1
Podstawy automatyzacji
Podstawy automatyzacji
Kurs ARM 009041W
Kurs ARM 009041W
dr in
dr in
. Zbigniew Smalec, pok. 3.19 B
. Zbigniew Smalec, pok. 3.19 B
-
-
4
4
Kierunek studiów: ZIP - stacjonarne
I-stopie , III rok, sem. 6-letni
Rok akad. 2011/12
Politechnika Wrocławska
W y d z i a ł M e c h a n i c z n y
Instytut Technologii Maszyn i Automatyzacji
Wrocław, 2012
Cz
Cz
4
4 (1 – 62)
Rodzaje robot
Rodzaje robot
ó
ó
w:
w:
1.
1.
Roboty przemys
Roboty przemys
ł
ł
owe
owe – do zastosowa w procesach wytwórczych, monta u, pracach
manipulacyjnych, transportowych itp. w przemy le.
2.
2.
Roboty serwisowe
Roboty serwisowe – s dalszym rozwini ciem robotów przemysłowych, a ze wzgl du
na ich lepsze własno ci motoryczne i kognitywne maj one szerszy zakres zastosowa
ni roboty przemys
ł
owe.
3.
3.
Roboty terenowe
Roboty terenowe – maj przede wszystkim zdolno
autonomicznego orientowania si
i poruszania w nieznanym otoczeniu i s one stosowane w niebezpiecznych lub trudno
dost pnych rodowiskach.
Rys historyczny rozwoju robot
Rys historyczny rozwoju robot
ó
ó
w
w
–
–
generacje:
generacje:
Generacja 1
Generacja 1 (1975 r.) – najazd na stałe punkty, brak sensorów, proste zadania (
P
ick and
P
lace), wymagana jest dokładna znajomo
otoczenia robota.
Generacja 2
Generacja 2 (od 1980r.) – wyst puj ró ne metody realizacji ruchów, zastosowanie
komputera steruj cego, ka dorazowo w
ł
asny proces dla ka dej osi, robot
mo e by programowany za pomoc j zyka programowania wy szego
poziomu, a funkcje sensorów s wbudowane w j zyk.
Generacja 3
Generacja 3 (w przyszło ci) - przewidziana jest wielosensoryczno , przebiegi adaptacyjne
dzi ki metodom sztucznej inteligencji, programowanie zorientowane
zadaniowo i
implicite, a tak e roboty mobilne i autonomiczne.
Definicja robota:
Definicja robota:
Robot jest swobodnie programowaln maszyn manipulacyjn .
Roboty przemysłowe - podstawy
2
Generacje robotów
0. generacja
0. generacja
–
–
mechanizmy:
mechanizmy:
Zapami tanie ci gu ruchów (przestrzennie, czasowo) w konstrukcji mechanicznej (np. sprz enia
nap dów), kartach dziurkowanych i walcach z kołkami,
Lalki mechaniczne, mechanizmy.
1. generacja
1. generacja
–
–
programowalne manipulatory/ maszyny, 1960
programowalne manipulatory/ maszyny, 1960
–
–
1975 r.:
1975 r.:
Mała moc obliczeniowa, wzmocnienie siły ci gu ruchów,
Tylko stałe punkty zatrzymania (programowanie PTP – od punktu do punktu),
Brak zdolno ci sensorycznych (tylko działania
Pick-and-Place
).
2. generacja
2. generacja
–
–
roboty adaptacyjne, automatyzacja, 1976
roboty adaptacyjne, automatyzacja, 1976
–
–
1982 r.
1982 r.
Wiele sensorów (np. kamery),
Dopasowywanie do otoczenia,
Własne j zyki programowania (np. VAL),
Mała inteligencja robotów (adaptacyjna realizacja zada ).
3. generacja
3. generacja
–
–
autonomia, integracja, od 1983 r.:
autonomia, integracja, od 1983 r.:
Du a moc obliczeniowa (systemy wieloprocesorowe),
Programowanie zorientowane na zadania,
Wymaganie (maszynowej) autonomii, integracja funkcji sterowniczych w robocie.
4. generacja
4. generacja
–
–
humanoid
humanoid
, rozwi zania sztucznej inteligencji AI (ang.
, rozwi zania sztucznej inteligencji AI (ang.
Artificial Intelligence
Artificial Intelligence
):
):
Wysoka elastyczno w odniesieniu do otoczenia i zada ,
Zdolno uczenia i dopasowywania,
Samorefleksja,
Emocje.
1.
1.
Robot sekwencyjny:
Robot sekwencyjny:
- wyposa ony w sekwencyjny (wykonuj cy kolejno zaprogramowane ruchy
i czynno ci) układ sterowania.
2. Robot realizuj
2. Robot realizuj
cy zadane trajektorie
cy zadane trajektorie
:
:
- realizuje ustalon procedur sterowanych ruchów według instrukcji
programowych.
3. Robot adaptacyjny
3. Robot adaptacyjny
:
:
- ma sensoryczny, adaptacyjny, b d ucz cy si układ sterowania,
- typowym przykładem jest tutaj robot wyposa ony w czujniki wizyjne, przez
co jest mo liwa korekta ruchów podczas pobierania elementów, monta u
lub spawania łukowego.
4.
4.
Teleoperator
Teleoperator
:
:
- ze sterowaniem zdalnym, realizowanym przez operatora lub komputer,
- jego funkcje s zwi zane z przenoszeniem na odległo
funkcji
motorycznych i sensorycznych operatora,
- z tej klasy wył cza si manipulatory o poł czeniach mechanicznych.
Klasyfikacja robotów ze wzgl du na sterowanie
3
Układ
Układ
sterowania
sterowania
RC
RC
Zasilanie
Zasilanie
Układ zabezpiecze
Układ zabezpiecze
(np. bariera wietlna)
(np. bariera wietlna)
Urz dzenia
Urz dzenia
peryferyjne
peryferyjne
Efektor
Efektor
Manipulato
Manipulator
Sensory
Sensory
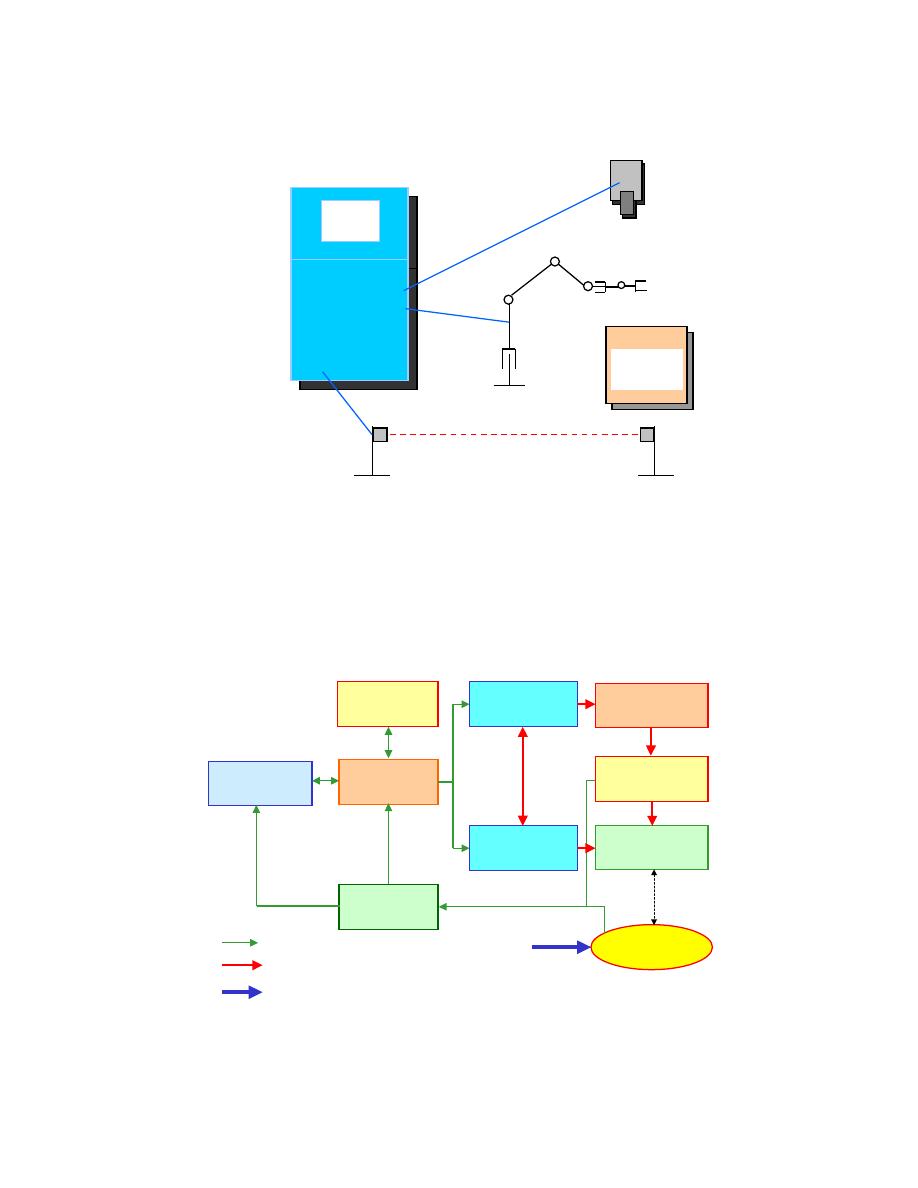
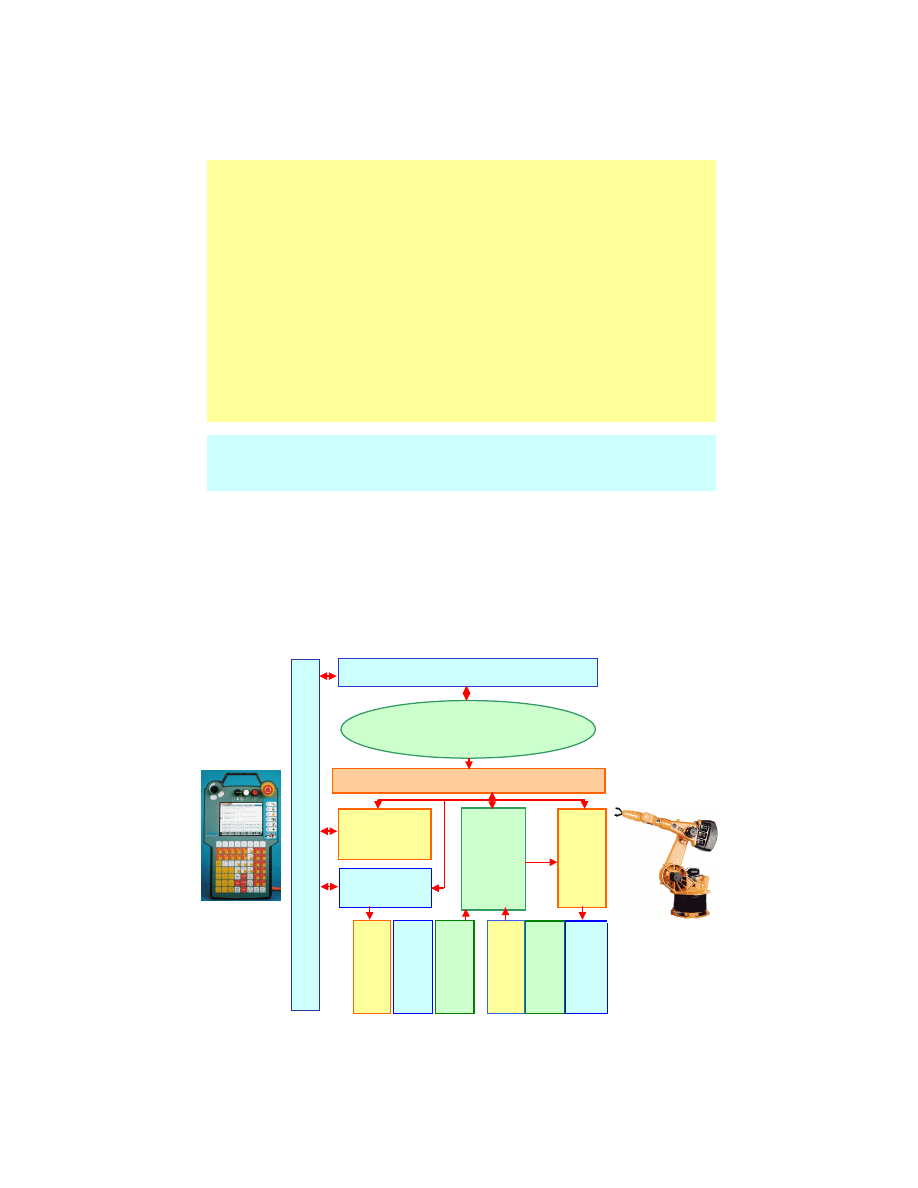
Składniki robotów przemysłowych
Struktura funkcjonalna robota
Planowanie
Planowanie
toru
toru
Człon
Człon
nastawiaj cy
nastawiaj cy
Nap d
Nap d
Sterowanie
Sterowanie
robota
robota
Układy
Układy
pomiarowe
pomiarowe
Człon
Człon
nastawiaj cy
nastawiaj cy
Przetwarzanie
Przetwarzanie
ruchu
ruchu
Narz dzie
Narz dzie
Obiekt
Obiekt
Programator
Programator
Informacja
Energia
Materiał
Otoczenie
Otoczenie
4
Sensory
Układy
pomiaru
poło enia
Wej cia
cyfrowe
Układ
kinematyczny
(przeguby i człony)
Chwytaki/
narz dzia
Nap dy/
elementy
wykonawcze
Wyj cia
cyfrowe
Układ sterowania RC robota
Układ sterowania RC robota
Program aplikacyjny
Interpreter
Warto ci zadane/
Transformacje
współrz dnych
Regulacja
poło enia
PLC
PLC
Składniki robotów przemysłowych
Konfiguracje robotów (rodzaje układów kinematycznych)
Mo liwe konfiguracje cz ci
Mo liwe konfiguracje cz ci
mechanicznej robotów
mechanicznej robotów
przemysłowych:
przemysłowych:
Układ współrz dnych prostok tnych
(Kartezja ski),
Układ współrz dnych cylindrycznych,
Układ współrz dnych sferycznych,
Konfiguracja z przegubami,
Konfiguracja SCARA (ang.
Selective
Compliance Assembly Robot ).
x
y
z
C
A
1
GF
A
2
w
W
P
u
D
G
v
F
2
1
5
Zadania układu sterowania RC:
Zadania układu sterowania RC:
sterowanie realizacj przemieszcze robota,
oddziaływanie na składniki procesu w systemie,
oddziaływanie na składniki transportu i dostarczania,
sterowanie funkcji chwytaka,
przyjmowanie i ocena sygnałów z sensorów,
przyjmowanie i ocena informacji procesowych dla oddziaływania na
proces,
funkcje diagnostyczne do rozpoznawania bł dów robota i procesu,
wspomaganie obsługuj cego,
wspomaganie programisty przy przygotowywaniu zada automatyzacji.
Zadania układu sterowania RC robota
Aby wykona wszystkie te zadania układ sterowania robota, oprócz jednostki o
du ej mocy obliczeniowej, wymaga urz dze peryferyjnych do procesu i do
obsługi.
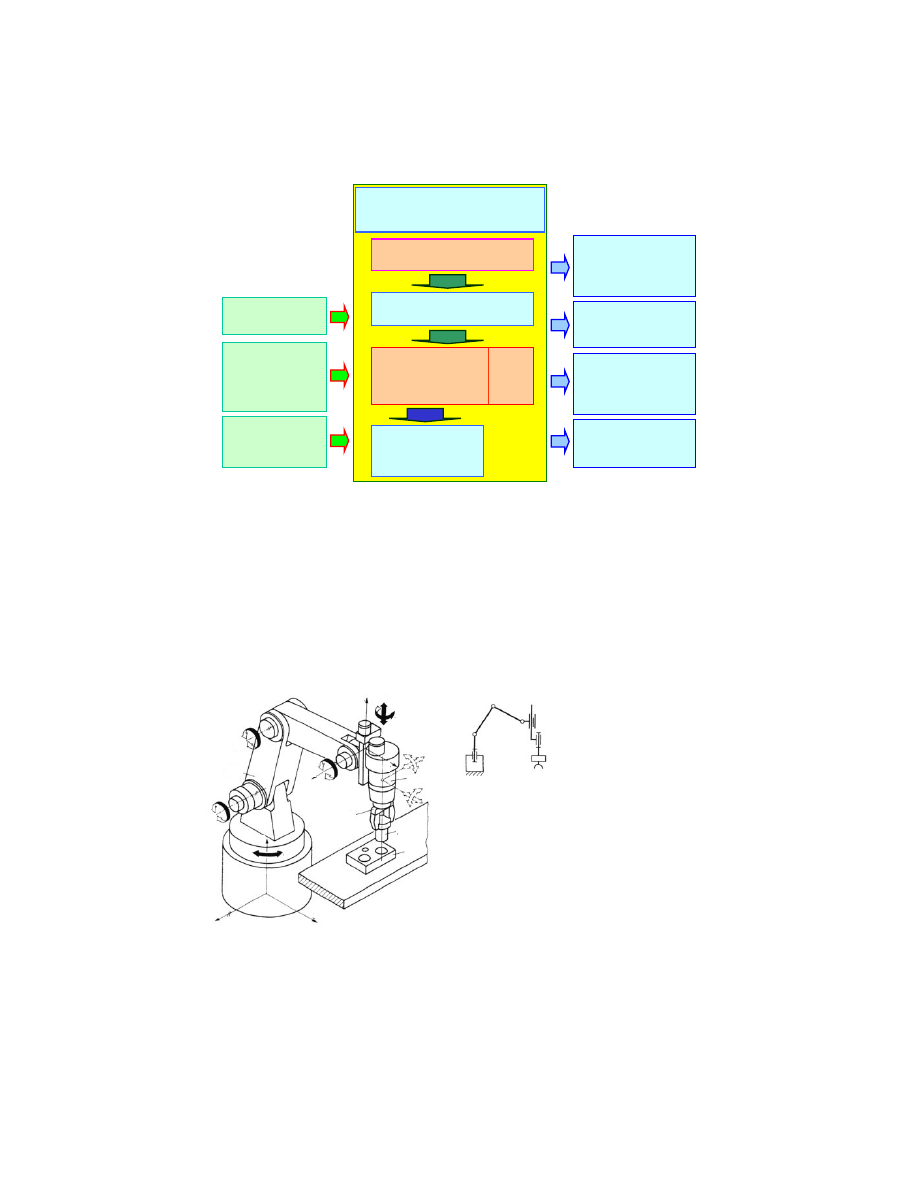
Składniki układu sterowania RC robota przemysłowego
Moduł komunikacyjny
Programy aplikacyjne,
instrukcje sterowania,
dane
Sterowanie sekwencyjne, interpreter
Sterowanie
ruchami/
Interpolator
Regulator
osi
P
rz
et
w
ar
za
ni
e
da
ny
ch
z
se
ns
or
ów
S
te
ro
w
an
ie
dz
ia
ła
ni
am
i
O
bs
łu
ga
i
pr
og
ra
m
ow
an
ie
N
ap
dy
U
kł
ad
ki
ne
m
at
yc
zn
y
U
kł
ad
p
om
ia
ru
po
ło
en
ia
S
en
so
ry
E
fe
kt
or
y
te
ch
no
lo
gi
cz
ne
E
le
m
en
ty
na
st
aw
ia
j
ce
6
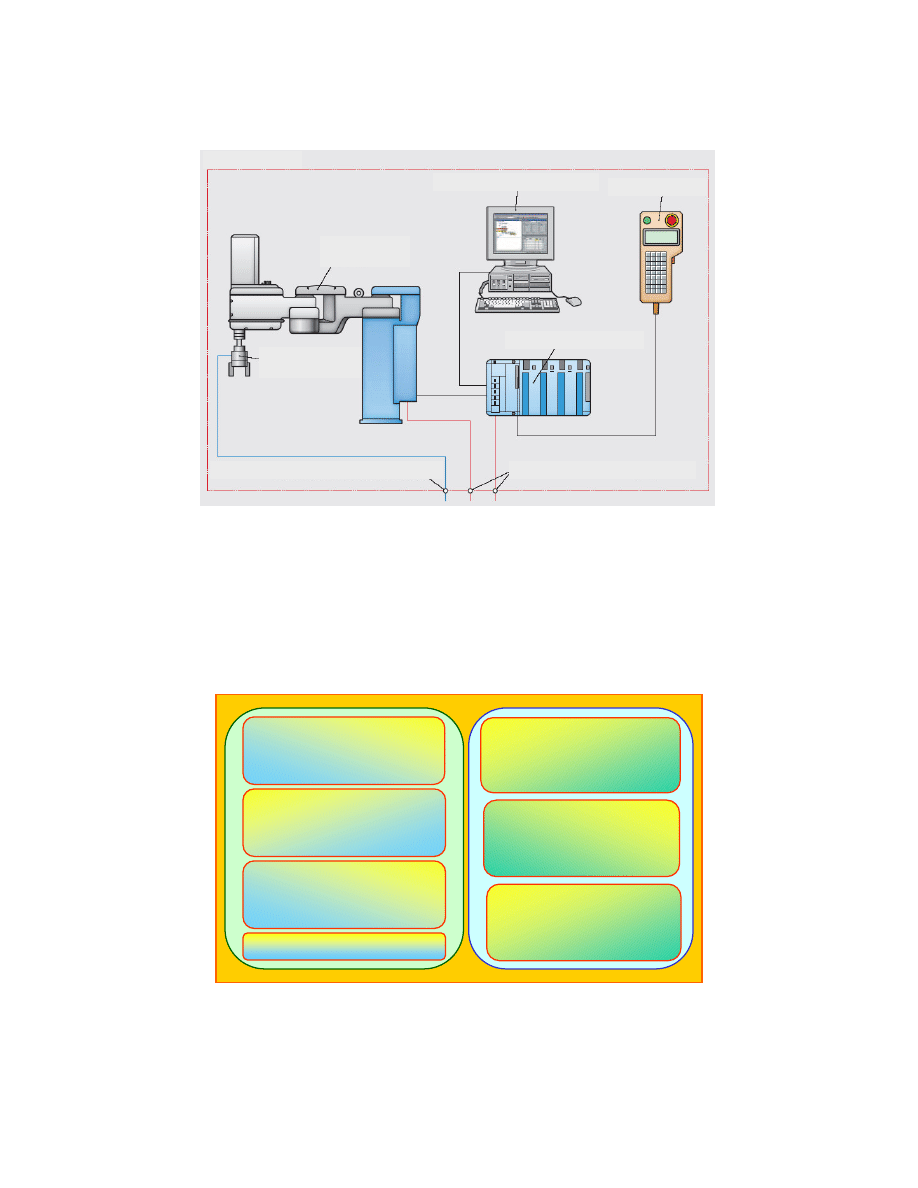
System robota przemysłowego
Granica systemu
PC do programowania robota
Panel do uczenia
Układ sterowania robota
Robot (cz
manipulacyjna)
Przył cza do zasilania spr onym powietrzem
Przył cza do zasilania elektrycznego
Chwytak nap dzany
pneumatycznie
Sterowanie ruchami do
punktów lub po torze
Synchronizacja przebiegów
ruchu z zewn trznymi
działaniami
Przejmowanie danych z
sensorów i przetwarzanie
wyników w wymagane reakcje
Nadzorowanie ruchów
Sterowanie logiczne
urz dze zewn trznych
Programowanie, korekcja
i testowanie programów
Komunikacja
Podstawowe zadania układów sterowania robotów
przemysłowych

7
Moduł komunikacyjny:
Moduł komunikacyjny:
tryb DNC (
Distributet (Direct)/Numerical Control): ładowanie programów aplikacyjnych do układu
sterowania robota oraz wymiana danych stanu i meldunków z nadrz dnymi układami sterowania,
wymiana danych z innymi układami sterowania, np. komputerem gniazda lub komputerem nadrz dnym.
Sterowanie sekwencyjne (interpreter):
Sterowanie sekwencyjne (interpreter):
czytanie instrukcji programu aplikacyjnego, dekodowanie ich i wywoływanie odpowiednich funkcji,
organizowanie przetwarzania programu aplikacyjnego z instrukcjami ruchu, efektora, sensorów, realizacj
programu, arytmetyk i technologi ,
kod programu aplikacyjnego jest tworzony najcz ciej za pomoc kompilatora. Uniwersalny kod IRDATA
jest stosowany do transmisji programów do układów RC ró nych producentów.
Sterowanie ruchami:
Sterowanie ruchami:
generowanie na podstawie programu i danych aplikacyjnych zadanych wielko ci przebiegów ruchu dla
regulatorów osi,
sterowanie uczestnicz cych w tych ruchach urz dze manipulacyjnych, np. robota, stołu obrotowego lub
dodatkowych osi.
Regulatory osi:
Regulatory osi:
realizacja ruchów osi robota zgodnie z warto ciami zadanych przemieszcze ,
obliczanie specyficznych dla osi punktów po rednich (interpolacja dokładna),
przetwarzanie warto ci przemieszcze k towych lub liniowych w pr dy, napi cia lub ruchy silników,
najazdy na pozycje osi s nadzorowane i regulowane na podstawie meldunków pozycji rzeczywistych
otrzymywanych z układów pomiarowych drogi lub k ta.
Funkcje układów sterowania robotów przemysłowych
Funkcje układów sterowania robotów przemysłowych c.d.
Sterowanie akcjami:
Sterowanie akcjami:
wykonywanie rozkazów (zwi zanych z drog lub zał czaniem/wył czaniem) programu aplikacyjnego, np.
dla chwytania manipulowanych obiektów lub sterowania urz dze peryferyjnych,
wi zanie ze sob , zgodnie z rozkazami działa wewn trznych i zewn trznych, sygnałów procesowych,
np. stan ruchu, wył czniki kra cowe, bariery wietlne lub sprz enia zwrotne z innych układów
sterowania,
tworzenie sygnałów steruj cych dla dwustanowych (binarnych) członów wykonawczych, takich jak
wył czniki bezpiecze stwa, proste nap dy lub zawory.
Obsługa:
Obsługa:
wspomaganie takich funkcji jak wybór trybu pracy, wprowadzanie parametrów roboczych, start/stop
programu i ładowanie/zapami tywanie programu,
zarz dzanie trybami pracy układu sterowania robota (ustawianie, test, praca automatyczna).
Programowanie:
Programowanie:
tworzenie, piel gnacja i zarz dzanie programami,
potrzebne do tworzenia programów moduły funkcyjne takie jak: edytor, debugger i kompilator mog by
cz ci układu sterowania lub te by umieszczone w komputerach.
Przetwarzanie danych z sensorów:
Przetwarzanie danych z sensorów:
przetwarzanie danych z sensorów robota i sensorów zewn trznych,
cz sto dla skrócenia czasu reakcji odpowiednie dane z czujników poziomu regulacji osi s dostarczane
bezpo rednio np. do układu sensorycznego siły/momentu.
8
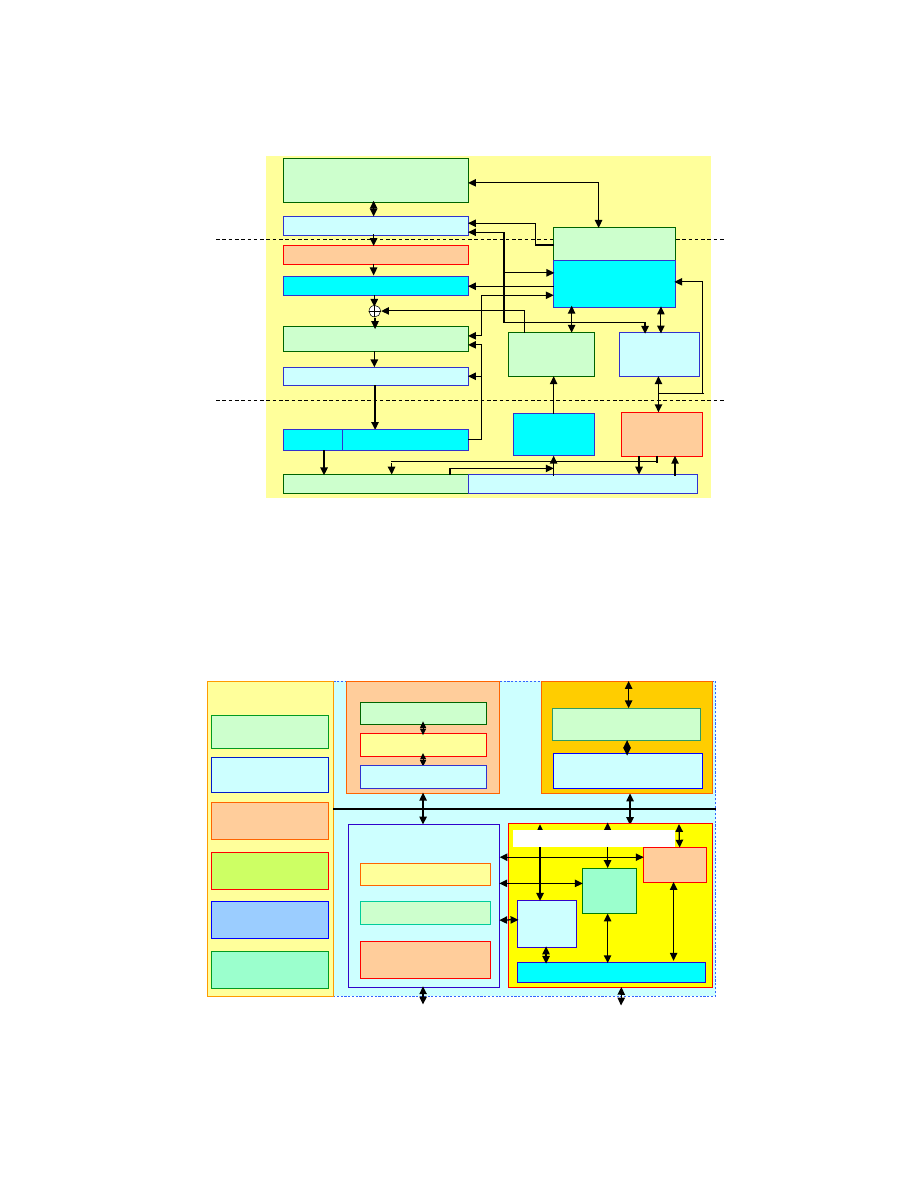
Przepływ informacji w układzie RC
Obsługa, programowanie oraz
wprowadzanie i wyprowadzanie
danych steruj cych
Zapami tywanie rozkazów i danych
Przygotowanie interpolacji
Nastawianie poło enia
Transformacja współrz dnych
Interpolacja
Nap d
Przetwarzanie
danych z
sensorów
Działania
logiczne, I/O,
technologia
Tryby pracy
Interpreter
(kompilator)
Sensory
Dajniki
członów
nastawiaj cych
Układ mechaniczny robota
Układ mechaniczny robota
Urz dzenia peryferyjne
Urz dzenia peryferyjne
Układ pomiaru drogi
Poziom
Poziom
wprowadzania
wprowadzania
–
–
wyprowadzania
wyprowadzania
oraz pami ci
oraz pami ci
Poziom
Poziom
przetwarzania
przetwarzania
Poziom
Poziom
wej /wyj
wej /wyj
procesu
procesu
Model odniesienia oprogramowania układu RC
U ytkownik
U ytkownik
System operacyjny
System operacyjny
System plików
Komunikacja
task’ów
Sterowanie
task’ami
Zarz dzanie
pami ci
Sterowniki
urz dze (
driver’s
)
Mechanizmy
sieci
Edytor
Kompilator
System programowania
System programowania
Sterowanie ruchem
Sterowanie ruchem
Planowanie
Sterowanie
sewonap dami
Kondyc.
manipul.
PLC
PLC
Dane z
sensorów
Cykliczne I/O
Czujniki, elementy wykonawcze
Czujniki, elementy wykonawcze
Interpolacja
Interpreter
Sterowanie technologiczne
Sterowanie technologiczne
Warstwa obsługi
System menu
Manipulowanie
rozkazami
Robot, osie zewn trzne
Robot, osie zewn trzne
Interfejs u ytkownika
Interfejs u ytkownika
9
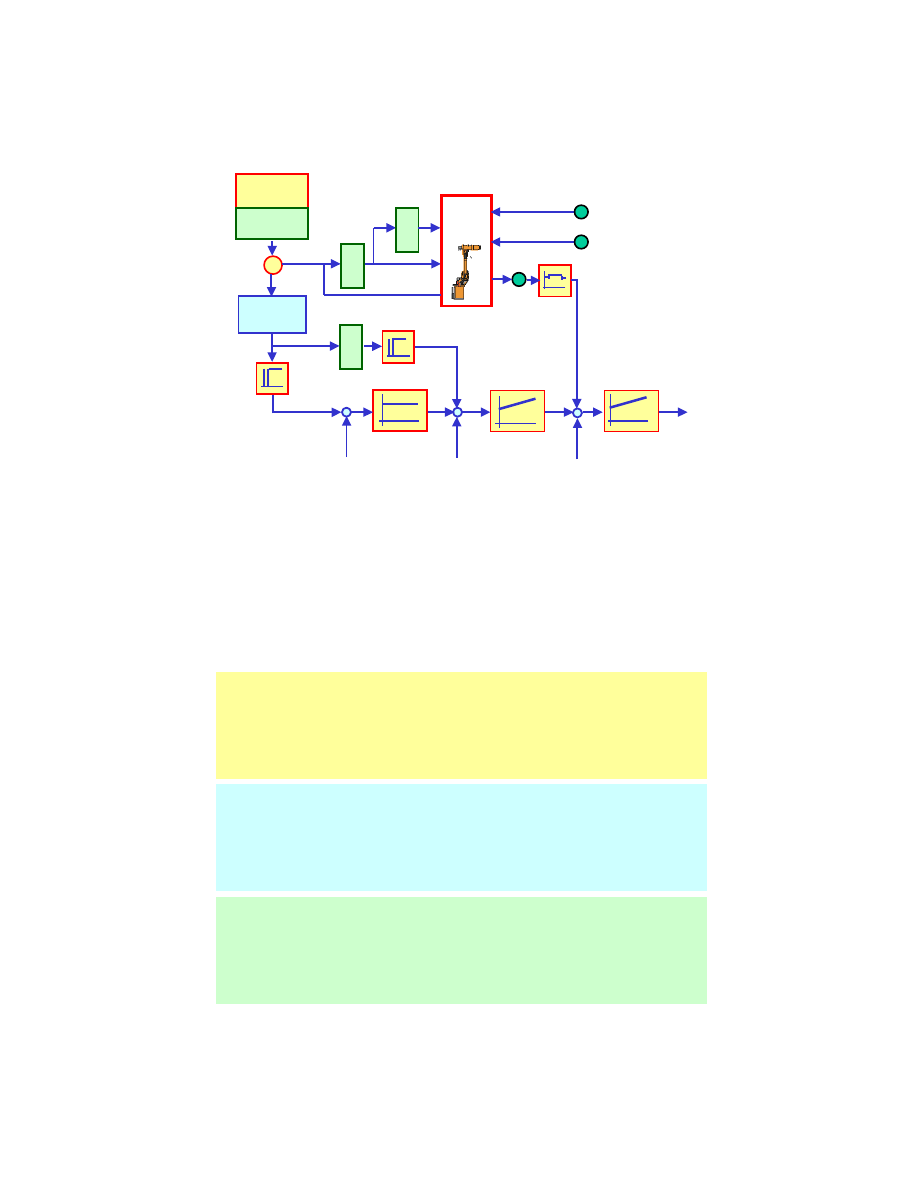
Interpolator
Transformacja
współrz dnych
Interpolacja
dokładna
+
Pozycja
d
--
dt
d
--
dt
Modell
(odwróco-
ny)
Dane robota
Dane o obci eniu
Moment zadany
d
--
dt
Regulator
poło enia
Regulator
pr dko ci
Regulator
pr du
+
+
+
+
+
-
-
-
I3
I3
I4
I4
I1
I1
I2
Układ regulacji nap dów robota przemysłowego oparty
na modelu
Tryby pracy robota przemysłowego
Tryb ustawiania:
Tryb ustawiania:
Tryb ustawiania słu y do programowania i realizowania przemieszcze
robota za pomoc r cznie wprowadzanych rozkazów. Przemieszczenia
te s konieczne podczas programowania jak równie w przypadku
wyst pienia zakłócenia pracy do wycofania robota.
Tryb testowy:
Tryb testowy:
W pracy testowej programy wzgl dnie cz ci programu mog by
automatycznie wykonywane w sposób krokowy lub podobny. W ró nych
układach sterowania RC wyst puj dodatkowe rodzaje pracy testowej,
np. bez uaktywniania wyj do urz dze peryferyjnych.
Tryb automatyczny:
Tryb automatyczny:
Tryb automatyczny w RC jest stosowany tylko przy wykorzystywaniu
robota w procesie produkcyjnym. Programy s wykonywane z
oryginaln szybko ci i z wszystkimi funkcjami. Praca automatyczna
wymaga zamkni cia zabezpiecze gniazda zrobotyzowanego.
10
Interpolacja ci gła
Interpolacja kołowa
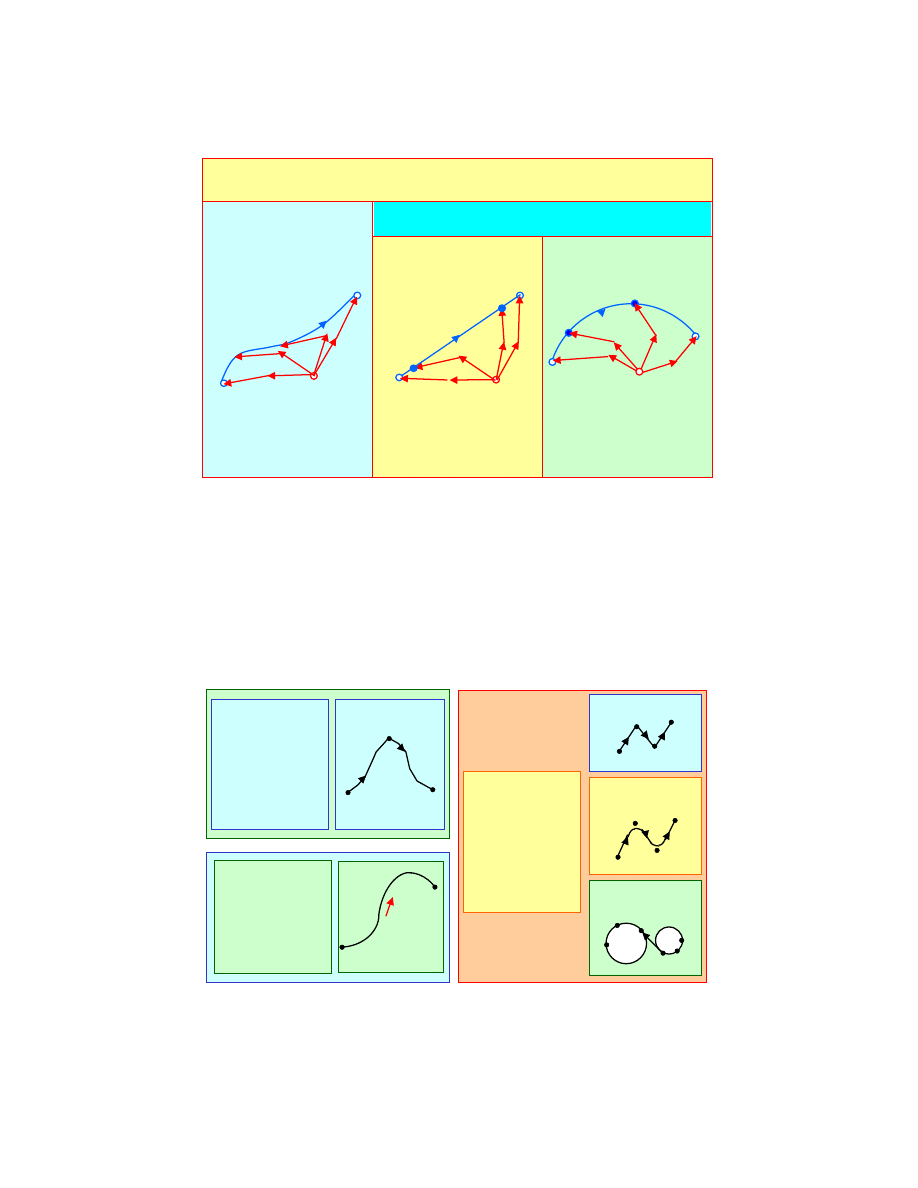
Rodzaje interpolacji
Rodzaje interpolacji
Interpolacja PTP od
punktu do punktu
P
1
P
2
Interpolacja liniowa
P
1
P
2
P
1
P
2
Rodzaje interpolacji w układach sterowania RC robotów
Rodzaje sterowania robotów przemysłowych
Sterowanie Punkt
Sterowanie Punkt
-
-
Punkt
Punkt
PTP
PTP (
Point To Point)
Zastosowania:
Zastosowania:
Paletyzacja,
Zgrzewanie,
Zasilanie obrabiarek,
Załadowywanie i
rozładowywanie
urz dze
transportowych
P0
P1
P2
Sterowanie
Sterowanie
wielopunktowe
wielopunktowe
MP
MP (
Multi Point)
Zastosowanie:
Zastosowanie:
Malowanie natryskowe,
Zasilanie
P0
P1
Sterowanie kształtowe
Sterowanie kształtowe
CP
CP (
Continous Path)
Zastosowanie:
Zastosowanie:
Spawanie,
Obróbka,
(Gratowanie),
Monta
Interpolacja liniowa
Interpolacja liniowa
Interpolacja liniowa z
Interpolacja liniowa z
wygładzaniem toru
wygładzaniem toru
Interpolacja kołowa z
Interpolacja kołowa z
wygładzaniem
wygładzaniem
P0
P1
P2
P3
P0
P1
P2
P3
P0
P1
P2
P3 P4
P5
11
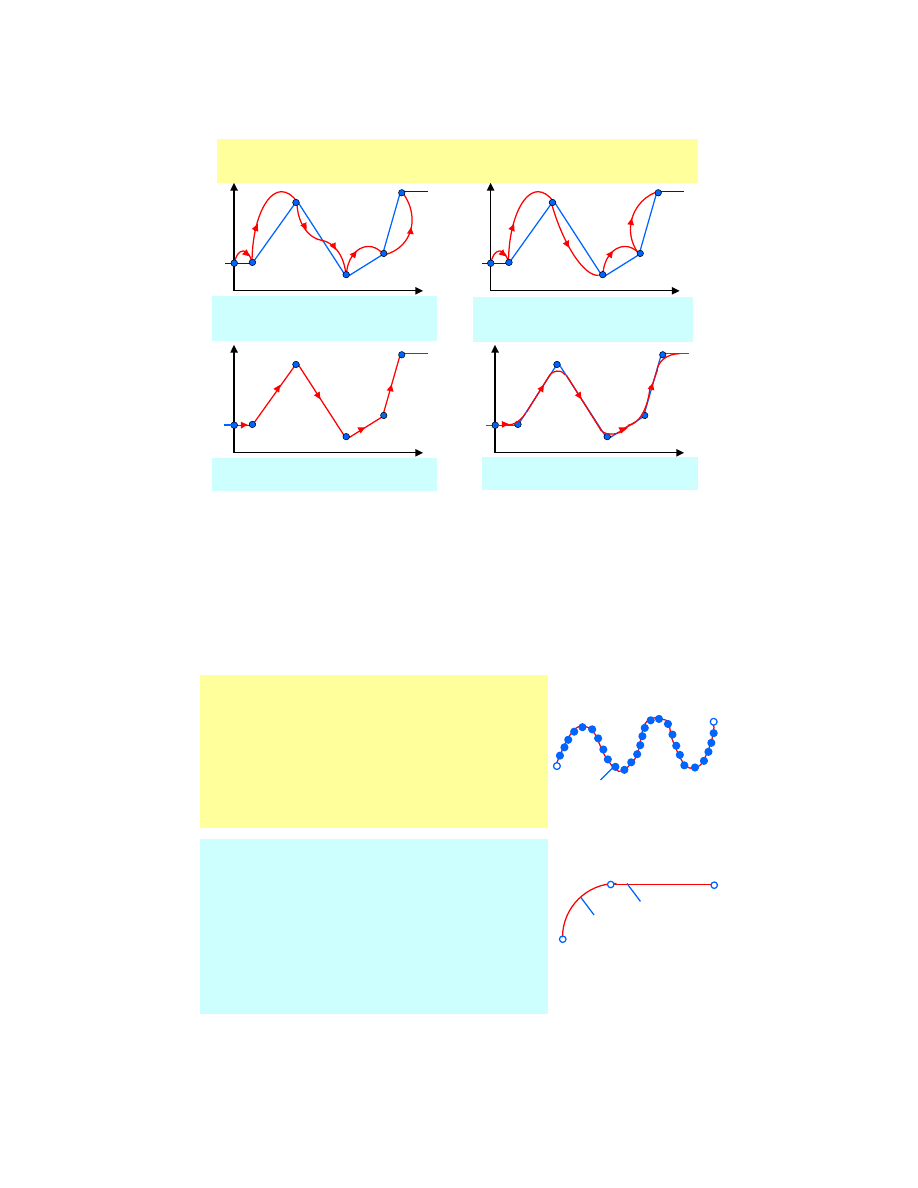
Rodzaje sterowania PTP (
od punktu – do – punktu)
Sterowanie PTP (ang.
Point To Point
) polega na zapami taniu i
nast pnie naje d aniu na ci g dyskretnych punktów w przestrzeni.
PTP – ka da o (przegub) przemieszcza
si natychmiast z maksymaln pr dko ci
– ruchy ko cz si niezale nie od siebie
P
o
P
1
P
2
P
3
P
4
P
5
P
o
P
1
P
2
P
3
P
4
P
5
PTP z interpolacj osi – wszystkie osie
(przeguby) razem rozpoczynaj i ko cz
swoje przemieszczenia
P
o
P
1
P
2
P
3
P
4
P
5
P
o
P
1
P
2
P
3
P
4
P
5
PTP z interpolacj liniow – interpolowany
jest tor mi dzy dwoma punktami
PTP z zaokr gleniami – wygładzanie
nieci gło ci
Sterowanie wielopunktowe i sterowanie kształtowe
Sterowanie wielopunktowe MP
Sterowanie wielopunktowe MP (ang.
Multi Point):
w zadanej siatce poszczególne osie s przemieszczane
do warto ci pozycji le cych na zaprogramowanym
torze,
programowanie odbywa si cz sto metod
Play-Back.
Ruchy do wykonania przez osie robota s wprowadzane
przez r czne prowadzenie przy wył czonych nap dach.
Osi gni te pozycje przegubów osi s zapami tywane.
Typowym zastosowaniem jest malowanie natryskowe.
Sterowanie kształtowe CP
Sterowanie kształtowe CP (ang.
Continious Path):
realizowane s przemieszczenia po matematycznie
zdefiniowanych torach ruchu,
interpolator sterowania ruchem, zgodnie z zadan
funkcj toru (prosta, okr g, wielomian), okre la punkty
po rednie na zaprogramowanej krzywej w przestrzeni i
dostarcza je do regulatora osi,
zastosowanie: zgrzewanie punktowe, monta itp.,
tzn.wówczas, gdy wymagane jest cisłe utrzymanie
zadanego przebiegu ruchu.
A
B
Tor zdefiniowany za
pomoc punktów
A
B
C
Łuk koła
Prosta
12
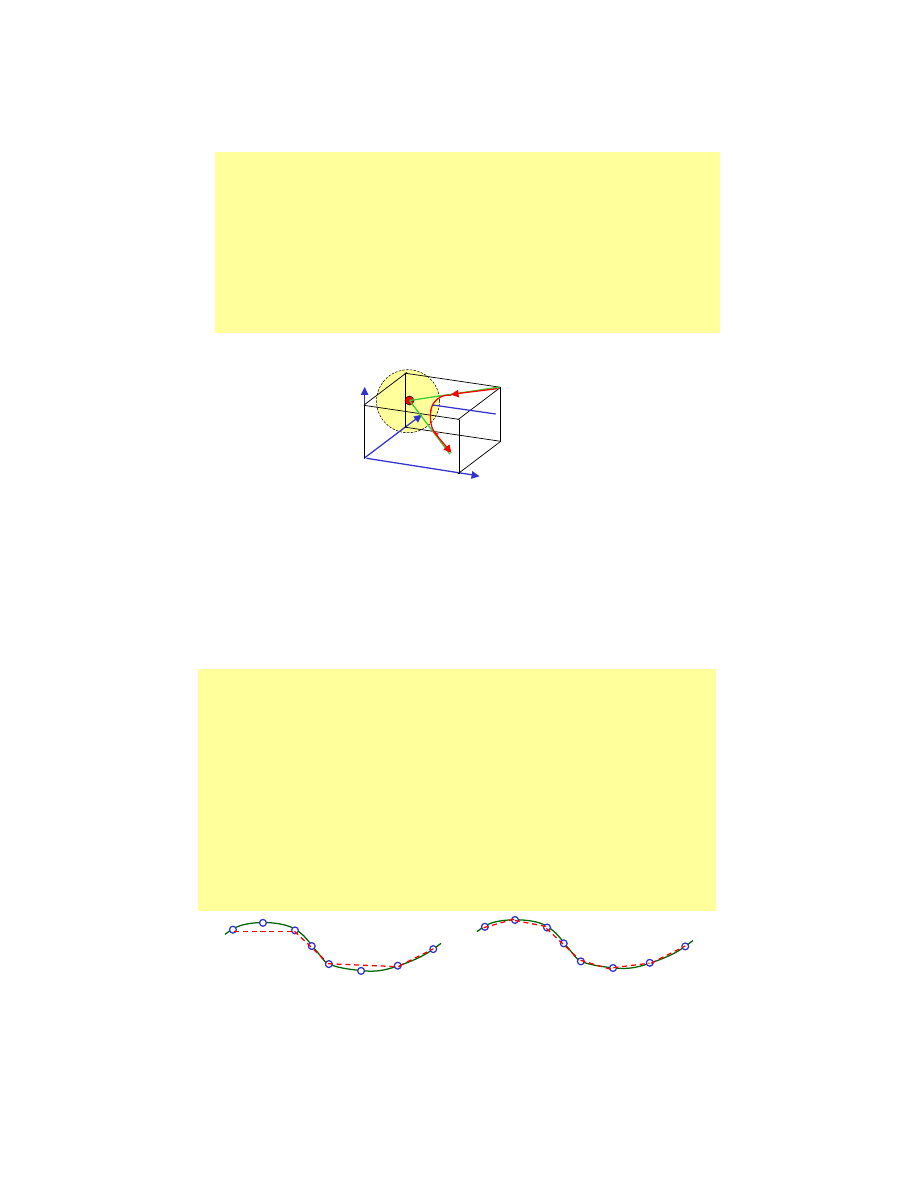
Interpolacja PTP robotów przemysłowych z wygładzaniem
toru ruchu
W PTP z wygładzaniem toru poszczególne pozycje s uzyskiwane w przybli eniu, a
ruch robota nie jest hamowany.
Zadane pozycje słu jedynie jako punkty w złowe dla planowania ruchu lub
omijania przeszkód.
Za pomoc współczynnika doje d ania programista mo e okre li dokładno
osi gania pozycji.
Poniewa robot realizuje ruch w przestrzeni bez zmiany pr dko ci, to dzi ki temu
zmniejsza si zu ycie jego zespołów i energii, a tak e czas wykonania programu.
W obecnych układach RC mo liwe jest przej cie mi dzy ró nymi interpolacjami i
torami.
Współczynnik doje d ania
(kula)
Droga
przemieszczania
x
y
z
Wzdłu opisanego geometrycznie toru ruchu wierzchołka narz dzia w
okre lonych odcinkach czasu s wstawiane punkty w złowe.
Współrz dne kartezja skie punktów w złowych s przeliczane na
odpowiednie k ty ustawienia osi.
Przebieg ruchu pomi dzy dwoma punktami w złowymi toru jest
nast pnie obliczany tak jak przy PTP, eby ró nica k tów dla ka dej osi
była jednakowo przemieszczana w czasie taktu interpolacji.
Dokładno ruchu po torze jest okre lona przez takt interpolacji.
Krótkie takty interpolacji s korzystne dla silnie zakrzywionych zarysów,
wysokich pr dko ci ruchu i du ych dokładno ci toru. Ponadto dzi ki
łagodnym ruchom nie jest przeci ana cz
mechaniczna robota.
Fragment toru z punktami w złowymi
dla taktu interpolacji 32 ms.
Fragment toru z punktami w złowymi
dla taktu interpolacji 16 ms.
Interpolacja kształtowa w sterowaniu robotów

13
Podczas ruchu po torze z interpolacj liniow osie robota s tak
sterowane, e wierzchołek narz dzia jest przemieszczany w przestrzeni
po prostej od punktu pocz tkowego do ko cowego.
Je eli w punkcie pocz tkowym i ko cowym toru została
zaprogramowana jednakowa orientacja, to zapewniona jest niezmienna
orientacja narz dzia.
Je eli orientacje w punkcie pocz tkowym i ko cowym narz dzia ró ni
si , to orientacja pocz tkowa jest równomiernie zmieniana wzdłu toru
ruchu w orientacj ko cow .
Interpolacja liniowa z utrzymaniem orientacji narz dzia
Interpolacja kołowa z utrzymaniem orientacji narz dzia
W interpolacji kołowej tor ruchu jest zdefiniowany przez punkty
W interpolacji kołowej tor ruchu jest zdefiniowany przez punkty
pocz tkowy i ko cowy oraz punkt pomocniczy koła.
pocz tkowy i ko cowy oraz punkt pomocniczy koła.
Dla utrzymania orientacji narz dzia mog by stosowane dwie
Dla utrzymania orientacji narz dzia mog by stosowane dwie
nast puj ce metody:
nast puj ce metody:
- utrzymanie orientacji narz dzia z dodatkowym uwzgl dnieniem
zmieniaj cej si orientacji stycznej do toru,
- równomierna interpolacja orientacji narz dzia pomi dzy punktem
pocz tkowym i ko cowym przez cał długo toru.
14
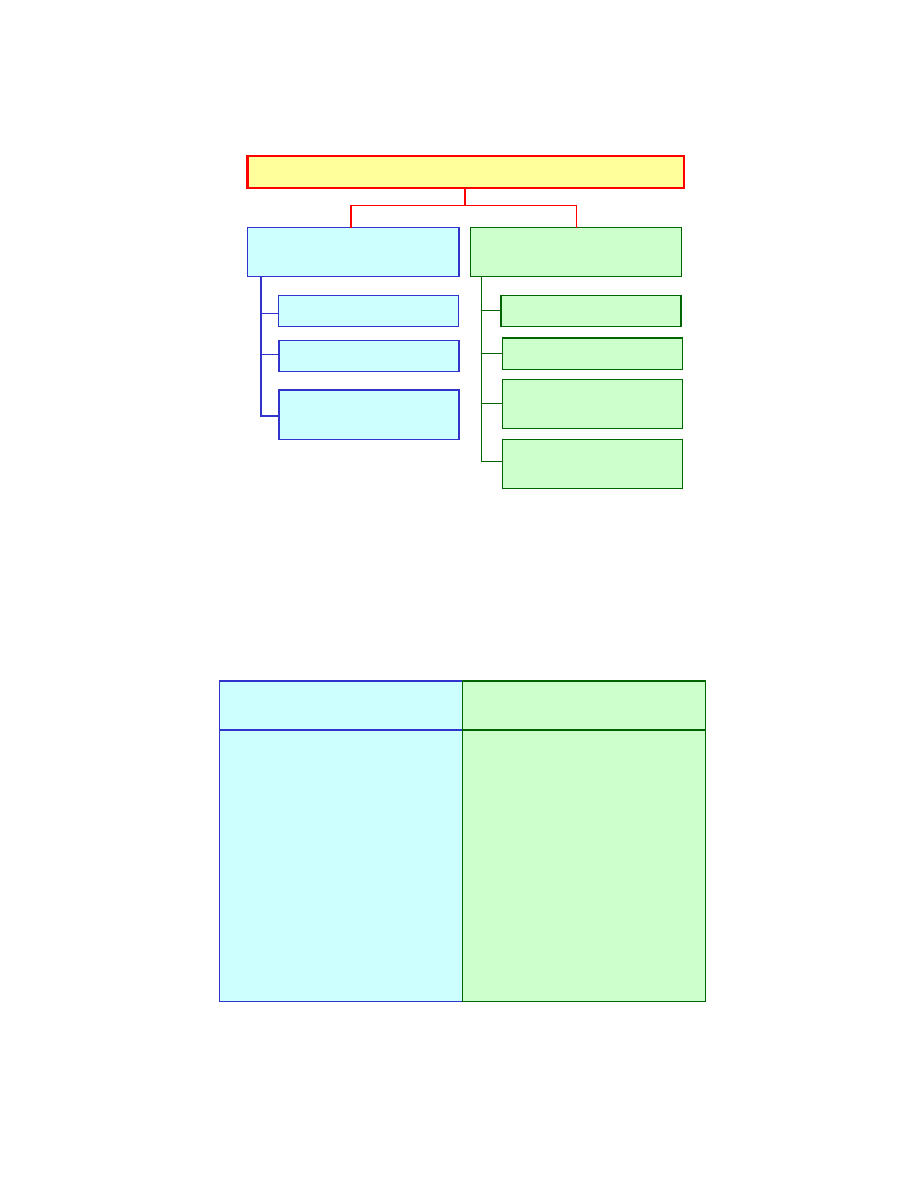
Metody programowania robotów przemysłowych
Metody programowania robotów przemysłowych
Metody programowania robotów przemysłowych
Metody po rednie
Programowanie
Programowanie
off
off
-
-
line
line
Metody bezpo rednie
Programowanie
Programowanie
on
on
-
-
line
line
Teach In (uczenie)
Play back (odgrywanie)
Ze wspomaganiem
sensorami
Tekstowo
Ze wspomaganiem CAD
Explicite (zorientowane
na ruch)
Implicite (zorientowane
na zadanie)
Cechy metod programowania robotów przemysłowych
Programowanie
Programowanie
on
on
-
-
line
line
(bezpo rednie metody programowania)
Programowanie
Programowanie
off
off
-
-
line
line
(po rednie metody programowania)
Wymagany jest rzeczywisty
system zrobotyzowany z
instalacj ,
Instalacja wytwórcza podczas
programowania jest wył czona z
produkcji,
Testowanie programów w
rzeczywistym układzie,
Ograniczony dost p do
systemów informatycznych
zakładu,
Jako programów aplikacyjnych
zale y od do wiadczenia
programisty.
Wymagany model komputerowy
systemu zrobotyzowanego i
instalacji towarzysz cej,
Programowanie podczas
przygotowania technologii jako
cz
planowania wytwarzania,
Testowanie programów przez
symulacj ,
Mo liwa jest pełna integracja
systemów informatycznych
przedsi biorstwa,
Wspomaganie programisty przez
inteligentne, komputerowe
narz dzia.
15
Programowanie
on-line robotów przemysłowych
Metody bezpo rednie:
Metody bezpo rednie:
tworzenie programów odbywa si przy zastosowaniu systemu zrobotyzowanego,
podczas programowania robot nie jest wykorzystywany w produkcji.
Programowanie
Programowanie
Teach
Teach
In
In
:
:
przy pomocy urz dzenia do r cznego programowania lub pulpitu obsługi robota naje d a si na
dane punkty w przestrzeni,
informacje o ruchu s zapami tywane jako punkty przez wci niecie klawisza funkcyjnego,
za pomoc klawiatury mo na wprowadza dalsze instrukcje ruchu, takie jak np. pr dko lub
przyspieszenie.
Metoda
Metoda
Play
Play
-
-
Back
Back
:
:
programowanie odbywa si przez r czne prowadzenie robota wzdłu zadanej krzywej w
przestrzeni,
warto zadane poło enia (pozycje osi) s przejmowane do programu ze zdefiniowan siatk
czasow ,
ta metoda programowania jest stosowana w układach sterowania wielopunktowych.
Metody programowania ze wspomaganiem sensorycznym:
Metody programowania ze wspomaganiem sensorycznym:
do okre lania wymaganych w programie punktów w przestrzeni s stosowane sensory.
Metody po rednie:
Metody po rednie:
tworzenie programów odbywa si w specjalnym systemie komputerowym.
Programowanie tekstowe:
Programowanie tekstowe:
programista za pomoc klawiatury wprowadza program jako symboliczny opis operacji i danych
w postaci ci gu znaków,
metoda ta rozci ga si od kodowania maszynowego a do j zyków programowania robotów
wy szego poziomu.
Metody programowania wspomagane systemami CAD:
Metody programowania wspomagane systemami CAD:
wykorzystanie modeli geometrycznych składników uczestnicz cych w procesie produkcyjnym,
np. przedmiotu,
modelowanie geometryczne odbywa si z zastosowaniem systemu CAD,
na ekranie monitora s do dyspozycji funkcje, które umo liwiaj okre lanie pozycji i dróg
przemieszcze .
Metody programowania
Metody programowania
explicite
explicite
(zorientowane na ruch):
(zorientowane na ruch):
wszystkie ruchy robota i parametry ich realizacji (np. pr dko , przyspieszenie) s zadawane
przez programist .
Programowanie
off-line robotów przemysłowych
Metody programowanie
Metody programowanie
implicite
implicite
(zorientowane na zadania):
(zorientowane na zadania):
programowanie odbywa si przez opis zadania manipulacyjnego,
informacje o drodze s uzyskiwane samoczynnie z systemu programowania przy zastosowaniu
modelu gniazda zrobotyzowanego.
16
Ze wzgl du na sposób programowania i mo liwo ci komunikowania si robota ze rodowiskiem
zewn trznym mo na podzieli roboty na trzy generacje:
I.
Roboty nauczane.
II. Roboty ucz ce si .
III. Roboty inteligentne.
Ruch wzgl dem
zewn trznego rodowiska.
Alternatywno
programu.
Brak
Brak
Stopie
samodzielno ci
W j zyku naturalnym o
ograniczonej liczbie słów.
Model rodowiska
zewn trznego. Wybór i
optymalizacja programów
na podstawie modelu.
Przez nauczanie przez
operatora z elementami
adaptacyjnymi. Szukanie
pozycji ze sprz eniem
zwrotnym.
Sekwencyjne lub przez
nauczanie przez
operatora. Brak modelu
rodowiska
zewn trznego.
Rodzaj
programowania
Za pomoc sensorów
dotyku, wzroku i/lub
innych „zmysłów”.
Za pomoc sensorów
dotyku i/lub wzroku.
Brak
Zbieranie
informacji o
rodowisku
zewn trznym
Ró ne obiekty. Zmienne
poło enie obiektów w
czasie.
Ró ne obiekty, ale
jednorodne. Zmienne
poło enie obiektów.
Stałe obiekty. Stałe
poło enie obiektów.
rodowisko
zewn trzne
III-generacja
II-generacja
I-generacja
Robot przemysłowy
Cecha
Generacje robotów
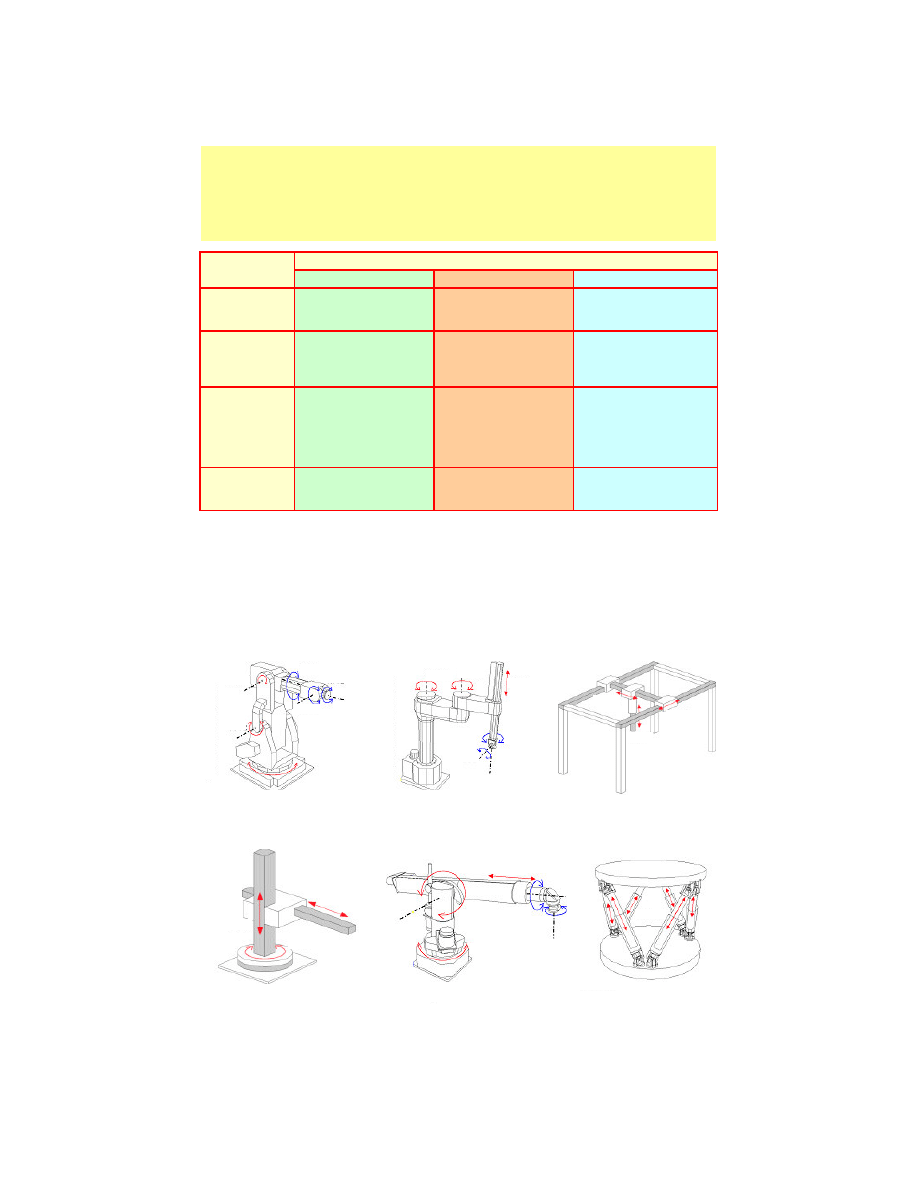
Rodzaje układów kinematycznych robotów przemysłowych
Pionowy przegubowy
Poziomy przegubowy
Kartezja ski
Cylindryczny
Kulisty
Heksapod
OG: o główna
OP: o pomocnicza
OG: o główna
OP: o pomocnicza
OG: o główna
OP: o pomocnicza
OG: o główna
OP: o pomocnicza
OG: o główna
OG: o główna
OG1
OG2
OG3
OG1
OG2
OG3
OG3
OG1
OG2
OG2
OG1
OG3
OG1
OG2
OG1- 6
OP1
OP2
OP3
OP2
OP1
OP1
OP2
OG3
17
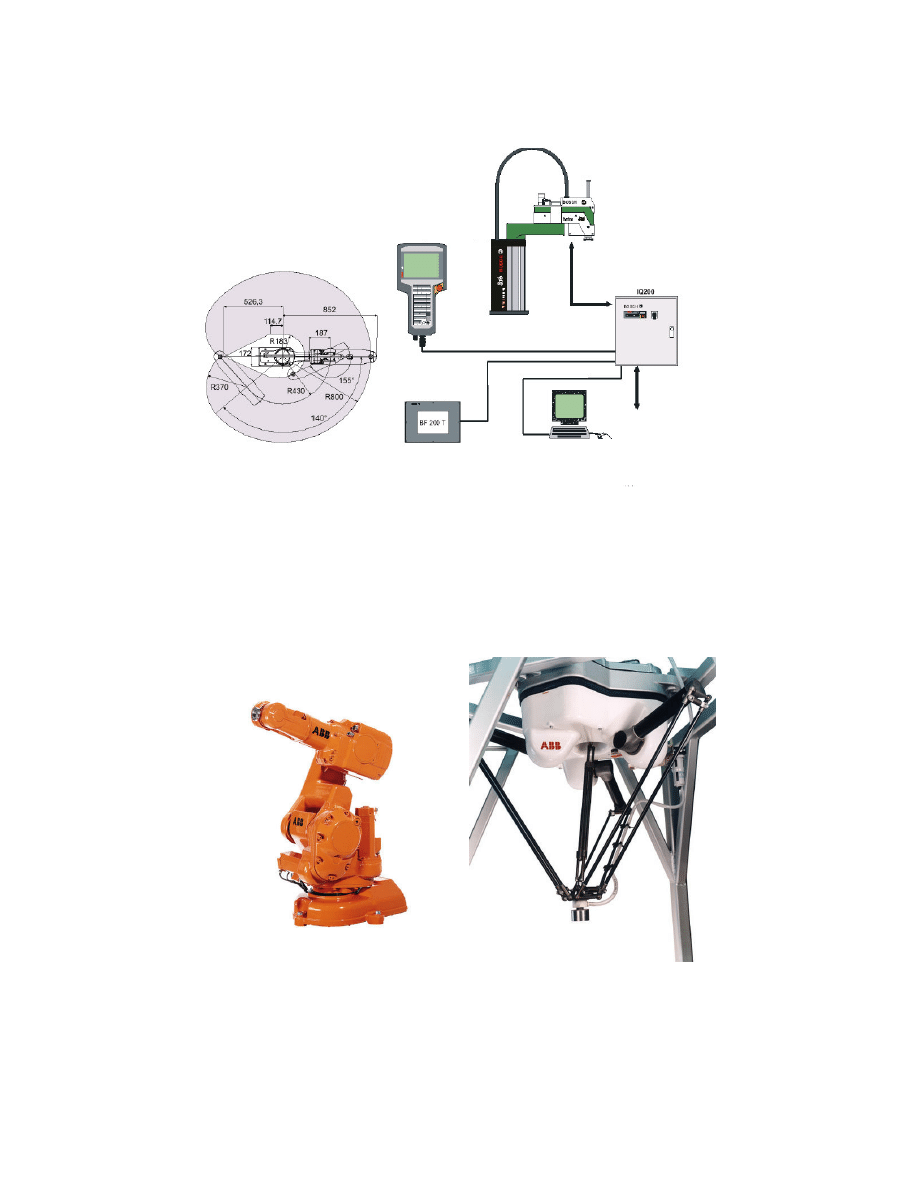
Przykład robota monta owego SR6/8 (SCARA) firmy Bosch
Obszar roboczy
Obszar roboczy
robota
robota
Robot
Robot
- turboscara SR6, SR8
Urz dzenia peryferyjne:
Urz dzenia peryferyjne:
- 8 cyfrowych I,
- 4 cyfrowe O,
- 4 analogowe O.
Sie
Sie
Fieldbus
Fieldbus
CAN
CAN
- warto ci zadane,
- warto ci rzeczywiste,
- rozproszone I/O.
Sie
Sie
Fieldbus
Fieldbus
CAN
CAN
- rozproszone I/O.
Urz dzenia peryferyjne:
Urz dzenia peryferyjne:
- sensory,
- elementy wykonawcze,
- moduły I/O.
Obsługa
Diagnostyka
Touchscreen
Programowanie
off-line
Programowanie
on-line
Obsługa
Diagnostyka
Ustawianie parametrów robota
PHG2000
PHG2000
Programowanie
on-line
Obsługa
Diagnostyka
Ustawianie parametrów
robota
IRB 140 (ABB)
Ud wig: 6 kg
6 osi
IRB 340 (ABB) - tripod
Ud wig: 1,2 kg
4 osie
Przykłady robotów przemysłowych firmy ABB

18
FS003N (Kawasaki)
Ud wig: 3 kg
6 osi
ZD130S (Kawasaki)
Ud wig: 130 kg
4 osie
Przykłady robotów przemysłowych firmy Kawasaki
KR 1000 titan (KUKA)
Ud wig: 1000 kg
6 osi
KR 5 sixx R650 (KUKA)
Ud wig: 5 kg
6 osi
Przykłady robotów przemysłowych firmy KUKA
19
Elastyczne gniazdo monta owe
Znaczniki
Znaczniki
optyczne
optyczne
System
System
transportowy
transportowy
Stół monta owy
Stół monta owy
x/y
x/y
Stół nawigacyjny
Stół nawigacyjny
Cz
bazowa
Cz
bazowa
Oprzyrz dowanie
Oprzyrz dowanie
monta owe/
monta owe/
paleta
paleta
System
System
chwytaka
chwytaka
Pomiarowy system
Pomiarowy system
pozycjonowania z
pozycjonowania z
kamer CCD
kamer CCD
Sterownik
Sterownik
robota
robota
Cz
montowana
Cz
montowana
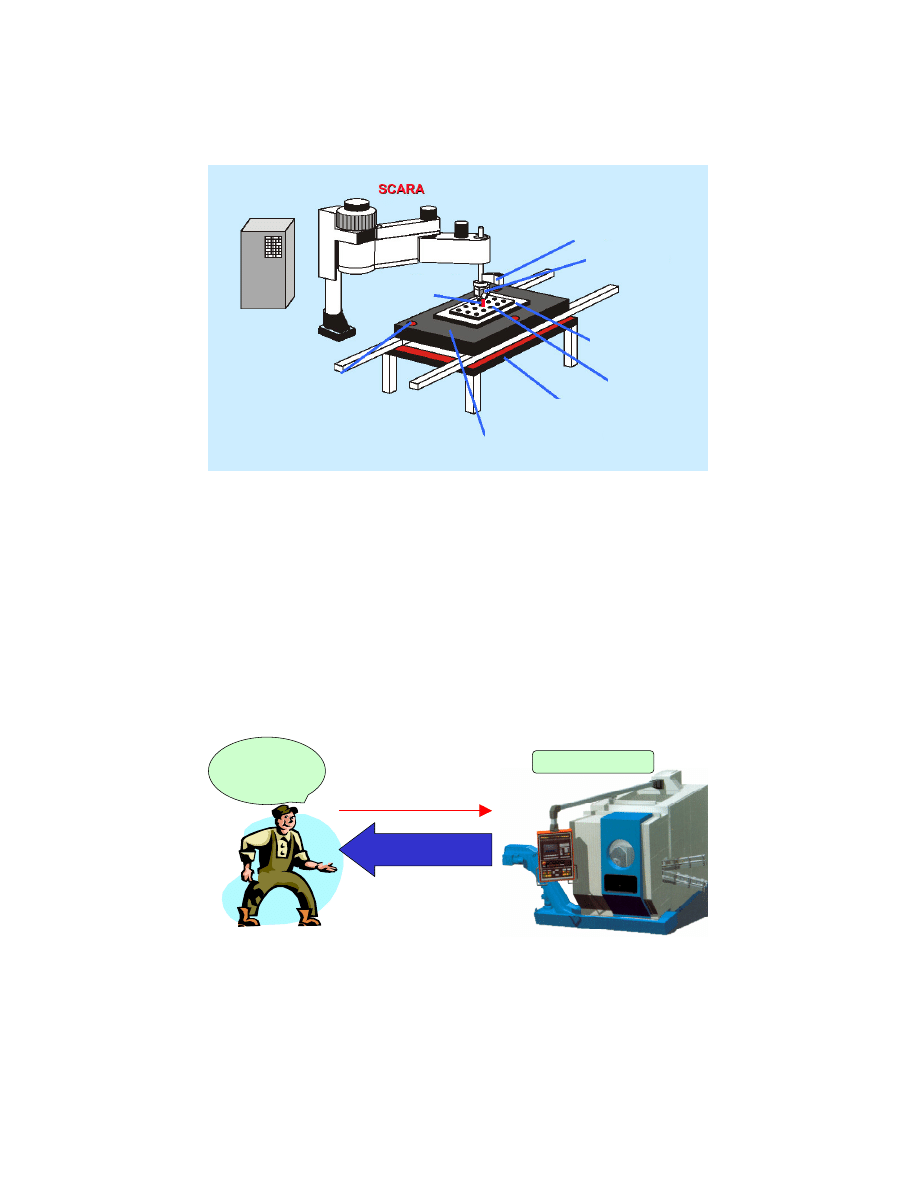
Mo liwo ci przekazywania
i odbierania informacji przez człowieka
Proces technologiczny
Przekazywanie informacji
max. 50 bit/s
Przyjmowanie informacji:
max 50 000 000 bit/s (wizualnie)
max 50 000 bit/s (akustycznie)
Przyjmowanie,
redukcja
i przetwarzanie
informacji
Interfejsy człowiek maszyna HMI
Interfejsy człowiek maszyna HMI (ang.
Human-Machine Interface)
20
Wybrane wska niki procesów technicznych
oraz zadania operatora
Kontrola mocy,
kontrola agregatów,
rozruch - wył czanie
Zmiana warto ci
zadanych, kontrola
agregatów,
wykorzystanie
mediów
Ustawianie, obsługa
programów NC,
zmiany warto ci
zadanych
Typowe działania
obsługowe
1 na godz.
(niekiedy cz ciej)
2 na dzie
(niekiedy cz ciej)
3-20/godz.
Cz sto działa
obsługowych
<200
<100
5 – 10
Liczba zmiennych
procesu/obraz
<500
<500
<10
Liczba obrazów
procesu
10.000 ... 20.000
1000 ... 10.000
<100
Liczba zmiennych
procesu do
obserwacji
Elektrownia (proces
Elektrownia (proces
wytwarzania energii)
wytwarzania energii)
Automatyzacja
Automatyzacja
budynku (proces
budynku (proces
dystrybucji energii)
dystrybucji energii)
OBRABIARKA
OBRABIARKA
(proces wytwórczy)
(proces wytwórczy)
Wska nik/
Wska nik/
Zadania
Zadania
Funkcje nowoczesnych HMI
• Wizualizacja, wywoływanie funkcji systemu
sterowania, parametryzacja,
• Zarz dzanie u ytkownikami,
• Zarz dzanie alarmami,
• Zarz dzanie recepturami,
• Trendy, wykresy, prognozy,
• Udost pnianie danych układu sterowania do
innych systemów informatycznych.
21
Dla scharakteryzowania komunikacji cz
ł
owiek-maszyna w graficznych interfejsach u ytkownika opracowane zostały odpowiednie
paradygmaty.
Komunikacja
implicite, adaptacyjne interfejsy
u ytkownika
„
do what I mean not what I say”
(rób to co mam na my li
,
a nie to co mówi )
d
Wizualizacja danych i stanów, dynamiczna
symulacja graficzna
„
making visible the invisible”
(uwidacznianie tego co niewidoczne)
c
Bezpo rednie manipulacje graficzne, technika
wska nikowa i okienkowa, ikony
”
what you see is what you get” (WYSIWYG)
(to co widzisz, jest tym co mo esz dosta )
b
Zobrazowania graficzne o du ej rozdzielczo ci
„
recognition is easier than recall”
(rozpoznanie jest łatwiejsze ni przypominanie)
a
Charakterystyka
Charakterystyka
Paradygmat komunikacyjny
Paradygmat komunikacyjny
Paradygmaty komunikacji cz
ł
owiek-maszyna
w graficznych interfejsach u ytkownika
Paradygmaty (a) i (b) dotycz
Paradygmaty (a) i (b) dotycz
w znacznym stopniu interakcyjnych interfejs
w znacznym stopniu interakcyjnych interfejs
ó
ó
w graficznych
w graficznych, w których wykorzystywane s
kolorowe, graficzne urz dzenia wprowadzania i wyprowadzania danych, jak równie graficzne oprogramowanie systemowe.
Szczególne znaczenie maj
tutaj, oprócz systemów graficznych i ich interfejsów, istotne dla praktycznych zastosowa
funkcjonalne po
ł
czenia pomi dzy systemami graficznymi, systemami okienkowymi i odpowiednimi metodami interakcji i dialogu.
Je
Je
eli chce si
eli chce si
zrealizowa
zrealizowa
paradygmat (c)
paradygmat (c), to wymaga to od systemu znacznych mo liwo ci obliczeniowych i graficznych dla
ukształtowania odpowiednich interfejsów. Do tego rodzaju komunikacji nale
np. graficzna analiza danych, wizualizacja danych
dynamicznych w automatyzacji procesów technicznych (wizualizacja procesu), jak równie realistyczne zobrazowania graficzne i
symulacja dla wspomagania obs
ł
ugi i obserwacji procesów technicznych.
Najwa
Najwa
niejszym celem paradygmatu (d)
niejszym celem paradygmatu (d) jest zapewnienie nowych mo liwo ci komunikacji
Cz
ł
owiek-Maszyna przy zastosowaniu
metod sztucznej inteligencji. Rosn ca moc obliczeniowa komputerów pozwoli w przyszło ci na zastosowanie bardziej
nieograniczonej komunikacji, np. w postaci ‘inteligentnych’ asystentów u ytkownika. Tym samym dzi ki zastosowaniu
adaptacyjnych interfejsów u ytkownika otworz si nowe mo liwo ci w obsłudze systemów HMI.
Realizacja graficznych interfejsów u ytkownika wymaga szerokiej, interdyscyplinarnej wiedzy zarówno w zakresie aplikacyjnym
(technicznym, technologicznym), jak i ró nych specjalno ci z obszaru informatyki.
Z tworzeniem przyjaznych dla u ytkownika interfejsów graficznych s zwi zane techniki interakcji, które tworz
podstaw
dialogu cz
ł
owiek-maszyna.
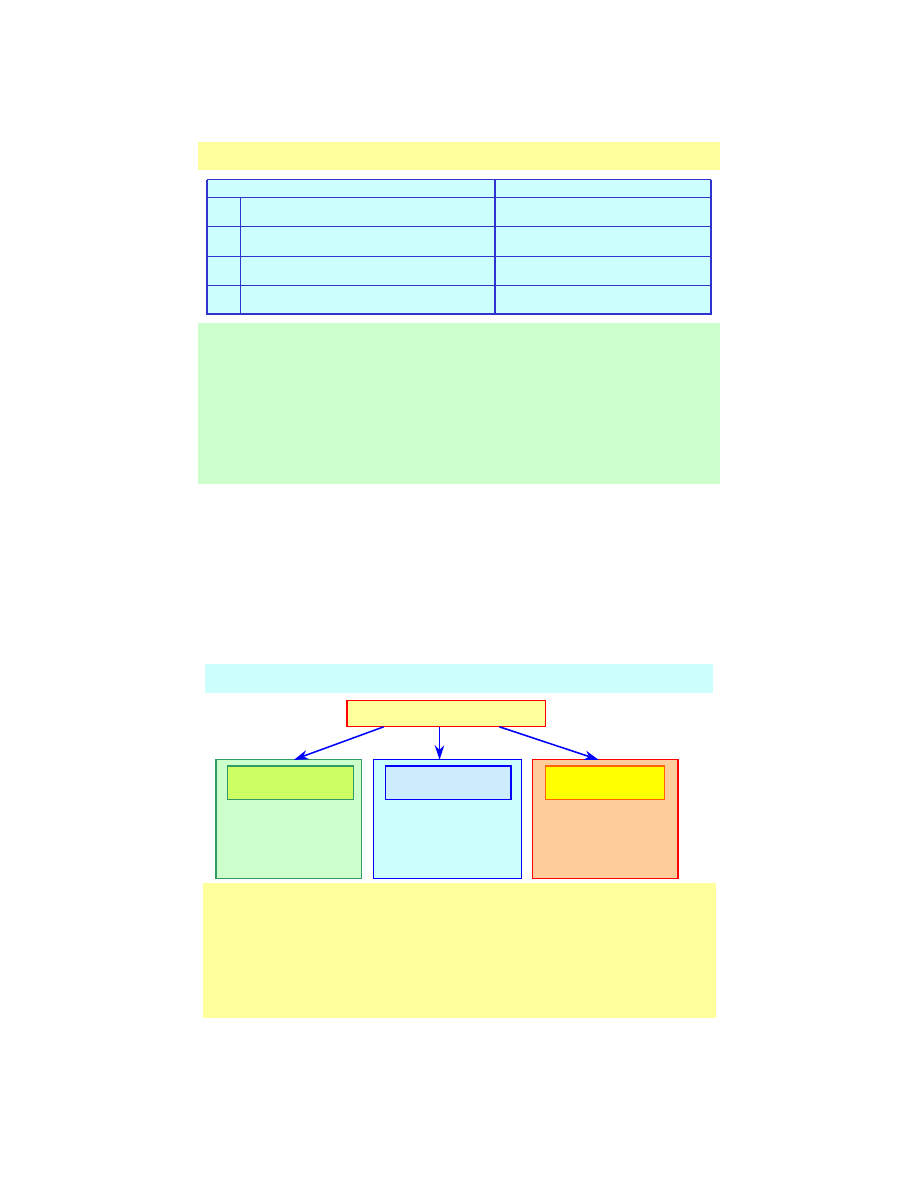
Techniki interakcyjne
J zyki komend
Technika słów
kluczowych
J zyki odpyta
Alternatywne mo liwo ci
wprowadzania
Zmienne inicjatywy
Bezpo rednie
manipulacje
Menu
Instrukcje
wprowadzania
Formularze
Prowadzone przez
Multimoda
Prowadzone przez
W prowadzonych przez u ytkownika technikach interakcyjnych system techniczny (komputer) zgłasza tylko swoj gotowo
do wprowadzania. Nie ma jednak adnej wskazówki dotycz cej chwilowych mo liwo ci lub dopuszczalnych funkcji. Interakcja
ta jest ma
ł
o ustrukturyzowana, a u ytkownik musi aktywnie formułowa swoje komendy. Dialog jest trudny do nauczenia si
przez operatora i dlatego te wyst puje du e ryzyko popełnienia bł dów.
Natomiast w prowadzonych przez system technikach interakcji u ytkownik jest automatycznie prowadzony krok po kroku
przez wskazówki i pomoce w celu wykonania wymaganych działa . Zale nie od aplikacji u ytkownik dysponuje ró nymi
alternatywami. Dobre mo liwo ci nauczenia si
i mała sk
ł
onno
do bł dów powoduj , e systemy techniczne dla
automatyzacji procesów produkcyjnych mog by obecnie obsługiwane i nadzorowane przez takie techniki interakcji.
Jednak nie wszystkie techniki interakcji daj si sprowadzi jednoznacznie do interakcji prowadzonych przez u ytkownika
wzgl dnie przez system. Multimodalne dialogi s takimi, w których w jednej podanej sytuacji s alternatywnie do dyspozycji
ró ne techniki interakcji.
Rodzaje interakcji w interfejsach HMI
22
Zapewnienie bezpiecze stwa - HMI
Sygna
ł
y alarmowe i ostrzegawcze interfejsu cz
ł
owiek-maszyna powinny dostarcza informacji dotycz cych bezpiecze stwa po to,
aby operatorzy i osoby nara one mog
ł
y bezpiecznie u ytkowa i nadzorowa maszyny. Operator oddziałuje na maszyn lub
proces w systemie układu otwartego poprzez interfejs HMI. Interfejs ten składa si z elementów sterowniczych, za pomoc których
operator inicjuje działanie oraz wska ników dzi ki którym operator otrzymuje informacje. W wielu przypadkach informacja jest
przedstawiana w postaci sygnału kodowanego ze zbioru ustalonych reguł. Stosowane s ró ne sposoby kodowania, takie jak np.
barwa, kształt lub czas.
Operator
Wska nik
Interfejs człowiek
Interfejs człowiek
-
-
maszyna
maszyna
Element sterowniczy
Kod
Kod
Informacja
Działanie
Maszyna
Maszyna
Wytyczne dotycz ce bezpiecze stwa maszyn i stosowanych w ich sterowaniu sygna
ł
ów znajduj si w Polskiej Normie: PN-EN 61310-1 z
marca 2000 r., pod ogólnym tytu
ł
em „Bezpiecze stwo maszyn, wskazywanie, oznaczanie i sterowanie – Wymagania dotycz ce
sygna
ł
ów wizualnych, akustycznych i dotykowych”.
Maszyna: zbiór powi zanych ze sob cz ci lub zespołów, z których przynajmniej jeden porusza si , wraz z odpowiednimi urz dzeniami
roboczymi, układami sterowania, zasilania itp., które s wspólnie po
ł
czone do okre lonego zastosowania, w szczególno ci do przetwarzania,
obrabiania, przemieszczania lub pakowania materiałów. Termin „maszyna” obejmuje tak e zestaw maszyn, które s rozmieszczone i
sterowane tak, aby funkcjonowały jako zintegrowana cało
dla osi gni cia jednego wspólnego celu.
Urz dzenie do współdziałania człowieka z maszyn ; interfejs człowiek-maszyna: wyposa enie przeznaczone do zapewnienia
bezpo redniej ł czno ci mi dzy operatorem a urz dzeniem, umo liwiaj ce operatorowi sterowanie i kontrolowanie tego urz dzenia.
Operator: osoba lub grupa osób, której powierzono zadania zainstalowania, u ytkowania, regulacji, konserwacji, czyszczenia, naprawy lub
transport maszyny.
Sygnał aktywny: informacja dostarczana przez urz dzenie, którego stan mo na wyra nie zmieni , w celu wskazania zmiany w stanie
maszyny lub ostrze enia o zmianie ryzyka.
Sygnał pasywny: informacja dostarczana przez urz dzenie, które daje ci gł informacj o maszynie lub jej otoczeniu.
Sygnał akustyczny: informacja przekazywana za pomoc tonu, powtarzana i przerywana, emitowana przez ródło d wi ku.
Sygnał dotykowy: informacja przekazywana za pomoc wibracji, siły, chropowato ci powierzchni, konturu lub poło enia.
Sygna
ł
wizualny: informacja przekazywana za pomoc jaskrawo ci, kontrastu, barwy, kształtu, rozmiaru lub poło enia.
Wska nik: mechaniczne, optyczne, elektryczne lub elektroniczne urz dzenie przekazuj ce wizualn , akustyczn lub dotykow
informacje.
Element sterowniczy: cz
układu nap dowego, do którego jest przykładana siła zewn trzna powoduj ca jego działanie.
Element ten mo e mie kształt: d wigni, gałki, pedału, przycisku, wałka, ruchomego trzpienia, myszki, pióra wietlnego,
klawiatury, sterowanego dotykiem ekranu.
Kodowanie: przedstawianie usystematyzowanych charakterystycznych sygnałów lub warto ci, wyra onych za pomoc znanego
zbioru sygnałów zgodnych ze zdefiniowanymi regułami.
Symbol graficzny: figura postrzegana wzrokowo, przekazuj ca informacje niezale nie od j zyka. Mo e by on utworzony przez
rysunek, druk lub w inny sposób.
Znak bezpiecze stwa: znak, który daje ogóln informacj dotycz c bezpiecze stwa, otrzymany przez kombinacj barwy i
geometrycznego kształtu, który poprzez dodanie graficznego symbolu lub tekstu przekazuje konkretn informacj dotycz c
bezpiecze stwa.
Ogólne informacje dotycz ce sygnałów:
Wszystkie sygnały przedstawiane obs
ł
udze powinny by zaprojektowane tak, aby ich znaczenie by
ł
o dla przewidywanego
u ytkownika jasne, wyra ne i oczywiste, bez dwuznaczno ci. Nale y uwzgl dni zasady ergonomii, zw
ł
aszcza w fazie
projektowania i instalowania maszyny. Z tego powodu sygna
ł
y i zwi zane z nimi kody powinny by stosowane konsekwentnie w
odniesieniu do ca
ł
ej maszyny. Na szczególn uwag zasługuj sygnały dotycz ce bezpiecze stwa. Powinny by one
przedstawiane z wykorzystaniem rodków dostosowanych do zdolno ci percepcyjnych operatorów lub osób nara onych na
niebezpiecze stwo. Je eli jest to mo liwe, to nale y stosowa sygna
ł
y wizualne. Je eli jest prawdopodobne, e u osób, które
b d odbiera sygnały dotycz ce bezpiecze stwa mo e wyst powa gorsze funkcjonowanie zmysłów, np. utrata wzroku, nie
rozró nianie barw, osłabienie słuchu wynikaj ce ze stosowania rodków ochrony osobistej, to szczególn uwag nale y zwróci
na zapewnienie odbioru tych sygnałów przez zastosowanie dodatkowych rodków, takich jak:
odbiór wi cej ni jednym zmysłem (wzrok, słuch, dotyk),
u ycie wielokrotnego kodowania.
Sygnały w HMI
23
rodki uzupe
ł
niaj ce sygnały wizualne powinny by dobrane i zastosowane w takich sytuacjach kiedy:
nadmiar innych informacji mo e spowodowa utrudnienie w łatwym odbiorze sygnału,
same sygnały wizualne s niewystarczaj ce poniewa :
- operator powinien patrze w innym kierunku w trakcie manewrowania lub sterowania,
- osoby nara one s poza polem widzenia operatora,
- osoby nara one nie mog zobaczy sygna
ł
ów ostrzegawczych.
Funkcje sygnałów bezpiecze stwa realizuje si przy pomocy dwóch rodzajów sygnałów: aktywnych i pasywnych. Sygnały
aktywne powinny by u ywane do sygnalizacji zagro enia lub konieczno ci podj cia odpowiednich dzia
ł
a przez operatora.
Sygnały pasywne powinny by u ywane do ostrzegania przed sta
ł
ym ryzykiem i do przekazywania informacji dotycz cej np.
lokalizacji dróg ewakuacyjnych lub elementu sterowniczego stopu awaryjnego.
Kształt
Chropowato
powierzchni
Wypukło
Wzajemne poło enie
Cisza
Znak bezpiecze stwa
Dodatkowe etykiety
Oznakowanie
Kształt, barwa
Pasywny
Wibracja
Zmiana poło enia
Zapadka/ zatrzask
Zadziałanie zapadki/ rygla
Zał czanie/ wył czanie lub zmiana:
- cz stotliwo ,
- intensywno
(nat enia d wi ku).
Typ d wi ku.
Zał czanie/ wył czanie lub zmiana:
- barwy,
- jaskrawo ci,
- kontrastu,
- nasycenia,
- migotanie,
- po
ł
o enia.
Aktywny
Dotykowy
Akustyczny
Wizualny
Sygna
ł
Sygnały w HMI cd.
Sygnały wizualne s najefektywniejsze i najprostsze w realizacji. Przy ich konstruowaniu nale y pami ta o kilku podstawowych
zasadach. Sygnał wizualny powinien:
by umieszczony tak, aby znajdował si w polu widzenia cz
ł
owieka,
mie odpowiedni jaskrawo
i kontrastow barw w porównaniu do jego tła.
W celu ułatwienia postrzegania sygnały wzrokowe nale y stosowa nast puj co:
umieszczenie sygnałów i ródeł wiat
ł
a nale y dobiera tak, aby by
ł
o mo liwe dostrzeganie ich działania ze wszystkich miejsc,
z których powinny by widoczne,
sygnały aktywne dotycz ce bezpiecze stwa powinny by umieszczone tak, aby by
ł
y widoczne przez operatorów z pozycji ich
pracy oraz przez osoby nara one i powinny by widoczne pod mo liwie najszerszym k tem,
panele wy wietlaczy, które s widoczne w niewielkim k cie, powinny by odpowiednio usytuowane,
sygnały pasywne wizualne, takie jak znaki bezpiecze stwa, dodatkowe etykiety i oznakowania powinny by umieszczone tak,
aby osoby były informowane, widzia
ł
y te sygnały bez konieczno ci przemieszczania si w sposób zwi kszaj cy ryzyko w
odniesieniu do nich samych lub innych.
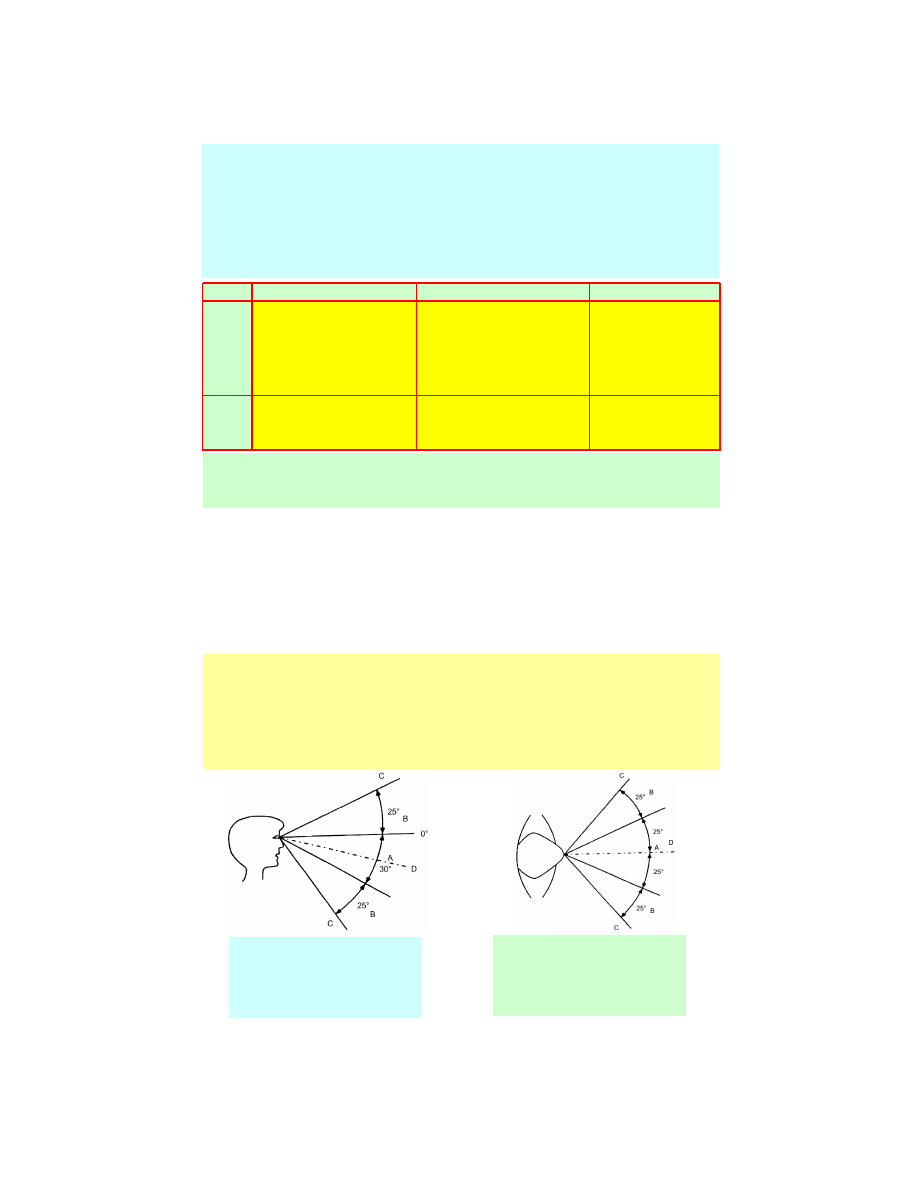
Strefy pionowego pola widzenia:
A: strefa zalecana
B: strefa dopuszczalna
C: strefa nie wskazana
D: mediana – naturalna linia wzroku
Strefy poziomego pola widzenia:
A: strefa zalecana
B: strefa dopuszczalna
C: strefa nie wskazana
D: mediana – naturalna linia wzroku
Sygnały wizualne w HMI
24
Sygnały akustyczne i informacje dotykowe w HMI
Sygnały akustyczne:
Sygnały akustyczne:
Wszystkie sygnały akustyczne powinny ostrzega przed wyst puj cym zagro eniem i powinny one
sygnalizowa pocz tek i trwanie sytuacji zagro enia. W tym przypadku, gdy operator sprawuje
nadzór i mo e interweniowa , to sygnał powinien trwa dopóty, dopóki operator nie zainterweniuje.
Sygnał akustyczny powinien:
mie poziom d wi ku rozró niany jako wy szy ni poziom otaczaj cego hałasu, jednak e nie
powinien by słyszalny w sposób nadmierny lub przykry,
by łatwo rozpoznawalny, szczególnie w rozumieniu czasu trwania impulsu, odst pów pomi dzy
impulsami lub grupami impulsów i wyra nie wyró niaj cy si od innych sygnałów akustycznych i
otaczaj cego hałasu.
Informacje dotykowe:
Informacje dotykowe:
Informacja odbierana przez operatora dotykiem powinna umo liwia rozpoznawanie i rozró nianie
rozmaitych elementów steruj cych z ró norodnymi funkcjami maszyny, uwzgl dniaj c chropowato
powierzchni, obrys powierzchni, przestrzenny kształt ró nych elementów i ich wzajemne po
ł
o enie.
Sygnały dotykowe s przekazywane w taki sposób, e operator palcem, dłoni lub stop celowo
dotyka wypukłej powierzchni elementu sterowniczego, np. przycisku sterowniczego lub d wigni.
W pewnych okoliczno ciach, takich jak na przykład ograniczona widoczno , mo e okaza si
konieczne poleganie na sygnałach dotykowych. Rozpoznanie i identyfikacja sygnału dotykowego
wymaga jednak znajomo ci przez operatora danej funkcji sygnału.
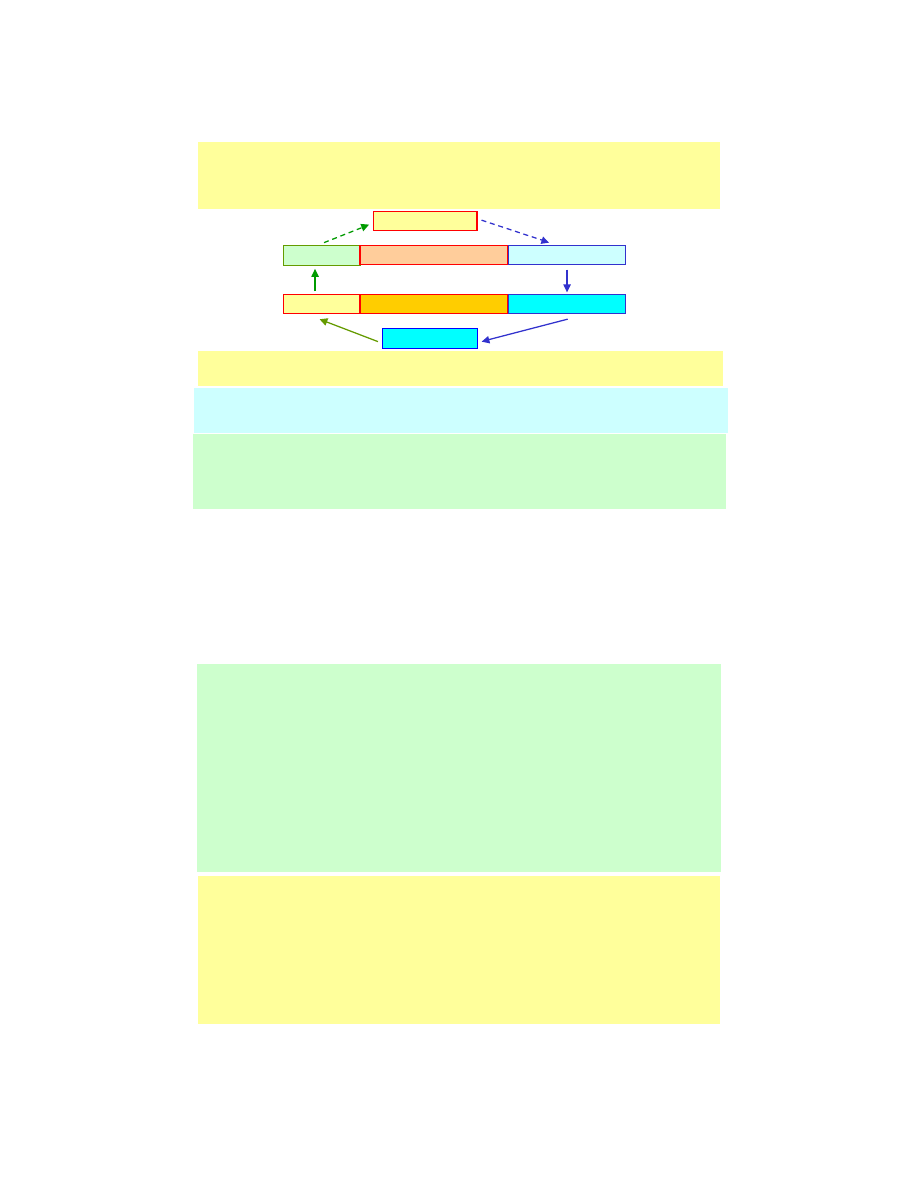
Kodowanie informacji ma na celu u
ł
atwienia obsłudze jej odczytania. Stosuje si ró ne kody, zale nie od
wysyłanych sygna
ł
ów: kody sygnałów wizualnych, akustycznych i dotykowych.
W kodowaniu wizualnym bardzo wa n rol odgrywaj barwy. Powinny one by dobrane odpowiednio do
informacji, któr maj przekaza .
Brak przypisanego szczególnego znaczenia
Biała, szara, czarna
Nakaz
Niebieska
Normalny
Bezpiecze stwo
Zielona
Brak ogólnego znaczenia
Nienormalny
Ostrze enie
ółta
Zagro enie
Niebezpiecze stwo, zakaz
Czerwona
Stan wyposa enia
Stan maszyny lub procesu
Bezpiecze stwo osób
Barwa
Znaczenie
Znaczenie
barw
barw
st
st
osowanych
osowanych
do
do
kodowania
kodowania
Zmienno
elementu:
- barwy po czasie,
- kszta
ł
tu po czasie,
- poło enia po czasie.
Czas
- ustalone poło enia (bezwzgl dne, wzgl dne),
- orientacja (z uk
ł
adem odniesienia albo bez).
Poło enie
- posta (alfanumeryczna, symbole graficzne, linie),
- forma (rodzaj czcionek, rozmiar, grubo
linii),
- struktura (kreskowanie, cieniowanie, punktowanie).
Kształt
Zmienno
elementu:
- układ cz stotliwo ci w czasie,
- nat enie d wi ku w czasie,
- trwania w czasie.
Czas
wybrana cz stotliwo
Cz stotliwo
- tony,
- g
ł
o no ,
- mowa.
Rodzaj
d wi ku
Kody wizualne
Kody wizualne
Kody akustyczne
Kody akustyczne
Kodowanie informacji (barwy i d wi ki) w HMI
25
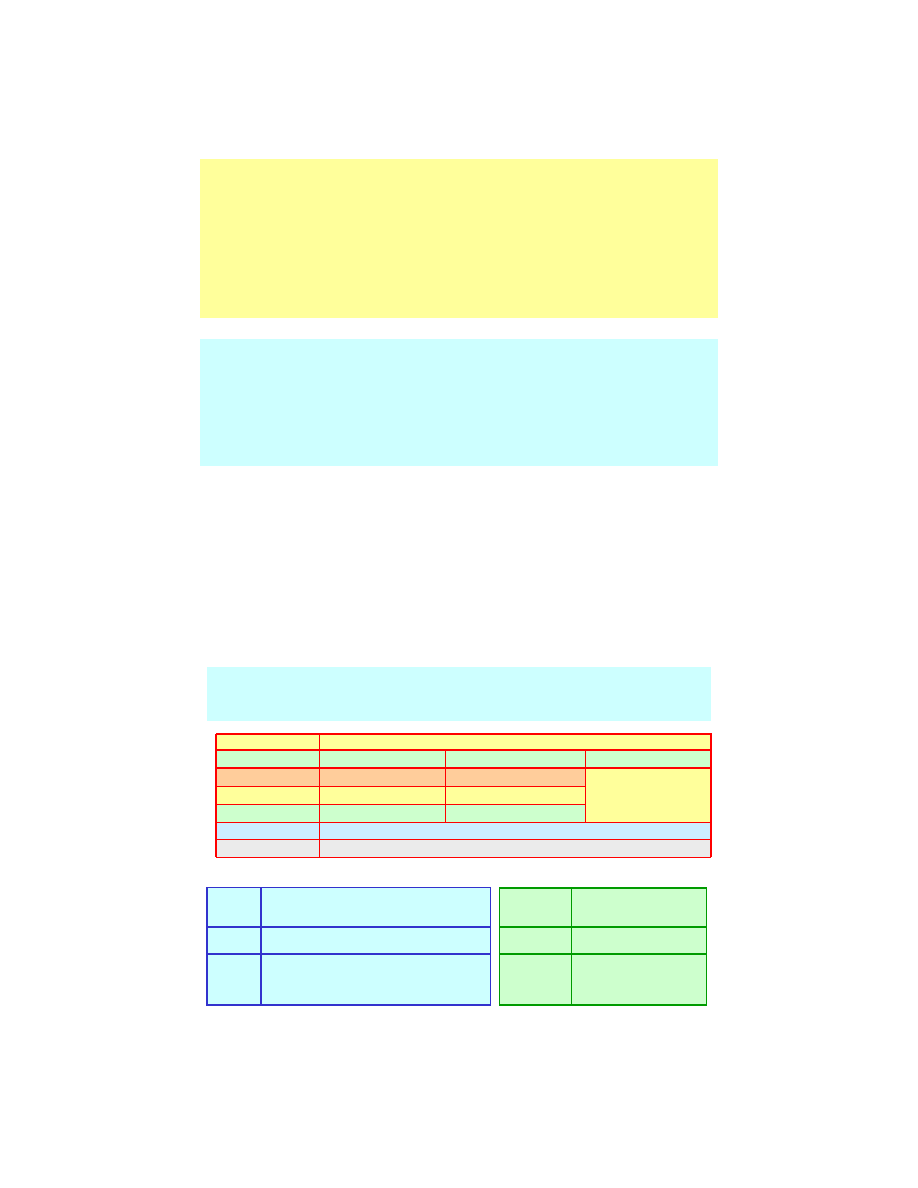
Do oznaczenia ł cznika lub stanu ł cznika, którym
uruchamiane jest powtórzenie funkcji.
Powtórzenie
417-IEC-5125
Stop awaryjny
Pr dko
zmniejszona
Pr dko
zwi kszona
Pr dko
normalna
Szybki stop
Szybki start
Przerwanie (działania
lub operacji)
Znaczenie
Do oznaczania ł cznika stopu awaryjnego.
417-IEC-5638
Do oznaczenia ł cznika lub stanu ł cznika, którym
uzyskiwana jest pr dko
ruchu do przodu mniejsza od
normalnej.
417-IEC-5124
Do oznaczenia ł cznika lub stanu ł cznika, którym
uzyskiwana jest pr dko
ruchu do przodu wi ksza od
normalnej.
417-IEC-5108
Do oznaczenia ł cznika lub stanu ł cznika, którym
uzyskiwana jest pr dko
normalna ruchu do przodu.
417-IEC-5107
Do oznaczenia ł cznika lub stanu ł cznika, którym działanie
przerywane jest bez znacz cego opó nienia.
417-IEC-5178
Do oznaczania ł cznika lub stanu ł cznika, którym
uruchamiane jest działanie tak, e pr dko
robocza
uzyskiwana jest bez znacz cego opó nienia.
417-IEC-5177
Do oznaczania ł cznika lub stanu ł cznika, którym działanie
maszyny jest zatrzymywane, podczas gdy maszyna sama
pozostaje w stanie zał czenia.
417-IEC-5111
Funkcja
Symbol
Numer
Symbole graficzne okre laj ce dzia
ł
anie elementów
sterowniczych
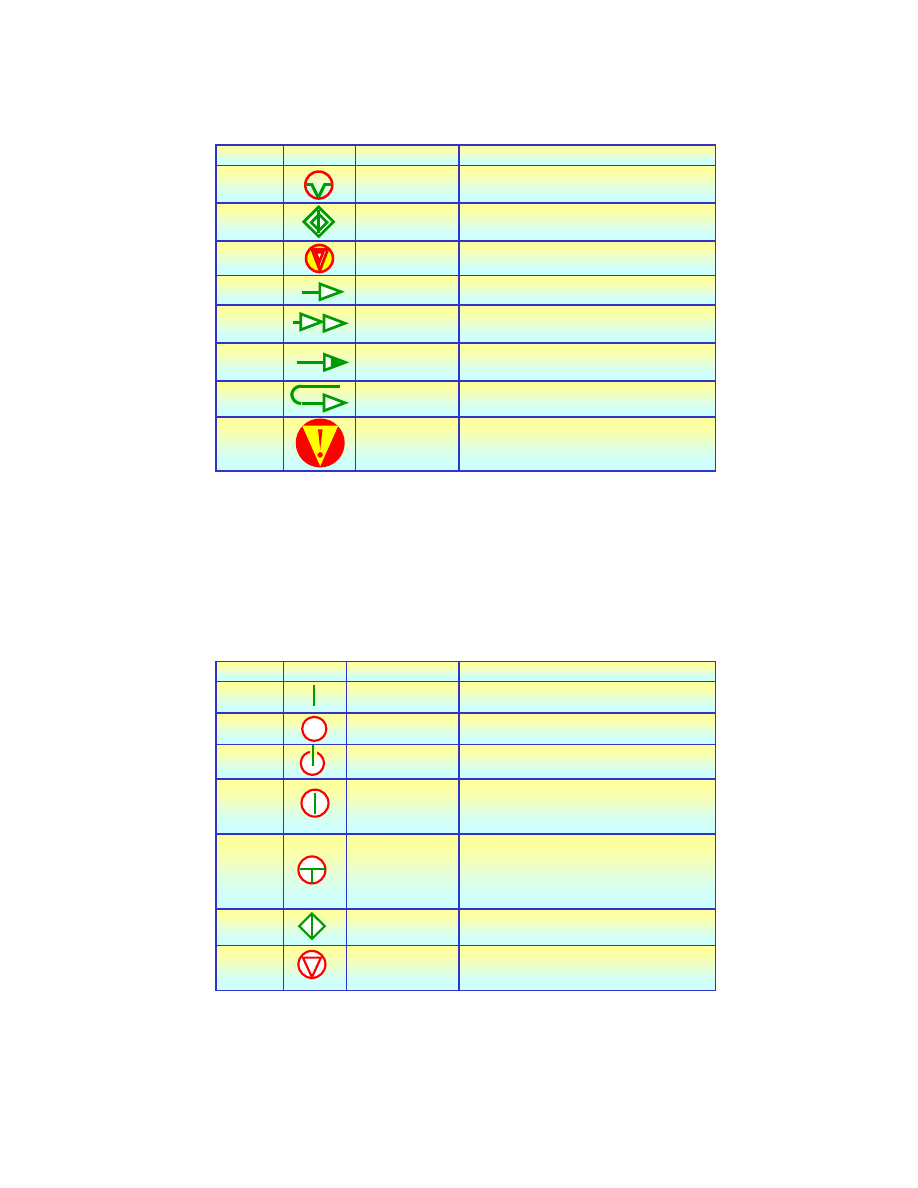
Stop (działania lub
operacji)
Start (działania lub
operacji)
Zał czone/ wył czone;
Jeden stan; Stabilne
Zał czone/ wył czone;
Dwa stany; Stabilne
Gotowo
Wył czone; Zasilanie
wy
ł
czone
Zał czone;
Zasilanie zał czone
Znaczenie
Znaczenie
Do oznaczania ł cznika lub stanu ł cznika, którym
zatrzymywane jest działanie maszyny. W przypadku prostych
maszyn, działanie jest równie uruchamianie, kiedy zał czone
jest zasilanie maszyny
417-IEC-5110
Do oznaczania ł cznika lub stanu ł cznika, którym
uruchamiane jest działanie maszyny.
417-IEC-5011
Do oznaczania ł cznika lub stanu ł cznika, je eli jest
stosowany jeden i ten sam element sterowniczy przeznaczony
do zał czania/wył czania zasilania maszyny. Symbol ten jest
obecnie stosowany w przypadku przycisków sterowniczych o
jednym stanie stabilnym. Stan „
wył czone” jest stabilny,
natomiast stan „
zał czone” wyst puje tylko przy naciskaniu
przycisku.
417-IEC-5011
Do oznaczania ł cznika lub stanu ł cznika, je eli jest
stosowany jeden i ten sam element sterowniczy przeznaczony
do za
ł
czania/ wy
ł
czania zasilania maszyny. Symbol ten jest
obecnie stosowany w przypadku przycisków sterowniczych o
dwóch stanach stabilnych.
417-IEC-5010
Do oznaczania ł cznika lub stanu ł cznika, którym cz
maszyny jest doprowadzana do stanu „
gotowo ci”
417-IEC-5009
Do oznaczania ł cznika lub stanu otwarcia ł cznika
przeznaczonego do wy
ł
czania zasilania.
417-IEC-5008
Do oznaczania ł cznika lub stanu zamkni cia ł cznika
przeznaczonego do za
ł
czania zasilania maszyny.
417-IEC-507
Funkcja
Funkcja
S
S
ymbol
ymbol
Numer
Numer
Symbole graficzne okre laj ce dzia
ł
anie elementów
sterowniczych cd.

26
Wysoki komfort
obsługi
Niska cena
Proste
projektowanie
Odporno na
warunki
przemysłowe
Mała przestrze
zabudowy
Mo liwo
wł czenia do sieci
Otwarto
Ergonomiczne
ukształtowanie
Wymagania dotycz ce HMI
Przyk
ł
ady dzia
ł
a maj cych na celu spe
ł
nienie
wymaga dotycz cych urz dze obs
ł
ugi HMI
A.
A.
Odporno
Odporno
na warunki przemys
na warunki przemys
ł
ł
owe (np. na dzia
owe (np. na dzia
ł
ł
anie oleju, cieczy
anie oleju, cieczy
c
c
h
h
ł
ł
odz
odz
co
co
-
-
smaruj
smaruj
cej itp.):
cej itp.):
• klawiatura foliowa
B.
B.
Niska cena:
Niska cena:
• klawiatura foliowa,
• du a g sto
integracji,
• wy wietlacz LCD.
C.
C.
Ma
Ma
ł
ł
a przestrze
a przestrze
do zabudowy:
do zabudowy:
• chowane przy
ł
cza przewodów
.
D.
D.
Ergonomiczne ukszta
Ergonomiczne ukszta
ł
ł
towanie:
towanie:
• dobra czytelno
tak e przy s
ł
abym o wietleniu
E.
E.
Wysoki komfort obs
Wysoki komfort obs
ł
ł
ugi:
ugi:
• przeł czanie opcji j zykowej w trybie on-line,
• kolory,
• grafika
.
F.
F.
Mo
Mo
liwo
liwo
przy
przy
ł
ł
czenia do sieci:
czenia do sieci:
• interfejsy sieciowe.
27
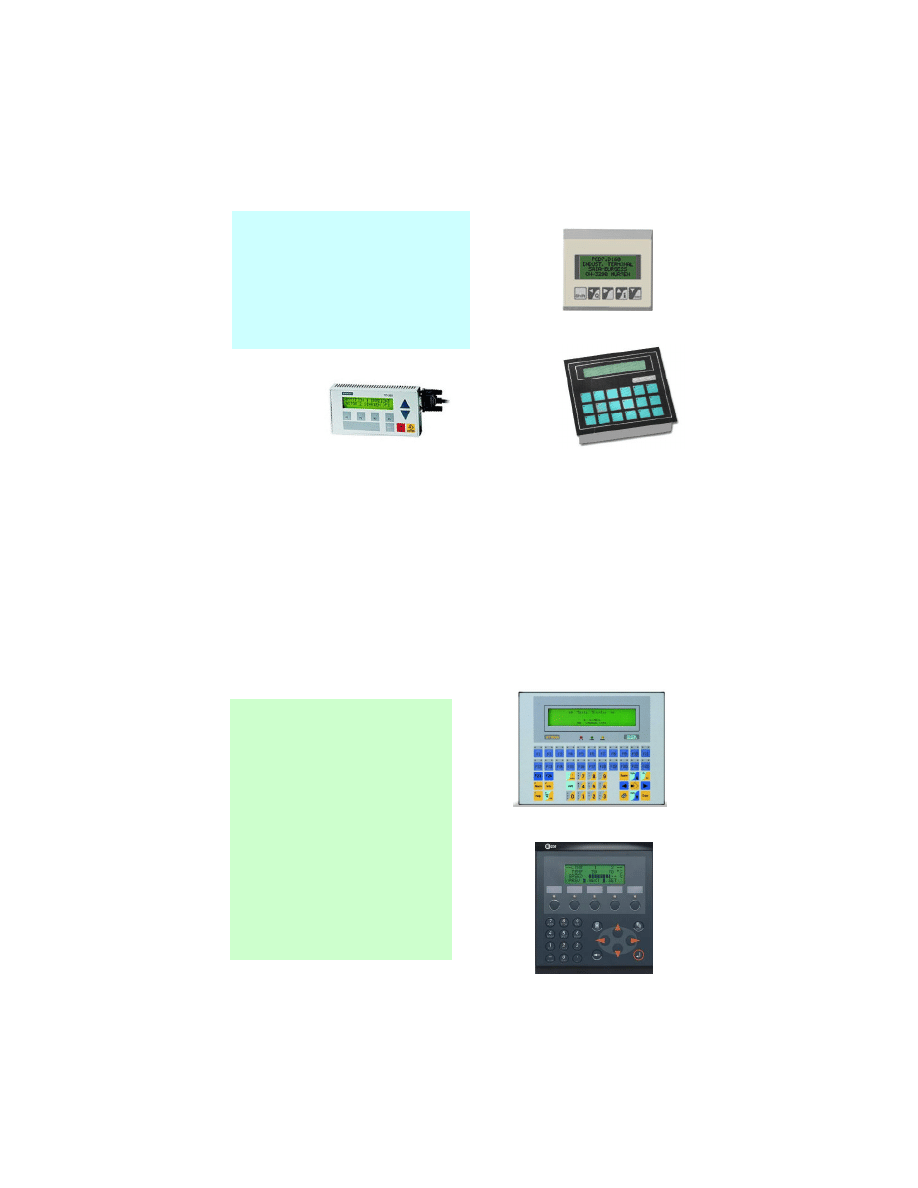
Terminale tekstowe
• Pełna obsługa interakcji z
u ytkownikiem przez sterownik
PLC,
• Proste protokoły komunikacyjne
(np. terminalowy),
• Teksty umieszczone w pami ci
sterownika PLC.
SAIA PCD7.D160
Siemens TD200
OP-Term BT224
Tekstowe panele operatorskie
• Oddzielenie funkcji HMI od
sterownika PLC,
• Pami projektu w HMI,
• Firmowe oprogramowanie
narz dziowe do
programowania paneli,
• Ładowalne driver’y
komunikacyjne dla wielu
sterowników,
• Mo liwo opracowania
interfejsu
wieloj zycznego,
• Obsługa drukarki.
ESA VT190
Mitsubishi MAC T200
28
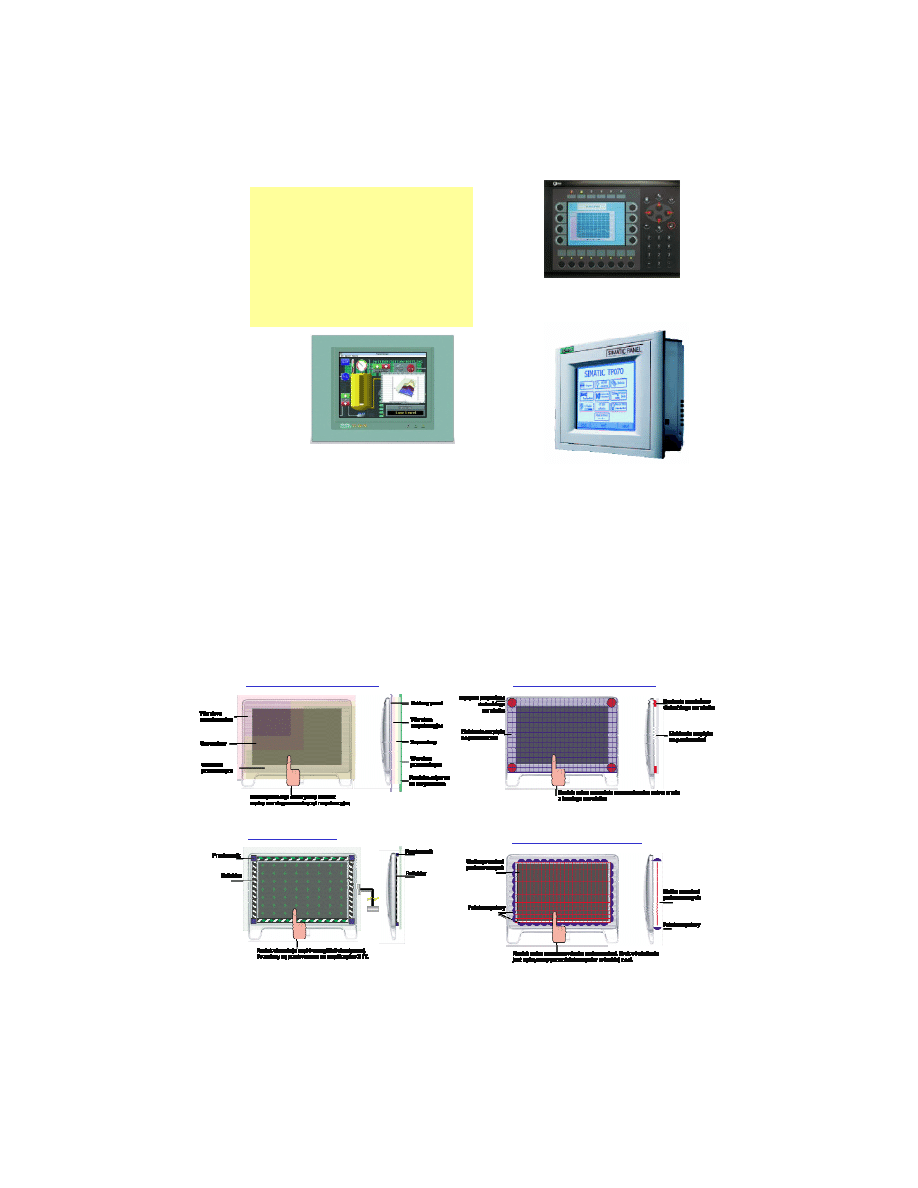
Graficzne panele operatorskie
Kolorowe lub czarno – białe,
Touch Screen,
Oprogramowanie
narz dziowe z bogat
bibliotek gotowych
elementów graficznych,
Wykresy i trendy.
ESA VT585W
Mitsubishi MAC E700
Siemens TP070
Technologie dotykowe (ang.
Touch Screen)
Technologia rezystancyjna
Technologia pojemno ciowa
Technologia SAW
Technologia podczerwieni
29
Komputery panelowe
Standardowy system
operacyjny,
Łatwa obsługa,
Mo liwe jest uruchomienie
standardowych aplikacji,
Łatwe doł czenie do
dowolnego układu
sterowania,
Łatwa rozbudowa
funkcjonalno ci,
Łatwa integracja z innymi
systemami informatycznymi
przedsi biorstwa.
Advantech IPPC 950
Siemens PCU50
Beckhoff
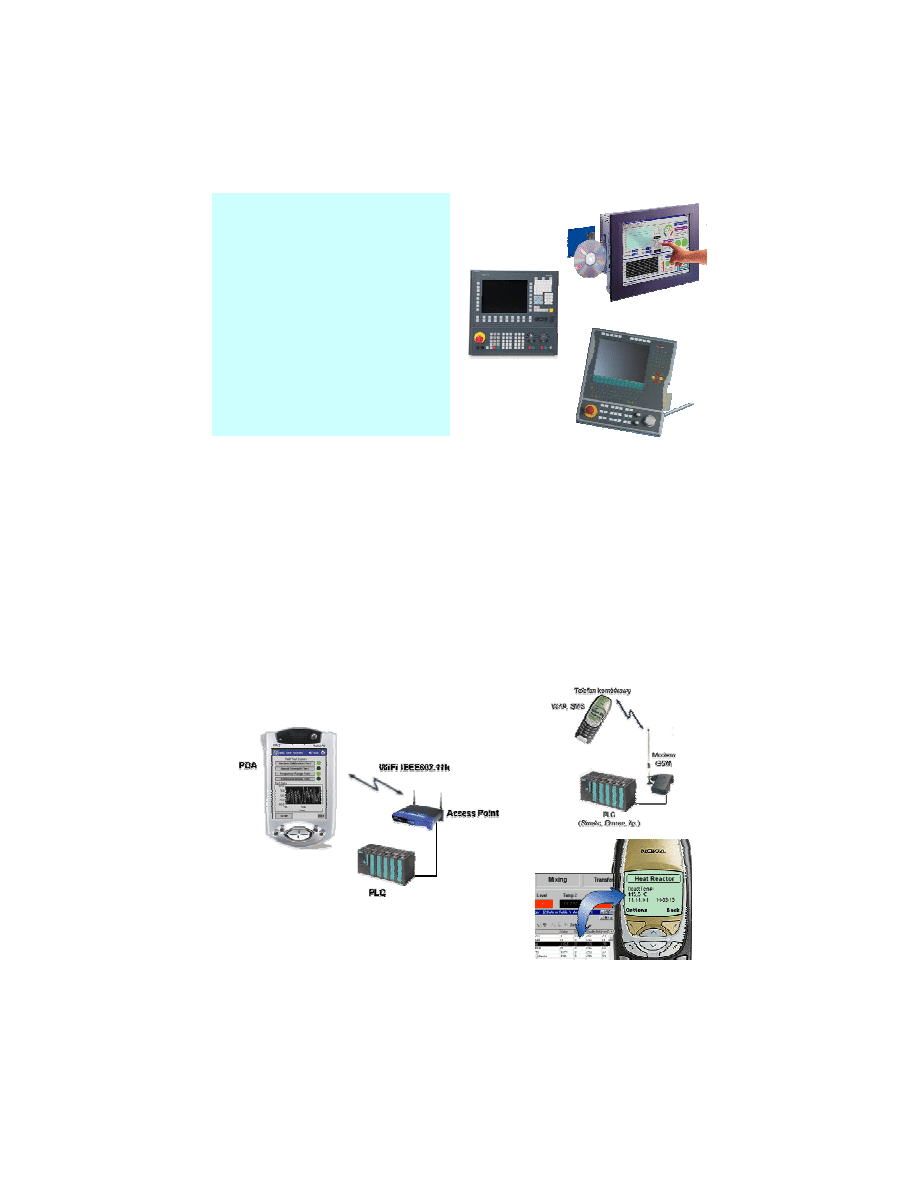
Technologie bezprzewodowe HMI
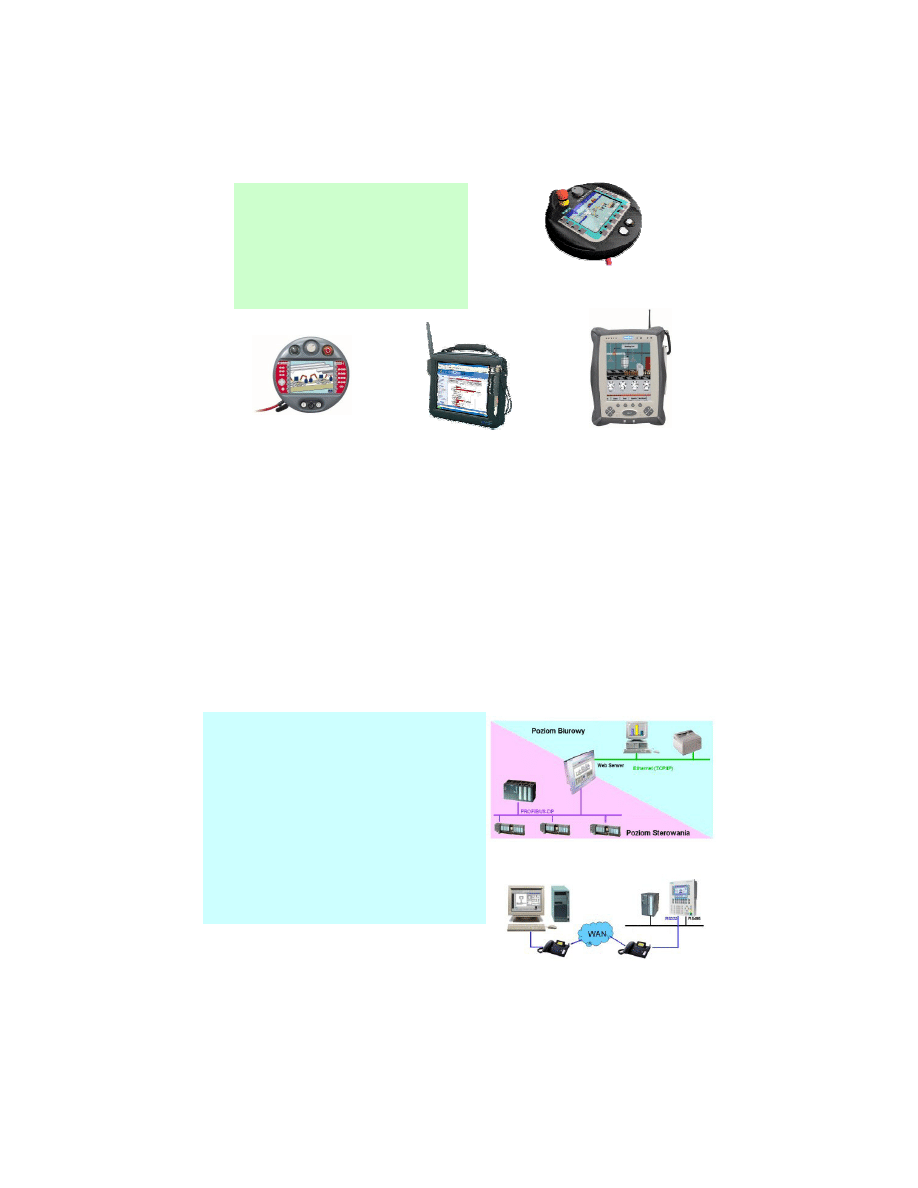
30
Mobilne HMI
Przewodowe lub
bezprzewodowe („w dki”),
Niezast pione przy
obsłudze du ych maszyn,
Odporne na wstrz sy
i upadki.
Wonderware Tablets
MobileView Tablet
Terminal T750
MobileView
GuardTerminalG750
Siemens
Mobile Panel 170
• Komunikacja z układami
sterowania:
– Sieci firmowe (MPI, SBUS,
MelsecNet, ...),
– Fieldbus (PROFIBUS, INTERBUS,
CAN, MODBUS, ...)
– OPC, NetDDE,
– WEB HMI - Ethernet (TCP/IP, HTTP,
XML),
• Komunikacja z innymi systemami
informatycznymi przedsi biorstwa.
Komunikacja HMI
31
Integracja HMI z PLC
Rozwi zanie optymalne
cenowo,
Poł czenie funkcji PLC, HMI i
modułów I/O,
Łatwa rozszerzalno funkcji
przez zastosowanie modułów
funkcyjnych i sieci
komunikacyjnych.
Unitronics Vision 280
Moeller XVC 100
Siemens C7 635
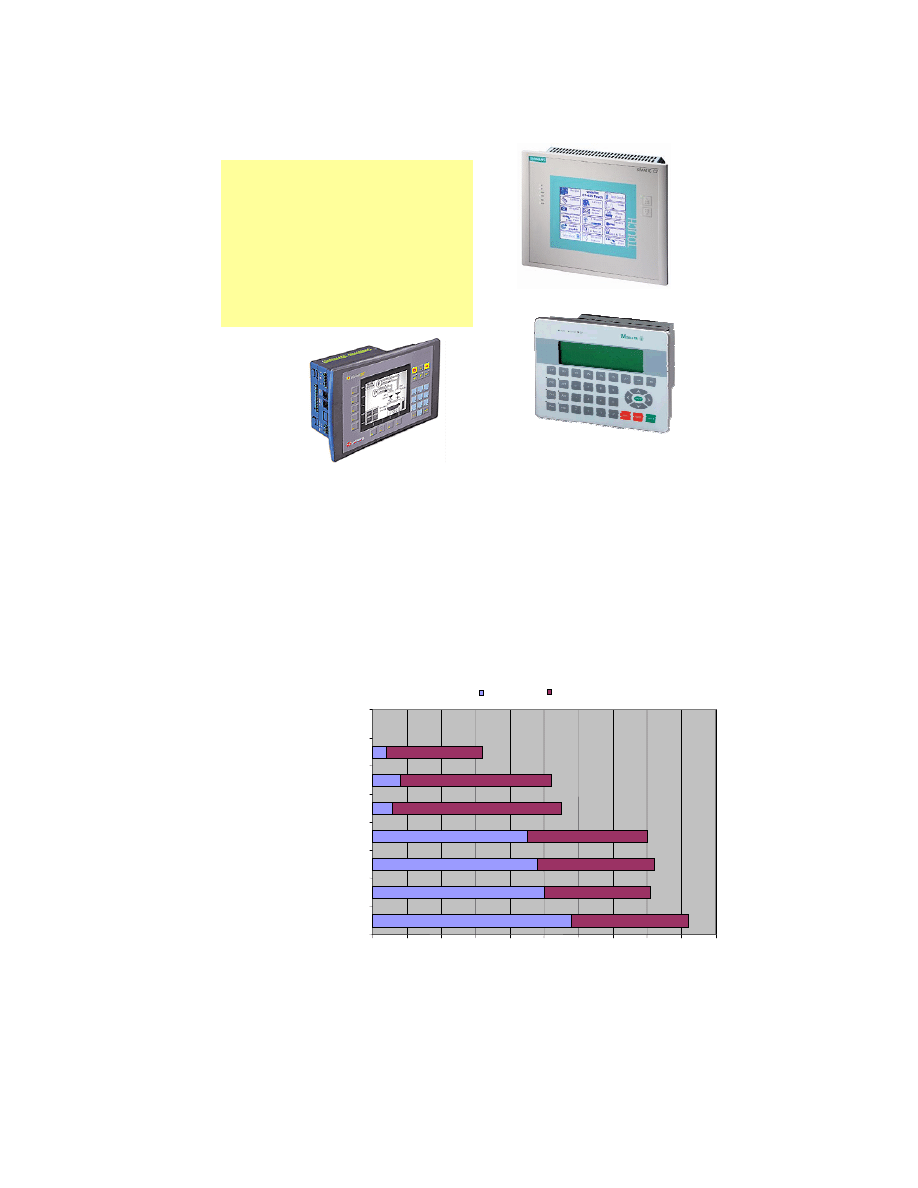
0
10
20
30
40
50
60
70
80
90
100
Touch Screen
Zintegrowana funkcjonalno PLC
IPC zintegrowane z funkcjami HMI
Rozwi zania HMI
Technologie Web Serwer
Bezprzewodowe urz dzenia obsługi
PDA jako wy wietlacz
Aktualnie
Prognoza
Zastosowanie nowych technologii w obszarze HMI
Wyszukiwarka
Podobne podstrony:
ZIP 2012 Podst automat cz 1
ZIP 2012 Podst automat cz2
ZIP 2012 Podst automat cz3
2012 10 07 cz4
ZADANIA Z KOLOKWIUM Z PODST automatyki A[1]. Kochan, Semestr IV, Wspólne, Podstawy automatyki
syll 2. admin.publ. zao 2011 2012 podst pr pr i pr urzedn, WAŻNE
2012 podst edytor dla stud z
ZIP 2013 progr Automatyzacja i roboty, SGGW Technika Rolnicza i Leśna, Automatyka
plan zajec oiur zip 2012 02
2012 10 07 cz4
więcej podobnych podstron