„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Bogdan Chmieliński
Dokonywanie wymiany elementów nadwozia
721[03].Z2.02
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom
2006

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr Stanisław Kołtun
mgr inż. Grażyna Uhman
Opracowanie redakcyjne:
mgr inż. Bogdan Chmieliński
Konsultacja:
mgr inż. Piotr Ziembicki
Korekta:
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej dokonywanie wymiany
elementów nadwozia 721[03].Z2.02 zawartego w modułowym programie nauczania dla zawodu
blacharz samochodowy.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2006

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Organizacja naprawy przez wymianę elementów nadwozia
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające 12
4.1.3. Ćwiczenia 12
4.1.4. Sprawdzian postępów 13
4.2. Technologia naprawy kompletnych zespołów nadwozia
14
4.2.1. Materiał nauczania
14
4.2.2. Pytania sprawdzające 21
4.2.3. Ćwiczenia 22
4.2.4. Sprawdzian postępów 23
4.3. Naprawa wycinkowa nadwozia
24
4.3.1. Materiał nauczania
24
4.3.2. Pytania sprawdzające 32
4.3.3. Ćwiczenia 33
4.3.4. Sprawdzian postępów 34
4.4 Wykonywanie nietypowych napraw blacharskich
35
4.4.1. Materiał nauczania
35
4.4.2. Pytania sprawdzające 38
4.4.3. Ćwiczenia 38
4.4.4. Sprawdzian postępów 40
5. Sprawdzian osiągnięć
41
6. Literatura
47
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik, który masz w rękach pomoże Ci wzbogacić wiedzę z zakresu planowania i metod
naprawy nadwozi oraz ukształtować umiejętności wykonywania naprawy nadwozia poprzez
wymianę elementów.
W poradniku zamieszczono:
−
wymagania wstępne: to wykaz tych umiejętności, które powinieneś mieć opanowane zanim
przystąpisz do realizacji programu jednostki modułowej; przeczytaj je uważnie i odpowiedz
sobie na pytanie: czy posiadasz te umiejętności,
−
cele kształcenia: to wykaz umiejętności, które osiągniesz w wyniku realizacji programu
jednostki modułowej,
−
materiał nauczania, podzielony na cztery części; każda zawiera:
a) zestaw informacji, które pozwolą Ci przygotować się do wykonania ćwiczeń; naucz się ich
sumiennie pamiętając o tym, że aby umieć coś zrobić najpierw trzeba wiedzieć,
b) pytania sprawdzające; odpowiadając na nie, stwierdzisz, czy jesteś dobrze przygotowany do
wykonania ćwiczeń,
c) ćwiczenia: to najważniejszy etap Twojej nauki; będziesz je wykonywał samodzielnie lub
w grupie kolegów. Staraj się być aktywny, uważnie i starannie przygotuj ćwiczenie, podczas
wykonywania ćwiczeń skorzystaj z instrukcji, materiałów, narzędzi i maszyn, nie lekceważ
rad i
uwag nauczyciela, sporządź dokumentację ćwiczenia oraz co najważniejsze:
przestrzegaj zasad bhp. Jeśli jednak będziesz miał trudności ze zrozumieniem tematu lub
ćwiczenia, to poproś nauczyciela lub pracując w grupie, kolegę, by wyjaśnili Ci, czy dobrze
wykonujesz daną czynność,
d) sprawdzian postępów: odpowiadając na zawarte tam pytania, sam odpowiesz sobie, czy
osiągnąłeś cele kształcenia,
− sprawdzian osiągnięć: to przykład testu (sprawdzianu, klasówki). Podobny test, który
przygotuje nauczyciel będziesz wykonywał pod koniec realizacji jednostki modułowej.
Sprawdzian dotyczy całej jednostki modułowej, a więc kompleksowo sprawdza wiedzę
i umiejętności, jakie powinieneś nabyć. Przygotuj się do niego solidnie, bo tylko wtedy będziesz
miał satysfakcję z dobrze wykonanego zadania.
Jednostka modułowa: dokonywanie wymiany elementów nadwozia, to jednostka modułowa
przygotowująca Cię do wykonywania zadań zawodowych na stanowisku pracy blacharza
samochodowego. Treści kształcenia zawarte w niej są ważne, bowiem nauczysz się jak
naprawiać nadwozie samochodu.
Zagadnienia dotyczące napraw nadwozia poprzez wymianę są szczególnie istotne
w
zakresie:
−
wyboru metody naprawy nadwozia,
−
dokonywania pomiarów nadwozia,
−
napraw wycinkowych oraz wykonywania prototypów.
Trudności może Ci przysporzyć:
−
analiza karty pomiarowej nadwozia,
−
dopasowywanie elementów podczas naprawy wycinkowej,
−
wykonanie prototypu wytłoczki.
W czasie zajęć edukacyjnych będziesz miał do czynienia z różnymi narzędziami,
maszynami, urządzeniami oraz materiałami. W trosce o własne bezpieczeństwo, jak również
Twoich kolegów musisz przestrzegać regulaminu pracowni oraz zasad bhp; szczegółowe
przepisy poznasz przed wykonywaniem kolejnych ćwiczeń.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
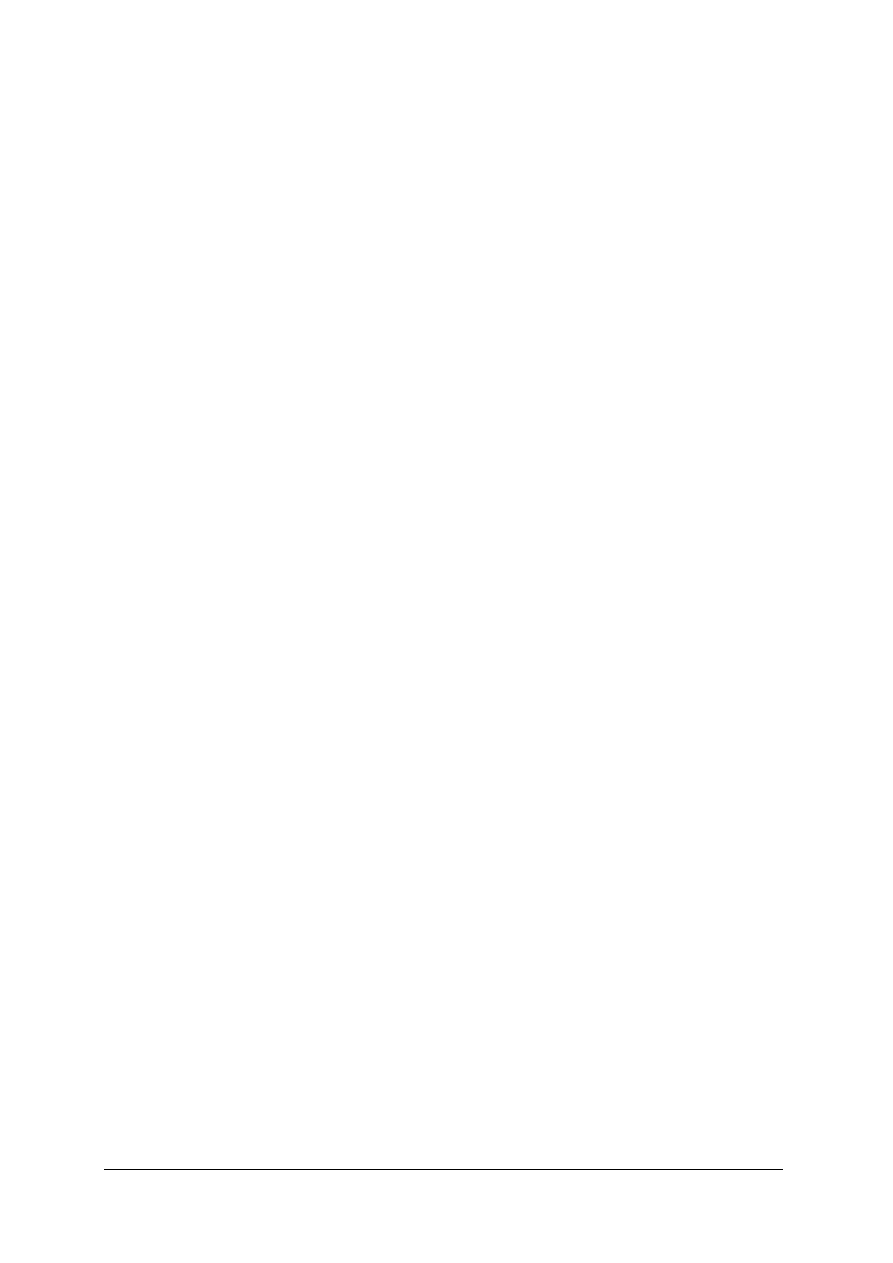
Schemat układu jednostek modułowych
721[03].Z2
Technologia napraw nadwozia
721[03].Z2.01
Wykonywanie napraw wgnieceń
poszycia nadwozia
721[03].Z2.02
Dokonywanie wymiany
elementów
721[03].Z2.03
Wykonywanie kompleksowych
napraw nadwozia
721[03].Z2.04
Kwalifikowanie uszkodzeń
i kosztorysowanie napraw
721[03].Z2.05
Stosowanie procedur
obsługi klienta

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
− wykonywać operacje ręcznej i mechanicznej obróbki skrawaniem,
− rozpoznawać materiały blacharskie,
− posługiwać się uniwersalnymi narzędziami monterskimi oraz typowymi narzędziami
i maszynami blacharskimi,
− posługiwać się dokumentacją naprawczą,
− przygotowywać samochód do naprawy nadwozia,
− ciąć i wykrawać blachy,
− kształtować blachy różnymi technikami,
− łączyć blachy techniką spawania i zgrzewania,
− wykonywać połączenia nitowe, klejowe, śrubowe i lutowane,
− naprawiać wgniecenia poszycia nadwozia,
− rozpoznawać zagrożenia występujące na stanowisku pracy,
− stosować środki ochrony osobistej,
− korzystać z różnych źródeł informacji.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
− rozpoznać uszkodzenie elementów nadwozia,
− rozpoznać rodzaj, cechy i zakres uszkodzeń kwalifikujących do wymiany elementów
nadwozia,
− dokonać wyboru technologii naprawy, na podstawie kryteriów ekonomicznych,
technicznych i organizacyjnych,
− zaplanować kolejność operacji przy naprawie przez wymianę kompletnych elementów
nadwoziowych montowanych połączeniem rozłącznym i nierozłącznym,
− zaplanować kolejność operacji przy naprawie miejscowej,
− zaplanować kolejność operacji przy naprawach nietypowych zużyć i uszkodzeń,
w szczególności rozległych zużyć korozyjnych i konieczności wykonania prototypów,
− zorganizować stanowisko blacharskie do wymiany uszkodzonych elementów poszycia
nadwozia,
− zdemontować uszkodzone elementy nadwozia poprzez odkręcenie, ścinanie, rozwiercanie
zgrzein, szlifowanie,
− oczyścić krawędzie blach z korozji,
− dopasować nowy element do nadwozia,
− dokonać wyboru metody i techniki spawania do połączenia elementów wymiennych,
− połączyć zgrzewaniem elementy wymienne,
− wykonać montaż elementów do nadwozia za pomocą przykręcania, klejenia, nitowania,
− dokonać naprawy nietypowego zużycia i uszkodzenia nadwozia przez wstawienie łaty,
− dokonać prac wykończeniowych strefy łączonej po naprawie,
− zabezpieczyć łączone elementy środkami antykorozyjnymi, przed operacją łączenia oraz po
połączeniu,
− uszczelnić połączenie po naprawie,
− zastosować materiały wygłuszające,
− sprawdzić luzy oraz zamykanie i otwieranie uchylnych elementów nadwozia,
− dokonać regulacji luzów i wypoziomowania zamontowanego elementu,
− ocenić jakość wymienionego elementu nadwozia,
− dobrać narzędzia do planowanych operacji,
− posłużyć się narzędziami blacharskimi, wiertarką, szlifierką oraz innymi narzędziami
i przyrządami podczas demontażu elementów poszycia nadwozia,
− posłużyć się narzędziami, maszynami i urządzeniami do naprawy nadwozia,
− posłużyć się przyrządami pomiarowymi do kontroli konstrukcji nośnej nadwozia,
− zastosować materiały niezbędne w pracach blacharskich zgodnie z ich przeznaczeniem,
− zastosować wyposażenie warsztatu blacharskiego,
− zastosować przepisy bhp, ochrony przeciwpożarowej i ochrony środowiska,
− udzielić pierwszej pomocy poszkodowanym w wypadku przy pracy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Organizacja naprawy przez wymianę elementów nadwozia
4.1.1. Materiał nauczania
4.1.1.1 Planowanie technologii naprawy
Wykonywanie czynności praktycznych naprawy nadwozia powinno być poprzedzone
czynnościami planowania. O ile pracownik – blacharz samochodowy, posiadający wiedzę
i niezbędne doświadczenie zawodowe może sobie pozwolić na opracowanie planu naprawy
w postaci zamysłu, o tyle uczeń powinien przygotować plan działania w formie pisemnej.
Pozwoli to na wdrożenie przyszłego pracownika do wykonywania działania wg określonego
planu, unikając przypadkowości i chaosu w działaniu.
Plan działania to nic innego, jak pisemne przedstawienie harmonogramu czynności
naprawczych uwzględniające kolejność wykonywanych czynności, zestawienie narzędzi,
urządzeń i maszyn koniecznych do wykonania naprawy oraz wykaz materiałów, jak również
zabiegów organizacyjnych.
Wykonanie planu działania należy poprzedzić analizą prowadzącą do wyboru metody
naprawy.
Precyzyjne ustalenie uszkodzenia, jego rodzaju i zakresu ma decydujące znaczenie dla
wyboru metody naprawy. Aby rozpoznać uszkodzenie nadwozia należy:
− dokonać oceny stanu technicznego uszkodzonego nadwozia
− wykonać częściowy demontaż (w przypadkach koniecznych),
− przeprowadzić rozmowę z klientem,
4.1.1.2. Ocena stanu technicznego nadwozia
Ocena stanu technicznego konstrukcji nośnej nadwozia jest podstawą do kwalifikowania
nadwozia do naprawy. Dokonując oceny należy wykonać: oględziny zewnętrzne nadwozia oraz,
w przypadkach koniecznych, pomiar nadwozia.
Oględziny zewnętrzne - polegają na wzrokowym oszacowaniu rodzaju i rozmiarów
uszkodzenia To najprostsza metoda oceny stanu technicznego nadwozia, nie wymaga
jakichkolwiek przyrządów i narzędzi. Oględziny nadwozia polegają na jego obserwacji oraz
wyciąganiu wniosków.
Warunkiem skuteczności oględzin jest wiedza i doświadczenie osoby dokonującej oględzin.
Jedynie pracownik posiadający wiedzę o szczegółach budowy danego nadwozia może
wyciągnąć trafne wnioski co do zakresu i metody naprawy. Wprawny diagnosta powinien na
podstawie oględzin określić czy konstrukcja nośna nadwozia została naruszona. Wyszukiwanie
miejsc nadwozia, gdzie występują ogniska korozji wymaga znajomości, które obszary nadwozia
wykazują skłonność do korodowania. Oględziny należy prowadzić przy dobrym oświetleniu
dziennym lub sztucznym.
W wyniku oględzin powinien powstać pisemny raport z oględzin.
Pomiar nadwozia – wykonuje się, gdy zachodzi podejrzenie, że w wyniku uszkodzenia
uległa deformacji konstrukcja nośna nadwozia. Współczesne nadwozia samochodowe są podatne
na siły występujące podczas zderzenia wypadkowego; niektóre obszary nadwozia są bardziej
podatne na siły, inne mniej. Takie rozwiązanie zmniejsza skutki wypadku samochodowego
chroniąc pasażerów przed utratą zdrowia i życia, ale powoduje też, że niektóre zespoły
i elementy nadwozia są zdecydowanie bardziej podatne na odkształcenia. Nawet przy
stosunkowo niegroźnym wypadku następuje deformacja struktury nośnej nadwozia, co
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
w konsekwencji prowadzi do zachwiania układem jezdnym oraz geometrią ustawienia kół, co
z kolei prowadzi do utraty stateczności
kierunkowej samochodu i w konsekwencji może wywoływać groźne w skutkach zachowanie się
samochodu na drodze przy większych prędkościach. Powoduje to ponadto, że wiele elementów
nadwozia, które uległy zniszczeniu nie będzie można naprawić metodą wymiany, bowiem po
prostu nie będą pasowały, np. szyby, pokrywy. Podczas wymiany kompletnych wytłoczek
wystąpią problemy z ich wstawieniem.
Dlatego też wykonując naprawę nadwozia poprzez wymianę elementów należy
bezwzględnie wykonać pomiary kontrolne nadwozia, które to potwierdzą lub zaprzeczą
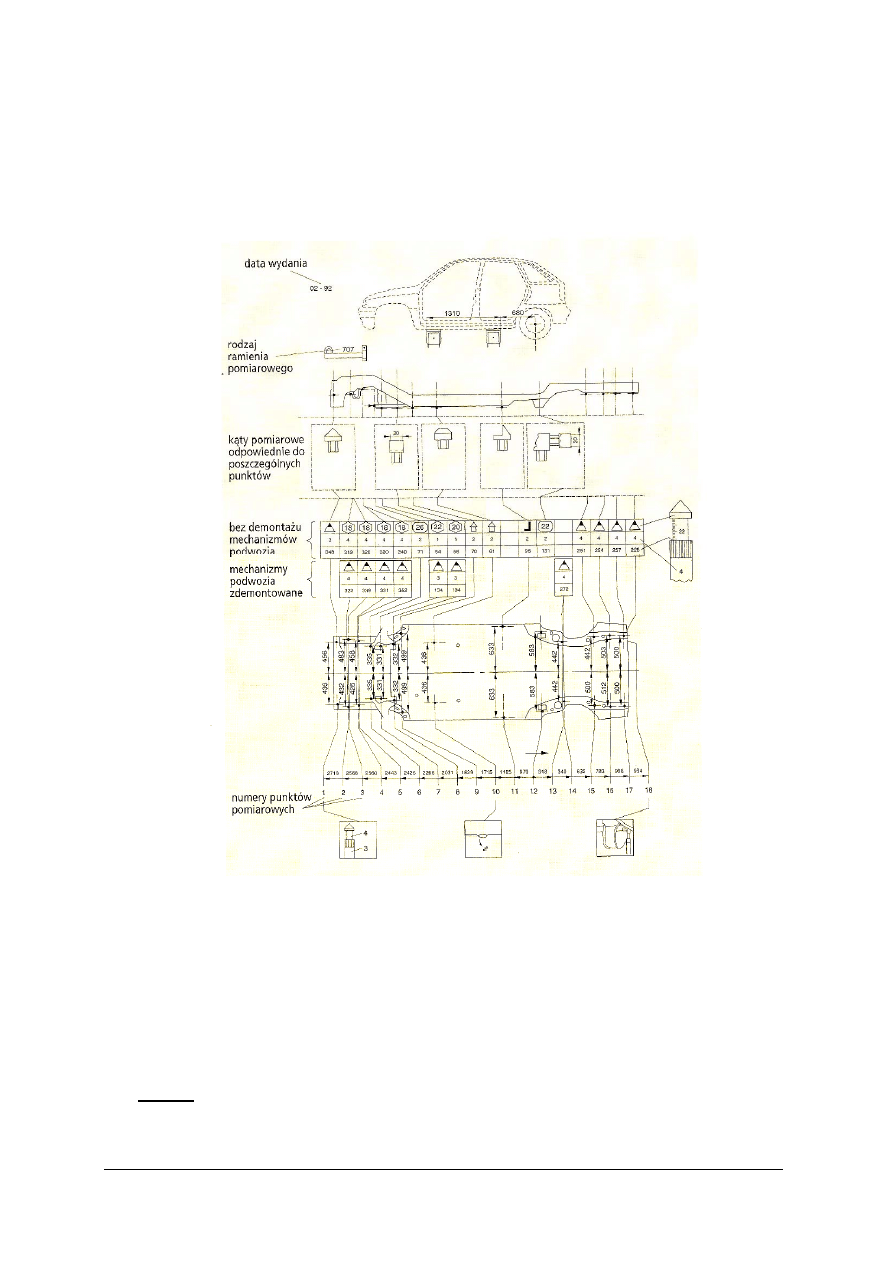
prawidłowości kształtu nadwozia. Producent nadwozia samochodowego w tzw. karcie
pomiarowej określa położenie punktów kontrolnych opisując w ten sposób bryłę nadwozia.
Charakterystycznymi punkami kontrolnymi są np. otwory mocowania zawieszenia, układu
kierowniczego oraz szereg innych punktów, które określają wymiary i wzajemne położenie
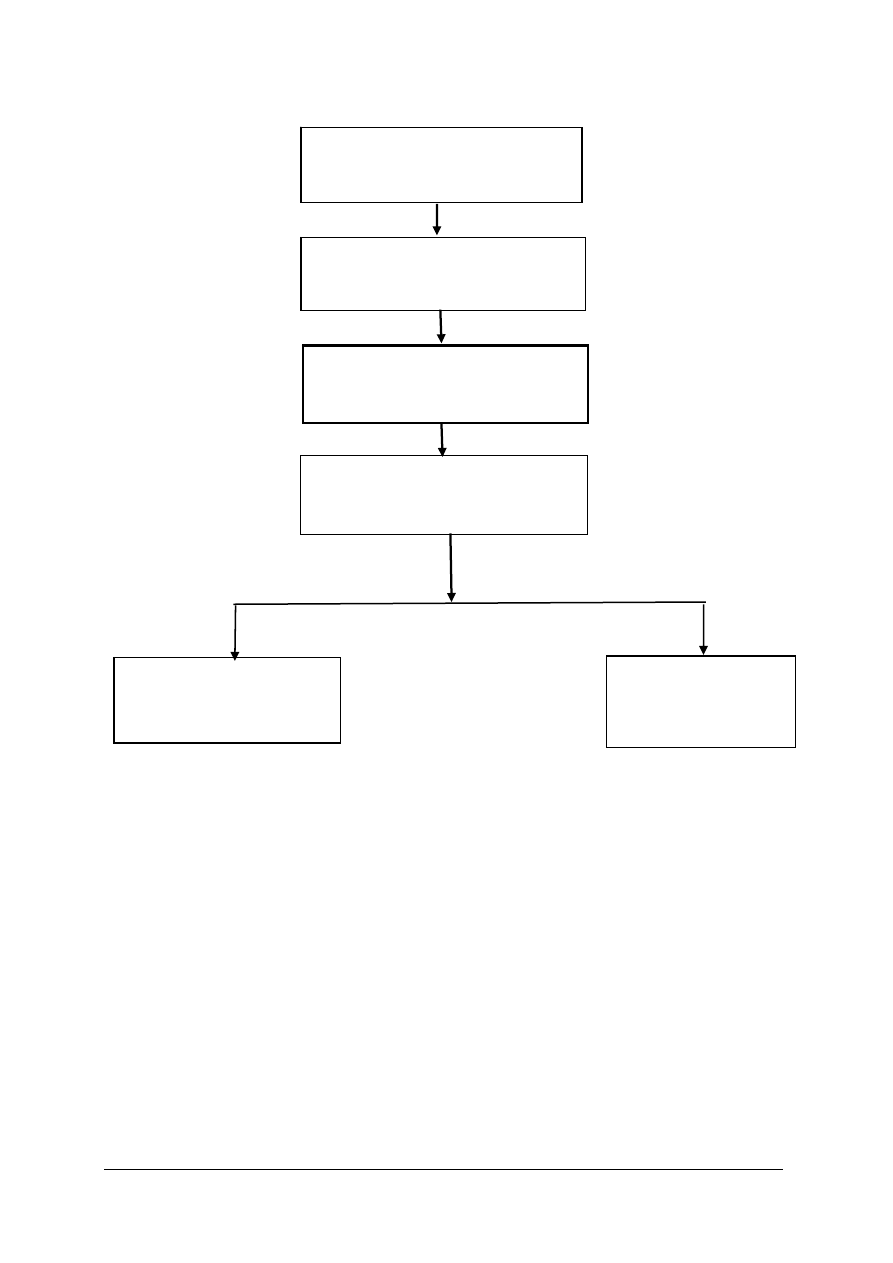
elementów bryły nadwozia. Zasada pomiaru nadwozi polega na określeniu współrzędnych
punktów kontrolnych i porównaniu ich z danymi fabrycznymi. Układem odniesienia dla opisania
tych punktów jest wyobrażalny prostopadłościan opisany na bryle samochodu (rys. 1).
W taki wyobrażalny prostopadłościan „wstawia” się bryłę samochodu. Wtedy, by opisać
położenie dowolnego punktu samochodu wystarczy podać jego odległość od płaszczyzn
prostopadłościanu.
W praktyce dodatkowo w ową siatkę wbudowuje się płaszczyzny pomocnicze, które ułatwiają
pomiar, to wg. tych płaszczyzn producent określa punkty kontrolne (rys. 2).
Rys. 1 Siatka przestrzenna będąca
Rys. 2 Układ płaszczyzn pomocniczych po pomiaru nadwozia
[12],
modelem pomiaru nadwozia [12]
A- płaszczyzna wzdłużnej symetrii nadwozia, B, C – płaszczyzny
prostopadłe do pł. A i przechodzące przez
osie: przednią i tylną.
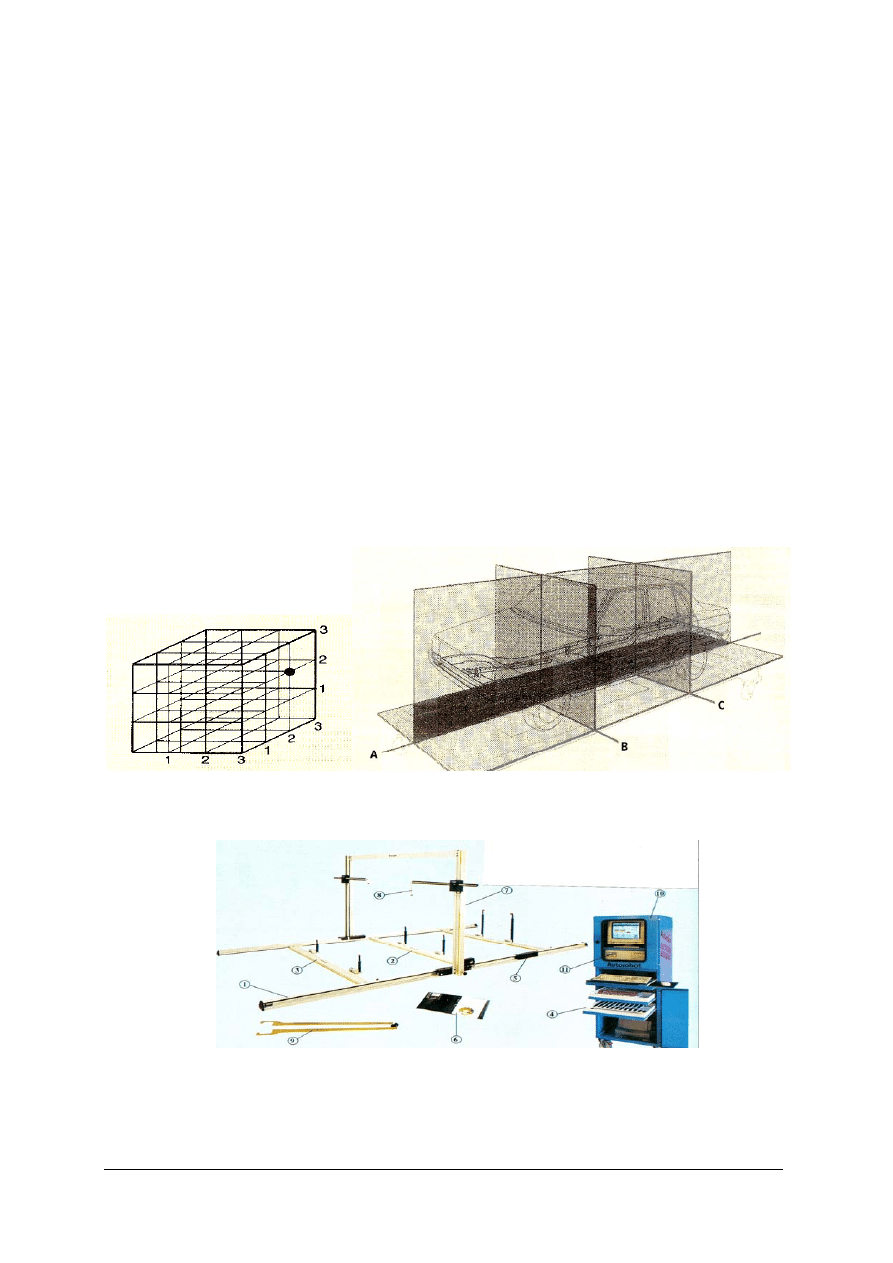
Rys. 3 Elektroniczne urządzenie do pomiaru nadwozia [13]
1-listwa wzdłużna, 2-mostek pomiarowy mech.
3-mostek pomiarowy elektron. 4-końcówki pomiarowe 5-osłona,
6-oprogramowanie, 7-brama pomiarowa, 8-belka pomiarowa poprzeczna,
9-wspornik listwy wzdł. 10,11- komputer.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Dla każdego modelu nadwozia producent podaje zestaw punków charakterystycznych
tworząc kartę pomiarową (rys.4); karta pomiarowa jest graficznym przedstawieniem punktów
kontrolnych nadwozia, ich odległości od płaszczyzn pomocniczych oraz propozycją końcówek
pomiarowych do danego punktu. Na rynku można wyróżnić wiele różnorodnych urządzeń
pomiarowych do wykonywania pomiarów nadwozi, rys. 3 przedstawia przykład elektronicznego
urządzenia pomiarowego sprzężonego z komputerem.
Rys. 4 Karta pomiarowa – przykład [12]
4.1.1.3. Wykonanie częściowego demontażu oraz przeprowadzenie rozmowy z klientem
Dokonując wyboru metody naprawy niejednokrotnie zachodzi konieczność wykonania
częściowego demontażu oraz przeprowadzenie rozmowy z klientem. Częściowy demontaż
elementów nadwozia oraz wybranych elementów podwozia ma na celu uściślenie rozmiarów
uszkodzenia, które nie zawsze muszą być widoczne z zewnątrz samochodu.
Doświadczony diagnosta – blacharz samochodowy powinien przeprowadzić także rozmowę
z klientem rozumianym jako właścicielem samochodu, bowiem to właściciel samochodu
w ostateczności decyduje o zakresie naprawy ponosząc jego koszty.
uwaga: podczas naprawy samochodu ubezpieczonego ważnym czynnikiem jest
dokumentacja sporządzona przez ubezpieczyciela, która określa zakres naprawy i zakres
odpowiedzialności ubezpieczyciela.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Podczas rozmowy z klientem należy:
−
uzyskać informacje o okolicznościach wystąpienia uszkodzenia,
−
ustalić z klientem rodzaj i jakość wymienianych elementów nadwozia i części,
−
zaproponować sposób naprawy oraz wynikające z tego konsekwencje finansowe,
−
zwrócić klientowi uwagę na wpływ rodzaju i zakresu naprawy (w tym jakość elementów
wymiennych) na warunki eksploatacji samochodu po naprawie, bowiem sposób naprawy
może mieć pozytywne, ale i negatywne skutki podczas późniejszej eksploatacji samochodu.
4.1.1.4. Wybór metody naprawy
Zanim blacharz samochodowy przystąpi do prac naprawczych powinien zdecydować się
jaką metodą, daną naprawę wykona, bowiem wybór metody ma decydujące znaczenie dla
wszystkich dalszych jego poczynań.. Wprawdzie nie każdy blacharz musi taką decyzję
podejmować, niejednokrotnie tę decyzję podejmuje za niego jego przełożony, ale każdy dobry
fachowiec powinien wiedzieć, dlaczego właśnie ta metoda naprawy jest najlepsza.
Dokonując wyboru metody naprawy blacharz samochodowy powinien umieć odpowiedzieć
sobie na kilka ważnych pytań, mówiąc inaczej powinien ustalić kryteria wyboru. Jakie zatem
kryteria decydują o wyborze właśnie tej a nie innej metody naprawy nadwozia
samochodowego?; można tu wymienić kilka ważnych kryteriów:
−
kryterium techniczne,
−
kryterium ekonomiczne,
−
kryterium organizacyjne.
Wśród kryteriów technicznych wyboru metody naprawy nadwozia można wymienić:
−
ogólny stan techniczny naprawianego samochodu,
−
ocena stanu technicznego naprawianego nadwozia.
Każdy samochód posiada swoją specyfikę konstrukcyjną, jego nadwozie zbudowane jest
w określony sposób, konstrukcja nośna jest określonego typu i rodzaju, posiada określone
połączenia elementów, co narzuca niejednokrotnie technologię naprawy. Ważnym czynnikiem
jest rok produkcji samochodu oraz warunki dotychczasowej eksploatacji samochodu.
Decydujące znaczenie ma jednak ocena stanu technicznego uszkodzonego nadwozia wykonana
zgodnie ze wskazówkami zawartymi w pkt. 4.1.1.2.
Kryterium ekonomiczne wyboru sposobu naprawy musi wziąć pod uwagę koszty naprawy.
W przypadku klienta indywidualnego jego zdanie będzie się bardzo liczyło, to on będzie
decydował, jakie części i elementy zostaną użyte do naprawy: oryginalne, czy zastępcze. Zakres
naprawy określa wielkość robocizny, która może być bardzo zróżnicowana. Dlatego też
omawiając z klientem sposób naprawy należy przedstawić również konsekwencje finansowe
konkretnego rozwiązania.
Kryterium organizacyjne określa warunki naprawy dla konkretnego warsztatu blacharskiego;
wyposażenie tego warsztatu, stopień specjalizacji i kompetencji pracowników, organizacja pracy
oraz uprawnienia jakie posiada warsztat przy wyborze metody naprawy.
Organizacja warsztatu blacharskiego była przedmiotem nauki w jednostce modułowej O1.03 -
przygotowanie samochodu do naprawy nadwozia, tutaj zostanie jedynie przypomniane
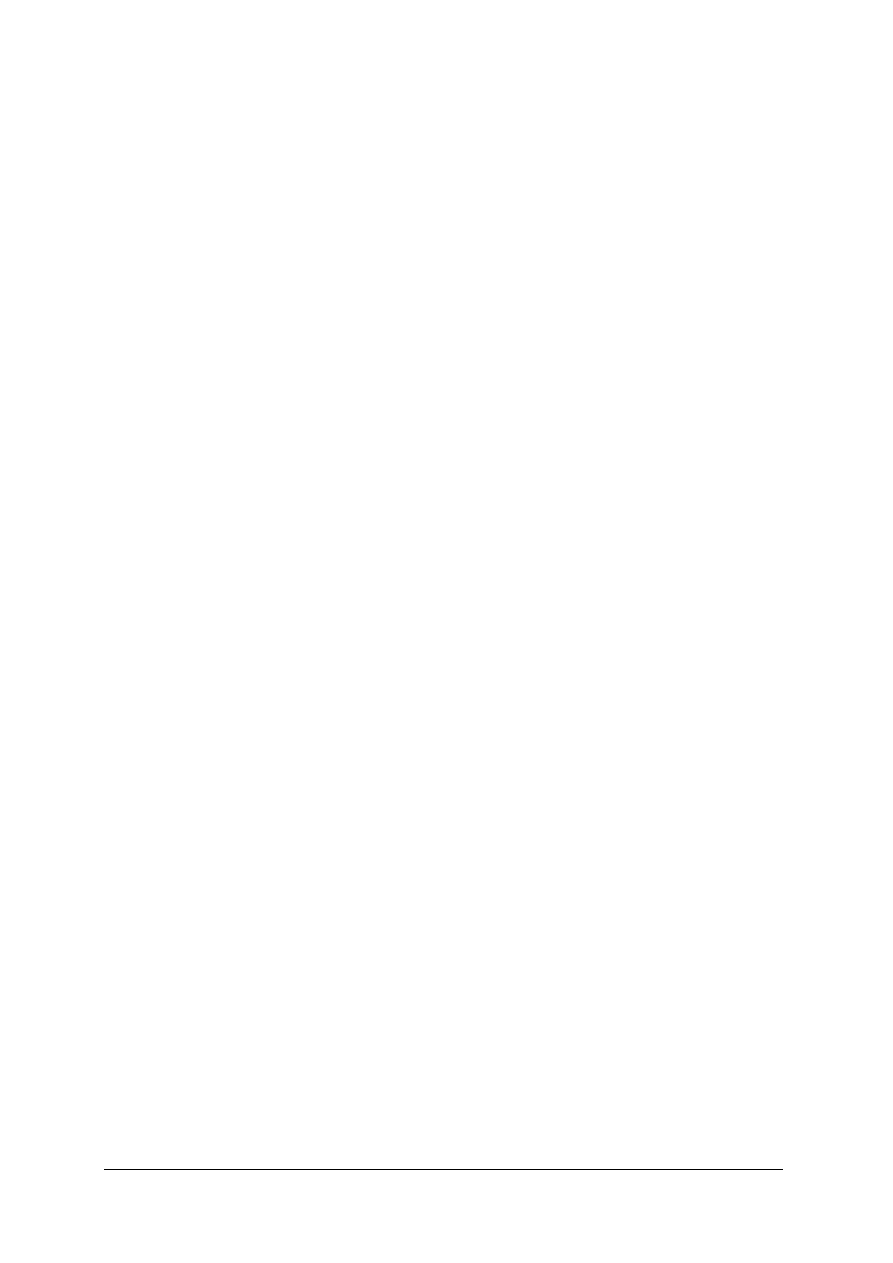
zagospodarowanie typowego warsztatu blacharskiego do napraw samochodów osobowych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Rys. 5 Przykład warsztatu blacharskiego [8, s. 120]
1 – stół blacharski, 2 – nożyce elektryczne przewoźne, 3 – płyta blacharska, 4 – stół spawalniczy z odsysaczem,
5 – aparat do spawania w osłonie CO
2
do blach cienkich, 6 – zgrzewarka punkowa, 7 – spawarka elektryczna
wirowa, 8 – wózek ze sprzętem do spawania, 9 – uniwersalna rama do prostowania nadwozi, 10 – stół ślusarski,
11 – szafka, 12 – parawan (ekran), 13 – wózek na elementy blach, 14 – regał, wózek do przesuwania samochodów,
A – prowadnice do kotwienia cięgien ramy do prostowania nadwozi.
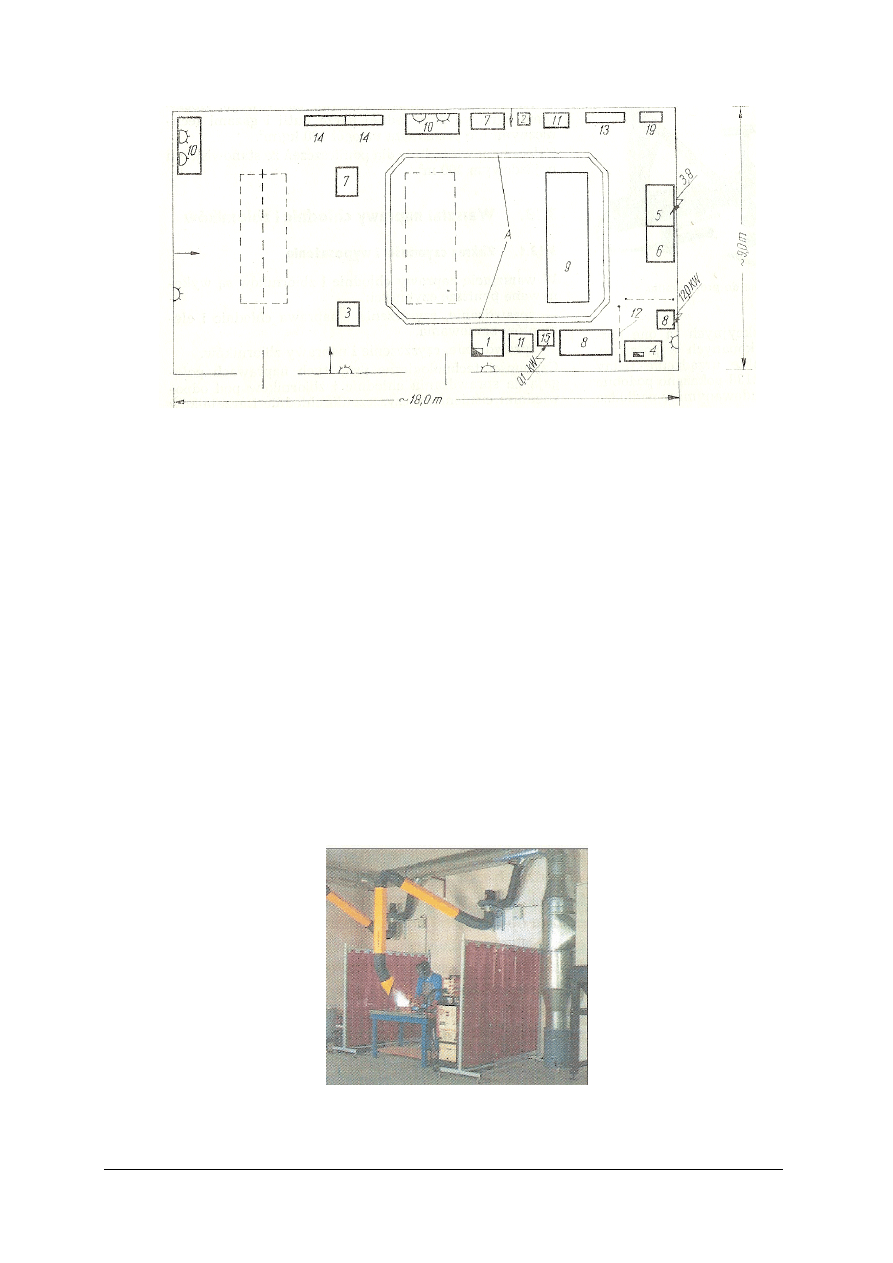
Podczas operacji naprawczych wymiany elementów nadwozia dominującą grupą czynności
jest spawanie i zgrzewanie, dlatego też należy zorganizować i zabezpieczyć stanowisko do
spawania i zgrzewania wyposażone w:
−
stół spawalniczy z uchwytami do mocowania elementów z blach,
−
wieszak do bezpiecznego odkładania uchwytu spawalniczego,
−
dywanik izolacyjny dielektryczny,
−
stołek z regulowaną wysokością siedziska,
−
źródło prądu spawania i zgrzewania z osprzętem,
−
urządzenia wentylacji stanowiskowej,
−
pojemnik na odpadki,
−
narzędzia ślusarskie pomocnicze przy spawaniu i zgrzewaniu,
−
szafkę narzędziową,
−
maszyny i urządzenia z osprzętem do spawania w osłonie gazów oraz do zgrzewania blach
cienkich,
−
zestaw środków ochrony indywidualnej.
Rys. 6 Przykład stanowiska pracy spawacza [9, s. 176]
Zbiór metod naprawy poprzez wymianę elementów nadwozia można zaliczyć do napraw
średnich, należy tu wyróżnić:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
1. wymianę kompletnych zespołów nadwoziach, np. pokryw, drzwi,
2. wymianę elementów poszycia nadwozia mocowanych rozłącznie, np. błotnik przedni
przykręcany,
3. wymianę kompletnych wytłoczek nadwozia mocowanych nierozłącznie,
4. naprawę wycinkową części nadwozia,
5. naprawę przez wstawienie łaty blacharskiej,
6. naprawę rozległego zużycia korozyjnego, w tym konieczność wykonywania prototypów
elementów wytłoczek.
Ogólne wskazania co do wyboru metody naprawy w ramach wymiany elementów zostały
przedstawione w kolejnych podrozdziałach poradnika.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co powinien zawierać plan działania naprawy nadwozia przez wymianę elementów?
2. Jakie czynniki mają wpływ na wybór metody naprawy?
3. Na czym polegają oględziny zewnętrzne nadwozia?
4. Dlaczego pomiar nadwozia jest tak ważny przy naprawach metodą wymiany elementów?
5. Na czym polega zasada pomiarów kontrolnych nadwozia?
6. Co to jest karta pomiarowa?
7. Jakie elementy powinno zawierać stanowisko do napraw przez wymianę elementów?
4.1.3. Ćwiczenia
Ćwiczenie 1
Analizując dokumentację ubezpieczeniową wypadku samochodowego zaproponuj metodę
naprawy oraz sporządź ramowy plan działania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapisać w punktach, jakie elementy powinien zawierać plan działania podczas naprawy
nadwozia,
2) dokonać analizy dokumentów, szkiców i zdjęć z wypadku samochodowego,
3) zaproponować sposób naprawy, kierując się wykazem napraw zawartych w poradniku,
4) sporządzić ramowy plan działania.
Wyposażenie stanowiska pracy:
−
przykładowe dokumentacje powypadkowe sporządzane przez ubezpieczyciela,
−
materiały piśmienne.
Ćwiczenie 2
Sprawdź wybrane punkty kontrolne nadwozia dokonując pomiaru podłogi nadwozia
samochodu PF 126p.
Sposób wykonania ćwiczenia:
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z kartą pomiarową płyty podłogi samochodu PF 126p,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
2) zapoznać się z budową i obsługą ramy pomiarowo-naprawczej,
3) zamocować samochód na ramie pomiarowej,
4) wykonać pomiary wybranych punktów kontrolnych płyty podłogi samochodu,
5) porównać uzyskane wyniki z kartą pomiarową.
Wyposażenie stanowiska pracy:
− fabryczna karta pomiarowa płyty podłogi samochodu PF 126p,
− urządzenie pomiarowe do pomiaru nadwozia z oprzyrządowaniem,
− komplet narzędzi monterskich,
− materiały piśmienne.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) sporządzić plan naprawy?
2) zinterpretować informacje zawarte w karcie pomiarowej nadwozia?
3) wykonać pomiar punktów kontrolnych nadwozia?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
4.2. Technologia naprawy kompletnych zespołów nadwozia
4.2.1. Materiał nauczania
4.2.1.1. Wymiana elementów nadwozia mocowanych rozłącznie
Współczesne nadwozia samochodowe posiadają wiele zespołów i elementów, które mocuje
się do konstrukcji nośnej nadwozia połączeniami rozłącznymi, najczęściej śrubowymi. Do tych
elementów zalicza się:
−
poszycia zewnętrzne,
−
pokrywy,
−
zewnętrzne i wewnętrzne elementy wyposażenia,
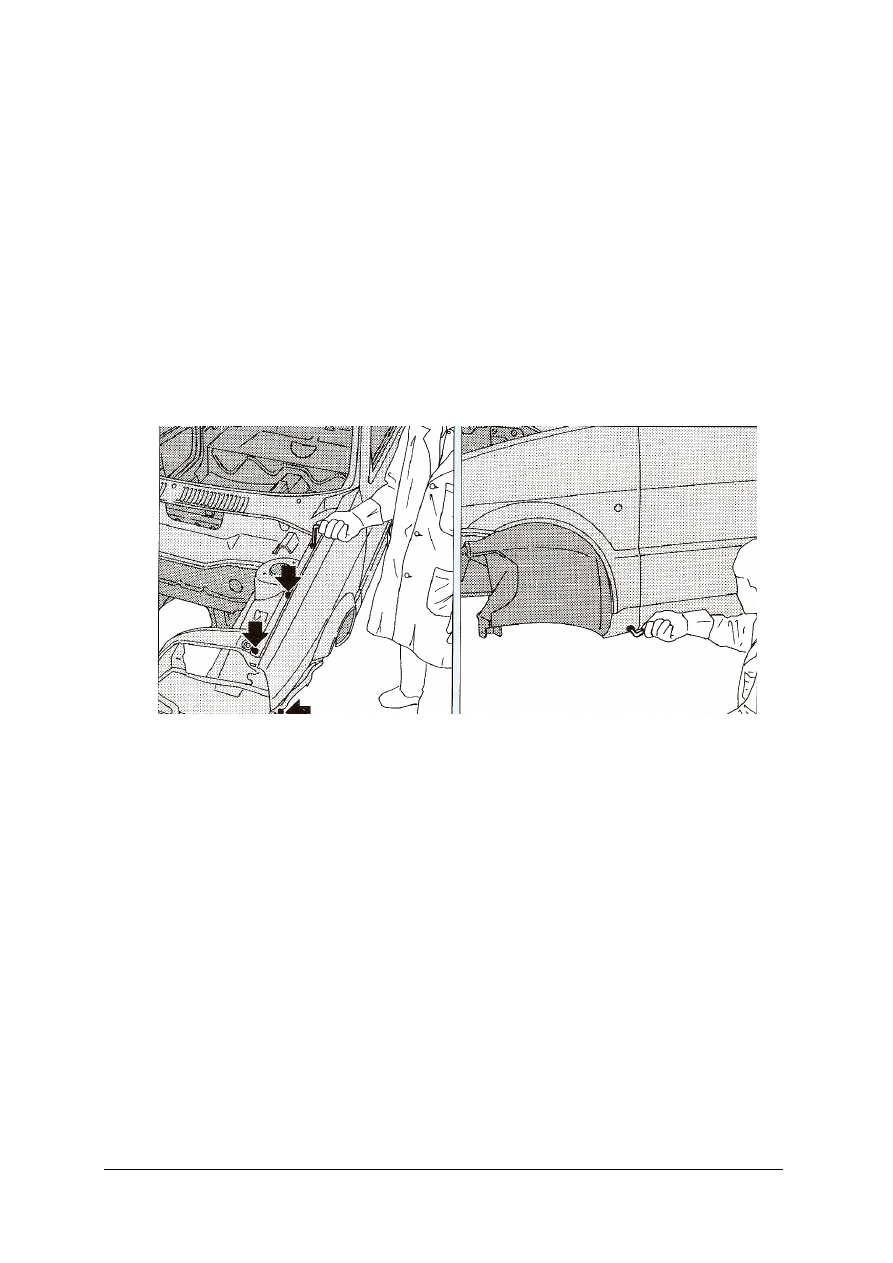
Wśród poszyć zewnętrznych można wyróżnić błotniki przednie, które w większości
współczesnych samochodów osobowych są przykręcane wkrętami (rys. 7). Pokrywy to przede
wszystkim pokrywa silnika i bagażnika, a także drzwi samochodu.
Rys. 7 Błotnik przedni mocowany rozłącznie [12], strzałki wskazują wkręty mocujące.
Naprawa zespołu lub elementu mocowanego do nadwozia rozłącznie polega na jego
wymianie. Na technologię wymiany składają się czynności:
zlokalizowanie połączeń rozłącznych,
−
demontaż,
−
montaż z uszczelnieniem,
−
regulacja.
Lokalizacja połączeń polega na ich odsłonięciu korzystając z dokumentacji naprawczej.
Demontaż połączeń śrubowych wykonuje się z reguły uniwersalnymi narzędziami monterskimi.
Podczas montażu należy zachować prawidłowe momenty dokręcania oraz jeśli jest to konieczne
uszczelnić obszar łączenia (o uszczelnianiu połączeń dowiecie się więcej w pkt. 4.2.1.2).
Jeśli element wymienny ma możliwość regulacji należy dokonać niezbędnych czynności
regulacyjnych zgodnie z dokumentacją naprawczą.
Naprawy blacharskie poprzez wymianę całych elementów mocowanych rozłącznie należą do
najprostszych i nie zawsze wykonują je blacharze.
4.2.1.2. Naprawa kompletnych wytłoczek mocowanych nierozłącznie
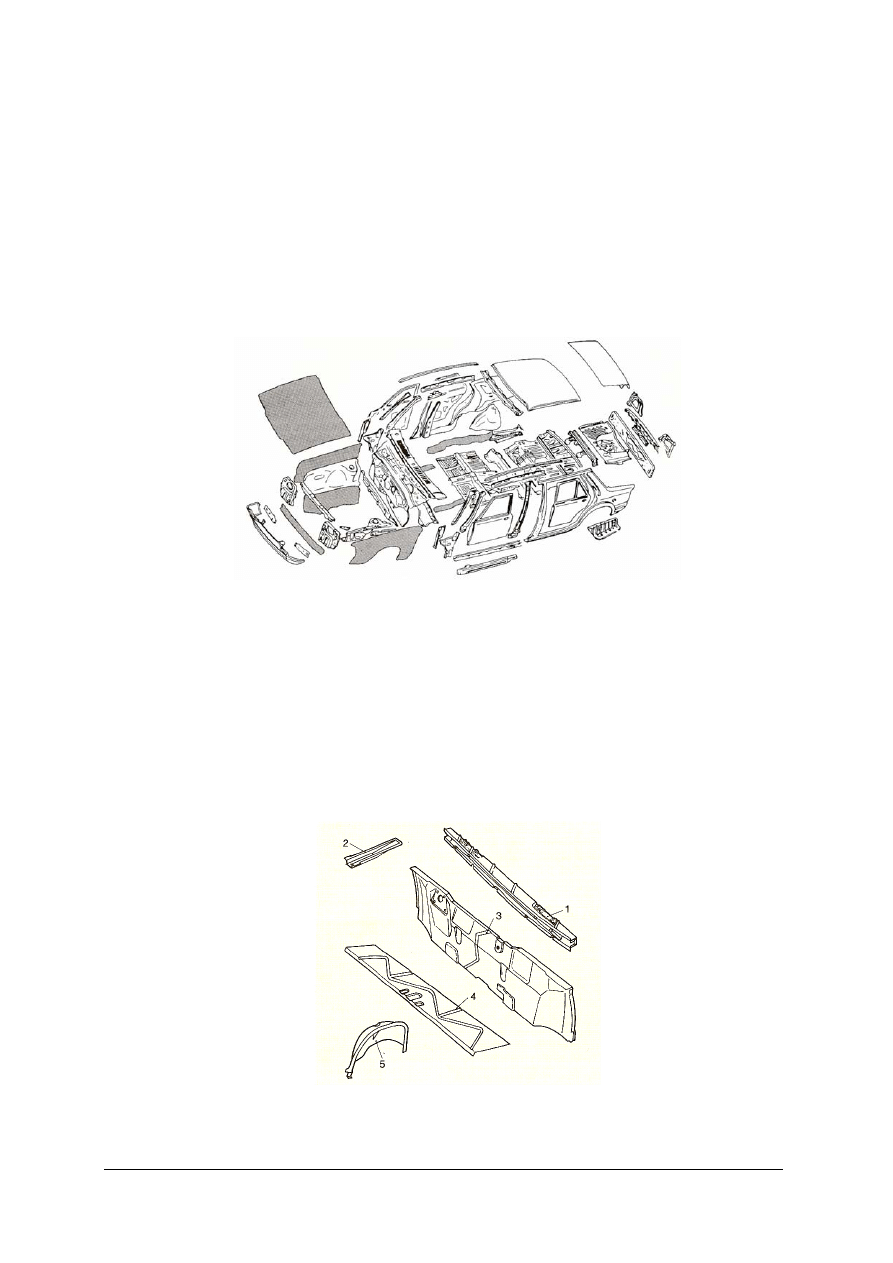
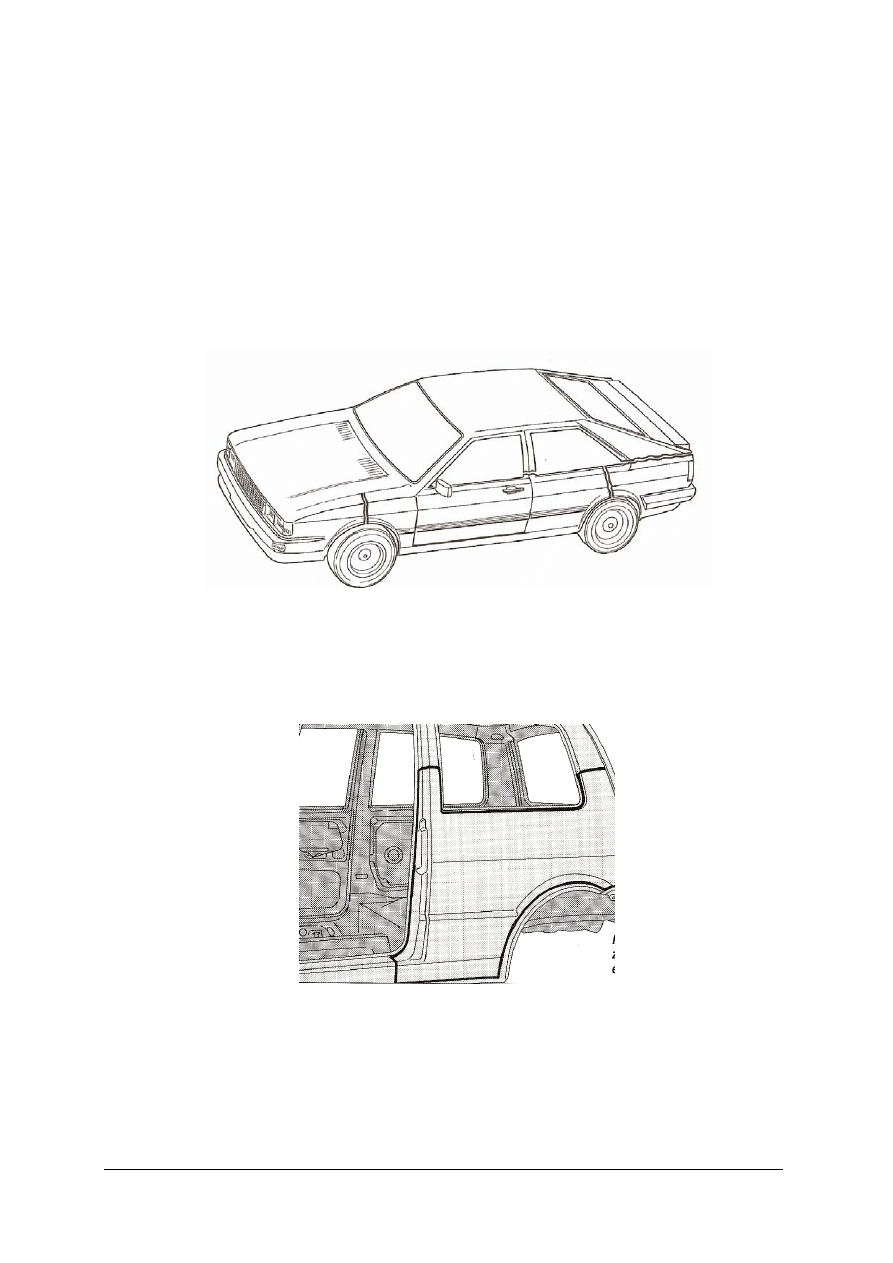
Współczesne nadwozia samonośne wykonywane są z wielkiej liczby wytłoczek (rys. 8),
z których zdecydowana większość łączona jest metodą zgrzewania punktowego, czyli
nierozłącznie. W przypadku, gdy obszar uszkodzenia dotyczy całej wytłoczki, uzasadniona jest
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
naprawa metodą wymiany całej wytłoczki i zastąpienia jej nową. Metodę tę stosuje się także
w przypadkach, gdy obszar uszkodzenia po naprawie nie może zmienić swej sztywności a także,
gdy technologia usunięcia uszkodzonej wytłoczki jest łatwa i nie pracochłonna. Ważnym
czynnikiem jest także dostępność wytłoczek naprawczych.
Naprawa tą metodą obejmuje:
−
zlokalizowanie wszystkich zgrzein mocujących wytłoczkę,
−
usunięcie zgrzein,
−
oczyszczenie wewnętrznego obszaru łączenia nie uszkodzonej wytłoczki,
−
przygotowanie obszaru łączenia wytłoczek,
−
dopasowanie i łączenie wytłoczek,
−
wykończenie połączenia po naprawie.
Rys. 8 Budowa nadwozia samonośnego [12], elementy ciemne łączone rozłącznie,
pozostałe metodą zgrzewania punktowego.
Przykłady tzw. kompletów naprawczych, czyli części zamiennych do wymiany w nadwoziu
przedstawiono na rys. 9.
Zlokalizowanie i usunięcie zgrzein
Aby zlokalizować zgrzeiny wytłoczki, którą należy wymienić trzeba zdemontować przede
wszystkim zewnętrzne i wewnętrzne elementy wyposażenia, tak by był swobodny dostęp do
blach nadwozia. Konieczna jest analiza dokumentacji naprawczej, w której określa się
usytuowanie zgrzein, ewentualnie spoin (rys.10) Zasady przygotowania samochodu do napraw
blacharskich omówione zostały w jednostce modułowej O1.03 –
przygotowanie samochodu do naprawy nadwozia
Rys. 9 Komplet naprawczy [12] 1 - belka przednia, 2 – wzmocnienie płyty podłogowej,
3 – przegroda czołowa, 4 – podłoga bagażnika, 5 – nadkole.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Jeszcze do niedawna usuwanie zgrzein odbywało się przez przecinanie połączenia
przecinakiem ręcznym lub mechanicznym, co sprawiało, że operacja ta była czasochłonna oraz
jakość jej była niezadowalająca; blachy ulegały odkształceniom, dziurawieniem lub rozerwaniu
krawędzi.
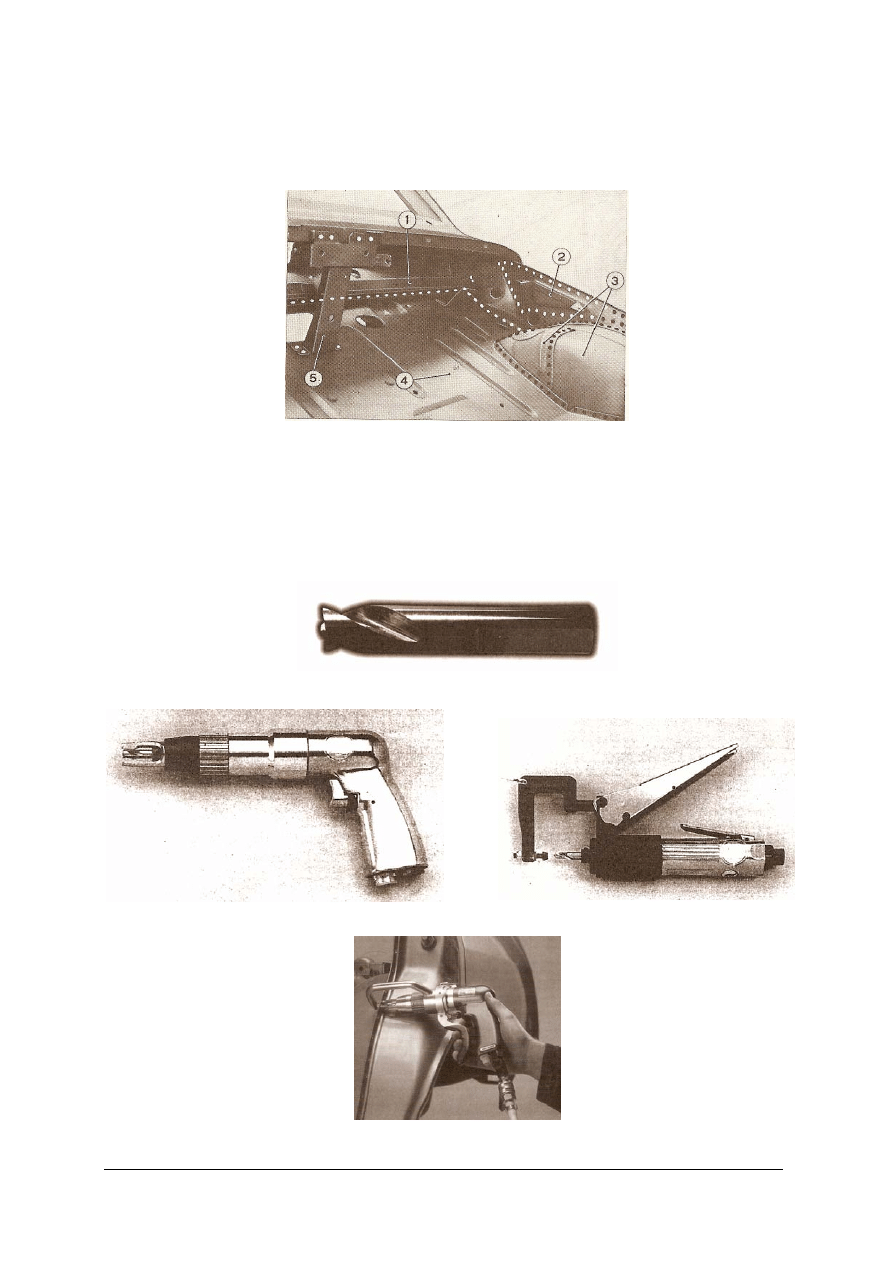
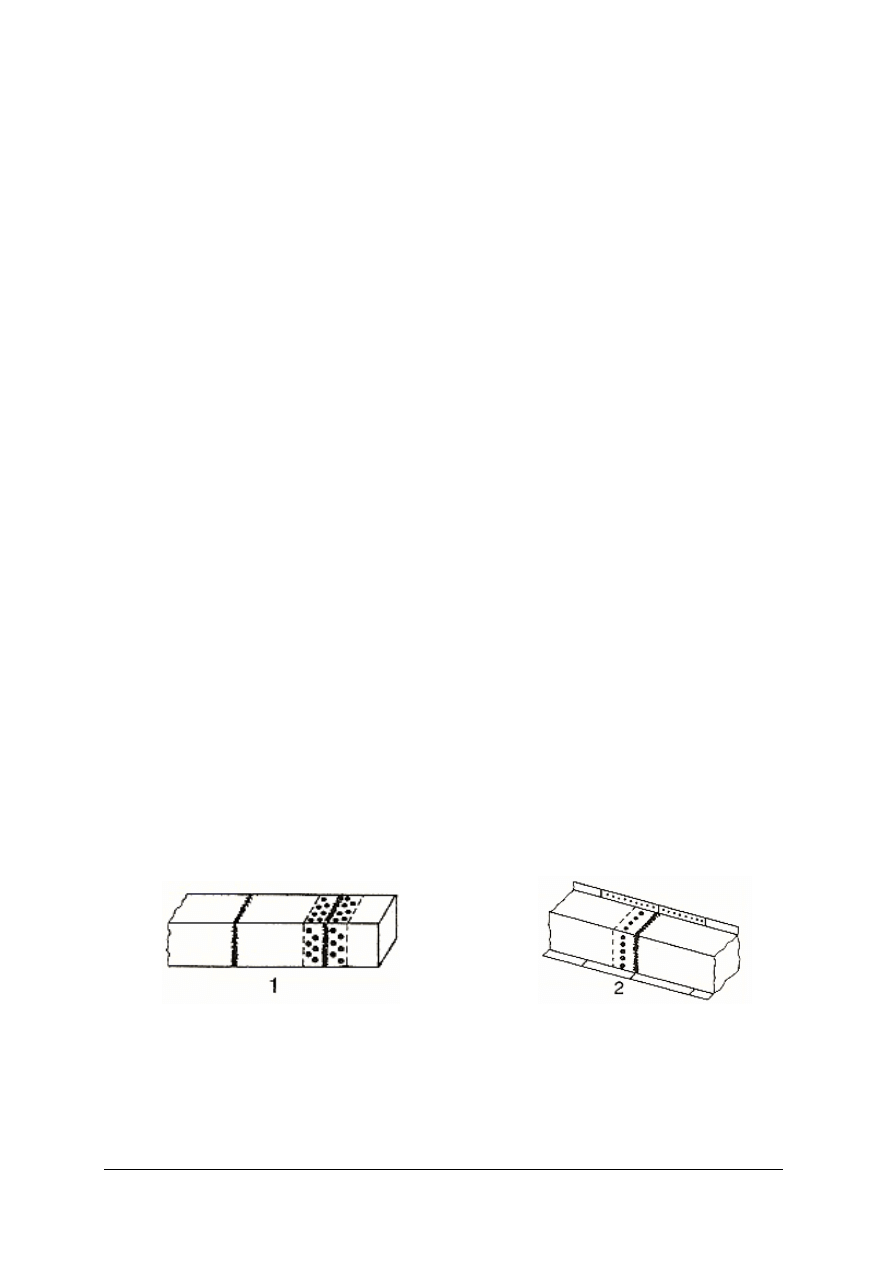
Rys. 10 Rozmieszczenie zgrzein w nadwoziu [2] białe kropki wskazują zgrzeiny, cyfry – wytłoczki.
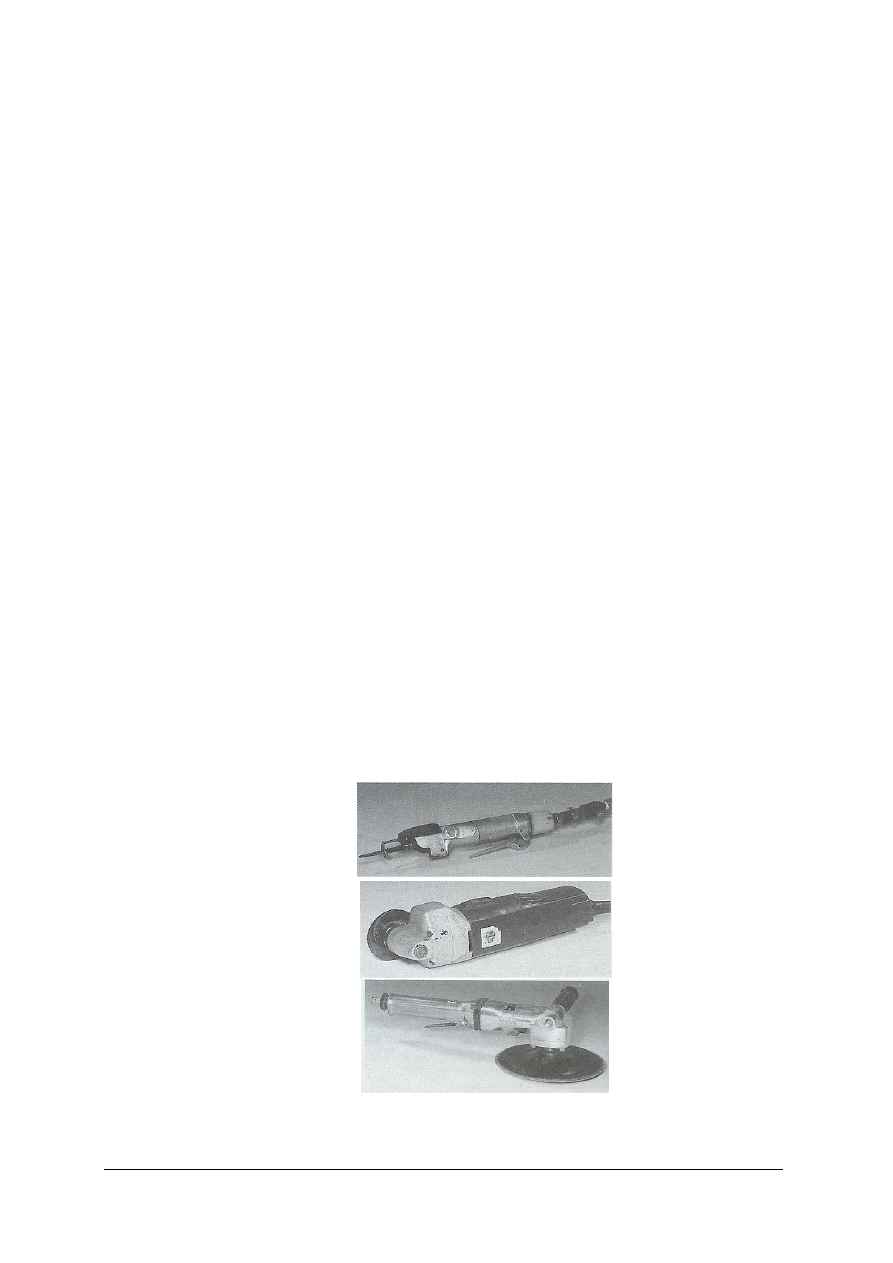
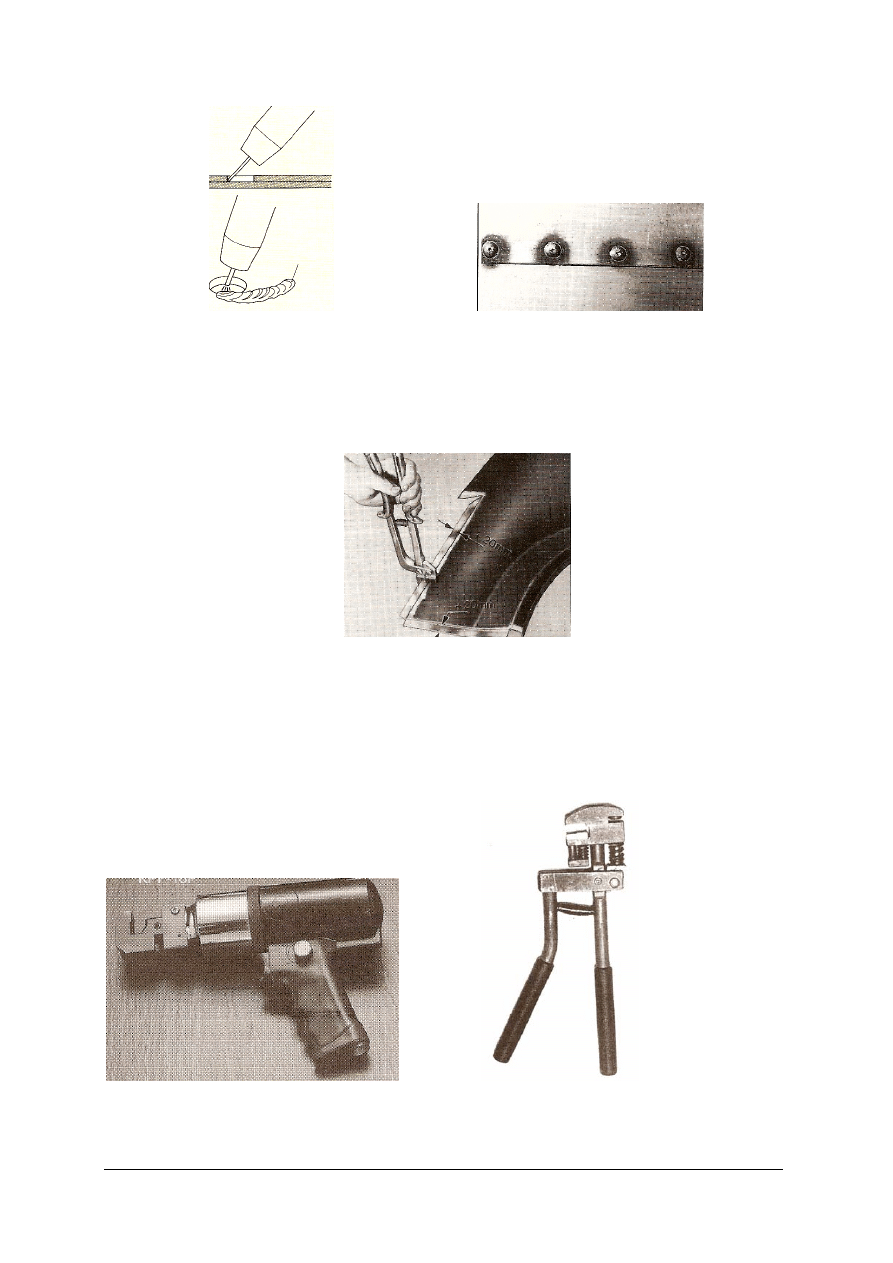
We współczesnych naprawach stosuje się narzędzia specjalistyczne do usuwania zgrzein,
bardzo popularnym narzędziem jest frezarka do zgrzein wykonywana w dwóch odmianach: z
ramką (rys. 12b) i bez ramki (rys.12a)
Wraz z frezarką do zgrzein należy zastosować specjalistyczny frez o średnicy odpowiadającej
średnicy zgrzeiny. Przykład frezu do usuwania zgrzein przedstawia rysunek 11 a sposób pracy
frezarki rys. 13.
Rys. 11 Frez do zgrzein [14]
a) b)
Rys. 12 Frezarka do zgrzein z napędem pneumatycznym [14] a) bez ramki, b) z ramką
Rys. 13 Usuwanie zgrzein [12]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Oczyszczenie obszaru łączenia
Po usunięciu uszkodzonej wytłoczki należy oczyścić i wyrównać obszar łączenia wytłoczki
nieuszkodzonej. Szczególnie ważne jest, by oszlifować powierzchnię łączenia usuwając
pozostałości po zgrzeinach oraz usunąć środek antykorozyjny i uszczelniający. Po oczyszczeniu
powierzchnia łączenia powinna być gładka i czysta. Do usuwania środka antykorozyjnego
i resztek środka uszczelniającego należy stosować metody i narzędzia opisane w jednostce
modułowej Z1.02 – wykonywanie operacji cięcia blachy.
Wyrównanie i wygładzenie powierzchni pod połączenie zgrzewane najlepiej wykonać szlifierką
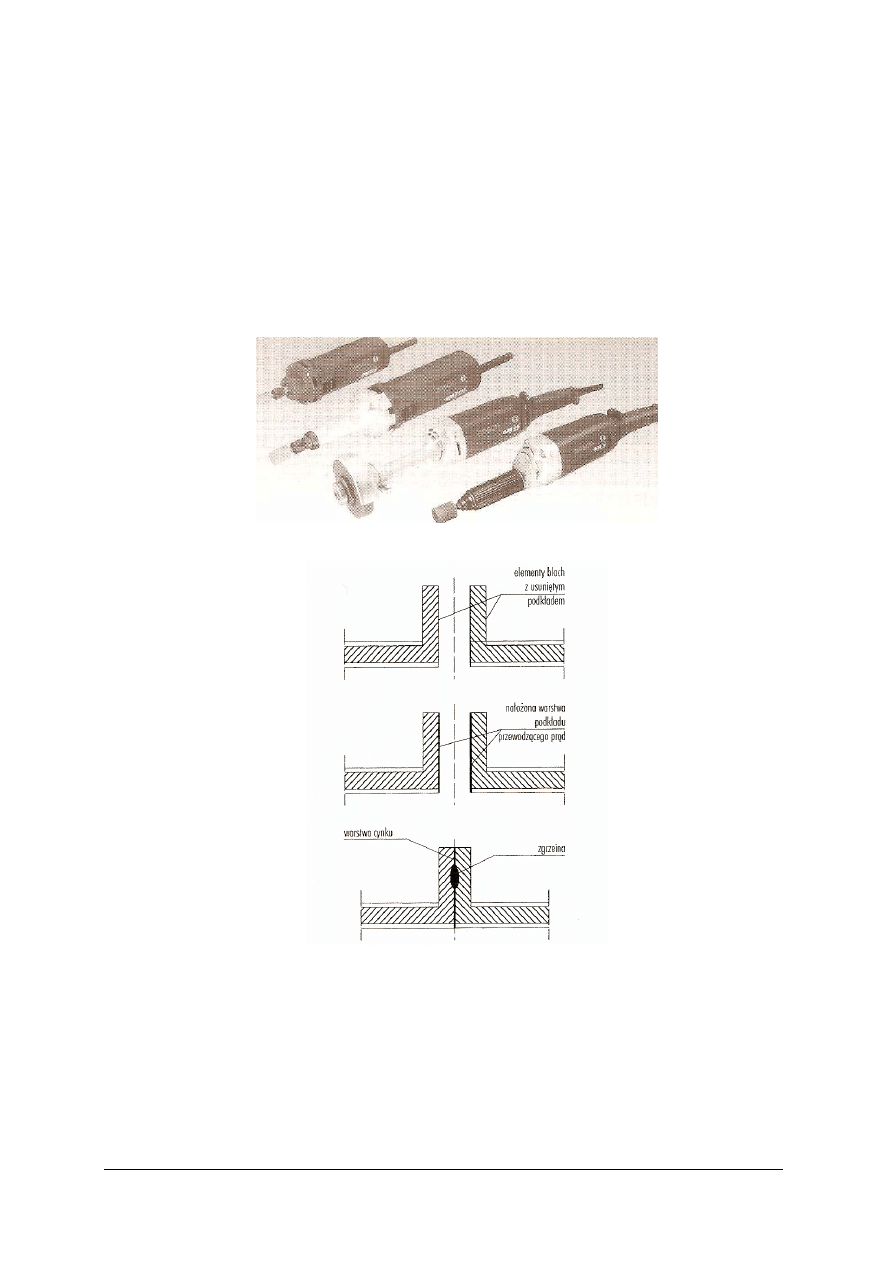
osiową (rys.14). Producenci sprzętu naprawczego oferują dużą różnorodność szlifierek
osiowych, zarówno napędzanych elektrycznie, jak i pneumatycznie oraz akumulatorowe.
Rys. 14 Szlifierki osiowe [12]
Rys. 15 Schemat zabezpieczania wytłoczek przed połączeniem [13, s. 27]
Przygotowanie obszaru łączenia wytłoczek
Przed wmontowaniem i zgrzewaniem punktowym kompletnych wytłoczek naprawczych
należy wewnętrzne powierzchnie miejsca łączenia zabezpieczyć antykorozyjnie. Czynność ta ma
decydujące znaczenie dla jakości całej naprawy blacharskiej. Zgrzanie niezabezpieczonych
blach nadwozia powoduje wystąpienie ognisk korozji już po kliku tygodniach mimo najlepszych
chęci lakiernika. Dodatkowym wymogiem jest, by środek antykorozyjny przewodził prąd
elektryczny, jest to warunek konieczny podczas oporowego zgrzewania punktowego. Schemat
takiego zabezpieczenie przedstawia rysunek 15.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Rysunek górny przedstawia dwa elementy blaszane, z których usunięto stary podkład
malarski, środkowy pokazuje miejsca nałożenia preparatu antykorozyjnego przewodzącego prąd
elektryczny, zaś dolny wykonaną i zabezpieczoną zgrzeinę. Skutecznym i wygodnym w użyciu
środkiem antykorozyjnym przewodzącym prąd jest dziś preparat cynkowy w aerozolu.
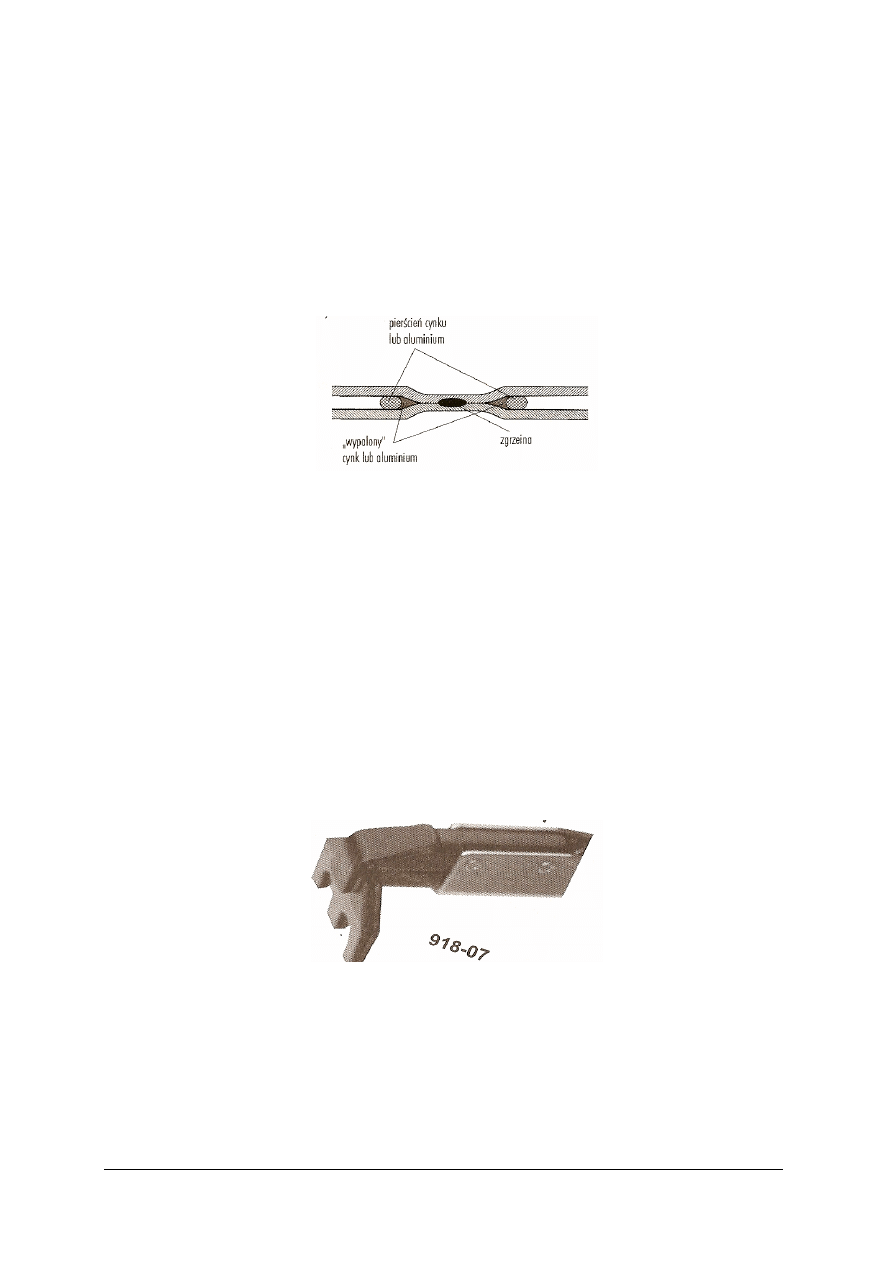
Na rysunku 16 pokazano w powiększeniu zgrzeinę blacharską zabezpieczoną antykorozyjnie.
Dopasowanie i łączenie wytłoczek
Nowa wytłoczka powinna pasować w naprawiane miejsce bez dodatkowych zabiegów. Jeśli
nowa wytłoczka wymaga niewielkiego, kosmetycznego dopasowania należy ją stopniowo
docinać stosując sczepy montażowe lub jeśli to możliwe stosując szczypce do klamrowania.
Rys. 16 Zgrzeina punktowa zabezpieczona cynkiem [13, s. 27]
W przypadku dużych różnic należy sądzić, że konstrukcja nośna nadwozia uległa
zdeformowaniu i wymaga prostowania; nie należy wówczas kontynuować pracy tylko nadwozie
wyprostować. Zasady prostowania konstrukcji nośnej nadwozia będą przedmiotem nauki w
jednostce modułowej Z2.03 – wykonywanie kompleksowych napraw nadwozia.
Przed połączeniem elementów należy:
−
stępić krawędzie blach,
−
pokryć preparatem przewodzącym prąd elektryczny wewnętrzne powierzchnie obszaru
łączenia,
−
ustalić elementy łączone względem siebie.
Oszlifowanie krawędzi blach wykonuje się typowymi narzędziami do ręcznej obróbki
skrawaniem, o których uczyliście się w jednostce modułowej Z1.01 – wykonywanie operacji
obróbki skrawaniem.
Krycie preparatem przewodzącym prąd elektryczny omówiono powyżej.
Ustalanie zgrzewanych elementów najwygodniej wykonać posługując się szczypcami osiowymi,
takimi jak np. na rys. 17.
Rys. 17 Przykład szczypiec specjalistycznych do klamrowania połączeń zakładkowych przed zgrzewaniem [13]
(liczba na rysunku jest numerem katalogowym szczypiec)
Podczas łączenia należy przestrzegać warunków technologicznych zgrzewania punktowego
dla danej metody i rodzaju narzędzia przestrzegając ponadto zasady, by zgrzeiny wykonywać
pomiędzy zgrzeinami z przed naprawy; wykonywanie zgrzein w miejscu „starych’ zgrzein jest
niedopuszczalne. Jakość zgrzewania punktowego oporowego zależy od:
−
natężenia prądu,
−
siły docisku,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
−
czasu zgrzewania,
−
wymiarów i kształtu części roboczej elektrod zgrzewarki,
−
a ponadto od:
−
rozmieszczenia zgrzein.
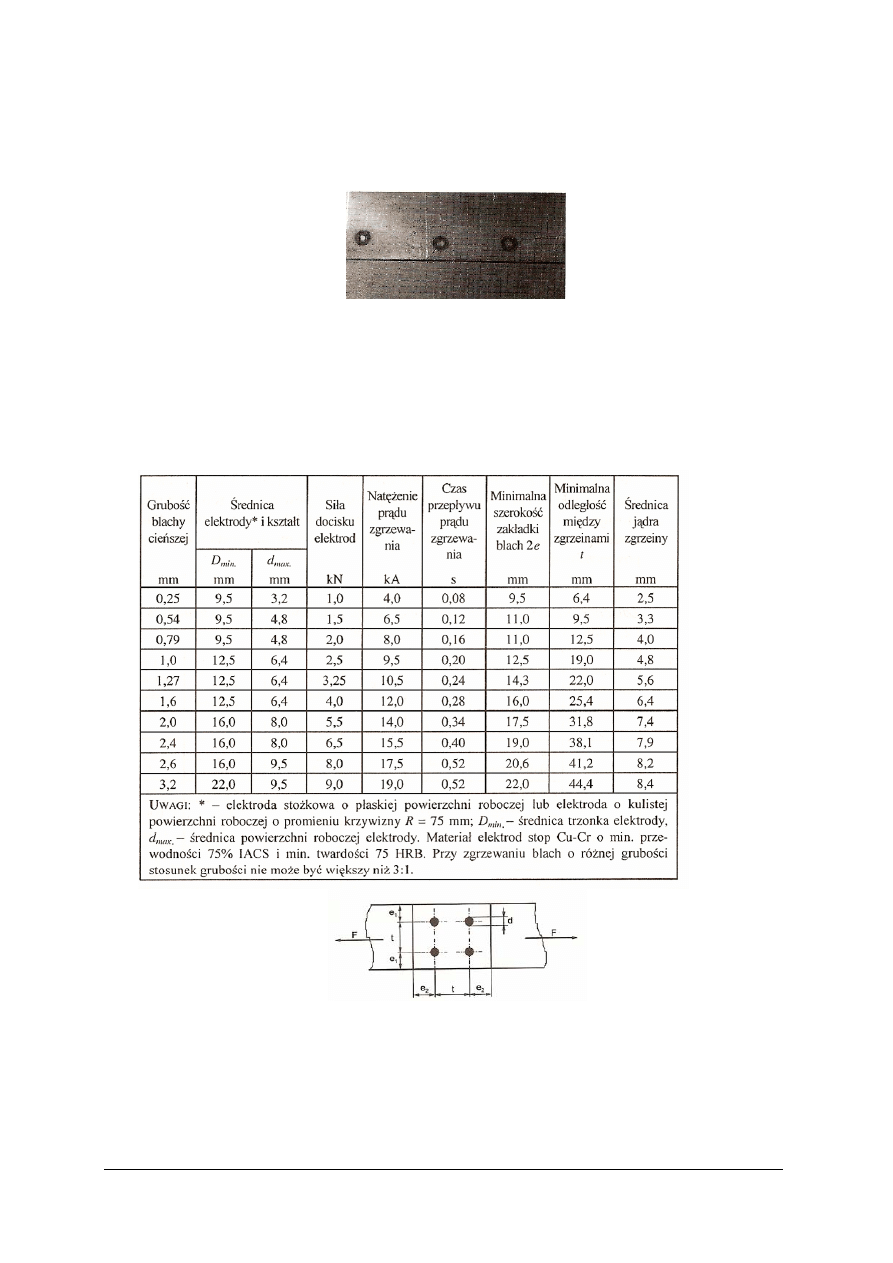
Rys. 18 Ilustracja zgrzein punktowych [12]
Podczas zgrzewania należy ściśle przestrzegać parametrów zgrzewania ustalonych przez
producenta zgrzewarki, w tabeli 1 oraz na rys. 19 przedstawiono przykłady wartości liczbowych
parametrów zgrzewania i wymiarów rozmieszczenia zgrzein, natomiast rys. 18 obrazuje typowe
zgrzeiny.
Tabela 1 Parametry zgrzewania punktowego dla blach ze stali niskowęglowej [3, s. 468]
Rys. 19 Zalecane rozmieszczenie zgrzein punktowych dla połączeń rozciąganych (F) [3, s. 471]
t = 3d – 6d, e
1
= e
2
= min 1,0d, d- średnica jądra zgrzeiny
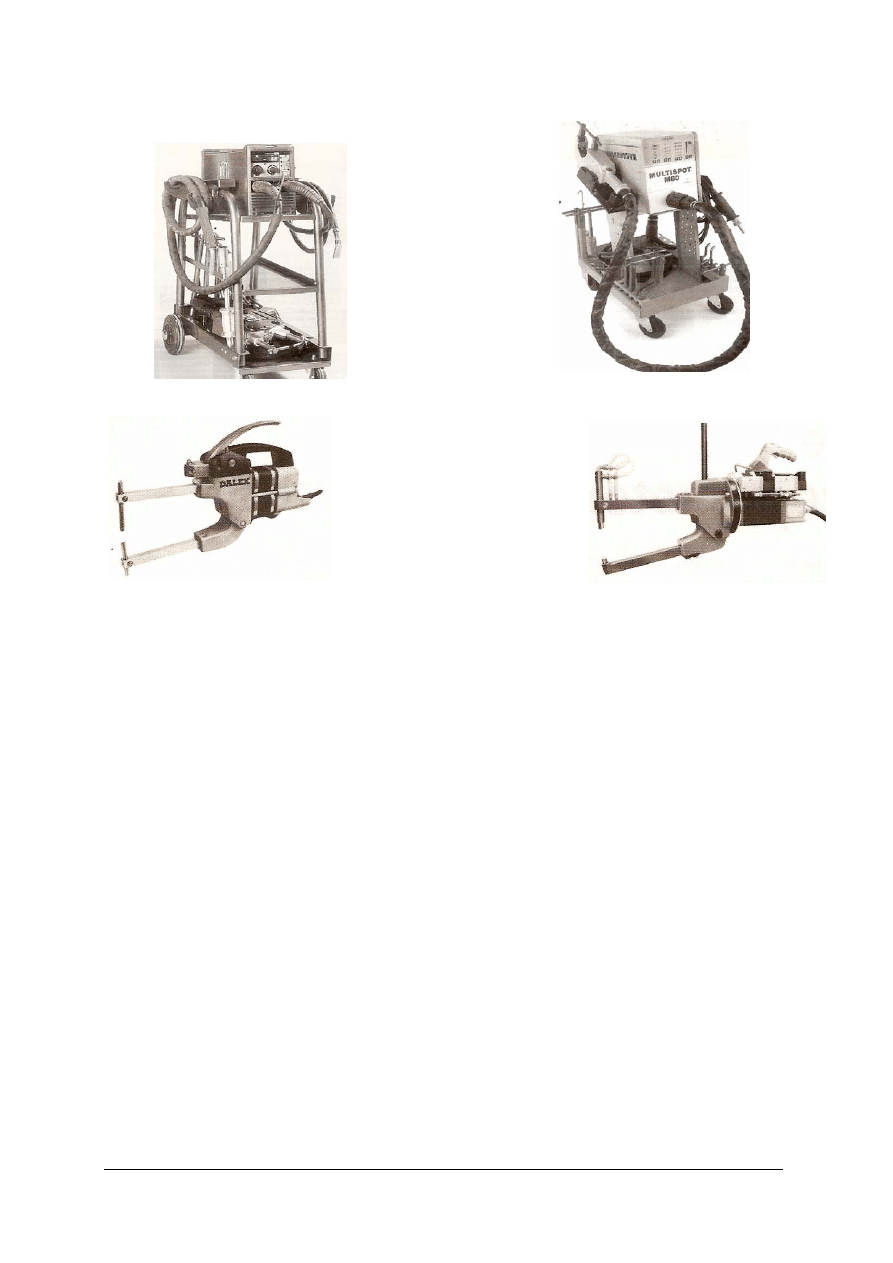
W warunkach warsztatu blacharskiego do zgrzewania punktowego stosuje się
specjalizowane, przejezdne zgrzewarki blacharskie z kompletem kleszczy elektrodowych.
Rysunki 20 oraz 21 przedstawiają przykłady zgrzewarek blacharskich z osprzętem.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Rys. 20. Zgrzewarki blacharskie [12]
Rys. 21 Kleszcze elektrodowe zgrzewarki blacharskiej [12]
O zgrzewaniu uczyliście się ponadto w jednostce modułowej Z1.05 – wykonywanie połączeń
blachy techniką zgrzewania.
Wykończenie połączenia po naprawie
Po wykonaniu operacji łączenia należy:
−
uszczelnić połączenie,
−
zabezpieczyć antykorozyjnie wszystkie „surowe” powierzchnie blach,
−
zabezpieczyć profile zamknięte przed korozją.
Po wykonaniu szeregu zgrzein, pomiędzy punkami łączenia powstają szczeliny, które należy
wypełnić uszczelniaczem. Uszczelnienie łączonych wytłoczek zapobiega drganiom i wygłusza
nadwozie samochodu. W warunkach warsztatu blacharskiego do uszczelniania stosuje się wiele
preparatów:
−
masy kauczukowe,
−
masy poliuretanowe, tzw. masy PUR,
−
masy na bazie modyfikowanych silanów, tzw. masy MS,
−
uszczelnianie cyną,
Masy kauczukowe stosowane są obecnie rzadko ze względu na zawartość rozpuszczalników
organicznych, które to niekorzystnie wpływają na współczesne pokrycia lakiernicze. Najczęściej
stosowane są obecnie masy poliuretanowe, które nie posiadają wad mas kauczukowych oraz są
stosunkowo tanie. Można je nakładać pędzlem oraz pistoletem z dyszą, szybkość schnięcia
zależy od temperatury otoczenia i wilgotności powietrza. Masy PUR są wrażliwe na działanie
promieni słonecznych, dlatego muszą być pokryte lakierem lub zabezpieczone listwą ochronną.
Ich zaletą jest fakt, że lakierowanie można prowadzić jeszcze przed całkowitym utwardzeniem
masy.
Najbardziej nowoczesnymi są masy MS, umożliwiają one zarówno zabezpieczenie
antykorozyjne, jak i uszczelnienie. Są masami ekologicznymi, nie zawierają rozpuszczalników
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
oraz innych szkodliwych substancji. Proces utwardzania odbywa się na skutek wilgoci
powietrza, posiadają bardzo dobrą przyczepność do odtłuszczonej powierzchni blachy, zarówno
surowej, jak i ocynkowanej a także do większości tworzyw sztucznych.
Szczególnym rodzajem uszczelnienia jest pokrycie szczelin i nierówności połączenia ciekłą
cyną; uszczelnienie takie oprócz swej podstawowej funkcji, spełnia rolę środka
antykorozyjnego, daje gładką powierzchnię zastępując szpachlówkę oraz wzmacnia połączenie.
Cynowanie jest odmianą połączeń lutowanych, a o nich uczyliście się w jednostce modułowej
Z1.06 – wykonywanie nietypowych połączeń blachy.
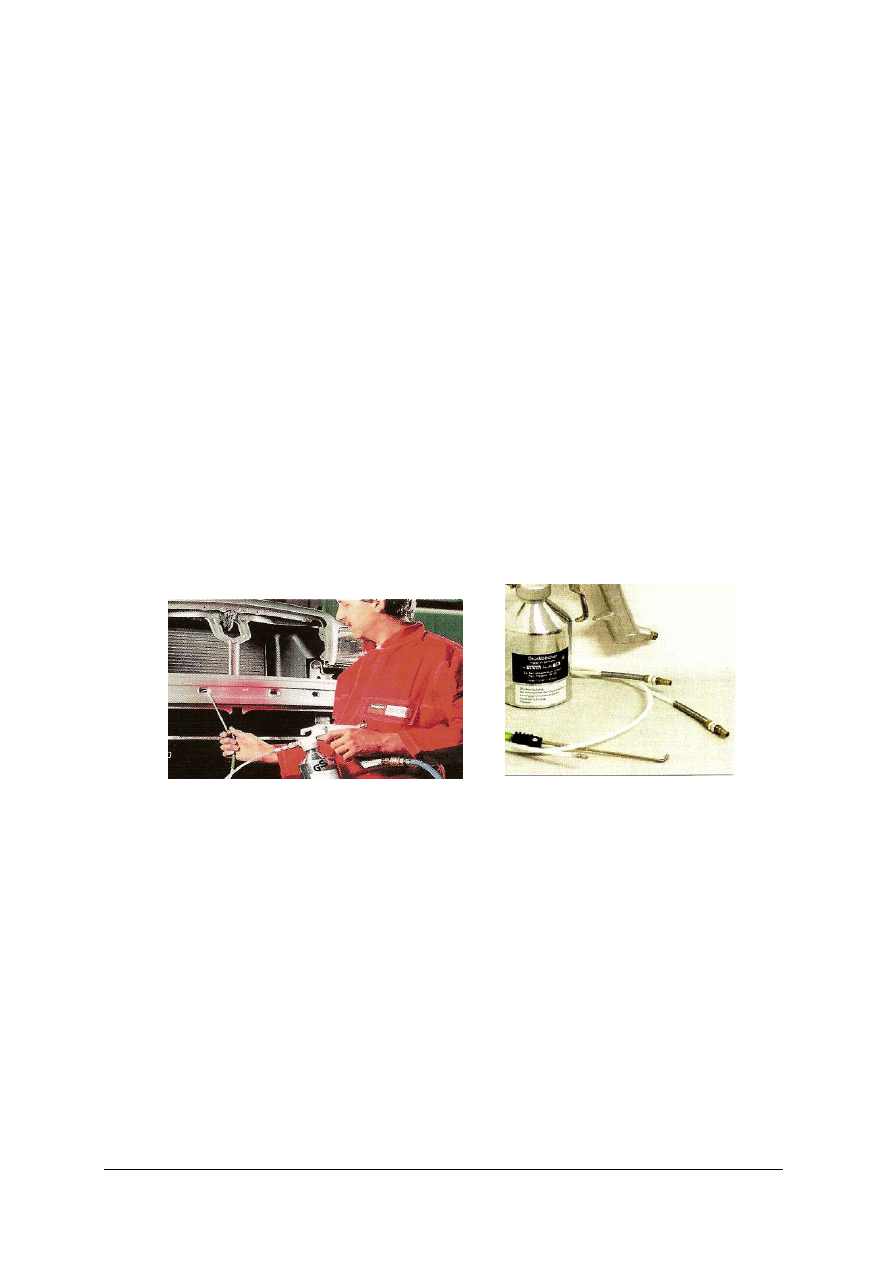
Zabezpieczenie profili zamkniętych
Jeżeli przedmiotem naprawy były wytłoczki w postaci profili zamkniętych, należy je
zakonserwować; służą do tego preparaty woskowe dające się łatwo rozpylić w strumieniu
sprężonego powietrza. Preparaty woskowe wypierają wilgoć, posiadają inhibitory korozji, mają
właściwość wnikania w szczeliny, silnie przylegają do powierzchni blachy, nie starzeją się
z czasem. Rozpylanie preparatu woskowego umożliwia pistolet z kompletem wymiennych dysz
zasilany sprężonym powietrzem. Rysunek 22 przedstawia przykład pistoletu wtryskowego oraz
sposób konserwacji polegający na wprowadzaniu wymiennych końcówek z dyszami do wnętrza
profilu zamkniętego poprzez specjalnie nawiercone otwory.
Wykonywanie konserwacji profili zamkniętych może być przykładem tzw. kultury
technicznej blacharza samochodowego. Zauważcie, że operacja ta jest niewidoczna dla klienta
oraz praktycznie niesprawdzalna; to czy ją wykonacie zależy od Was, od Waszej kultury
technicznej, a ma ona niebagatelne znaczenie dla jakości naprawy blacharskiej. Jeśli jej nie
wykonasz można mieć pewność, że po roku, dwóch ów profil zamknięty skoroduje od wewnątrz.
Rys. 2 Konserwacja profili zamkniętych po naprawie blacharskiej [13, s. 30]
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz przykłady zespołów i elementów nadwozia mocowanych rozłącznie?
2. Jakie są etapy naprawy wytłoczek mocowanych nierozłącznie?
3. Dlaczego do usuwania zgrzein należy stosować specjalistyczną frezarkę?
4. W jakich sytuacjach nie można zastosować frezarki z ramką?
5. Na czym polega przygotowanie obszaru łączenia wytłoczek?
6. Jakie parametry mają wpływ na jakość zgrzewania?
7. Jakie czynności należy wykonać po łączeniu wytłoczek?
8. Która z mas uszczelniających ma najlepsze własności?
9. Dlaczego należy zabezpieczać profile zamknięte?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
4.2.3. Ćwiczenia
Ćwiczenie 1
Dokonaj naprawy pokrywy silnika samochodu PF 126p poprzez jego wymianę.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przygotować środki ochrony osobistej oraz stosować je podczas wykonywania ćwiczenia,
2) zaplanować naprawę wykorzystując dokumentację naprawczą samochodu,
3) przygotować stanowisko pracy,
4) wymontować ze zużytej pokrywy wszystkie elementy i mechanizmy,
5) odłączyć pokrywę od nadwozia,
6) wmontować nową pokrywę,
7) wmontować elementy i mechanizmy wchodzące w skład pokrywy silnika,
8) dokonać czynności regulacyjnych w celu wpasowania pokrywy,
9) uporządkować stanowisko pracy.
Wyposażenie stanowiska pracy:
−
dokumentacja naprawcza samochodu PF 126p,
−
komplet narzędzi monterskich,
−
materiały piśmienne,
−
stanowiska dydaktyczne do wymiany i regulacji pokryw,
−
pokrywa silnika samochodu.
Ćwiczenie 2
Usuń zużyty błotnik przedni samochodu PF 126p metodą frezowania zgrzein.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przygotować środki ochrony osobistej oraz stosować je podczas wykonywania ćwiczenia,
2) zaplanować czynności wykorzystując dokumentację naprawczą samochodu,
3) przygotować stanowisko pracy,
4) zlokalizować wszystkie zgrzeiny mocujące błotnik przedni dokonując częściowego
demontażu przygotowującego naprawę,
5) przygotować zgrzeiny do usunięcia,
6) wymontować błotnik usuwając zgrzeiny frezarką do zgrzein,
7) uporządkować stanowisko pracy.
Wyposażenie stanowiska pracy:
−
materiały piśmienne,
−
dokumentacja naprawcza samochodu PF 126p,
−
komplet narzędzi monterskich,
−
narzędzia blacharskie do szlifowania,
−
frezarka do zgrzein (bez ramki i z ramką),
−
stanowiska dydaktyczne do wykonania ćwiczenia (rzeczywisty samochód, część nadwozia
samochodu).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Ćwiczenie 3
Wykonaj naprawę błotnika przedniego samochodu PF 126p metodą wymiany kompletnego
błotnika wykorzystując czynności ćwiczenia 2.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przygotować środki ochrony osobistej oraz stosować je podczas wykonywania ćwiczenia,
2) zaplanować czynności wykorzystując dokumentację naprawczą samochodu,
3) przygotować stanowisko pracy,
4) oczyścić i oszlifować obszar łączenia po usunięciu zgrzein,
5) zabezpieczyć antykorozyjnie powierzchnie łączone,
6) dopasować i ustalić błotnik do miejsca wmontowania,
7) przygotować zgrzewarkę blacharską do pracy,
8) wykonać zgrzewanie punktowe zachowując warunki techniczne zgrzewania,
9) zabezpieczyć antykorozyjnie nieosłonięte powierzchnie blach,
10) uszczelnić połączenie zgrzewane,
11) uporządkować stanowisko pracy.
Wyposażenie stanowiska pracy:
−
materiały piśmienne,
−
dokumentacja naprawcza samochodu PF 126p,
−
komplet narzędzi monterskich,
−
narzędzia blacharskie do szlifowania,
−
błotnik przedni.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) wymienić kompletny zespół nadwozia łączony rozłącznie?
2) dokonać regulacji wmontowanego zespołu nadwozia?
3) zlokalizować zgrzeiny mocujące element nadwozia?
4) usunąć zgrzeiny stosując narzędzia specjalistyczne?
5) dopasować wstawiany element nadwozia?
6) połączyć elementy nadwozia zgrzewaniem punktowym?
7) zabezpieczyć połączenie?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
4.3. Naprawa wycinkowa nadwozia
4.3.1. Materiał nauczania
4.3.1.1 Etapy naprawy wycinkowej
W praktyce blacharskiej przez naprawę wycinkową nadwozia samonośnego rozumiemy taką
naprawę, kiedy blacharz samochodowy nie wymienia całej wytłoczki a jedynie jej uszkodzone
wycinki.
Naprawa wycinkowa polega na usunięciu uszkodzonej części wytłoczki, uformowaniu
zakładki na krawędziach wycięcia, dopasowaniu elementu naprawczego oraz połączeniu nowej
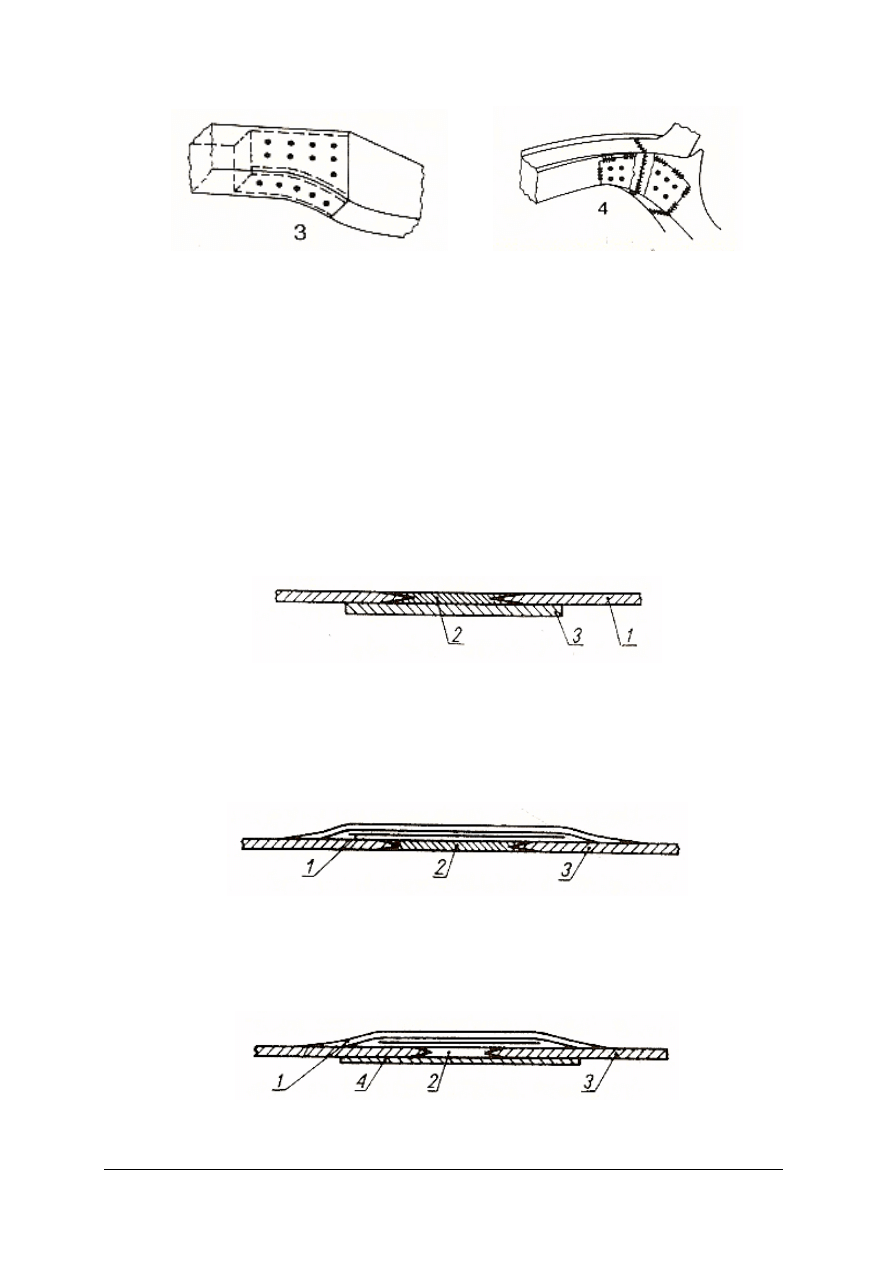
części ze starą. Rysunki 23 i 24 przedstawiają przykłady zastosowania naprawy wycinkowej.
Rys. 23. Przykład zastosowania naprawy wycinkowej na ścianie bocznej oraz na błotniku [12]
– linie faliste wskazują miejsca cięcia.
Naprawa wycinkowa jest szczególnie efektywna w przypadku, gdy dysponujemy
wytłoczkami naprawczymi. Producenci nadwozi wychodząc naprzeciw zapotrzebowaniu rynku
wytwarzają specjalne wytłoczki dla elementów poszycia nadwozia często uszkadzane podczas
eksploatacji samochodu.
Rys. 24. Przykład zastosowania naprawy wycinkowej z zastosowaniem wytłoczki naprawczej [12]
– linia ciągła przedstawia linię cięcia.
Wytłoczki naprawcze to przede wszystkim:
−
obszar tylnych błotników,
−
poszycie drzwi,
−
odcinki słupków drzwiowych,
−
segmenty przegród czołowych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Technologia naprawy wycinkowej obejmuje operacje:
−
usunięcie uszkodzonej części wytłoczki,
−
przygotowanie obszaru łączenia,
−
dopasowanie i łączenie elementów,
−
wykończenie połączonych elementów.
Zastosowanie naprawy wycinkowej jest szczególnie uzasadnione, gdy:
−
uszkodzeniu uległa jedynie część wytłoczki,
−
istnieje możliwość zastosowania wytłoczki naprawczej,
−
usunięcie całej wytłoczki jest uciążliwe i pracochłonne,
−
linia cięcia wycinkowego nie naruszy znacząco sztywności tej części nadwozia (należy przy
tym zwrócić uwagę, aby sztywność nadwozia nie uległa znacznemu osłabieniu, ale także
znacznemu usztywnieniu, szczególnie w obszarach tzw. kontrolowanego zgniotu
występującego podczas zderzenia czołowego).
Instrukcje napraw nadwozi wymieniają miejsca, gdzie naprawa wycinkowa jest
niedopuszczalna.
4.3.1.2. Usunięcie uszkodzonej części wytłoczki
Zanim przystąpi się do wycięcia uszkodzonej części wytłoczki należy zaplanować linię
cięcia kierując się następującymi zasadami:
−
cięcie należy prowadzić po możliwie najkrótszych i prostych liniach,
−
podczas cięcia profili zamkniętych, linie cięcia po obu stronach profilu powinny być
przesunięte,
−
nie wolno naruszać wewnętrznych wzmocnień profili zamkniętych,
−
cięcie należy prowadzić w dwóch etapach; cięcie wstępne
(rys.32) i na gotowo.
Wstępne cięcie wycinkowe zaleca się prowadzić;
−
piłami brzeszczotowymi z napędem mechanicznym,
−
piłami oscylacyjnymi,
−
szlifierkami kątowymi z tarczami tnącymi,
natomiast cięcie na gotowo oraz przycinanie wstawianych
elementów najlepiej wykonywać nożycami blacharskimi
ręcznymi lub mechanicznymi.
Rys. 25 Przykłady narzędzi do cięcia blach [12]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Rysunek 25 przedstawia typowe narzędzia do cięcia blach. Piła brzeszczotowa o krótkim
skoku pozwala na precyzyjne cięcie elementów nadwozia w miejscach trudnodostępnych,
umożliwia ona ponadto wprowadzenie jej do profilu zamkniętego bez konieczności nawiercania
otworu. Piła pozwala dobrać częstotliwość skoków, długość skoków oraz wielkość zębów piły
co eliminuje drgania blachy. Piła oscylacyjna umożliwia precyzyjne ustawienie głębokości
cięcia; piły te nadają się szczególnie do przecinania blach w strukturach wielowarstwowych.
Współczesne szlifierki kątowe najczęściej przystosowane są również do cięcia
i dopasowywania blach, wymagają jednak zastosowania odpowiedniej tarczy.
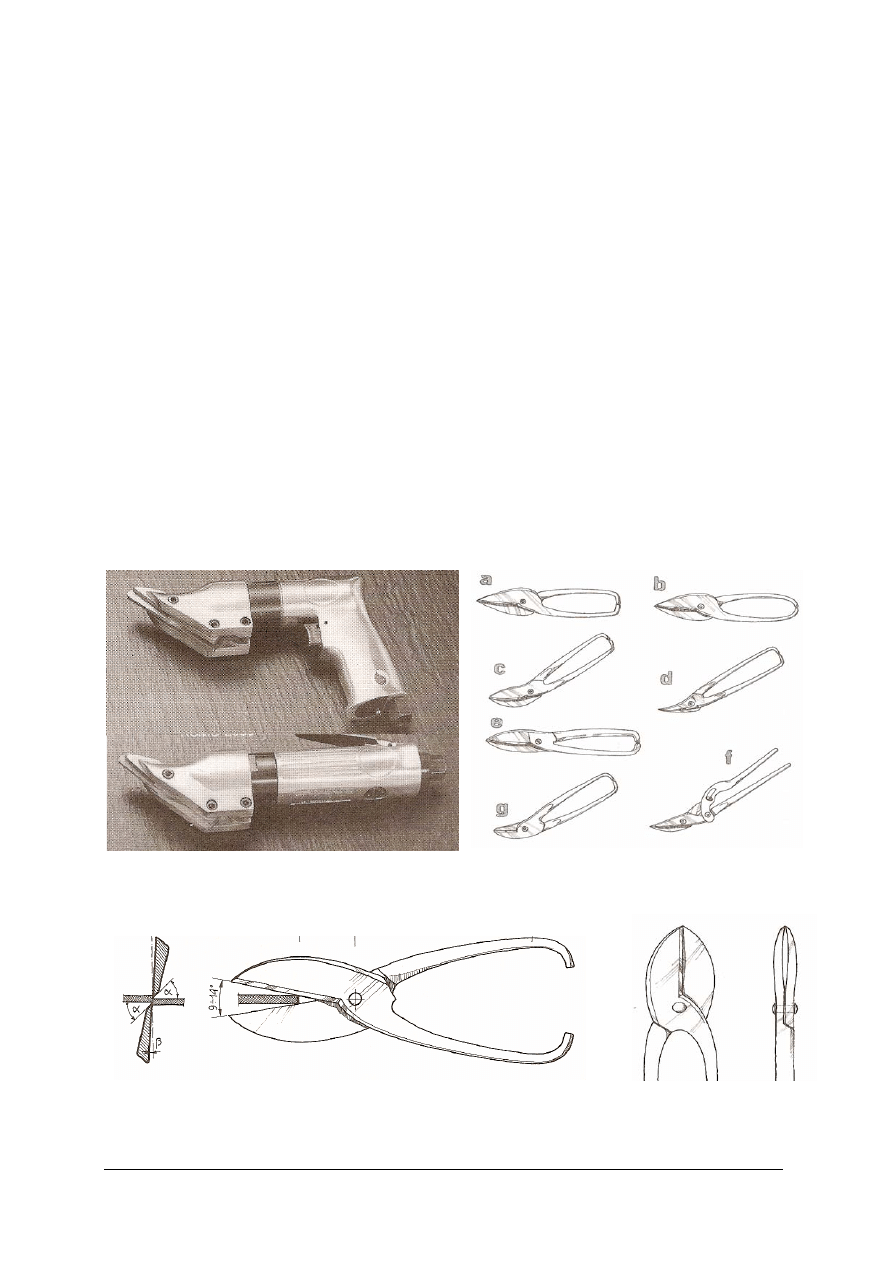
Cięcie na gotowo oraz przycinanie blach wykonuje się zwykłymi nożycami blacharskimi
ręcznymi lub zmechanizowanymi, rys. 26 przedstawia przykłady takich nożyc.
Profesjonalne posługiwanie się zwykłymi nożycami ręcznymi blacharskimi powinno być
domeną każdego blacharza samochodowego, rys. 27 przedstawia podstawowe parametry nożyc
ręcznych; kąt α nazywany kątem ścięcia szczęk ułatwia odprowadzenie przeciętej blachy.
Wewnętrzne płaszczyzny szczęk powinny być odchylone od płaszczyzny cięcia o kąt β oraz
wygięte w stosunku do siebie. Wygięcie szczęk powoduje, że szczęki stykają się ze sobą
punktowo, co ogranicza opory cięcia. Najlepsze efekty cięcia uzyskuje się, gdy szczęki podczas
cięcia rozwierają się tworząc kąt 9 – 14
0
. Powierzchnie wewnętrzne szczęk w pobliżu połączenia
przegubowego posiadają rowki smarne, które samoczynnie smarują nożyce w czasie pracy.
Podczas cięcia kształtowego należy stosować
nożyce prawe (szczęka dolna znajduje się po
prawej stronie w stosunku do szczęki górnej) – gdy cięcie odbywa się w prawo oraz odwrotnie;
lewe gdy cięcie odbywa się w lewo.
Rys. 26 Przykłady nożyc ręcznych [13], po lewej nożyce ręczne napędzane pneumatycznie, po prawej [7, s. 32]
ręczne nożyce blacharskie: a – nożyce proste, b – nożyce prawe, c – nożyce uniwersalne, d – nożyce kątowe, e –
nożyce wygięte, f – nożyce do wycinania otworów prawe, g – nożyce do wycinania otworów lewe.
Rys. 27 Charakterystyka ręcznych nożyc blacharskich [7, s. 30] opis w tekście.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
4.3.1.3. Przygotowanie obszaru łączenia
Po wycięciu uszkodzonej części nadwozia należy ją przygotować do połączenia z elementem
naprawczym, przygotowanie to polega na:
−
oczyszczeniu pasa wzdłuż linii cięcia z pokrycia lakierniczego,
−
ukształtowaniu miejsca połączenia,
Oczyszczenie pasa blachy wzdłuż wstępnej linii cięcia należy przeprowadzić metodami
opisanymi w jednostce modułowej Z1.02 – wykonywanie operacji cięcia blachy.
Ukształtowanie miejsca połączenia zależy od zastosowanej metody łączenia blach: „starej”
i „nowej”; stosuje się w zasadzie dwie metody:
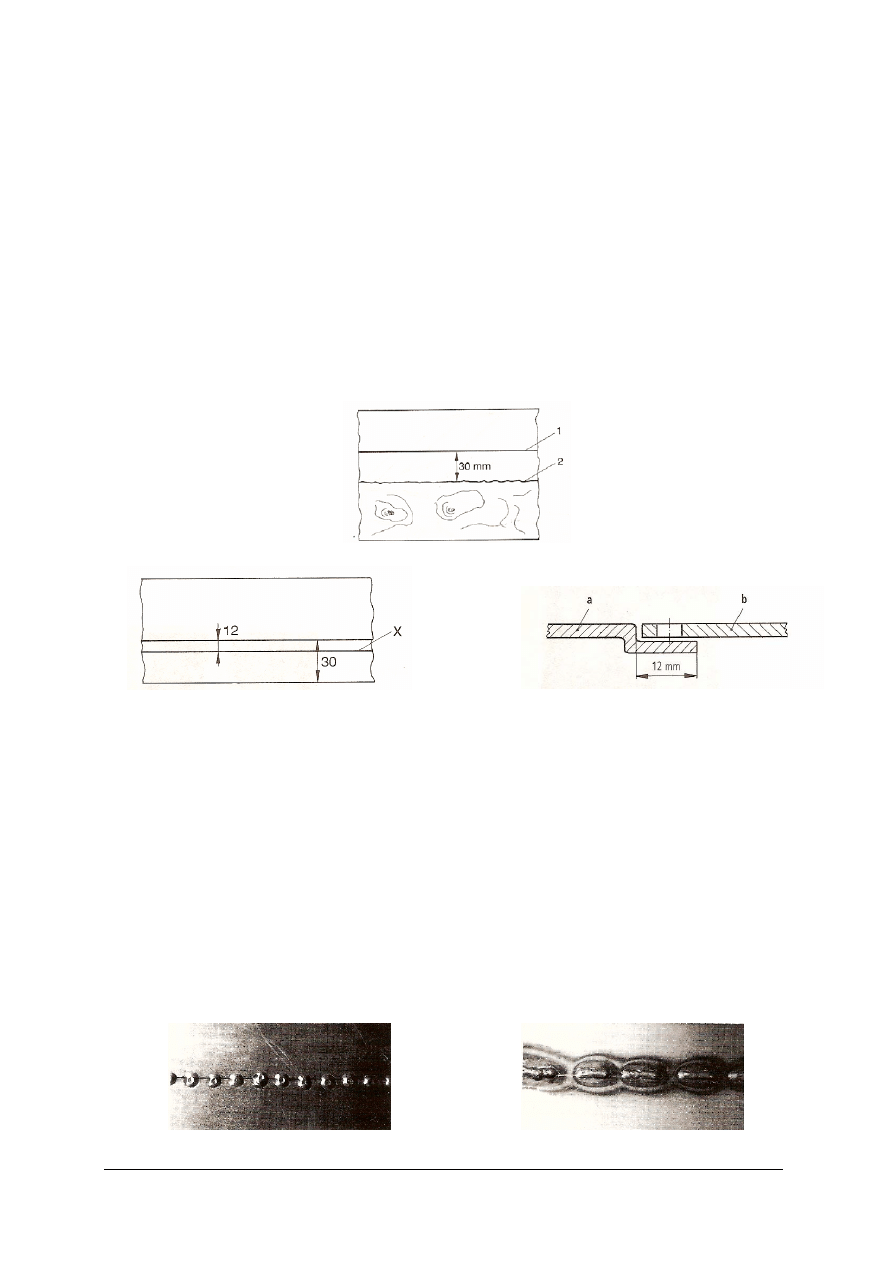
−
jeśli połączenie blach będzie spawaną spoiną czołową, ukształtowanie miejsca połączenia
polega na przycięciu „starej” blachy wzdłuż linii cięcia na gotowo (1 na rys. 28),
−
jeśli połączenie blach będzie spawaną spoiną otworową lub w postaci zgrzewania
punktowego, ukształtowanie miejsca połączenia polega na wykonaniu zakładki tak jak to
pokazuje rysunek 29.
Rys. 28 Cięcie wstępne [5, s. 32] 1 – linia przylegania elementu nowego, 2 – linia cięcia wstępnego.
Rys. 29 Wykonanie zakładki [5, s. 32] po lewej: cięcie na gotowo wykonywane wzdłuż linii X ok. 12 mm poniżej
linii przylegania elementu nowego (patrz rys. 28); po prawej: przekrój przez zakładkę pod spawanie spoiną
otworową, a- „stary” element, b- „nowy” element.
W przypadku zgrzewania punktowego nie wykonuje się otworu w części „b”
Stosowanie połączenia w postaci spawanej spoiny czołowej jest obecnie rzadko
wykonywane i nie zalecane ze względu na:
−
konieczność bardzo dokładnego dopasowania łączonych elementów (blachy muszą
przylegać do siebie doczołowo ze szczeliną równą grubości blachy),
−
konieczność zastosowania drogich aparatów spawalniczych do spawania
półautomatycznego w
osłonie gazów szlachetnych lub CO
2
, bowiem zastosowanie
tradycyjnego spawania palnikiem acetylenowym wywołuje trudne do usunięcia
odkształcenia spawalnicze, natomiast spawanie elektrodą nie zapewnia odpowiedniej
wytrzymałości spoiny,
−
pracochłonne wyrównywanie powierzchni po spawaniu,
Przykład zastosowania spawania doczołowego blach ilustruje rysunek 30.
a) b)
Rys. 30 Spawanie doczołowe, a) punktowe, b) odcinkowe [12]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Zastosowanie techniki spawania do łączenia blach cienkich na zakładkę wymaga
zastosowanie spawania metodą MAG lub MIG, o której uczyliście się w jednostce modułowej
Z1.05 – wykonywanie połączeń blachy techniką zgrzewania.
Łączenie wymaga przygotowania blach, najczęściej na zakładkę oraz wykonanie spoiny
czołowej lub otworowej (rys. 30 i rys. 33)
Rys. 31 Spawanie czołowe na zakładkę [10, s. 57]
Tabela 2 Parametry spawania dla metody MAG spoiną czołową [10, s. 57]
Precyzyjne ustalenie parametrów spawania ma decydujący wpływ ja jakość spoin podczas
spawania blach cienkich. Decydujące znaczenie mają
parametry:
−
natężenie prądu spawania,
−
napięcie łuku spawalniczego,
−
skład i wydajność gazu osłonowego,
−
średnica drutu elektrodowego,
−
prędkość podawania drutu elektrodowego,
−
długość wolnego wylotu.
Tabele 2 i 3 podają podstawowe parametry spawania dla metody MAG.
Tabela 3 Parametry spawania metodą spoiną otworową MAG [10, s. 74]
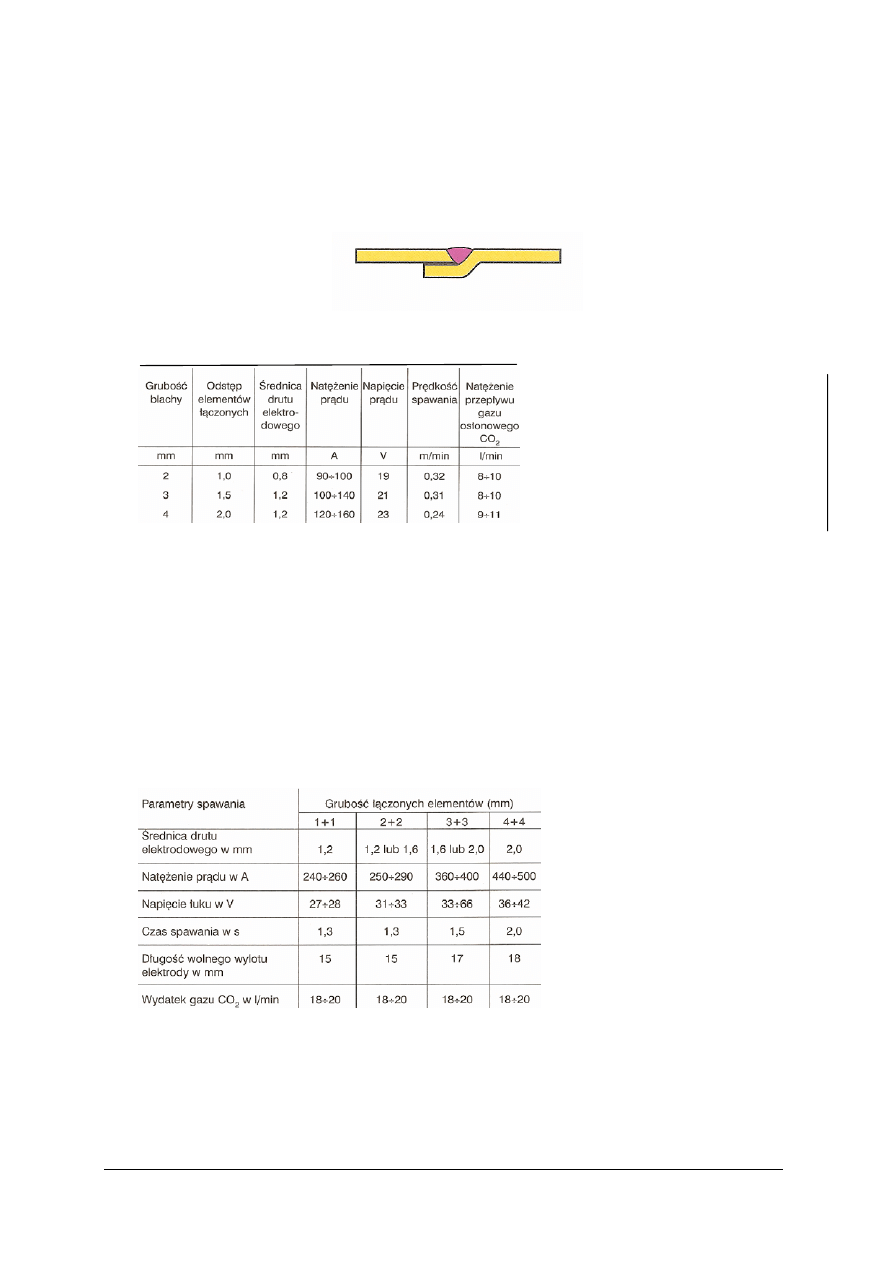
Rysunek 32 przedstawia schemat wykonywania spoiny otworowej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Rys. 32 Wykonywanie spoiny otworowej [12]
Rys. 33 Ilustracja spoin spawanych otworowych [12]
Połączenie zakładkowe wymaga wykonania zakładki (rys. 34)w postaci uskoku wzdłuż
krawędzi blachy, operację tę wykonuje się korzystając ze specjalnych kleszczy: ręcznych lub
mechanicznych, rys. 35 i 36.
Wprawdzie wykonanie zakładki jest operacją dość pracochłonną, ale za to element naprawczy
nie musi być tak dokładnie wpasowany, jak to miało miejsce podczas spawania doczołowego.
Rys. 34 Wykonywanie zakładki [12]
Stosowanie spawania metodą MAG lub MIG w warunkach warsztatu blacharskiego jest
obecnie ograniczone, głównie ze względu na wysokie koszty urządzeń spawalniczych.
Najczęściej wykonywanym połączeniem blach jest połączenie zakładkowe wykonane
zgrzewaniem punktowym oporowym (rys. 18), które w zasadzie nie wymaga szlifowania
powierzchni.
Rys. 35 Przykład wykrawaka pneumatycznego
Rys. 36 Przykład wykrawaka ręcznego z możliwością
z możliwością kształtowania zakładki
[13]
kształtowania krawędzi blachy [13]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
4.3.1.4. Dopasowanie i łączenie elementów
Dokładność dopasowania elementów łączonych podczas naprawy wycinkowej zależy
w
znacznej mierze od zastosowanej techniki łączenia blach. Zastosowanie spawania
doczołowego wymaga bardzo precyzyjnego wpasowania elementów łączonych, tak, by szczelina
pomiędzy elementem „starym” i ‘nowym” była równa grubości łączonych blach; wykonanie
zakładki nie zmusza to takiej precyzji, chociaż pożądane jest, by szczelina w miejscu uskoku
blachy była możliwie mała. Dopasowywanie elementów przeprowadza się stopniowo wykonując
sczepy montażowe i kolejne usuwanie nadmiaru blachy nożycami blacharskimi. Szczególnie
przydatne do tej czynności są nożyce trójostrzowe, które podczas cięcia nie deformują krawędzi
blachy.
Przed połączeniem elementów, szczególnie w przypadku zgrzewania należy:
−
stępić krawędzie blach,
−
pokryć preparatem przewodzącym prąd elektryczny wewnętrzne powierzchnie obszaru
łączenia,
−
ustalić elementy łączone względem siebie.
Oszlifowanie krawędzi blach wykonuje się typowymi narzędziami do ręcznej obróbki
skrawaniem, które poznaliście ucząc się jednostki modułowej Z1.01 – wykonywanie operacji
obróbki skrawaniem.
Ustalanie zgrzewanych elementów najwygodniej wykonać posługując się szczypcami osiowymi,
takimi jak np. na rys. 37.
Rys. 37 Przykład szczypiec specjalistycznych do klamrowania połączeń zakładkowych przed zgrzewaniem [13]
(liczba na rysunku jest numerem katalogowym szczypiec)
Podczas łączenia należy przestrzegać warunków technologicznych dla danej metody
i rodzaju narzędzia. Urządzenia do zgrzewania opisano rozdziale 4.2.1.2.
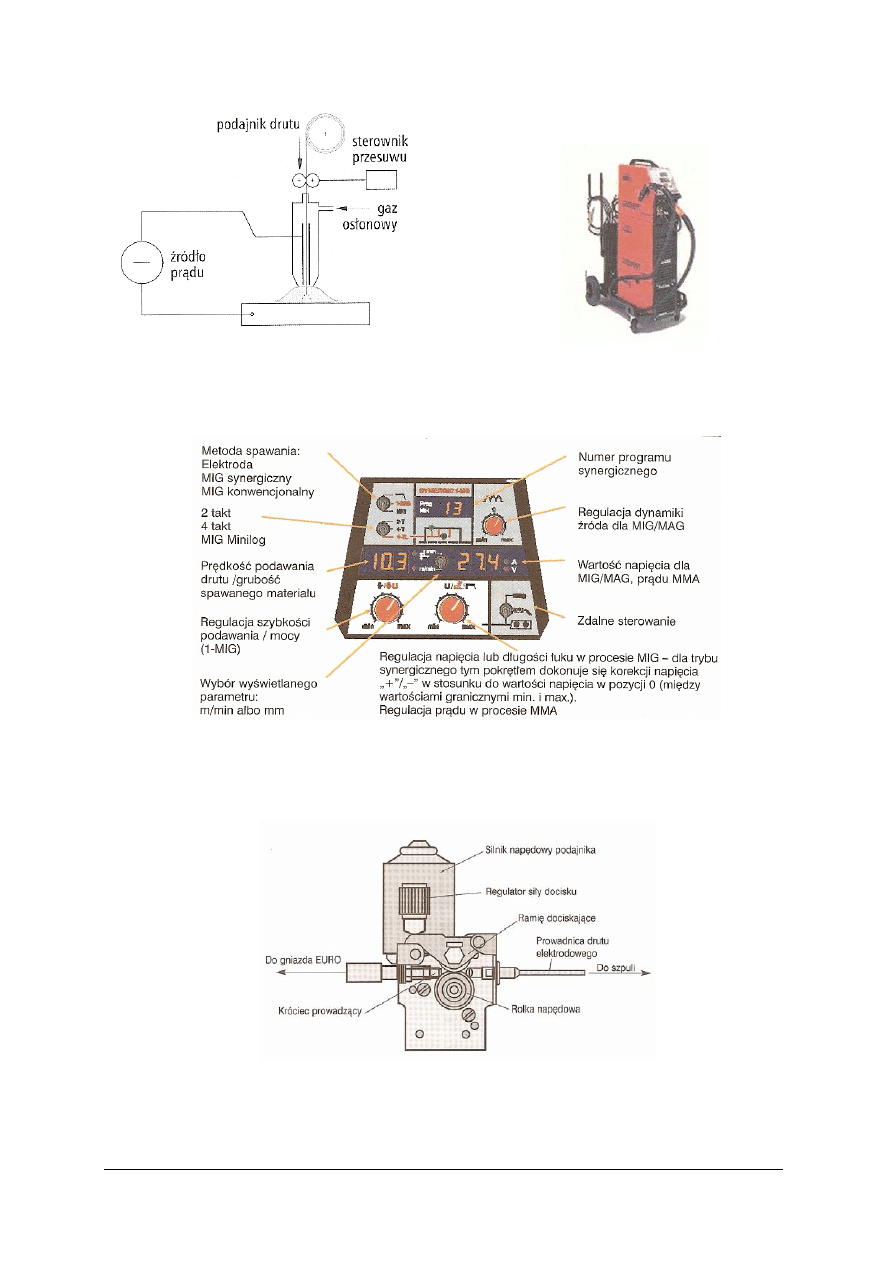
Do spawania metodami MAG i MIG stosuje się półautomaty spawalnicze, w których posuw
uchwytu spawalniczego odbywa się ręcznie; urządzenia te składają się z następujących zespołów
(rys.38):
−
źródła prądu spawania,
−
podajnika drutu elektrodowego,
−
uchwytu spawalniczego,
−
układu gazu osłonowego,
−
przewodu uchwytu spawalniczego.
Źródłem prądu spawania są prostowniki spawalnicze, które wykonuje się jako tradycyjne
o częstotliwości prądu zasilania 50 Hz oraz nowoczesne tzw. inwertory, gdzie napięcie zasilania
ma częstotliwość 20 kHz. Inwertory posiadają wiele zalet w stosunku do prostowników
tradycyjnych; mianowicie:
−
posiadają małe gabaryty oraz są lekkie,
−
zadawanie parametrów spawania może być płynne i może być wykonywane zdalnie,
−
parametry wyjściowe spawania są dokładniejsze,
−
mogą być budowane jako wieloprocesowe, czyli wykonywać różne metody spawania.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Rys. 38 Schemat spawania metodą MAG/MIG [12]
Rys. 39 Inwertor cyfrowy [10, s. 9]
Rysunki 39 oraz 40 przedstawiają widok ogólny nowoczesnego inwertora cyfrowego oraz jego
panel sterowniczy.
Rys. 40 Panel sterowniczy inwertora [10, s. 95]
Zadaniem podajnika drutu elektrodowego jest doprowadzenie giętkimi przewodami drutu
elektrodowego z określoną prędkością oraz gazu osłonowego do uchwytu spawalniczego, rys. 41
przedstawia przykład takiego podajnika.
Rys. 41 Podajnik drutu elektrodowego [10, s. 103]
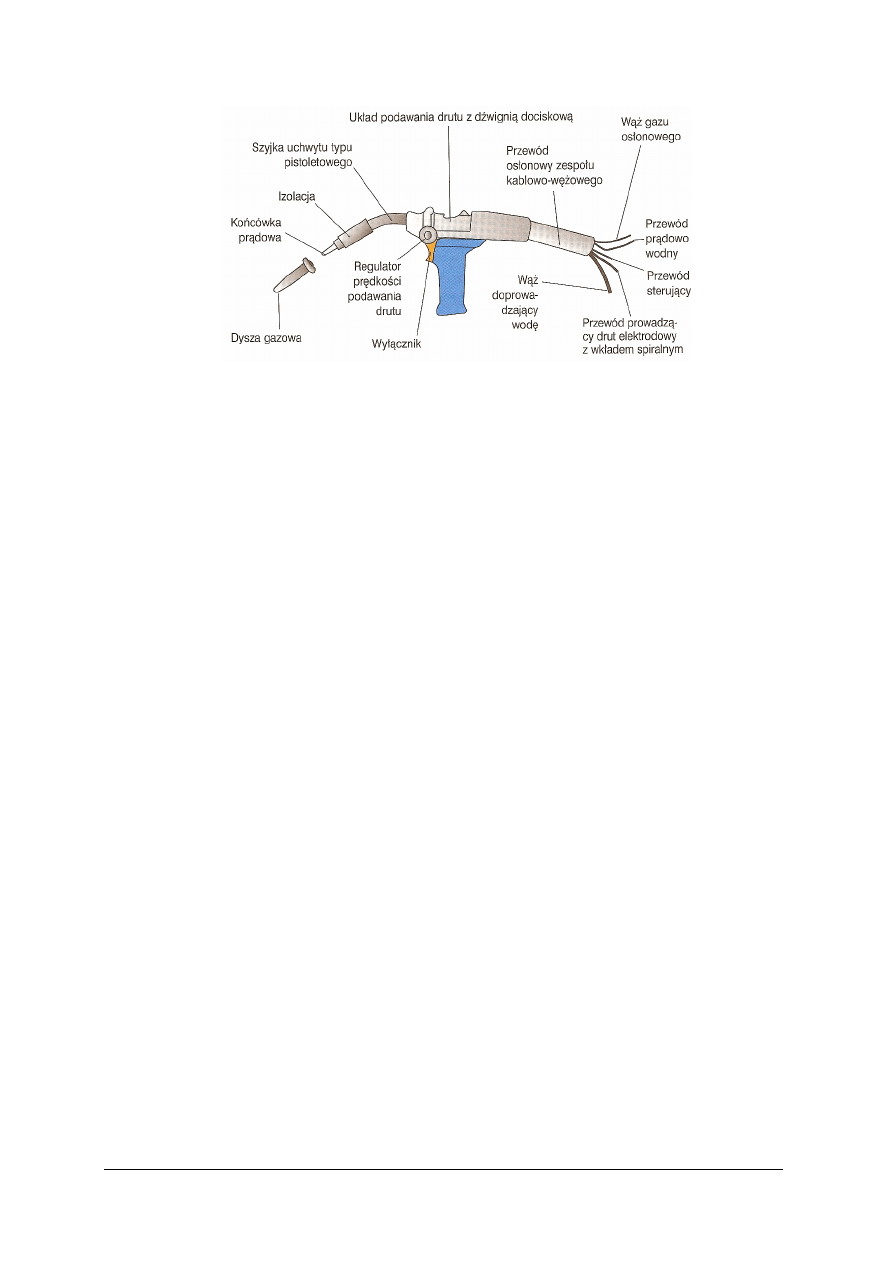
Przykład uchwytu spawalniczego przedstawia rys. 42 Jest to uchwyt typu pistoletowego
z napędem drutu elektrodowego typu „ciągnij”.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Rys. 42 Uchwyt spawalniczy do spawania metodą MAG/MIG [10, s. 112]
Układ gazu osłonowego składa się z:
−
butli gazowej,
−
reduktora,
−
podgrzewacza (dotyczy CO
2
),
−
przewód gazowy do podajnika drutu,
−
zawór elektromagnetyczny.
Przewód uchwytu spawalniczego to przewody sterownicze, prądowe, wodne (chłodzące)
oraz gazowe.
Podczas spawania metodą MAG lub MIG należy przestrzegać instrukcji obsługi danego
urządzenia.
4.3.1.5. Wykończenie połączonych elementów
Po wykonaniu operacji łączenia należy:
−
uszczelnić połączenie,
−
zabezpieczyć antykorozyjnie wszystkie „surowe” powierzchnie blach,
−
zabezpieczyć profile zamknięte przed korozją.
Wszystkie wymienione czynności przedstawiono w rozdziale 4.2.1.2.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co to jest naprawa wycinkowa?
2. Co to są wytłoczki naprawcze?
3. Jakie są etapy naprawy wycinkowej?
4. Jakich narzędzi użyjesz do wycięcia uszkodzonej części wytłoczki?
5. W ilu etapach dokonuje się cięcia uszkodzonej części wytłoczki?
6. Kiedy stosuje się nożyce ręczne prawe?
7. Dlaczego spawanie spoiną czołową w naprawach blacharskich jest rzadko stosowane?
8. Ile należy przewidzieć naddatku na wykonanie zakładki?
9. Jakim narzędziem najlepiej wykonać zakładkę?
10. Co to jest spoina otworowa?
11. Jakie czynności należy wykonać przed połączeniem blach?
12. Na czym polega wykończenie połączonych elementów po naprawie?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
4.3.3. Ćwiczenia
Ćwiczenie 1
Wykonaj zakładkę naprawczą wg dwóch linii wzajemnie do siebie prostopadłych na arkuszu
blachy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przygotować środki ochrony osobistej oraz stosować je podczas wykonywania prac,
2) zaplanować czynności wykonania zakładki korzystając z informacji zawartych w poradniku,
3) przygotować arkusz blachy do wykonania zakładki,
4) wytrasować linię przylegania elementu nowego, linię cięcia na gotowo i linię cięcia
wstępnego,
5) ciąć wg linii cięcia wstępnego używając narzędzi mechanicznych do cięcia blach,
6) ciąć wg linii cięcia na gotowo używając nożyc ręcznych lub z napędem mechanicznym,
7) wykonać zakładkę wzdłuż linii przylegania elementu nowego używając stosownych
narzędzi.
Wyposażenie stanowiska pracy:
− arkusze blachy,
− komplet przyrządów do trasowania,
− piły i szlifierki mechaniczne do cięcia blach,
− narzędzia ręczne i mechaniczne do wykonywania zakładki,
− materiały piśmienne.
Ćwiczenie 2
Wykonaj szereg zgrzein punktowych wykorzystując przygotowaną zakładkę z ćwiczenia 1.
Sposób
wykonania
ćwiczenia
Aby
wykonać ćwiczenie powinieneś:
1) przygotować środki ochrony osobistej oraz stosować je podczas wykonywania prac,
2) zaplanować czynności wykonania szeregu zgrzein,
3) do przygotowanej zakładki dopasować element łączony (nowy element),
4) przygotować elementy łączone do zgrzewania,
5) przygotować zgrzewarkę do pracy wykorzystując jej instrukcję obsługi,
6) wykonać szereg zgrzein punktowych zachowując parametry techniczne i geometryczne
w stosunku do grubości zgrzewanych blach,
7) ocenić jakość zgrzein.
Wyposażenie stanowiska pracy:
−
komplety materiałów do łączenia,
−
zgrzewarka blacharska przenośna z oprzyrządowaniem,
−
narzędzia blacharskie do cięcia blach,
−
materiały i narzędzia do pokrycia antykorozyjnego łączonych elementów,
−
komplet szczypiec do klamrowania,
−
dokumentacja techniczno – ruchowa zgrzewarki do blach,
−
materiały piśmienne.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Ćwiczenie 3
Wykonaj szereg spoin punktowych otworowych metodą spawania MIG lub MAG
wykorzystując przygotowaną zakładkę z ćwiczenia 1
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przygotować środki ochrony osobistej oraz stosować je podczas wykonywania prac,
2) zaplanować czynności wykonania szeregu spoin punktowych otworowych korzystając
z informacji zawartych w poradniku,
3) w przygotowanej zakładce wykonać otwory pod spoiny,
4) do przygotowanej zakładki dopasować element łączony (nowy element),
5) przygotować elementy łączone do spawania,
6) przygotować spawarkę do pracy wykorzystując jej instrukcję obsługi,
7) wykonać szereg spoin punktowych otworowych zachowując parametry techniczne
i geometryczne spawania metodą MIG lub MAG w stosunku do grubości łączonych blach,
8) ocenić jakość spoin.
Uwaga: w przypadku, gdy ćwiczenie praktyczne zastąpiono pokazem powinieneś sporządzić
sprawozdanie z przeprowadzonego pokazu obejmujące:
−
przebieg wykonywanych czynności podczas spawania otworowego,
−
dobór parametrów spawania,
−
charakterystykę eksploatacyjną urządzenia do spawania metodą MIG lub MAG.
Wyposażenie stanowiska pracy:
−
komplety materiałów do łączenia,
−
spawarka MIG lub MAG z oprzyrządowaniem oraz materiałami eksploatacyjnymi,
−
narzędzia blacharskie do cięcia i wykrawania blach,
−
materiały i narzędzia do pokrycia antykorozyjnego przewodzącego prąd łączonych
elementów,
−
komplet szczypiec do klamrowania,
−
dokumentacja techniczno-ruchowa spawarki,
−
materiały piśmienne.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) przygotować blachy do łączenia zgrzewaniem punktowym?
2) przygotować blachy do łączenia spawaniem otworowym?
3) posłużyć się narzędziami do wycinania i cięcia blach karoseryjnych?
4) zabezpieczyć łączone powierzchnie zgrzewane?
5) dobrać parametry zgrzewania punktowego?
6) dobrać parametry spawania metodą MIG lub MAG?
7) sporządzić plan naprawy przez wymianę wycinkową?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
4.4. Wykonywanie nietypowych napraw blacharskich
4.4.1.
Materiał nauczania
4.4.1.1. Wykonywanie łat blacharskich
W niektórych sytuacjach blacharz zmuszony jest stosować nietypowe metody naprawy, np:
−
gdy przedmiotem naprawy jest samochód silnie zużyty o stosunkowo niewielkiej wartości,
kiedy właścicielowi nie opłaca się nabywać oryginalnych elementów nadwozia jako części
zamiennych,
−
gdy przedmiotem naprawy jest samochód zabytkowy, dla którego nie produkuje się już
części zamiennych.
W sytuacjach powyższych można stosować łatanie, lutowanie lub wypełnianie tworzywami
sztucznymi, możliwe jest także wykonywanie prototypów.
Wstawianie łaty blaszanej wykonuje się podobnie jak naprawę wycinkową opisaną w pkt. 4.3
wykorzystując jako materiał blachę cienką o identycznych lub zbliżonych własnościach;
poszczególne czynności to:
−
usunięcie uszkodzonego elementu nadwozia, którym zazwyczaj jest mniej lub bardziej
rozległe ognisko korozyjne
−
przygotowanie obszaru łączenia,
−
przygotowanie łaty,
−
dopasowanie i łączenie elementów,
−
wykończenie połączonych elementów.
Wstawianie łat nie jest trudne, jeśli element wstawiany jest płaski i nie wymaga specjalnego
kształtowania poza cięciem. W sytuacji, gdy element naprawczy powinien mieć niewielką
krzywiznę, należy stosować metody kształtowania blach opisane w jednostce modułowej Z2.01
– wykonywanie napraw wgnieceń poszycia nadwozia.
Wtedy, gdy naprawie podlegają elementy nośne, szczególnie profile zamknięte należy nakładać
nakładki blaszane, z tym że zachowanie kształtu jest tu mniej istotne, co zachowanie funkcji
nośnej danego elementu.
Rysunki 43, 44, 45, 46 przedstawiają charakterystyczne przykłady łatania konstrukcyjnych
profili zamkniętych.
Rysunek 43 (1) przedstawia połączenie elementu naprawczego o kształcie profilu
połączonego z jednej strony spawaniem doczołowym, z drugiej zaś poprzez wkładkę łączącą.
Rysunek 44 (2) obrazuje wstawienie elementu naprawczego w postaci prostopadłościennego
profilu zamkniętego gdy istnieją warunki do wykonania zakładki. Połączenie zakładkowe spawa
się spoinami otworowymi.
Rys. 43 Element naprawczy z wkładką [12]
Rys. 44 Element naprawczy zakładkowy [12]
Rysunek 45 (3) przedstawia, podobnie jak rysunek 44 (2), połączenie zakładkowe elementu
naprawczego, z tym, że zakładka jest profilowana. Połączenie takie jest trudne do wykonania,
wymaga kunsztu w profilowaniu blachy i jest rzadko stosowane.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Rys. 45 Element naprawczy zakładkowy
Rys. 46 Element naprawczy wspawany
z zakładką profilowaną
[12]
doczołowo z nakładką wzmacniającą [12]
Rysunek 46 (4) przedstawia sytuację, gdy element naprawczy ma bardziej skomplikowane
kształty, kiedy połączenie doczołowe może być niewystarczające. Wówczas, z zewnątrz
wzmacnia się obszar połączenia nakładkami wzmacniającymi przyspawując je. Oczywiście nie
zostanie zachowany pierwotny kształt profilu naprawianego, ale decydujące są tu względy
wytrzymałościowe, mniej estetyczne.
W przypadku niewielkich ubytków spowodowanych głównie przez korozję zaleca się łatanie
przez lutowanie lub wypełnianie tworzywami sztucznymi, tak jak to wskazują rysunki 51, 52,
53.
Technologię lutowania oraz klejenia opisano w jednostce modułowej Z1.06 –wykonywanie
nietypowych połączeń blachy, tu przedstawione zostaną typowe przykłady zastosowania
lutowania i klejenia w naprawie ubytków.
Rysunek 47 przedstawia wypełnienie niewielkiego ubytku miękkim lutem cynowym
z zastosowaniem od wewnątrz łatki.
Rys. 47 Lutowanie ubytków, 1 – element naprawiany, 2 – lut miękki, 3 – łatka podtrzymująca [12]
Rysunek 48 obrazuje zużycie korozyjne blachy nie wymagające usunięcia części blachy a
jedynie wzmocnienia go i zabezpieczenia przed dalszym niszczeniem. Zastosowanie klejenia
żywicami syntetycznymi oraz wzmocnienie obszaru naprawy łatą z tkaniny szklanej jest
optymalnym rozwiązaniem pod warunkiem bardzo starannego oczyszczenia, z obu stron obszaru
zużycia
Rys. 48 Klejenie ubytków zastosowaniem tkaniny szklanej,
1- łaty z tkaniny szklanej, 2- obszar zużycia, 3- element naprawiany [12]
Przy większych zużyciach (rys. 49), by zapobiec niepożądanemu odkształcaniu tkaniny szklanej
stosuje się podkładki usuwane po
stwardnieniu kleju
Rys. 49 Klejenie z zastosowaniem podkładki,
1-łaty szklane, 2- uszkodzenie, 3- element naprawiany, 4- podkładka [12]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
4.4.1.2. Wykonywanie prototypów elementów nadwozia
Przez wykonywanie prototypu będziemy rozumieli tu wykonanie elementu nadwozia
(wytłoczki) przy pomocy ogólnie dostępnych narzędzi i maszyn blacharskich na podstawie
dokumentacji lub częściej na podstawie modelu rzeczywistego z materiału wyjściowego jakim
jest blacha cienka karoseryjna.
Wykonywanie prototypów w warunkach współczesnego warsztatu blacharskiego jest dziś
rzadko stosowane, jeśli w ogóle jest stosowane, wynika to z następujących przesłanek:
−
współczesne nadwozia samonośne samochodów osobowych składają się z wielu
pojedynczych wytłoczek, których kształt jest zazwyczaj dość wyszukaną figurą
przestrzenną,
−
współczesne wytłoczki wykonuje się w oparciu o skomplikowane i specjalizowane
maszyny, będące na wyposażeniu jedynie wielkich tłoczni nadwozi samochodowych,
−
wykonanie z arkusza blachy wytłoczki wymaga od blacharza nieprzeciętnych umiejętności
zawodowych, dużej wiedzy oraz talentu widzenia przestrzennego,
−
w warunkach przeciętnego warsztatu blacharskiego zachodzi konieczność wyposażenia go
w dużą ilość, różnorodnych specjalistycznych narzędzi i maszyn blacharskich,
−
koszt ręcznego wykonania prototypu jest niewspółmiernie wysoki w stosunku do wytłoczki
wykonanej metodą produkcyjną.
Z tych to powodów wykonywanie prototypów ma sens jedynie:
−
w przypadku naprawy samochodów zabytkowych, kiedy nie można zakupić części
zamiennych oraz koszt naprawy dla właściciela nie stanowi decydującego kryterium
naprawy,
−
gdy przedmiotem naprawy jest samochód stary, silnie zużyty, gdy zakup części zamiennej
jest utrudniony lub koszt zakupu jest niewspółmierny do wartości samochodu a prototyp ma
proste i nieskomplikowane kształty oraz gdy istnieją warunki techniczne do wykonania
prototypu.
Wykonywanie prototypów wymaga od blacharza dużych umiejętności zawodowych,
w szczególności:
−
trasowania na płaskim arkuszu blachy (w tzw. rozwinięciu) kształtów, które w wyniku
kształtowania przybiorą kształt przestrzenny –trasowanie opisano jednostce modułowej
Z1.01 – wykonywanie operacji obróbki skrawaniem,
−
obliczania wymiarów materiału wyjściowego na podstawie dokumentacji lub pomiarów
modelu rzeczywistego z uwzględnieniem koniecznych promieni gięć, kątów sprężynowania
oraz korzystania z danych zawartych w tablicach specjalistycznych dotyczących procesu
gięcia,
−
umiejętności gięcia blachy wykorzystując nie tylko typowe narzędzia do gięcia, ale również
wzorniki i przyrządy specjalne wykonywane na potrzeby określonego, nietypowego gięcia –
gięcie opisano w jednostce modułowej Z1.03 – wykonywanie operacji kształtowania blachy,
−
umiejętności miejscowego kształtowania blach wykorzystując ręczne narzędzia do
kształtowania blach oraz narzędzi i urządzeń do nagrzewania – kształtowanie blach opisano
w jednostkach modułowych: Z1.03 – wykonywanie operacji kształtowania blachy oraz
Z2.01 – wykonywanie napraw wgnieceń poszycia nadwozia.
Umiejętności niezbędne do wykonywania prototypów powinniście mieć już ukształtowane.
Wykorzystacie je wykonując ćwiczenia 2 i 3.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Kiedy wykonuje się nietypowe naprawy blacharskie,
2. Na czym polega wstawienie łaty blacharskiej?
3. Kiedy, podczas naprawy klejeniem należy zastosować podkładkę?
4. Jakie umiejętności powinien posiąść blacharz samochodowy, by mógł wykonać prototyp?
4.4.3. Ćwiczenia
Ćwiczenie 1
Wykonaj łatę blacharską zaproponowaną przez Ciebie metodą.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) na podstawie opisu uszkodzenia lub sytuacji rzeczywistej wybrać metodę naprawy,
2) sporządzić na piśmie plan naprawy,
3) dobrać i zastosować środki ochrony indywidualnej do metody naprawy,
4) zgromadzić niezbędne materiały i narzędzia,
5) wykonać łatę blacharską,
6) uprzątnąć stanowisko pracy.
Wyposażenie stanowiska pracy:
−
materiały piśmienne,
−
materiały i narzędzia dotyczące wykonywania łaty daną metodą.
Ćwiczenie 2
Wykonaj dwa prototypy (rysunek 44 z poradnika ucznia), dla następujących warunków:
−
oba prototypy, z założenia są elementem (profilem zamkniętym) konstrukcji nośnej
nadwozia samochodu, jeden z nich spełnia rolę części „starej” nadwozia, drugi jest
elementem naprawczym,
−
wymiary przekroju poprzecznego profilu zamkniętego są prostokątem o wymiarach
zewnętrznych: 120 x 70 mm z zakładkami łącznymi o szerokości 20 mm,
−
długość sumaryczna obu elementów po złożeniu wynosi 750 mm,
−
element uważany za część „starą” należy po wykonaniu złączyć szeregiem zgrzein
punkowych,
−
element uważany za część naprawczą, po wykonaniu należy dołączyć do części „starej”
zgodnie z rysunkiem sytuacyjnym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) sporządzić ramowy plan wykonania zadania,
2) dobrać i zastosować środki ochrony indywidualnej,
3) wytrasować na arkuszu blachy oba elementy,
4) wykonać i złączyć element uważany za część „starą” kierując się zasadą: „Mam do
dyspozycji proste, typowe narzędzia blacharskie oraz muszę samodzielnie wykonać (dobrać,
wyszukać, zorganizować) narzędzia specjalne do kształtowania blachy”,
5) wykonać element naprawczy z zakładką łączącą oraz naprawczą,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
6) połączyć oba elementy spawaniem otworowym,
7) uprzątnąć stanowisko pracy.
Wyposażenie stanowiska pracy:
−
materiały piśmienne,
−
arkusze blachy cienkiej karoseryjnej,
−
komplet przyrządów do trasowania,
−
komplet typowych narzędzi blacharskich,
−
urządzenia do zgrzewania i spawania blach cienkich z oprzyrządowaniem i dokumentacją
eksploatacyjną,
−
zestaw przedmiotów umożliwiający wykorzystanie ich do spełnienia roli narzędzi
specjalnych do kształtowania blach,
−
komplet uniwersalnych narzędzi monterskich oraz przyrządów pomiarowych.
Ćwiczenie 3
Wykonaj prototyp wytłoczki będącej elementem progu samochodu PF 126p wykorzystując
informacje z:
1. rzeczywistego progu samochodu PF 126p,
2. rysunku sytuacyjnego będącego załącznikiem do ćwiczenia,
3. tekstu poniżej:
−
ponieważ nie dysponujesz rysunkiem wykonawczym elementu progu, niezbędne wymiary
musisz ustalić szacunkowo dokonując pomiarów rzeczywistego, ale zabudowanego progu
samochodu PF 126p,
−
musisz założyć, że linie tworzące, prostopadłe do przekroju poprzecznego elementu progu
wyznaczające długość progu są prostoliniowe oraz Twoim zadaniem jest wykonanie
elementu progu o długości 500 mm,
−
w przekroju poprzecznym wszystkie odcinki elementu progu są odcinkami prostych, oprócz
odcinka najdłuższego, który jest krzywoliniowy. Wykonując ćwiczenie postaraj się
odtworzyć tę krzywiznę.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) sporządzić ramowy plan wykonania zadania,
2) dobrać i zastosować środki ochrony indywidualnej,
3) wykonać szkic prototypu oraz zwymiarować go zwracając uwagę na promienie gięcia
blachy,
4) wytrasować i wyciąć płat blachy,
5) giąć i kształtować płat blachy wykorzystując zarówno typowe narzędzia i urządzenia
blacharskie, jak również inne przedmioty, które mogą stanowić narzędzie specjalne
(wzornik, kowadło) do gięcia i kształtowania blachy,
6) porównać wykonany prototyp z wzornikiem nauczyciela,
7) ocenić jakość wykonanego prototypu – wysnuć wnioski,
8) uprzątnąć stanowisko pracy.
Wyposażenie stanowiska pracy:
−
materiały piśmienne,
−
dokumentacja techniczna samochodu PF 126p, załącznik,
−
komplet uniwersalnych narzędzi pomiarowych,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
−
komplet przyrządów traserskich,
−
komplet typowych narzędzi do cięcia blachy, do gięcia blachy, w tym giętarka oraz zwijarka
do blachy,
−
zestaw przedmiotów, które można wykorzystać jako narzędzia specjalne (wzorniki,
kowadła) do gięcia i kształtowania blachy cienkiej,
−
komplet uniwersalnych narzędzi monterskich.
Załącznik do ćwiczenia 3
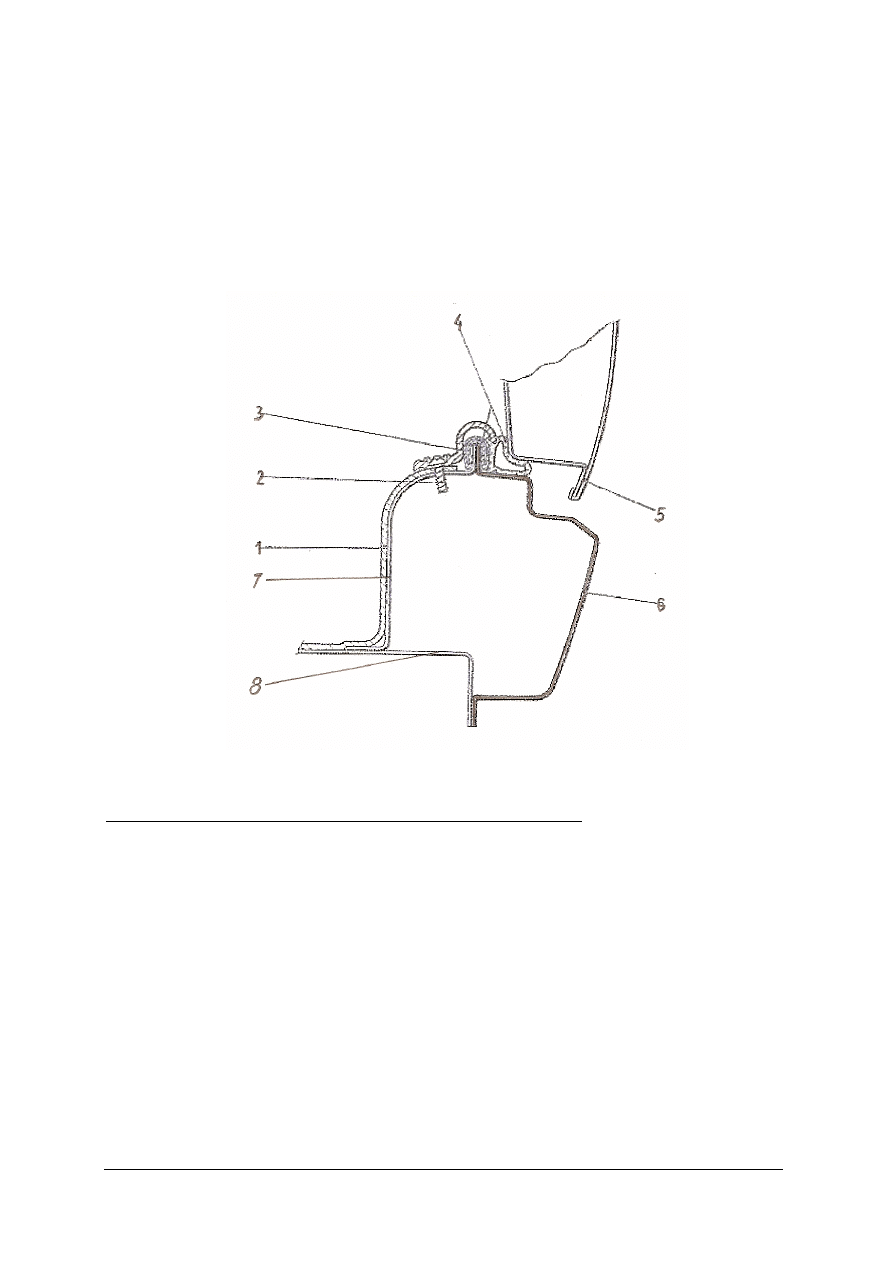
Rys. do ćwiczenia 3. Przekrój przez próg samochodu PF 126p [2, s.210]
Prototyp – element do wykonania: poszycie zewnętrzne progu – 6
Pozostałe elementy oznaczają: 1 – dywanik podłogi, 2 – wkręt mocujący listwę progową, 3 – listwa progowa, 4 –
uszczelka drzwi, 5 – drzwi, 7 – podłużnica boczna – element wewnętrzny progu, 8 – podłoga.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) przygotować miejscowe zużycie korozyjne do wykonania łaty
blacharskiej?
2) wykonać łatę blacharską różnymi technikami?
3) naprawić element konstrukcyjny zachowując jego funkcję nośną?
4) wykonać prosty prototyp elementu nadwozia?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem pytań testowych.
4. Test zawiera 25 pytań wielokrotnego wyboru z zakresu naprawy nadwozia metodą wymiany
elementów. Tylko jedna odpowiedź jest prawidłowa.
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi zaznaczając prawidłową
odpowiedź symbolem X (w przypadku pomyłki należy błędną odpowiedź zaznaczyć
kółkiem, a następnie ponownie zakreślić odpowiedź prawidłową.
6. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie na
później i wróć do niego, gdy zostanie Ci wolny czas.
8. Na rozwiązanie
testu
masz
45
min.
Powodzenia !
ZESTAW ZADAŃ TESTOWYCH
1. Dokonując wyboru metody naprawy nadwozia, blacharz samochodowy powinien uwzględnić:
a) kryterium techniczne i ekonomiczne.
b) kryterium techniczne, ekonomiczne i organizacyjne.
c) tylko kryterium ekonomiczne.
d) tylko kryterium organizacyjne.
2. Oględziny zewnętrzne wymagają od blacharza samochodowego:
a) kompetencji zawodowych.
b) posługiwania się specjalistycznym sprzętem diagnostycznym.
c) wykonania pomiaru nadwozia.
d) częściowego demontażu elementów samochodu.
3. Karta pomiarowa nadwozia to:
a) zestawienie wymiarów gabarytowych nadwozia.
b) zestawienie wymiarów wytłoczek nadwozia.
c) dokumentacja konstrukcyjna nadwozia.
d) dokument producenta określający położenie punktów kontrolnych nadwozia.
4. Do napraw nadwozia przez wymianę elementów można zaliczyć:
a) wymianę pokrywy i naprawę wycinkową.
b) wymianę siedzenia i naprawę przez nagrzewanie.
c) wymianę drzwi i naprawę konstrukcji nośnej.
d) wymianę tapicerki i naprawę wgniecenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
5. Planowanie naprawy nadwozia powinno obejmować:
a)
−
kolejność czynności naprawczych,
−
zestawienie narzędzi i maszyn,
−
wykaz materiałów,
−
organizację naprawy.
b)
−
kolejność czynności naprawczych,
−
zestawienie narzędzi i maszyn,
−
wykaz środków ochrony indywidualnej,
−
wyniki z pomiarów nadwozia.
c)
−
wykaz środków ochrony indywidualnej,
−
zestawienie materiałów eksploatacyjnych,
−
wykaz narzędzi i maszyn,
−
dane dotyczące kwalifikacji pracownika.
d)
−
wykaz materiałów,
−
organizację naprawy,
−
raport z oględzin zewnętrznych,
−
dokumentację techniczną samochodu.
6. Stanowisko pracy blacharza samochodowego dokonującego napraw nadwozia poprzez
wymianę elementów powinno być wyposażone w:
a) butlę acetylenową.
b) rama do prostowania nadwozi.
c) aparat do spawania w osłonie CO
2
.
d) imadło.
7. Podczas spawania metodą MAG/MIG indywidualny środek ochrony oczu i twarzy powinien
zabezpieczyć spawacza przed:
a) zbyt intensywnym oświetleniem stanowiska pracy.
b) promieniowaniem optycznym widzialnym.
c) promieniowaniem optycznym widzialnym i podczerwonym.
d) promieniowaniem optycznym widzialnym, podczerwonym i nadfioletowym.
8. Przy doborze filtra ochronnego podczas spawania łukowego należy uwzględnić:
a) natężenie prądu spawania.
b) wydajność dostarczanego gazu ochronnego.
c) natężenie oświetlenia zewnętrznego.
d) stan zdrowotny oczu spawacza.
9. Współczesne nadwozia samochodów osobowych posiadają elementy łączone rozłącznie
z konstrukcją nośną, należą do nich w szczególności:
a) dach samochodu.
b) płyta podłogowa.
c) przegrody czołowe.
d) błotniki przednie.
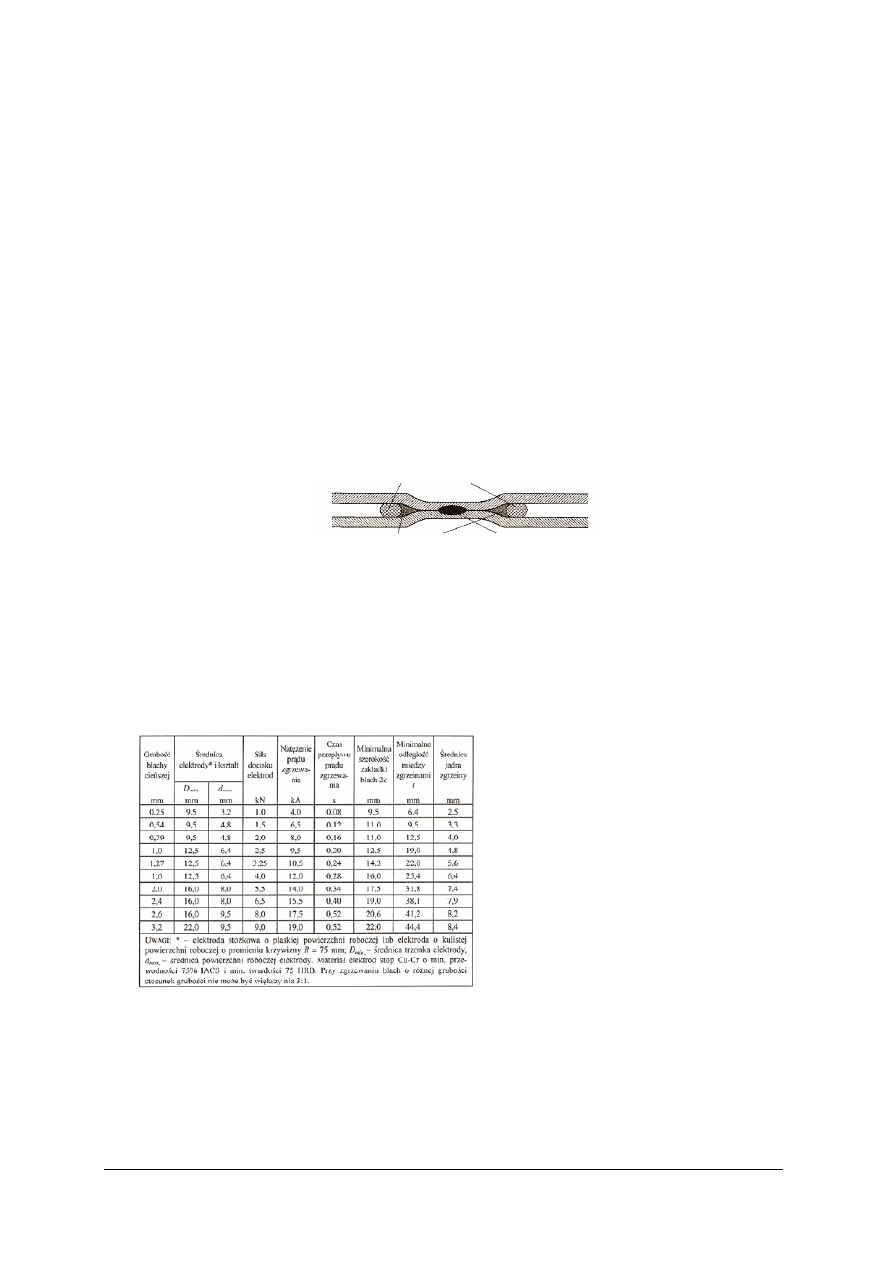
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
10.Podczas naprawy elementów nadwozia łączonych rozłącznie:
a) nie należy uszczelniać łączonych elementów.
b) należy uszczelnić łączone elementy.
c) uszczelnienie nie ma znaczenia dla tej naprawy.
d) należy łączone elementy pokryć preparatem antykorozyjnym przewodzącym prąd
elektryczny.
11.Podczas usuwania zgrzein najlepiej posłużyć się:
a) przecinakiem.
b) piłą brzeszczotową.
c) frezarką do zgrzein.
d) wiertarką.
12. Rysunek przedstawia:
a) zgrzeinę punktową skorodowaną.
b) zgrzeinę punktową zabezpieczoną preparatem cynkowym.
c) zgrzeinę punktową uszczelnioną masą kauczukową.
d) spoinę otworową.
Rys. do zadania 12
13. Aby wykonać zgrzewanie punktowe dwóch blach (każda o grubości 1mm), średnica robocza
elektrody oraz prąd zgrzewania powinny wynosić:
a) 6,4 mm, 9,5 kA.
b) 8 mm, 14 kA.
c) 12,5 mm, 9,5 kA.
d) 16 mm, 14 kA.
Tabela do zadania 13
14. Podczas uszczelniania połączeń zgrzewanych nie należy stosować tradycyjnych mas
kauczukowych, ponieważ:
a) zawierają rozpuszczalnik reagujący z lakierem.
b) wykazują słabą przyczepność.
c) mają nieestetyczny wygląd.
d) są drogie.
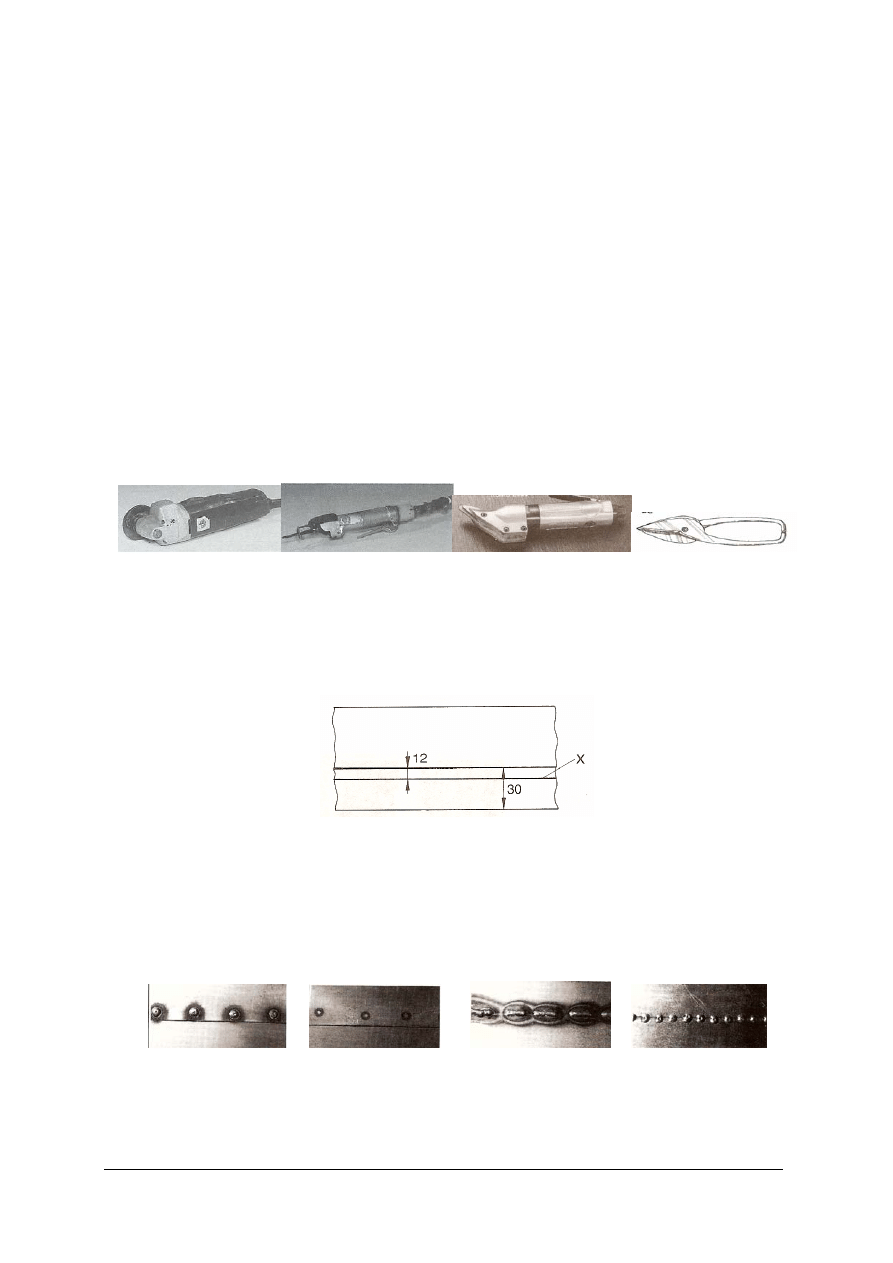
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
15. Naprawę wycinkową stosuje się w szczególności:
a) gdy zależy na obniżeniu kosztów naprawy.
b) gdy warsztat blacharski jest ubogo wyposażony w sprzęt.
c) gdy uległa deformacji konstrukcja nośna nadwozia.
d) gdy dysponuje się wytłoczkami naprawczymi.
16. Podczas cięcia wycinkowego należy zwrócić szczególną uwagę, aby:
a) linia cięcia wzmacniała sztywność nadwozia.
b) linia cięcia osłabiała sztywność nadwozia.
c) linia cięcia nie naruszyła sztywności nadwozia.
d) linia cięcia nie przebiegała przez profile zamknięte.
17. Rysunki przedstawiają narzędzia do cięcia blach, do cięcia wycinkowego należy stosować:
a) tylko ręczne nożyce blacharskie.
b) tylko nożyce ręczne zmechanizowane.
c) wszystkie narzędzia przedstawione na rysunku.
d) żadne z przedstawionych narzędzi nie nadaje się do cięcia wycinkowego.
Rys. do zadania 17
18. Linia oznaczona „X” oraz liczba „12” przedstawione na rysunku oznaczają odpowiednio:
a) X – linia cięcia wstępnego, 12 – szerokość zakładki w mm.
b) X – linia cięcia na gotowo, 12 – szerokość zakładki w mm.
c) X – linia cięcia na gotowo, 12 – odległość cięcia wstępnego w mm.
d) X – linia cięcia wstępnego, 12 – odległość cięcia wstępnego w mm.
Rys do zadania 18
19. Zgrzewanie punktowe przedstawia rysunek:
a) I.
b) II i III.
c) II, III i IV.
d) III
Rys. I do zadania 19
Rys. II do zadania 19
Rys. III do zadania 19
Rys. IV do zadania 19
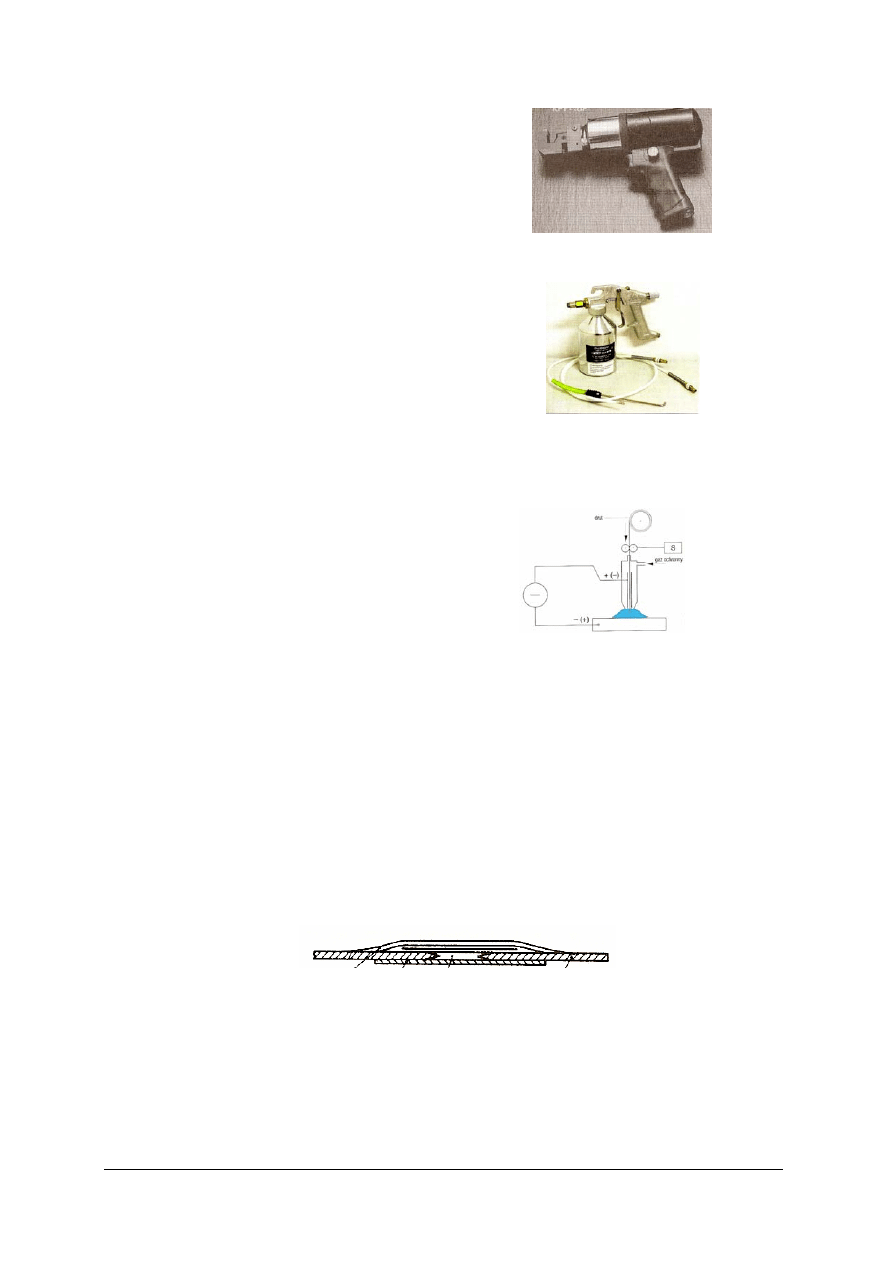
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
20. Narzędzie przedstawione na rysunku umożliwia:
a) wykonanie otworu i zakładki.
b) wykonanie zakładki.
c) frezowanie zgrzein.
d) wykonanie spoiny otworowej.
Rys. do zadania 20
21. Rysunek przedstawia:
a) pistolet do malowania.
b) pistolet do lakierowania.
c) opakowanie środka uszczelniającego w aerozolu
d) pistolet do konserwacji profili zamkniętych.
Rys. do zadania 21
22. Rysunek przedstawia schemat stanowiska do spawania metodą MIG/MAG, symbolem „S”
oraz symbolem „kółko, w środku pozioma kreska oznaczono odpowiednio:
a) zasilacz spawalniczy, podajnik drutu
b) podajnik drutu, zasilacz spawalniczy,
c) spawarka, źródło prądu spawania,
d) źródło prądu spawania, spawarka.
Rys. do zadania 22
23. Urządzenie zwane inwertorem to:
a) nowoczesna spawarka.
b) urządzenie podające drut elektrodowy.
c) nazwa zespołu prostownika.
d) transformator spawalniczy o zwiększonej częstotliwości napięcia zasilania.
24. Rysunek przedstawia:
a) technologię wstawienia łaty blaszanej.
b) technologię naprawy miejscowej metodą lutowania.
c) technologię naprawy miejscowej metodą klejenia.
d) technologię naprawy miejscowej metodą klejenia z podkładką.
Rys. do zadania 23
25. Prototypy wykonuje się:
a) w naprawie samochodów zabytkowych.
b) w naprawie samochodów wyczynowych.
c) w naprawie samochodów luksusowych.
d) w naprawie samochodów ciężarowych.
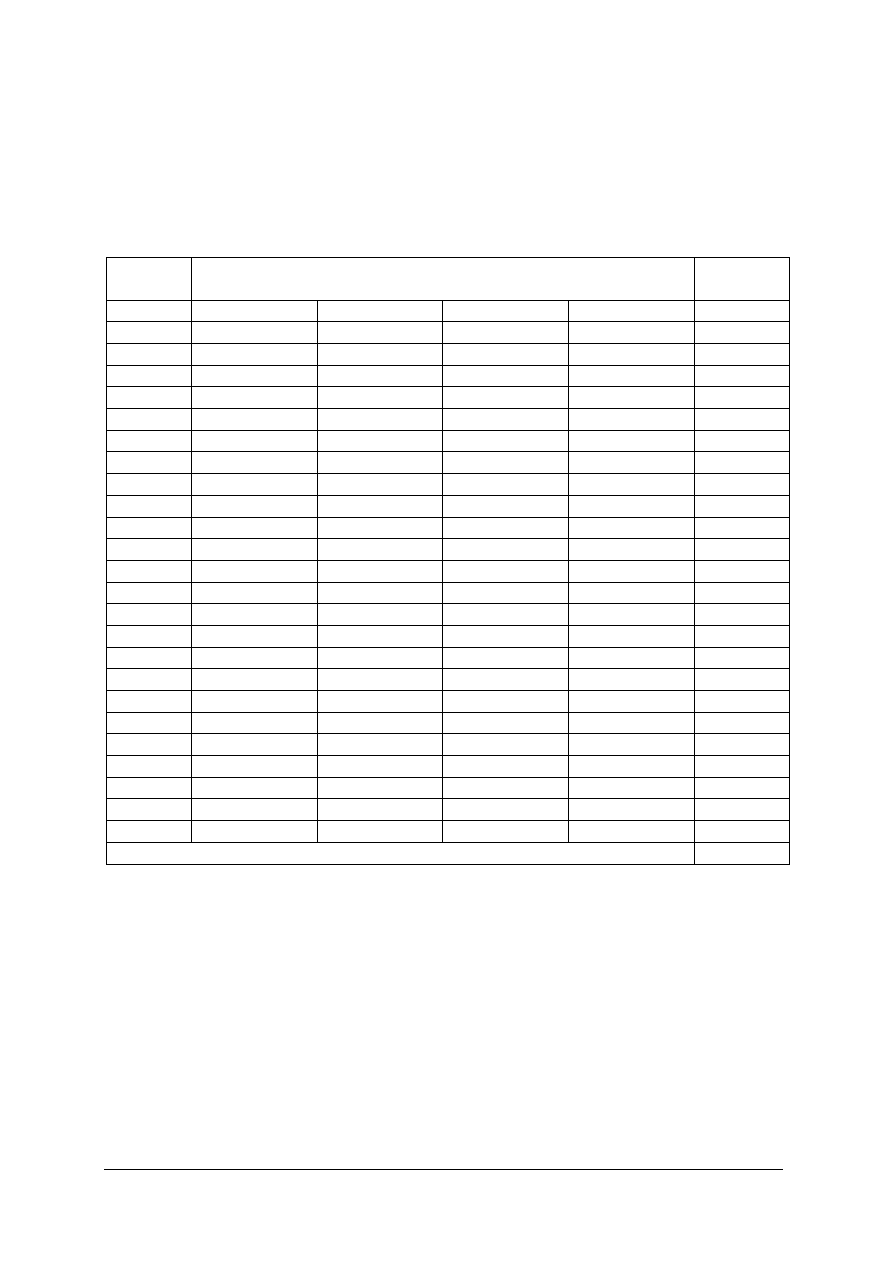
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
KARTA ODPOWIEDZI
Imię i nazwisko ……………………………………………………..
Dokonywanie wymiany elementów nadwozia
Zakreśl poprawną odpowiedź
Nr
zadania
Odpowiedź
Punktacj
a
1
a b c d
2
a b c d
3
a b c d
4
a b c d
5
a b c d
6
a b c d
7
a b c d
8
a b c d
9
a b c d
10
a b c d
11
a b c d
12
a b c d
13
a b c d
14
a b c d
15
a b c d
16
a b c d
17
a b c d
18
a b c d
19
a b c d
20
a b c d
21
a b c d
22
a b c d
23
a b c d
24
a b c d
25
a b c d
Razem

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
6. LITERATURA
1. Dobaj E.: Maszyny i urządzenia spawalnicze. WN-T, Warszawa 2005
2. Klimecki Z, Zembowicz J.: Naprawa samochodów – Polski Fiat 126p. WKŁ, Warszawa
1986
3. Klimpel A.: Spawanie, zgrzewanie i cięcie metali. WN-T, Warszawa 1999
4. Kobus W.: Nowe metody napraw nadwozi samochodów osobowych. WKiŁ, Warszawa
1987
5. Kozłowski M. (red.): Mechanik pojazdów samochodowych – budowa i eksploatacja
pojazdów, cz.I II III. wyd. Vogel Publishing, Wrocław 2000
6. Kozłowski M (red.): Mechanik pojazdów samochodowych – przedsiębiorczość, organizacja
i bezpieczeństwo pracy. wyd. Vogel Publishing, Wrocław 1999
7. Martinek W, Michnowski Z.: Dekarstwo i blacharstwo budowlane. WSiP, Warszawa 1999
8. Maryański A.: Stacje obsługi samochodów. WKiŁ, Warszawa 1981
9. Mizerski J.: Spawanie wiadomości podstawowe. Wyd. REA, Warszawa 2005
10. Mizerski J.: Spawanie w osłonie gazów metodami MAG i MIG. Wyd. REA, Warszawa
2005
11. Szenejko W.: Blacharstwo. WKiŁ, Warszawa 1981
Czasopisma i materiały reklamowe
12. autoEXPERT. Wyd. Vogel Publishing sp.z o.o.
13. Poradnik serwisowy nr 3/2002 Wydawnictwo Instalator Polski
Wyszukiwarka
Podobne podstrony:
blacharz samochodowy 721[03] z2 02 n
blacharz samochodowy 721[03] z2 02 u
blacharz samochodowy 721[03] z2 02 n
blacharz samochodowy 721[03] z2 03 u
blacharz samochodowy 721[03] o1 02 n
blacharz samochodowy 721[03] z2 01 u
blacharz samochodowy 721[03] z2 01 n
blacharz samochodowy 721[03] o1 02 u
blacharz samochodowy 721[03] z2 05 u
blacharz samochodowy 721[03] z1 02 n
blacharz samochodowy 721[03] z2 05 n
blacharz samochodowy 721[03] z1 02 u
blacharz samochodowy 721[03] z2 03 u
blacharz samochodowy 721[03] o1 02 n
blacharz samochodowy 721[03] z2 01 u
blacharz samochodowy 721[03] z2 01 n
więcej podobnych podstron