenoszenia wzmacniacza,
8) zamontować układ wzmacniacza w obudowie,
9) sprawdzić poprawność działania zmontowanego wzmacniacza, w całym paśmie
przenoszenia,
10) zaprezentować zmontowany i uruchomiony wzmacniacz.
Wyposażenie stanowiska pracy:
–
zasilacz,
–
generator przebiegów sinusoidalnych z regulacją częstotliwości,
–
moduł przedwzmacniacza,
–
moduł stopnia pośredniego wzmacniacza,
–
moduł stopnia końcowego wzmacniacza,
–
obudowa wzmacniacza,
–
zestaw szczypców,
–
zestaw wkrętaków,
–
odsysacz cyny,
–
zestaw pilników iglaków,
–
papier ścierny,
–
lutownica elektryczna,
–
drut cynowy i kalafonia,
–
oscyloskop,
–
miernik uniwersalny,
–
dokumentacja techniczna układu wzmacniacza: schemat montażowy, dane techniczne,
–
literatura uzupełniająca zgodna z punktem 6.
Ćwiczenie 3
Zmontuj i uruchom zasilacz.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się ze schematem montażowym,
2) sporządzić wykaz potrzebnych narzędzi i przyrządów,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
3) przygotować stanowisko do sprawdzenia działania podzespołów zasilacza,
4) sprawdzić poprawność działania poszczególnych podzespołów zasilacza:
–
zmierzyć wartość napięcia na uzwojeniu wtórnym transformatora,
–
zaobserwować przebiegi wyjściowe układu prostownika z filtrem,
–
zmierzyć napięcie z układu stabilizatora,
5) przygotować stanowisko montażowe,
6) przygotować podzespoły zasilacza do montażu,
7) wykonać montaż podzespołów zasilacza,
8) sprawdzić poprawność wykonanego montażu,
9) zamontować układ zasilacza w obudowie,
10) sprawdzić poprawność działania urządzenia mierząc wartość napięcia wyjściowego bez
obciążenia i z obciążeniem,
11) zaprezentować zmontowany i uruchomiony zasilacz.
Wyposażenie stanowiska pracy:
–
transformator,
–
moduł prostownika z filtrem pojemnościowym,
–
moduł stabilizatora,
–
obudowa zasilacza,
–
zestaw szczypców,
–
zestaw wkrętaków,
–
odsysacz cyny,
–
zestaw pilników iglaków,
–
papier ścierny,
–
lutownica elektryczna,
–
drut cynowy i kalafonia,
–
oscyloskop,
–
miernik uniwersalny,
–
dokumentacja techniczna układu zasilacza: schemat montażowy, dane techniczne,
–
literatura uzupełniająca zgodna z punktem 6.
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) sprawdzić zgodność rozmieszczenia elementów elektronicznych na płytce
drukowanej ze schematem montażowym?
¨
¨
2) dobrać narzędzia i przyrządy do sprawdzenia montażu elementów
i podzespołów elektronicznych?
¨
¨
3) sprawdzić poprawność wykonania połączeń lutowanych?
¨
¨
4) sprawdzić poprawność montażu złączy w układzie elektronicznym?
¨
¨
5) sprawdzić poprawność wykonania połączeń zaciskowych?
¨
¨
6) sprawdzić poprawność wykonania połączeń zwijanych?
¨
¨
7) dobrać przyrządy do sprawdzenia działania określonych układów
elektronicznych?
¨
¨
8) sprawdzić działanie układu prostowniczego?
¨
¨
9) sprawdzić działanie zasilacza?
¨
¨
10) sprawdzić działanie wzmacniacza?
¨
¨
11) sprawdzić działanie generatora?
¨
¨
12) zaprezentować poprawnie działające urządzenie elektroniczne?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję zanim zaczniesz rozwiązywać zadania.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Test składa się z 20 zadań dotyczących montażu elementów i podzespołów układów
elektronicznych. Zadania od 1 do 15 są z poziomu podstawowego. Zadania od 16 do 20
są z poziomu ponadpodstawowego.
4. Zadania zawierają cztery odpowiedzi, z których tylko jedna jest poprawna. Wybraną
odpowiedź zakreśl znakiem X.
5. Jeśli uznasz, że pomyliłeś się i wybrałeś nieprawidłową odpowiedź, to otocz ją kółkiem,
a prawidłową odpowiedź zaznacz znakiem X.
6. Pracuj samodzielnie, bo tylko wtedy będziesz mógł sprawdzić poziom swojej wiedzy.
7. Jeśli jakieś zadanie sprawi Ci trudność, rozwiąż inne i ponownie spróbuj rozwiązać
trudniejsze.
8. Przed wykonaniem każdego zadania przeczytaj bardzo uważnie polecenie.
9. Odpowiedzi udzielaj tylko na załączonej karcie odpowiedzi.
10. Na rozwiązanie wszystkich zadań masz 60 minut.
Powodzenia!
ZESTAW ZADAŃ TESTOWYCH
1. Dokumentacja techniczna tworzona jest na podstawie
a) wymagań techniczno-eksploatacyjnych.
b) schematów montażowych.
c) rysunku wiązek.
d) danych technicznych.
2. Schemat ideowy zawiera szczegółowe informacje o
a) rzeczywistym rozmieszczeniu elementów.
b) kształcie torów sygnałowych.
c) połączeniach wszystkich elementów funkcjonalnych układu.
d) wiązkach przewodów.
3. W układzie elektronicznym nie występują połączenia
a) sprężyste.
b) stałe.
c) półstałe .
d) rozłączne.
4. Wykonanie dobrego połączenia lutowanego nie zależy od
a) właściwie dobranego lutowia.
b) przygotowania łączonych powierzchni.
c) parametrów lutowanego elementu elektronicznego.
d) właściwie dobranego czasu i temperatury.
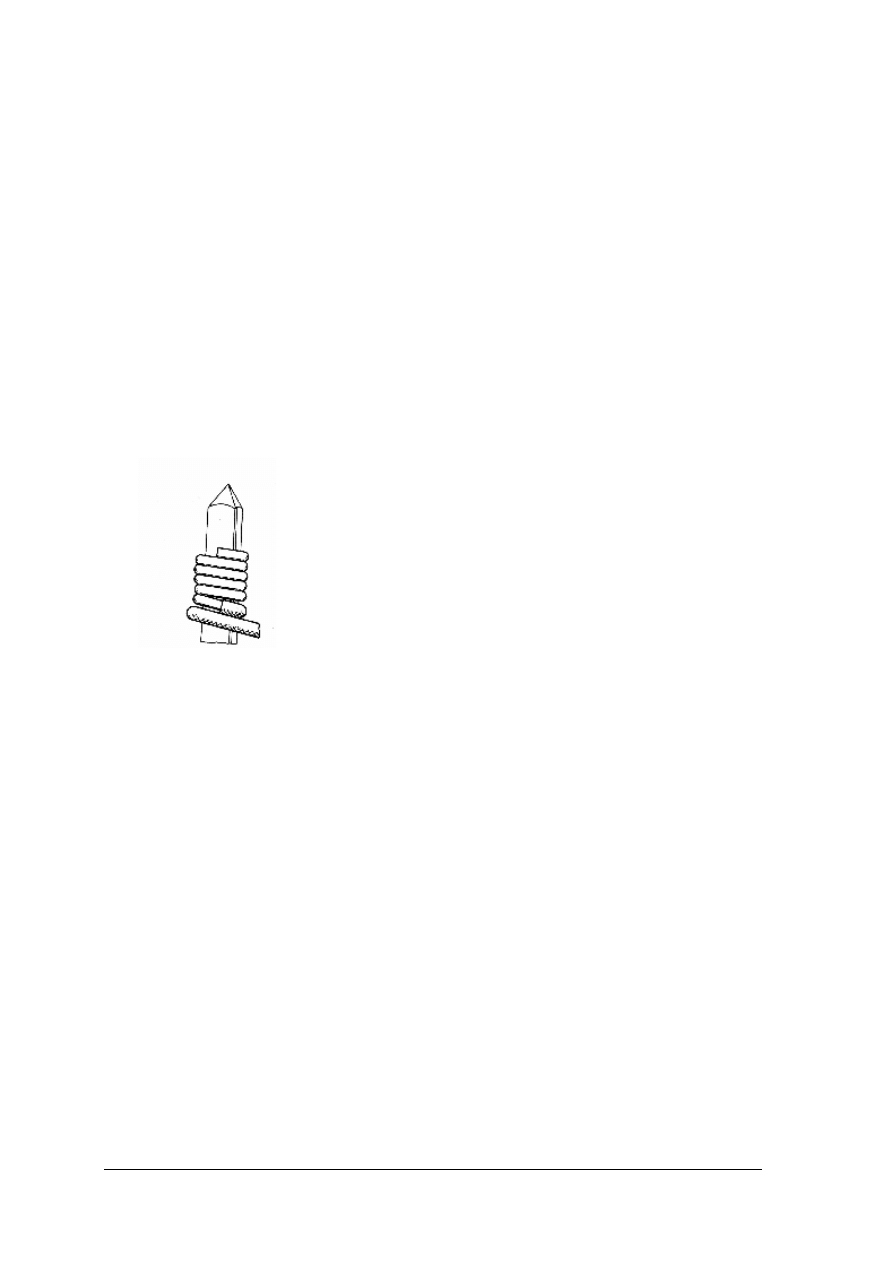
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
5. Powierzchnie przeznaczone do lutowania, należy przygotować w sposób
a) termiczny i elektryczny.
b) elektryczny i cieplny.
c) cieplny.
d) chemiczny i mechaniczny.
6. Kąt między powierzchnią lutowaną a lutowiem powinien być
a) ostry.
b) prosty.
c) rozwarty.
d) pełny.
7. Rysunek przedstawia połączenie
a) owijane zwykłe.
b) zaciskowe.
c) lutowane.
d) owijane modyfikowane.
8. Połączenia zaciskowe mogą być
a) modyfikowane lub zwykłe.
b) rozłączne lub stałe.
c) półstałe lub stałe.
d) otwarte lub zamknięte.
9. Złącze składa się z
a) końcówki montażowej i wtyku płaskiego.
b) wtyku płaskiego i końcówki oczkowej.
c) wtyku i gniazda.
d) klipsa i wtyku płaskiego.
10. Topniki służą do oczyszczenia
a) mechanicznego elementów przed lutowaniem.
b) chemicznego elementów przed lutowaniem.
c) mechanicznego elementów przed wykonaniem połączeń zaciskowych.
d) mechanicznego elementów przed wykonaniem połączeń owijanych.
11. Okablowanie w układach elektronicznych
a) stanowi element konstrukcji mechanicznej.
b) służy do mocowania mechanicznego.
c) służy do montażu elementów elektronicznych.
d) stanowi system połączeń i służy do przesyłania energii zasilania i sygnałów.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
12. Zanieczyszczenia tłuszczowe z powierzchni przygotowywanych do lutowania usuwa się
a) za pomocą rozpuszczalników organicznych i roztworów alkalicznych.
b) poprzez obróbkę mechaniczną.
c) poprzez obróbkę termiczną.
d) za pomocą gazów technicznych.
13. W skład agregatu lutowniczego nie wchodzi sekcja
a) obróbki mechanicznej.
b) topnikowania.
c) nagrzewania i suszenia.
d) lutowania.
14. Lampa lutownicza służy do lutowania
a) rezystancyjnego.
b) wiązką promieniowania podczerwonego.
c) gazowego.
d) rezystancyjnego.
15. Powierzchnia poprawnie wykonanego połączenia lutowanego powinna być
a) gładka i błyszcząca.
b) porowata i błyszcząca.
c) porowata i matowa.
d) gładka i matowa
.
16. Połączenie przewodu z zestykami wtyku złącza można sprawdzić za pomocą
a) oscyloskopu.
b) omomierza.
c) zasilacza.
d) prostownika.
17. Działanie układu prostowniczego można sprawdzić za pomocą
a) mostka RLC.
b) omomierza.
c) oscyloskopu.
d) próbnika stanów logicznych.
18. Do połączenia kilku przewodów stosuje się połączenie
a) owijane.
b) lutowane.
c) skręcane.
d) zaciskowe ze specjalną końcówką montażową.
19. W urządzeniach narażonych na drgania i wstrząsy należy stosować złącza modułowe
a) bezpośrednie.
b) pośrednie.
c) okrągłe.
d) współosiowe.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
20. Taśmowanie sekwencyjne stosuje się w przypadku montażu
a) automatycznego kolejno tych samych elementów.
b) ręcznego kolejno różnych elementów.
c) ręcznego kolejno tych samych elementów.
d) automatycznego kolejno różnych elementów.
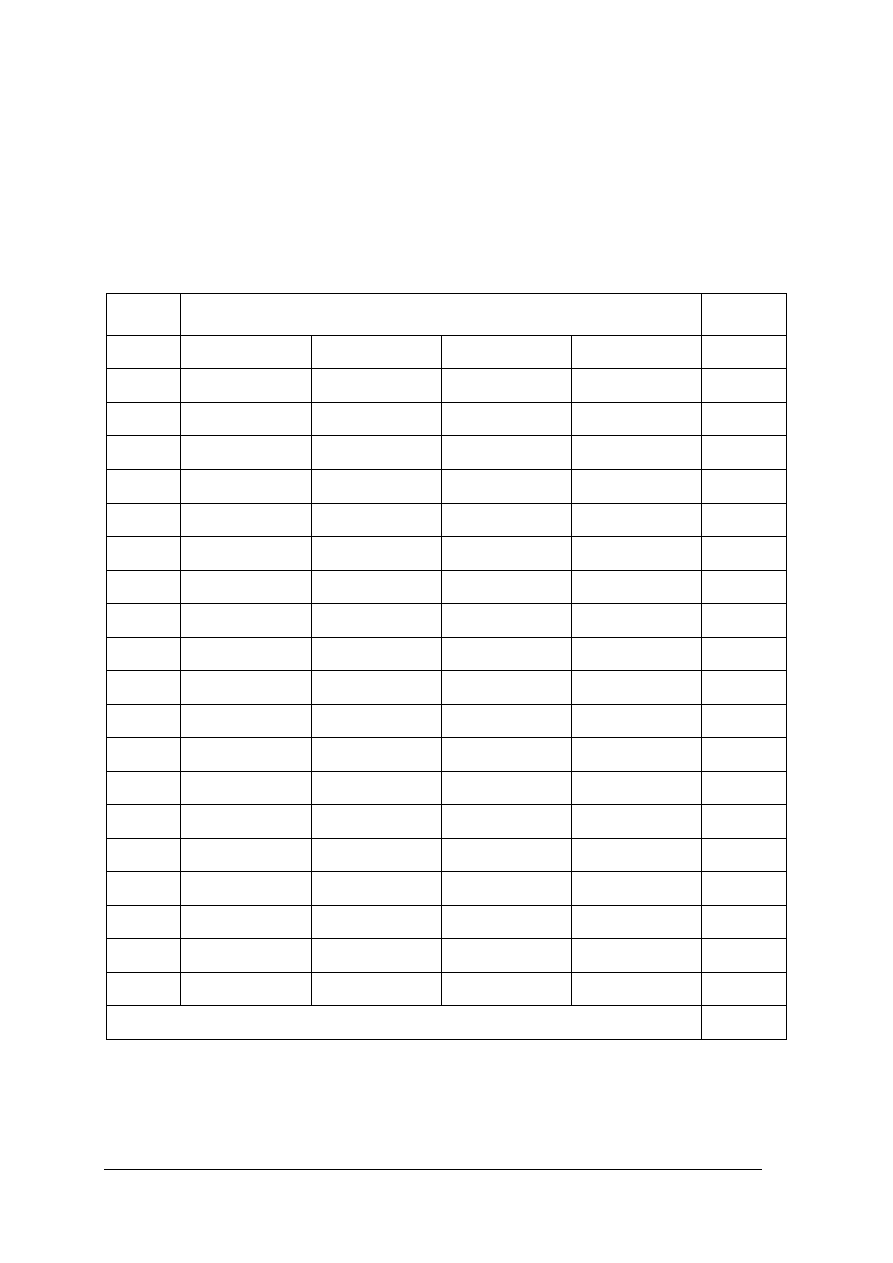
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
KARTA ODPOWIEDZI
Imię i nazwisko ....................................................
Wykonywanie montażu elementów i podzespołów układów elektronicznych
Zakreśl znakiem X poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
6. LITERATURA
1. Dudkiewicz K.: Bezpieczeństwo i higiena pracy dla elektryków. WSiP, Warszawa 1993
2. Idzi K.: Pomiary elektryczne – obwody prądu stałego. PWN, Warszawa 1999
3. Kammerer, Oberthur W., Zastow P. (tłumaczenie A. Rodak): Pracownia podstaw
elektrotechniki i elektroniki. WSiP, Warszawa 2000
4. Michel K., Sapiński K.: Czytam rysunek elektryczny. WSiP, Warszawa 1996
5. Okoniewski S.: Technologia dla elektroników. WSiP, Warszawa 2000
6. Paprocki K.: Rysunek techniczny. WSiP, Warszawa 1994
7. Pilawski M.: Pracownia elektryczna dla ZSE. WSiP, Warszawa 1999
8. Przybyłowska-Łomnicka H.: Pomiary elektryczne – obwody prądu przemiennego. PWN,
Warszawa 1999
9. Sasal W.: Układy scalone serii UCA64/UCY74. WKiŁ, Warszawa 1990
Wyszukiwarka
Podobne podstrony:
monter elektronik 725[01] z1 02 u
monter elektronik 725[01] z1 02 n
monter elektronik 725[01] z1 02 u
monter elektronik 725[01] z3 03 n
monter elektronik 725[01] z2 01 n
monter elektronik 725[01] z3 02 n
monter elektronik 725[01] z2 01 u
monter elektronik 725[01] o1 06 n
monter elektronik 725[01] o2 02 n
monter elektronik 725[01] z2 03 u
monter elektronik 725[01] z2 02 u
monter elektronik 725[01] z3 01 n
monter elektronik 725[01] z2 02 n
monter elektronik 725[01] o1 01 n
monter elektronik 725[01] o2 01 n
monter elektronik 725[01] z2 03 n
więcej podobnych podstron