PROJEKT 2:
Regu
ły priorytetu w sterowaniu produkcją
ma
łoseryjną
Cel:
• w oparciu o za
łożone reguły priorytetu wyznaczyć kolejność
zapuszczania detali i sporz
ądzić harmonogramy
• dla przyj
ętych reguł określić długość cyklu wykonania zbioru
detali, cykle pojedynczych detali oraz czasy oczekiwania zada
ń
• dane do rozwi
ązania zawarte są w Tabeli 1 i 2
•
Regu
ła priorytetu dla
najkrótszego czasu operacji
NCO
•
Regu
ła priorytetu dla
najd
łuższego czasu operacji
NDCO
•
Regu
ła priorytetu dla
najwcze
śniejszego terminu
zako
ńczenia zadania NTD
• P
ij
(t) = min (S
i
t
ij
)
• P
ij
(t) = max(S
i
t
ij
)
• P
ij
(t) = min (d
i
)
Regu
ły priorytetu w sterowaniu produkcją
ma
łoseryjną
Oznaczenia:
P
ij
- wskaźnik priorytetu operacji „j” zadania „i” w chwili t
S
i
- wielkość partii produkcyjnej i-tego zadania
t
ij
= czas jednostkowy j-tego zadania
d
i
- termin zakończenia i -tego zadania
Regu
ły priorytetu w sterowaniu produkcją małoseryjną
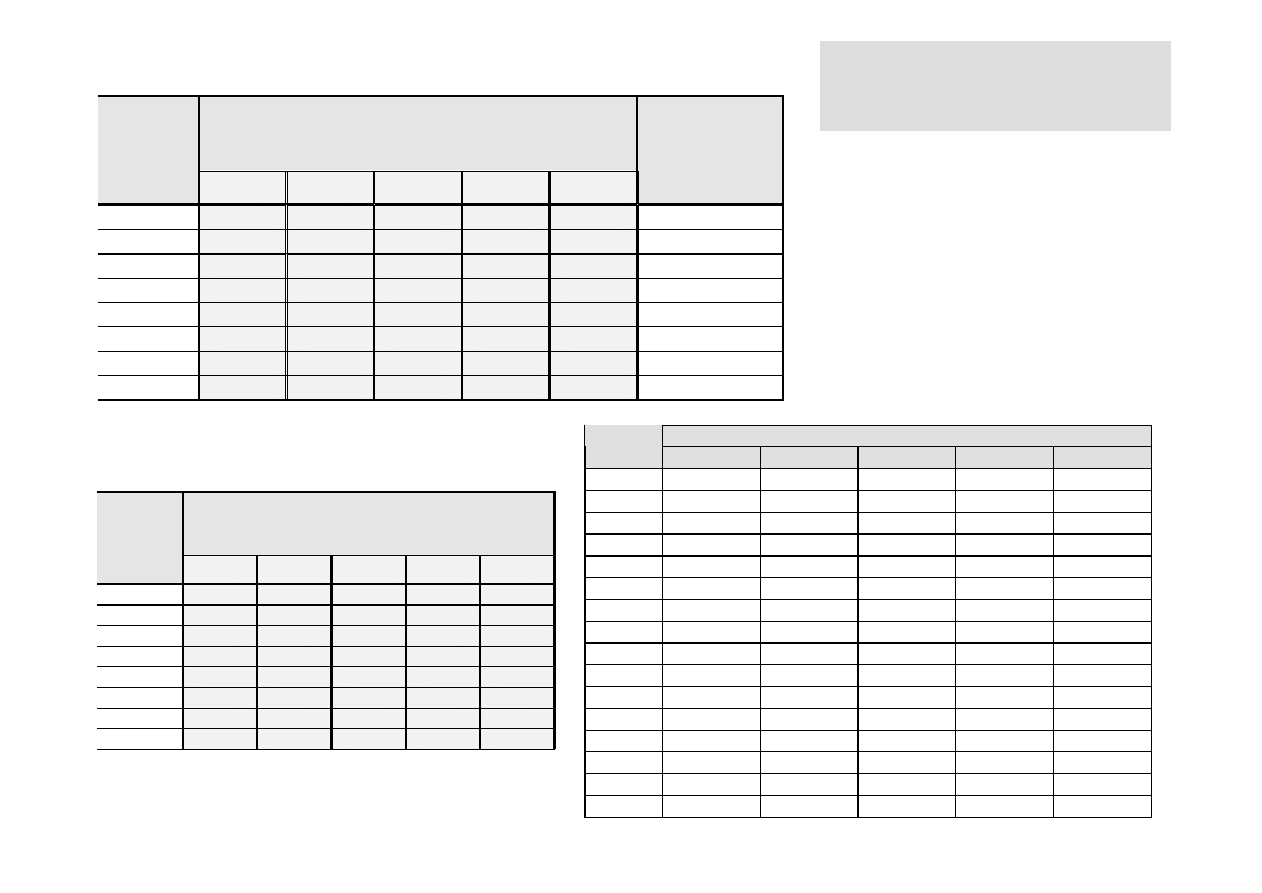
Przyk
ład 2: dane
Czasy jednostkowe operacji technologicznych
dla poszczególnych zada
ń t
ij
[h]
Detal
10
20
30
40
50
Wielkość
partii S
[ szt.]
A
0,04
0,08
0.04
0,08
0,06
50
B
0,032
0,032
0,04
0,032
0,04
125
C
0,03
0,07
0,02
0,02
0,03
100
D
0,024
0,04
0,024
0,024
0,04
125
E
0,04
0,02
0,04
0,05
0,04
100
F
0,06
0,04
0,02
0,05
0,03
100
G
0,015
0,025
0,02
0,015
0,01
200
H
0,032
0,032
0,048
0,032
0,024
125
Kolejno wykonywania operacji na zbiorze
ść
stanowisk pracy
Detal
10
20
30
40
50
A
1
2
3
4
5
B
2
5
1
3
4
C
1
3
5
4
2
D
4
2
5
3
1
E
4
1
3
5
2
F
5
4
1
2
3
G
3
5
4
1
2
H
3
1
2
5
4
Nr stanowiska/ nr operacji
Detal
1
2
3
4
5
A
10
20
30
40
50
T
w
[h]
2
4
2
4
3
B
T
w
[h]
C
T
w
[h]
D
T
w
[h]
E
T
w
[h]
F
T
w
[h]
G
T
w
[h]
H
T
w
[h]
Tabela 2
Tabela 1
Tabela 3: Czasy wykonania
operacji na zbiorze stanowisk
1
2
3
4
5
czas
NCO
Stanowisko 1:
Stanowisko 2:
Stanowisko 3:
Stanowisko 4:
Stanowisko 5:
Kolejno
ść zapuszczania do produkcji poszczególnych detali:
1
2
3
4
5
czas
NDCO
Stanowisko 1:
Stanowisko 2:
Stanowisko 3:
Stanowisko 4:
Stanowisko 5:
Kolejno
ść zapuszczania do produkcji poszczególnych detali:
1
2
3
4
5
czas
Stanowisko 1:
Stanowisko 2:
Stanowisko 3:
Stanowisko 4:
Stanowisko 5:
Kolejno
ść zapuszczania do produkcji poszczególnych detali:
NTD
Kolejno
ść zadań: od najwcześniejszego terminu zakończenia:
C, D ( 12...)
G, A ( 15...)
H, E ( 20...)
B, F ( 25...)
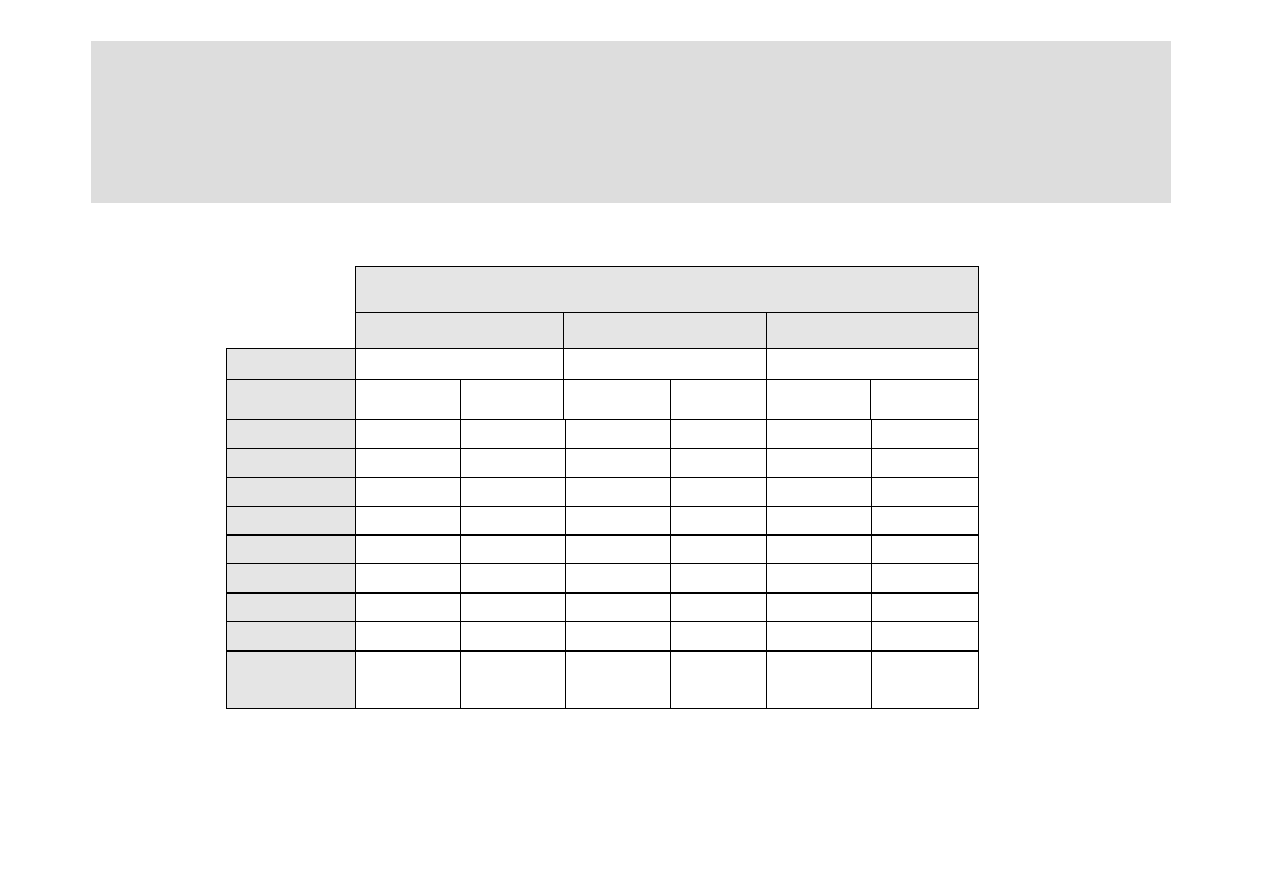
Przyk
ład 2 :
Tabela porównawcza parametrów wykonania zada
ń w komórce
przy zastosowaniu ró
żnych priorytetów
Zastosowane regu y priorytetu
ł
NCO
NDCO
NTD
C
wz
Parametry
C
p
T
o
C
p
T
o
C
p
T
o
A
B
C
D
E
F
G
H
Warto ci
ś
rednie
ś
C
WZ
- D ugo cyklu produkcyjnego zbioru detali
ł
ść
C
p
- D ugo cyklu produkcyjnego pojedynczych detali
ł
ść
T
O
- czas oczekiwania zadań
Wyszukiwarka
Podobne podstrony:
Microsoft PowerPoint Wykład 7 Podstawy sterowania ruchem pociągów
Microsoft PowerPoint Sterowanie produkcją MRP ZiP 20 07
Nowy Prezentacja programu Microsoft PowerPoint 5
Rola rynku i instytucji finansowych INowy Prezentacja programu Microsoft PowerPoint
ZADANIA PiP Prezentacja Microsoft PowerPoint
Nowy Prezentacja programu Microsoft PowerPoint ppt
Microsoft PowerPoint IP5 klasyfikacje tryb zgodnosci
Microsoft PowerPoint IP tryb zgodnosci
Microsoft PowerPoint 02 srodowisko bazy danych, modele
(Microsoft PowerPoint 2 KONWENCJA WIEDENSKAid 1358 (2)
Microsoft PowerPoint IP5 bazydanych tryb zgodnosci
Microsoft PowerPoint znaki
(Microsoft PowerPoint E12 Rynek pieniadzaid 1360 (2)
(Microsoft PowerPoint E14 Inflacjaid 1361
Microsoft PowerPoint Wyklad 1 Wstep do informatyki i
Microsoft PowerPoint Wyklad 2 Wstep do informatyki i
więcej podobnych podstron