1
Podstawy automatyzacji
Podstawy automatyzacji
Kurs ARM 009041W
Kurs ARM 009041W
dr in
dr in
. Zbigniew Smalec, pok.3.19 B
. Zbigniew Smalec, pok.3.19 B
-
-
4
4
Kierunek studiów: ZIP - stacjonarne
I-stopie , III rok, sem. 6-letni
Rok akad. 2011/12
Politechnika Wrocławska
W y d z i a ł M e c h a n i c z n y
Instytut Technologii Maszyn i Automatyzacji
Wrocław, 2012
Cz
Cz
2
2 (1 – 222)
Udział kosztów poszczególnych składników w budowie
maszyn mechatronicznych (wg Bender, Glas, Kohen,
McKinsey)
Koszty [%]
100
80
60
40
20
0
Obecnie
Układy mechaniczne
Układy elektroniczne i oprogramowanie
1980 1990 2000 2010
2020 Rok
2
In ynier zajmuj cy si budow maszyn ma
In ynier zajmuj cy si budow maszyn ma
zwi zek z technik automatyzacji podczas:
zwi zek z technik automatyzacji podczas:
konstruowania maszyn,
projektowania instalacji,
uruchamiania maszyn i instalacji,
eksploatacji maszyn i instalacji (utrzymanie
ruchu, serwis, rozbudowa).
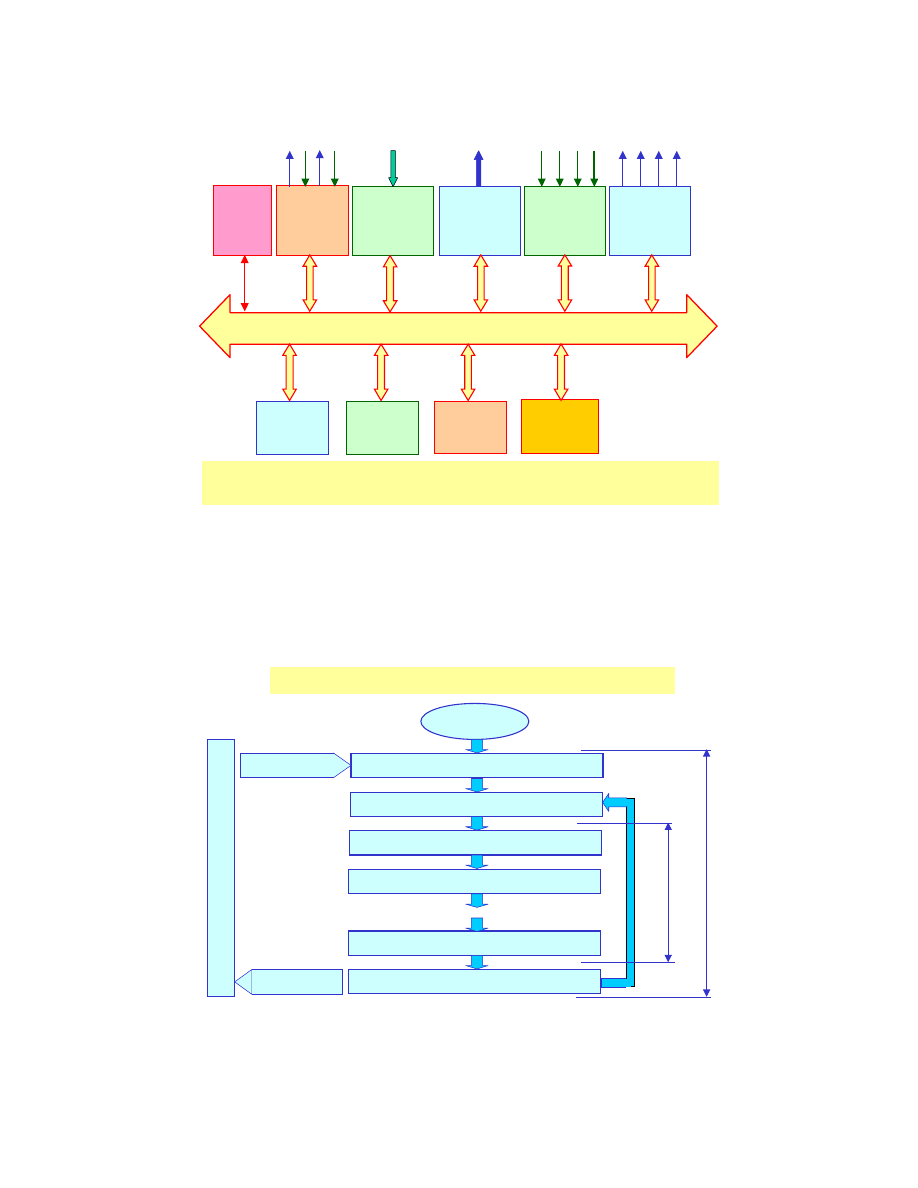
Aspekty automatyzacji w budowie i eksploatacji maszyn
Poziomy techniczno-informacyjne
w przedsi biorstwach produkcyjnych
Poziom planowania
Poziom kierowania
Poziom gniazda
Poziom sterowania
Poziom czujników/ elementów wykonawczych
Proces produkcyjny
Proces produkcyjny
Zadania
Zadania
dyspozycyjne
dyspozycyjne
Zadania
Zadania
operacyjne
operacyjne
Ilo danych
Ilo danych
Szybko
Szybko
reakcji
reakcji
In
te
gr
ac
ja
p
io
no
w
a
In
te
gr
ac
ja
p
io
no
w
a
MByte
kByte
bit
ms
s
min
3
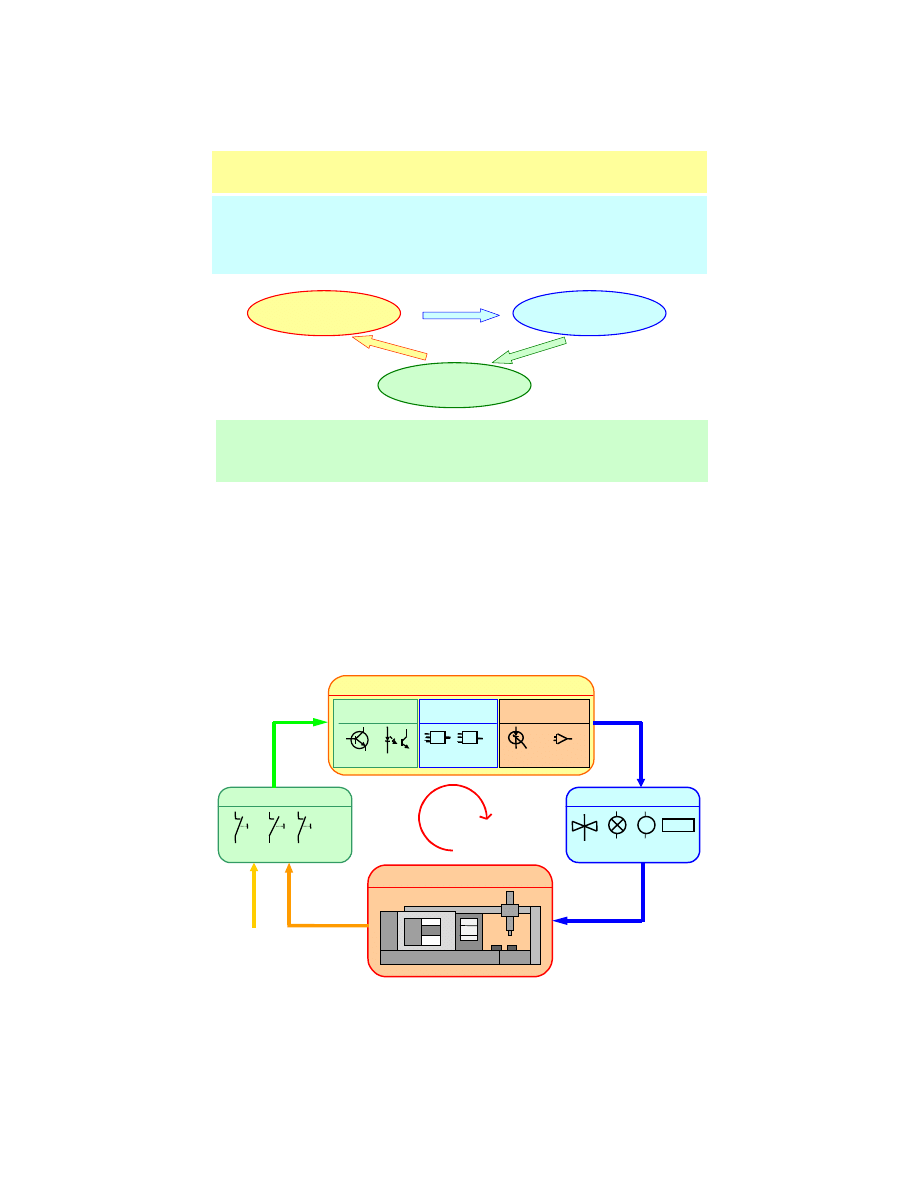
Uzasadnienie:
Uzasadnienie: Do sterowania i regulacji niezb dna jest znajomo i
opis procesów. Do opisu procesów słu modele.
Definicja modelu:
Definicja modelu: Zestawienie wszystkich informacji o materialnym
i niematerialnym systemie, które w ró ny sposób zobrazowuje
zawarte w nim elementy i relacje, aby umo liwi eksperymentaln
manipulacj odwzorowanej struktury i jej stanu.
Rzeczywisto
Model
Symulacja
Modelowanie
Modelowanie
Eksperymentowanie
Eksperymentowanie
Walidacja
Walidacja
Definicja symulacji:
Definicja symulacji: Zast pienie modelowanego odwzorowania
dowolnego systemu lub procesu przez inny system lub proces i
eksperymentowanie z tym modelem (symulacja).
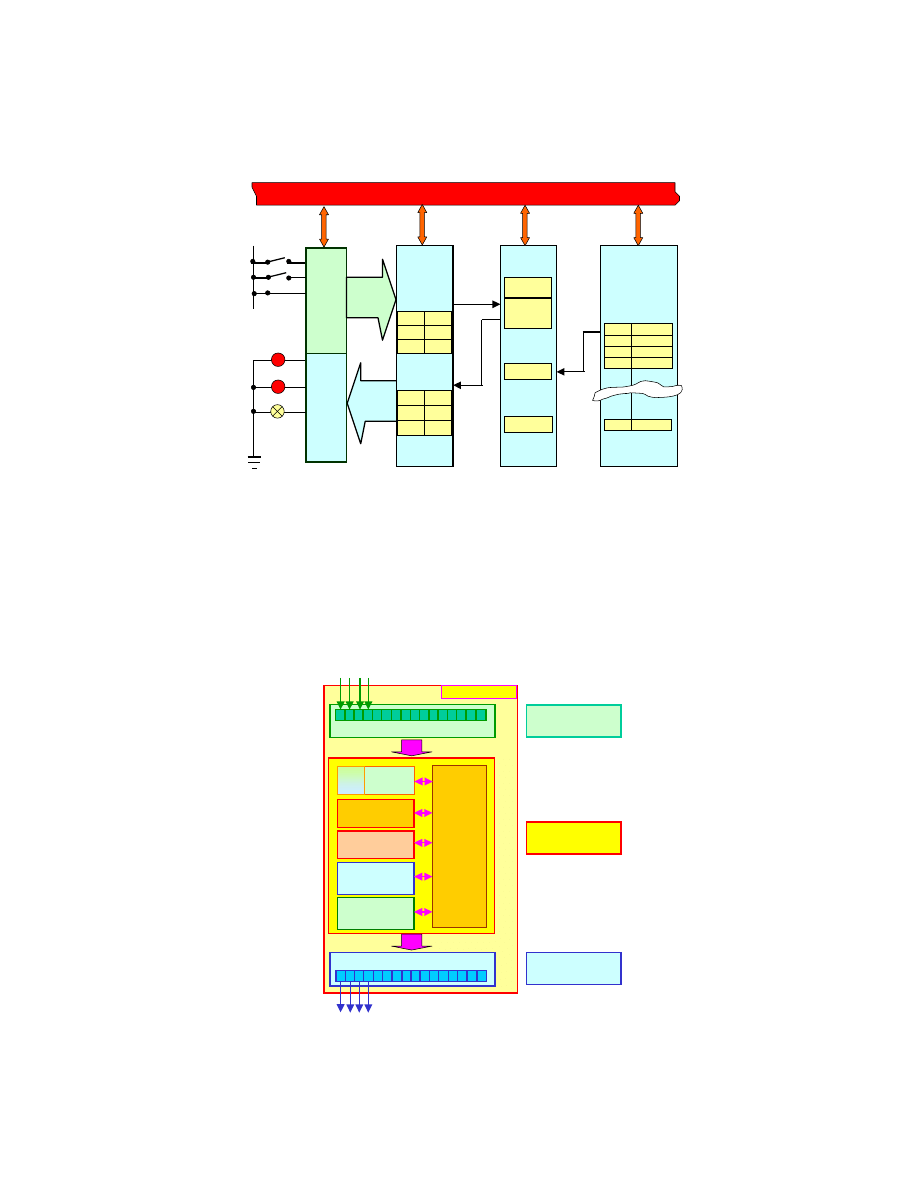
Modelowanie oraz symulacja systemów i procesów
Schemat budowy i przepływu sygnałów w układzie
sterowania elektrycznego
Sterownik
Sterownik
Dopasowanie
sygnałów
Przetwarzanie
sygnałów
Dopasowanie
sygnałów
Tranzystor Opoizolator
&
<
Warunek logiczny
Tranzystor Wzmacniacz
System wytwórczy
System wytwórczy
Nastawianie
Nastawianie
M
9 2 4 8
Zawór Lampka Silnik Wy wietlacz
Wej cia
Wej cia
Przycisk Ł cznik
Operator
Operator
Przepływ
Przepływ
sygnałów
sygnałów
4
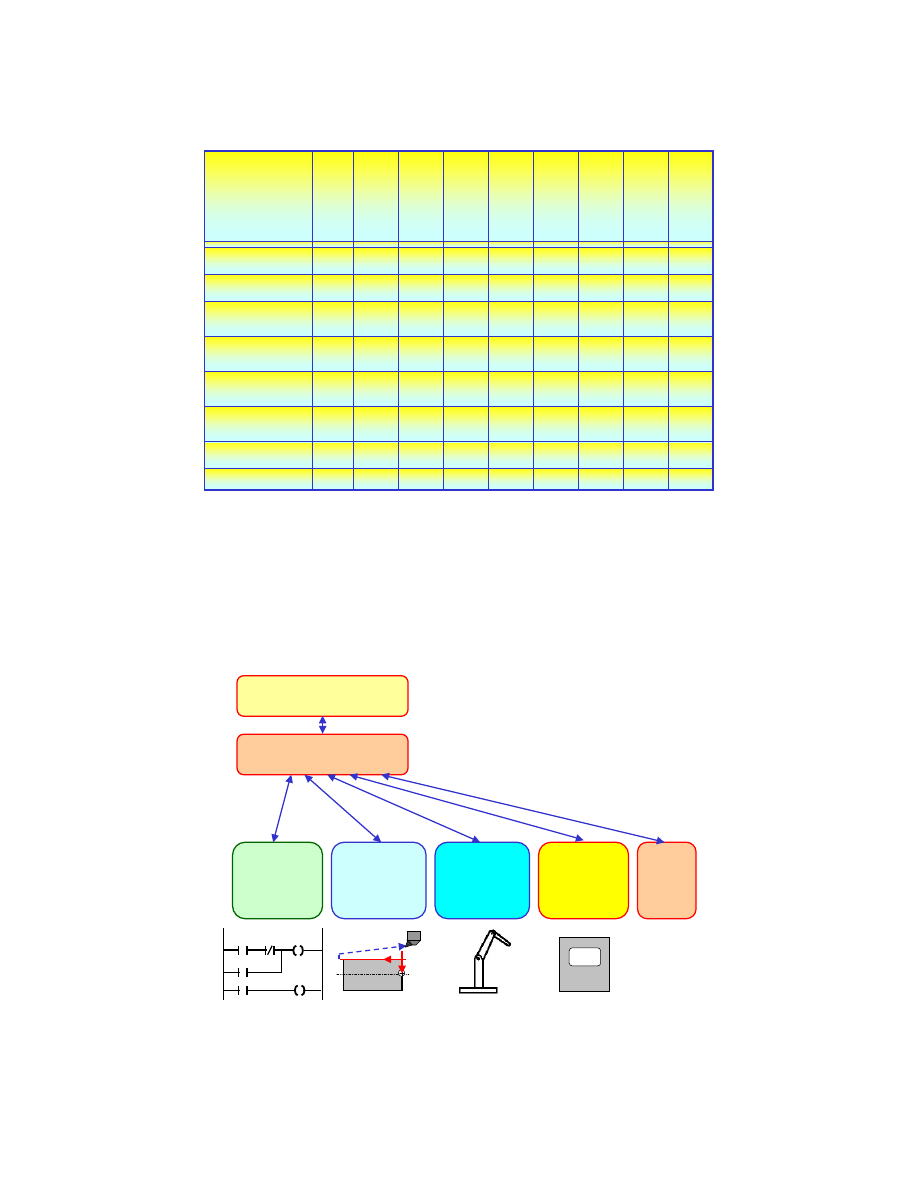
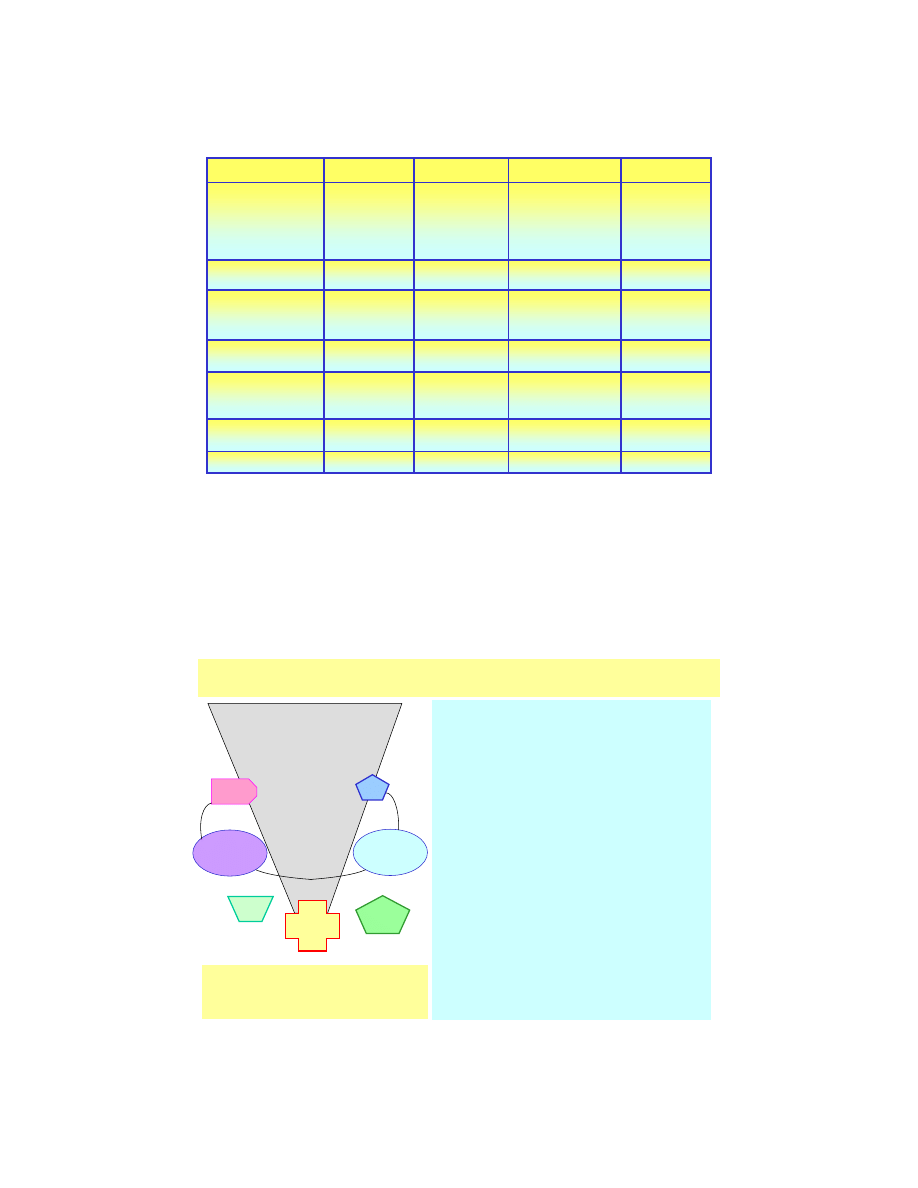
Struktura systemów automatyzacji
Zadania składników automatyzacji:
Zadania składników automatyzacji:
Proces techniczny
Układ sensoryczny:
Układ sensoryczny:
Zbieranie informacji
Elementy wykonawcze:
Elementy wykonawcze:
Oddziaływanie na proces
Sterownik (komputer):
Sterownik (komputer):
Przetwarzanie
informacji
Układ wskazywania i obsługi:
Układ wskazywania i obsługi:
Przetwarzanie
informacji
System komunikacyjny:
Przekazywanie informacji
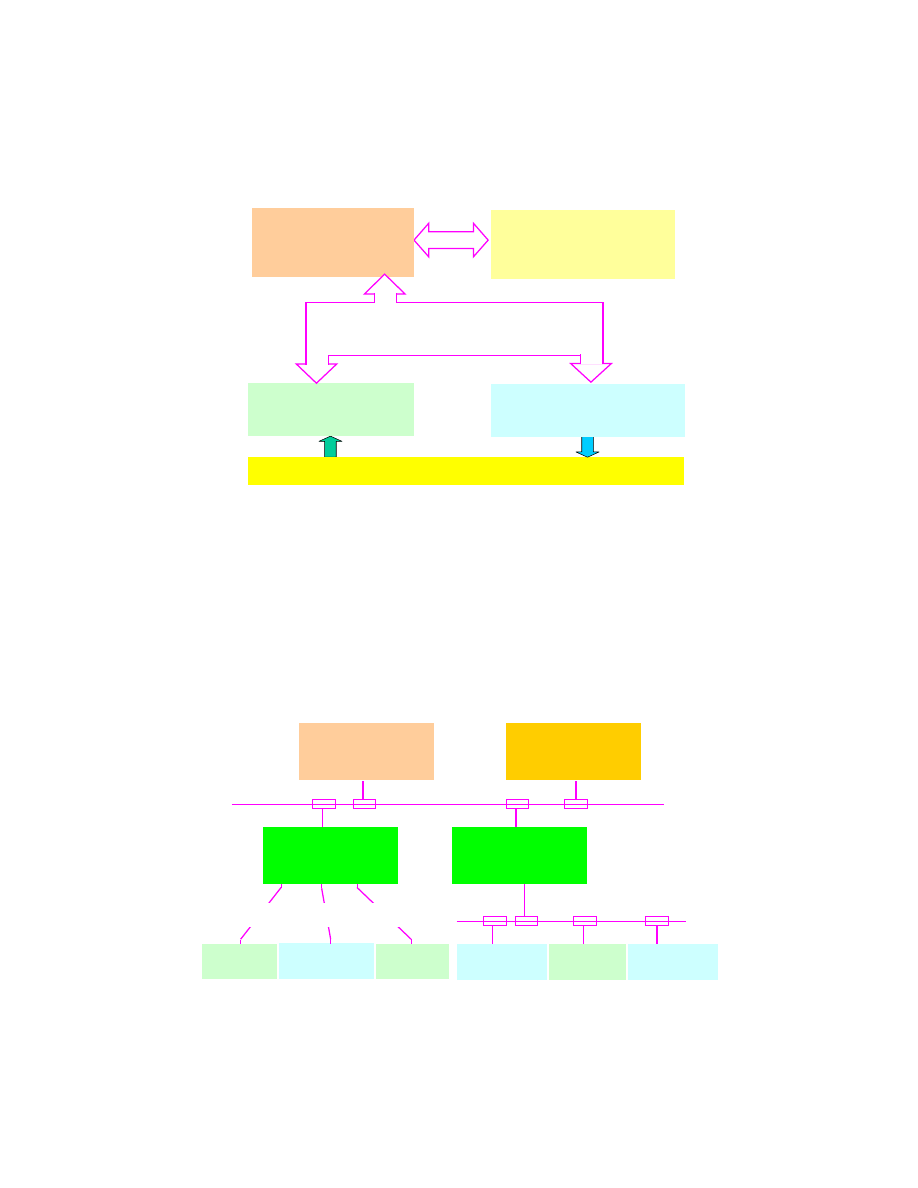
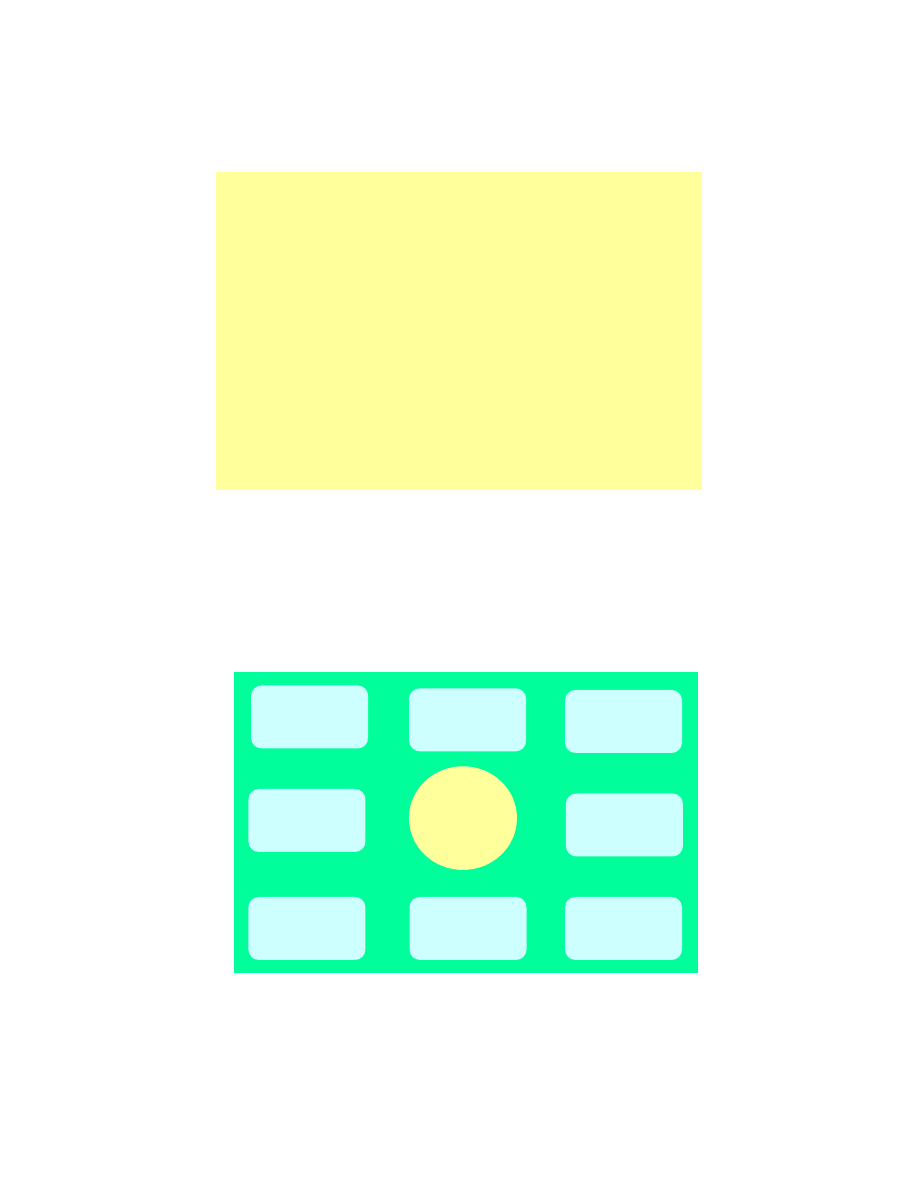
Struktury systemów automatyzacji
Podstawowe struktury systemów automatyzacji:
Podstawowe struktury systemów automatyzacji:
Urz dzenie
obsługi
System
kierowania
Sterownik
(
komputer)
Sterownik
(
komputer)
Sensor
Element
wykonawczy
Sensor
Sensor
Element
wykonawczy
Element
wykonawczy
Poł czenie punkt-punkt
System sieciowy
5
Wymagania dotycz ce systemów automatyzacji
Wprowadzanie/
Wprowadzanie/
wyprowadzanie
wyprowadzanie
sygnałów
sygnałów
procesu
procesu
Sterownik
Sensor
Element
wykonawczy
Ci nienie,
temperatura,
droga,
pr dko
obrotowa, ...
Zdolno do
Zdolno do
pracy w czasie
pracy w czasie
rzeczywistym
rzeczywistym
Pewno
Pewno
i niezawodno
i niezawodno
działania
działania
Odporno na
Odporno na
oddziaływanie
oddziaływanie
otoczenia
otoczenia
12
6
3
6
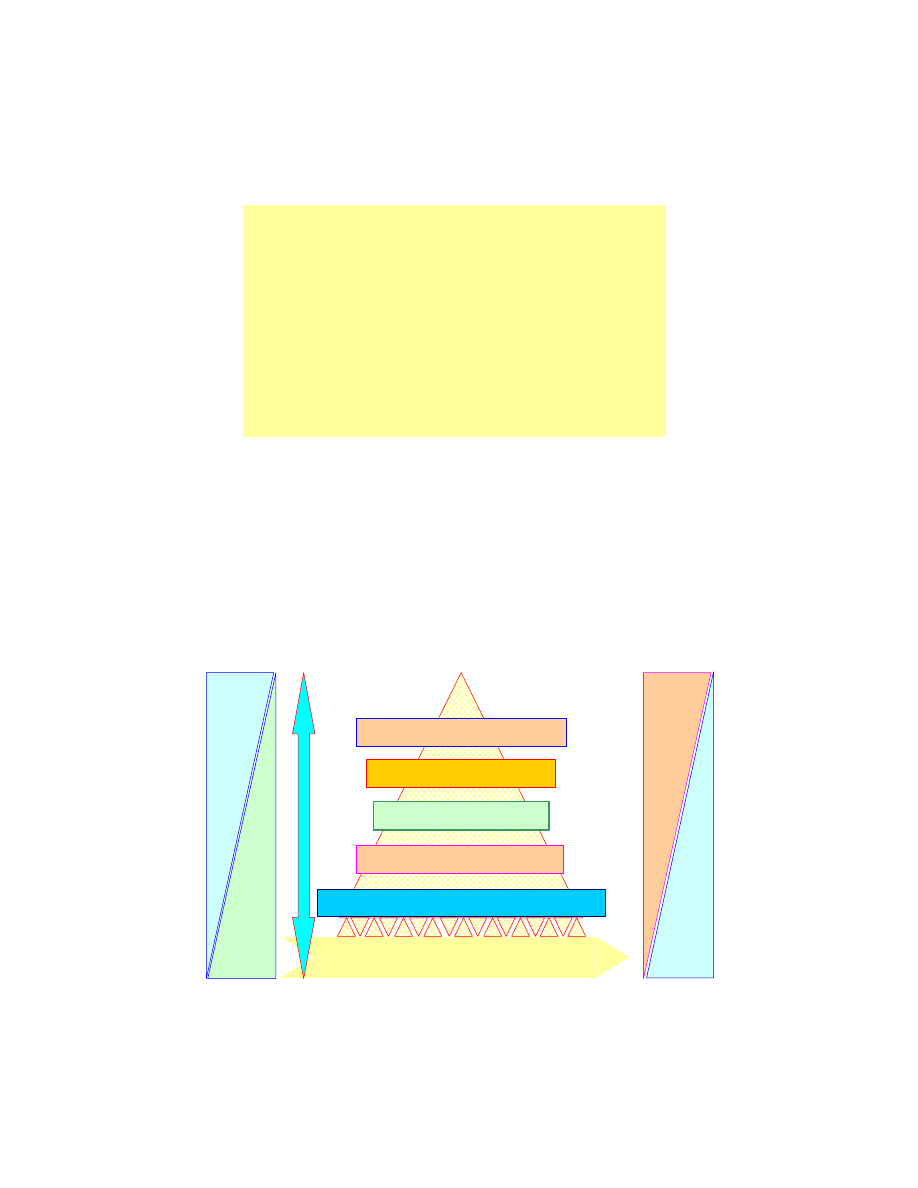
Zdolno do pracy w czasie rzeczywistym
Procesy obliczeniowe w systemach automatyzacji musz by wykonywane
w maksymalnie dopuszczalnym czasie, aby mo na było zapewni
zgodno przebiegu sterowania procesami z dynamik tych procesów.
Praca w czasie rzeczywistym:
Praca w czasie rzeczywistym:
Praca w czasie rzeczywistym jest
zapewniona wówczas, gdy spełnione
s wymagania równoczesno ci oraz
działania we wła ciwym czasie.
Działanie we wła ciwym czasie
Działanie we wła ciwym czasie
(ang.
real time tasking):
Cało zbierania, transmisji,
przetwarzania i wyprowadzania
sygnałów odbywa si w ci gu
okre lonego maksymalnego czasu
reakcji, który jest mniejszy ni
najkrótszy czas procesu.
Działanie równoczesne
Działanie równoczesne
(ang.
time scharing):
Dzi ki przeł czanemu i
przesuni temu w czasie
przetwarzaniu wszystkich task’ów
uzyskuje si quasi
symultaniczno .
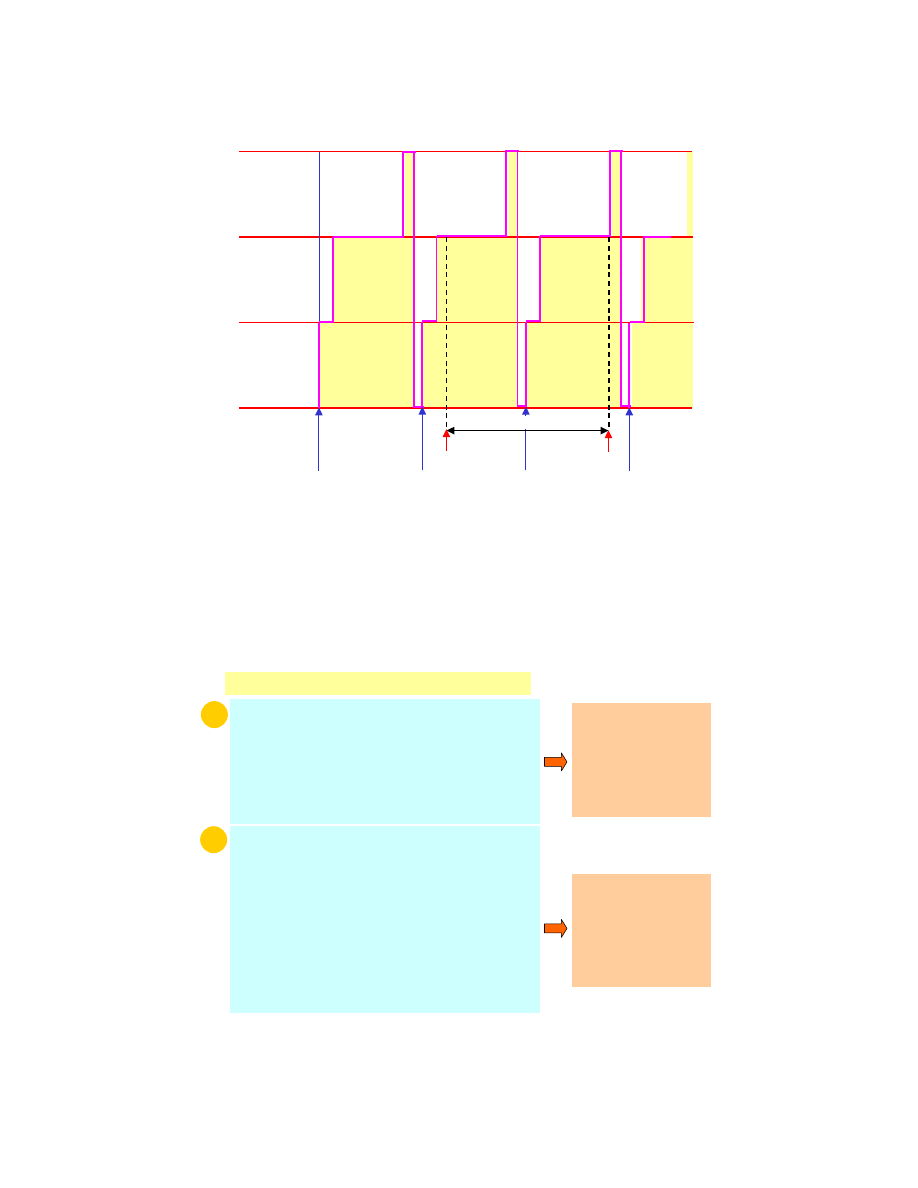
6
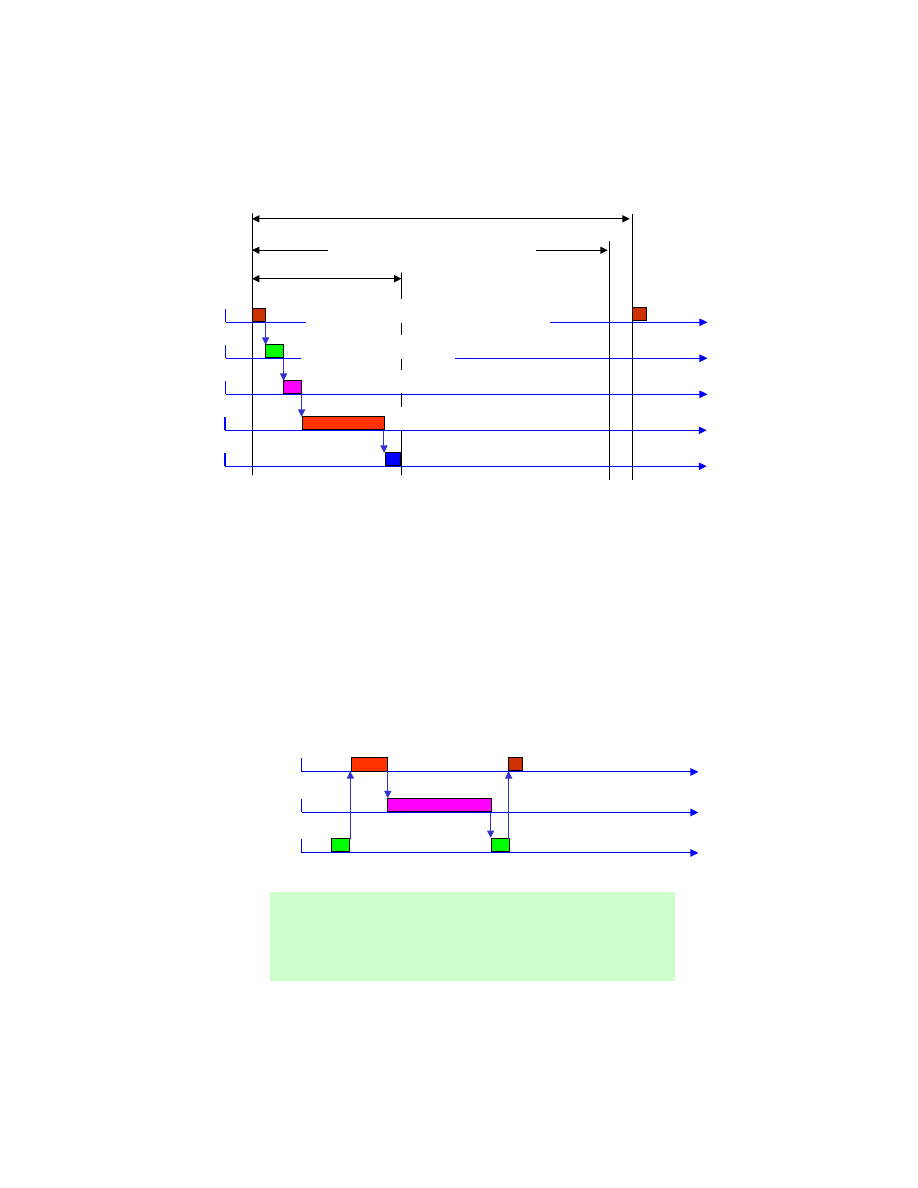
Praca w czasie rzeczywistym
Zdarzenie w procesie technicznym
Czas oczekiwania
Okre lanie stanu procesu
Przetwarzanie
Wyprowadzanie
Czas procesu
Maksymalny czas reakcji
Czas reakcji
Działanie we wła ciwym czasie:
Działanie we wła ciwym czasie:
Równoczesno :
Równoczesno :
Quasi równoczesne przetwarzanie ró nych,
jednocze nie wyst puj cych sygnałów procesu dzi ki
pracy wielozadaniowej (ang.
Multitasking).
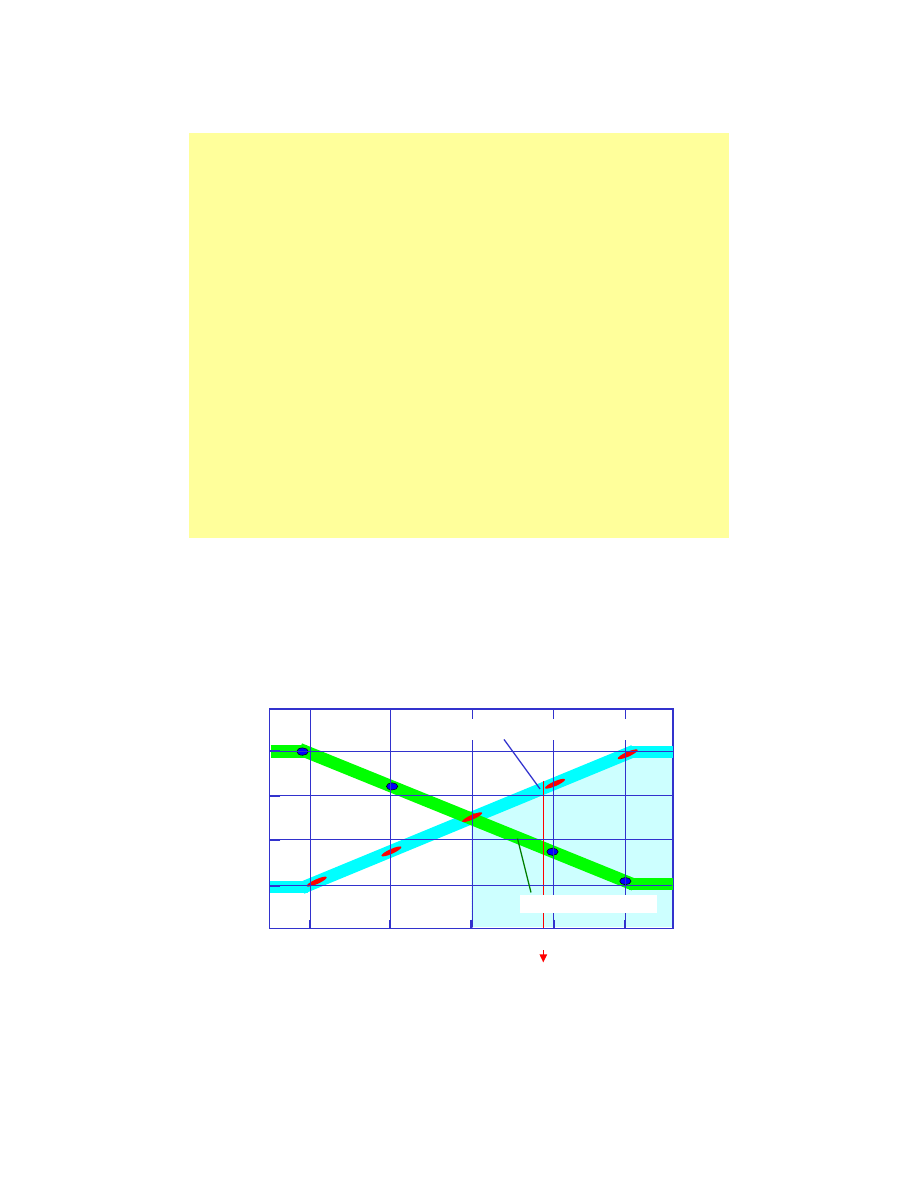
Równoczesno - praca w czasie rzeczywistym
Równoczesno :
Równoczesno :
Proces 1
Proces 2
Proces 3
t
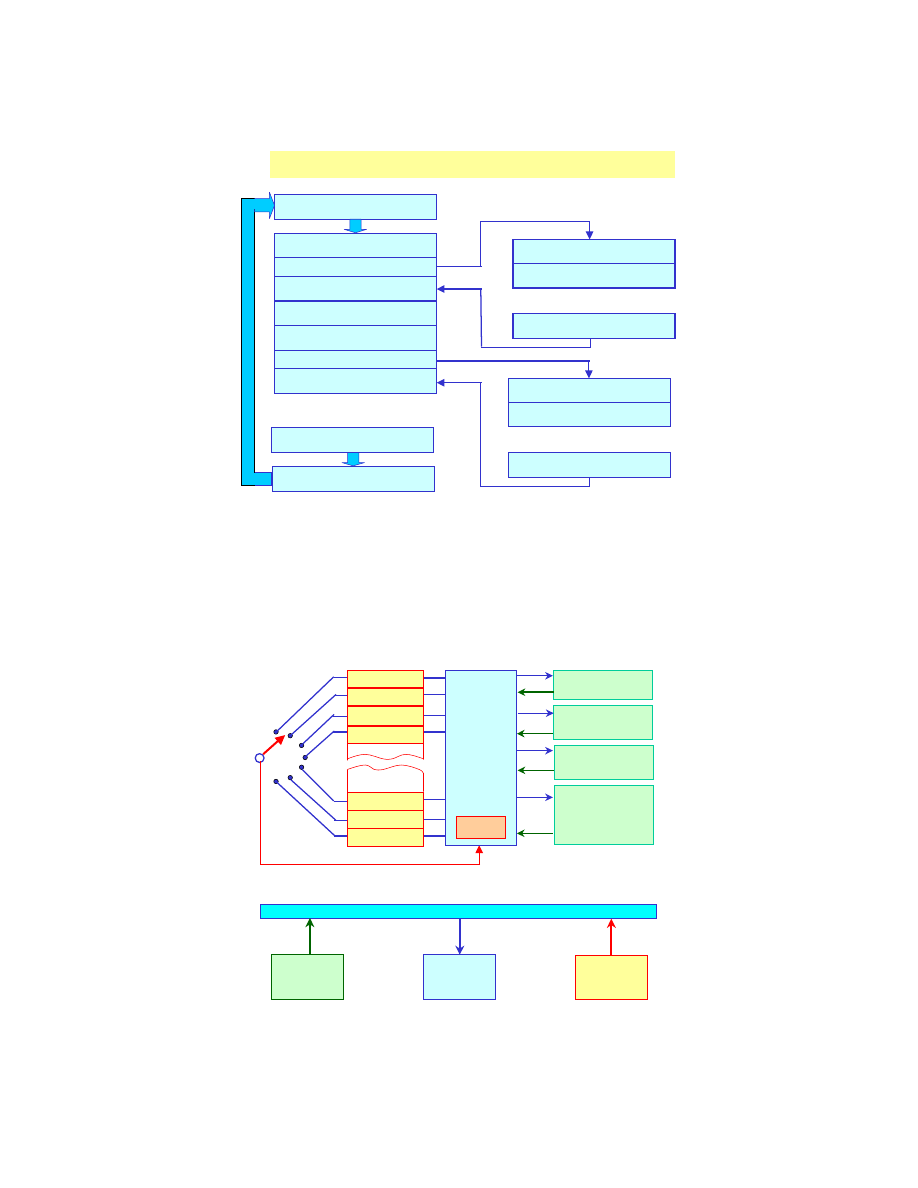
7
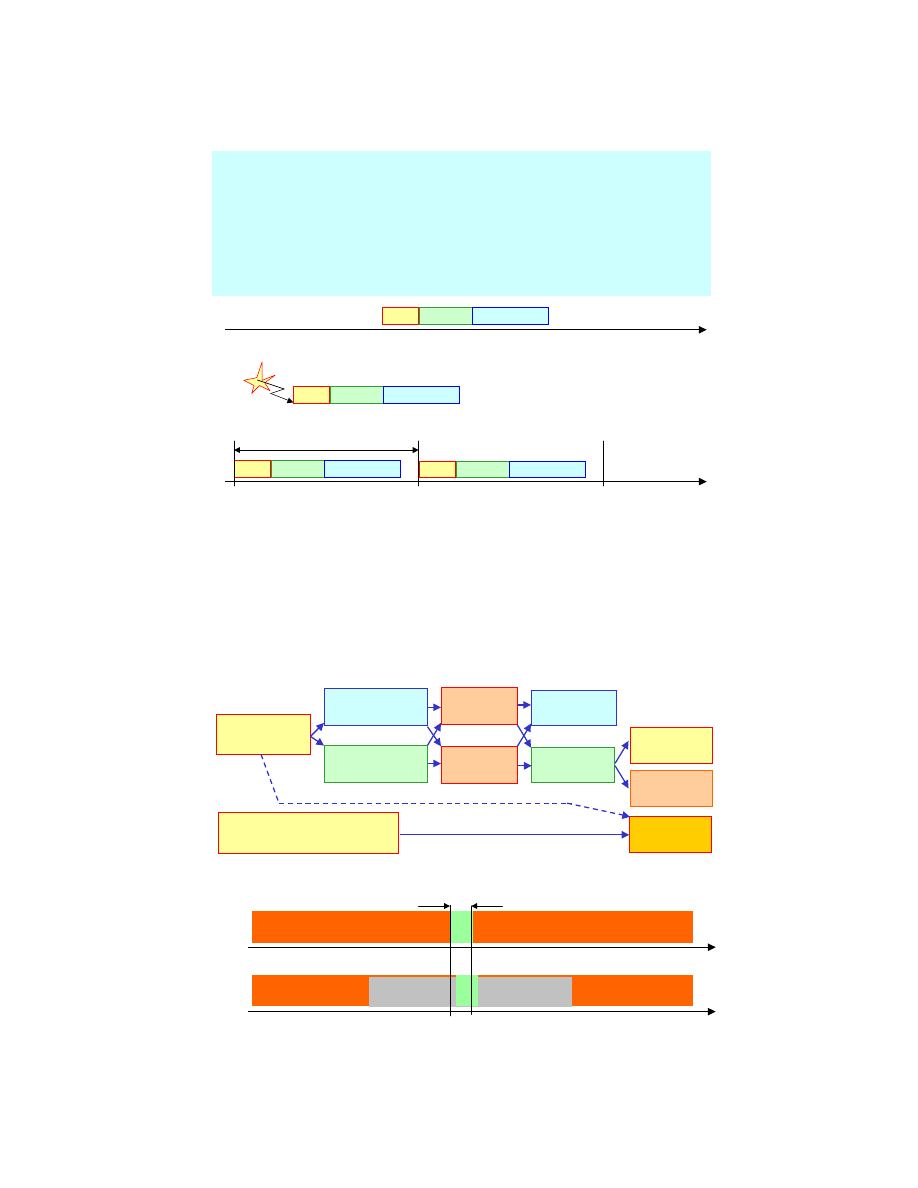
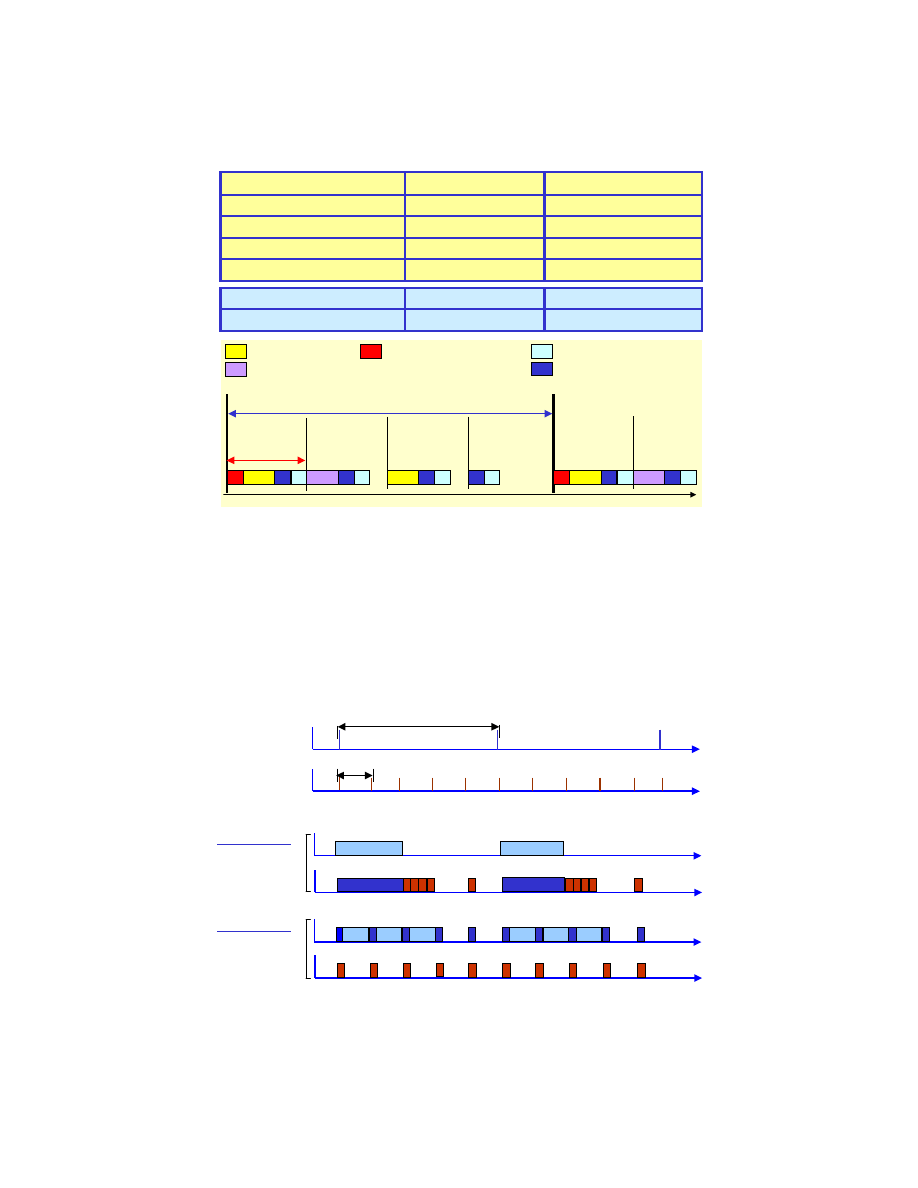
Sterowanie i regulacja w sterownikach komputerowych jest zwykle realizowana za
pomoc równolegle wykonywanych w czasie rzeczywistym task’ów, które reaguj na
zdarzenia zewn trzne wyst puj ce w czasie. W przebiegu czasowym tych task’ów
aperiodycznych (A) lub wykonywanych periodycznie (B) wyst puj trzy fazy, które s
uaktywniane po wyst pieniu zdarzenia (przerwania) w obiekcie:
pomiar
pomiar (odczyt danych z sensorów): dla okre lenia stanu sterowanego obiektu,
obliczenia:
obliczenia: okre lanie reakcji układu sterowania na obiekt,
wyprowadzanie:
wyprowadzanie: (zapis danych do elementów wykonawczych) działanie na obiekt.
Zdarzenie
A: aperiodycznie
A: aperiodycznie
Pomiar
Obliczenia
Wyprowadzanie
Fazy task’ów w czasie:
t
B: periodycznie
B: periodycznie
t
Okres
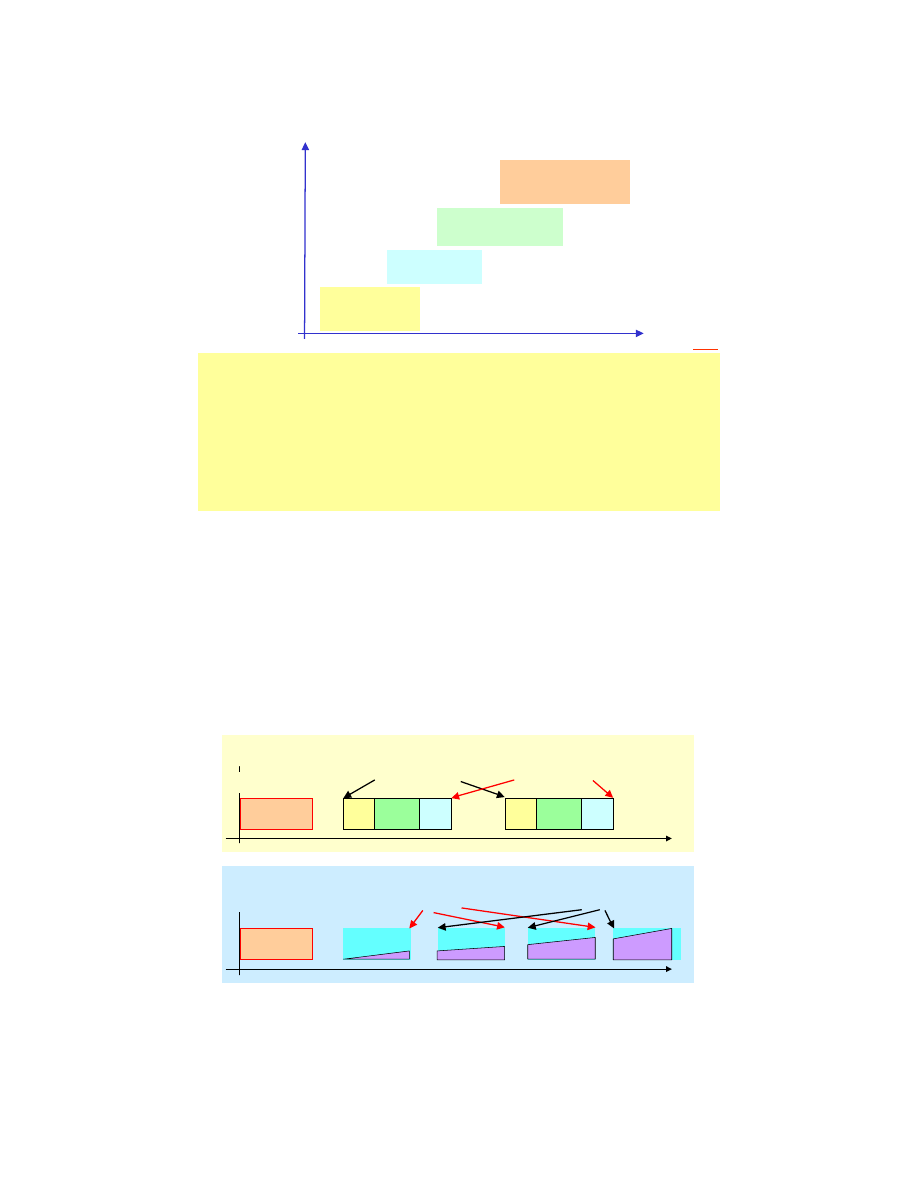
Cykliczne fazy task’ów w układach sterowania
Klasyfikacja task’ów
Zwi zane
czasowo
Prawdziwy czas
rzeczywisty
Lu ny czas
rzeczywisty
Krytyczne
czasowo
Czułe
czasowo
Periodyczne
Aperiodyczne
Sporadyczne
Spontaniczne
Nie zwi zane czasowo.
Bez wymaga czasowych
ongoing
(Twardy czas rzeczywisty)
(Mi kki czas rzeczywisty)
Okno czasu reakcji
A. Krytyczne czasowo (twardy czas rzeczywisty)
A. Krytyczne czasowo (twardy czas rzeczywisty)
B. Czułe czasowo (mi kki czas rzeczywisty)
B. Czułe czasowo (mi kki czas rzeczywisty)
8
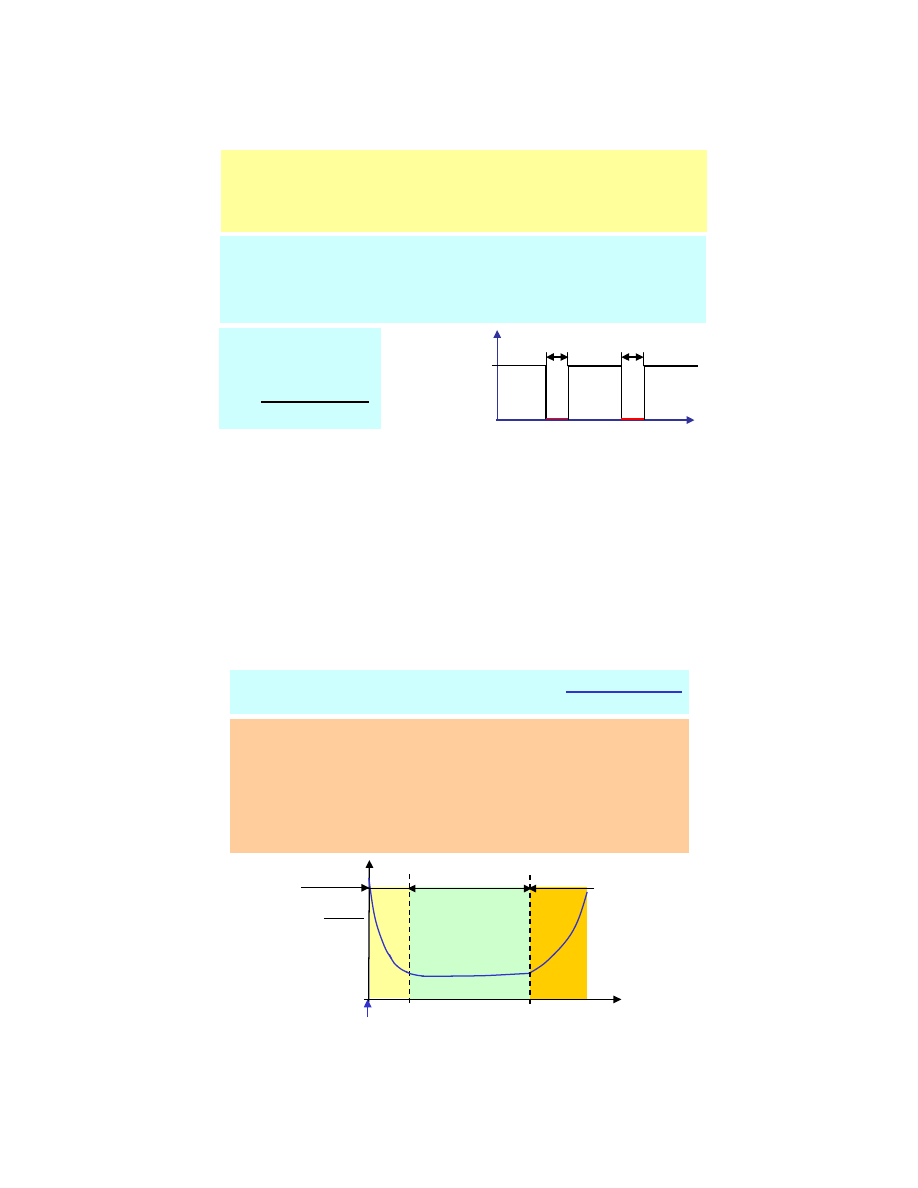
To, co jest rozumiane pod poj ciem czasu rzeczywistego, zale y w zasadzie od ka dorazowej aplikacji – np.
w procesach termicznych wystarczaj czasy reakcji w zakresie sekund, natomiast w regulacji nap dów o
du ej dynamice s to mikrosekundy. Dlatego te IAONA (ang. Industrial Automation Open Network Alliance)
przeprowadziła podział czasu rzeczywistego na cztery nast puj ce klasy:
Klas 1 mo na uzyska w ka dej sieci Ethernet.
Wymagania nast pnego stopnia (klasy 2) przy skrupulatnym doborze składników i zaprojektowaniu sieci daj
si jeszcze spe
ł
ni za pomoc konwencjonalnej techniki.
Aby dla klasy 3 móc zapewni czasy cyklu rz du 1 ms, konieczne s specjalne algorytmy programowe, np.
synchronizacja zegarem wg IEEE 1588 i metoda stempla czasowego.
Wreszcie dla procesów o wysokiej dynamice w klasie 4 obecnie wchodz w gr tylko systemy specjalne.
Klasyfikacja czasu rzeczywistego wg IAONA
Wysoce dynamiczne,
synchronizowane
procesy, „elektroniczne
przekładnie”
Obrabiarki,
szybkie
procesy, roboty
Systemy transportowe, proste
regulacje, instalacje
zautomatyzowane
Technika budowlana, poziom
kierowania i automatyzacji,
proste procesy, systemy
magazynowe
Klasy
Real-Time
Czas reakcji/ Jitter
1
µµµµ
s 10
µµµµ
s 100
µµµµ
s
1ms 10ms 100ms 1s 10s
1
1
2
3
4
Taski cykliczne i ongoing
A:
A:
Taski
Taski
zwi zane czasowo
zwi zane czasowo
Inicjali-
zacja
Tworzenie
Uaktywnienie
Zako czenie
Inicjali-
zacja
Przerwanie
Kontynuacja
Tworzenie
B:
B:
Taski
Taski
nie zwi zane czasowo
nie zwi zane czasowo
9
Przykład statycznego
Scheduler’a
Układ sterowania instalacji nap dowej zawiera nast puj ce taski:
5 ms
25 ms
Regulacja_Hamowania
5 ms
25 ms
Regulacja_Pr dko ci
5 ms
100 ms
Regulacja_Temperatury
10 ms
50 ms
Regulacja_Pr du
Czas wykonania
Okresy
Taski periodyczne
10 ms
100 ms
Pomiar_Drogi
Czas wykonania
Minimalne okresy
Taski aperiodyczne
Minor
cykle
25 ms
Major cykle 100 ms
...
t
Regulacja_Pr du
Pomiar_Drogi
Regulacja_Temperatury
Regulacja_Hamowania
Regulacja_Pr dko ci
Reakcja
Przypadek 2:
Priorytet ma
proces
obliczeniowy 2
Proces
techniczny 1
Oczekiwanie
1
2
3
4
5
6
7
8
9
10
1 2 3 4
6 7 8 9
5
10
Aktywny proces
obliczeniowy
1
2
3
4
5
6
7
8
9
10
t
p
2
t
p1
Maksymalnie dopuszczalny czas reakcji
Reakcja
Przypadek 1:
Priorytet ma
proces
obliczeniowy 1
Proces
techniczny 2
1
2
Zapewnienie równoczesno ci przez ustawienie
priorytetów
Oczekiwanie
10
Niezawodno i dyspozycyjno
Niezawodno :
Niezawodno : zdolno rozpatrywanej jednostki do spełniania
wymaga wynikaj cych z okre lonych celów zastosowania w
ramach zadanych ogranicze , które s postawione przebiegom jej
własno ci podczas okre lonego okresu czasu.
Dyspozycyjno :
Dyspozycyjno : prawdopodobie stwo, e system (rozpatrywana
jednostka) znajduje si w stanie funkcjonowania.
Stany: „
sprawny
” i „
awaria
” s okre lone z prawdopodobie stwem
„
dyspozycyjny
” i „
niedyspozycyjny
” (ich suma = 1).
Okres
dyspozycyjno ci p:
p =
MTBF
MTBF + MTTR
MTBF
MTBF (ang. Mean Time Between Failure) –
redni okres mi dzy awariami
MTTR
MTTR (ang. Mean Time To Repair) – redni
czas napraw
Sprawny
Awaria
TBF
TBF
TBF
TTR
TTR
TBF – Time Between Failure
TTR – Time To Repair
t
Niezawodno – krzywa wannowa
Okres niedyspozycyjno ci q:
Krzywa wannowa:
Krzywa wannowa:
Przebieg zmian stosunku MTTR/MTBF podczas pracy systemu:
• wczesne awarie (bł dy sprz tu i oprogramowania),
• awarie statystyczne w okresie normalnej eksploatacji,
• pó ne awarie wskutek nadmiernego zu ycia.
MTTR
MTBF
Faza wczesnych
awarii
t
Chwila uruchomienia
Faza normalnego
u ytkowania
Faza pó nych
awarii
Poziom
awarii
p = 1-
MTBF
MTBF + MTTR
q = 1 -
11
Charakterystyka niezawodno ci (ang.
relabity) układu (systemu) musi by
okre lona ilo ciowymi wielko ciami mierzonymi, takimi jak np.:
poziom awarii (ang.
failure rate),
dyspozycyjno (ang.
availabity),
redni czas „ ycia”
MTTF
MTTF (ang.
mean time to failure),
redni okres mi dzy awariami
MTBF
MTBF (ang.
mean time between failure).
Wielu producentów w danych dotycz cych produktu podaje poziom awarii.
Dane te s okre lane za pomoc testów, w których elementy pracuj w
specyficznych warunkach. I tak np. poziom awarii elementów elektronicznych
jest zamieszczany w bazach danych zebranych przez szereg równych instytucji.
Je eli rozpocznie si od
No
No sprawnych elementów od czasu dostawy (t=0), to
po czasie
t
t jest jeszcze dobrych
N(t)
N(t) elementów. Ró nica
No
No
-
-
N(t)
N(t) jest liczb
awarii.
Niezawodno
R(t)
R(t) (okre lana tak e jako prawdopodobie stwo „prze ycia”) jest
zdefiniowana zale no ci :
R(t) = N(t) / No
R(t) = N(t) / No
Niezawodno c.d.
Prawdopodobie stwo awarii
F(t)
F(t):
F(t) = 1
F(t) = 1
–
–
R(t)
R(t)
G sto awarii
f(t)
f(t) okre la prawdopodobie stwo, e w okresie czasu
dt
dt
element ulegnie awarii:
f(t) =
f(t) =
dF
dF
(t)/
(t)/
dt
dt
=
=
-
-
dR
dR
(t)/
(t)/
dt
dt
Odnosz c liczb awarii w czasie t do jeszcze funkcjonuj cych elementów N(t)
uzyskuje si poziom awarii
λλλλ
(t):
λλλλ
λλλλ
(t) = 1/N(t)
(t) = 1/N(t)
.
.
d(No
d(No
–
–
N(t))/
N(t))/
dt
dt
=
=
-
-
1/N(t)
1/N(t)
.
.
dN
dN
(t)/
(t)/
dt
dt
=
=
-
-
1/R(t)
1/R(t)
.
.
dR
dR
(t)/
(t)/
dt
dt
Przebieg poziomu awarii w czasie t eksploatacji obiektu jest opisany krzyw
wannow .
W elementach elektronicznych jest podawany poziom awarii w czasie FIT
(ang.
failure in time).
1 FIT = 1 awaria (bł d) w czasie 10
9
h, wzgl. 10
-9
awarii (bł dów) w 1 h.
Niezawodno mo na okre li na podstawie poziomu awarii
λλλλ
(t) jako:
R(t) =
R(t) =
exp
exp
[
[
-
-
0
0
t
t
λλλλ
λλλλ
(
(
ττττ
ττττ
) d
) d
ττττ
ττττ
]
]
Niezawodno c.d.
12
Niezawodno c.d.
Niezawodno jest własno ci maszyny (urz dzenia)
technicznego do spełniania swoich funkcji podczas
jej (jego) eksploatacji:
• miar niezawodno ci jest
redni okres mi dzy awariami
redni okres mi dzy awariami
MTBF
MTBF (ang.
Mean Time Between Failure), który jest:
a) okre lany empirycznie na podstawie pracuj cego
systemu,
b) obliczany na podstawie poziomu awarii
zastosowanych w systemie składników,
• niezawodno
≠≠≠≠
bezpiecze stwo.
Np. zawodne systemy s bezpieczne, gdy poszczególne
awarie s sprowadzane do bezpiecznego stanu, tzn.
najcz ciej stanu z najni sz energi .
Niezawodno – bł dy i awarie
Bł dy:
Bł dy:
bł dy ludzi podczas projektowania, budowy i eksploatacji systemu,
redundancja nie pomaga, a pomocny mo e by jedynie rozproszony rozwój systemu.
Awarie:
Awarie:
awarie s spowodowane czynnikami fizycznymi lub chemicznymi,
przeciwdziałanie (strategia tolerancji) przez:
szczególnie staranny dobór składników, monta , ...
przegl dy zapobiegawcze,
redundancj .
10 %
10 %
Obsługa
7 %
15 %
Otoczenie i komunikacja
65 %
25 %
Oprogramowanie
18 %
50 %
Sprz t
Systemy sterowania z
tolerancj bł dów
Systemy sterowania bez
tolerancji bł dów
Udział ródeł bł dów
Udział ródeł bł dów
13
Pewno (bezpiecze stwo) w systemach sterowania
Koncepcje uzyskiwania pewno ci:
Koncepcje uzyskiwania pewno ci:
• Fail Operational (unikanie bł dów): system jest tak
zbudowany, e wyst pienie awarii jest w wysokim
stopniu nieprawdopodobne.
(
Przykład:
sterowanie samolotem).
• Fail Safe (tolerowanie bł dów): system jest tak
zbudowany, e w przypadku wyst pienia awarii
uzyskiwany jest stan pewno ci obiektu.
(
Przykład:
przejazd przez tory kolejowe - bariera
zamyka si w przypadku awarii sterownika).
Uwaga: pewno i niezawodno mog ze sob
konkurowa !
Dyspozycyjno
Dyspozycyjno V
Dyspozycyjno V jest prawdopodobie stwem, e
system jest zdolny do działania:
V = MTBF/(MTBF + MDT) * 100 [%]
MTBF (ang.
Mean Time Between Failure) – redni
okres mi dzy awariami,
MDT (ang.
Mean Down Time) – redni czas
trwania awarii = czas rozpoznania awarii + czas
naprawy.
Dyspozycyjno mo na zwi kszy przez:
- redundancj ,
- układy diagnostyczne (czas rozpoznania awarii),
- budow modułow (czas naprawy).
14
Sposoby zwi
Sposoby zwi
kszenia niezawodno
kszenia niezawodno
ci i dyspozycyjno
ci i dyspozycyjno
ci:
ci:
wybór i zastosowanie wysokowarto ciowych i niezawodnych cz ci,
korzystne warunki pracy,
przegl dy zapobiegawcze,
redundancja sprz tu dla wra liwych na awarie składników takich jak magistrale systemowe, elementy warstwy
u ytkownika, zasilanie w energi (media),
redundancja procesora,
redundancja systemu komputerowego (sterownika).
Pewno (bezpiecze stwo):
Pewno (bezpiecze stwo):
zdolno systemu do unikni cia zagro enia dla osób lub rodowiska w okre lonych warunkach (stanach) pracy,
utrata tej zdolno ci jest spowodowana przez bł dy:
- oprogramowania (bł dy specyfikacji, bł dy implementacji),
- sprz tu (awarie urz dze ),
bł dy obsługi,
nieoczekiwane wpływy lub zakłócenia ze strony otoczenia ( rodowiska).
Działania dla zwi kszenia pewno ci (bezpiecze stwa):
Działania dla zwi kszenia pewno ci (bezpiecze stwa):
rozpoznawanie bł dów, np. przez redundancj lub zgodno (niem.
Plausibilität),
maskowanie bł dów przez redundancj ,
obsługa bł dów,
ograniczanie rozprzestrzeniania si bł dów,
techniki
fail
fail
-
-
sa
sa
f
f
e
e: sprowadzanie systemu do stanu bezpiecznego,
metody
Watch
Watch
-
-
dog
dog: w zadanych odst pach czasu musz wyst pi okre lone aktywno ci, a ich brak jest traktowany
jako bł d.
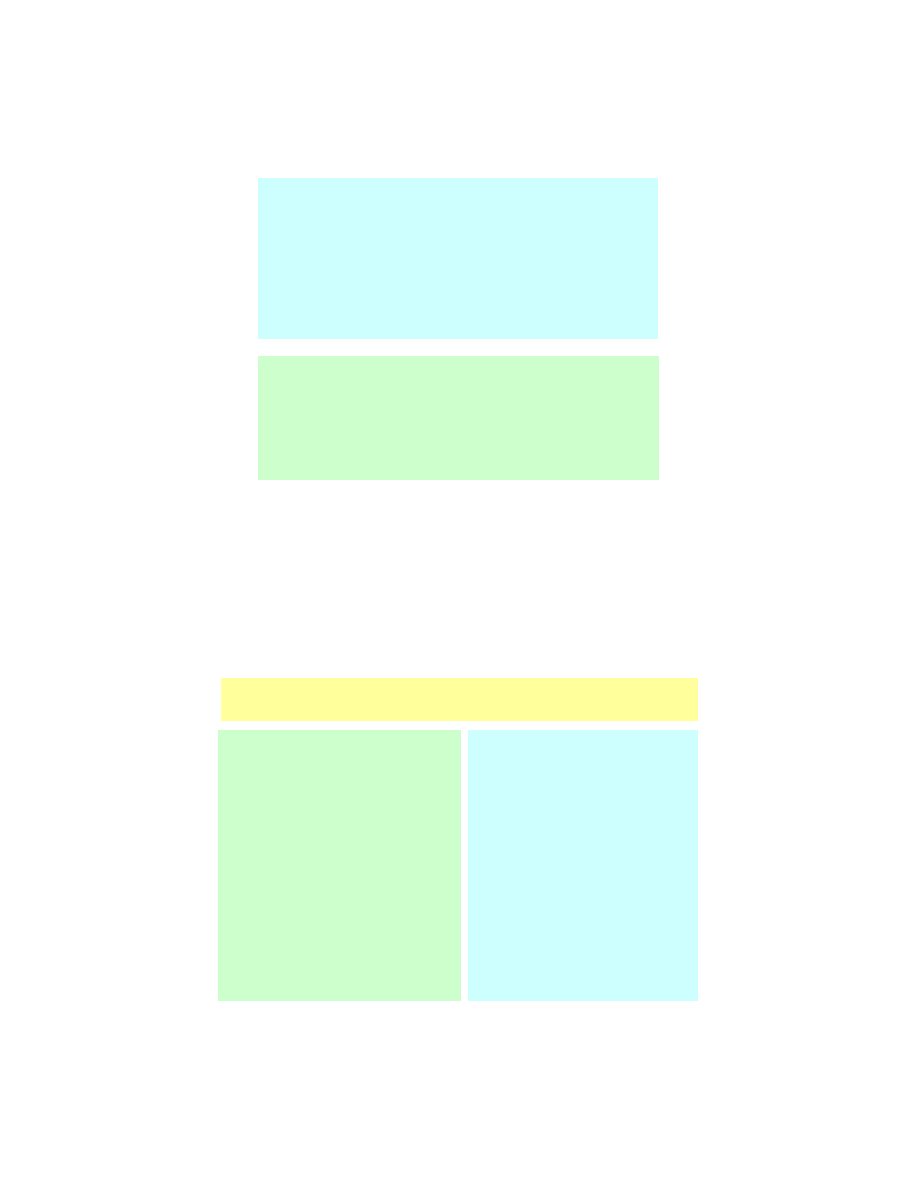
Bezpiecze stwo i niezawodno – sposoby zwi kszania
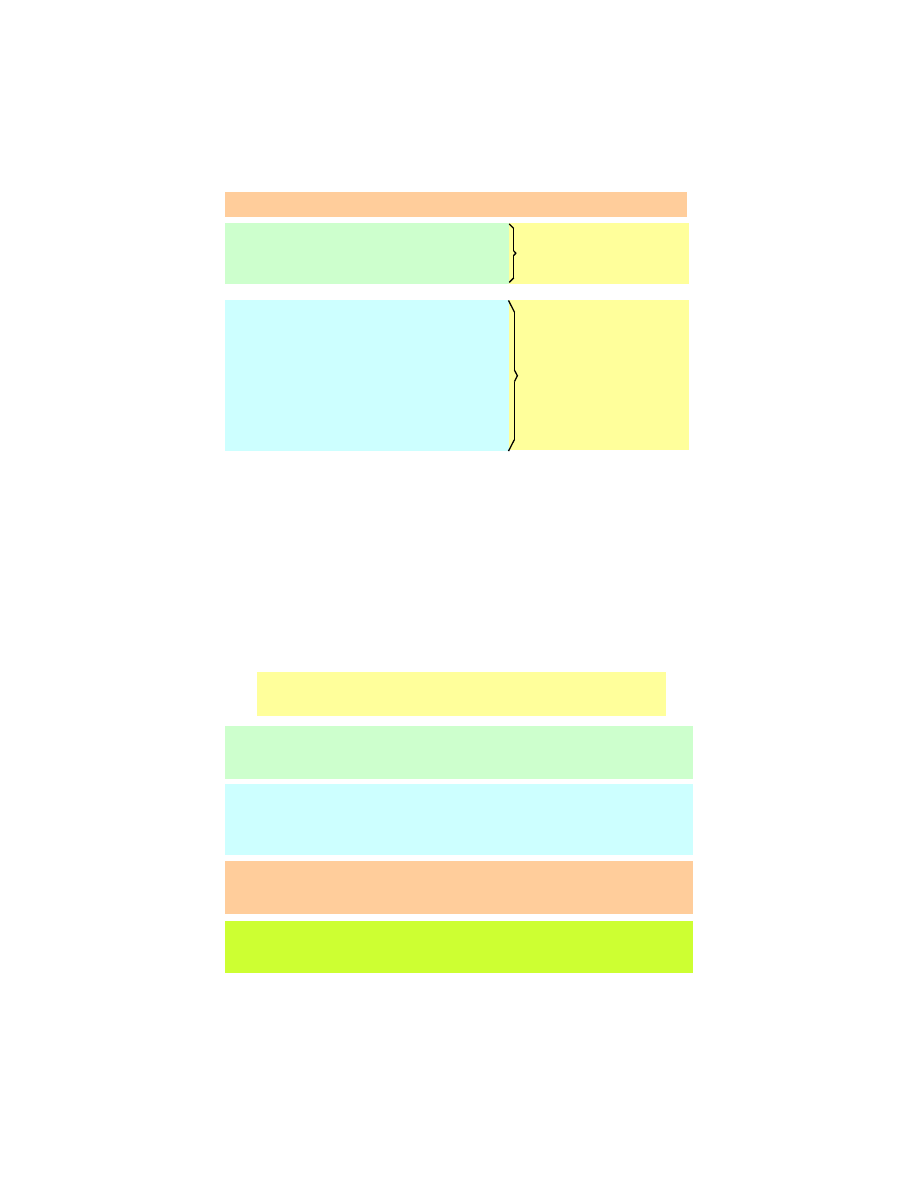
Niezawodno (dyspozycyjno ) ró nego
rodzaju systemów
A. Struktura szeregowa:
A. Struktura szeregowa:
poszczególne maszyny (urz dzenia) całego systemu s ze sob poł czone szeregowo,
cały system jest tylko wtedy sprawny, gdy ka dy z jego składników jest sprawny,
dyspozycyjno
całego systemu:
Qs
Qs
= q1 * q2 * ...*
= q1 * q2 * ...*
qn
qn
prawdopodobie stwo awarii całego systemu
Ps
Ps jest równe sumie prawdopodobie stw
awarii poszczególnych
jego
składników,
sprawno całego systemu jest okre lona najsłabszym ogniwem w ła cuchu.
B
B
. Struktura r
. Struktura r
ó
ó
wnoleg
wnoleg
ł
ł
a:
a:
wiele maszyn (urz dze ) całego systemu jest poł czonych równolegle,
ka dy ze składników mo e zast pi funkcje innego,
cały system funkcjonuje tak długo jak sprawny jest przynajmniej jeden z jego składników,
prawdopodobie stwo awarii całego systemu:
Ps
Ps
= p1 * p2 * .... *
= p1 * p2 * .... *
pn
pn
równoległe, redundantne składniki zmniejszaj prawdopodobie stwo awarii całego systemu.
15
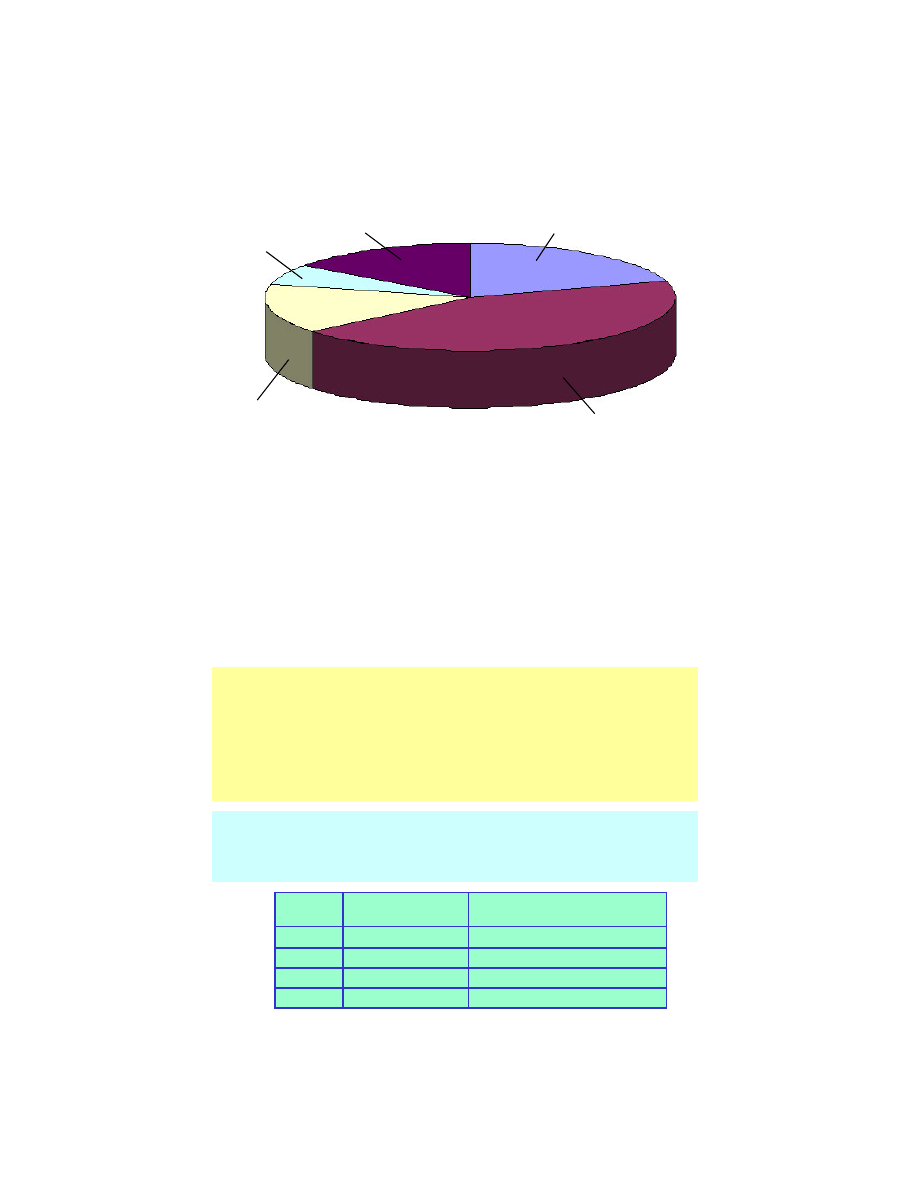
Zidentyfikowane przyczyny awarii przemysłowych
Zmiany po odbiorze 20%
Bł dy w zało eniach 44%
Bł dy w projekcie
i realizacji 15%
Bł dy w
wykonaniu
i odbiorach 6%
Bł dy podczas
pracy i w
serwisowaniu 15%
Poziomy nienaruszalno ci bezpiecze stwa
Bezpiecze stwo (pewno ):
Bezpiecze stwo (pewno ):
• jest to zupełnie inna problematyka ni niezawodno : w przypadku awarii nie mo e
wyst powa adne zagro enie, a szczególnie dla ludzi,
• aspekty ekonomiczne, w przeciwie stwie do niezawodno ci, nie odgrywaj tutaj adnej roli,
• je eli niezawodno instalacji najcz ciej jest rz du 99%, to pewno musi by jeszcze
wy sza, prawie 100%, co jednak nigdy nie jest w praktyce osi galne,
• pewno instalacji jest okre lona w normach. Zale nie od wyst puj cego potencjału
zagro e s im przypisane tzw.
klasy bezpiecze stwa
klasy bezpiecze stwa.
Norma i klasy pewno ci:
Norma i klasy pewno ci:
• pewno maszyn jest okre lona w mi dzynarodowej normie PN-EN 61 508,
• norma ta okre la poziomy nienaruszalno ci bezpiecze stwa
SIL
SIL (ang.
Safety Integrity Lewel),
przy czym pewno działania zabezpieczenia ro nie logarytmicznie wraz z numerem klasy.
90,00 – 99,00 %
99,00 – 99,9 %
99,90 – 99,99 %
> 99,99 %
Dyspozycyjno
Dyspozycyjno
10
-1
do 10
-2
1
10
-2
do 10
-3
2
10
-3
do 10
-4
3
10
-4
do 10
-5
4
Prawdopodobie stwo
Prawdopodobie stwo
wyst pienia bł du w ci gu roku
wyst pienia bł du w ci gu roku
SIL
SIL
16
Bezpiecze stwo
Pewno
Niezawodno
Dyspozycyjno
Zaufanie
Integralno
Pi filarów bezpiecze stwa
Pewno :
Pewno : nie wyst puje adne zagro enie, brak katastrofalnych skutków
Dyspozycyjno :
Dyspozycyjno : gotowo do wykorzystania
Niezawodno :
Niezawodno : ci gło działania
Zaufanie:
Zaufanie: brak nadu y w wykorzystaniu informacji (nieistotne w systemach
sterowania)
Integralno :
Integralno : informacje nie s zafałszowane (nieistotna w systemach
sterowania)
Ła cuch działa realizowanych podczas obsługi bł dów
Wyst pienie
bł du
Rozpoznanie
bł du
Zgłoszenie
bł du
Ograniczenie
bł du
Obsługa
bł du
Usuni cie
bł du
5
1
2
3
4
17
IP 67
IP 66
IP 65
IP 60
Pyłoszczelno
IP 56
IP 55
IP 54
IP 53
IP 50
Zabezpieczenie przed
pyłem
IP 44
IP 43
IP 42
IP 41
IP 40
Zabezpieczenie przed
cia
ł
ami sta
ł
ymi o rednicy
powy ej > 1 mm
IP 34
IP 33
IP 32
IP 31
IP 30
Zabezpieczenie przed
cia
ł
ami sta
ł
ymi o rednicy
powy ej > 2,5 mm
IP 23
IP 22
IP 21
IP 20
Zabezpieczenie przed
cia
ł
ami sta
ł
ymi o rednicy
powy ej > 12 mm
IP 12
IP 11
IP 10
Zabezpieczenie przed
cia
ł
ami sta
ł
ymi o rednicy
powy ej > 50 mm
IP 00
Brak ochrony
IP ..8
IP ..7
IP ..6
IP ..5
IP ..4
IP ..3
IP ..2
IP ..1
IP ..0
Dotykiem i ciałami
obcymi
Zabezpie-
czenie
przed
skutkami
ci g
ł
ego
zanurzenia
pod wod
Zabezpie-
czenie
przed
skutkami
czasowego
zanurzenia
pod wod
Zabezpie-
czenie
przed
silnym
strumie-
niem wody
Zabezpie-
czenie
przed
strumie-
niem wody
Zabezpie-
czenie
przed wod
rozpry-
skow
(rozbryzgi)
Zabezpie-
czenie
przed mg
ł
wodn
Zabezpie-
czenie
przed
kapi c
wod , przy
pochyleniu
obudowy o
15
o
Zabezpie-
czenie
przed
kapi c
wod
Brak
ochrony
Ochrona przed
Stopnie ochrony obudów urz dze elektryczno-elektronicznych
Sterowniki (komputery) przemysłowe w wytwarzaniu
Komputer kierowania
Komputer kierowania
wytwarzaniem
wytwarzaniem
Komputer gniazda
Komputer gniazda
PLC
PLC
Sterownik
swobodnie
programowalny
NC
NC
Układ
sterowania
numerycznego
RC
RC
Układ
sterowania
robota
PDA
PDA
Zbieranie
danych
produkcyjnych
Planowanie i sterowanie produkcj
(PPC/SFC)
Sterowanie grup stanowisk
(gniazdem wytwórczym)
Materiał
Ta ma
Sygnał
Pełny
Przycisk
Pełny
18
Od obecnie stosowanych w przemy
Od obecnie stosowanych w przemy
le uk
le uk
ł
ł
ad
ad
ó
ó
w sterowania
w sterowania
maszyn i urz
maszyn i urz
dze
dze
, w tym opartych g
, w tym opartych g
ł
ł
ó
ó
wnie na sterownikach
wnie na sterownikach
PLC, oczekuje si
PLC, oczekuje si
spe
spe
ł
ł
nienia nast
nienia nast
puj
puj
cych wymaga
cych wymaga
:
:
ł
atwo
monta u i demonta u uk
ł
adu sterowania,
mo liwo
szybkiego i
ł
atwego przeprogramowania,
elastyczno polegaj ca na mo liwo ci zastosowa w wielu
ga
ł
ziach przemys
ł
u,
mo liwo
zmian programu w trybie on-line,
mo liwo
monitorowania przebiegu procesu w czasie
rzeczywistym,
nadzorowanie i diagnostyka uk
ł
adu sterowania,
wymiana danych z innymi uk
ł
adami i urz dzeniami inteligentnymi,
niska cena.
Ogólne wymagania dla układów sterowania
Cechy systemów sterowania w nowoczesnych
instalacjach produkcyjnych
Rekonfiguro-
walno
Modularyzacja
maszyny
i instalacji
Wzrost
elastyczno ci
Zdolno do
pracy w sieci
komunikacyjnej
Zdalny dost p
Zmniejszenie
kosztów
Wizualizacja
Diagnostyka
Wymagania
Wymagania
19
Rodzaje zada automatyzacji realizowanych przez
sterowniki (komputery) przemysłowe
Ogólne zadania sterowników (komputerów) przemysłowych:
Ogólne zadania sterowników (komputerów) przemysłowych:
Sterowanie przebiegiem procesów,
Zadania regulacji.
Wymagania czasu
Wymagania czasu
rzeczywistego
rzeczywistego
Kierowanie procesami, zarz dzanie
recepturami,
Interfejs człowiek-maszyna (HMI),
Planowanie i sterowanie produkcj ,
Archiwizacja i oddziaływanie na
wsad (wytop) procesu.
Brak
Brak
wymaga czasu
wymaga czasu
rzeczywistego
rzeczywistego
Wymagania komputerowych sterowników przemysłowych
stosowanych w systemach automatyzacji
Ogólne wymagania systemów automatyzacji dotycz w
szczególno ci sterowników (komputerów) przemysłowych.
Zdolno do pracy w czasie rzeczywistym:
Zdolno do pracy w czasie rzeczywistym:
systemy operacyjne, architektura pami ci.
Wprowadzanie
Wprowadzanie
–
–
wyprowadzanie sygnałów procesu:
wyprowadzanie sygnałów procesu:
przył czenie elementów wykonawczych, sensorów, systemy
komunikacyjne.
Pewno i niezawodno :
Pewno i niezawodno :
wysokiej jako ci składniki, układy redundantne.
Odporno na oddziaływanie otoczenia:
Odporno na oddziaływanie otoczenia:
specjalne obudowy, monta przewodów ł cz cych.
20
Cechy biurowych PC i mo liwo ci ich
zastosowania w automatyzacji
Cechy biurowego (standardowego) PC:
Cechy biurowego (standardowego) PC:
brak systemu operacyjnego czasu rzeczywistego,
nie zawsze wysokiej jako ci składniki,
standardowo brak interfejsów I/O do procesu,
mało zwarta obudowa,
nie zawsze zapewniona praca ci gła.
Pomimo tego wyst puje tendencja stosowania PC w
Pomimo tego wyst puje tendencja stosowania PC w
niektórych obszarach automatyzacji, takich jak np.:
niektórych obszarach automatyzacji, takich jak np.:
obsługa i obserwacja (HMI),
archiwizacja danych,
planowanie i sterowanie produkcj (PPC).
Rodzaje sterowników przemysłowych
W zasadzie sterowniki przemysłowe s klasyfikowane ze wzgl du na
W zasadzie sterowniki przemysłowe s klasyfikowane ze wzgl du na
swoj budow oraz realizowane przez nie funkcje.
swoj budow oraz realizowane przez nie funkcje.
Budowa
Budowa
System kompaktowy,
System modułowy,
System specjalny.
Kryteria doboru:
Kryteria doboru:
Liczba I/O,
Przestrze do zabudowy,
Mo liwo rozbudowy,
Wymagana moc obliczeniowa.
Funkcje
Funkcje
Sterowanie procesem:
• dyskretnie,
• analogowo,
Sterowanie torem ruchu,
Interfejs u ytkownika.
Kryteria doboru:
Kryteria doboru:
Zadanie automatyzacji,
Spektrum zada (IPC).
21
Wymagania funkcjonalne sterowników przemysłowych
Sterowanie przebiegiem procesów:
Sterowanie przebiegiem procesów:
Przetwarzanie sygnałów procesu,
Jeden program aplikacyjny, który jest „parametryzowany” przez dane procesu,
PLC
PLC (ang.
Programmable Logical Controller).
Kształtowe sterowanie ruchem (obrabiarki, roboty):
Kształtowe sterowanie ruchem (obrabiarki, roboty):
Przetwarzanie danych geometrycznych,
Ró ne pogramy technologiczne dla ka dego przedmiotu (procesu),
NC
NC (ang.
Numerical Control),
RC
RC (ang.
Robot Control).
Zadania ogólne
Zadania ogólne (wł cznie z wy ej wymienionymi)
:
:
Obsługa i obserwacja, technika kierowania wytwarzaniem,
Du a ró norodno aplikacyjna,
IPC
IPC (ang.
Industrial Personal Computer).
Typowe zadania układów sterowania
Typowe zadania układów sterowania
Warunki
Działania
Je eli
Je eli
jest osi gni ty wył cznik kra cowy
To
To
wył cz silnik
Je eli
Je eli
chwytak jest zamkni ty
i urz dzenie mocuj ce otwarte
i klawisz
„załadowa ” wci ni ty
To
To
wprowad przedmiot
Je eli
Je eli
przekroczona jest dopuszczalna temperatura
lub nieosi gni ty minimalny poziom napełnienia
lub przekroczony maksymalny poziom napełnienia
lub uruchomiony wył cznik awaryjny
To
To
wł cz sygnał d wi kowy i migaj c lamp
Je eli
Je eli
(upłyn ł czas oczekiwania
i pojemnik jest pusty)
lub wci ni ty jest przycisk
„napełni ”
To
To
otwórz zawór napełniania
Działania logiczne (na sygnałach binarnych)
22
Działania logiczne w układach sterowania
&
&
&
&
&
&
&
&
>=1
>=1
I1 I2 I3 I4
Q1
Q1
(
(
I1
I1
AND
AND
I2
I2
AND
AND
I3
I3
AND
AND
I4
I4
)
)
OR
OR
(
(
I1
I1
AND
AND
(
(
NO
NO
I2
I2
)
)
AND
AND
I3
I3
)
)
OR
OR
(
(
I1
I1
AND
AND
I2
I2
AND
AND
(
(
NO
NO
I4
I4
))
))
OR
OR
((
((
NO
NO
I2
I2
)
)
AND (NO
AND (NO
I3
I3
)
)
AND
AND
I4
I4
)
)
Q1
Q1
JE ELI
JE ELI
TO
TO
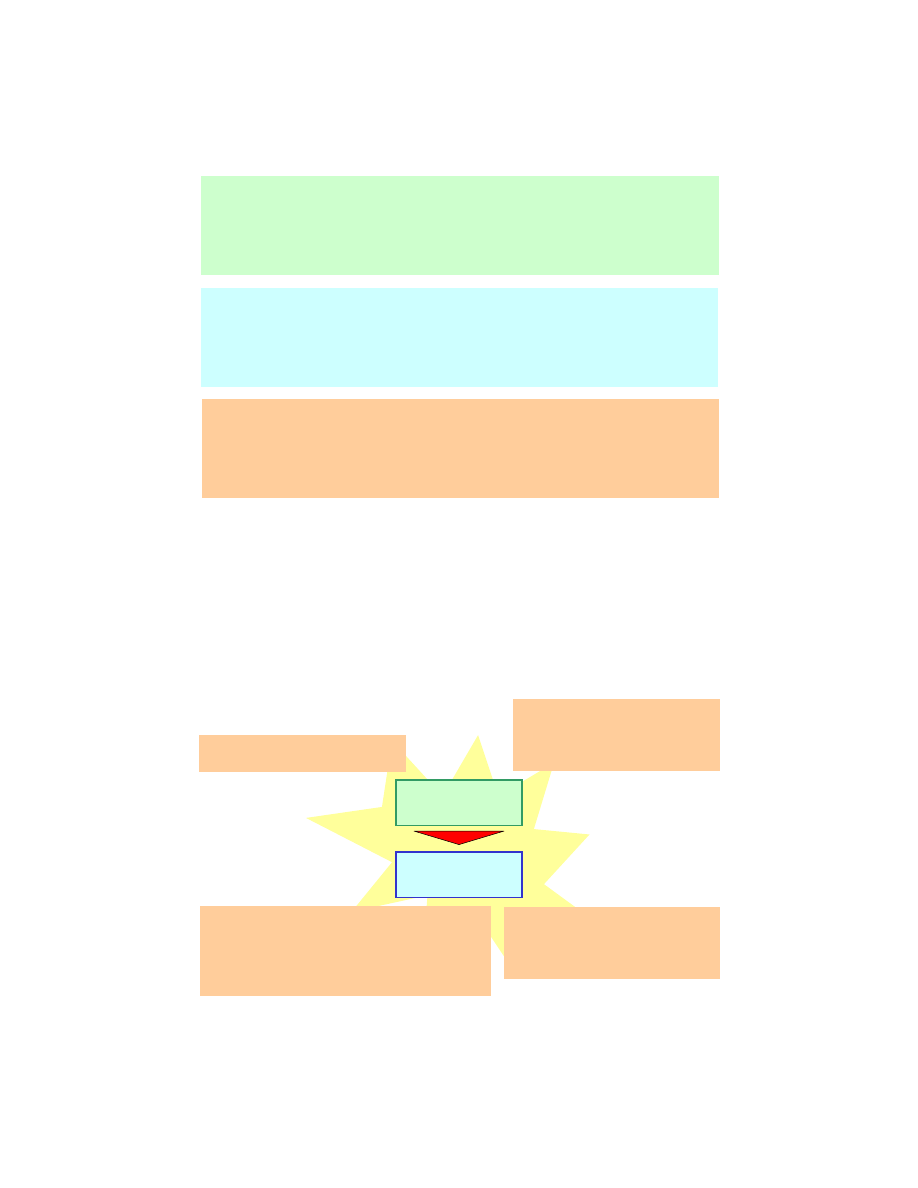
Sterowanie logiczne kombinatoryczne
Obwód
Obwód
sterowania,
sterowania,
proces
proces
Funkcje
Bool’a
Funkcje
czasu
Funkcje
pami ci
Wej cia
Wyj cia
Parametryzacja
Obsługa
Zobrazowanie
Przetwarzanie
Przetwarzanie
sygnałów
sygnałów
Sterownik
Sterownik
23
Obwód
Obwód
sterowania,
sterowania,
proces
proces
Wej cia
Wyj cia
Parametryzacja
Obsługa
Zobrazowanie
Przetwarzanie
Przetwarzanie
sygnałów
sygnałów
Sterownik
Sterownik
Przebieg
sekwencyjny
n
n+1
War
War
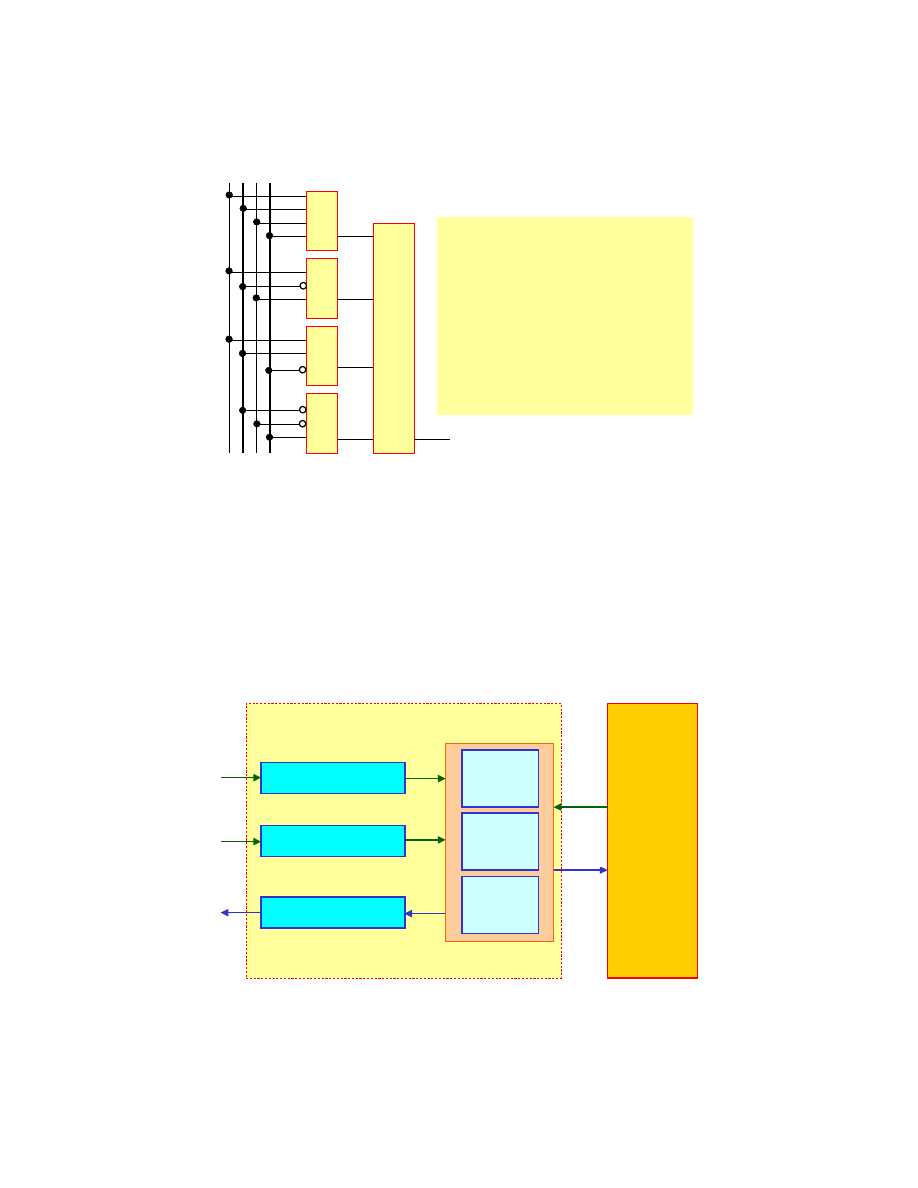
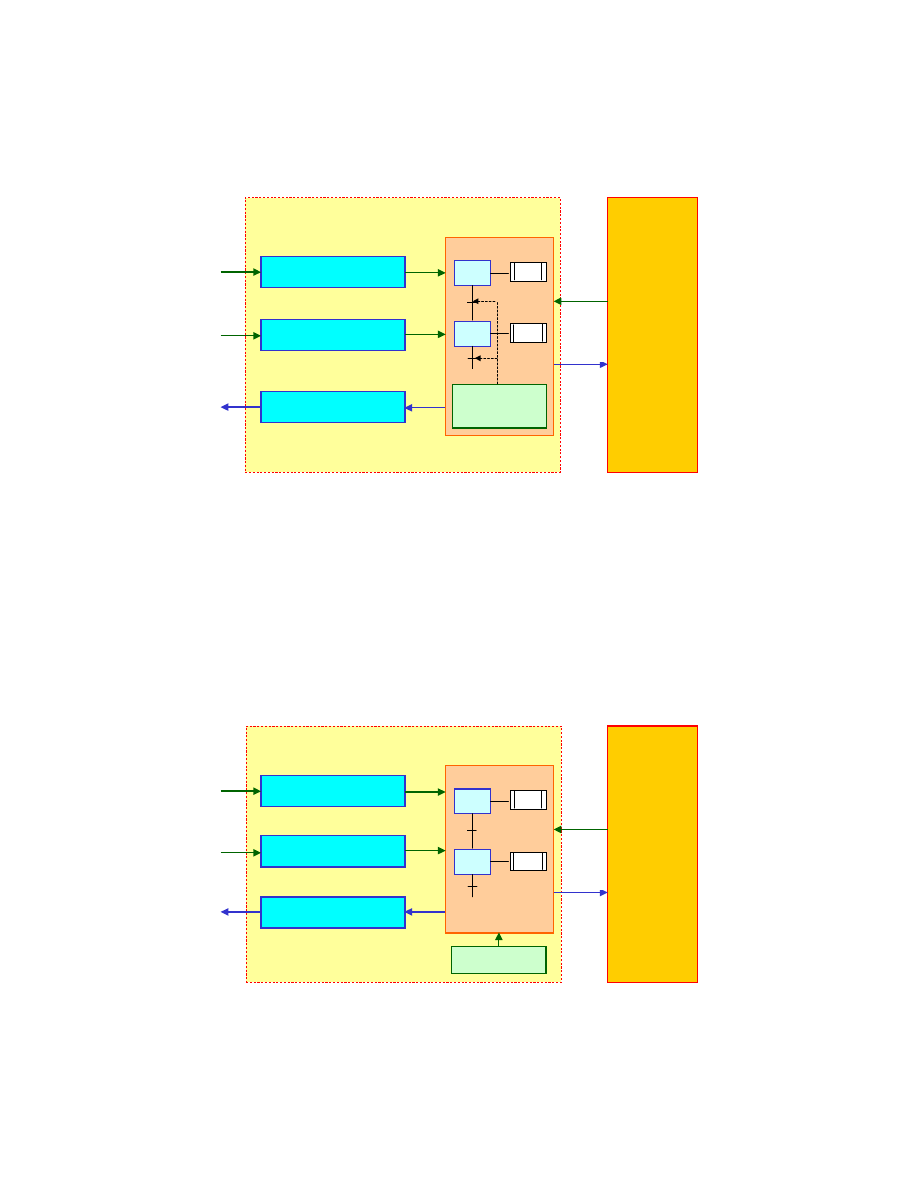
Sterowanie sekwencyjne
Obwód
Obwód
sterowania,
sterowania,
proces
proces
Wej cia
Wyj cia
Parametryzacja
Obsługa
Zobrazowanie
Przetwarzanie
Przetwarzanie
sygnałów
sygnałów
Sterownik
Sterownik
Dajnik czasu
n
n+1
War
War
t
n
t
n+1
Sterowanie sekwencyjne w funkcji czasu
24
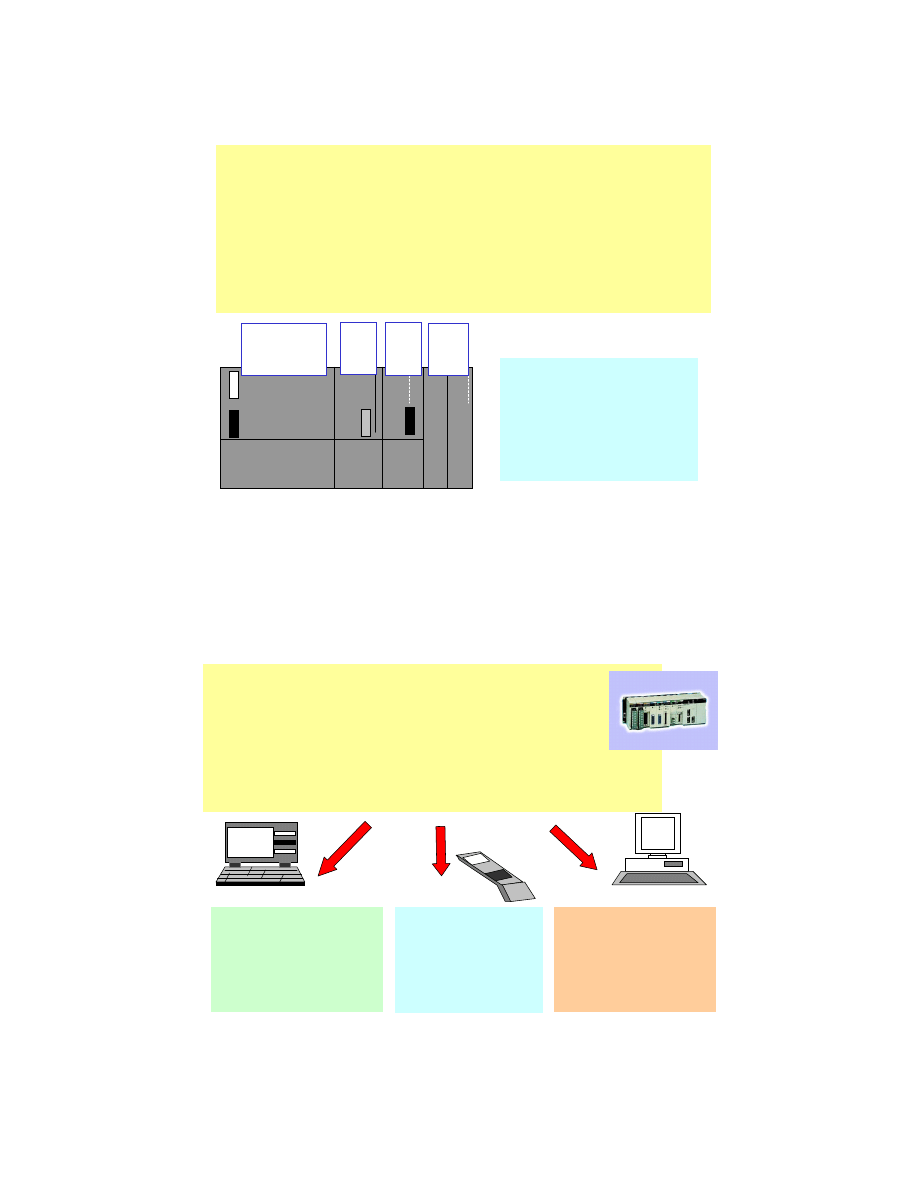
Techniczne mo liwo ci realizacji układów sterowania
Układ sterowania programowany przez poł czenia
Wcze niej
Wcze niej
Obecnie
Obecnie
elektromechaniczny
elektroniczny
Zbudowany z
styczników, przeka ników, ...
tranzystorów,
zintegrowanych
układów scalonych, ..
Program zawarty w
okablowaniu
Zalety i wady
Wysokie zu ycie energii, du e zapotrzebowanie
miejsca, trudna rozbudowa
Sterownik
swobodnie
programowalny PLC
Procesora, pami ci,
magistrali
oprogramowaniu
Elastyczno
Zastosowanie
Zastosowanie
komputerowych
komputerowych
sterownik
sterownik
ó
ó
w
w
(np.
(np.
PLC
PLC
)
)
w uk
w uk
ł
ł
adach
adach
sterowania, w por
sterowania, w por
ó
ó
wnaniu z uk
wnaniu z uk
ł
ł
adami konwencjonalnymi, ma
adami konwencjonalnymi, ma
nast
nast
puj
puj
ce zalety:
ce zalety:
mo liwo
powtórnego wykorzystywania napisanych programów,
modu
ł
owa i blokowa budowa programów, co znacznie skraca czas
wykonania aplikacji,
mo liwo
elektronicznego dokumentowania realizowanych
aplikacji,
mo liwo
nadzorowania i diagnostyki podczas przebiegu procesu,
oszcz dno
czasu podczas wykonywania projektu uk
ł
adu
sterowania i opracowywania oprogramowania,
du a niezawodno
dzia
ł
ania,
prosta i szybka instalacja oraz ma
ł
e gabaryty,
niskie koszty budowy.
Zalety zastosowania sterowników komputerowych
25
W
u
kł
ad
ac
h
se
kw
en
cy
jn
yc
h
W
u
kł
ad
ac
h
se
kw
en
cy
jn
yc
h
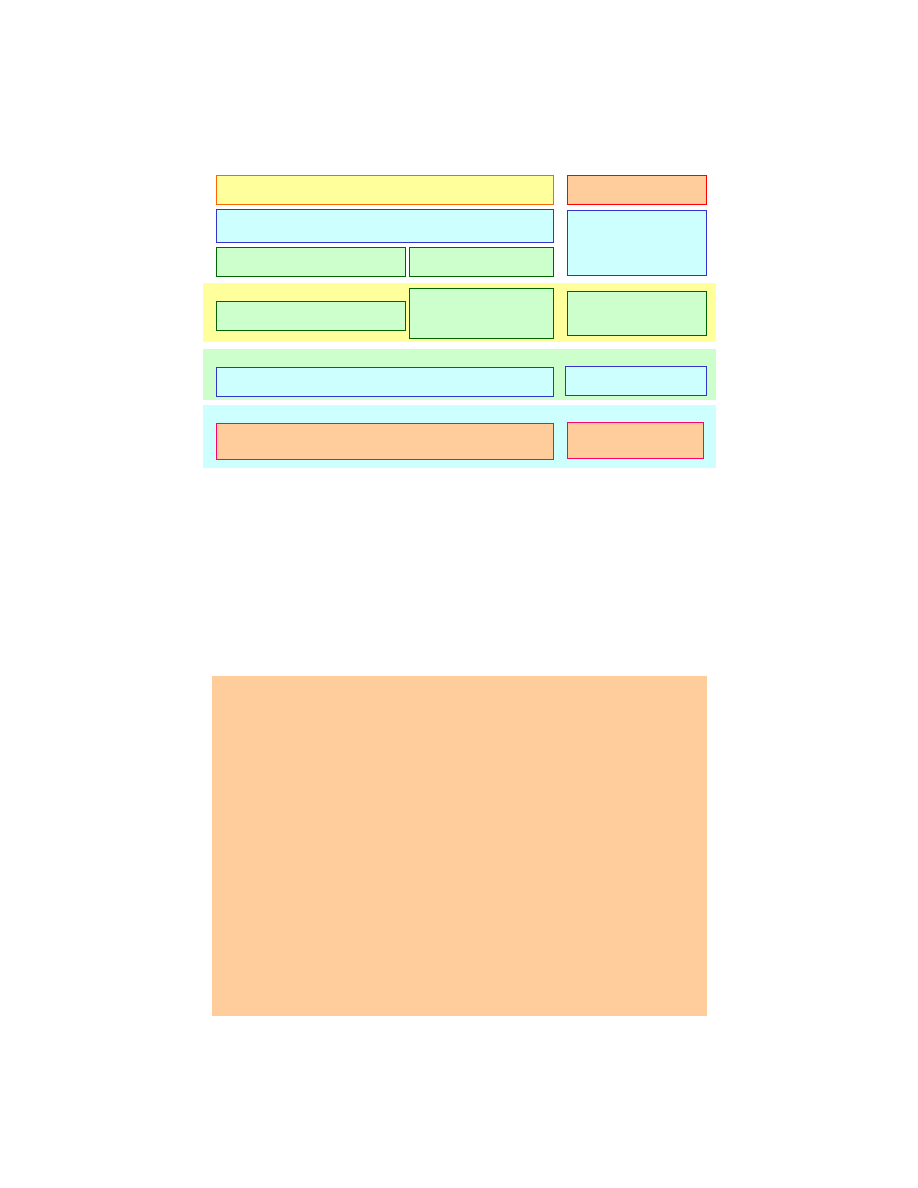
Tryby pracy układów sterowania
Automatyczny tryb pracy
Automatyczny tryb pracy
Oprócz przycisków „Start”,
„Stop” i „Wył cznika
awaryjnego” operator nie
ma adnych mo liwo ci
ingerencji.
R czny tryb pracy
R czny tryb pracy
Operator wpływa na wyj cia
układu sterowania. Blokady
s cz ciowo aktywne.
Cz ciowo automatyczny
Cz ciowo automatyczny
tryb pracy
tryb pracy
Tylko cz ci programu s
realizowane bez
konieczno ci ingerencji
operatora.
Tryb ustawiania
Tryb ustawiania
Operator wpływa na wyj cia
układu sterowania z
omini ciem blokad.
R cznie ustawiany tryb
R cznie ustawiany tryb
pracy
pracy
Ustawiany jest tylko jeden
okre lony krok ła cucha
przebiegów (z lub bez
dalszych warunków).
Krokowy tryb pracy
Krokowy tryb pracy
Przez wci ni cie przycisku
uruchamiaj cego program
jest realizowany nast pny
krok programu.
Ka dy układ sterowania mo e pracowa w ró nych trybach, które wynikaj z
mo liwo ci ingerencji operatora
mo liwo ci ingerencji operatora. Ró ne tryby pracy s wymagane podczas
uruchamiania, ustawiania, serwisowania i usuwania zakłóce .
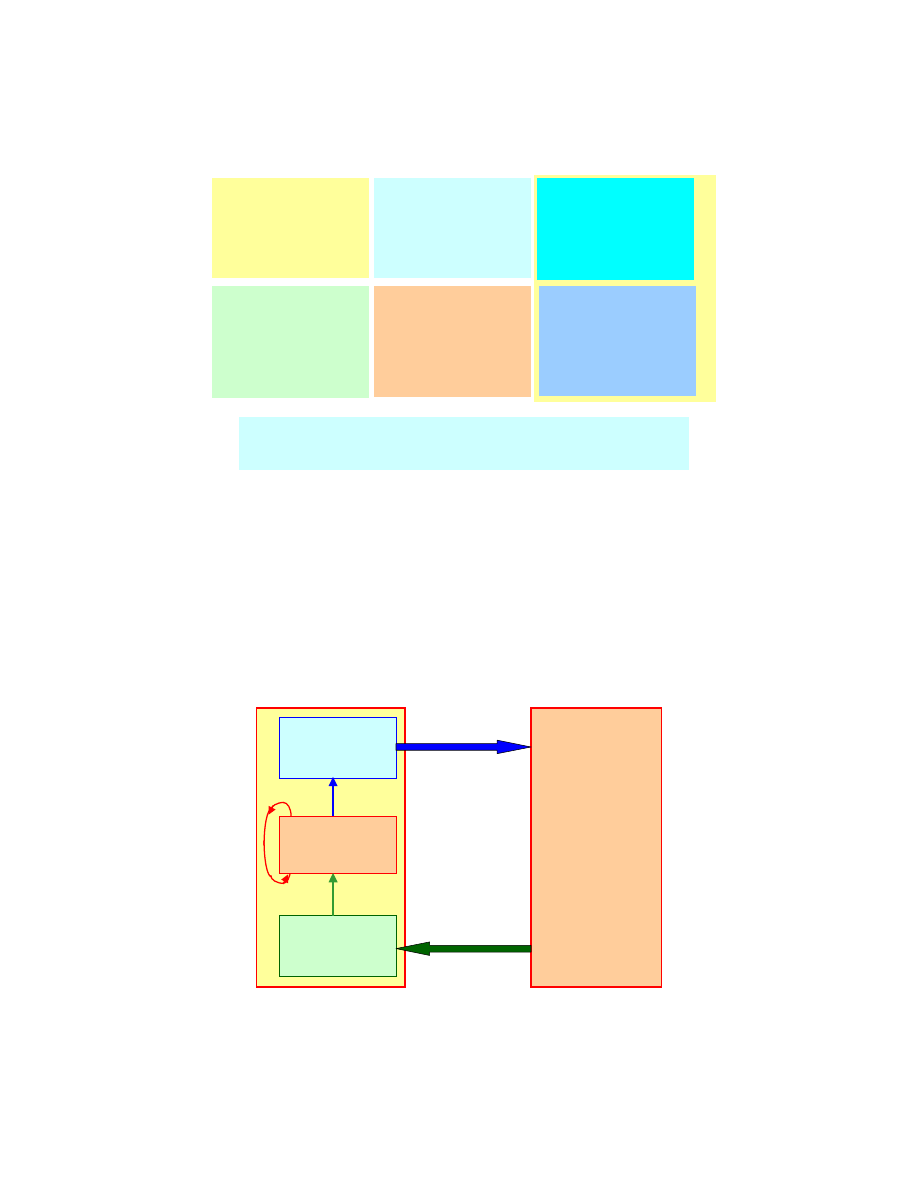
Obraz procesu
Obraz procesu
w pami ci
w pami ci
wyj ciowej
wyj ciowej
Obraz procesu
Obraz procesu
w pami ci
w pami ci
wej ciowej
wej ciowej
Program
Program
aplikacyjny
aplikacyjny
PLC
PLC
Proces w
Proces w
systemie
systemie
technicznym
technicznym
Sygnały do
elementów
wykonawczych
Sygnały z
czujników
(sensorów)
Cykliczna praca sterownika PLC
26
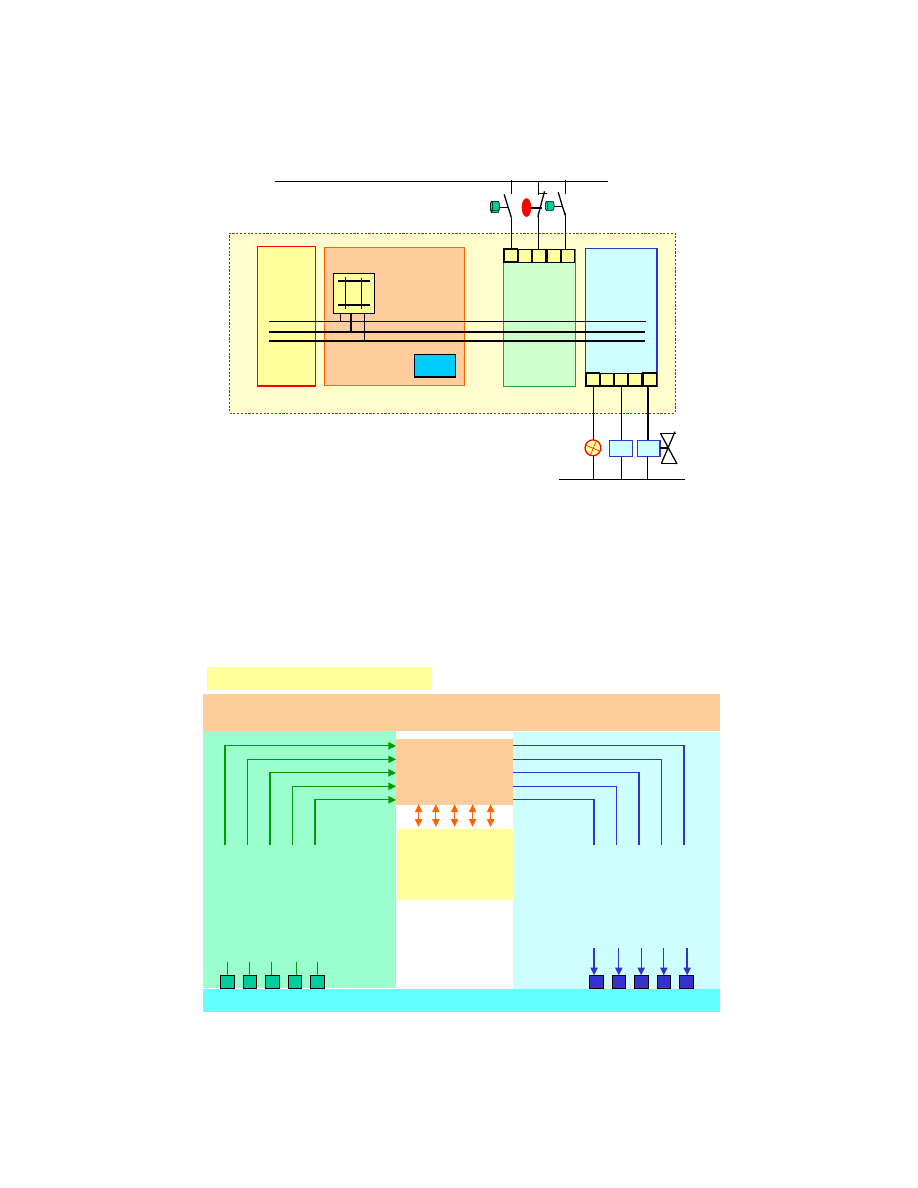
Budowa układu sterowania ze sterownikiem PLC
Moduł
Moduł
wyj ciowy
wyj ciowy
Moduł
Moduł
wej ciowy
wej ciowy
Jednostka centralna
Jednostka centralna
Zasilacz
Zasilacz
Pami
Pami
programu
programu
Procesor
Procesor
Urz dzenia wykonawcze/ sygnalizacyjne
Urz dzenia wykonawcze/ sygnalizacyjne
Dajniki
Dajniki
sygnałów
sygnałów
Zasilanie elektryczne urz dze
Zasilanie elektryczne urz dze
wykonawczych/ sygnalizacyjnych
wykonawczych/ sygnalizacyjnych
Zasilanie elektryczne czujników
Zasilanie elektryczne czujników
PLC
PLC
Logiczne powi zania sygnałów binarnych
Sformułowanie zadania:
relacja
Je eli
Je eli
-
-
To
To
Binarne sygnały wej ciowe
np.
bariera wietlna
przerwana
/
nie przerwana
czujnik zbli eniowy
pobudzony
/
nie pobudzony
stan napełnienia
osi gni ty
/
nie osi gni ty
Czujniki
PROCES
Elementy wykonawcze
Powi zania
logiczne
Zapami tywanie
wyników
po rednich
Znacznik
(
merker)
np.
Realizowana obróbka/
nie realizowana
Binarne sygnały wyj ciowe
np.
silnik
wł czony
/
wył czony
zawór
otwarty
/
zamkni ty
siłownik
wysuni ty
/
wsuni ty
chwytak
otwarty
/
zamkni ty
Realizacja wcze niej:
Realizacja wcze niej: za pomoc elementów elektrycznych i elektronicznych ł czonych przewodami
obecnie:
obecnie: program PLC
27
Zasilanie w energi
WEJ CIA
PRZETWARZANIE
WYJ CIA
CPU
Pami
programu
(RAM, EPROM,
EEPROM)
Dopasowanie
sygnału
Przetwarzanie
sygnału
Przetwarzanie
sygnału
Wzmacnianie
sygnału
Komunikacja
Sygnały
binarne
(logiczne)
Sygnały
cyfrowe
(słowa)
Sygnały
analogowe
Sygnały
analogowe
Sygnały
cyfrowe
(słowa)
Sygnały
binarne
(logiczne)
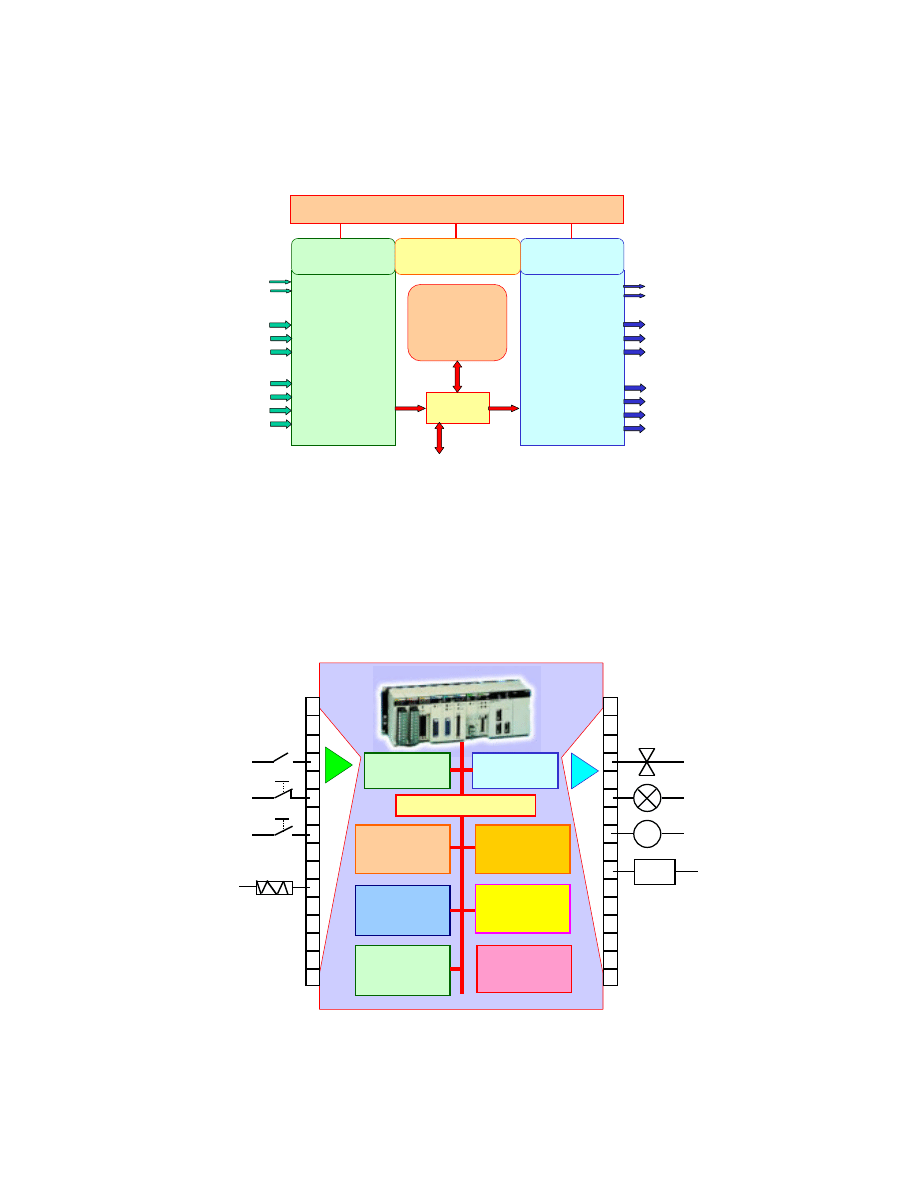
Schemat blokowy działania sterownika PLC
Sprz towe składniki PLC
Moduły
wej ciowe
Moduły
wyj ciowe
Magistrala systemowa
Pami
programu
(EEPROM, RAM)
CPU (Procesor
słowowy,
bitowy)
Interfejs
komputerowy
(V.24, RS485)
Pami
systemowa
(ROM)
Pami
danych
(RAM)
Zasilacz
Zasilacz
binarne,
binarne,
analogowe
analogowe
i cyfrowe
i cyfrowe
sygnały
sygnały
binarne,
binarne,
analogowe
analogowe
i cyfrowe
i cyfrowe
sygnały
sygnały
Wł czniki
Przyciski
Bariera wietlna
.
.
.
M
924
Zawór
Lampka
Silnik
Wska nik
.
.
.
28
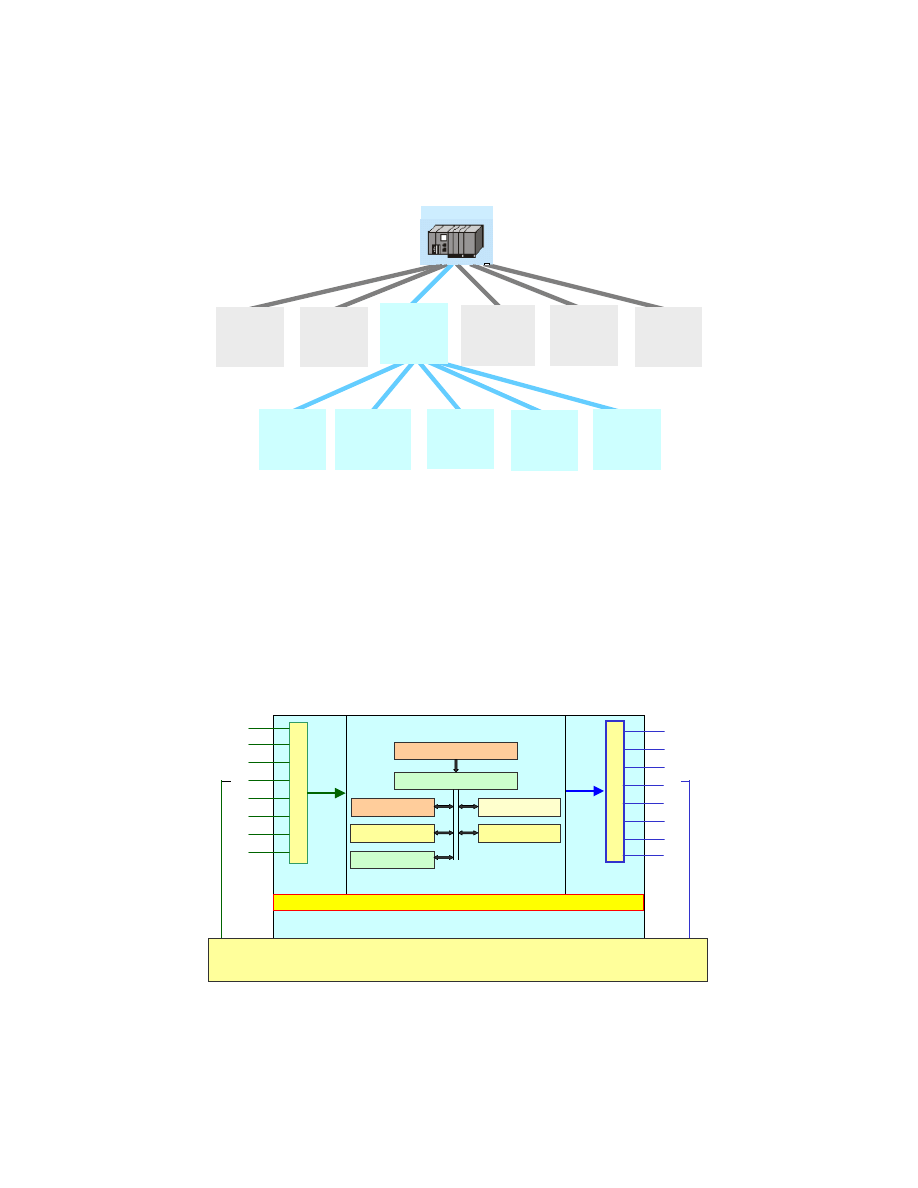
Zastosowanie sterowników PLC
PLC
PLC
Zmieniacz
narz dzi
Transport
przedmiotów
Ciecz
chłodz co-
smaruj ca
Transporter
wiórów
Blokady
Obrabiarki
Technika
procesowa
Budowa
instalacji
Przemysł
poligraficzny
Przemysł
tekstylny
. . .
Wej cie
Wej cie
Przetwarzanie/ pami
Przetwarzanie/ pami
Wyj cie
Wyj cie
Moduł jednostki centralnej
Pami programu
Mechanizm steruj cy
Znaczniki
Obraz procesu
Akumulator
Człony czasowe
Liczniki
Jednostka przetwarzaj ca
Jednostka przetwarzaj ca
Magistrala
Magistrala
JEDNOSTKA
JEDNOSTKA
WEJ CIOWA
WEJ CIOWA
JEDNOSTKA
JEDNOSTKA
WYJ CIOWA
WYJ CIOWA
Czujniki/sensory
Czujniki/sensory
Człony wykonawcze/
nastawiaj ce
Proces techniczny
Proces techniczny
Urz dzenie steruj ce
Urz dzenie steruj ce
D
o
p
a
s
o
w
a
n
i
e
S
S
Y
Y
G
G
N
N
A
A
Ł
Ł
Y
Y
S
S
Y
Y
G
G
N
N
A
A
Ł
Ł
Y
Y
D
o
p
a
s
o
w
a
n
i
e
Zasilanie
Schemat uk
ł
adu sterowania ze sterownikiem
swobodnie programowalnym PLC
29
Zasi-
lacz
Pozostałe
moduły
Cyfrowe
wej cia
Cyfrowe
wyj cia
Analogowe
wej cia
Analogowe
wyj cia
Słowowy
CPU
Bitowy
CPU
Pami
Moduł
komunika-
cyjny
Magistrala systemowa
Magistrala systemowa
...
Problem:
Problem: Magistrala systemowa jest prawie zawsze specyficzna (firmowa) dla sterownika
Mo liwo :
Mo liwo : Magistrala VME (standaryzowana, niezale na od producenta)
Schemat blokowy wieloprocesorowego sterownika PLC
Sposób działania sterownika PLC
Cykliczne przetwarzanie programu
Cykliczne przetwarzanie programu
PLC
PLC
Utworzenie stanu pocz tkowego
Zał czenie
Aktualizacja sygnałów wej ciowych
Wykonanie 1. instrukcji
Wykonanie 2. instrukcji
Wykonanie ostatniej instrukcji
Transmisja sygnałów wyj ciowych
. . .
Zapis wyj
Zapis wej
Fi
zy
cz
n
y
pr
oc
es
C
za
s
w
yk
on
an
ia
je
dn
eg
o
pe
łn
eg
o
cy
kl
u
pr
og
ra
m
u
C
za
s
pr
ze
bi
eg
u
pr
og
ra
m
u
30
Cykliczne przetwarzanie programu
Cykliczne przetwarzanie programu
PLC
PLC
Odczyt wej
Odczyt wej
Instrukcja
Wywołanie podprogramu 1
Instrukcja
Instrukcja
Instrukcja
Wywołanie podprogramu n
Instrukcja
Ustawienie wyj
Ustawienie wyj
Instrukcja
. . .
Podprogram 1
Instrukcja
. . .
Powrót
Podprogram n
Instrukcja
. . .
Powrót
Realizacja programu w sterowniku PLC
000 AND
I 1.0
001 AND
I 1.1
002
=
Q 1.0
003 OR
I 2.0
059 OR
I 3.2
060 =
Q 1.0
END
Mechanizm
steruj cy
Rejestr
instrukcji
Merker’y
Wewn trzne
czasy
Wewn trzne
liczniki
Obraz procesu
dla cyfrowych
i analogowych
wej i wyj
Wej cia
cyfrowe
i analogowe
Wyj cia
cyfrowe
i analogowe
Moduły
czasowe
i liczniki
Magistrala urz dze peryferyjnych (moduł magistrali)
Jednostka centralna (CPU) sterownika PLC
31
%I1
%I2
%I3
itd.
Moduł
wej cio-
wy
%Q1
%Q2
%Q3
itd.
Moduł
wyj cio-
wy
Aktualiza-
cja stanu
wyj
Aktualiza-
cja stanu
wej
Pami
danych
RAM
Wej cia
%I1 0
%I2 0
%I3 1
%Q1 0
%Q2 0
%Q3 1
Adres
Stan
Adres
Stan
Wyj cia
CPU
CPU
Licznik
rozkazów
ALU
Rejestr
rozkazów
Rejestry
robocze
LD %I1
000
Program
u ytkownika
w pami ci
RAM lub
EPROM
Adres
Rozkaz
000 LD %I1
001 AND %I2
002 ST %Q1
003 itd.
n END
Wej cia
Wyj cia
Magistrala systemowa
+
Schemat ideowy sterownika PLC
Sensory, dajniki sygnałów
Sterownik
Moduł
wprowadzania
Moduł
wyprowadzania
Jednostka
przetwarzaj ca
Obraz
procesu
Merker
AKKU
Licznik
adresów
Człony
czasowe
Człony wykonawcze (
aktuator’y)
M
ec
ha
ni
zm
M
ec
ha
ni
zm
ob
lic
ze
ni
ow
y
ob
lic
ze
ni
ow
y
Separacja galwaniczna
Separacja galwaniczna
Magistrala
Magistrala
I
/
Q
Budowa sterownika PLC
32
Wyprowadzenie
Wyprowadzenie
odwzorowania
odwzorowania
procesu z
procesu z
pami ci wyj
pami ci wyj
Załadowanie
Załadowanie
odwzorowania
odwzorowania
procesu do
procesu do
pami ci wej
pami ci wej
Realizacja
Realizacja
programu
programu
Pocz tek
Pocz tek
1. cyklu
1. cyklu
Pocz tek
Pocz tek
2. cyklu
2. cyklu
Pocz tek
Pocz tek
3. cyklu
3. cyklu
Pocz tek
Pocz tek
4. cyklu
4. cyklu
Zdarzenie
Zdarzenie
w procesie
w procesie
Reakcja na
Reakcja na
zdarzenie
zdarzenie
w procesie
w procesie
Czas reakcji
Czas reakcji
Przebieg cyklicznego wykonywania programu PLC
Sposób działania sterownika PLC
Okre lenie maksymalnego czasu reakcji:
Okre lenie maksymalnego czasu reakcji:
Czas cyklu PLC jest w przybli eniu
proporcjonalny do liczby wykonywanych
instrukcji programu.
Zale nie od tego, jakie gał zie w programie
s wykonywane, uzyskuje si ró ne czasy
cyklu.
Rozpatrywanie
Worst-Case:
Je eli wkrótce po rozpocz ciu cyklu PLC
zmieni si sygnał wej ciowy, to jest to
uwzgl dniane dopiero w nast pnym cyklu po
aktualizacji wej ciowych stanów procesu.
Reakcja, tzn. wyprowadzenie odpowiednich
sygnałów wyj ciowych, nast puje dopiero po
zako czeniu tego drugiego cyklu – przy
aktualizacji wyj ciowych stanów procesu.
Podstaw przy
okre laniu
maksymalnego
czasu reakcji jest
maksymalny czas
cyklu.
Maksymalny czas
reakcji osi ga
prawie dwukrotn
warto
maksymalnego
czasu cyklu.
1
2
33
Sprz t sterownika PLC
Minimalna konfiguracja sterownika PLC obejmuje:
Minimalna konfiguracja sterownika PLC obejmuje:
• jednostk centraln z procesorem i pami ci (CPU),
• jednostki wej ciow
I
I i wyj ciow
O
O dla sygnałów binarnych,
• zasilacz.
Najcz ciej istnieje mo liwo rozszerzenia sprz tu PLC o:
Najcz ciej istnieje mo liwo rozszerzenia sprz tu PLC o:
• dodatkowe jednostki wej i wyj (np. analogowe I/O, interfejs sieciowy),
• moduły dodatkowe dla szczególnych zada (np. regulator PID).
Przykładowa konfiguracja modułowego PLC
Zasilacz
CPU
Inter-
fejs
siecio-
wy
Modu-
ły
I/O
Uwaga:
Zakres funkcyjny
obecnych sterowników PLC
obejmuje znacznie wi ksze
mo liwo ci przetwarzania
ani eli tylko zwykłe działania
logiczne na sygnałach
binarnych!
Programatory sterowników PLC
Sterownik swobodnie programowalny PLC:
Sterownik swobodnie programowalny PLC:
• programy
nie mog by
zmieniane podczas ich
wykonywania,
• dlatego te PLC zwykle nie ma monitora i klawiatury,
• zamiast tego stosuje si zewn trzne programatory.
Przeno ny programator
na bazie
mikrokomputera:
• zintegrowany monitor,
• programator EPROM.
Prosty r czny
programator :
• wy wietlacz LCD,
• klawisze funkcyjne.
Standardowy komputer
PC:
• handlowy PC,
• system programowania
dla PLC.
34
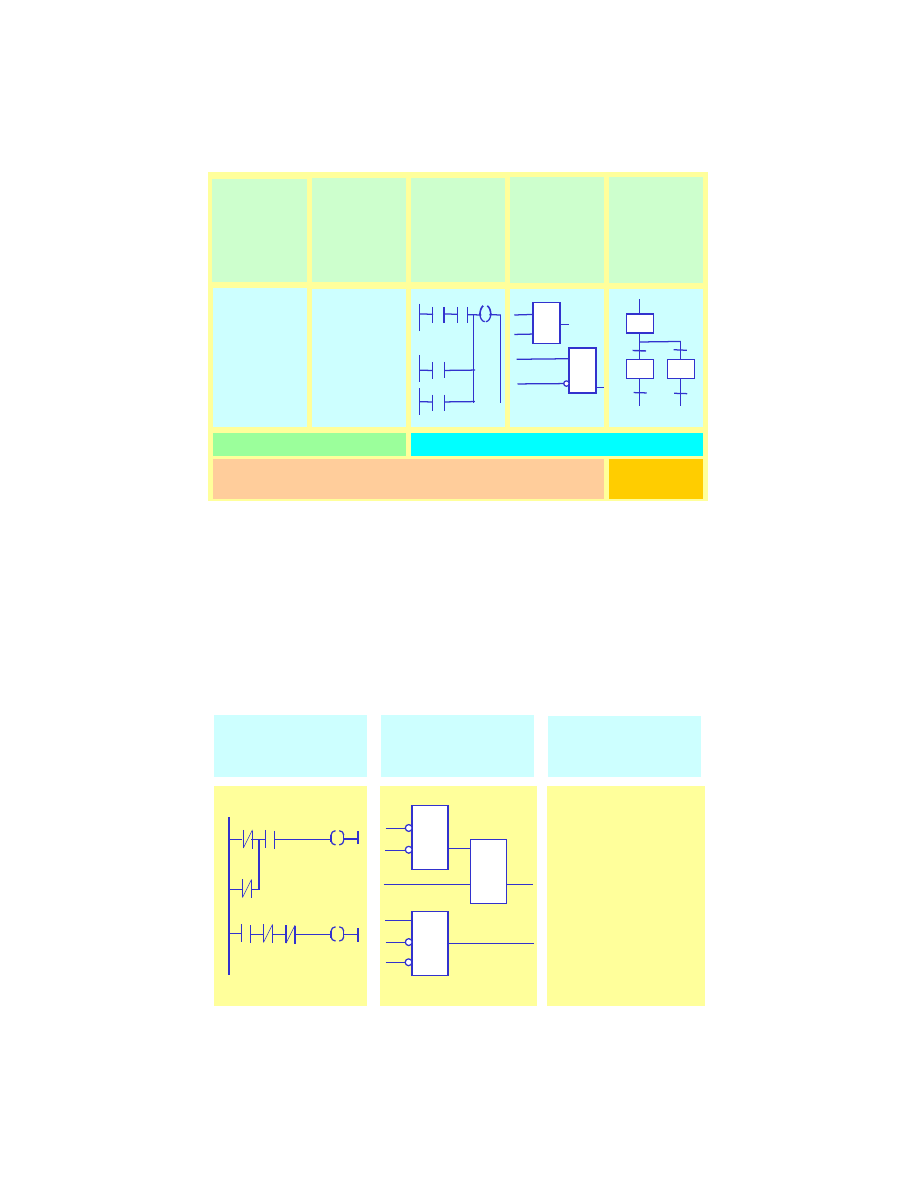
Programowanie PLC
J zyki programowania PLC wg PN
J zyki programowania PLC wg PN
-
-
EN 61131
EN 61131
-
-
3
3
Lista
Lista
instrukcji
instrukcji
(
Instruction
List)
IL
IL
Tekst
Tekst
strukturalny
strukturalny
(
Structured
Text)
ST
ST
Schemat
Schemat
drabinkowy
drabinkowy
(
Ladder
Diagram)
LD
LD
J zyk
J zyk
modułów
modułów
funkcyjnych
funkcyjnych
(
Function
Block Diagram)
FBD
FBD
J zyk
J zyk
przebiegów
przebiegów
funkcyjnych
funkcyjnych
(
Sequential
Function
Chart)
SFC
SFC
Start:
LD
A
AND
B
OR
C
ST
D
...
IF
i = k
THEN
...
ELSE
....
Q 2.4
I 1.2 I 2.2
I 5.4
Q 8.3
&
3
1
I 3.4
I 3.1
M 2.5
Q 4.3
S 1
S 2
S 8
T 1
T 8
T 9
T 2
J zyki tekstowe
J zyki graficzne
Zorientowane na działania logiczne
Zorientowany na
działania
sekwencyjne
Przykład programowanie PLC w ró nych j zykach
I1.1 I1.0
I1.2
I1.0 I1.1 I1.2
Q2.0
Q2.1
>=1
&
&
I1.1
I1.0
I1.2
I1.0
I1.1
I1.2
Q2.0
Q2.1
0000
LDN
I1.1
0001
ORN
I1.2
0002
AND
I1.0
0003
ST
Q2.0
0004
LD
I1.0
0005
ANDN
I1.1
0006
ANDN
I1.2
0007
ST
Q2.1
Program w
Program w
schemacie
schemacie
drabinkowym LD
drabinkowym LD
Program w
Program w
modułach
modułach
funkcyjnych FBD
funkcyjnych FBD
Program w li cie
Program w li cie
instrukcji IL
instrukcji IL
35
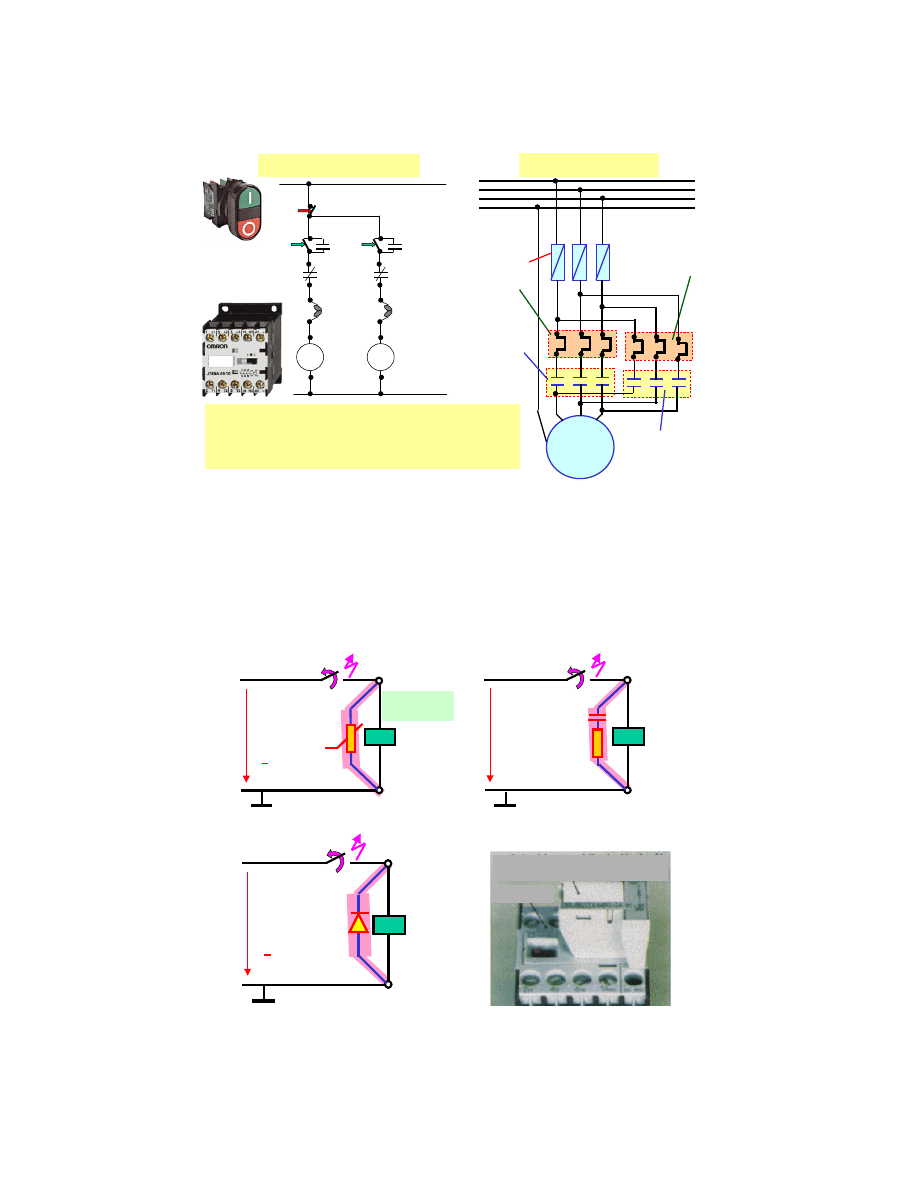
Przykład układu sterowania prac nawrotn asynchronicznego
silnika elektrycznego (technika przeka nikowo-stycznikowa)
Obwód sterowania
Obwód sterowania
S1, S2 – cewki styczników
S1
S1 i
S2
S2,
s1, s2 – styki pomocnicze styczników
S1
S1 i
S2
S2,
PT1, PT2 – styki przeka ników termicznych
PT1
PT1 i
PT2
PT2.
S1
WYŁ
ZAŁ 1
ZAŁ 1
w
prawo
PT1
s2
S2
ZAŁ 2
ZAŁ 2
w
lewo
PT2
s1
= 24 V (~230V)
s1
s2
Podtrzymanie
Blokada
Styki główne
Styki główne
stycznika
stycznika
S1
S1
(
(
ruch w prawo
ruch w prawo
)
)
Bezpieczniki
Bezpieczniki
Grzejniki
Grzejniki
przeka nika
przeka nika
termicznego
termicznego
PT1
PT1
M
M
3~
3~
R
R
S
S
T
T
0
0
Styki główne
Styki główne
stycznika
stycznika
S2
S2
(
(
ruch w lewo
ruch w lewo
)
)
Obwód pr dowy
Obwód pr dowy
3 x 400 V
Grzejniki
Grzejniki
przeka nika
przeka nika
termicznego
termicznego
PT2
PT2
Ograniczanie przepi podczas wył czania styczników
Obci enie
indukcyjne
U~
U
A1
A2
Człon gasz cy - warystor
U~
R
A1
A2
Człon gasz cy – obwód RC
C
Człon gasz cy – dioda
U
A1
A2
V
Stycznik
Wsuwany człon gasz cy z diod
36
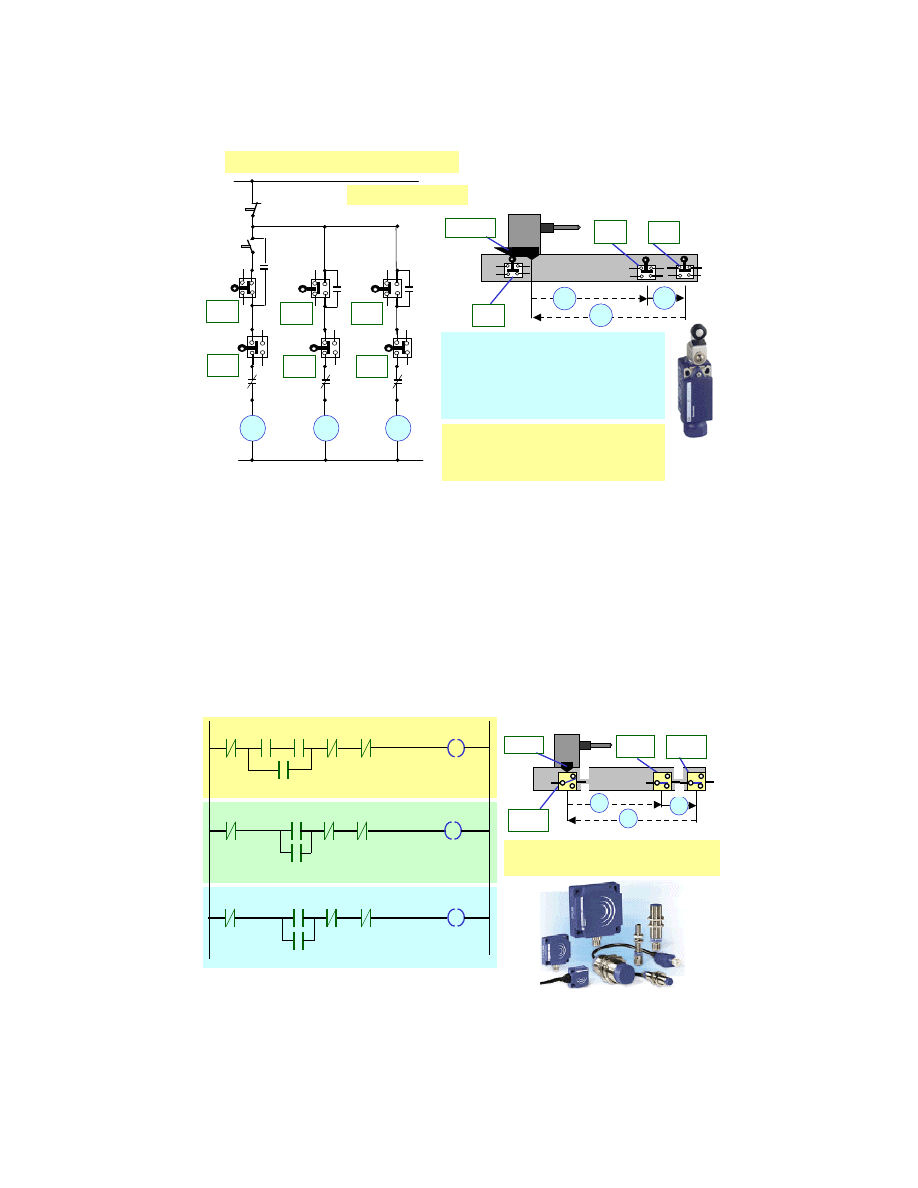
Sterowanie sekwencyjne jednostk wiertarsk –
programowanie przez poł czenia
ŁD1
ŁD1
ŁD2
ŁD2
S1
S1
ŁD3
ŁD3
S2
S2
ŁD2
ŁD2
ŁD1
ŁD1
S3
S3
ŁD3
ŁD3
WYŁ
WYŁ
ZAŁ
ZAŁ
s1
s2
s3
s1
Fazy (kroki) cyklu pracy jednostki:
Fazy (kroki) cyklu pracy jednostki:
1 – ruch szybki do przodu,
2 – ruch roboczy,
3 – szybkie wycofanie
Układ przeka nikowo
Układ przeka nikowo
-
-
stycznikowy
stycznikowy
Jednostka wiertarska – zespół posuwowy
1
1
2
2
3
3
ŁD1
ŁD1
ŁD2
ŁD2
ŁD3
ŁD3
Zderzak
Zderzak
ŁD1, ŁD2, ŁD3 – ł czniki drogowe,
S1, S2, S3 – cewki styczników
s1, s2, s3 – styki pomocnicze styczników.
Podtrzymanie
(styki zwierne)
Blokady
(styki
rozwierne)
Stan: pocz tek cyklu
s2
s3
Program PLC sterowania prac jednostki wiertarskiej
w schemacie drabinkowym LD
WYŁ
WYŁ
ZAŁ
ZAŁ ID1 ID2 s2
S1
s1
Faza cyklu:
Faza cyklu:
1
1
WYŁ
WYŁ
s3
ID2 ID3
S2
s2
Faza cyklu:
Faza cyklu:
2
2
ID3
WYŁ
WYŁ
S3
ID1
s1
s3
Faza cyklu:
Faza cyklu:
3
3
ID1, ID2, ID3 – inicjatory drogowe,
np. indukcyjne czujniki zbli eniowe
Jednostka wiertarska –
zespół posuwowy
1
1
2
2
3
3
ID1
ID1
ID2
ID2
ID3
ID3
Zderzak
Zderzak
1
1
0
0
1
1
0
0
1
1
0
0
37
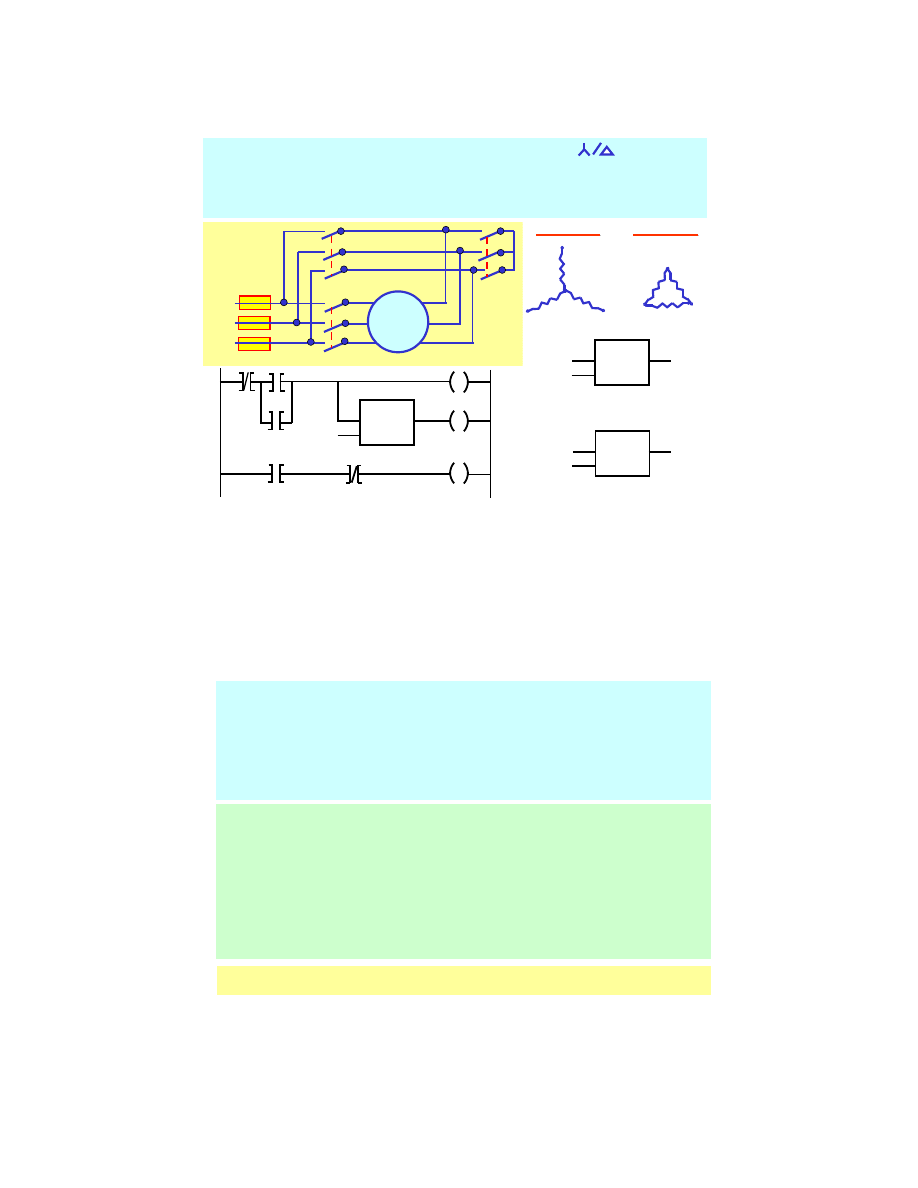
Przykład: nale y zrealizowa układ przeł czania
gwiazda
gwiazda
-
-
trójk t
trójk t ( ) podczas
rozruchu silnika. Stycznik
K1
K1
podaje napi cie z sieci elektrycznej, stycznik
K2
K2
zapewnia poł czenie uzwoje silnika w gwiazd , a stycznik
K3
K3
ich poł czenie w
trójk t. Silnik powinien pracowa dla poł czenia w gwiazd przez czas
3 s
3 s
, a
nast pnie zosta przeł czony w trójk t.
V1
U1
W1
V2 U2
W2
V1
U1
W1
W2
V2
U2
IN
TOF
ET
PT
Q
Wej cie
Wyj cie
Czas
opó nienia
Opó nienie wył czania
Rozruch silnika – przeł czanie gwiazda/trójk t
IN
TON
ET
PT
Q
Wej cie
Wyj cie
Czas
opó nienia
Opó nienie zał czania
Upływ czasu
opó nienia
IN
TOF
ET
PT
Q
T#3s
ON
ON
OFF
OFF
K1
K1
K2
K2
K3
K3
K1
K1
K2
K2
K1
K1
Zał. K1 i K2
Zał. K1 i K2
Zał. K1 i K3
Zał. K1 i K3
K1
K1
L1
L2
L3
U1
V1
W1
W2
U2
V2
K3
K3
K2
K2
M
M
3
3
~
~
Logiczne kombinatoryczne i sekwencyjne układy
sterowania na PLC
Sterowanie logiczne kombinatoryczne:
Sterowanie logiczne kombinatoryczne:
• sygnały wej ciowe s cyklicznie odczytywane i w ka dym cyklu jest im
przyporz dkowywany jednoznaczny stan sygnałów wyj ciowych,
•
przykład:
alarm akustyczny jest uruchamiany, gdy
wentylator 1
ma awari
I
I
wentylator 2
ma awari
I
I
agregat jest zał czony
,
• pomi dzy przyczyn i zadziałaniem upływa do dwóch cykli PLC.
Sterowanie sekwencyjne:
Sterowanie sekwencyjne:
• przebieg krokowy
:
:
n+1
n+1
krok mo e wyst pi dopiero wtedy, gdy jest zako czony
krok
n
n
i spełnione s warunki dalszego przeł czenia,
• je eli program jest podzielony na kroki, to s one w nim wykonywane cyklicznie,
•
•
sterowanie sekwencyjne w zale no ci od czasu:
sterowanie sekwencyjne w zale no ci od czasu: warunki dalszego przeł czania
s zale ne tylko od upływu czasu (np. sterowanie sygnalizacji wietlnej),
•
•
sterowanie sekwencyjne zale ne od procesu:
sterowanie sekwencyjne zale ne od procesu: warunki dalszego przeł czania s
zale ne od sygnałów procesu (np. sterowanie wielu siłowników w funkcji drogi).
Cz sto wyst puj oba rodzaje sterowania (mieszane)!
38
Zalety opracowywania programów PLC
zgodnie z norm
PN
PN
-
-
EN 61131
EN 61131
-
-
3
3
Wymiana do wiadcze i technologii pomi dzy
producentami sprz tu i oprogramowania,
Wymienialno programów aplikacyjnych pomi dzy
równymi systemami PLC,
Mniejsze nakłady na szkolenie i wdra anie
programistów PLC,
Niezale ny od producentów PLC rozwój dodatkowych
pakietów, takich jak np. do obsługi i obserwacji,
Testowanie i weryfikacja systemu przez niezale ne,
uznane w skali mi dzynarodowej instytucje.
Mo liwe skutki bł dów w programach PLC
Zale nie od tego w jakiej fazie realizacji projektu automatyzacji zostanie wykryty bł d
w programie PLC mo e on mie ró ne skutki:
U
U
producenta
producenta
maszyny
maszyny
U
U
u ytkownika
u ytkownika
maszyny
maszyny
Opracowanie
programu
Uruchamianie
maszyny
Eksploatacja
maszyny
• (małe) nakłady na usuwanie bł dów,
• (małe) opó nienia w projekcie,
• uszkodzenia maszyny,
• opó nienie odbioru maszyny
(>
zamro enie kapitału, straty w wyniku kar),
• nakłady producenta maszyny na
usuwanie bł dów u jej u ytkownika,
• przestoje w produkcji,
• utrata image producenta maszyny.
Zaleca si :
Zaleca si :
• tworzenie w miar mo liwo ci bezbł dnych programów PLC (przez systematyczne
działania podczas ich opracowywania),
• wykrywanie bł dów przed dostarczeniem maszyny (przez obszerne testy programu).
39
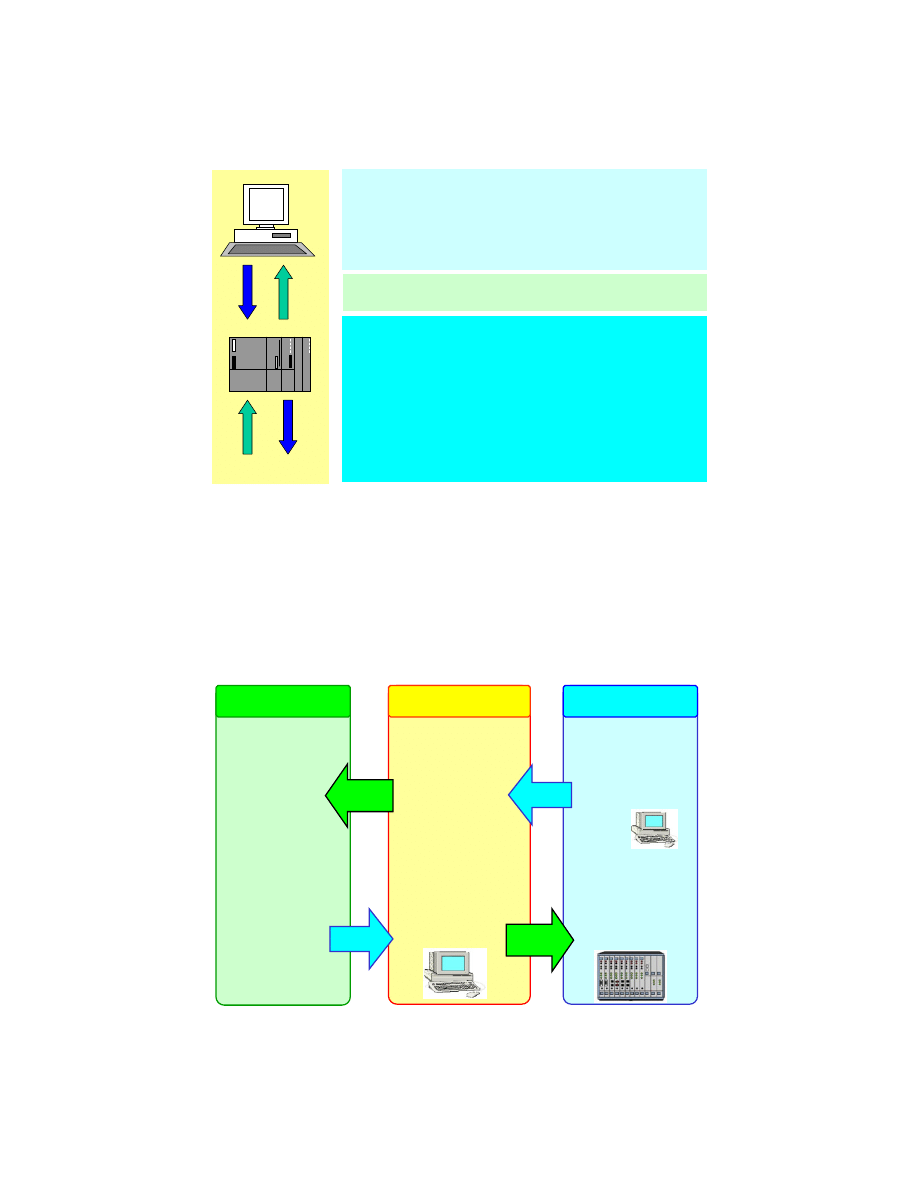
Testowanie i uruchamianie programów PLC
rodowisko programowania:
edytor, debugger, kompilator, symulacja
Konfigurator systemu:
przyporz dkowanie tasków,
dopasowanie adresów sprz tu,
parametryzacja.
Manager komunikacyjny:
transmisja programu PLC do sterownika
Uruchamianie i zatrzymywanie PLC
Wył czanie fizycznych wyj PLC
Monitorowanie:
wy wietlanie statusu zmiennych,
czytanie danych systemowych PLC, informacji komunikacyjnych i
sieciowych.
Forcing:
„wymuszanie” okre lonych obszarów pami ci PLC,
symulacja stanów maszyny dla sprawdzenia realizacji
poszczególnych cz ci programu.
I
O
PLC
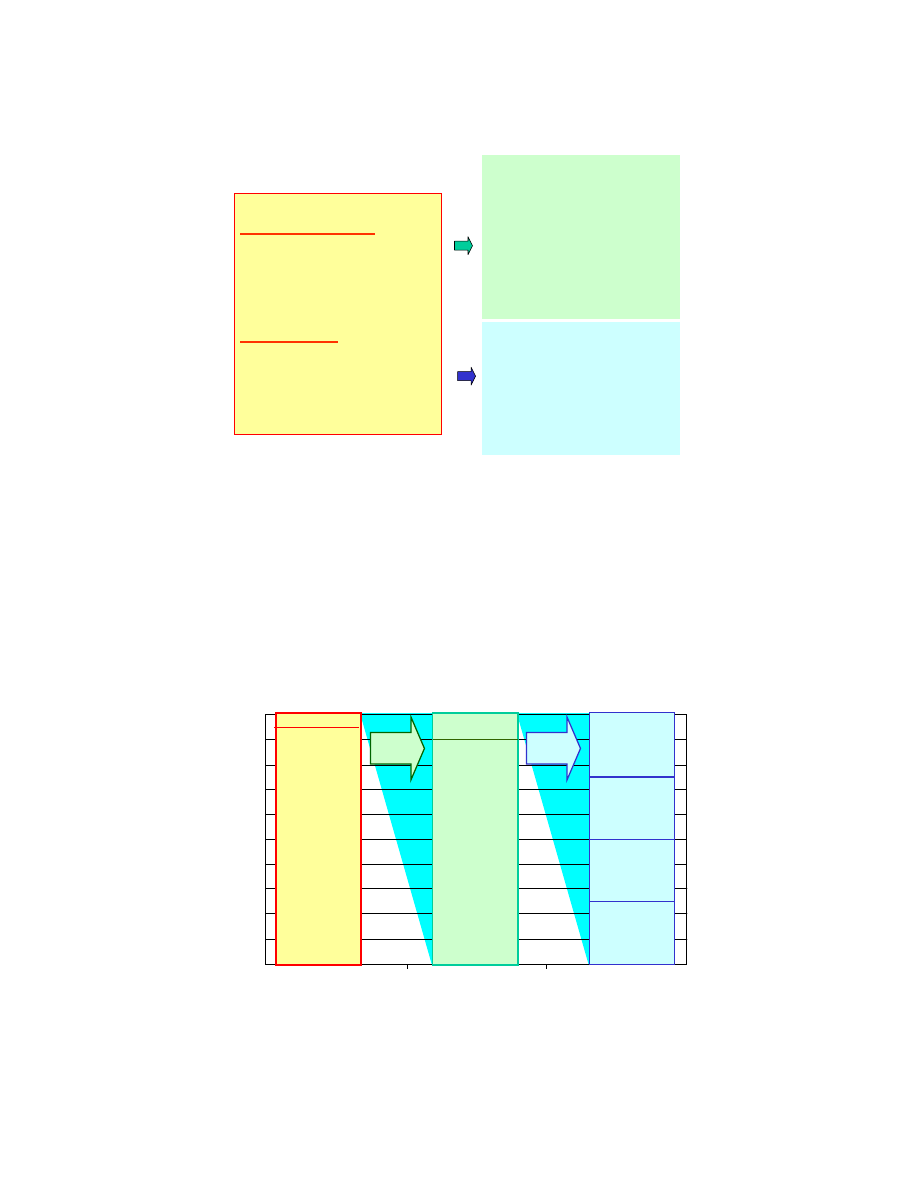
Testowanie programów PLC
rodowisko
testowania
Programista
rodowisko
rozwojowe
• Rozwój testu, tzn.
planowanie
przeprowadzanych
testów.
• Obserwacja i
ocena przebiegu
testów.
• Porównanie
przebiegów ze
specyfikacj .
• Analiza bł dów,
analiza programu.
Programator i
urz dzenie do
testowania:
• debugowanie z
Power-Flow.
Odwzorowanie
warunków
technicznych
przebiegu procesu
dla sterowania:
• proste wł czniki i
wy wietlacze
(lampki),
potencjometry i
silniki,
• modele (cz stkowe)
instalacji/ maszyny,
• systemy
symulacyjne.
PLC:
• moduły wej ciowe
i wyj ciowe,
• cykliczny sposób
pracy.
Aktualny stan
procesu
Zadawanie
sygnałów
Wyj cia
Wej cia
40
Przykłady bł dów i podejmowanych działa
Bł dy w komputerze (sterowniku):
Bł dy w komputerze (sterowniku):
Do czasu uruchomienia, np.:
• bł dy specyfikacji,
• bł dy wymiarowania,
• bł dy programowania,
• bł dy wytworzenia kodu.
Po uruchomieniu, np.:
• bł dy w pami ci (RAM, ROM),
• bł dy w CPU,
• bł dy w modułach I/O,
• bł dy wskutek zmian programu.
Działania dla unikni cia bł dów:
Działania dla unikni cia bł dów:
• zastosowanie CASE-Tools,
• projektowanie strukturalne,
• sprawdzanie EMC( ang.
Elektromagnetic Compatibility),
• symulacja,
• analiza programu,
• sprawdzanie wzorcowej budowy,
• ró norodne zespoły rozwojowe.
Działania dla opanowania bł dów:
Działania dla opanowania bł dów:
• redundantny Hardware,
• redundantny
Software,
• testy pami ci,
• testy I/O,
• testy CPU,
• ponownie wczytywane wyj cia.
Rozkład bł dów w instalacjach sterowanych przez PLC
100
90
80
70
60
50
40
30
20
10
0
U
dz
ia
ł a
w
ar
ii
w
%
Instalacja
PLC
CPU
90
90
5
5
95
95
10
10
25
25
25
25
25
25
25
25
Dajniki
sygnałów
Urz dzenia
nastawiaj ce
Nap dy
Okablowanie
Moduły
wej i
wyj
Pami
Mechanizm
steruj cy
Magistrala
Zasilanie w
napi cie
PLC
PLC
CPU
CPU
41
PHARAO 24DC
PHARAO 24DC
Theben
LOGO 230RC
LOGO 230RC
Siemens
ALPHA XL
ALPHA XL
Mitsubishi
KST 2032
KST 2032
Hensel-Electronic
EASY 800
EASY 800
Moeller
ZELIO
ZELIO
-
-
Logic
Logic
Schneider-Electric
Przykłady kompaktowych sterowników PLC
-
IP 65
-
-
IP 20
IP 20
Stopie ochrony
Picosoft
Support ZEN
Pharao
Alpha-Software
Easy Soft
Logo Soft
Narz dzie do programow.
Logika, licznik,
czasy, porów.
b.d.
Logika, licznik,
czasy, porów.
Logika, licznik,
czasy, porów.
Logika, licznik,
czasy, artytmet.
Logika, licznik
Funkcje
Zegar
Zegar, 17 kl.
Zegar
Kalend., zegar
Kalendarz, zegar
Kalendarz, zegar
Pozosta
ł
e cechy
-
0 ... +55
o
C
-25 ... +55
o
C
-25 ... +55
o
C
-25 ... +55
o
C
0 ... +55
o
C
Temperatura otoczenia
-
-
-
5kByte
-
-
Pami
danych
-
-
200
200
-
-
Program. bloki funkcyjne
-
-
38
38
-
-
Zintegrowane funkcje
126x110x70
220x185x120
125x90x22
125x90x52
108x90x72
72x90x55
Wymiary sz x w x gł w mm
-
34
24
28
20
-
Mo liwo
rozszerz. I/O
-
-
-
-
1 (opcjonalnie)
-
Wyj cia analogowe
-
-
-
-
-
-
Separacja galwaniczna
8
przeka nikowe
6 przeka nik.,
2 binarne
9 (przeka nik.,
4 x 8A, 5 x 4A)
9 (przeka nik.)
6 lub 8 (przeka .
lub tranzystor.)
4 (przeka nikowe)
Wyj cia cyfrowe
-
-
-
-
-
-
Separacja galwaniczna
2 x 0 ... 10V
8 x 0 ... 5V
8
8
4 (opcjonalnie)
-
Wej cia analogowe
Tak
-
-
Nie
Separacja galwaniczna
12
8
15
15
12
8
Wej cia cyfrowe
24V DC
24V i 230V AC
24V DC
230V AC
24V DC
24V DC
100 - 240V AC
12V i 24V DC
115V i 240V AC
115V AC, 240V
AC/DC
Zasilanie pr dowe
Schneider El.
Hensel Elekt.
Theben
Mitsubishi
Moeller
Siemens
Producent
Zelio Logic
KST2032
Pharao
24DC
Alpha XL
Easy 800
LOGO 230RC
Typ
Przykłady kompaktowych sterowników PLC
42
Podzia
Podzia
ł
ł
sterownik
sterownik
ó
ó
w PLC:
w PLC: ma
ł
e (odpowiadaj ce 50-150 przeka ników), rednie (odpowiadaj ce 150-500
przeka ników) oraz - du e (odpowiadaj ce 500-3000 przeka ników).
Ponadto s oferowane sterowniki PLC o
zwi kszonej niezawodno ci (z redundancj ), przeka niki (modu
ł
y) inteligentne (mikrosterowniki), sterowniki
PLC zintegrowane z panelem operatorskim oraz sterowniki na bazie komputerów PC (Slot-PLC i Soft-PLC).
Liczba wej /wyj (I/O) w poszczególnych modelach sterowników PLC ci gle ro nie i dlatego te przy ich
porównywaniu nale y bra pod uwag zakres funkcjonalny.
Rodziny sterownik
Rodziny sterownik
ó
ó
w (
w (
ang.
ang.
family concept
family concept
) charakteryzuj
) charakteryzuj
si
si
tym,
tym,
e ich okre
e ich okre
lone modele:
lone modele:
- mog by programowane w tym samym j zyku i przy u yciu tego samego pakietu programowego,
- maj takie same zmienne programowe oraz t sam struktur modu
ł
ów I/O,
- istnieje mo liwo
przenoszenia programów mi dzy poszczególnymi modelami sterowników oraz
korzystania z tych samych opcji w ka dym z modeli.
Ranking producent
Ranking producent
ó
ó
w sterownik
w sterownik
ó
ó
w PLC jest nast
w PLC jest nast
puj
puj
cy:
cy:
- mikrosterowniki PLC:
Siemens, Mitsubishi, Allen-Bradley, GE Fanuc,
- ma
ł
e i rednie PLC:
Siemens, Mitsubishi, Allen-Bradley, Omron, GE Fanuc,
- du e sterowniki PLC:
Allen-Bradley, Siemens, Modicon, GE Fanuc,
- PLC o zwi kszonej niezawodno ci:
Triconex, August, Triplex,
- nadzorowanie PLC i interfejsy programowe:
Intellution, US Data, Wonderware, Iconics, Heuristics
(Onspec) oraz Laboratory Technologies.
Klasyfikacja i producenci sterowników PLC
Sterowniki starego typu
Sterowniki starego typu
Sterowniki starszego typu
Sterowniki starszego typu
Nano:
poni ej 15 I/O
Nano:
0 – 64 I/O
Mikro:
16 - 128
Mikro:
65 - 128
rednie:
129 - 511
rednie:
129 – 256
Du e:
512 i wi cej
Du e:
256 i wi cej
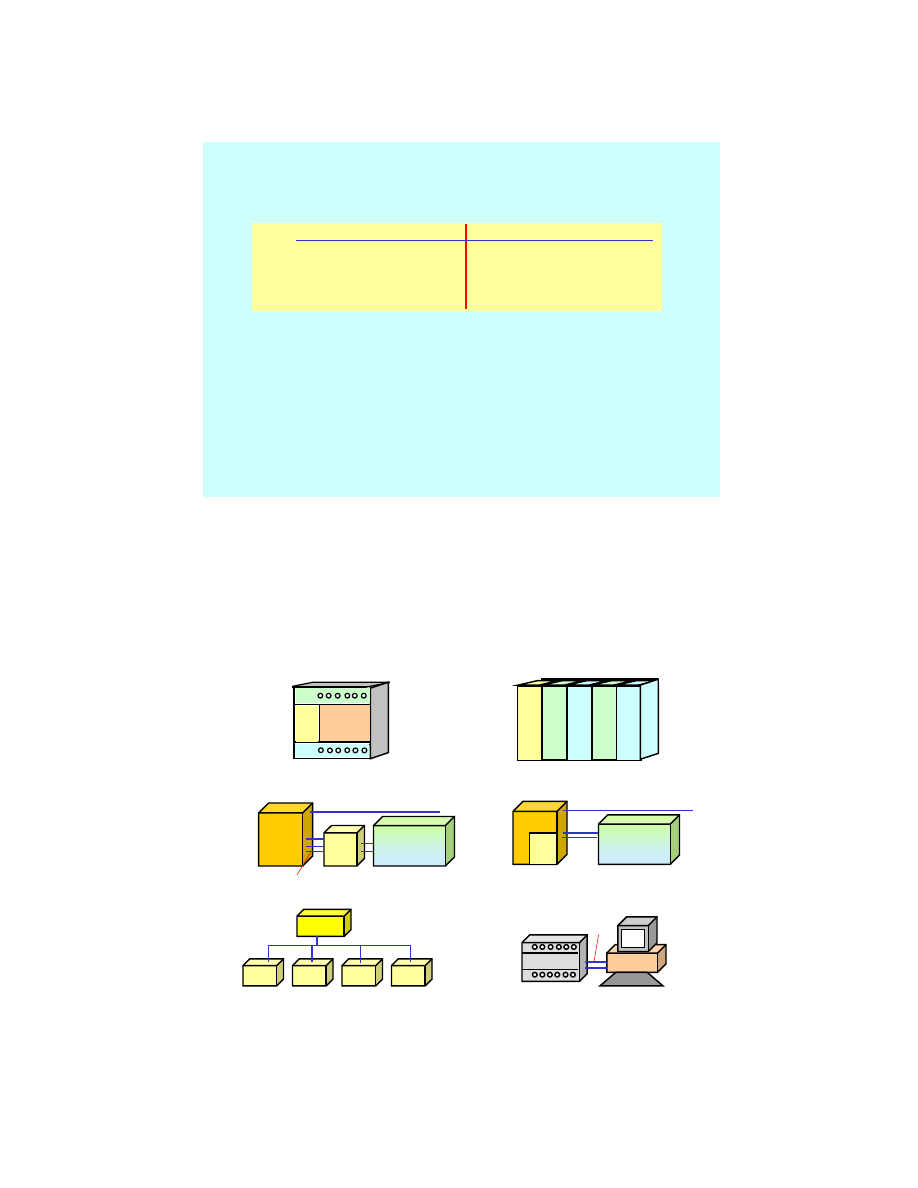
Klasy układów sterowania ze sterownikami PLC
Kompaktowe PLC
Modułowe PLC
Soft-PLC
CNC
PLC
Silniki
Człony
wykonawcze
Sensory
Rozproszony układ sterowania
PLC
PLC
PLC
PLC
PLC
PLC
PLC
PLC
PLC
PLC
Master
Slaves
Magistrala
szeregowa
O
I
Magistrala
szeregowa
Przemysłowy PC
Zintegrowane PLC
Silniki
Człony
wykonawcze
Sensory
Magistrala
równoległa
CNC
PLC
C
P
U
Pami
I
I
Q
Q
I
I
C
C
P
P
U
U
I
I
Q
Q
Q
Q
43
Cechy charakterystyczne PLC
Sterownik PLC jest specjalnym systemem komputerowym do realizacji zada
automatyzacji, które s rozwi zywane przewa nie przez binarne układy sterowania
logicznego i sekwencyjnego.
Typowymi cechami charakterystycznymi PLC s :
• obszar zastosowa : automatyzacja z pomiarami, sterowaniem i regulacj (PSR),
• odporna budowa urz dzenia dla pracy w surowych warunkach produkcyjnych,
• odporno na działanie rodowiska, du a odporno na zakłócenia i niezawodno ,
• okre lone przebiegi w przypadku zakłóce i ponownym uruchomieniu,
• brak pami ci masowych takich jak twardy dysk czy CD-ROM,
• binarne, analogowe i cyfrowe wej cia i wyj cia (najcz ciej odkłócone, z separacj
galwaniczn i odporne na zwarcie),
• komunikacja z innymi (sterownikami) przez systemy magistralowe (sieciowe),
• brak lub proste i odporne urz dzenia obsługi (HMI),
• programowanie za pomoc oddzielnego programatora lub PC,
• zorientowane na aplikacje j zyki programowania (IL, LD, FBD, ST,SFC),
• cykliczne wykonywanie programu.
Rodzaje budowy sterowników PLC
Konwencjonalny PLC
Zintegrowany ze sterowaniem
Slot-PLC w PC
Soft-PLC z PC
Zalety:
Zalety:
• du a odporno ,
• wysoka niezawodno .
Wady:
Wady:
• funkcje obsługowe na zewn trz,
• komunikacja wymaga du ych nakładów.
Bazowe układy sterowania:
Bazowe układy sterowania:
• układy sterowania
numerycznego CNC (ang.
Computerized Numerical
Control),
• układy sterowania
robotów RC (ang.
Robot
Control).
Wady:
Wady:
• elastyczno zmniejsza niezawodno ,
• I/O przył czane tylko przez sie .
Wady:
Wady:
• I/O przył czane tylko przez sie .
• koszty karty PLC.
Zalety:
Zalety:
• elastyczno PC,
• dobrze realizowalne funkcje
obsługowe,
• ró norodna komunikacja
.
Zalety:
Zalety:
• odporno i niezawodno dzi ki
specjalnym kartom PLC,
• cz
stanowi ca PC dla funkcji
obsługowych i komunikacyjnych
.
44
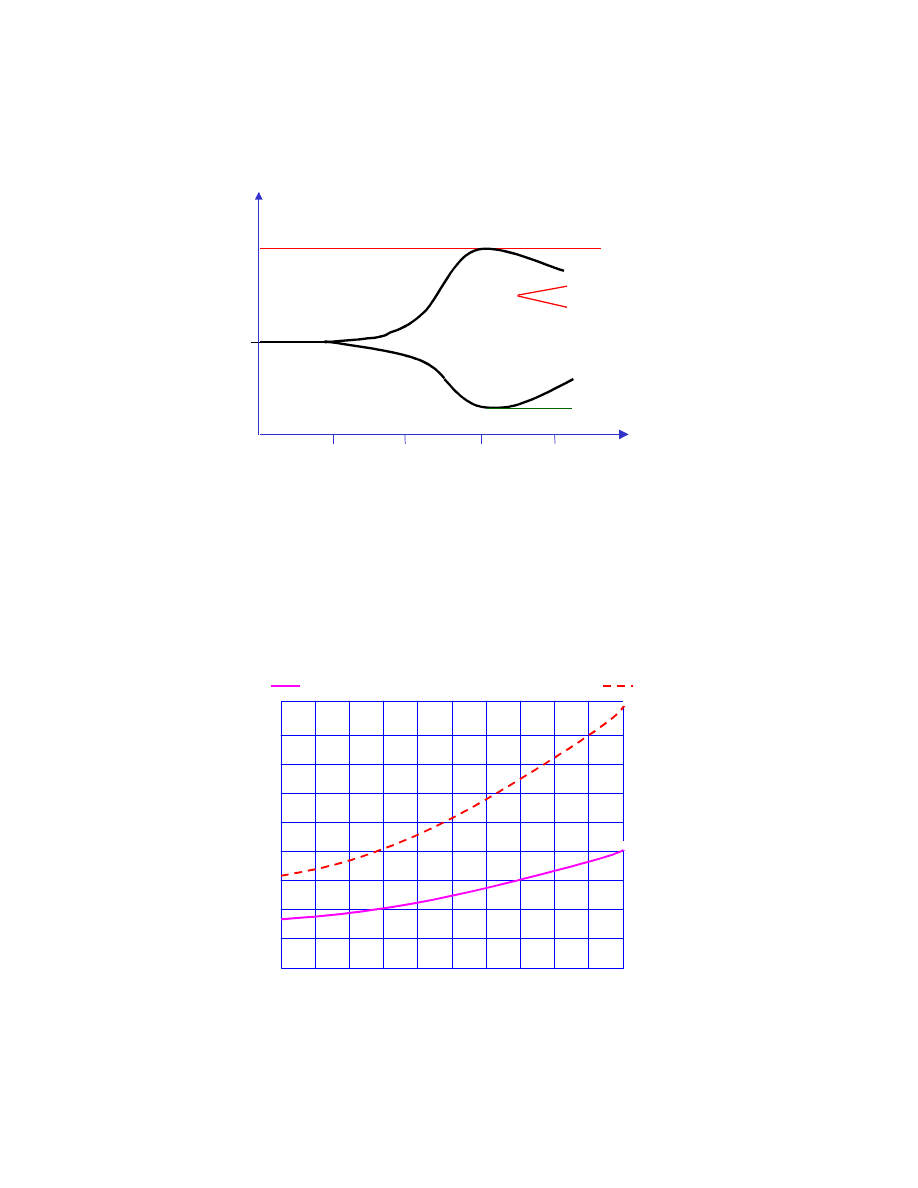
Zmiany zachodz ce w rozwoju uk
ł
adów sterowania
i szanse zastosowania IT (ang.
Information Technology)
1970
1980
1990
2000
Rok
Rok
Udział zastosowa
Udział zastosowa
100%
Komputery przemysłowe
Komputery przemysłowe
PLC
PLC
Układy sterowania w
Układy sterowania w
technice
technice
przeka nikowej
przeka nikowej
(sprz towe)
(sprz towe)
Układy
Układy
Soft
Soft
-
-
PLC
PLC
Sieci
Sieci
Fieldbus
Fieldbus
,
,
Inteligentne moduły I/O
Inteligentne moduły I/O
Komputery IPC
Komputery IPC
18
16
14
12
10
8
6
4
2
0
Warto sprzeda y [bln $]
18
16
14
12
10
8
6
4
2
0
Liczba jednostek [mln szt.]
1990 1991 1992 1993 1994 1995 1996 1997 1998 1999 2000 rok
Rozwój wiatowego rynku sterowników PLC
45
Soft-PLC
(Windows NT)
InControl
Wonderware
Sprz towy PLC
Soft-PLC
PLC5, Logix500
SoftLogix5
RSLogix5
Rockwell
ControlLogix
(Rockwell Automation)
Sprz towy PLC
Slot-PLC
Soft-PLC
S7-SPS
S7-Slot-SPS
S7-Soft-SPS (WinNT)
Step 7
Win AC Pro
Win AC Basis
Siemens
Step 7 (Siemens)
Sprz towy PLC
Sprz towy PLC
(OS-9)
SMART I/O
PEP
OR Indus. Comp
.
ISaGRAF
(CJ International)
Sprz towy PLC
Sprz towy PLC
Sprz towy PLC
FP
A, FX
MAS 700
NAisControl
MELSEC MEDOC
Selecontrol
Matsushita
Mitsubishi
Selectron
Soft Control (Softing)
Slot-PLC
Interbus-Controller
PC Worx
Phoenix Contact
MULTIPROG wt
(Klöper&Wiege)
Sprz towy PLC
Soft-PLC
Sprz towy PLC
Soft-PLC
Sprz towy PLC
M1
PC (Windows NT)
Fieldbuscontroler
VME (RTOS-UH)
S5, S7
TwinCat
CoDeIEP
ACCON-ProSys
Bachmann
Beckhoff
ATR/IEP
DELTALOGIC
CoDeSys (Smart
Software Solutions)
Typ PLC
System docelowy
Produkt
Producent
System bazowy
Systemy programowania sterowników PLC i ich
platformy docelowe
Głównymi cechami sterowników PAC s :
Głównymi cechami sterowników PAC s :
wspomaganie ró nych funkcji automatyzacji, ł cznie z logik ,
ruchem, nap dem i sterowaniem procesów z jednolit platform ,
jest tylko jedna platforma aplikacyjna dla wielu dziedzin ze
wspólnymi nazwami dni i centralnym bankiem danych dla dost pu
do wszystkich parametrów i funkcji,
narz dzia programowe, które umo liwiaj projektowanie
zorientowane na przebieg procesu dla wielu maszyn lub jednostek
zwi zanych z realizacj procesu,
otwarte, modułowe architektury, które s oparte na procesach
wytwarzania – od
Layout’u maszyn w fabrykach a do jednostek
produkcyjnych w instalacjach realizuj cych procesy,
stosowanie standardów
de-facto dla interfejsów sieci
komunikacyjnych i j zyków (np.: TCP/IP, OPC, XML i j zyka
zapyta SQL), tak e w systemach sieciowych mo liwa jest
wymiana danych mi dzy urz dzeniami ró nych producentów.
Wymiana informacji poza proces produkcyjny oraz wł czenie
zakładu wytwórczego do aplikacji ERP i zarz dzania produkcj na
poziomie przedsi biorstwa zapewniaj warunki dla tzw.
„
Colaborative Manufacturing”.
Dzi ki zintegrowanemu rodowisku PAC u ytkownicy mog zmniejszy
swoje koszty in ynierskie, natomiast oferenci maj mo liwo
dostarczania wi kszej funkcjonalno ci na jednolitej platformie (z jednej
r ki). daniem wielu u ytkowników jest mo liwo lepszego
nadzorowania i sterowania poł czonych ze sob urz dze . Ponadto
nie chcieliby si oni koncentrowa na wyborze sprz tu, lecz na
pierwszym planie mie do dyspozycji całe mo liwo ci. W obu tych
przypadkach sterowniki PAC zapewniaj rozwi zanie.
Architektura PAC (ang.
Programmable Automation Controller)
Polepszona integracja architektur urz dze automatyzacji skłoniła niektórych ich oferentów do opracowania architektury
sterowników PAC (ang.
Programmable Automation Controller). PAC rozszerza funkcjonalno tradycyjnego sterownika PLC, w
którym wspomaganych jest wiele dziedzin sterowania.
Przykładami sterowników PAC s :
Przykładami sterowników PAC s : „CX1000” firmy
Beckhoff, „Rodzina-S7” Siemens’a, „ControlLogix”
Rockwell Automation lub „PACSystems” firmy GE
Fanuc Automation.
Wspólny
kalendarz,
centralny bank
danych
Sie
urz dze
Sie
sterowania
Logika
HMI
Sterowanie
procesem
Ruch
Nap dy
Sie
ruchu
HMI
DCS
Nap dy
Sterowanie
ruchem
Wspólna
platforma
aplikacyjna
Logika
Wspólny
kalendarz,
centralny bank
danych
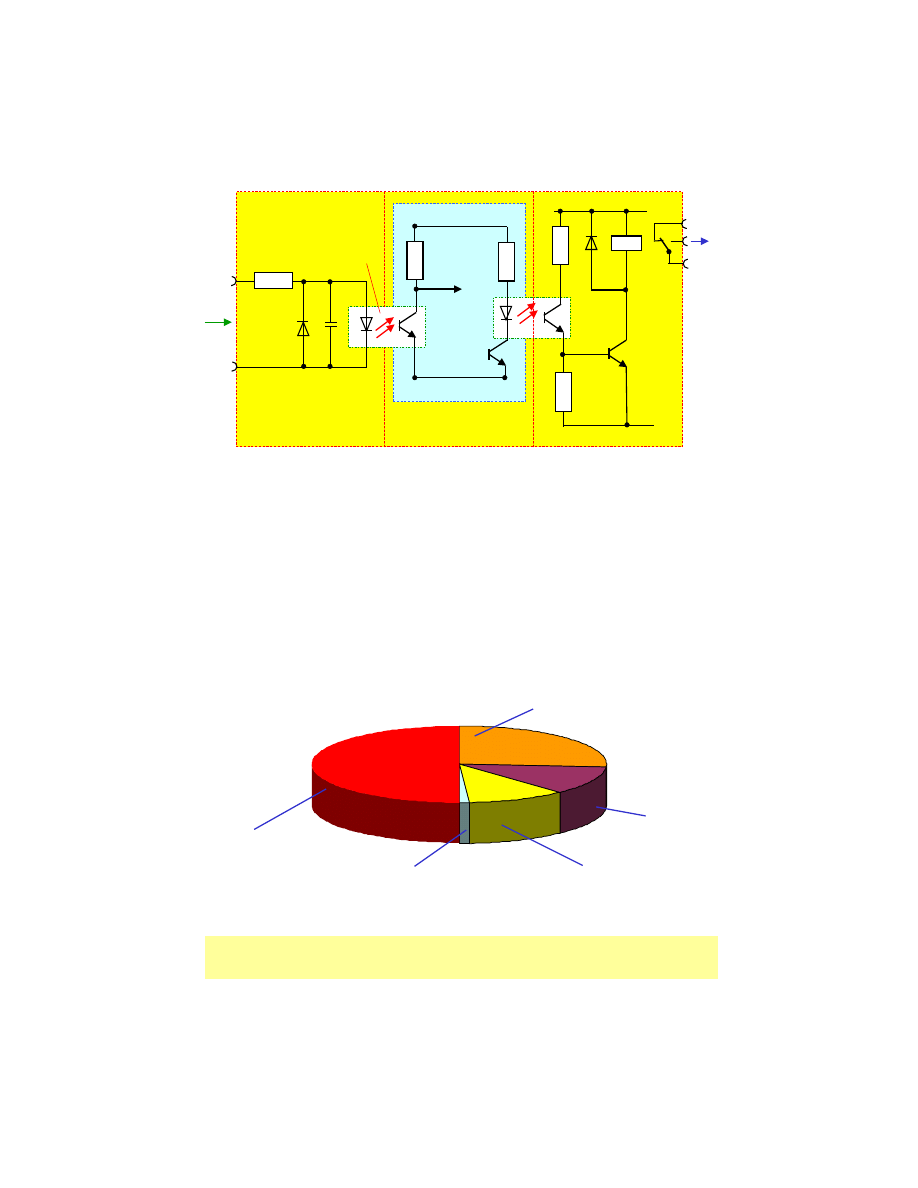
46
Separacja galwaniczna układów elektronicznych
sterownika PLC za pomoc optoizolatorów
Wej cie
Elektronika PLC
Optoizolator
24V
Wyj cie
+24V
PLC
PLC
+5V
Przyczyny wypadków przy pracy na maszynach
50% - zachowanie ludzi
26% - przyczyny techniczne
12% - przyczyny
psychologiczne
11% - przyczyny organizacyjne
1% - stanowisko pracy
Połowa wszystkich miertelnych wypadków przy pracy wynika
Połowa wszystkich miertelnych wypadków przy pracy wynika
z zachowania si obsługi (operatora)!
z zachowania si obsługi (operatora)!
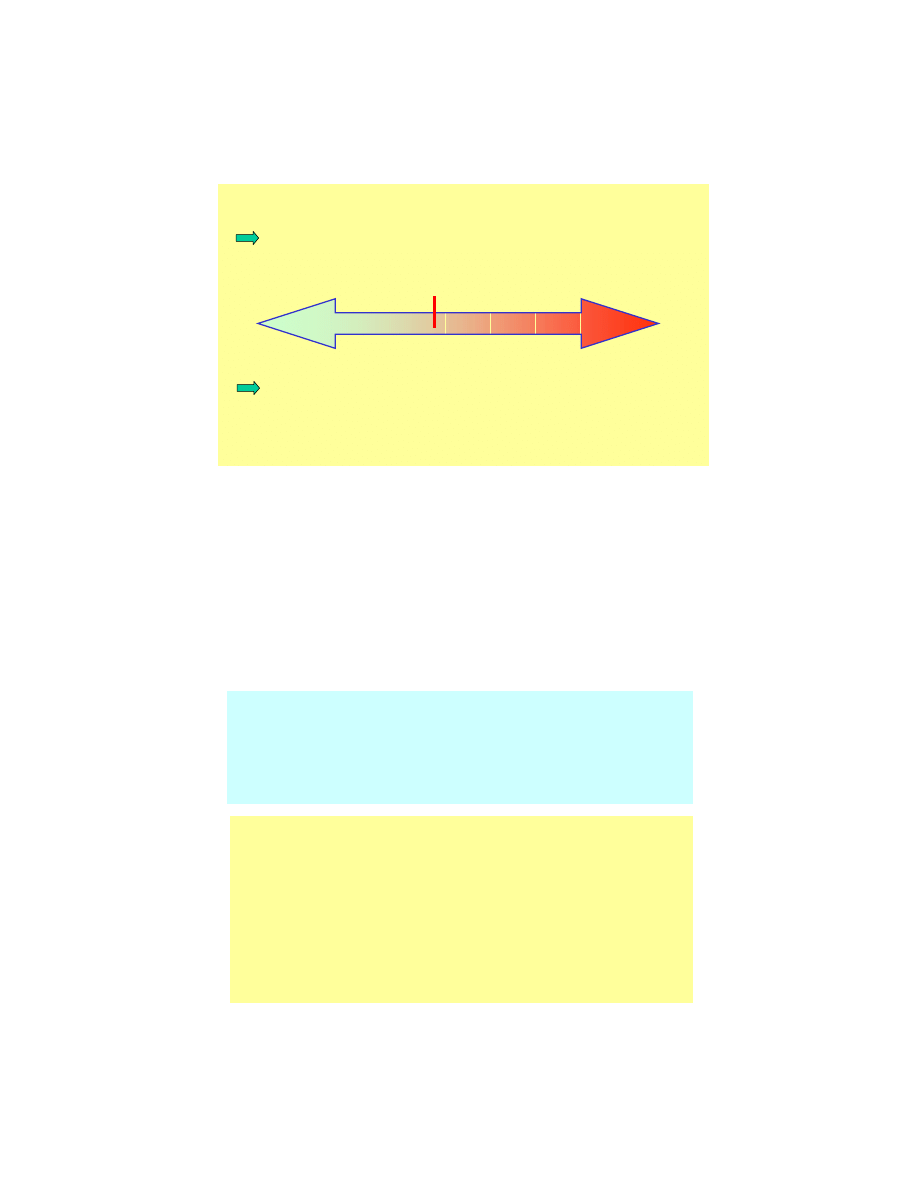
47
• bezpiecze stwo oznacza odpowiedni stopie ryzyka,
• wg normy „...
Stan, w którym ryzyko nie jest wi ksze ni ryzyko graniczne“.
Absolutne bezpiecze stwo w technice nie jest mo liwe do uzyskani
Absolutne bezpiecze stwo w technice nie jest mo liwe do uzyskani
a!
a!
Bezpieczny układ sterowania musi by wykonany w taki sposób, eby
bł dy elementów składowych tego układu i inne mo liwe działania nie powodowały
niebezpiecznych (gro nych) stanów maszyny/ instalacji.
Przykłady:
Przykłady: prasy, schody ruchome, windy, pojazdy szynowe, instalacje chemiczne,
elektrownie lub samoloty.
Ryzyko
Ryzyko graniczne
Ryzyko graniczne
małe
du e
Bezpiecze stwo
Bezpiecze stwo
Zagro enie
Zagro enie
Bezpiecze stwo - ryzyko
Aspekty bezpiecze stwa
Sterownik PLC, podobnie jak i pozostałe składniki wyposa enia
elektrycznego maszyny lub instalacji, musi spełnia okre lone
wymagania bezpiecze stwa, tzn. przy wyst pieniu bł dów nie mog
by poszkodowani ludzie.
Sposoby spełnienia tych wymaga s zawarte m.in. w odpowiednich
normach.
Zagadnienia zwi zane z bezpiecze stwem dotycz m.in.:
Zagadnienia zwi zane z bezpiecze stwem dotycz m.in.:
• urz dze wył czania awaryjnego,
• zabezpiecze przed niepo danym ponownym zał czeniem,
• zabezpiecze przed przebiciem na mas ,
• zabezpiecze przed przerwaniem przewodów,
• granicznych urz dze bezpiecze stwa,
• programowych aspektów bezpiecze stwa (obsługa alarmów, przebiegi
uruchamiania, ...).
48
Zabezpieczenie przed przerwaniem przewodu
Wymagania:
Wymagania:
• przerwanie przewodu nie mo e prowadzi do
niezamierzonego wł czenia elementu wykonawczego,
• je eli przerwanie przewodu prowadziłoby do tego, e
równocze nie byłyby wprowadzane rozkazy
Start
Start
i
Stop
Stop
, to rozkaz
Stop
Stop
’u powinien mie pierwsze stwo.
Realizacja:
Realizacja:
• zał czenie elementu wykonawczego odbywa si za
pomoc styków
zwiernych
(przy potwierdzeniu do
sterownika dostarczany jest sygnał „
1
”: „
zasada
zasada
pr dowa
pr dowa”),
• wył czanie elementu wykonawczego odbywa si
przez styki
rozwierne
(przy potwierdzeniu do
sterownika dostarczany jest sygnał „
0
”: „
zasada
zasada
bezpr dowa
bezpr dowa”),
• odpowiedni dobór kolejno ci instrukcji w programie.
I1
I3 I4 I5 I6 I7
I2
Q1
Q3 Q4 Q5 Q6
Q2
PLC
I
I2
S
Q5
IN
I7
R
Q5
Aspekty bezpiecze stwa dla urz dze wył czania
awaryjnego
Wymagania:
Wymagania:
Realizacja:
Realizacja:
• wyst pienie niebezpiecznego stanu powoduje wył czenie
elementów wykonawczych i nap dów, przez które powstaj
ewentualne niebezpieczne stany (np. nap d wrzeciona) i
ustawienie trybu awaryjnego dla tych zespołów, których
wył czenie spowodowałoby ewentualne stany niebezpieczne
(np. urz dzenia mocuj ce),
• zabezpieczenie przed samoczynnym ponownym zał czeniem,
• potwierdzenie musi by przyj te przez sterownik i ocenione
przez program PLC,
• obwód wył czenia awaryjnego musi by wykonany niezale nie
od PLC w technice bezpiecze stwa.
• unikanie programowania okablowania w PLC,
• bezpr dowe wył czanie wielopozycyjnych zaworów z blokad
w układach pneumatycznych i hydraulicznych,
• bezpr dowe zał czanie hamulców (luzowników) w silnikach
elektrycznych.
49
1. Normy grupy A (EN
1. Normy grupy A (EN
12100
12100
)
)
:
:
Przeznaczone s one do okre lenia podstawowych definicji oraz zasad konstrukcji
zwi zanych z bezpiecze stwem pojedynczych składników stosowanych we
wszystkich maszynach.
2. Normy grupy B
2. Normy grupy B
:
:
Przeznaczone s one do okre lania aspektów bezpiecze stwa lub rodzaju urz dze
zwi zanych z bezpiecze stwem dla całego szeregu maszyn, aparatów i urz dze :
a/ normy typu B1 odnosz si do specjalnych aspektów bezpiecze stwa, takich jak:
bezpieczne odst py, temperatury powierzchni, hałas,
b/ normy typu B2 odnosz si do urz dze wpływaj cych na bezpiecze stwo, takich
jak: wł czenie obur cz, blokady, oddzielaj ce elementy ochronne.
3. Normy grupy C
3. Normy grupy C
:
:
Przeznaczone s one do okre lenia szczegółowych wymaga bezpiecze stwa dla
okre lonej maszyny lub grupy maszyn.
Uwaga: Nale y pami ta o tym, e je eli maszyna jest budowana w oparciu o norm
C, to automatycznie spełniona jest dyrektywa maszynowa.
Przy braku normy C dla danej maszyny u ywane s normy A i B w celu wykazania
zgodno ci z dyrektywami wyszczególnionych, istotnych cz ci danej maszyny.
Aspekty bezpiecze stwa maszyn - normy
Hierarchia europejskiego systemu norm dla
bezpiecze stwa maszyn
Normy typu C
Normy typu C
Specyficzne cechy bezpiecze stwa dla poszczególnych rodzajów
maszyn
Normy typu B
Normy typu B
Normy typu B1
Normy typu B1
Normy typu B2
Normy typu B2
Ogólne aspekty
bezpiecze stwa
Odniesienie do
specjalnych urz dze
bezpiecze stwa
Normy typu A
Normy typu A
Zalecenia dotycz ce
projektowania, podstawowe
poj cia bezpiecze stwa
Podstawowe normy
bezpiecze stwa
Grupowe normy
bezpiecze stwa
Specjalistyczne
normy
bezpiecze stwa
50
Zasady bezpiecze stwa maszyn - zharmonizowane normy UE
Dyrektywa maszynowa
Obróbki cieplne
Guma i tworzywa
sztuczne
Obuwie
ochronne
Prasy
hydrauliczne
Prasy
mechaniczne
Pakowanie
Przemysł
skórzany
B2 Blokady
Obsługa
dwur czna
Maty i płyty
bezpiecze stwa
Ryzyko
B2
B2 Wyposa enie
elektryczne
B1 Pr dko ci
B1
Rozruch
B1
Układy sterowania
B2
Not-OFF
Normy
Dyrektywa maszynowa
Dyrektywa maszynowa
EN ISO
12100
Centra obróbkowe
EN 2417
Małe tokarki NC
EN 12415
Roboty przemysłowe
EN 775
Prasy hydrauliczne
EN 693
Prasy mechaniczne
EN 692
Maszyny do formowania przez rozdmuchiwanie
EN 422
Maszyny do odlewania pod ci nieniem
EN 201
Normy dotycz ce
bezpiecze stwa
wyrobów
Normy typu C
Bezstykowe urz dzenia bezpiecze stwa
EN 61496
Elektryczne wyposa enie maszyn
EN 60204
Urz dzenia blokuj ce w układach sterowania
EN 1088
Doprowadzanie energii / - odł czanie
EN 1037
Istotne ze wzgl du na bezpiecze stwo cz ci
układów sterowania
EN 954-1
Urz dzenia separacji ochronnej
EN 953
Układy obsługi dwur cznej
EN 574
Urz dzenia wył czania awaryjnego NOT-OUT
EN 418
Normy typu B2
Minimalne odległo ci
EN 394
Bezpieczne odst py (odległo ci)
EN 294
Grupowe normy
bezpiecze stwa
Normy typu B1
Ocena ryzyka
EN 1050
Ogólne wskazówki dotycz ce projektowania
ENISO 12100
Podstawowe normy
bezpiecze stwa
Normy typu A
Typowe przykłady
Typowe przykłady
Oznaczenie
Oznaczenie
Typ normy
Typ normy
Przykłady norm zwi zanych z bezpiecze stwem
(wykaz niepełny)
51
Analiza i o
Analiza i o
cena ryzyka wyst
cena ryzyka wyst
pienia b
pienia b
ł
ł
du w oparciu o dyrektywy i normy
du w oparciu o dyrektywy i normy
EN/ISO
EN/ISO
Dyrektywy Nowego Podej cia WE (obowi zuje od 1989 r.):
• nowa dyrektywa maszynowa nr
2006/42/WE
2006/42/WE obowi zuj ca od 29.12.2009r., która dotyczy maszyn
nowych (zast piła ona star dyrektyw maszynow nr 37/98),
• dyrektywa napi ciowa nr
73/23
73/23,
• dyrektywa kompatybilno ci elektromagnetycznej nr
89/336
89/336,
• dyrektywa oceny zgodno ci CE nr
93/465
93/465 (oznakowanie CE wynika z normy PN EN),
• dyrektywa u ytkowania maszyn podczas pracy nr
89/655
89/655 (dotyczy maszyn istniej cych - starych),
W Polsce procedura o systemie oceny zgodno ci została wprowadzona ustaw z dnia 30 sierpnia
2002 r., opublikowan w Dzienniku Ustaw Nr 166 z moc obowi zuj c od dnia 1 stycznia 2003 r.
Realizacja tej procedury odbywa si poprzez uzyskanie
deklaracji zgodno
deklaracji zgodno
ci
ci
WE
WE wystawianej przez
producenta maszyny lub uzyskanie
certyfikatu zgodno
certyfikatu zgodno
ci
ci
WE
WE wystawianego przez jednostk
certyfikuj c (notyfikowan ).
Bezpo
Bezpo
rednie dzia
rednie dzia
ł
ł
anie zmierzaj
anie zmierzaj
ce
ce
do
do
oszacowania ryzyka wynika
oszacowania ryzyka wynika
j
j
z norm:
z norm:
1) PN-EN 1050
Ocena ryzyka,
2) PN-EN 954-1
Kategorie bezpiecze stwa.
Mimo podanej procedury nale y pami ta o tym, e wprowadzonych zostało równie wiele norm
okre laj cych szczegółowo wymagania bezpiecze stwa dla poszczególnych grup maszyn i
urz dze .
Zgodno wyrobów z wymaganiami zasadniczymi
Dyrektywy nowego podej cia - oznakowanie CE
Dyrektywy nowego podej cia.
Oznakowanie CE jest zwi zane wył cznie z okre lonymi wyrobami, których projektowanie i wytwarzanie
obj te jest tzw. dyrektywami Nowego Podej cia. Obecnie tych dyrektyw jest 25 ( cisła liczba zale y od
sposobu klasyfikacji). Dyrektywy te dotycz szerokiej gamy wyrobów przemysłowych (np. wszystkich
maszyn).
Odpowiedzialno producenta.
Przełomem w Nowym Podej ciu do przepisów technicznych było nało enie odpowiedzialno ci za
ocen wyrobu na producenta. To on deklaruje ostatecznie zgodno wyrobów z przepisami i
nadaje oznakowanie CE na swoj odpowiedzialno . Nie jest przy tym istotne, czy w trakcie oceny
powinien on skorzysta z usług niezale nej jednostki oceniaj cej, tzw.
jednostki notyfikowanej
jednostki notyfikowanej.
Finalny etap oznakowania CE nale y zawsze do producenta wyrobu i aden urz d ani upowa niona
instytucja nie mog go w tym wyr cza . Zdecydowana wi kszo wyrobów nie wymaga udziału
jednostki notyfikowanej (np. w przypadku maszyn jest to ok. 95%). Zatem tym, który przyznał znak
CE, nawet marnemu produktowi, jest zawsze producent.
Bardzo wa n rol w systemie nowego bezpiecze stwa pełni normy, których stosowanie oznacza
spełnienie wymaga dyrektyw. Jednak stosowanie norm nie jest i nie powinno by obowi zkowe.
Oznacza to, e spełnienie wymaga dyrektyw mo na uzyska tak e w inny sposób, zapewniaj cy co
najmniej taki sam poziom bezpiecze stwa. Zapewnienie nale ytego bezpiecze stwa i ochrony
zdrowia wszystkich osób maj cych do czynienia z produktem jest zasadniczym celem dyrektyw
Nowego Podej cia. Jednak w niektórych przypadkach na równi z bezpiecze stwem stawiane s
zagadnienia efektywno ci energetycznej lub ochrona rodowiska. Wymagany przez dyrektywy poziom
wymaga jest wysoki i cz sto trudno jest go zapewni . Drugim głównym celem dyrektyw Nowego
Podej cia jest zapewnienie swobody wymiany wyrobów na całym rynku Wspólnoty Europejskiej
(a tak e kilku innych krajów). adne z pa stw nie mo e podwy sza wymaga stawianych wyrobom
obj tym tymi dyrektywami.
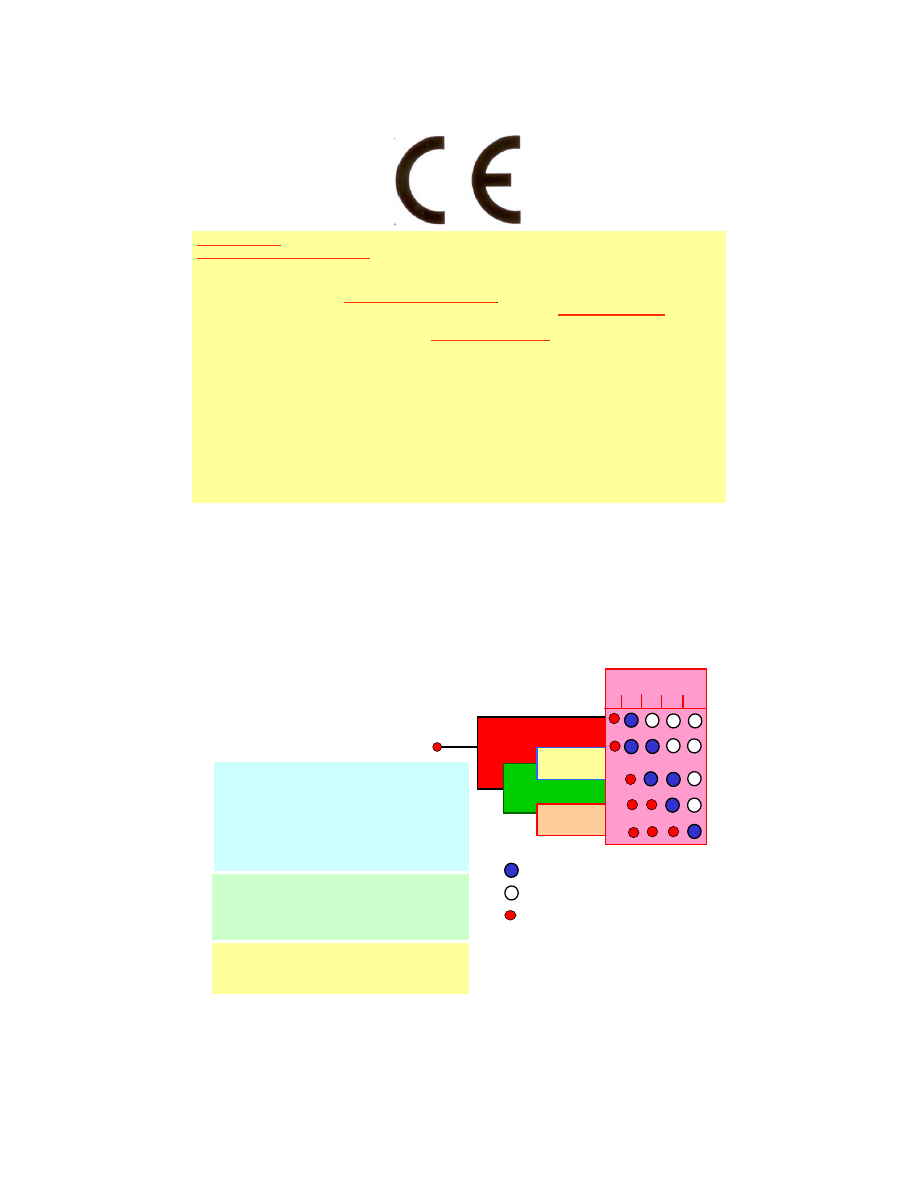
52
Oznakowanie CE wcale nie zapewnia odpowiednio wysokiej jako ci wyrobu, a wiadczy jedynie o
spełnieniu zasadniczych wymaga . Natomiast potwierdzeniem wysokiej jako ci wyrobów mo e by ich
certyfikacja przez niezale n jednostk certyfikuj c .
Oznakowanie CE umieszczone na wyrobie wiadczy o tym (przez domn
Oznakowanie CE umieszczone na wyrobie wiadczy o tym (przez domn
iemanie), e wyrób (maszyna,
iemanie), e wyrób (maszyna,
urz dzenie, materiał, rodek)
urz dzenie, materiał, rodek)
spełnia wymagania zasadnicze
spełnia wymagania zasadnicze
okre lone w dyrektywach Nowego
okre lone w dyrektywach Nowego
Podej cia. Dokumentem potwierdzaj cym spełnienie tych wymaga je
Podej cia. Dokumentem potwierdzaj cym spełnienie tych wymaga je
st
st
Deklaracja zgodno ci
Deklaracja zgodno ci
wystawiana przez producenta lub upowa nionego przedstawiciela. W
wystawiana przez producenta lub upowa nionego przedstawiciela. W
przypadku niektórych wyrobów
przypadku niektórych wyrobów
wymagane jest potwierdzenie zgodno ci przez
wymagane jest potwierdzenie zgodno ci przez
jednostk notyfikowan
jednostk notyfikowan
.
.
Znak CE stanowi deklaracj producenta, e wyrób wprowadzony do o
Znak CE stanowi deklaracj producenta, e wyrób wprowadzony do o
brotu spełnia zasadnicze
brotu spełnia zasadnicze
wymagania
wymagania okre lone najcz ciej w rozporz dzeniach wydawanych na
podstawie ustawy z dnia
podstawie ustawy z dnia
30.08.2002r. o systemie zgodno ci
30.08.2002r. o systemie zgodno ci (Dz.U. z 2004r. Nr 204 poz. 2087 oraz z 2005r. Nr 64 poz. 565) –
wprowadzaj cych do polskiego prawa tzw. dyrektywy Nowego Podej cia. Dyrektywy te dotycz ponad
dwudziestu grup produktów – m.in. urz dze elektrycznych (w tym sprz tu elektronicznego i AGD),
zabawek, rodków ochrony indywidualnej, materiałów budowlanych, maszyn i wind.
Tylko te wyroby, dla których istniej zasadnicze wymagania okre
Tylko te wyroby, dla których istniej zasadnicze wymagania okre
lone w przepisach, powinny mie znak
lone w przepisach, powinny mie znak
CE.
CE.
Znak ten oznacza zgodno wyrobu z zasadniczymi wymaganiami, któ
Znak ten oznacza zgodno wyrobu z zasadniczymi wymaganiami, któ
re oprócz bezpiecze stwa
re oprócz bezpiecze stwa
dotycz tak e emisji i odporno ci na zakłócenia elektromagnetycz
dotycz tak e emisji i odporno ci na zakłócenia elektromagnetycz
ne, hałasu, czy te zu ycia energii.
ne, hałasu, czy te zu ycia energii.
Dlatego te u ytkownik wyrobu z oznaczeniem CE ma pewno , e mo e go bezpiecznie u ywa (tzw.
domniemanie zgodno ci z zasadniczymi wymaganiami).
Dyrektywy nowego podej cia - oznakowanie CE cd.
Punkt wyj cia oceny ryzyka
Punkt wyj cia oceny ryzyka
S
S
–
–
stopie gro by uszkodzenia ciała:
stopie gro by uszkodzenia ciała:
S1
S1 – uszkodzenie ciała z mo liwo ci
leczenia,
S2
S2 – uszkodzenie ciała bez mo liwo ci
leczenia (dla jednej lub wielu osób) lub
mierci.
Kategoria zalecana
Kategoria wy sza od zalecanej
Kategoria mo liwa
F
F
–
–
cz stotliwo i stopie ekspozycji
cz stotliwo i stopie ekspozycji
ryzyka:
ryzyka:
F1
F1 – rzadko do cz sto,
F2
F2 – cz sto do stale.
Kategoria
Kategoria
B 1 2 3 4
B 1 2 3 4
S1
S2
F1
F2
P1
P2
P1
P2
P
P
–
–
mo liwo unikni cia ryzyka:
mo liwo unikni cia ryzyka:
P1
P1 – mo liwe w specjalnych warunkach,
P2
P2 – raczej niemo liwe.
Ocena ryzyka wyst pienia bł du – wybór kategorii
bezpiecze stwa (wg EN 954-1)
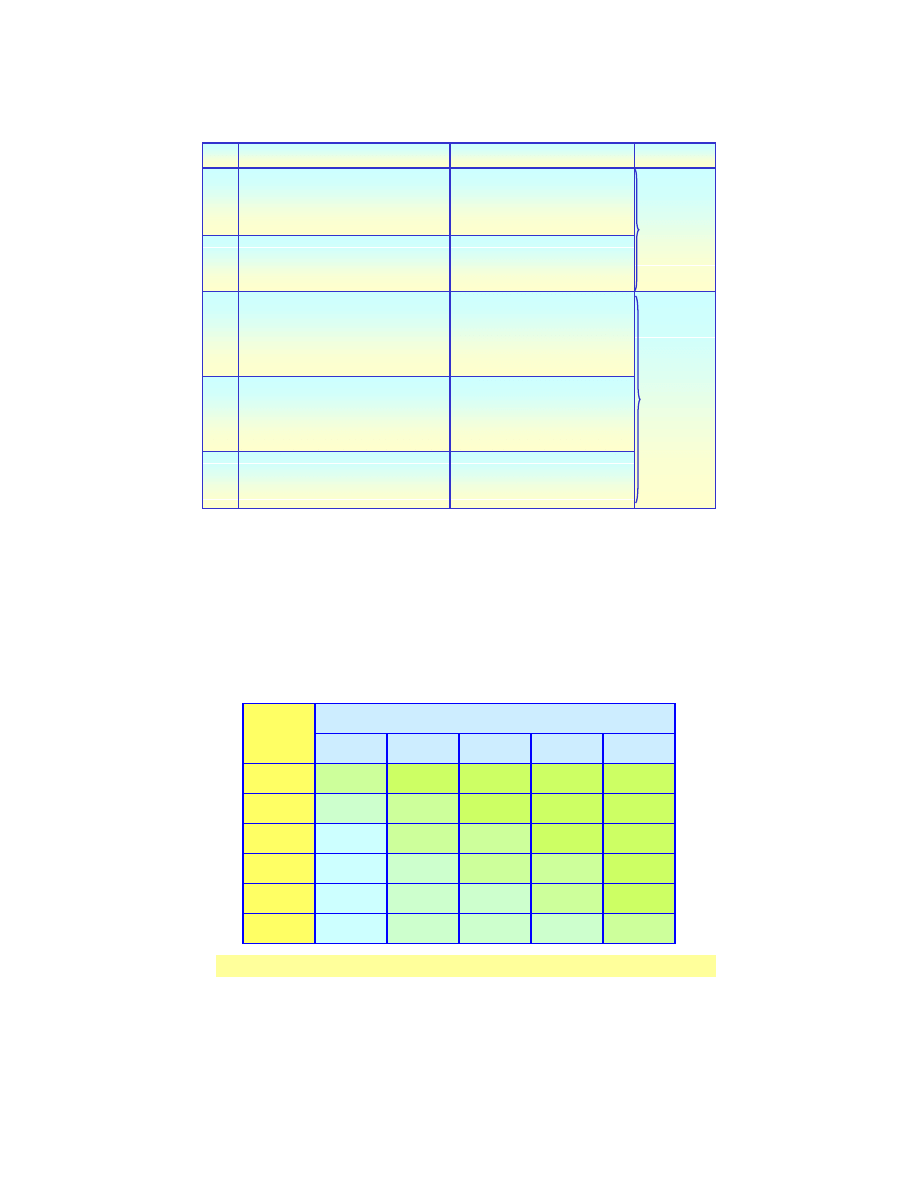
53
Jakikolwiek bł d (uszkodzenie) jest zawsze
wykryty w czasie umo liwiaj cym
przeciwdziałanie skutkom utraty funkcji
bezpiecze stwa.
Spełnione wymagania kategorii 3 oraz:
system bezpiecze stwa musi by tak
skonstruowany, aby akumulacja bł dów w
jakimkolwiek przypadku nie powodowała utraty
funkcji bezpiecze stwa.
4
Bezpiecze stwo
systemów
Pojawienie si pojedynczego bł du
(uszkodzenia) jest natychmiast wykrywane
przez system kontroli. Nie wszystkie bł dy
zostan jednak wykryte. Akumulacja bł dów
(uszkodze ) mo e doprowadzi w pewnych
warunkach do utraty funkcji
bezpiecze stwa.
Spełnione wymagania kategorii 2 oraz:
system bezpiecze stwa musi by tak
skonstruowany aby jakikolwiek pojedynczy bł d
(uszkodzenie) układu nie mogło spowodowa
utraty funkcji bezpiecze stwa.
3
Utrata funkcji bezpiecze stwa jest
wykrywana w trakcie kontroli. Pojawienie
si pojedynczego bł du (uszkodzenia) jest
natychmiast wykrywane przez system
kontroli. Nie wszystkie bł dy zostan jednak
wykryte. Akumulacja bł dów (uszkodze )
mo e doprowadzi w pewnych warunkach
do utraty funkcji bezpiecze stwa.
Spełnione wymagania kategorii 1 oraz:
wymagane jest wprowadzenie kontroli systemu
bezpiecze stwa w odpowiednich przedziałach
czasowych zwi zanych z funkcjonowaniem
maszyny (co najmniej przy ka dorazowym
uruchomieniu maszyny oraz w odpowiednich
przedziałach czasowych je eli jest to konieczne).
2
Pojawienie si bł du (uszkodzenia) mo e
spowodowa utrat funkcji bezpiecze stwa
aczkolwiek prawdopodobie stwo
zaistnienia takiej sytuacji jest mniejsze ni
w przypadku kategorii B.
Spełnione wymagania kategorii B oraz:
wymagane jest u ycie sprawdzonych i
przetestowanych komponentów oraz funkcji
bezpiecze stwa.
1
Bezpiecze stwo
komponentów
Pojawienie si bł du (uszkodzenia) mo e
spowodowa utrat funkcji bezpiecze stwa.
Elementy systemu steruj cego odpowiedzialne za
funkcje bezpiecze stwa wraz z ich osłonami jak
równie komponenty z których zostały wykonane
musz by zaprojektowane, dobrane, wykonane
oraz poł czone zgodnie z wła ciwymi standardami
tak aby mogły powstrzyma zagro enie.
B
Wybór
bezpiecze stwa
Zachowanie si systemu
Zbiór wymaga
Kate-
goria
Wymagania dotycz ce kategorii bezpiecze stwa
(PN/EN 954-1)
-
o
o
+
+
+
3
3
o
-
-
5
5
+
-
-
4
4
+
o
-
3
3
+
o
o
2
2
+
+
o
-
1
1
+
+
+
o
-
4
4
2
2
1
1
B
B
Kategoria sterowania
Kategoria sterowania
Klasy
Klasy
ryzyka
ryzyka
o kategoria zalecana, - kategoria dopuszczalna, + przesadne rodki bezpiecze stwa
Dobór kategorii urz dze ochronnych
w zale no ci od klasy ryzyka
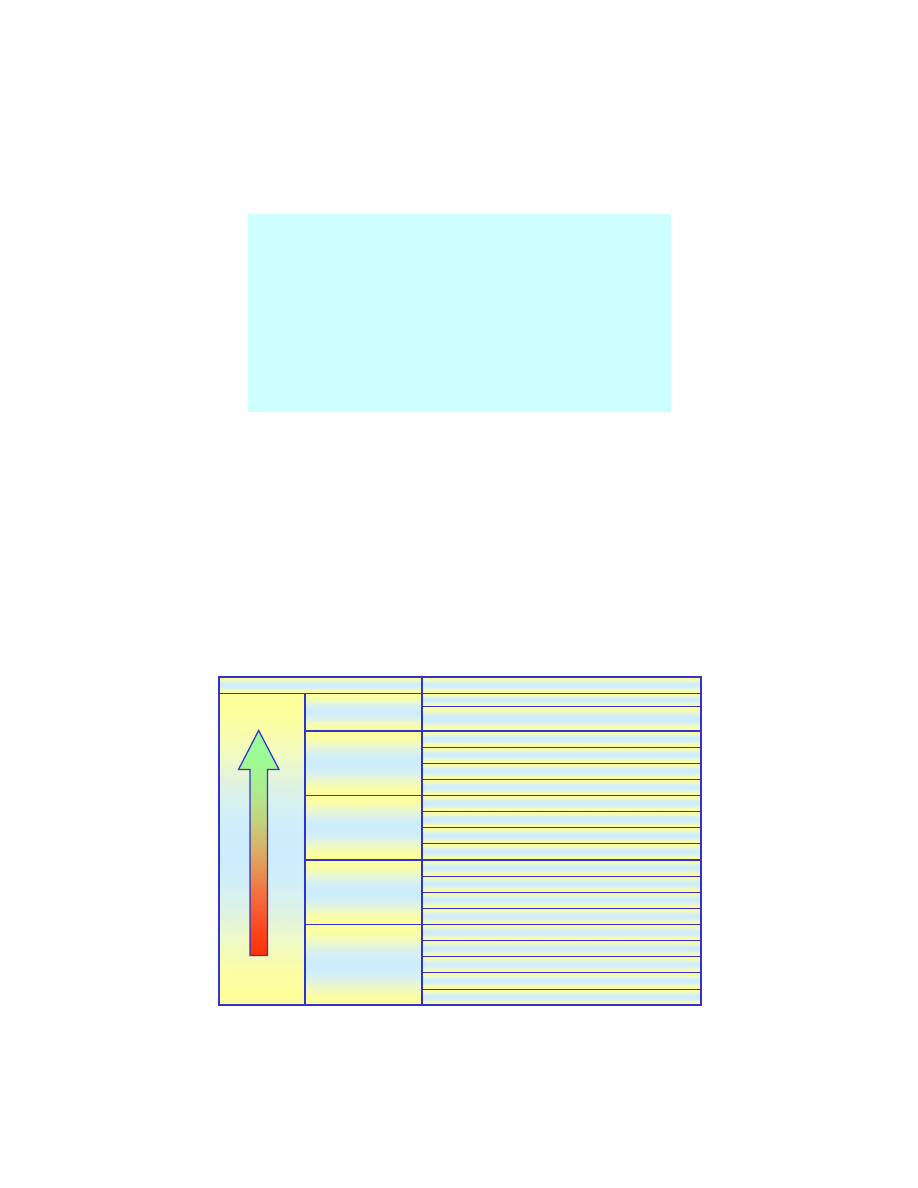
54
B
B
udow
udow
a
a
uk
uk
ł
ł
ad
ad
ó
ó
w zapewniaj
w zapewniaj
cych okre
cych okre
lone kategorie
lone kategorie
bezpiecze
bezpiecze
stwa w maszynach jest oparta
stwa w maszynach jest oparta
na
na
nast
nast
puj
puj
c
c
ych
ych
zasad
zasad
ach
ach
:
:
1. Stosowanie urz dze z certyfikatem bezpiecze stwa.
2. Redundancje poł cze układu.
3. Ró norodno
poł cze układu (np. poł czenie
symetryczne lub asymetryczne elementów).
4. Monitorowanie stanu poł cze układu.
Rozwi zania stosowane w budowie układów
bezpiecze stwa
Skuteczno ró nych rodków bezpiecze stwa
• r kawice
• respiratory
• buty ochronne
• wkładki do uszu
• okulary, maski ochronne na twarz
Osobiste wyposa enie
ochronne
• testy wył czania/ uruchamiania
• szkolenia
• kontrola zabezpiecze
• procedury bezpiecznej pracy
Szkolenia i procedury
(działania
administracyjne)
• brz czyki i syreny
• oznaczenia i etykiety
• ostrze enia komputerowe
• wiatła ostrzegawcze
rodki sygnalizacyjne
• obur czne uruchamianie maszyn (urz dze )
• czujniki bezpiecze stwa
• blokady bezpiecze stwa
• bariery bezpiecze stwa
rodki in ynieryjne
(technologia
zabezpiecze i
urz dzenia ochronne)
• zautomatyzowane przenoszenie obiektów (roboty,
ta moci gi itp.)
• minimalizacja obecno ci operatora w rejonie zagro enia
Eliminacja lub zamiana
zagro enia
Przykłady
rodki bezpiecze stwa
Najbardziej
Najbardziej
skuteczne
skuteczne
Najmniej
Najmniej
skuteczne
skuteczne
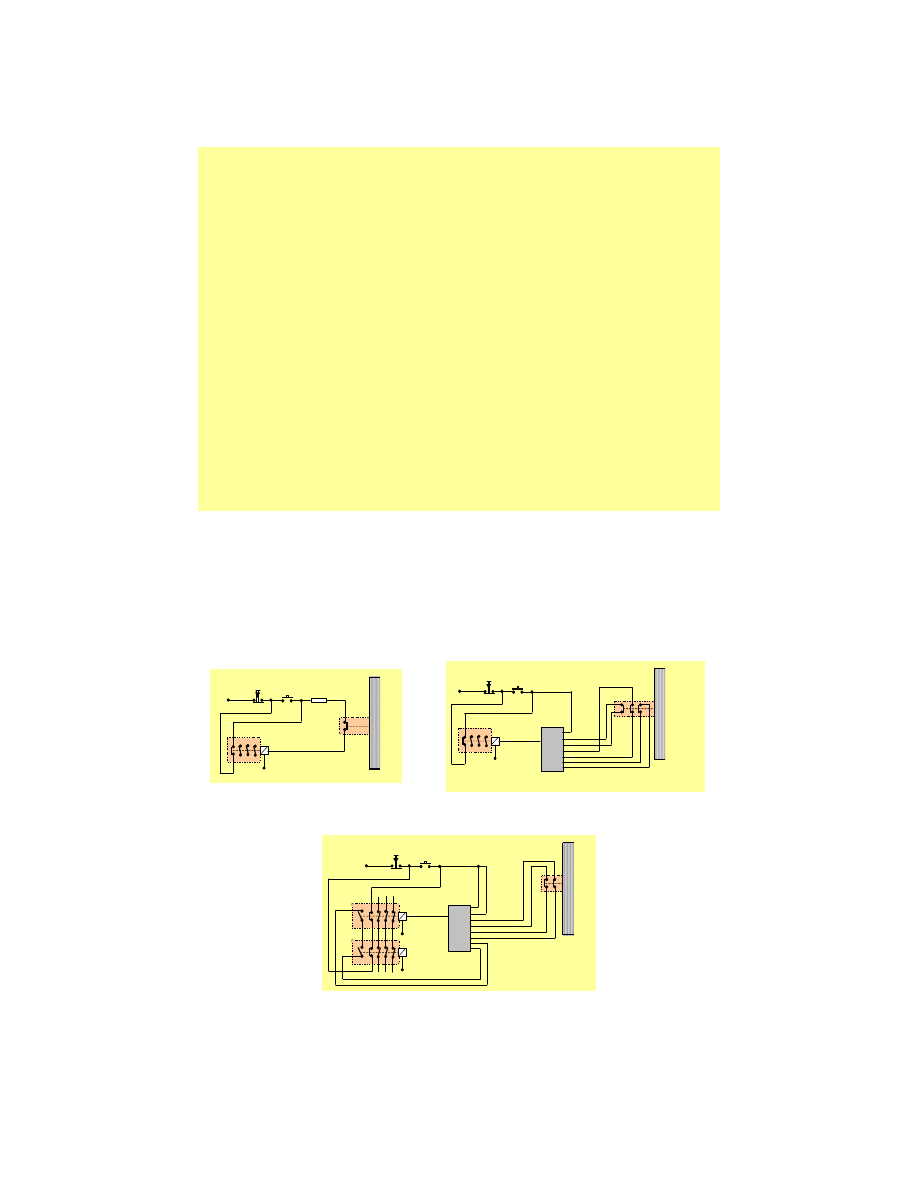
55
Termin
„maszyna”
Wg Dyrektywy maszynowej UE „... maszyna jest zestawem poł czonych ze sob cz ci (zespołów) lub urz dze , z
których przynajmniej jedno jest ruchome, ...“. Nast pnie dla wyposa enia elektrycznego wa na jest norma PN-EN 60204-1,
która w dodatku A zawiera wykaz maszyn, dla których ta norma obowi zuje. Je eli wyst puje w tpliwo , czy chodzi o maszyn
czy te instalacj , to dla wyja nienia mo na si posłu y t norm . Szczególn uwag nale y zwróci na:
wył cznik główny,
transformatory steruj ce,
ocen ryzyka,
zdefiniowanie kolorów przewodów,
zabezpieczenie przed samoczynnym zał czeniem,
specyficzne wymagania dotycz ce „zachowania w przypadku wyst pienia zagro enia“.
Bezpiecze stwo maszyny uzyskuje si z cało ci wszystkich rodków znajduj cych si zarówno w maszynie jak i poza ni .
Ka da maszyna jest zatem rozpatrywana jako jednostka funkcyjna.
„Bezpiecze stwo”.
Poj cie „Bezpiecze stwo układu sterowania“ odnosi si do skutków dla ludzi i rzeczy w przypadku wyst pienia bł du. Nale y
zaznaczy , e je eli bada si „Dyspozycyjno systemu technicznego“, to skutki awarii nie s wówczas rozpatrywane.
W dyrektywie maszynowej i zwi zanych z ni normach EN ISO 121000 i PN-EN 1050 zostały opisane ró norodne rodzaje
zagro e . Producenci maszyn musz tym zagro eniom przeciwdziała za pomoc odpowiednich rodków zaradczych. I tak np.
w normie PN-EN 954-1 rozpatrzono bł dne działania układów sterowania. Stanowi ona tak e powi zanie pomi dzy elementami
składowymi i ich wzajemnym oddziaływaniem, a realizowan przez nie funkcj .
Nast pnie rozró nia si „bezpiecze stwo elektryczne“ (ochrona przed pr dem elektrycznym) i „bezpiecze stwo
funkcjonalne“ (ochrona przed niewła ciw funkcj w maszynie). W obszarze bezpiecze stwa maszyn norma PN-EN 954-1
obejmuje szczególnie istotne ze wzgl dów bezpiecze stwa elementy układów sterowania i koncentruje si na zwi zanym z nimi
bezpiecze stwie funkcjonalnym. Aby je uzyska , to istotne dla bezpiecze stwa elementy ochronne i sterownicze powinny
poprawnie działa i w przypadku wyst pienia bł du pozostawi maszyn w bezpiecznym stanie lub j do niego sprowadzi .
Norma ta jest ostatnio krytykowana za deterministyczne podej cie do bezpiecze stwa maszyn (nie uwzgl dniono w niej
aspektów probabilistycznych, takich jak niezawodno i prawdopodobie stwo awarii składników).
Maszyny - bezpiecze stwo
Wył cznik
bezpiecze stwa
START
STOP
K1
Drzwi (osłona przesuwna)
Moduł bezpiecze stwa
z funkcj testowania
START
STOP
K1
Drzwi (osłona
przesuwna)
Wył cznik
bezpiecze stwa
Moduł bezpiecze stwa
z funkcj testowania
START
STOP
Drzwi (osłona
przesuwna)
Wył cznik
bezpiecze stwa
K1
K2
Przykłady rozwi za systemów bezpiecze stwa
Kategorii 1
Kategorii 2
Kategorii 3
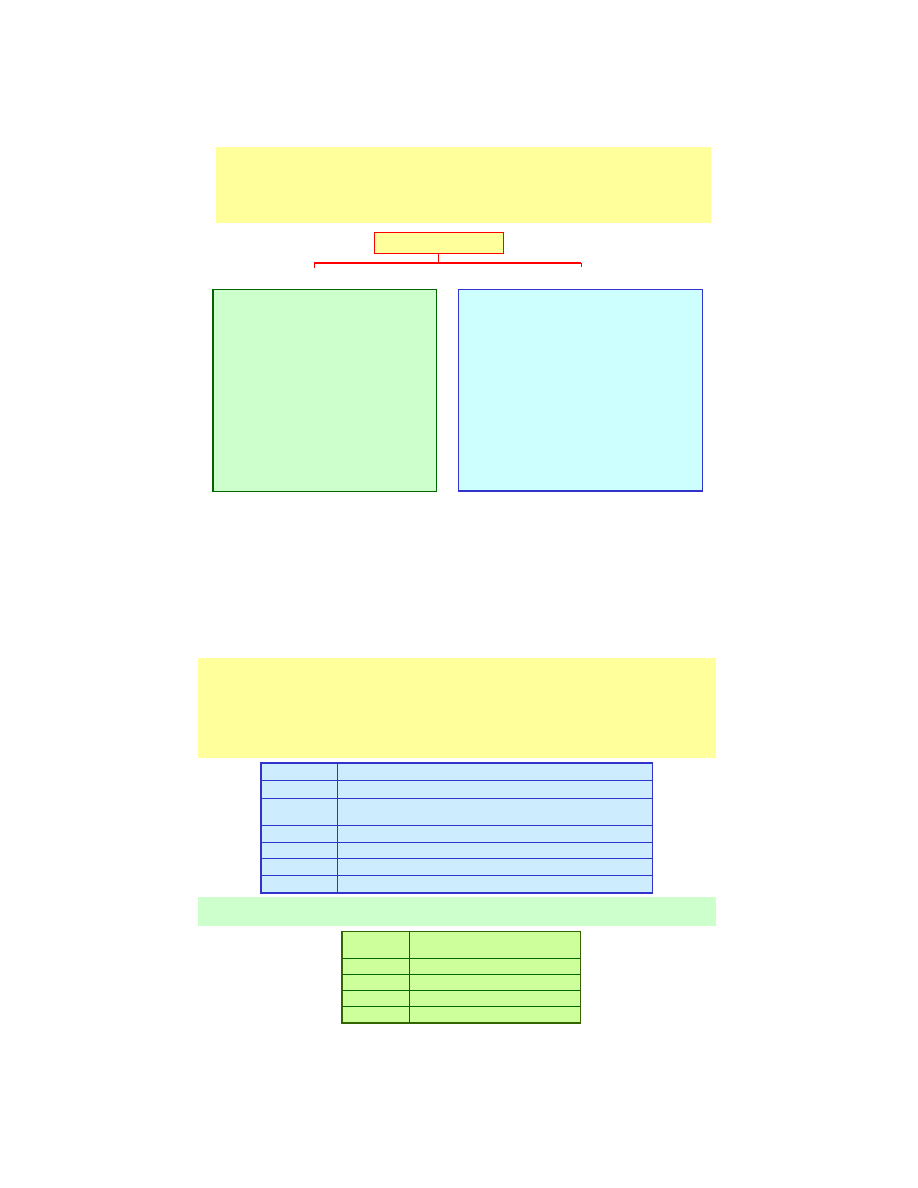
56
Uzyskiwane bezpiecze stwo funkcjonalnego jest okre lone w normach w nast puj cy sposób:
Safety Integrity Level wg PN-EN 61508,
kategorie bezpiecze stwa wg PN-EN 954-1,
klasy wymaga (np. wg DIN V 19250 i DIN V VDE 0801).
Istnieje norma specjalistyczna
Brak specjalistycznej normy
Dla odpowiedniego rodzaju maszyny
nale y zastosowa norm typu C.
Za pomoc tej wystarczaj co konkretnie
uj tej normy mo na sprawdzi , czy jest
osi gany okre lony poziom
bezpiecze stwa.
Zamieszczon w Dodatku 1 Dyrektywy
Maszynowej analiz zagro e
przeprowadza si równie przy
zastosowaniu norm C, przy czym
wówczas upraszcza si jedynie szukanie
rodków ochrony.
Nale y przeprowadzi analiz zagro e dla
maszyny, aby dla istotnych ze wzgl dów
bezpiecze stwa cz ci maszyny okre li
kategori w zale no ci od technologii.
Pomoc w tym działaniu mo e by norma
typu B wg PN-EN 954-1.
Nale y uwzgl dni dalsze normy typu B, np.:
PN-EN 418 (urz dzenia
NOT-OFF),
PN-EN 574 (obsługa dwur czna),
PN-EN 1037 (unikanie nieoczekiwanego
zał czenia),
PN-EN 60204-1 (wyposa enie elektryczne
maszyn).
Nowa konstrukcja
Nowa konstrukcja
Drogi do osi gni cia bezpiecznego sterowania
Coraz wi kszy udział w budowie układów sterowania ma oprogramowanie. W normie
PN
PN
-
-
EN
EN
61508
61508 okre lono
„funkcjonalne bezpiecze stwo elektrycznych/ elektronicznych / elektronicznych programowalnych systemów
zabezpiecze ” oraz probabilistyczne podej cie do okre lania tzw. poziomów nienaruszalno ci bezpiecze stwa SIL
(ang.
Safety Integrity Level). Podej cie to w istotny sposób ró ni si od zastosowanego w normie PN-EN 954-1, które
jest deterministyczne. Norma PN-EN 61508 nie jest jednak standardem zharmonizowanym z Dyrektyw maszynow .
Jednak wykorzystanie tej normy pozwala na osi gni cie odpowiedniego bezpiecze stwa du ych i kompleksowych
instalacji przemysłowych, takich jak np. w zakładach chemicznych i elektrowniach.
Norma
PN
PN
-
-
EN
EN
61508
61508, dotycz ca bezpiecznego sterowania, składa si z nast puj cych sze ciu cz ci:
Specyfikacje dla aplikacji cz ci 2 i 3
PN-EN 61508-6
Przykłady i metody do okre lenia SIL
PN-EN 61508-5
Definicje i skróty
PN-EN 61508-4
Wymagania dotycz ce oprogramowania
PN-EN 61508-3
Wymagania dotycz ce programowalnych, elektronicznych układów
sterowania
PN-EN 61508-2
Wymagania ogólne
PN-EN 61508-1
Opis
Opis
Cz
normy
Cz
normy
Poziom nienaruszalno ci bezpiecze stwa SIL (ang.
Safety Integrity Level) okre la prawdopodobie stwo wyst pienia
bł du powoduj cego zagro enie w ci gu roku eksploatacji obiektu, przy zało eniu cz stej lub ci głej jego pracy.
10
-4
do 10
-5
SIL 4
10
-3
do 10
-4
SIL 3
10
-2
do 10
-3
SIL 2
10
-1
do 10
-2
SIL 1
Prawdopodobie stwo wyst pienia
Prawdopodobie stwo wyst pienia
bł du (w ci gu roku)
bł du (w ci gu roku)
Poziom
Poziom
Zintegrowany poziom bezpiecze stwa SIL
57
Ocena ryzyka.
Ocena ryzyka. Dyrektywa Maszynowa wymaga przeprowadzenia dla ka dej maszyny oceny ryzyka. W zale no ci od
wyst puj cej sytuacji musi by przeprowadzona minimalizacja ryzyka. Do oceny ryzyka i doboru odpowiednich rodków
ochrony stosuje si nast puj ce normy europejskie (mi dzynarodowe):
EN ISO 12100:
EN ISO 12100: bezpiecze stwo maszyn, poj cia podstawowe, zasady ogólne,
PN
PN
-
-
EN 1050:
EN 1050: przewodnik do oceny ryzyka,
PN
PN
-
-
EN 1088:
EN 1088: urz dzenia blokuj ce w powi zaniu z separuj cymi urz dzeniami ochronnymi,
PN
PN
-
-
EN 954
EN 954
-
-
1:
1: cz ci układów sterowania zwi zane z bezpiecze stwem,
PN
PN
-
-
EN 1037:
EN 1037: unikanie nieoczekiwanego uruchomienia,
PN
PN
-
-
EN 547:
EN 547: zał czanie dwur czne,
ISO 13850/ PN
ISO 13850/ PN
-
-
EN 418:
EN 418: urz dzenia do awaryjnego wył czania (
NOT-OFF), aspekty funkcjonalne.
Najwa niejsze zagadnienia zawarte w normie
EN ISO 12100
EN ISO 12100 (
bezpiecze stwo maszyn, poj cia podstawowe, zasady
ogólne):
1. Unikanie ryzyka przez odpowiedni konstrukcj , np.:
a. techniki samoczynnie zapewniaj ce bezpiecze stwo rodków produkcji,
b. rozpoznawanie bł dów przez automatyczne nadzorowanie (testowanie),
c. wykluczanie niebezpiecznych przebiegów maszyny, takich jak np. nieoczekiwane uruchomienie lub niekontrolowana
zmiana pr dko ci przez odpowiedni , bezpieczn budow układu sterowania,
2. Unikanie ryzyka przez techniczne urz dzenia ochronne wtedy, gdy rozwi zania konstrukcyjne w maszynie nie s
wystarczaj ce, np.:
a. umieszczanie separuj cych urz dze (drzwi) ochronnych,
b. przewidywanie obsługi dwur cznej.
3. Ostrzeganie przed pozostałymi zagro eniami: tablice z instrukcjami, wyra ne wskazówki w instrukcjach obsługi,
4. Przewidywanie dodatkowych rodków, np.:
a. umieszczenie wielu urz dze do wył czania awaryjnego (
NOT-OFF),
b. stosowanie rozwi za dla uwalniania ludzi od podejmowania niebezpiecznych działa .
Bezpiecze stwo maszyn – ocena ryzyka, normy
Norma
PN
PN
-
-
EN 1050
EN 1050:
Przewodnik do oceny ryzyka:
Krok 1
Krok 1. Analiza zagro e , np. z listy kontrolnej (ang.
Checkliste).
Krok 2
Krok 2. Oszacowanie ryzyka, jak np. ryzyko utraty
wiadomo ci, stopie wykształcenia i presja czasowa
na pracowników.
Krok 3
Krok 3. Minimalizacja ryzyka, jak np. zastosowanie
urz dze ochronnych, uniemo liwienie dost pu
osobom niepowołanym itp.
Krok 4
Krok 4. Ocena ryzyka, np. „Czy została wybrana
wła ciwa kategoria bezpiecze stwa wg PN-EN 954-1
dla poł cze w układzie sterowania?“
Ocena ryzyka zagro e
58
Krok 1:
Krok 1: Analiza zagro e wg przykładowej listy kontrolnej
Immisja
Awaria modułu (awaria
sterowania)
Awaria zasilania w energi
elektryczn
Awaria/ bł dne
Awaria/ bł dne
działanie
działanie
Bł dne post powanie (np.
omijanie zabezpiecze )
Mentalne przeci enie
Psychologiczne przeci enie
Nie zachowanie
Nie zachowanie
ergonomii
ergonomii
Biologiczne/ mikrobiologiczne
Eksplozja/ płomie
Przez kontakt lub oddychanie
Materiały
Materiały
Promieniowanie jonizuj ce
Pola magnetyczne o wysokiej
cz stotliwo ci (mikrofale)
Promieniowanie
elektromagnetyczne
Laser
Promieniowanie podczerwone/
ultrafioletowe
Łuk elektryczny
Promieniowanie
Promieniowanie
Nie
Nie
Tak
Tak
Zjawisko
Zjawisko
Zagro enie
Zagro enie
Uszkodzenia stawów
Zakłócenia w przepływie krwi
Uszkodzenia nerwów i naczy
Drgania
Drgania
Utrudnienie komunikacji
(sygnały ostrzegawcze)
Stres/ zm czenie
Uszkodzenie słuchu
Hałas
Hałas
Zimno/gor co w otoczeniu
Spalanie/poparzenie
Termiczne
Termiczne
Przy zwarciu/przeci eniu
Procesy cieplne/ chemiczne
Elektrostatyczno
Po rednie dotkni cie
Bezpo rednie dotkni cie
Elektryczne
Elektryczne
Po li ni cie/potkni cie/upadek
Wyrzucenie cz ci
Wysokoci nieniowa struga
Otarcie
Uderzenie/ ukłucie
Potr cenie/ wci gni cie
Ci cie
Zgniecenie/ przygniecenie
Mechaniczne
Mechaniczne
Nie
Nie
Tak
Tak
Zjawisko
Zjawisko
Zagro enie
Zagro enie
Norma
PN
PN
-
-
EN 1088
EN 1088
:
Urz dzenia do blokowania w
Urz dzenia do blokowania w
poł czeniu z separuj cymi urz dzeniami ochronnymi
poł czeniu z separuj cymi urz dzeniami ochronnymi:
1. Norma ta opisuje zasady wyboru i ukształtowania urz dze
blokuj cych oraz ich wł czanie do drzwi ochronnych wzgl.
obwodów sterowania.
2. Rozró nia si rozwi zania
z
z i
bez
bez zamkni cia osłon (drzwi).
3. Zamkni cie drzwi ochronnych jest konieczne, je eli czas
zatrzymania maszyny jest dłu szy ni czas dost pu.
Sposób działania:
rozkaz stopu
rozkaz stopu
→
→
→
→
→
→
→
→
czas oczekiwania
czas oczekiwania
→
→
→
→
→
→
→
→
maszyna stoi
maszyna stoi
→
→
→
→
→
→
→
→
otwarcie drzwi ochronnych
otwarcie drzwi ochronnych.
4. Bez zamkni cia drzwi ochronnych, je eli czas zatrzymania jest
krótszy od czasu dost pu.
Sposób działania:
otwarcie drzwi
otwarcie drzwi
→
→
→
→
→
→
→
→
wył czenie pr du.
wył czenie pr du.
Ochronne urz dzenia bezpiecze stwa
59
Norma
PN
PN
-
-
EN 954
EN 954
-
-
1
1
: Maszyny – Bezpiecze stwo - Cz ci
układów sterowania zwi zane z bezpiecze stwem – Cz
1: Ogólne zasady projektowania.
Norma PN-EN 954-1 dotyczy tylko poziomu sterowania, a nie
głównych obwodów pr dowych. Minimalizacja ryzyka mo e si
odbywa przez odpowiednie wykonanie cz ci układu
sterowania istotnych ze wzgl du na bezpiecze stwo. Im
bardziej unikanie ryzyka zale y od zwi zanych z
bezpiecze stwem elementów układu sterowania, tym wy sza
musi by jego odporno na bł dy. Przez wybór kategorii
bezpiecze stwa daje si znale odpowiedni sposób poł cze
układu dla poziomu sterowania.
Graf ryzyka (na wcze niejszym rysunku był pokazany wybór kategorii
bezpiecze stwa w zale no ci od poziomu ryzyka).
Elementy układów sterowania zwi zane z bezpiecze stwem
PN/EN 1037
PN/EN 1037
: Unikanie nieoczekiwanego zał czenia
: Unikanie nieoczekiwanego zał czenia.
Najwa niejsze aspekty:
1. Maszyna podczas ingerencji człowieka w obszar niebezpieczny musi by
zabezpieczona przed nieoczekiwanym zał czeniem (wypadki podczas
prac uruchamiania lub szukania bł dów).
2. Urz dzenia do wył czania energii musz wyra nie wskazywa poło enie
elementów separuj cych, np. przez poło enie elementów obsługi i by
zamykane.
3. Tak długo jak zmagazynowana energia mo e stanowi przyczyn
zagro enia, to dla doprowadzania energii i zatrzymywania energii
(hamulce dla ruchomych zespołów, zawory dla zbiorników
ci nieniowych,...) musz by przewidziane takie rozwi zania, które
towarzysz separacji energii.
4. Konieczne s dalsze rozwi zania w tych przypadkach, gdy separacja
energii i dostarczanie energii nie s odpowiednie dla wszystkich
ingerencji, np. unikanie przypadkowego wywołania rozkazu startu przez
chowan powierzchni uruchamiania.
Ochrona przed nieoczekiwanym zał czeniem
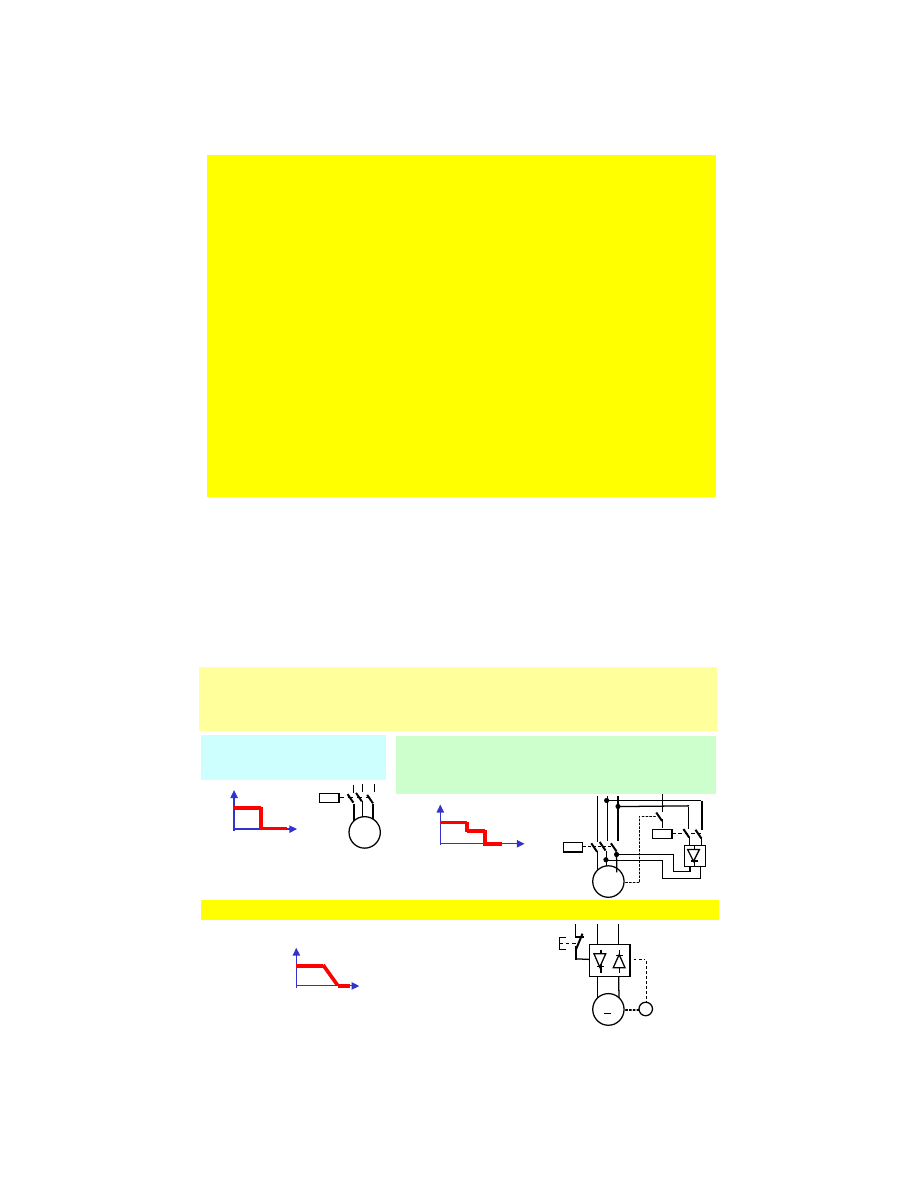
60
ISO 13850/ PN
ISO 13850/ PN
-
-
EN 418
EN 418
:
Urz dzenia do wył czania awaryjnego
Urz dzenia do wył czania awaryjnego (
NOT
NOT
-
-
OFF
OFF)
i
i
aspekty funkcjonalne
aspekty funkcjonalne.
Najwa niejsze aspekty:
1. Działanie w przypadku zagro enia (funkcja NOT-OFF) powinno eliminowa
lub minimalizowa nadchodz ce lub istniej ce niebezpiecze stwo dla
ludzi i uszkodzenia maszyny lub poprawnej pracy. Zagro eniami s m.in.
nieregularno ci działania, bł dne funkcje maszyny, nieodpowiednie
własno ci materiałów i bł dy ludzi.
2. Wył cznik awaryjny
NOT
NOT
-
-
OFF
OFF jest tylko elementem wspomagaj cym i nie
zast puje brakuj cych rodków ochrony.
3. Działanie
NOT
NOT
-
-
OFF
OFF jest wywoływane przez pojedyncze działanie człowieka.
4. Reakcja maszyny na rozkaz
NOT
NOT
-
-
OFF
OFF nie mo e powodowa adnych
dodatkowych zagro e .
5. Działa urz dze bezpiecze stwa nie mo na omija (eliminowa ). Dotyczy
to tak e uwalniania ludzi z obszaru zagro enia.
6. Konieczne jest ponowne ustawienie (zresetowanie) wzgl. odblokowanie
urz dzenia
NOT
NOT
-
-
OFF
OFF
.
Wył czanie awaryjne
Funkcje
Funkcje
STOP’u
STOP’u
.
.
Funkcje stopu (zatrzymania) musz by realizowane przez odł czenie obwodu i mie pierwsze stwo
przed przyporz dkowanymi im funkcjami startu. Wywołanie funkcji stopu nie mo e powodowa stanu
zwi zanego z zagro eniem. Dla funkcji stopu rozró nia si trzy nast puj ce kategorie:
Kategoria 0:
Kategoria 0: zatrzymanie przez
natychmiastowe odł czenie
zasilania.
Rozkaz stopu
ZAŁ
WYŁ
M
3~
Kategoria 1:
Kategoria 1: sterowane zatrzymanie, w którym zachowane
jest zasilanie w energi , aby móc zrealizowa odpowiedni
przebieg zatrzymywania. Doprowadzanie energii jest
przerywane dopiero wtedy, gdy uzyska si stan zatrzymania.
Rozkaz stopu
ZAŁ
WYŁ
Zatrzymanie
Kategoria 2:
Kategoria 2: sterowane zatrzymanie, w którym jest utrzymywane zasilanie nap du maszyny w energi .
Rozkaz stopu
ZAŁ
WYŁ
M
3~
Nap dzanie
Hamowanie
n=0
M
Ustawienie zerowej
warto ci zadanej
G
STOP
STOP
Kategorie zatrzymywania nap dów maszyn (STOP’u)
Czas
Czas
Czas
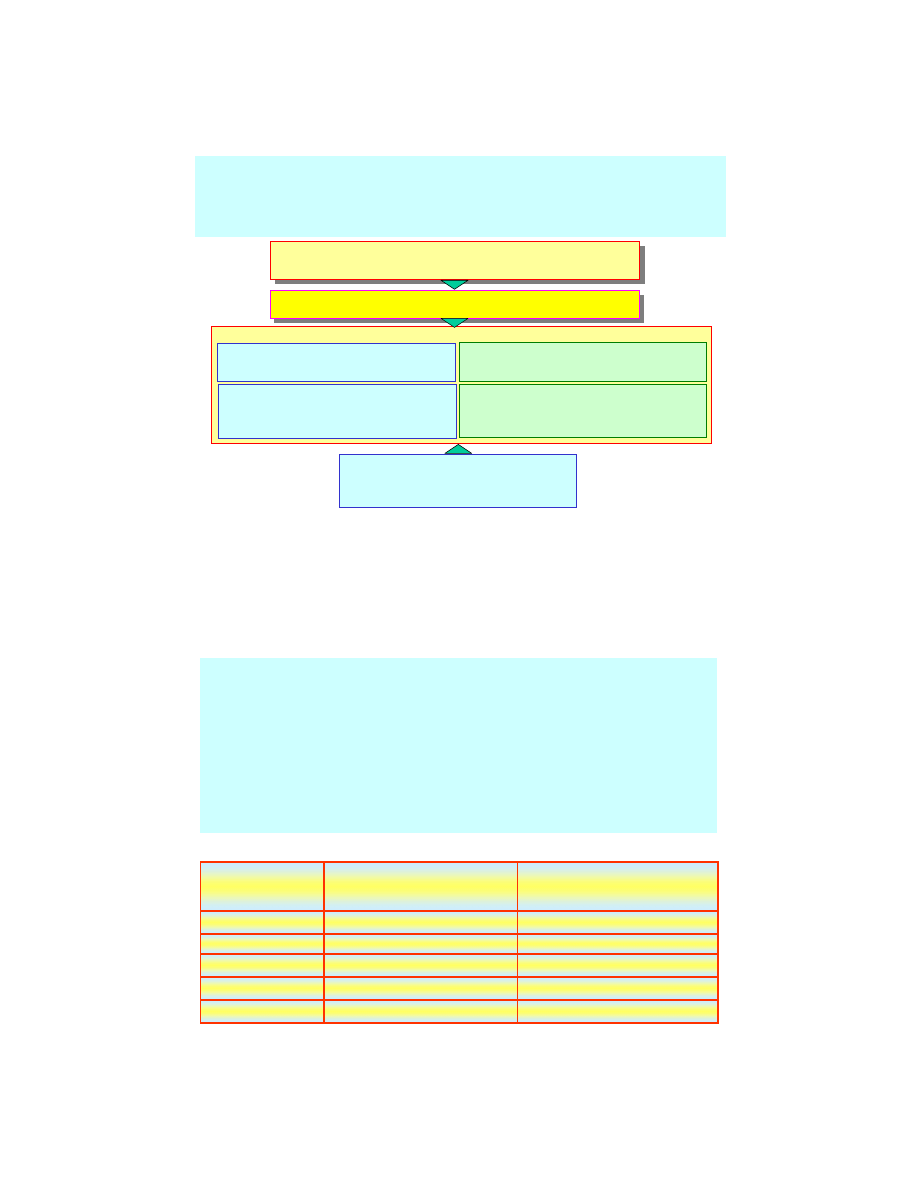
61
Nowe uregulowania prawne w zakresie bezpiecze stwa
Dyrektywa maszynowa UE wymaga, eby maszyny były bezpieczne i jako pierwszy cel ich konstrukcji da
bezpiecze stwa strukturalnego. Dla niemo liwych do wyeliminowania konstrukcyjnie zagro e musz by przewidziane
dodatkowe urz dzenia bezpiecze stwa. Norma EN ISO 12100 cz ci 1 i 2 opisuje podstawowe rozwi zania i zasady
techniczne, za pomoc których mo na ten cel osi gn . Je eli bezpiecze stwo zale y od funkcji sterowniczych, to układ
sterowania musi by tak zrealizowany, aby prawdopodobie stwo jego bł dnego działania było wystarczaj co małe. Przy
zastosowaniu programowalnych układów elektronicznych nale y bra pod uwag norm IEC 61508. Natomiast normy EN
ISO 13849 i EN IEC 62061 zawieraj rozwi zania specyficzne dla bezpiecze stwa sterowania maszyn.
Konstrukcja i ocena ryzyka maszyny
ISO 12100 Bezpiecze stwo maszyn – poj cia podstawowe i rozwi zania ogólne
EN 1050/ ISO 14121 Bezpiecze stwo maszyn – zasady okre lania ryzyka
Konstrukcja i ocena ryzyka maszyny
Konstrukcja i ocena ryzyka maszyny
ISO 12100
ISO 12100 Bezpiecze stwo maszyn – poj cia podstawowe i rozwi zania ogólne
EN 1050/ ISO 14121
EN 1050/ ISO 14121 Bezpiecze stwo maszyn – zasady okre lania ryzyka
Wymagania funkcjonalne i poziomy bezpiecze stwa dla układów sterowania
istotnych ze wzgl du na bezpiecze stwo
Wymagania funkcjonalne i poziomy bezpiecze stwa dla układów sterowania
istotnych ze wzgl du na bezpiecze stwo
Projektowanie i realizacja zapewniaj cych bezpiecze stwo elektry
Projektowanie i realizacja zapewniaj cych bezpiecze stwo elektry
cznych układów sterowania
cznych układów sterowania
Dowolne architektury, wszystkie SIL 1-3 (od PL b)
Tylko okre lone architektury, ograniczony
maksymalny poziom zapewniania bezpiecze stwa PL
(ang.
Performance Level) dla elektroniki
IEC 62061
IEC 62061
Bezpiecze stwo maszyn – bezpiecze stwo istotnych
elementów elektrycznych, elektronicznych i
programowalnych układów sterowania
ISO 13849
ISO 13849
Bezpiecze stwo maszyn – cz ci układów sterowania
zwi zane z bezpiecze stwem
Elektryczne aspekty bezpiecze stwa
Elektryczne aspekty bezpiecze stwa
IEC 60204
IEC 60204
-
-
1
1 Bezpiecze stwo maszyn.
Wyposa enie elektryczne maszyn.
Cz
1
Cz
1
:
: Wymagania ogólne.
Dla mo liwych zagro e w maszynie musi by przeprowadzona ocena ryzyka zgodnie z norm EN
1050 ( w przyszło ci EN ISO 14121), aby stwierdzi czy uzyskiwany jest wystarczaj cy poziom
bezpiecze stwa. Wymagania normy EN IEC 62061 i EN ISO 13849-1, dotycz ce implementacji funkcji
sterowania istotnych dla bezpiecze stwa, s stopniowane zgodnie z ryzykiem, które nale y
wyeliminowa . Miar tego stopniowania w normie EN IEC 62061 (tak jak i w IEC 61508) jest
SIL
SIL (ang.
Safety Integrity Level), a w EN ISO 13849-1
PL
PL (ang.
Performance Level).
W zwi zku z rosn c tendencj zastosowania sterowników PLC oraz systemów programowalnych
nawet do najprostszych maszyn, powstała konieczno
nowelizacji normy EN 954-1, tak aby dawa
ł
a
ona tak e mo liwo
oceny systemów programowalnych. W tym celu opracowano now norm EN
ISO 13849-1, która w przyszło ci zast pi norm EN 954-1. Ta nowa norma wprowadza poj cie
„poziomu zapewniania bezpiecze stwa” PL, który jest wska nikiem skuteczno ci redukcji ryzyka
przez system sterowania. Jest w niej przewidzianych 5 poziomów zapewnienia bezpiecze stwa od a
do e (p. tabela).
Poziomy bezpiecze stwa PL (ang.
Performance Level) wg EN ISO 13849-1
3
≥≥≥≥
10
-8
do < 10
-7
e
2
≥≥≥≥
10
-7
do < 10
-6
d
1
≥≥≥≥
10
-5
do < 3 10
-6
c
1
≥≥≥≥
3 10
-6
do < 10
-5
b
Brak specjalnych wymaga
≥≥≥≥
10
-5
do < 10
-4
a
Poziom nienaruszalno ci
bezpiecze stwa SIL
(wg EN 61508-1) – dla informacji
rednie prawdopodobie stwo
niebezpiecznego uszkodzenia
[1/h]
Poziomy
zapewniania
bezpiecze stwa PL
Nowe uregulowania prawne w zakresie bezpiecze stwa c.d.
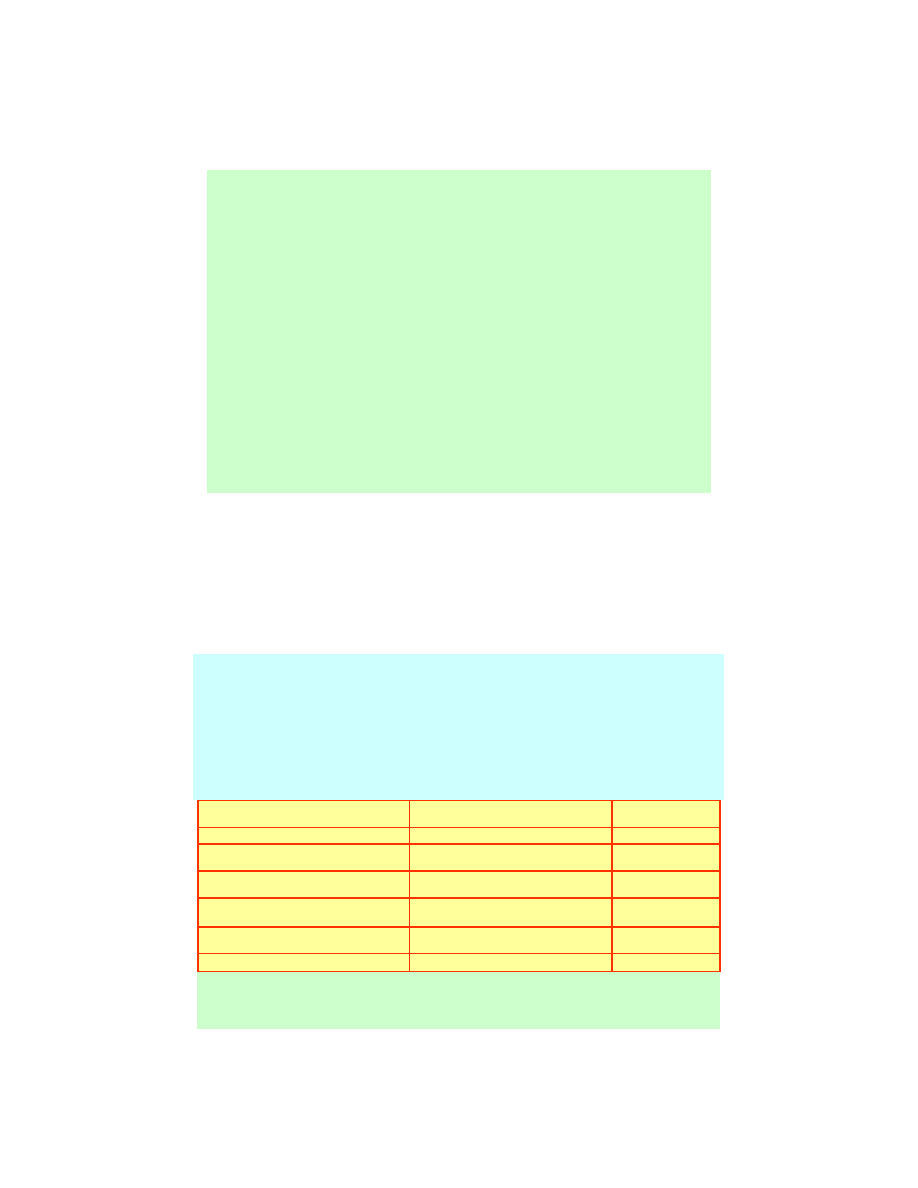
62
Wymagany poziom zapewnienia bezpiecze stwa jest okre lany na podstawie grafu
oceny ryzyka. Natomiast ocena poziomu osi gni tego w konkretnym rozwi zaniu
technicznym jest dokonywana metod jako ciowo-ilo ciow . Norma
EN
EN
ISO 13849
ISO 13849
-
-
1
1
wprowadza poj cie tzw.
desygnowanej architektury
desygnowanej architektury (ang.
designated architecture),
charakteryzuj ce rozwi zania konstrukcyjne typowe dla poszczególnych kategorii.
I tak, zgodnie z
PN
PN
-
-
EN 954
EN 954
-
-
1
1 (p. tabela - wymagania dotycz ce bezpiecze stwa)
w
w
przypadku
przypadku
kategorii B i kategorii 1 jest to architektura szeregowa, bez
kategorii B i kategorii 1 jest to architektura szeregowa, bez
rodk
rodk
ó
ó
w
w
wykrywania defekt
wykrywania defekt
ó
ó
w. Natomiast w przypadku kategorii 2 system zawiera urz
w. Natomiast w przypadku kategorii 2 system zawiera urz
dzenie
dzenie
monitoruj
monitoruj
ce okresowo poprawno
ce okresowo poprawno
jego pracy.
jego pracy.
W
W
kategorii 3 jest to system z
kategorii 3 jest to system z
redundancj
redundancj
, a w kategorii 4 redundancja z monitorowaniem.
, a w kategorii 4 redundancja z monitorowaniem. Parametrami
charakteryzuj cymi system s : redni czas przed pierwszym powa nym
uszkodzeniem
MTTF
MTTF
d
d
(ang.
Mean Time To Dangerous Failure), stopie mo liwej oceny
za pomoc urz dze diagnostycznych
DC
DC (ang.
Diagnostic Coverage) oraz parametr
okre laj cy najcz stsze przyczyny awarii
CCF
CCF (ang.
Common Cause Failure).
Parametry te s kwalifikowane do grup jako ciowych: du y, redni i mały.
Przewidywany poziom zapewnienia bezpiecze stwa okre lany jest na podstawie
grafu, uwzgl dniaj cego oszacowane parametry oraz architektur systemu
(redundancja, monitorowanie itp.). Pozwala to, w prosty sposób, dokona oceny
zaprojektowanego systemu. Zakres stosowania tej normy b dzie ograniczony jedynie
do systemów niezbyt zło onych, gdy oceniany jest ogólny stan, bez brania pod
uwag wielu aspektów i szczegółów. Przewiduje si , e b dzie ona wykorzystywana
głównie do analizy systemów hydraulicznych, pneumatycznych oraz elektrycznych.
Nowe uregulowania prawne w zakresie bezpiecze stwa c.d.
Poniewa w zło onych układach sterowania maszyn bezsensowne jest wyszukiwanie wszystkich mo liwych bł dów, to
podane wcze niej normy umo liwiaj wykonanie takich cało ciowych rozwi za , które s ukierunkowane na rozwój i
projektowanie układów sterowania spełniaj cych wymagania bezpiecze stwa przez unikanie bł dów. Dla obu norm
wspólne jest tak e probabilistyczne podej cie przy okre laniu niebezpiecznych poziomów awarii. Jako ciowe
rozpatrywanie wg EN 954-1 dla nowoczesnych układów sterowania ze wzgl du na ich technologi nie jest jednak
wystarczaj ce. Norma EN 954-1 nie uwzgl dnia m.in. przebiegów czasowych (np. przerwy testowe, wzgl. testy
cykliczne). Prowadzi to do probabilistycznych rozwa a w normach EN 61508, EN IEC 62061 i EN ISO 13849-1
(prawdopodobie stwo awarii w jednostce czasu). Obszary zastosowania norm EN ISO 13849-1 i EN IEC 62061 s
podobne. Gremia normalizacyjne IEC i ISO, w celu ułatwienia podejmowania u ytkownikom decyzji w oparciu o te dwie
normy, opracowały zamieszczone ni ej tabelaryczne zestawienie. W zale no ci od technologii (układy mechaniczne,
hydrauliczne, pneumatyczne, elektryczne, elektroniczne), stopnia ryzyka i architektury ma zastosowanie EN ISO 13849-1
lub EN IEC 62061. Zastosowanie jednej z tych dwóch norm wystarcza w zasadzie do spełnienia wymaga bezpiecze stwa
wg dyrektywy maszynowej.
Uwaga 1: Przewidziane architektury s opisane w dodatku B normy EN ISO 13849-1 i podaj uproszczone rozwi zanie dla
kwantyfikacji.
Uwaga 2: Dla zło onej elektroniki: zastosowanie przewidzianych architektur zgodnie z norm EN ISO 13849-1 do PL=d lub
ka dej architektury zgodnie z norm EN IEC 62061.
Uwaga 3: Dla technologii nie elektrycznych: stosuje si elementy, które odpowiadaj normie EN ISO 13849-1 jako podukłady.
Nowe uregulowania prawne w zakresie bezpiecze stwa c.d.
X (p. Uwaga 3)
X (p. Uwaga 2)
F C w poł czeniu z A lub C w poł czeniu z A i B
Wszystkie architektury
i maksymalnie do SIL 3
Ograniczone do przewidzianych architektur
(p. Uwaga 1) i maksymalnie do PL = d
E C w poł czeniu z B
X (p. Uwaga 3)
Ograniczone do przewidzianych architektur
(p. Uwaga 1) i maksymalnie do PL = e
D A w poł czeniu z B
Wszystkie architektury
i maksymalnie do SIL 3
Ograniczone do przewidzianych architektur
(p. Uwaga 1) i maksymalnie do PL = d
C Zło ona elektronika (np. elektronika
programowalna)
Wszystkie architektury
i maksymalnie do SIL 3
Ograniczone do przewidzianych architektur
(p. Uwaga 1) i maksymalnie do PL = e
B Elektromechaniczne, np. przeka niki i/lub
prosta elektronika
Nie pokrywa
X
A Nie elektryczne, np. hydraulika, pneumatyka
EN IEC 62061
EN ISO 13849-1
Technologia realizacji istotnych ze wzgl dów
bezpiecze stwa funkcji sterowania
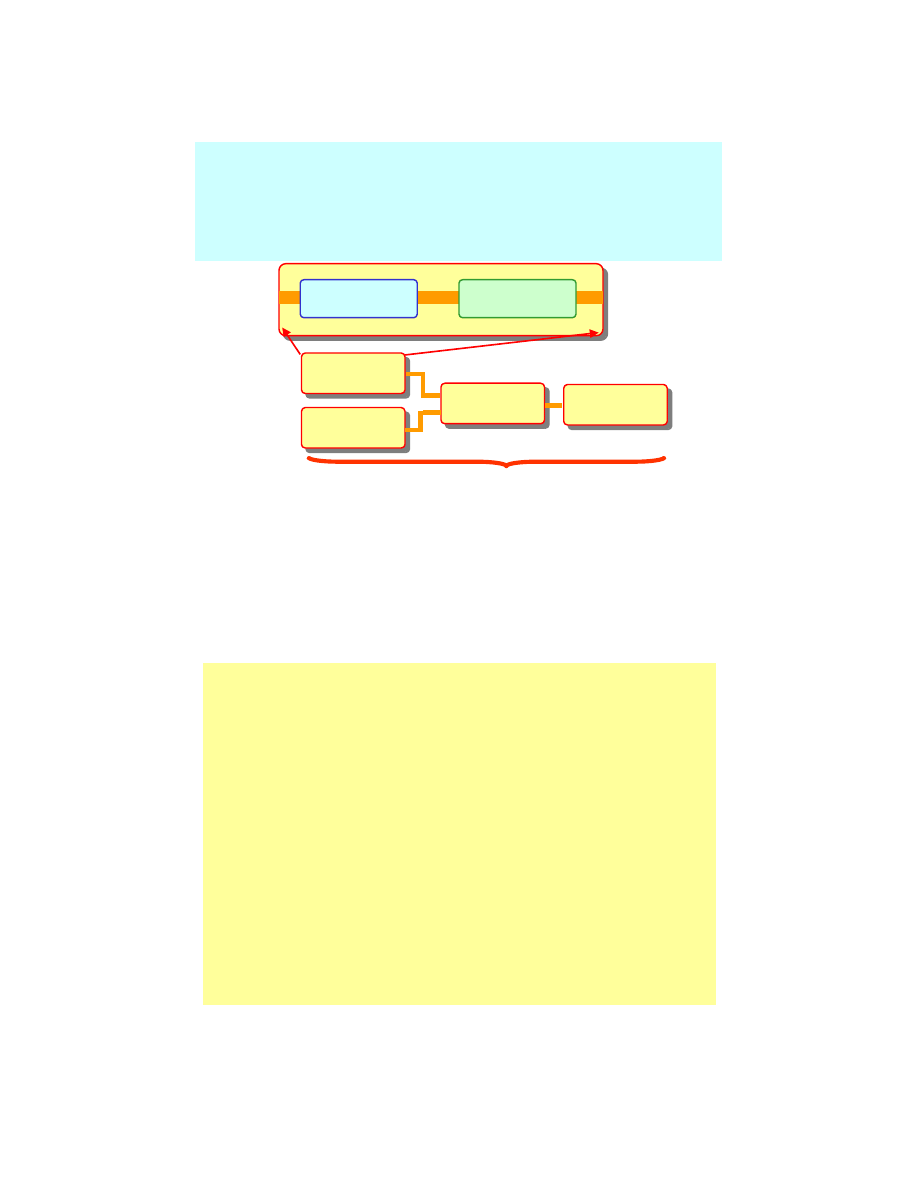
63
Norma
EN IEC 62061
EN IEC 62061 stanowi norm specyficzn dla dziedziny zastosowa w obr bie normy IEC 61508. Opisuje ona
realizacj istotnych ze wzgl dów bezpiecze stwa elektrycznych układów sterowania maszyn i rozpatruje całkowity cykl
ycia wyrobu (maszyny) od fazy koncepcyjnej a do jej wycofania z u ytkowania. Podstaw jej s ilo ciowe i jako ciowe
analizy funkcji bezpiecze stwa.
Norma ta konsekwentnie stosuje metod
Top-Down w realizacji zło onych układów sterowania, zwan dekompozycj
funkcjonaln . Zaczynaj c od wynikaj cych z analizy ryzyka funkcji bezpiecze stwa, najpierw przeprowadzany jest
podział na cz stkowe funkcje bezpiecze stwa, a nast pnie odbywa si przyporz dkowanie tych cz stkowych funkcji
bezpiecze stwa do rzeczywistych urz dze , podsystemów i elementów podsystemów. Rozpatrywany jest zarówno
sprz t jak i oprogramowanie. Norma EN IEC 62061 opisuje równie wymagania dotycz ce realizacji programów
aplikacyjnych.
Podsystem 1
DC, T2,
ββββ
Element
podsystemu 1.1
λλλλ
, T
1
Element
podsystemu 1.2
λλλλ
, T
1
Podsystem 1
(sensor A)
Podsystem 2
(sensor B)
SIL
CL
, PFH
D
, T
2
SIL
CL
, PFH
D
, T
2
Podsystem 3
(PLC wg IEC 61508)
SIL
CL
, PFH
D
, T
2
Podsystem 4
(element wykonawczy)
SIL
CL
, PFH
D
, T
2
SIL
SIL
Norma EN IEC 62061: Istotne ze wzgl dów bezpiecze stwa,
elektryczne układy sterowania maszyn
Spełniaj cy wymagania bezpiecze stwa układ sterowania składa si z ró nych podsystemów. Podsytemy te
charakteryzuj si wielko ciami opisuj cymi poziom bezpiecze stwa (SIL i PFH):
SIL
SIL
CL
CL
- poziom SIL (ang. SIL
claim limit),
PFH
PFH
D
D
- prawdopodobie stwo wyst pienia niebezpiecznej awarii w czasie godziny (ang.
probability of dangerous
failure per hour),
T
T
1
1
- czas ycia (ang.
lifetime).
Podsystemy te mog si znowu składa z ró nych poł czonych ze sob elementów podsystemów (urz dze ) z
wielko ciami charakterystycznymi do okre lenia odpowiednich warto ci PFH podsystemu. Wska nikami
okre laj cymi aspekty bezpiecze stwa elementów podsystemu (urz dze ) s :
λλλλ
λλλλ
- poziom awarii (ang.
failure rate); dla elementów podlegaj cych zu yciu warto
B10,
T
T
1
1
- czas ycia (ang.
lifetime).
W urz dzeniach elektromechanicznych poziom awarii
λλλλ
λλλλ
jest podawany przez producenta w odniesieniu do liczby
zał cze . Odniesiony do czasu poziom bł dów i czas ycia musz by okre lone przy uwzgl dnieniu cz sto ci
zał cze dla ka dorazowej aplikacji. Okre lanymi podczas projektowania (konstruowania) parametrami dla
podsystemu, który składa si z elementów podsystemu, s :
T
T
2
2
- okres testu diagnostycznego (ang.
diagnostic test interval),
ββββ
ββββ
- podatno
na bł dy z tej samej przyczyny (ang.
susceptibility to common cause failure),
DC
DC - stopie pokrycia diagnostycznego (ang.
diagnosic coverage).
Warto PFH dla układów sterowania spełniaj cych wymagania bezpiecze stwa okre la si z sumowania
poszczególnych warto ci PFH podsystemów.
Przy budowie spełniaj cych wymagania bezpiecze stwa układów sterowania u ytkownik ma nast puj ce
mo liwo ci:
• zastosowanie urz dze i podsystemów, które ju spełniaj EN 954-1 wzgl. EN 61508 albo EN IEC 62061. W normie
jest okre lone w jaki sposób kwalifikowane urz dzenia mo na integrowa dla realizacji funkcji bezpiecze stwa.
• opracowanie własnych podsystemów:
- programowalne, elektroniczne układy wzgl. zło one systemy: zastosowanie EN 61508,
- proste urz dzenia i podsystemy: zastosowanie EN IEC 62061.
Dla układów nie elektrycznych stosowane s normy: EN 954-1/ EN ISO 13849-1
Norma EN IEC 62061: Istotne ze wzgl dów bezpiecze stwa,
elektryczne układy sterowania maszyn c.d.
64
Norma EN ISO 13849-1 powinna w przyszło ci zast pi i uzupełni norm EN 954-1. Norma EN ISO
13849-1 jest oparta na kategoriach bezpiecze stwa znanych z normy EN 954-1: 1996. Rozpatruje ona
kompletne funkcje bezpiecze stwa z wszystkimi urz dzeniami bior cymi udział w ich realizacji.
W normie EN ISO 13849-1, przez jako ciowe rozbudowanie normy EN 954-1, wyst puje równie
ilo ciowe rozpatrywanie funkcji bezpiecze stwa. Opieraj c si na kategoriach, s tutaj stosowane
poziomy zapewnienia bezpiecze stwa PL (ang.
Performance Level). Dla cz ci (urz dze ) s
niezb dne nast puj ce dane dotycz ce aspektów bezpiecze stwa:
kategoria (wymaganie strukturalne),
PL (ang.
Performance Level),
MTTF
d
– redni okres wyst pienia niebezpiecznej awarii (ang.
Mean Time to Dangerous Failure),
DC - stopie pokrycia diagnostycznego (ang.
Diagnosic Coverage),
CCF – bł d spowodowany wspóln przyczyn (ang.
Common Cause Failure).
Norma EN ISO 13849-1 opisuje sposób obliczania poziomu zapewnienia bezpiecze stwa PL (ang.
Performance Level) dla istotnych ze wzgl dów bezpiecze stwa cz ci układów sterowania na bazie
przewidzianych architektur (ang.
designated architectures). Przy odst pstwach od tych wymaga
norma EN ISO 13849-1 wskazuje na EN 61508.
Przy kombinacji wielu istotnych ze wzgl dów bezpiecze stwa cz ci w jednym układzie norma ta
podaje dane do okre lenia wynikowego poziomu PL.
Dla dalszych działa dla walidacji norma EN ISO 13849-1 wskazuje na cz
2, opublikowan w
2003r. Zawiera ona dane dotycz ce okre lania bł dów, piel gnacji, dokumentacji technicznej i opis
sposobów wykorzystania.
Norma EN ISO 13849-1 – aspekty bezpiecze stwa
Zgodnie z wymaganiami normy EN 61508 producenci urz dze zabezpieczaj cych s
zobowi zani dostarcza projektantom maszyn (instalacji) danych dotycz cych warto ci
parametrów: MTTF
d
, DC i CCF. Na podstawie analizy ryzyka pozwala to projektantom
urz dze na okre lenie wymaganego poziomu bezpiecze stwa PLR (ang.
Performance Level
Required), a nast pnie dobór odpowiednich składników spełniaj cych te wymagania. Dane
dostarczone przez producentów, tzn. warto ci w/w parametrów do wyznaczenia PL (ang.
Performance Level) lub po prostu informacja, e urz dzenie charakteryzuje si np.
poziomem bezpiecze stwa e lub SIL3 umo liwiaj nast pnie okre lenie ostatecznego
poziomu PL dla wybranego rozwi zania systemu bezpiecze stwa. Porównuj c otrzymany
poziom PL z PLR mo na okre li , czy dane rozwi zanie jest zgodne ze standardami. Taka
metoda post powania sugeruje w praktyce, eby podczas zabezpieczania stref roboczych, w
których w przypadku zagro enia mo e doj do powa nych obra e personelu, projektant
stosował składniki o du ej niezawodno ci. Norma EN ISO13849 zaleca ponadto stosowanie
tzw. architektur desygnowanych, które umo liwiaj ocen uproszczon .
Obydwa standardy, tzn. EN 61508 i EN ISO 13849, uzupełniaj si nawzajem, je eli chodzi o
ich wykorzystanie. I tak producent zabezpiecze musi stosowa wymagania standardu EN
61508, natomiast konstruktor maszyn – EN ISO 13849. Rozgraniczenie to nie powinno jednak
powodowa wi kszych problemów praktycznych, poniewa poziomy PL okre lone w normie
EN ISO 13849 s bezpo rednio powi zane z poziomami SIL okre lonymi w normie EN 61508
(por. tab. ze slajdu 124). Elementem ł cz cym obie te warto ci jest współczynnik okre laj cy
rednie prawdopodobie stwo niebezpiecznej awarii na godzin .
Standard EN ISO13849, po okresie przej ciowym, stanie si obowi zuj cym prawem od
pocz tku 2009r.
Zastosowanie standardów bezpiecze stwa
65
W przypadku systemów elektronicznych norma EN ISO13849-1 mo e by
stosowana, gdy jest spe
ł
niony co najmniej jeden z poni szych warunków:
• wymagany jest poziom zapewniania bezpiecze stwa a lub b,
• funkcja bezpiecze stwa jest realizowana w pełni sprz towo oraz
zachowanie systemu w warunkach defektu jest zawsze jednoznacznie
okre lone,
• udział systemu programowalnego w realizacji funkcji bezpiecze stwa jest
stosunkowo niewielki (np. monitorowanie) oraz wymagany jest poziom
zapewnienia bezpiecze stwa w skali od a do d,
• funkcja bezpiecze stwa jest realizowana przez dwa ró ne systemy
programowalne i jest wymagany poziom zapewnienia bezpiecze stwa od
a do d; przez ró ne systemy programowalne rozumie si układy o ró nych
systemach operacyjnych i ró nym oprogramowaniu,
• zastosowane elementy systemu sterowania zwi zane z bezpiecze stwem
(uwzgl dniaj c oprogramowanie) zostały zaprojektowane zgodnie z
zaleceniami odpowiednich norm.
Nowe uregulowania prawne w zakresie bezpiecze stwa c.d.
Równolegle z norm EN ISO 13849-1 została tak e opracowywana norma
EN
EN
IEC
IEC
62061
62061, w
której głównymi zagadnieniami s
sprawy zawi zane z bezpiecze stwem systemów
sterowania. Ustalone s
w niej podstawowe wymagania dotycz ce projektowania i
wykonywania systemów sterowania realizuj cych funkcje bezpiecze stwa. Systemy te, w
odniesieniu do maszyn, klasyfikuje norma EN 61508 na poziomach SIL1
÷
3 (nie uwzgl dniaj c
wypadków zbiorowych, w których mier mo e ponie
wiele osób, gdy takie sytuacje s
bardzo mało prawdopodobne).
Wymagania dotycz ce systemów bior pod uwag wszystkie grupy aspektów, z którymi s one
zwi zane, tj.:
Formu
ł
owanie za
ł
o e dotycz cych funkcji bezpiecze stwa.
Zarz dzanie bezpiecze stwem funkcjonalnym.
Projektowanie i wykonanie sytemu.
Informowanie u ytkownika.
Modyfikacj sytemu.
Podstawowym zało eniem jest to, ju na pocz tkowym etapie nast puje dekompozycja sytemu
na mniejsze podsystemy (zarówno funkcji systemu jak i zespo
ł
ów realizuj cych te funkcje).
Dekompozycja ta sprowadzana jest do poziomu gotowych podzespołów, dost pnych na rynku.
Podzespoły te powinny spełnia
wymagania dotycz ce nienaruszalno ci bezpiecze stwa
zgodnie z EN 61508. Na podstawie poziomu zastosowanych rozwi za konstrukcyjnych oraz
poziomu niezawodno ci stosowanych komponentów okre la si SIL całego systemu. Celem
normy EN IEC 62061 nie jest zatem ocena urz dze bezpiecze stwa, lecz analiza dotycz ca
zestawiania istniej cych ju rozwi za w gotow cało . Mo e by ona zatem stosowana
zarówno przez projektantów maszyn jak i u ytkowników wyposa aj cych maszyn
w
dodatkowe urz dzenia ochronne.
Nowe uregulowania prawne w zakresie bezpiecze stwa c.d.
66
Wyposa enie elektroniczne.
Do wyposa enia elektronicznego nale wszystkie rodzaje urz dze elektrycznych, ł cznie z programowalnymi.
Zastosowanie dla funkcji zwi zanych z bezpiecze stwem:
programowalne układy sterowania musz spełnia odpowiedni norm IEC (cz ci 1 i 2 normy dla PLC PN-EN
61131),
programowalne wyposa enie elektroniczne nie powinno by stosowane dla kategorii 0 „
zatrzymania w
przypadku awaryjnym”. Dla wszystkich innych zwi zanych z bezpiecze stwem funkcji stopu przewidziane jest
zastosowanie poł czonych na stałe elektromechanicznych elementów (tzn. funkcja nie powinna zale e od pracy
programowalnego, elektronicznego wyposa enia). Tam gdzie dla takiej funkcji u yte jest programowalne
wyposa enie elektroniczne, musz by zastosowane odpowiednie rozwi zania dla zmniejszenia ryzyka.
Uwagi do normy: obecnie trudno jest stwierdzi , czy zastosowanie jednokanałowego programowalnego
elektronicznego wyposa enia b dzie traktowane jako niezawodne. Do czasu wyja nienia tej sytuacji wskazane
byłoby, dla zapewnienia bezbł dnej pracy, unikanie stosowania rozwi za z jednokanałowym urz dzeniem.
Sprawdzanie oprogramowania.
Wymagane s rodki do sprawdzenia zgodno ci oprogramowania z odpowiedni dokumentacj oprogramowania.
Urz dzenia steruj ce.
Wymagania dotycz tych urz dze steruj cych, które znajduj si poza obudowami sterowników.
Czujniki drogi.
Jako czujniki drogi okre la si ł czniki pozycji (drogowe), czujniki zbli eniowe itp. S one stosowane w obwodach
sterowania istotnych ze wzgl dów bezpiecze stwa i dlatego te musz by albo przymusowo otwarte, albo te
zapewnia porównywaln niezawodno .
Bezpiecze stwo – urz dzenia programowalne
Dla przycisków:
Dla meldunków wietlnych:
Kodowanie kolorami i ich znaczenie
Nadzorowanie
Dla wprowadzania funkcji, poza zatrzymaniem, w
sytuacji awaryjnej
Neutralnie
Biały
Pilna obsługa
Uruchomienie dla stanu, który wymaga pilnej obsługi
Pilnie
Niebieski
Opcjonalnie
Uruchomi , aby wprowadzi zwykły stan
Normalnie
Zielony
Nadzorowanie i/lub ingerencja (np. ponowne
wytworzenie przewidzianej funkcji)
Stan nienormalny, nadchodz cy stan krytyczny
Nienormalnie
ółty
Natychmiastowa obsługa w celu reakcji na stan
powoduj cy zagro enie (np. spowodowanie
zatrzymania w sytuacji awaryjnej)
Stan powoduj cy zagro enie
Sytuacja
awaryjna
Czerwony
Przykład
Obja nienie
Znaczenie
Kolor
Szary
Start/ zał czenie
Dla wprowadzania funkcji, poza
zatrzymaniem, w sytuacji awaryjnej
Nie
przyporz dkowano
adnego specjalnego
znaczenia
Biały
Stop/ wył czenie
Czarny
Funkcja odblokowania
Uruchomi dla stanu, który wymaga pilnej
obsługi
Pilnie
Niebieski
Uruchomi , aby wprowadzi zwykły stan
Normalnie
Zielony
Ingerencja, aby ponownie uruchomi
przerwany przebieg automatyczny
Uruchomi dla stanu nienormalnego
Nienormalnie
ółty
Zatrzymanie w sytuacji awaryjnej
Uruchomi w przypadku stanu powoduj cego
zagro enie lub sytuacji awaryjnej
Sytuacja awaryjna
Czerwony
Przykład
Obja nienie
Znaczenie
Kolor
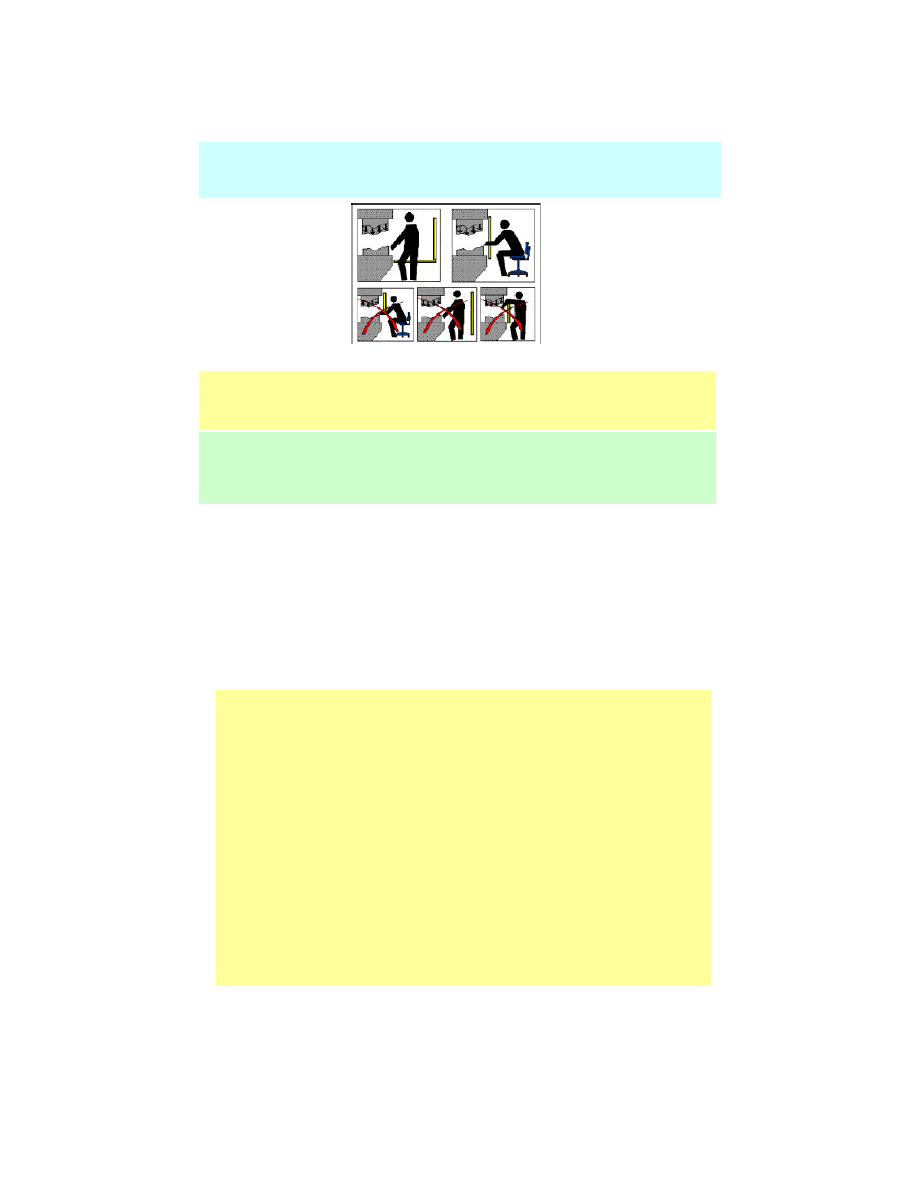
67
Bezdotykowo działaj ce urz dzenia ochronne.
Bezdotykowo działaj ce urz dzenia ochronne.
Bezdotykowo działaj ce urz dzenia ochronne, takie jak np. kurtyny wietlne, nie mog by stosowane jako alternatywa
separuj cych urz dze ochronnych takich jak np. drzwi ochronne, je eli przy monta u maj by zachowane
odpowiednie wymagania normy PN-EN 61496-1 i -2.
Mo liwe s przy tym ró ne tryby pracy. Po pierwsze
tryb
tryb
Muting
Muting, który pozwala na umieszczanie materiałów w
maszynie, bez konieczno ci jej zatrzymywania. Warunkiem tego trybu jest dodatkowe umieszczenie
muting-sensorów,
za pomoc których jest rozpoznawana niedopuszczalna ingerencja osób, prowadz ca do wył czenia maszyny. Innym
trybem pracy jest tzw.
Blanking Funktion
Blanking Funktion, tzn. maskowanie strumieni wietlnych. W tym przypadku stałe obszary
chronionego pola s przerywane, co powoduje wył czenie kurtyny wietlnej (np. transporter dostarczaj cy materiały).
Programowalne sterowniki bezpiecze stwa.
Programowalne sterowniki bezpiecze stwa.
Programowalne sterowniki bezpiecze stwa s zbudowane jako zró nicowane wielokanałowo i pracuj ze
sprawdzonymi ze wzgl du na bezpiecze stwo modułami programowymi w swojej cz ci bezpiecze stwa.
Tylko cz
zapewniaj ca bezbł dn prac mo e realizowa zadania zwi zane z bezpiecze stwem. Zawarta w
sterowniku cz
standardowa realizuje przetwarzanie programu aplikacyjnego.
Nie jest mo liwy dost p z dołu, z góry lub z boku.
Zasady umieszczania kurtyny wietlnej (wyci g)
Kurtyny wietlne i programowalne sterowniki bezpiecze stwa
Sygnały migaj ce.
Sygnały migaj ce.
Cel ich stosowania to:
powodowanie działania zwracaj cego uwag ,
skłanianie do natychmiastowego działania,
wskazywanie ró nicy mi dzy stanem zadanym a rzeczywistym,
wskazywanie zmiany procesu (miganie podczas przechodzenia).
Technologie bezpiecze stwa.
Technologie bezpiecze stwa.
Po wykonaniu obowi zkowo przewidzianej analizy zagro e (o ile nie istnieje jeszcze norma typu
C) stwierdzone wymagania musz by przekształcone na stron techniczn urz dze .
Urz dzenia spełniaj ce wymagania bezpiecze stwa dla zapewnienia ochrony ludzi i maszyn w
technice sterowania (bez systemów nap dowych i układów sterowania CNC) daje si podzieli
na cztery nast puj ce obszary:
konwencjonalne przeka niki i styczniki,
urz dzenia bezpiecze stwa dla bezdotykowo działaj cych urz dze ochronnych, np. przebiegi
wietlne,
programowalne sterowniki bezpiecze stwa,
sieciowe systemy bezpiecze stwa.
Sygnały migaj ce i urz dzenia bezpiecze stwa
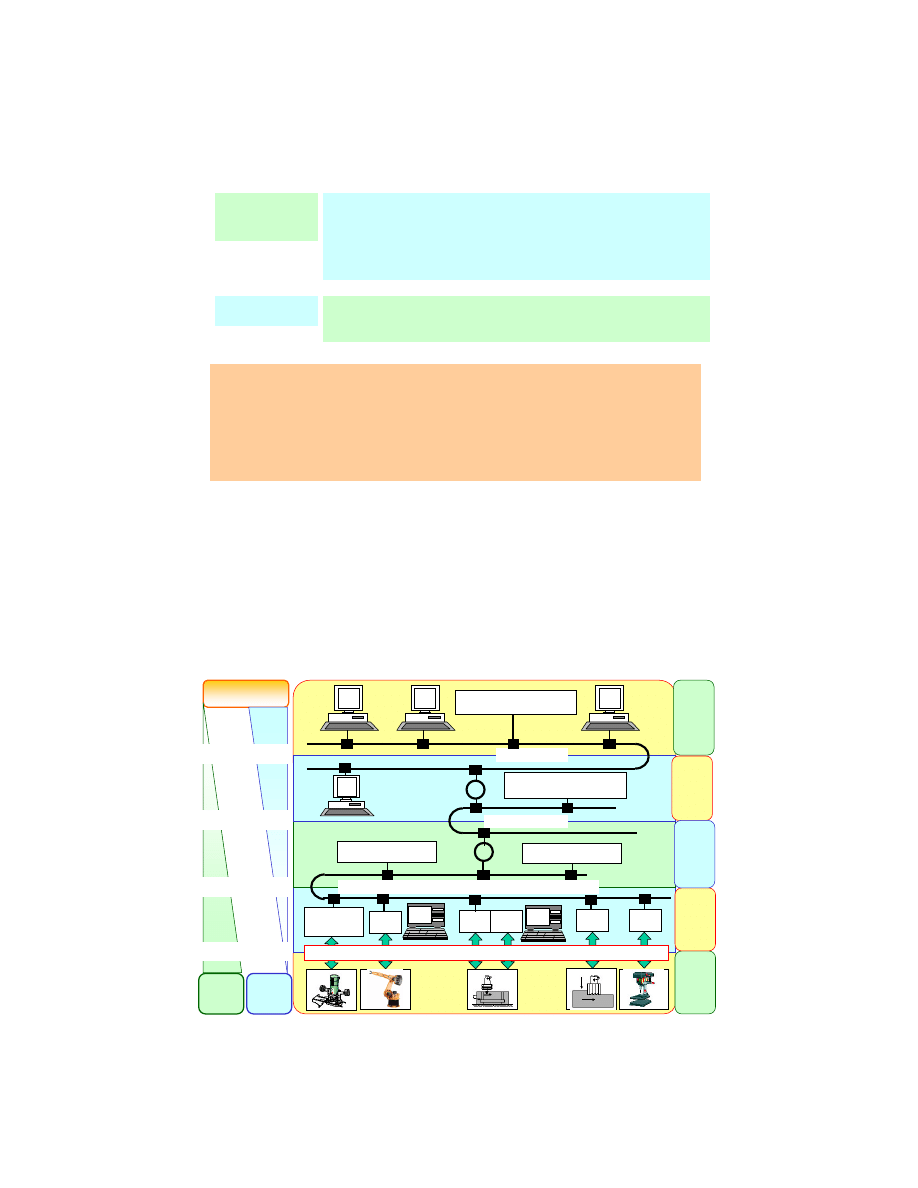
68
Zastosowanie komunikacji przemysłowej
Wymiana
Wymiana
informacji:
informacji:
zbieranie/ przetwarzanie danych pomiarowych,
sterowanie/ regulacja procesów,
zbieranie danych produkcyjnych/ maszynowych (PDA/MDA),
sterowanie/ nadzorowanie wytwarzania.
rodki:
rodki:
telefon, fax, e-mail, CD, ...
sie komputerowa LAN,
Fieldbus, ...
wymiana informacji jest w coraz wi kszym stopniu zautomatyzowana,
rozwój technologiczny umo liwia w coraz wi kszym stopniu:
- zbieranie, przetwarzanie i transmisj informacji,
- przesuni cie funkcji do urz dze peryferyjnych,
zakres funkcyjny urz dze jest okre lany rodzajem i zasi giem komunikacji.
Sie komunikacyjna w przedsi biorstwie wytwórczym
CAD
PPC
Komputer zakładu
CAPP
Komputer kierowania
wytwarzaniem
Sie biurowa
Sie biurowa
Sie
Sie
Backbone
Backbone
Komputer gniazda
Komputer gniazda
Serwer danych
Sie gniazda / systemowa sie obiektowa (
Sie gniazda / systemowa sie obiektowa (
Fieldbus
Fieldbus
)
)
Ustawianie
narz dzi
RC
NC PLC
PLC
PLC
Sie obiektowa (
Sie obiektowa (
Fieldbus
Fieldbus
) czujników/ elementów wykonawczych
) czujników/ elementów wykonawczych
Wymagania
Wymagania
Ilo
Ilo
danych
danych
Czas
Czas
reakcji
reakcji
min.
Gbyte
s
Mbyte
0,1s
kbyte
ms
bit, byte
P
oz
io
m
P
oz
io
m
pl
an
ow
an
ia
pl
an
ow
an
ia
P
oz
io
m
P
oz
io
m
pr
oc
es
u
pr
oc
es
u
P
oz
io
m
P
oz
io
m
st
er
ow
an
ia
st
er
ow
an
ia
P
oz
io
m
P
oz
io
m
ko
or
d
yn
ac
ji
ko
or
d
yn
ac
ji
P
oz
io
m
P
oz
io
m
ki
er
ow
an
ia
ki
er
ow
an
ia
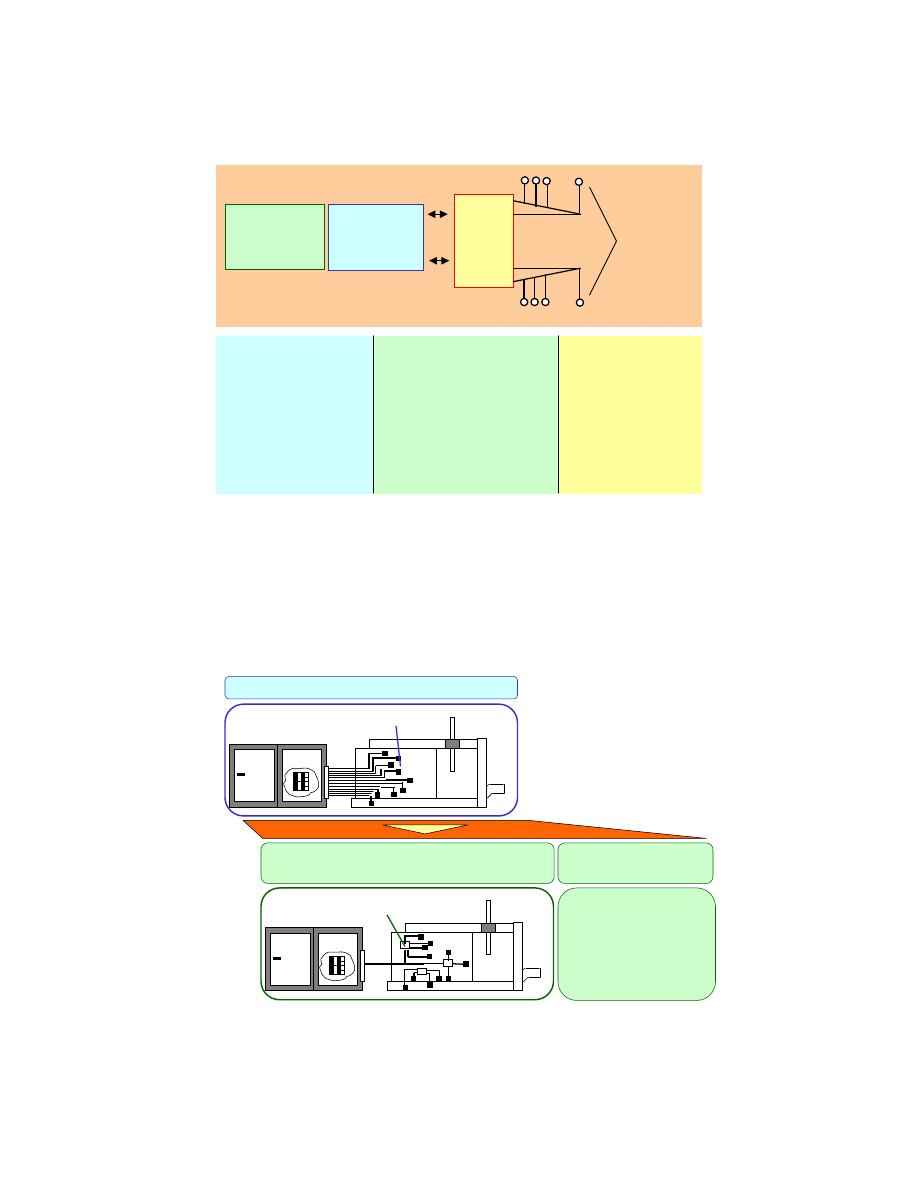
69
Technika instalacyjna – okablowanie tradycyjne
Sterownik
Urz dzenia
peryferyjne
procesu
Rozdzie-
lacz
przewo-
dów
...
...
Okablowanie:
Okablowanie:
100 - 1000
sygnałów,
100 - 1000 m
długo ci
przewodów
.
.
.
Mo liwe zakłócenia:
• zakłócenia elektryczne,
• zakłócenia magnetyczne,
• zakłócenia wysokiej
cz stotliwo ci,
• zakłócenia elektrostatyczne,
• zakłócenia wskutek p tli
pr dowych.
Typy kabli:
• nie ekranowane jedno yłowe
przewody,
• ekranowane jedno yłowe przewody,
• nie ekranowane skr cone kable,
• wspólnie ekranowane skr cone
kable,
• pojedynczo ekranowane skr cone
kable.
Przej cie do
rozproszonych urz dze
peryferyjnych w dwóch
stopniach:
• przez podstacje na
poziomie sensorów/
elementów wykonawczych,
• przez cyfrowe sieci
obiektowe (Fieldbus) z
inteligentnymi modułami
interfejsowymi.
Bezpo rednie okablowanie (konwencjonalne
)
Szafa
sterownicza
PLC
Maszyna
Sensory/ Elementy
wykonawcze
Szafa
sterownicza
PLC
Maszyna
Np. rozproszone
moduły I/O
Rozproszone okablowanie
(zastosowanie sieci Fieldbus)
Field-
bus
Zalety
Zalety
redukcja okablowania,
krótszy monta i
uruchamianie,
prostsze szukanie i
usuwanie bł dów,
prostsze projektowanie.
Korzy ci z zastosowania sieci miejscowych (
Fieldbus)
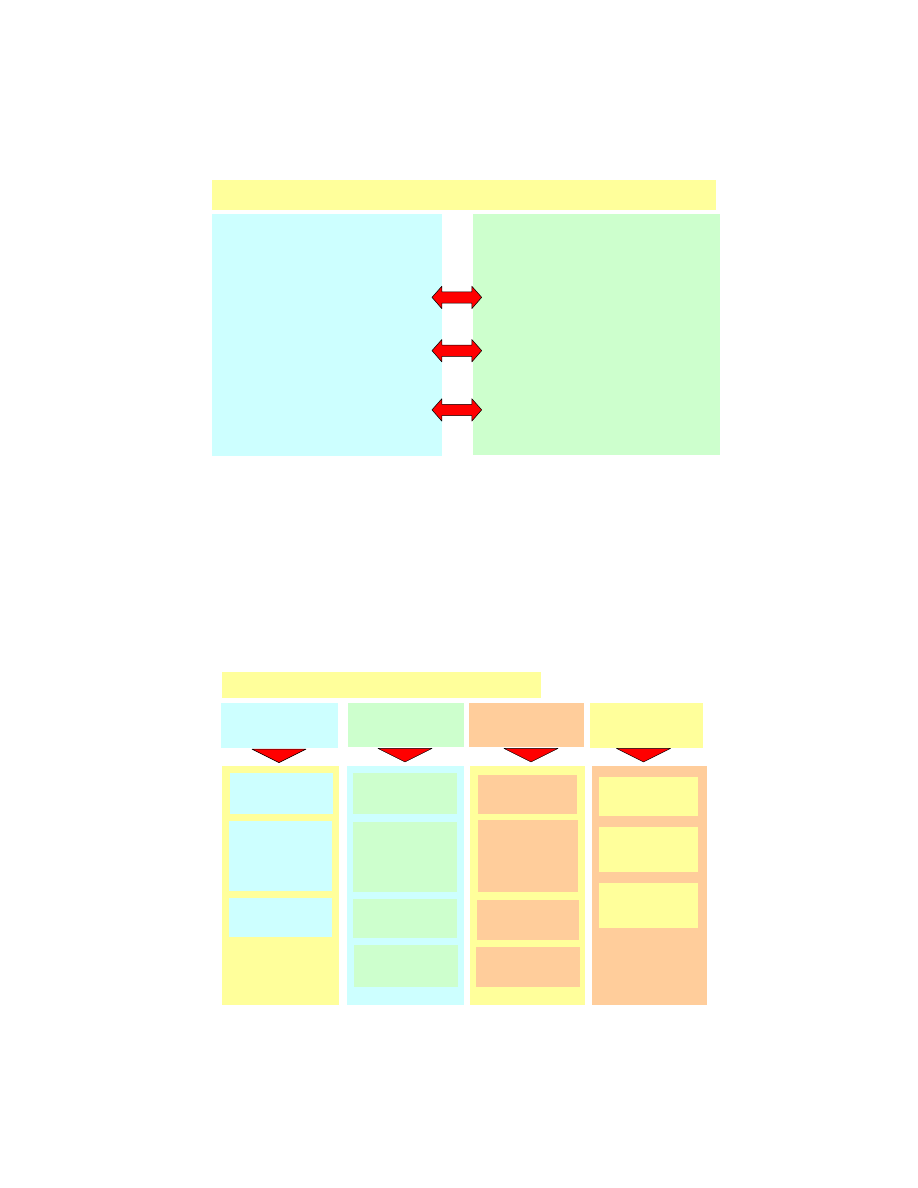
70
Przemysłowe sieci komunikacyjne -
Fieldbus
Konwencjonalne
Konwencjonalne
okablowanie:
okablowanie:
przekazywanie analogowych
sygnałów elektrycznych,
ka dy sygnał analogowy
wymaga własnego fizycznego
poł czenia,
sygnał analogowy jest do
dyspozycji w systemie
automatyzacji w ka dej chwili.
Komunikacja przez sie
Komunikacja przez sie
Fieldbus
Fieldbus
:
:
szeregowa transmisja sygnałów
cyfrowych jako bitów,
ró ne sygnały cyfrowe
wykorzystuj wspólne fizyczne
poł czenie,
fizyczne poł czenie jest do
dyspozycji sygnałów cyfrowych
kolejno w czasie
(multipleksowanie czasowe).
Porównanie rozwi zania konwencjonalnego z komunikacj sieciow
Porównanie rozwi zania konwencjonalnego z komunikacj sieciow
Sieci komunikacyjne
Fieldbus
Ilo danych
Ilo danych
Szybko
Szybko
transmisji
transmisji
Medium
Medium
transmisyjne
transmisyjne
Zastosowania
Zastosowania
1 ... 8 bit
1 ... 8 bit
1 ... 255
1 ... 255
Byte
Byte
> 1
> 1
kByte
kByte
< 1
< 1
ms
ms
1 ... 10
1 ... 10
ms
ms
10
10
ms
ms
... 1 s
... 1 s
Brak wymaga
Brak wymaga
czasowych
czasowych
Ekranowanie
Ekranowanie
Zasilanie
Zasilanie
pr dowe przez
pr dowe przez
kabel
kabel
magistrali
magistrali
Własna
Własna
ochrona
ochrona
Technika
Technika
wiatłowodowa
wiatłowodowa
Nap dy
Nap dy
Procesy
Procesy
ci głe
ci głe
Procesy
Procesy
wytwórcze
wytwórcze
Kryteria wyboru systemu magistralowego
Kryteria wyboru systemu magistralowego
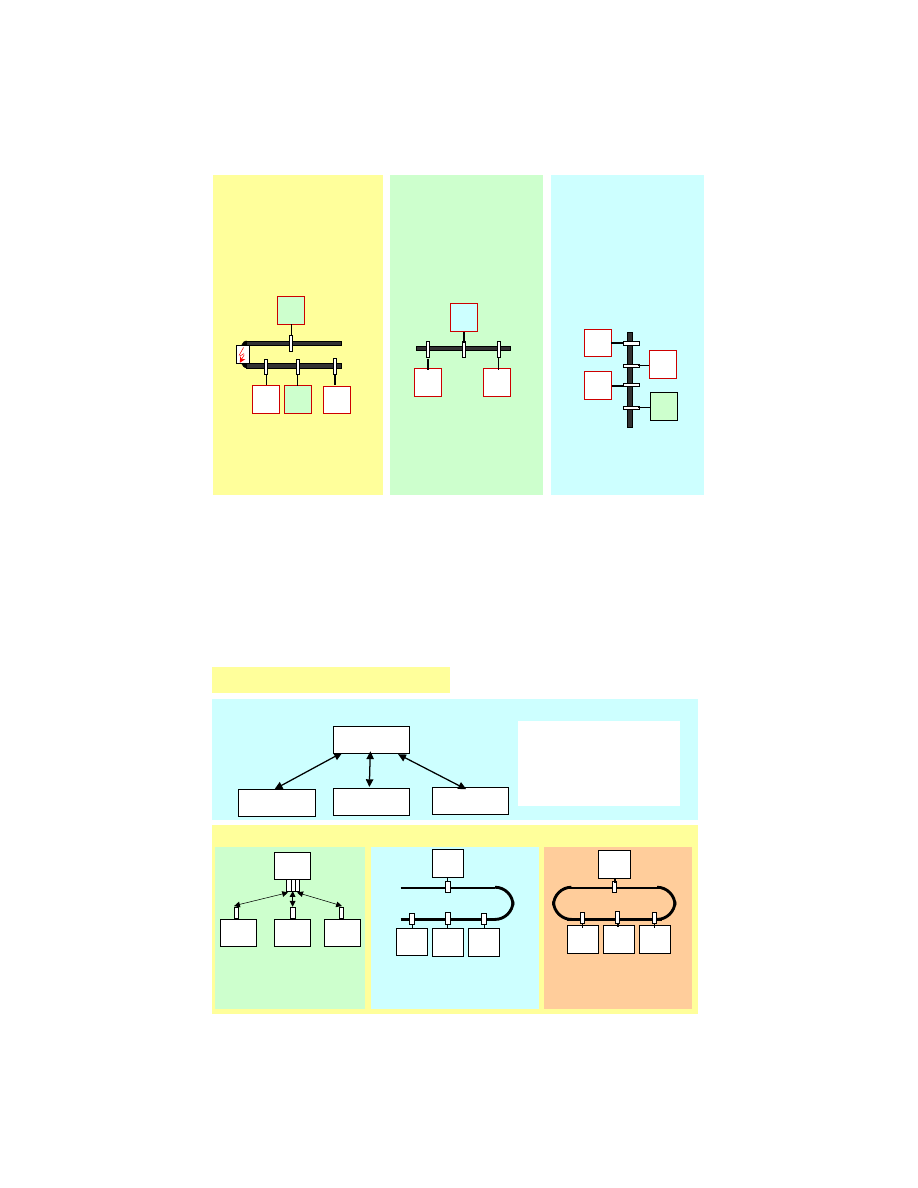
71
Metody dost pu do magistrali
Dost p losowy:
Dost p losowy:
CSMA
CSMA
: ka dy mo e w
ka dej chwili przesyła
informacj , a w
przypadku kolizji jest
powtórzenie.
Master/
Master/
Slave
Slave
:
:
Master okre la, która
Master okre la, która
stacja mo e si
stacja mo e si
komunikowa .
komunikowa .
Kontrolowany
Kontrolowany
rozproszony dost p
rozproszony dost p
do magistrali:
do magistrali:
Zasada
Zasada
token
token
’a
’a
:
:
tylko
tylko
stacja maj ca
stacja maj ca
token
token
mo e nadawa .
mo e nadawa .
A
B C
D
A
B
C
A
D
B
C
Losowa metoda dost pu do magistrali
z wykrywaniem kolizji CSMA/CD (ang.
Carrier Sense Multiple Access with
Collision Detection) i metoda
z
unikaniem kolizji CSMA/CA (ang.
Carrier Sense Multiple Access with
Collision Avoid).
Topologia sieci
Poł czenia logiczne i fizyczne
Poł czenia logiczne i fizyczne
Struktura logiczna:
Struktura logiczna:
A
B
C
D
Przykład:
struktura
struktura
hierarchiczna
hierarchiczna
B, C i D wymieniaj
informacje tylko z A, a nie
miedzy sob
Mo liwo ci poł cze fizycznych:
Mo liwo ci poł cze fizycznych:
A
Poł czenie punkt-punkt:
B, C i D mog wymienia
dane tylko z A
B
C
D
Magistrala linowa:
B, C i D mog wymienia
dane A i mi dzy sob
Magistrala pier cieniowa:
Poł czenia jak w magistrali
liniowej, przy awarii jednej ze
stacji pier cie jest przerwany.
A
B
C
D
A
B
C
D
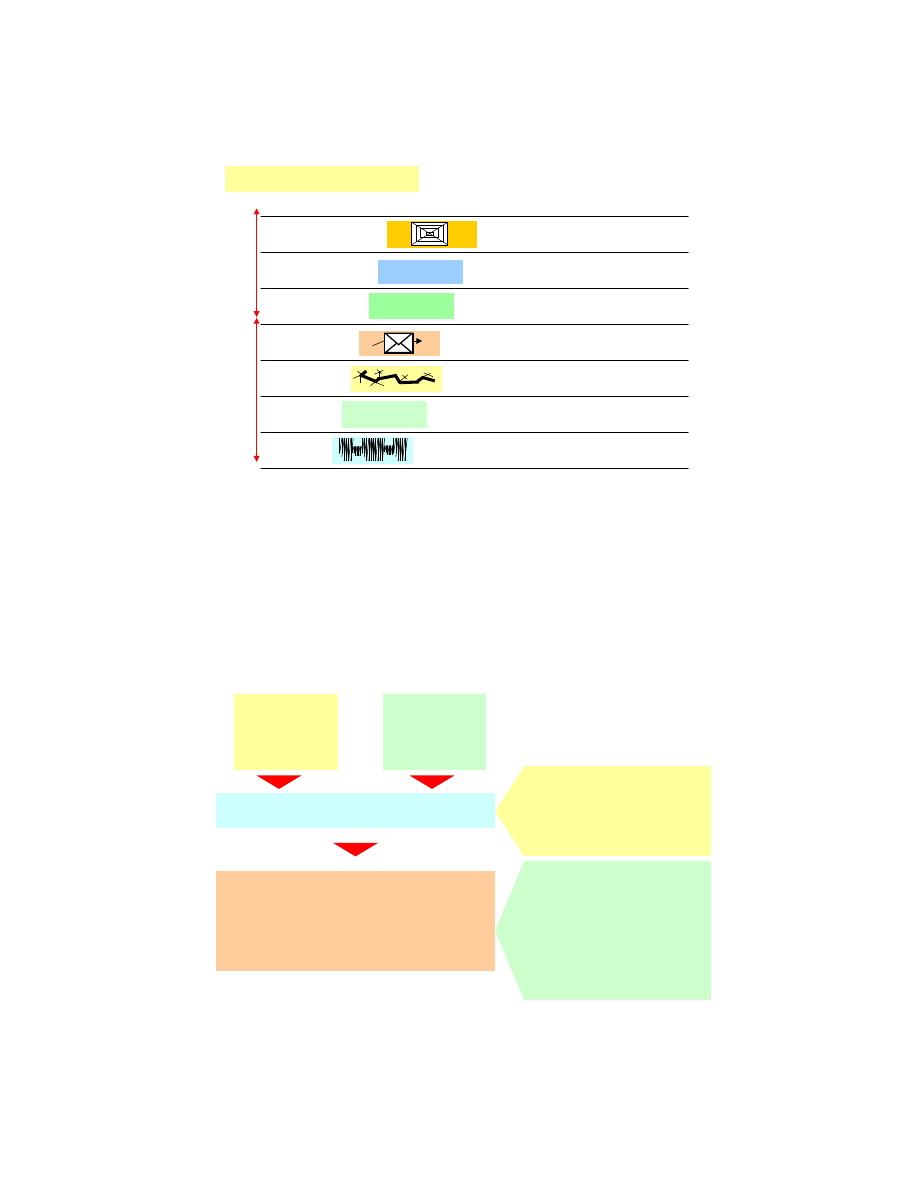
72
Model warstwowy ISO/OSI
Model odniesienia ISO/OSI
Model odniesienia ISO/OSI
Warstwa 1
Warstwa 2
Warstwa 3
Warstwa 4
Warstwa 5
Warstwa 6
Warstwa 7
W
ar
st
w
y
zo
ri
en
to
w
an
e
na
tr
an
sp
or
t
W
ar
st
w
y
zo
ri
en
to
w
an
e
na
ap
lik
ac
j
1011111010010110
Start Adres
A
B
%%I%%
Zobrazowanie
Transmisja bitów
Zabezpiecze
Transmisji
Transportowa
Sesji
Zobrazowania
Aplikacji
Wytworzenie sygnałów elektrycznych
Sterowanie dost pem, poł czenia
systemowe, tworzenie sumy kontrolnej,
wysyłanie i odbiór pakietów danych
Poszukiwanie dróg transmisji,
ł czenie systemów ko cowych
Przetwarzanie nazw, adresy
sieciowe, ł czenie uczestników
Tworzenie poł cze jako
jednostek wirtualnych
Dopasowanie formatów
danych
Interfejs aplikacji
Przetwarzanie informacji
Ochrona danych w sieciowym systemie komunikacyjnym
Zakłócenia
Zakłócenia
zewn trzne
zewn trzne
Np. zakłócenia
napi ciowe
Zakłócenia
Zakłócenia
wewn trzne
wewn trzne
Np. bł dy sprz tu/
oprogramowania
Niebezpiecze stwo bł dów transmisji
Niebezpiecze stwo bł dów transmisji
Zapewnienie integralno ci danych
Zapewnienie integralno ci danych
przez:
przez:
• rozpoznawanie bł dów,
• usuwanie bł dów.
Mo liwe bł dy przy pakietowej
transmisji danych:
• niewła ciwa zawarto pakietu,
• pakiet niekompletny,
• bł dna kolejno pakietów.
Rozpoznawanie bł dów:
• cykliczny kod binarny (bit kontrolny).
Usuwanie bł dów:
• korekcja bł dów u odbiorcy,
• ponowna transmisja na danie
odbiorcy,
• ponowna transmisja po otrzymaniu
potwierdzenia u nadawcy.
73
Komunikacja otwarta
Interconnectivity
Interconnectivity
(poł czenie)
(poł czenie)
Interoperability
Interoperability
(współdziałanie)
(współdziałanie)
Interchangeability
Interchangeability
(wymienialno )
(wymienialno )
• Mo liwo poł czenia, urz dzenia mog
w zasadzie wymienia dane,
• Zapewnienie jest uzyskiwane przez test
zgodno ci, tzn. implementacja protokołu
odpowiada zadanej specyfikacji.
• Urz dzenia mog współpracowa ze sob
w warstwie aplikacji,
• Test urz dzenia w instalacji odniesienia
na bezbł dn komunikacj z
urz dzeniami innych producentów.
• Wymienialno urz dze ró nych
producentów; konieczny jest jednakowy
zakres funkcyjny urz dze .
Powstawanie standardu
Standard
Standard
de
de
-
-
facto
facto
:
:
rozwi zanie oferowane przez okre lonego producenta przyjmuje si
np. wskutek:
• dominuj cej pozycji tego producenta na rynku,
• dost pno ci elementów składowych potrzebnych jego do budowy.
Przykłady: Ethernet, Bitbus, CAN, USB, Firewire, IEE 488, ...
Grupa zainteresowanych opracowuje wspólne rozwi zanie:
Grupa zainteresowanych opracowuje wspólne rozwi zanie:
• w gremiach standaryzacyjnych i stowarzyszeniach firm.
Przykłady: PROFIbus, ASI, CIA, Interbus, FF, Hart, ...
74
Sieciowe systemy komunikacyjne w automatyzacji
Sieci obiektowe (
Sieci obiektowe (
Fieldbus
Fieldbus
)
)
Ogólne cechy:
•najcz ciej zrealizowane tylko warstwy 1,
2 i 7,
•systemy Multi-Master,
• wiatłowód, skr tka,
•komunikacja ko cowych u ytkowników,
•logiczne kanały komunikacyjne,
•telegramy o długo ci w bajtach,
•krótkie czasy cyklu,
•zdolno do pracy w czasie rzeczywistym,
•odporno na zakłócenia,
•tanie przył czenie.
Realizacje:
•kierowanie procesem,
•komunikacja PLC-PLC lub PLC-IPC,
•komunikacja mi dzy poziomem
obiektowym (czujniki/ elementy
wykonawcze) a układem sterowania,
•mała liczba uczestników,
•system Master-Slave, system z Token’em
lub CSMA/CA,
•firmowe: MPI (Siemens), Suconet P, ...
•otwarte: Profibus DP/ PA, CAN, Interbus,
ASI, ...
PROFIBUS
PROFIBUS
-
-
DP:
DP:
• przył czenie przez 1 układ
(
Chip),
• 235 byte danych
(dwukierunkowo),
• RS 485,
• skr tka,
• topologia: magistrala liniowa
lub struktura drzewiasta,
• sztywno konfigurowane
logiczne kanały
komunikacyjne,
• < 122 uczestników,
• czas cyklu < 50 ms,
• długo przewodów do 1200-
4800 m,
• koszt przył czenia < 600 PLN,
• ró ne profile dla: automatyzacji
budynków, nap dów, sensorów
i elementów wykonawczych.
CAN
CAN (
Controller Area
Network):
• ł czenie sterowników,
sensorów i elementów
wykonawczych w
samochodach i maszynach,
• szybko transmisji 1 Mbit/s,
• max. długo przewodów do
40m,
• medium transmisyjne jest
nie okre lone ( wiatłowód,
kabel miedziany, ...),
• metoda Multi-Master,
• protokół zorientowany na
informacj (zasada
rozgłaszania),
• zadawanie priorytetów,
• dost pne tanie układy
(
chip’y),
• opracowana przez firmy
Bosch i Intel.
ASI
ASI (
Aktor-Sensor-
Interface):
• przył czenie za pomoc 1
chip’a dla sensorów i
elementów wykonawczych,
• 4 bity danych
(dwukierunkowo),
• metoda Master-Slave,
• do 32 uczestników (1 Master
+ 31
Slave’ów),
• czas cyklu < 5 ms,
• zewn trzne elektroniczne
ustawianie adresów,
• sie o strukturze drzewiastej,
• długo przewodów do 100m
(bez
Reapeter’a),
• trój yłowy nie ekranowany
kabel z zasilaniem urz dze ,
• koszt przył czenia < 60 PLN.
Przykłady sieci obiektowych (ang.
Fieldbus)
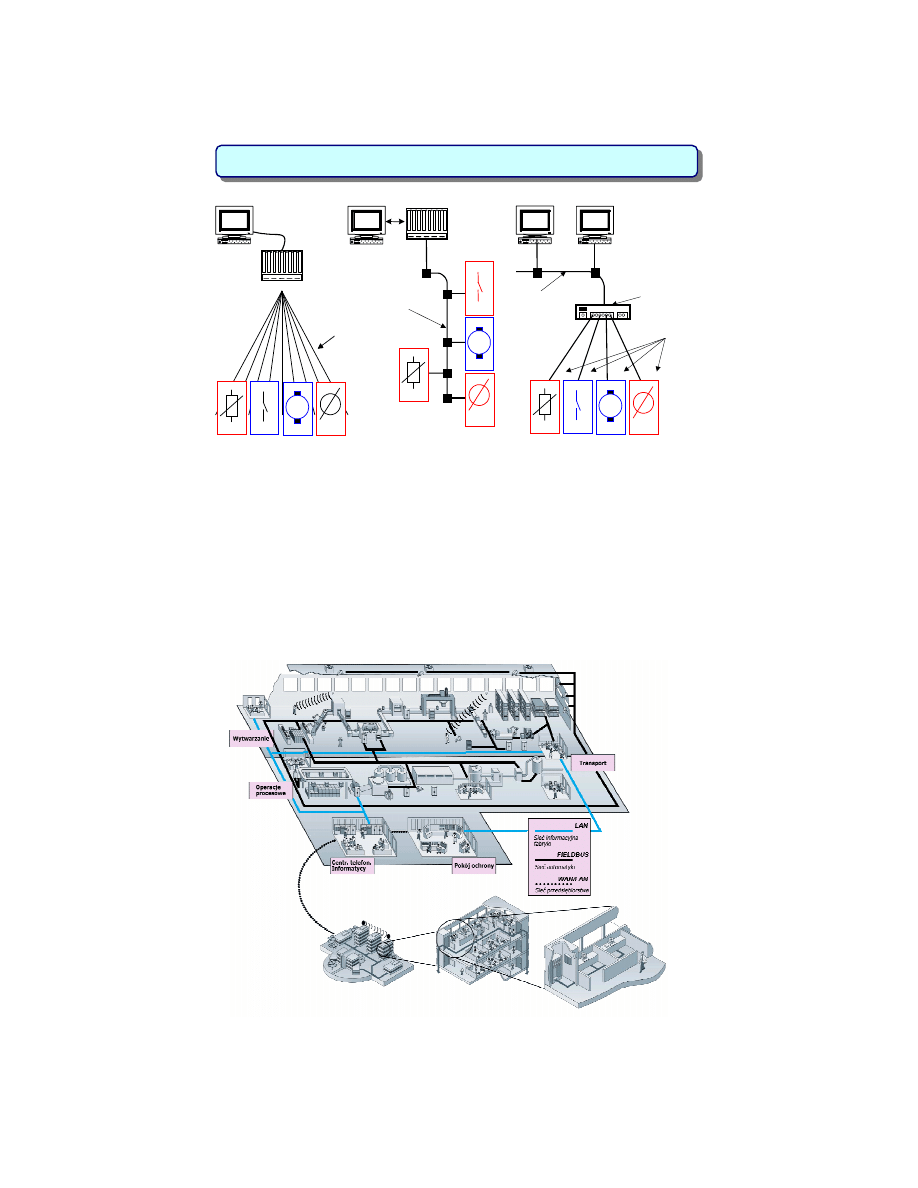
75
Ró ne rozwi zania układów sterowania
Sterownik PLC
SCADA
SCADA
Sterownik PLC
2. Sterowanie rozproszone
Czujnik
Zadajnik
Silnik
M
Przetwor
nik
V
Czujnik
Zadajnik
Silnik
M
Przetwor
nik
V
1. Sterowanie
scentralizowane
SCADA
HMI
Sie typu Fieldbus
Poł czenia
bezpo rednie
Sie LAN
(Ethernet)
3. Sterowanie z rozproszon
inteligencj
Inteligentne
urz dzenia
wyposa one
w procesory
RISC,
wbudowane
serwery
web
oraz interfejs
Ethernetu
Czujnik
Zadajnik
Silnik
M
Przetwor
nik
V
Przeł cznik
sieciowy (
Switch)
Nadrz dny system sterowania
SCADA (ang.
Supervisory Control System and Data
Acqusition) – system sterowania nadrz dnego, zbierania
danych i wizualizacji
HMI (ang.
Human Machine Interface) –
interfejs człowiek-maszyna
Obszar zastosowa sieci
LAN oraz WAN
w przedsi biorstwie wytwórczym
76
Urz dzenia sieciowe stosowane w sieciach LAN/WAN
Regenerator (
Regenerator (
ang.
ang.
Repeater
Repeater
)
)
.
.
Regenerator jest urz dzeniem warstwy fizycznej słu cym do ł czenia
poszczególnych segmentów medium transmisyjnego. Jego działanie polega na
wzmocnieniu sygnału odebranego z jednego segmentu i przesłaniu go do
drugiego. Umo liwia to utworzenie segmentu o maksymalnej długo ci (np. 1500 m
dla Ethernetu 10Base5, z wykorzystaniem 2 regeneratorów).
Koncentrator (
Koncentrator (
ang.
ang.
Hub
Hub
)
)
.
.
Koncentratory s urz dzeniami działaj cymi w warstwie fizycznej modelu ISO/OSI i
spełniaj one rol ł cznika pomi dzy komputerami. Działanie koncentratora jest
bardzo proste: przesyła on sygnał odebrany z jednego portu (przył cza) do
wszystkich pozostałych. Rozró nia si trzy rodzaje koncentratorów: aktywne, które
dodatkowo spełniaj funkcj regeneratorów, pasywne oraz inteligentne, które
oferuj tak e takie funkcje jak redundantne zasilanie, automatyczn zmian
polaryzacji w przypadku bł dnie wykonanego kabla poł czeniowego, regeneracj
sygnału, podstawow diagnostyk sieci (informowanie stacji o ich wadliwym
działaniu), wbudowany zegar czy nawet redundantny układ chłodzenia. Opó nienie
wprowadzane przez hub jest pomijalnie małe – dla koncentratora pracuj cego z
pr dko ci 10 Mbit/s jest ono mniejsze od 1 ms.
Urz dzenia sieciowe stosowane w sieciach LAN/WAN c.d.
Most (
Most (
ang.
ang.
Bridge
Bridge
)
)
.
.
Mosty s urz dzeniami umo liwiaj cymi ł czenie sieci LAN, zapewniaj c im wymian
danych. Podobnie jak przeł czniki, mosty operuj na warstwie ł cza danych i mog by
u yte do podzielenia sieci na mniejsze domeny kolizyjne. Je eli na jednym z wej
most
odbierze ramk , której adresat znajduje si w segmencie sieci podł czonym do tego
wła nie wej cia, to oczywiste jest, e dotarła ju ona równie do niego i taka ramka jest
odrzucana (nie jest ona przesyłana do drugiego segmentu). Lokalizacja adresata odbywa
si na zasadzie stosowanej w przeł cznikach sieciowych. Zalet mostów jest to, e mog
one ł czy sieci o ró nym okablowaniu. Nie mog one jednak ł czy sieci o ró nej
metodzie dost pu do medium transmisyjnego (istniej jednak tzw. mosty tłumacz ce,
umo liwiaj ce poł czenie ró nych sieci). Mosty nie s jednak w stanie kontrolowa
transmisji typu
broadcast i dlatego te przepuszczaj cały ruch tego typu, co mo e
obni y wydajno
całego systemu. Kolejn wad tego rozwi zania jest dodatkowe
opó nienie transmisji w zwi zku z konieczno ci okre lenia przez urz dzenie adresu MAC
adresata. Ponadto, je eli w doł czonych do mostu sieciach wyst pi p tla (co mo e mie
miejsce w przypadku nieznajomo ci topologii całej sieci przez administratorów
poszczególnych segmentów, lub mo e by wprowadzona celowo - ze wzgl du na wymogi
bezpiecze stwa, aby zapewni systemowi redundancje), to przy stosowaniu kilku mostów
zachodzi niebezpiecze stwo zap tlania si ramek w sieci. Aby tego problemu unikn
implementuje si w mostach tzw. algorytm drzewa rozpinaj cego (ang.
Spanning Tree -
IEEE 802.1D), którego działanie polega na wył czeniu zdublowanych poł cze
i
uaktywnieniu ich dopiero w razie awarii. W zwi zku z tymi wadami mosty powoli przestaj
by stosowane i s one zast powane przez przeł czniki czy nawet rutery.
77
Ruter
Ruter
(
(
ang.
ang.
Router
Router
)
)
.
.
Ruter jest urz dzeniem warstwy sieciowej i mo e on ł czy wiele segmentów sieci (lub
podsieci). Zazwyczaj jest on wyposa ony w wydajny procesor, oprogramowanie nadzoruj ce
przepływ pakietów, wiele interfejsów LAN oraz porty sieci WAN. Jego działanie jest podobne do
działania mostu, jednak operuje on na adresie sieciowym (IP) a nie na adresie MAC. O kierunku
przesłania pakietów decyduje ruter na podstawie tzw. tablicy rutowania adresów sieciowych.
Funkcja ta działa na zasadzie porównania adresu odczytanego z pakietu z adresami zawartymi
w tablicy rutowania. Je eli adres zostanie odnaleziony w tabeli, to wówczas urz dzenie „wie”
gdzie skierowa dany pakiet (wyznacza cie k prowadz c do adresata - marszrut ). W
przeciwnym razie pakiet jest odrzucany. Wyró niamy rutery
statyczne
statyczne i
dynamiczne
dynamiczne. Rutery
statyczne musz by w pełni konfigurowane przez administratora sieci, natomiast rutery
dynamiczne do tworzenia i aktualizacji swoich tablic rutowania korzystaj z informacji
uzyskanych w swoich własnych segmentach jak równie od innych urz dze tej klasy. Dzi ki
temu s one ci gle w posiadaniu informacji na temat mo liwych tras do adresata, w skich
gardeł i przerwanych poł cze , co pozwala im na wyznaczenie najlepszej trasy przepływu
pakietu. Nowa wersja protokołu IP (IPv6) umo liwia wybór trasy równie przez nadawc
(u ytkownika), który np. b dzie mógł wybra operatora telekomunikacyjnego, z którego ł cz
zechce korzysta – zale nie od oczekiwanej pr dko ci, ceny czy stopnia bezpiecze stwa
danych. Du
zalet rutera jako urz dzenia wykorzystywanego do ł czenia sieci jest to, e w
zwi zku z jego prac w warstwie sieciowej mo e on
ł
czy ze sob sieci o ró nych
architekturach, metodach dost pu do ł cza czy nawet protokołach (pod warunkiem, e s to
protokoły rutowalne, np. TCP/IP, IPX/SPX). Rutery maj jednak wady: mniejsza przepustowo
w stosunku do mostów (musz by wykonane dodatkowe operacje na przesyłanych pakietach),
wysoka cena czy wprowadzanie dodatkowego obci enia sieci podczas uaktualniania swoich
tablic przez rutery dynamiczne.
Urz dzenia sieciowe stosowane w sieciach LAN/WAN c.d.
Brama (
Brama (
ang.
ang.
Gateway
Gateway
)
)
.
.
Termin ten odnosił si kiedy do ruterów, jako do „bramy do wiata” pozwalaj cej na
podł czenie sieci lokalnej do Internetu. Obecnie mianem bramy okre lany jest zwykle
komputer wyposa ony w odpowiednie oprogramowanie i karty sieciowe, co pozwala takim
jednostkom na pełnienie ró nych funkcji. Jedna z nich to rola „tłumacza” i po rednika
pomi dzy odmiennymi systemami w sieci (np. wzajemna komunikacja i dzielenie zasobów
pomi dzy sieci opart na PC a sieci komputerów MacIntosh). Inn funkcj bram jest
tłumaczenie protokołów – potrzeba taka zachodzi np. w przypadku odebrania od nadawcy
pakietu takiego protokołu, którego adresat nie obsługuje. Kiedy brama ustali, jaki protokół
obsługuje adresat, to konwertuje informacj do postaci dla niego zrozumiałej i nast pnie
mu j przesyła. Istniej równie bramy poczty elektronicznej, które w razie potrzeby
konwertuj wiadomo ci elektroniczne z formatu wła ciwego programowi pocztowemu do
formatu ogólnie przyj tego (np. SNMTP), który mo e by
swobodnie przesyłany i
kierowany przez Internet. Bramy stosuje si równie w celu zabezpieczenia systemów
przed niepo danym dost pem z zewn trz. Mog one równie by wykorzystane do
filtrowania pakietów okre lonego typu. Wynika z tego, e brama mo e pełni wiele funkcji,
w zale no ci od oprogramowania i sposobu skonfigurowania. Ogólnie rzecz ujmuj c
wyró ni mo emy trzy rodzaje bram:
bramy protoko
bramy protoko
ł
ł
ó
ó
w
w,
bramy aplikacji
bramy aplikacji oraz
bramy
bramy
bezpiecze
bezpiecze
stwa
stwa. Bramy operuj głównie w
Warstwie Aplikacji
Warstwie Aplikacji modelu OSI, lecz czasami
spełniaj funkcj warstwy
Sesji
Sesji a nawet
Sieci
Sieci. Operacje, jakie musz wykona bramy, aby
spe
ł
ni
postawione przed nimi zadania cz sto s
bardzo skomplikowane, co ma
odzwierciedlenie w czasie, jaki im to zajmuje. Dlatego te s one wolniejsze w dzia
ł
aniu ni
np. rutery i wymagaj wydajnych, a co za tym idzie tak e drogich jednostek centralnych.
Ponadto ich instalacja i konfiguracja jest trudna.
Urz dzenia sieciowe stosowane w sieciach LAN/WAN c.d.
78
Prze
Prze
ł
ł
cznik sieciowy (
cznik sieciowy (
ang.
ang.
Switch
Switch
)
)
.
.
Przeł czniki sieciowe s obecnie „sercem” ka dej wi kszej sieci komputerowej. Na ich bazie powstaj
tak e deterministyczne aplikacje automatyki z wykorzystaniem
Ethernetu. Przeł czniki sieciowe,
podobnie jak koncentratory, s wieloportowymi urz dzeniami ł cz cymi wiele segmentów sieci w
wi ksz cało . S one jednak urz dzeniami inteligentnymi operuj cymi na warstwie ł cza danych.
Analizuj one adres MAC adresata ka dej ramki i na tej podstawie oraz na podstawie wewn trznej tabeli
adresów kieruj ramk do wyj cia, do którego adresat jest podł czony. Tabela adresów tworzona jest
automatycznie przez urz dzenie i od wie ana z ka d przychodz c ramk - odczytywany jest adres
nadawcy ramki, który nast pnie jest przypisywany wej ciu, do którego ramka ta wpłyn
ł
a. Nale y tutaj
zaznaczy , e proces identyfikacji adresata realizowany jest sprz towo, co owocuje krótkim czasem
zestawienia poł czenia pomi dzy odpowiednimi portami urz dzenia. Istniej dwie podstawowe metody
działania przeł czników:
Store
Store
-
-
And
And
-
-
Forward
Forward oraz
Cut
Cut
-
-
Through
Through. W pierwszym przypadku przeł cznik
przesyła ramk dalej dopiero po odebraniu całej ramki, gdy musi ona zosta poddana sprawdzeniu jej
poprawno ci na podstawie danych kontrolnych (CRC), które s przesyłane na jej ko cu. W przypadku
stwierdzenia bł dów w ramce jest ona odrzucana. Metoda ta powoduje opó nienia zwi zane z weryfikacj
ramki. Przesłanie najwi kszej dopuszczalnej przez Ethernet ramki przez przeł cznik operuj cy z
pr dko ci 10 Mbit/s zajmuje około 1.2 ms, podczas gdy najkrótsza ramka zostanie przesłana w czasie
500 ms. Metoda
Cut-Through polega na skierowaniu ramki do odpowiedniego portu z chwil , gdy
przeł cznik jest w stanie okre li jedynie adres odbiorcy. Zalet tej metody jest szybko
działania
wynikaj ca z braku opó nie zwi zanych z oczekiwaniem na cało
ramki oraz sprawdzaniem jej
poprawno ci. Poniewa adres odbiorcy umieszczony jest w ramce Ethernetu zaraz po preambule, to
przeł cznik jest w stanie szybko okre li port, do którego powinien przesła ramk i przy zało eniu, e
port docelowy nie jest zaj ty, cała operacja przeł czania mie ci si w czasie ok. 11 ms. Istnieje jednak
niebezpiecze stwo, e ramka oka e si uszkodzona. Wówczas zostanie ona przesłana bezcelowo,
niepotrzebnie zajmuj c ł cze. Sytuacja jest jeszcze gorsza, je eli port, do którego ramka ma zosta
przesłana jest zaj ty. Wówczas taka ramka b dzie przez dodatkowy okres czasu przechowywana w
buforze, niepotrzebnie go zajmuj c. Jednak obecnie, gdy wi kszo
urz dze pracuje w trybie
full-duplex
i nie dochodzi do kolizji, to takie sytuacje zdarzaj si niezmiernie rzadko.
Urz dzenia sieciowe stosowane w sieciach LAN/WAN c.d.
Scentralizowana automatyzacja
Sterowanie
centralne
Dane
Program
Binarne
I/O
Elementy
wykonawcze
Sensory
Zalety:
Zalety:
• dobre mo liwo ci strukturyzacji
oprogramowania,
• nie ma wymaga komunikacyjnych.
Wady:
Wady:
• okablowanie wymaga du ych nakładów,
jest drogie i nieprzejrzyste,
• modularyzacja jest bardzo trudna,
• nie ma mo liwo ci ponownego
wykorzystania oprogramowania.
Na rynku:
• małe, kompaktowe sterowniki: 16/32 I/O,
• rednie sterowniki: do 256 I/O,
• du e sterowniki: do 4096 I/O.
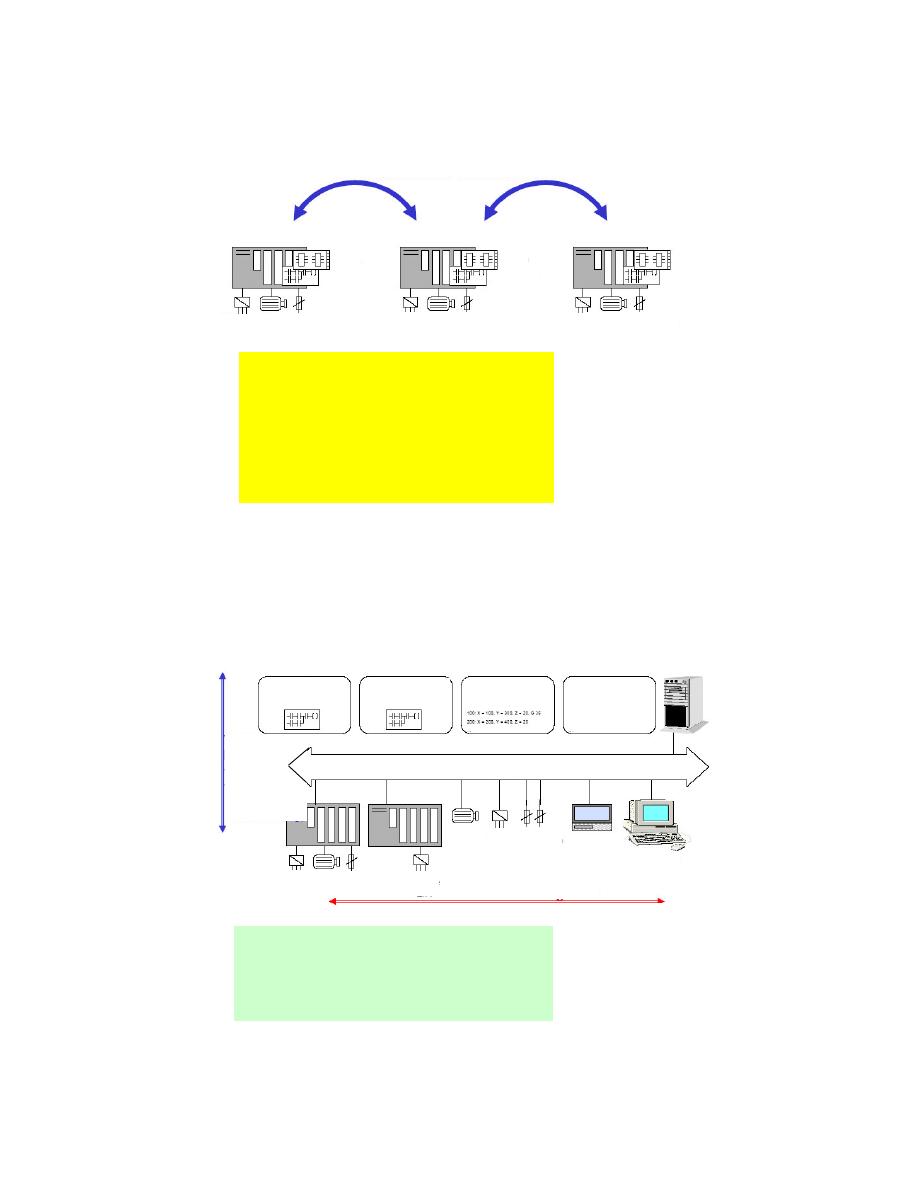
79
Rozproszona automatyzacja
Zalety:
Zalety:
• proste i tanie okablowanie,
• mo liwo budowy modułowej instalacji,
• mo liwo ponownego wykorzystania oprogramowania.
Wady:
Wady:
• wymagaj ca du ych nakładów, kosztowna komunikacja,
• mudna synchronizacja i wyrównywanie danych,
• trudne uruchamianie, utrzymanie stanu i piel gnacja.
Elementy
wykonawcze
Sensory
Binarne
I/O
Dane
Program
Sterownik
Sterownik
Sterownik
Dane
Dane
Program
Program
Elementy
wykonawcze
Binarne
I/O
Sensory
Elementy
wykonawcze
Sensory
Binarne
I/O
Wymiana danych/ komunikacja
Zalety rozproszonych systemów automatyzacji
Zalety:
Zalety:
• proste i tanie okablowanie,
• dobre mo liwo ci budowy modułowej,
• dobra strukturyzacja oprogramowania,
• otwarta komunikacja, tzn. otwarte, heterogeniczne systemy
.
Binarne
I/O
Elementy
wykonawcze
Sensory
Binarne
I/O
Elemen-
ty wyko-
nawcze
Binarne
I/O
Sensory
Obsługa, obserwacja,
analiza
Integracja pozioma:
Integracja pozioma:
• wymiana danych w czasie rzeczywistym
Integracja
Integracja
pionowa:
pionowa:
• sie zakładu,
• Internet
(logistyka,
zdalny serwis)
Platforma komunikacyjna
Platforma komunikacyjna
Aplikacja 1
(PLC)
Aplikacja 2
(PLC)
Aplikacja 3
(CNC)
Aplikacja n
(RC)
Przejazd przez P1, P2 do P4
Przejazd liniowo do P5
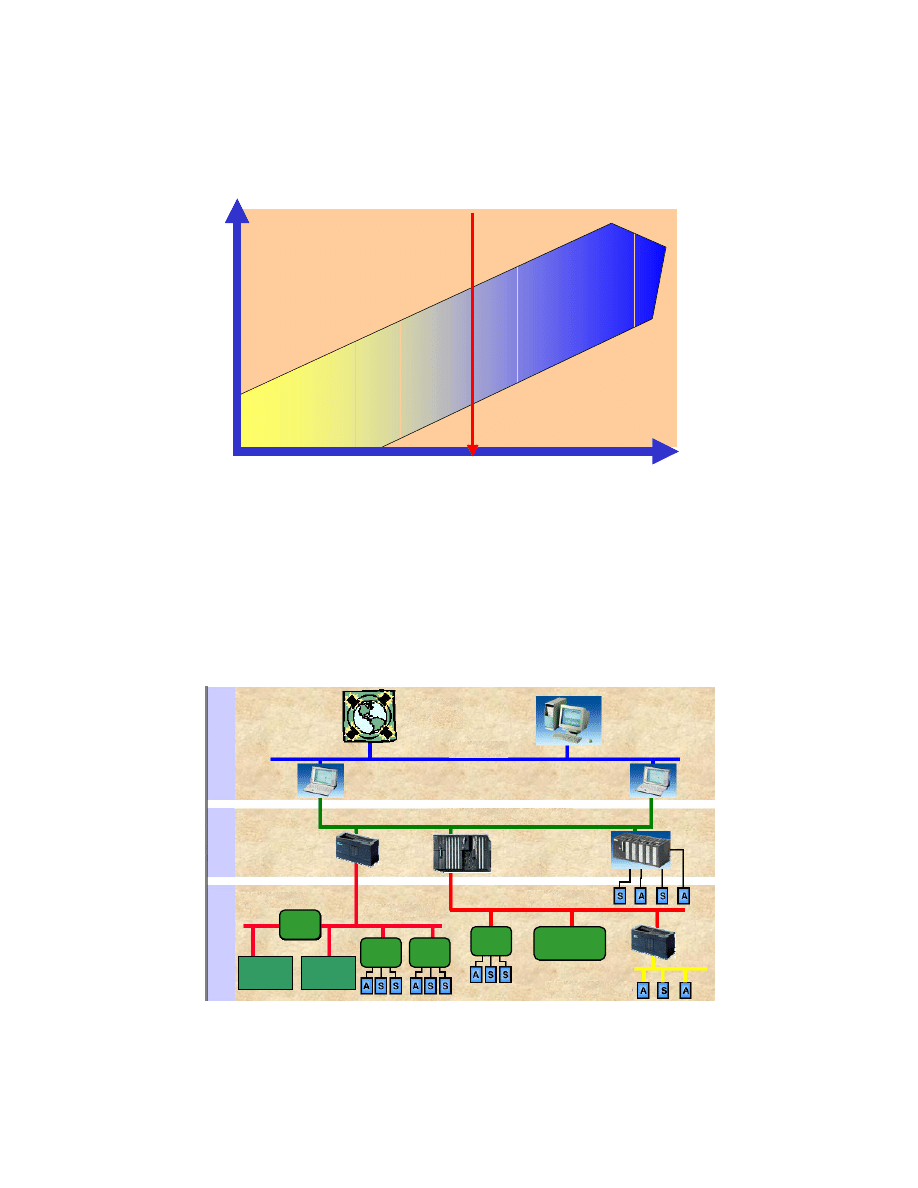
80
Proces ewolucji w automatyzacji przemysłowej
wcze niej
obecnie
w przyszło ci
Czas
Stopie decentralizacji
Automatyzacja
scentralizowana
Automatyzacja
rozproszona,
sieciowa
Niezale ne
poł czenia
sieciowe przez
„inteligencj ” w
urz dzeniach
peryferyjnych
Obecna komunikacja w automatyzacji wytwarzania
P
oz
io
m
o
bi
ek
to
w
y
P
oz
io
m
k
ie
ro
w
an
ia
P
oz
io
m
gn
ia
zd
a
Jednostka
wskazuj ca
Panel
operatorski
Sprz g
magistr.
Rozpro-
szone I/O
Rozpro-
szone I/O
Rozpro-
szone I/O
Wizualizacja
procesu
Fieldbus 2
Fieldbus 1
Fieldbus 3
Magistrala sterowania
Ethernet
Internet
Extranet
Magistrala A/S
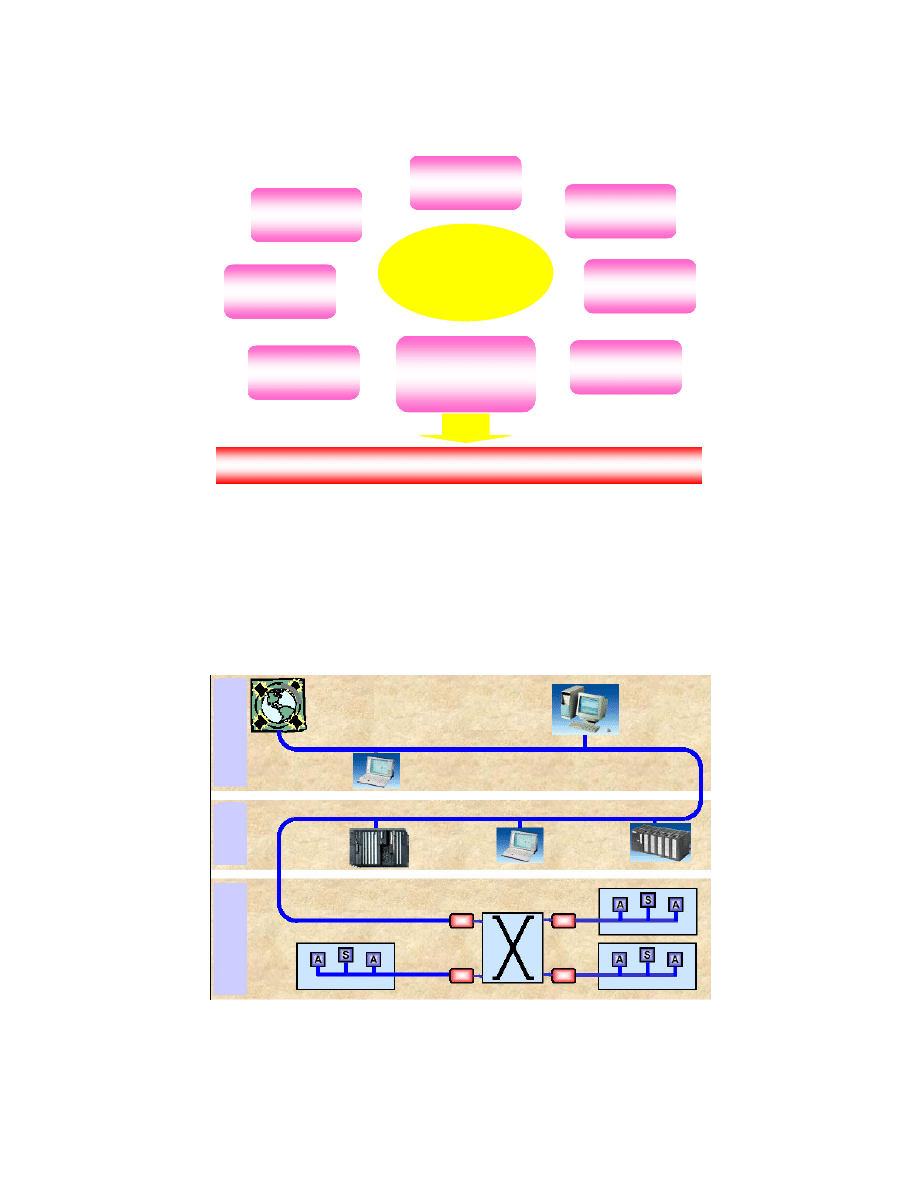
81
Wady obecnych systemów komunikacyjnych
Aktualna
Aktualna
sytuacja
sytuacja
Wiele
systemów
sieciowych
Ró ne
metody i
protokoły
Ró norodne
topologie
Wysokie koszty
i wiele firmowych
elementów
Heterogeniczne
zastawy danych
Ró norodne
systemy
operacyjne
Firmowe
rozwi zania
systemów
Procesory
dopasowuj ce
i Gateway’e
Brak uzyskania przelotowo ci komunikacyjnej sieci, sprz tu i oprogramowania
Internet
Extranet
P
oz
io
m
o
bi
ek
to
w
y
P
oz
io
m
gn
ia
zd
a
P
oz
io
m
k
ie
ro
w
an
ia
Ethernet TCP/IP
Ethernet TCP/IP
Deterministyczny Ethernet-TCP/IP czasu
rzeczywistego z technologi przeł czania (
Switching)
Pionowa integracja przepływu informacji w komunikacji
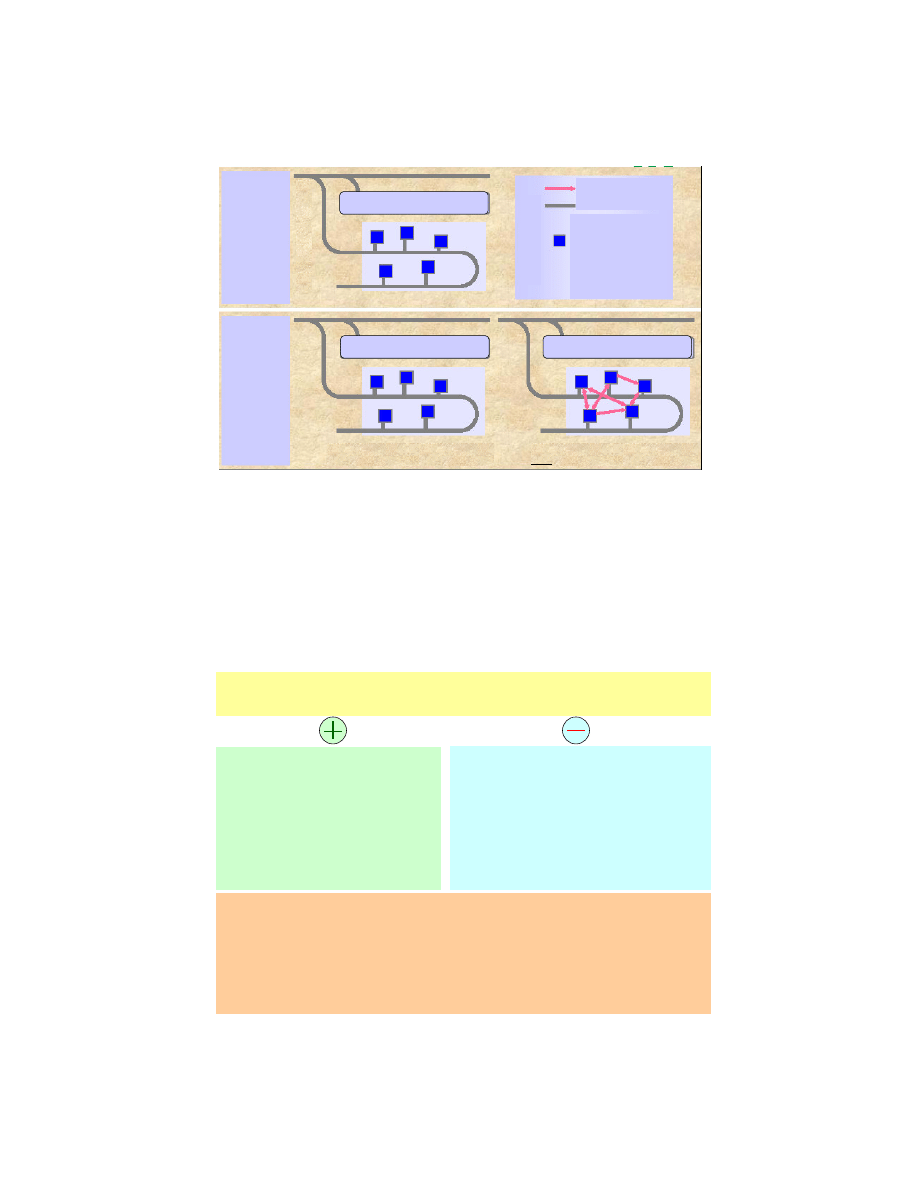
82
Przelotowy Ethernet TCP/IP
Cel
Cel
Cel
Cel
po re
po re
-
-
dni
dni
PC (programowanie i sterowanie)
PC konfiguruje sie
PC do monitorowania
Komponenty s parametryzowane i
ustawiane ich własno ci
Komponenty pracuj i komunikuj si
tylko ze sob
P
rz
el
ot
ow
o:
T
C
P
/IP
Le
ge
nd
a:
Le
ge
nd
a:
Komunikacja przez:
Komunikacja przez:
Ethernet
Ethernet
TCP/IP
TCP/IP
Składniki sterowania:
Składniki sterowania:
•
•
sensory,
sensory,
•
•
elementy
elementy
wykonawcze,
wykonawcze,
•
•
małe grupy sensorów
małe grupy sensorów
i elementów
i elementów
wykonawczych.
wykonawczych.
Zastosowanie Ethernet’u
Obecnie w technice automatyzacji wyst puje trend stosowania
standardowych technologii informatycznych.
• Tanie rozwi zanie (rynek
masowy),
• Szerokie rozpowszechnienie,
• Przelotowo przepływu
informacji (wł czenie do
obszaru biurowego),
• Standardowy sprz t.
• Wymagane dopasowanie do
specjalnych wymaga automatyzacji,
• W zasadzie nie spełnia wymaga
czasu rzeczywistego,
• Przej cie problemów z obszaru
biurowego (włamania do sieci,
wirusy, problemy bezpiecze stwa).
Cechy:
Cechy:
Metoda dost pu:
CSMA/CD (nie deterministyczna)
Szeroko pasma:
10 Mbit/s do 1 Gbit/s
Medium transmisyjne:
kabel miedziany lub wiatłowód
Rozległo :
dla kabla miedzianego max. 50m przy 100Mbit/s
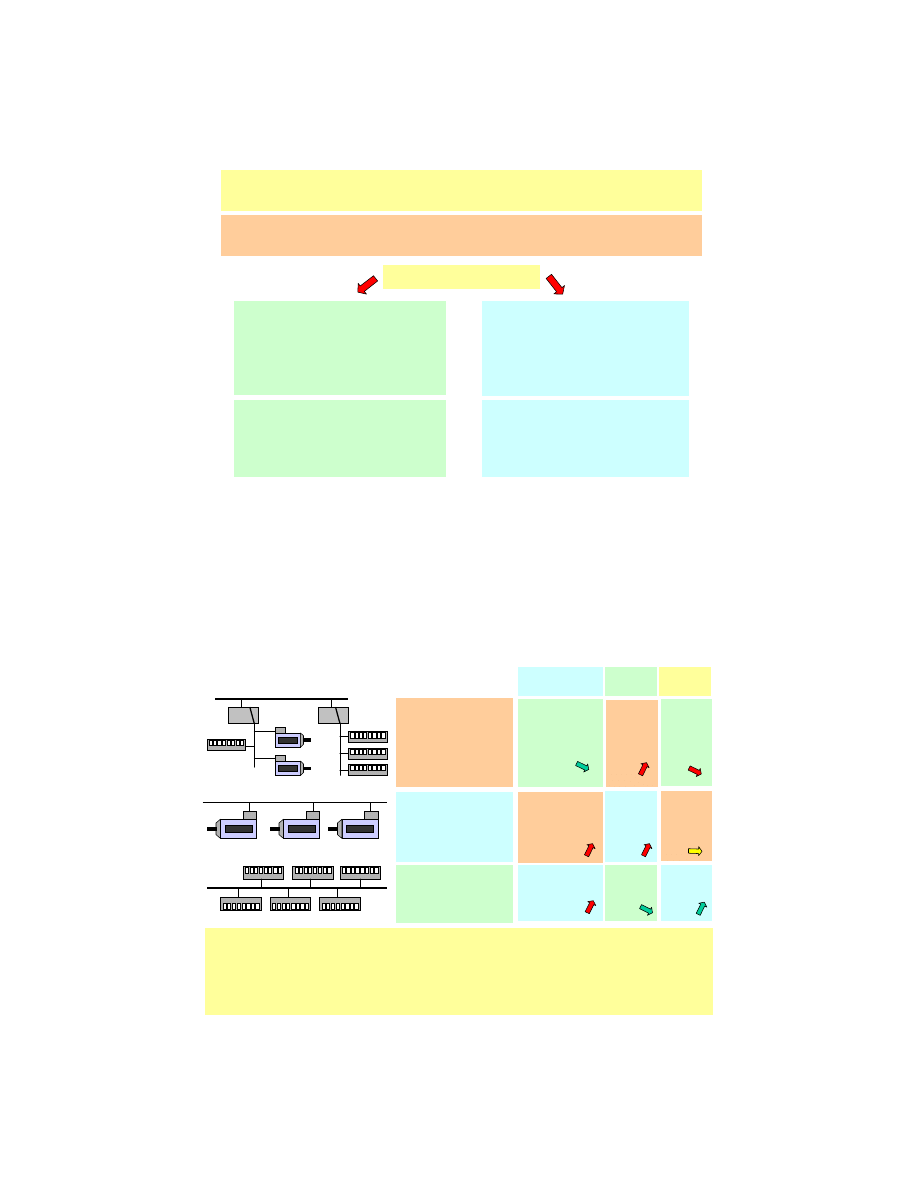
83
Ethernet a wymagania czasu rzeczywistego
Du a szeroko pasma transmisyjnego Ethernet’u, w porównaniu z sieciami
Fieldbus, redukuje problem z wyst powaniem kolizji.
Jednak e dla wysokich wymaga czasu rzeczywistego wzgl. synchronizacji
Ethernet nie jest wystarczaj cy (np. regulacja poło enia).
Mo liwe rozwi zania
Mo liwe rozwi zania
Rozwi zanie programowe
Rozwi zanie programowe
Modyfikacja w wy szych
warstwach protokołu
(np. metoda pier cienia czasowego,
max. wielko pakietów danych).
Rozwi zanie sprz towe
Rozwi zanie sprz towe
Przeł czanie
(switching) z
ustawianiem priorytetów
telegramów.
• brak dodatkowego sprz tu,
• zwykli uczestnicy s łatwi w
integrowaniu, jednak zakłócaj
funkcjonalno .
• nie s potrzebne adne
modyfikacje u uczestników,
• wymagaj cy du ych nakładów
sprz t (Switch’e).
Obszary zastosowa Ethernet’u w automatyzacji
Zastosowanie Ethernet’u w automatyzacji produkcji wymaga dodatkowych nakładów
(wymagania czasu rzeczywistego, wpływy otoczenia, ochrona dost pu).
Koszty realizacji przył cze Ethernet’owych przekraczaj obecnie koszty zwykłych
rozwi za typu
Fieldbus, a opłacalne zastosowanie Ethernet’u jest silnie uzale nione
od ka dorazowej aplikacji.
Poł czenie w sie
zamkni tych
inteligentnych
składników.
Poł czenie w sie
inteligentnych
nap dów.
Poł czenie w sie
rozproszonych
modułów I/O.
Wymagania czasu
rzeczywistego
Koszty
sprz tu
Liczba
sztuk
Niskie
Wysokie
Wysokie
Wyso-
kie
Wyso-
kie
Niskie
Du a
red-
nia
Mała
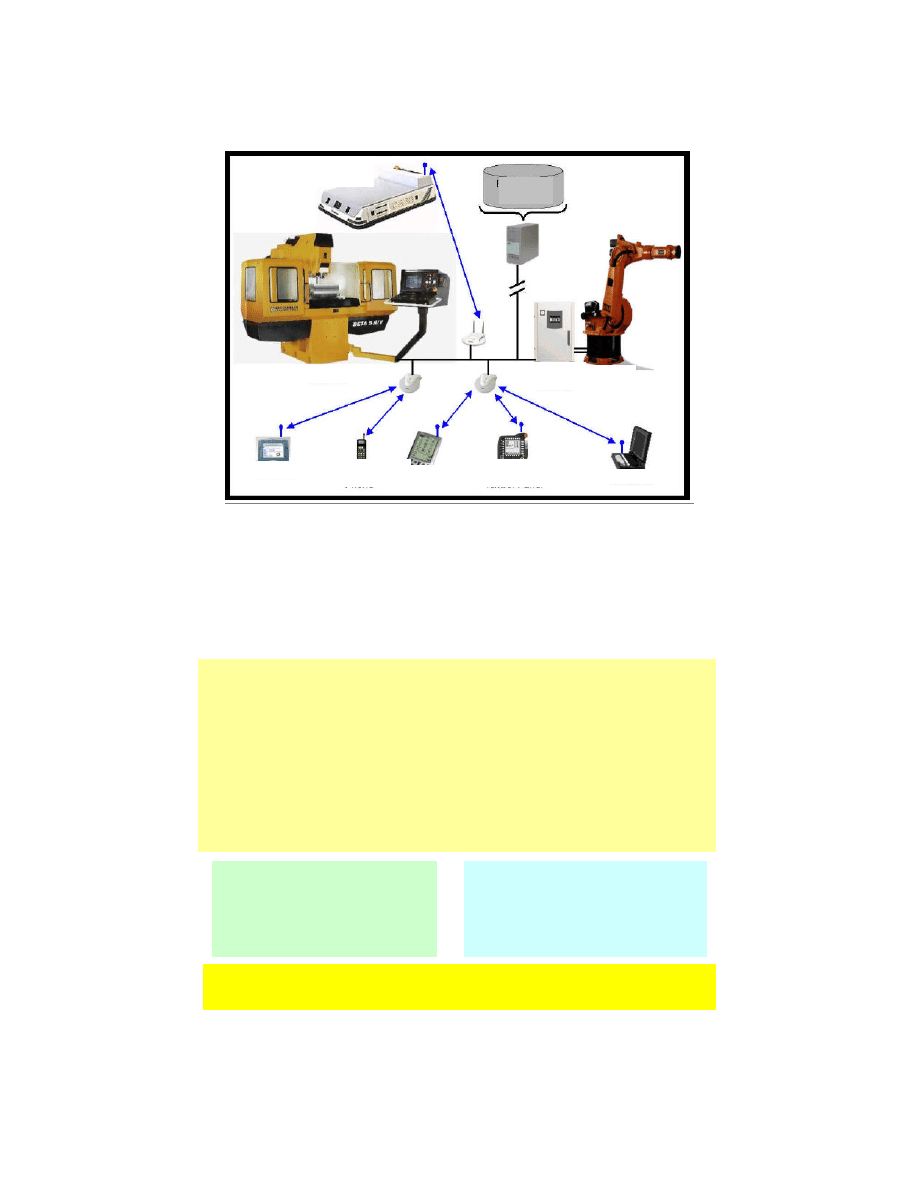
84
Komunikacja mobilna w przedsi biorstwie wytwórczym
Obrabiarka
WebPad
Telefon
komórkowy
PDA
(
Personal
Digital Assistent)
Przeno ny pulpit
sterowniczy
Notebook
Sterownik
procesu
Robot
Baza
danych
Automatyczny
wózek samojezdny
Komunikacja bezprzewodowa - podczerwie
Systemy bezprzewodowego przesyłania danych, wykorzystuj ce podczerwie , s
obecnie przede wszystkim wykorzystywane w pilotach do telewizora, wie y itp. Dioda
zamontowana w pilocie wysyła modulowany sygnał wietlny w podczerwieni, który jest
odbierany przez czujnik umieszczony w telewizorze. Sygnały te s nast pnie
dekodowane i realizowane s wydane polecenia (np. zmiana programu, czy zwi kszenie
gło no ci). System ten mo na jeszcze spotka tak e np. w laptopach, ale jest on
wypierany przez Bluetooth i inne systemy radiowe. Główn wad przesyłania danych w
podczerwieni jest konieczno „widzenia si ” nadajnika i odbiornika – nie mo e by
mi dzy nimi adnych przeszkód. Ponadto szerzej stosowany w komputerach standard
komunikacji bezprzewodowej na podczerwie ma mał szybko przesyłania danych –
115kbit/s. Najnowsze rozwi zania maj natomiast szybko transmisji 4 Mbit/s. Wad
tego rozwi zania jest niewielki zasi g transmisji – skutecznie mo na przesyła dane na
odległo 1-2 m.
Zalety:
Zalety:
mały pobór mocy,
niska cena,
wysoki poziom bezpiecze stwa.
Wady:
Wady:
konieczno „widzenia si ” urz dze ,
mała szybko transmisji,
mały zasi g.
Zastosowanie:
Zastosowanie:
Piloty, telefony komórkowe, komputery przeno ne, słuchawki bezprzewodowe.
85
Komunikacja bezprzewodowa - Bluetooth
System komunikacji bezprzewodowej Bluetooth jest oparty na radiowej transmisji
danych w pa mie 2.4 GHz. Nadajnik i odbiornik s umieszczone w niewielkim układzie
scalonym, który mie ci si nawet w małych urz dzeniach. Niewielki pobór pr du
powoduje, e system Bluetooth jest stosowany w telefonach komórkowych, myszkach
bezprzewodowych i innych urz dzeniach z zasilaniem bateryjnym. Standardowe
układy Bluetooth zapewniaj transmisj w promieniu 10 m. W systemie Bluetooth
zastosowano zabezpieczenia przed włamaniami hakerów, które m.in. wymagaj
ka dorazowej zgody obu u ytkowników lub udzielenia stałej autoryzacji na przesyłanie
mi dzy nimi danych. System ten umo liwia przesyłanie danych z szybko ci do
3Mbit/s, ale w wi kszo ci zastosowa wykorzystuje si 1 Mb/s. Nazwa Bluetooth
pochodzi od yj cego w X w. du skiego króla Haralda Blutanda (Sinoz bnego), który
zjednoczył zwa nione plemiona Danii i Norwegii.
Zalety:
Zalety:
du a szybko transmisji,
mo liwo komunikacji przez przeszkody,
powszechno standardu.
Wady:
Wady:
mo liwe luki w bezpiecze stwie.
Zastosowanie:
Zastosowanie:
telefony komórkowe, zestawy gło no-mówi ce i słuchawkowe, drukarki, myszy,
klawiatury, komputery, odbiorniki GPS.
Komunikacja bezprzewodowa – Wi-Fi
System komunikacji bezprzewodowej Wi-Fi (ang.
wireless fidelity) jest nawi zaniem do
skrótu Hi-Fi (ang.
high fidelity). System Wi-Fi opracowano jako bezprzewodow radiow
alternatyw dla lokalnych sieci komputerowych, obejmuj cych kilka pomieszcze lub
budynek. Ze wzgl du na wygod i dobre parametry transmisji Wi-Fi bardzo szybko zdobyła
rynek i jest obecnie montowana niemal w ka dym laptopie, a cz sto tak e w komputerach
stacjonarnych. Budowa lokalnej sieci Wi-Fi wymaga instalacji punktu dost powego –
centralnego urz dzenia, z którym ł cz si pozostałe. Urz dzenie centralne jest zwykle
podł czane przewodowo do ł cza internetowego i umo liwia dost p do sieci. Tego rodzaju
urz dzenia s montowane w hotelach, centrach handlowych czy lotniskach, a punkty w
których udost pnia si internet nazywane s
hot-spot’ami. S tak e aparaty fotograficzne,
które komunikuj si z komputerem przez ł cze Wi-Fi. Na rynku istnieje kilka odmian
systemu Wi-Fi, a najpopularniejszymi z nich s 802.11b i 802.11g. Standard 802.11b
zapewnia szybko transmisji danych do 11 Mbit/s, a 802.11g – do 54 Mbit/s. Najnowszy
standard Wi-Fi 802.11n umo liwia natomiast szybko transmisji 100 Mb/s. Sieci Wi-Fi
korzystaj głownie z cz stotliwo ci 2.4 GHz. Zasi g sieci Wi-Fi w budynku wynosi od kilku
do ok. 50 m, a poza budynkami do 300 m.
Zalety:
Zalety:
powszechno standardu,
du a szybko transmisji,
du y zasi g.
Wady:
Wady:
podatno na zakłócenia,
do du y pobór pr du,
problemy z bezpiecze stwem w standardzie 802.11b.
Zastosowanie:
Zastosowanie: komputery przeno ne i stacjonarne, aparaty fotograficzne, konsole do gier.
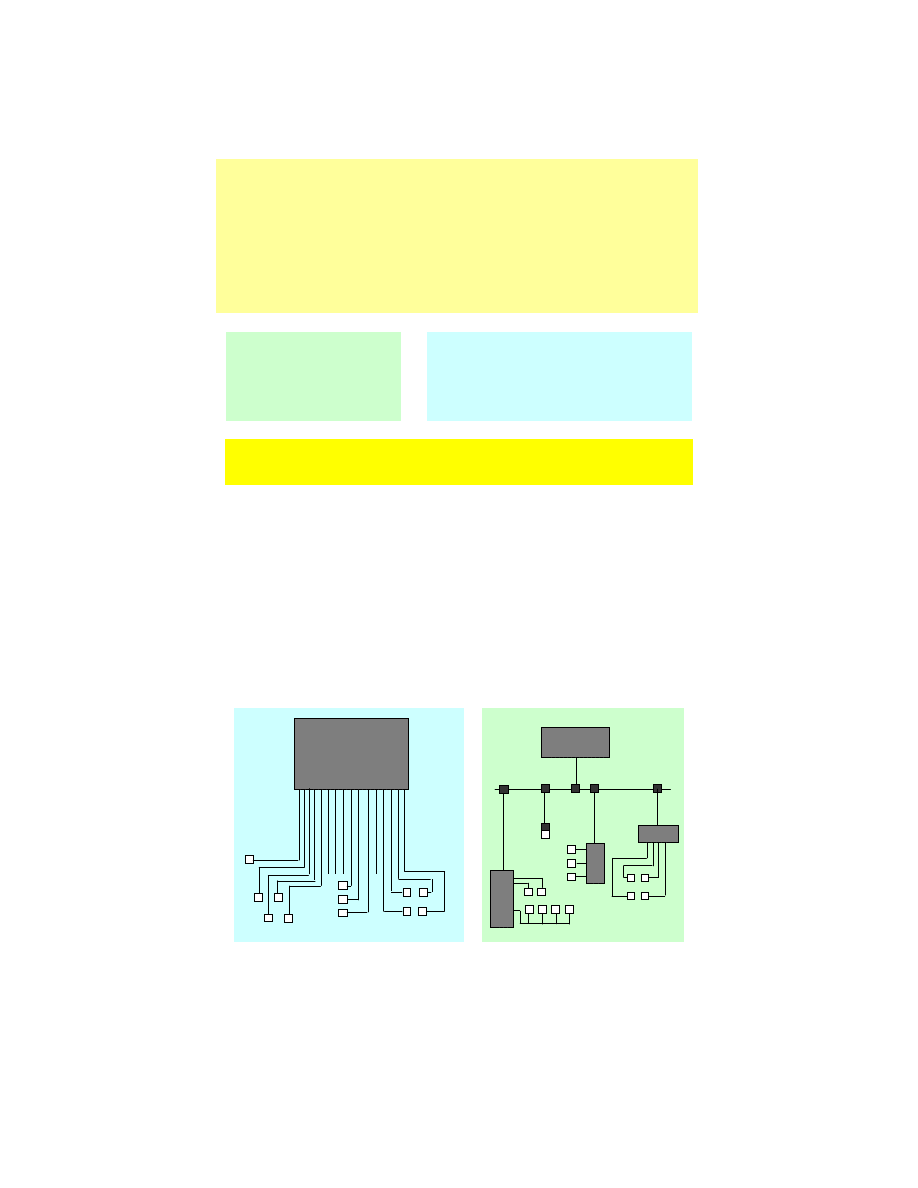
86
Komunikacja bezprzewodowa – WiMax
Bezprzewodowa radiowa sie komputerowa du ego zasi gu WiMax (ang.
World
Interoperability for Microwave Acces) jest bardzo podobna technicznie do sieci
Wi-Fi i mo na je ze sob ł czy . Sie WiMax mo e mie zasi g do nawet do 50 km.
Szybko transmisji danych w sieci WiMax wynosi do 70 Mbit/s. System WiMax
stanowi konkurencj dla przewodowych ł czy internetowych – modemów,
telewizji kablowej czy stosowanego przez Neostrad systemu DSL. System WiMax
opłaca si stosowa w miastach, gdy s trudno ci z układaniem kabli oraz na
wsiach, gdzie s du e odległo ci mi dzy budynkami i nie jest opłacalna budowa
sieci kablowej. WiMax w obecnie stosowanej wersji 802.16a działa w zakresie 2-
11 GHz.
Zalety:
Zalety:
du y zasi g
wysoka szybko
transmisji.
Wady:
Wady:
małe rozpowszechnienie standardu,
problemy z licencjami na wykorzystanie
pasma cz stotliwo ci.
Zastosowanie:
Zastosowanie:
komputerowe sieci dalekiego zasi gu.
Rozproszona automatyzacja
Wcze niej
Wcze niej
Obecnie
Obecnie
Centralny sterownik z
podrz dnymi urz dzeniami
peryferyjnymi
Rozproszona „inteligencja”
umieszczona w pobli u procesu
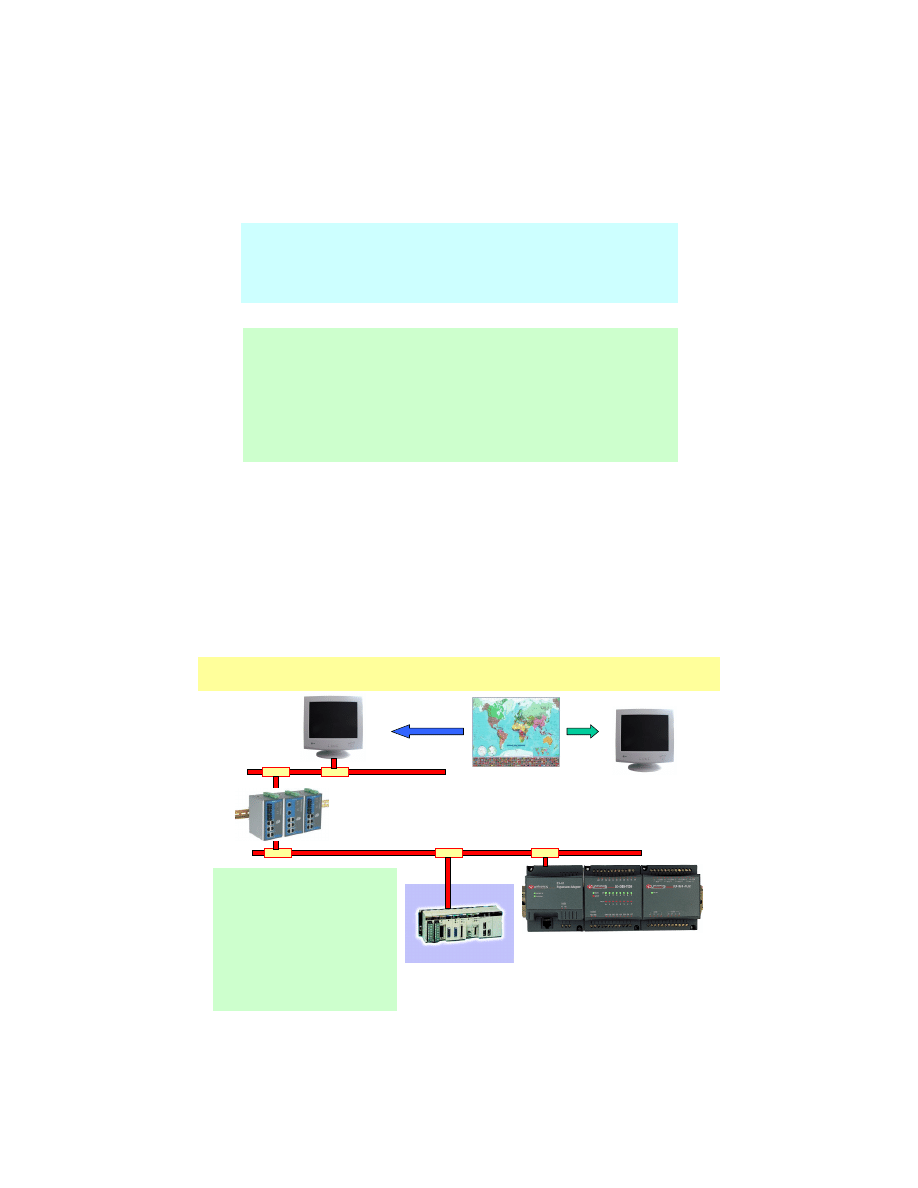
87
Cechy budowy modułowej
• Maszyny i programy steruj ce maj budow modułow ,
• Stosowane s jednolite interfejsy,
• Wykorzystuje si inteligentne moduły.
Zalety:
Zalety:
• Przejrzyste cz ci programów,
• Cz ci systemu s mo liwe do ponownego wykorzystania,
• Proste, nie firmowe aplikacje z narz dziami graficznymi,
• Nie firmowa diagnostyka.
Zdalne technologie
Zdalny dost p do instalacji produkcyjnych przez wykorzystanie integracji w pionowym
przepływie informacji w przedsi biorstwie i standardowych technologii internetowych.
Zalety:
Zalety:
• Diagnostyka, testowanie i
uruchamianie zdalnie przez
ekspertów,
• Szybkie dysponowanie
potrzebnym
know-how,
• Oszcz dno na kosztach
podró y.
88
Rozproszona automatyzacja
Migracja
funkcji
Wpływ na technik sprz tow :
Wpływ na technik sprz tow :
Składniki
systemów
automatyzacji
Urz dzenia
dodatkowe
Przetwarzanie sygnałów w sensorach/
elementach wykonawczych oraz innych
urz dzeniach zamiast w coraz wi kszych PLC:
mniejsza zło ono oprogramowania PLC.
Sieciowy system komunikacyjny zamiast
poł cze typu punkt-punkt:
oszcz dno kabli, zacisków, kart
interfejsów.
Przestrzenne rozproszenie sprz tu:
zredukowanie szaf sterowniczych,
unikanie centralnego chłodzenia.
Rozproszona automatyzacja
Projektowanie
Wpływ na realizacj aplikacji:
Wpływ na realizacj aplikacji:
Instalacja
Uruchamianie
Przejrzysty zakres funkcyjny poszczególnych
składników:
uproszczenie opracowania oprogramowania.
Funkcjonalny podział sprz tu i
oprogramowania:
mo liwo ponownego wykorzystania modułów
programowych.
Moduły steruj ce odpowiadaj zespołom
mechanicznym:
mo liwo stopniowego uruchamiania,
unikanie centralnego chłodzenia.
Przejrzysty sprz t i oprogramowanie:
ułatwienie testowania programów.
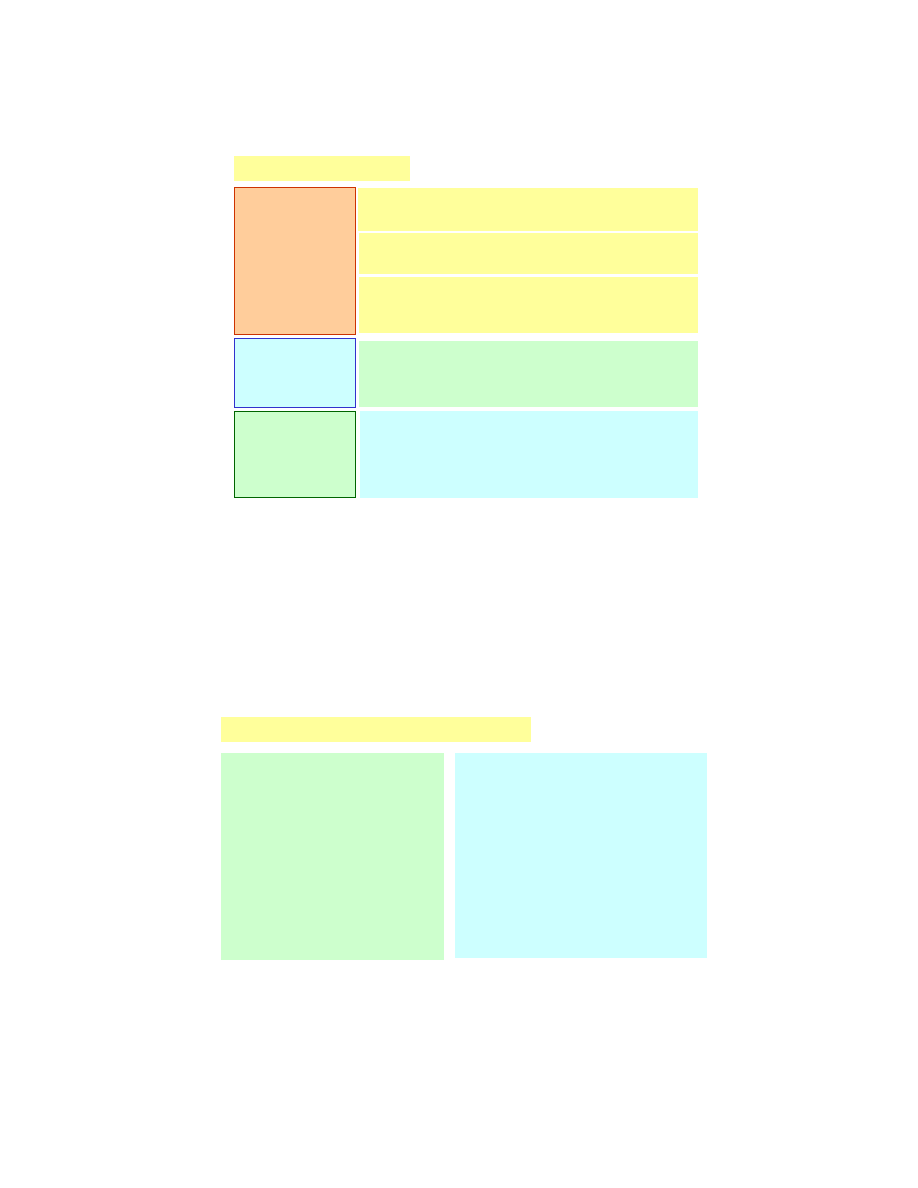
89
Normalna
praca
Wpływ na eksploatacj :
Wpływ na eksploatacj :
Usuwanie
zakłóce
Utrzymanie
ruchu
Zmniejszenie liczby gniazd/wtyków i kabli:
zwi kszenie niezawodno ci.
Zwi kszona przejrzysto instalacji:
szybka lokalizacja zakłóce ,
mo liwa automatyczna diagnoza i obsługa bł dów.
Modułowy sprz t i oprogramowanie, system sieciowy:
uproszczenie utrzymania instalacji elektrycznej,
uproszczenie piel gnacji oprogramowania,
ułatwienie rozbudowy instalacji.
Rozproszona automatyzacja
Przesuni cie funkcji na poziom obiektowy:
skalowalna architektura, zwi kszona pewno .
Sprz t umieszczony w pobli u procesu, rozproszona
inteligencja:
skrócenie czasów reakcji, mniejsze programy.
Rozproszona automatyzacja
Cechy rozproszonej automatyzacji
Cechy rozproszonej automatyzacji
Rozproszona automatyzacja:
mniejsze koszty
projektowania i
eksploatacji,
wi ksza elastyczno ,
szybsza realizacja,
wi ksza dyspozycyjno
łatwiejsza rozbudowa.
Scentralizowana automatyzacja:
mniejsze koszty sprz tu.
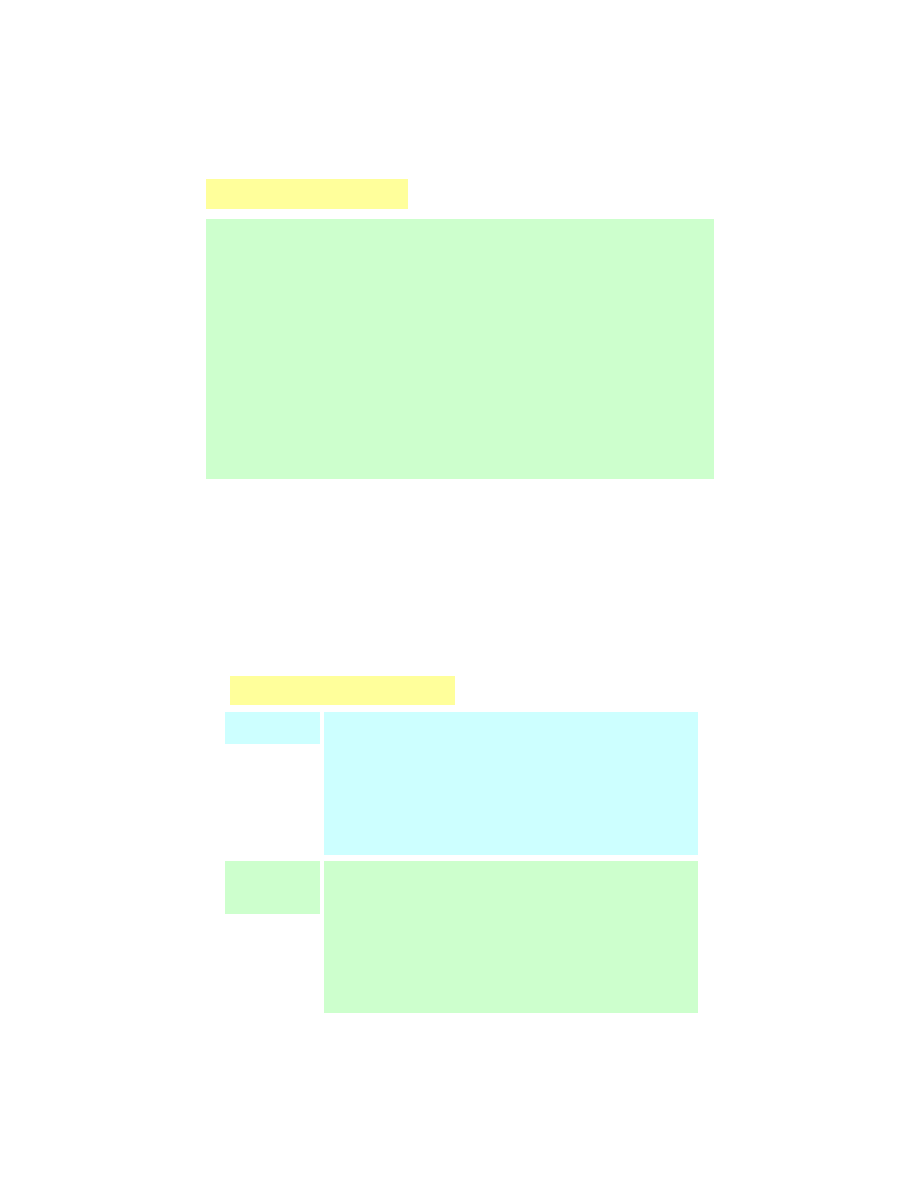
90
Systemy otwarte
Wymagania u ytkownika
Wymagania u ytkownika
U ytkownicy składników automatyzacji, np. producenci maszyn lub
urz dze , chc stosowa systemy ró nych oferentów, aby:
osi ga korzy ci cenowe z konkurencji na rynku,
stosowa najlepsze rozwi zania techniczne dla realizacji poszczególnych zada ,
wykorzystywa opracowane własne rozwi zania (specyficzny know-how),
...
Jednak e cz sto tych oczekiwa nie spełniaj „systemy zamkni te” ro nych
oferentów techniki automatyzacji, np.:
oprogramowanie funkcyjne NC,
firmowe systemy sieciowe,
j zyki programowania PLC.
Systemy otwarte
Co to jest system otwarty?
Co to jest system otwarty?
Definicja
Definicja
System jest otwarty wtedy, gdy całkowita specyfikacja
odno nie do:
interfejsów (struktura danych, protokoły) oraz
zwi zanej z tym funkcjonalno ci
jest znana i tym samym mo liwa jest jego rozbudowa
przez stron trzeci .
Stopnie
Stopnie
otwarto ci
otwarto ci
Rozró nia si ró ne stopnie otwarto ci w zakresie:
poł czenia (Interconnectivity),
współdziałania (Interoperability),
wymienialno ci (Interchangeability).
Te własno ci mo na sprawdzi np. w instalacji
heterogenicznej typu multi-vendor.
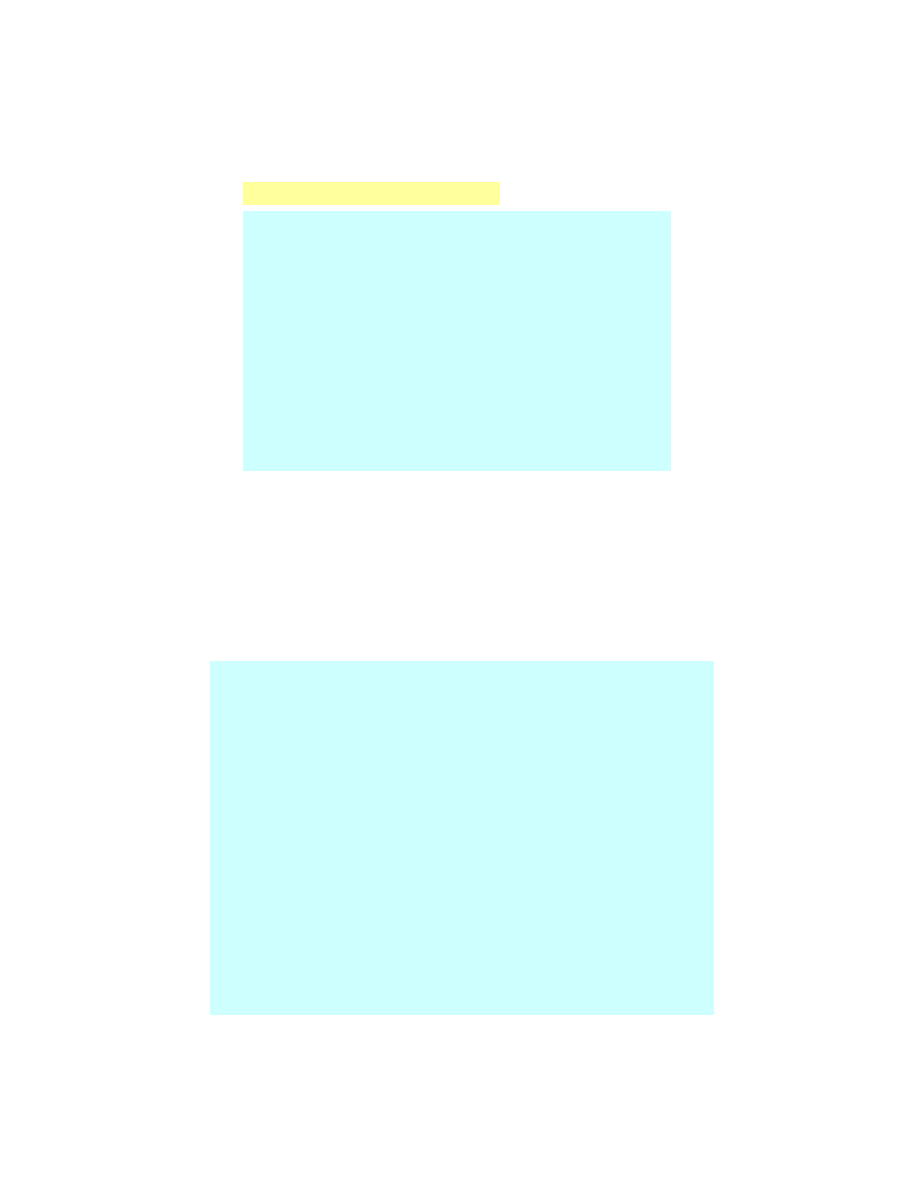
91
Systemy otwarte
Systemy otwarte i standaryzacja
Systemy otwarte i standaryzacja
Standaryzacja daje dalsze korzy ci:
ujednolicanie odbywa si stopniowo i jest ogólnie dost pne,
baza informacyjna:
zapewniona jest ci gło rozwoju,
gwarantowana jest wymienialno składników,
zapewnienie jako ci,
ogólna akceptacja (zalecenia) a do wi
cych przepisów
(normy).
Konieczno standaryzacji jest uznawana zarówno przez
producentów jak i u ytkowników.
Obecne komputery przemysłowe składaj si z architektur mikroprocesorowych.
Zale nie od budowy mo na wyró ni nast puj ce podstawowe typy
komputerów:
1. Systemy jednopłytkowe (ang.
Embedded Systems), systemy okrojone do
realizacji jednego zadania, najcz ciej z mikrokontrolerem jako jednostk
centraln .
2. Systemy PC.
3. Modułowe systemy mikrokomputerowe, skalowalne systemy
mikrokomputerowe dla ró nych zada automatyzacji.
4. Komputerowe sterowniki przemysłowe, np. CNC, RC, PLC, systemy
komputerowe okrojone do realizacji zada sterowania i regulacji.
We wszystkich przypadkach zawieraj one:
J dro mikroprocesorowe, procesory sygnałowe lub mikrokontrolery
(mikrosterowniki),
pami ,
Interfejsy do urz dze peryferyjnych,
magistral systemow .
Podstawowe typy komputerów (sterowników)
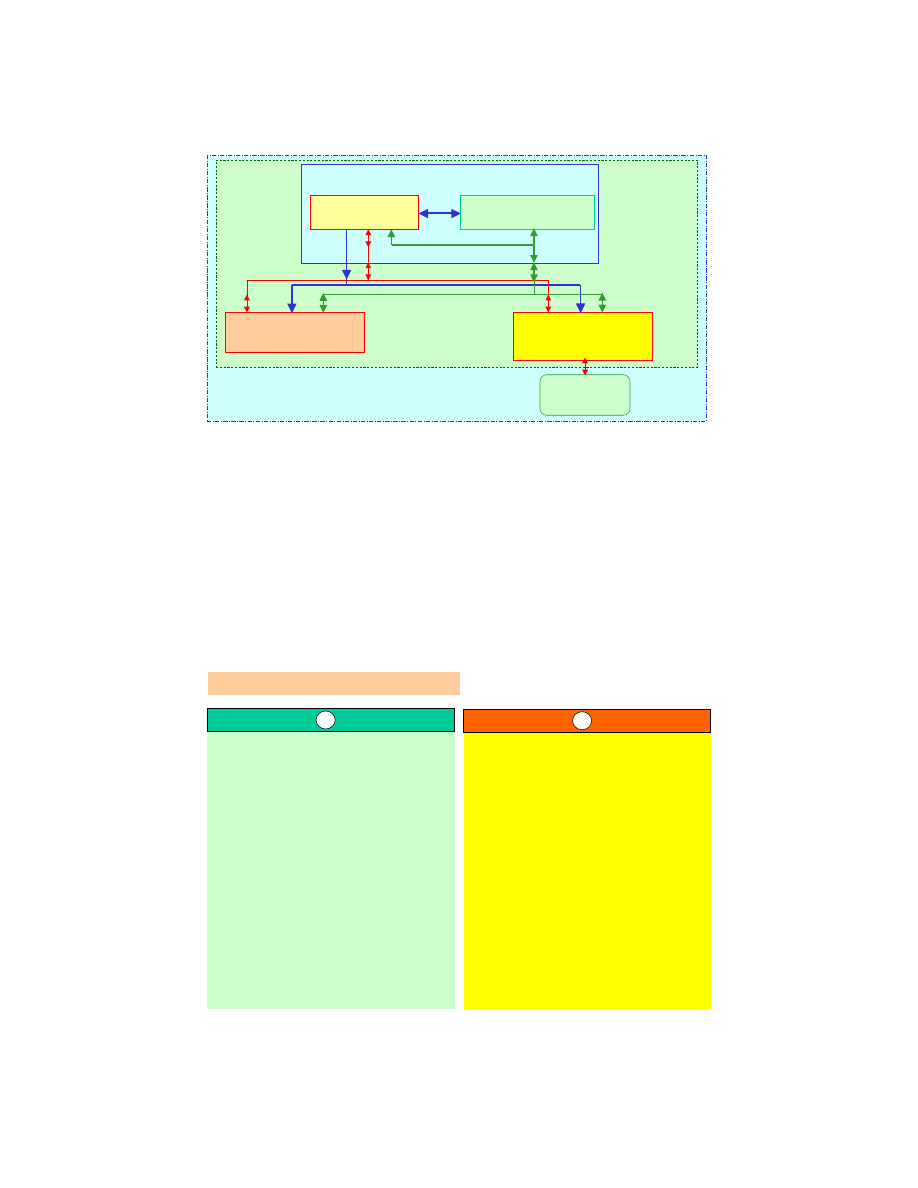
92
Budowa systemu mikrokomputerowego
Mechanizm steruj cy
Mechanizm obliczeniowy
Jednostka centralna (CPU)
Jednostka centralna (CPU)
Pami główna
Pami główna
(dla programów i danych)
Interfejsy wej /
Interfejsy wej /
wyj
wyj
Urz dzenie ł cz ce
Urz dzenie ł cz ce
(Magistrala systemowa)
Urz dzenia
peryferyjne
Mikroprocesor
Mikroprocesor
Mikrokomputer
Mikrokomputer
System mikrokomputerowy
System mikrokomputerowy
Koszty odgrywaj istotn rol .
Nie s stosowane najszybsze i najnowsze
procesory, lecz takie, które spełniaj postawione
zadanie przy minimalnych kosztach.
Przemysłowe PC (
Industrial PC)
Zalety i wady IPC:
• Kompatybilno z biurowymi PC:
korzystne cenowo sprz t i oprogramowanie
rynku masowego
• Otwarto : ustalona architektura i system
operacyjny jako standard przemysłowy
(niezale no od producenta),
• Znana warstwa obsługi u ytkownika,
• Uniwersalno : IPC nie jest
przeznaczony dla okre lonego zadania,
• Funkcjonalno : np. wygodna warstwa
u ytkownika, pami masowa, j zyki
wysokiego poziomu, interfejs do drukarki,
• Niskie koszty: aplikacja układu
sterowania na bazie IPC jest korzystniejsza
cenowo ni na porównywalnym sterowniku
przemysłowym.
• Ekstremalnie krótkie cykle innowacji:
szybkie skoki technologiczne zderzaj si
z yczeniami u ytkowników dotycz cymi
ci gło ci rozwoju,
• Problematyka I/O: PC nie jest
przystosowany do wprowadzania/
wyprowadzania sygnałów procesu
(problemy z kompatybilno ci
elektromagnetyczn , dodatkowe karty),
• Koszty sprz tu: IPC nie mo e
konkurowa cenowo ze sterownikami
przemysłowymi w dolnym zakresie
mo liwo ci (małe PLC).
+
-
93
Przemysłowe PC (IPC)
Procesor
Procesor
Procesory Intel Pentium
System
System
operacyjny
operacyjny
Windows NT/2000, Linux lub system operacyjny
czasu rzeczywistego, np. VX Works, Linux RT
Typowe obszary
Typowe obszary
zastosowa
zastosowa
• Wizualizacja procesów (np. systemy SCADA),
• Soft-PLC,
• Zbieranie i ocena danych (np. zapewnienie jako ci),
• Programatory,
• Systemy dyspozytorskie.
Przemysłowe PC – wymagania i mo liwo ci ich realizacji
Niezawodno , równie w
pracy ci głej
Układy podtrzymywania zasilania
(UPS), zast pienie mechanicznych
pami ci dyskowych, układy
nadzorowania (
Watchdog), ...
Zdolno do pracy w czasie
rzeczywistym
Odporno na
oddziaływanie otoczenia
System operacyjny czasu
rzeczywistego (kompatybilny z
DOS/Windows lub Unix)
Zapewnienie wysokiego stopnia
ochrony IP przez technik
niskonapi ciow , odpowiednia ze
wzgl du na KEM konstrukcja,
urz dzenia do chłodzenia, klawiatura
foliowa, zalewanie płytek
drukowanych, specjalne gniazda
wtykowe
Zdolno do komunikacji
przemysłowej
Zdolno do wbudowania
Moduły komunikacyjne, np. karta
Profibus, Industrial Ethernet
Przemysłowa technika zabudowy (np.
kaseta 19”)
Wymagania dotycz ce techniki
Wymagania dotycz ce techniki
automatyzacji
automatyzacji
Mo liwo ci realizacji
Mo liwo ci realizacji
wymaga
wymaga
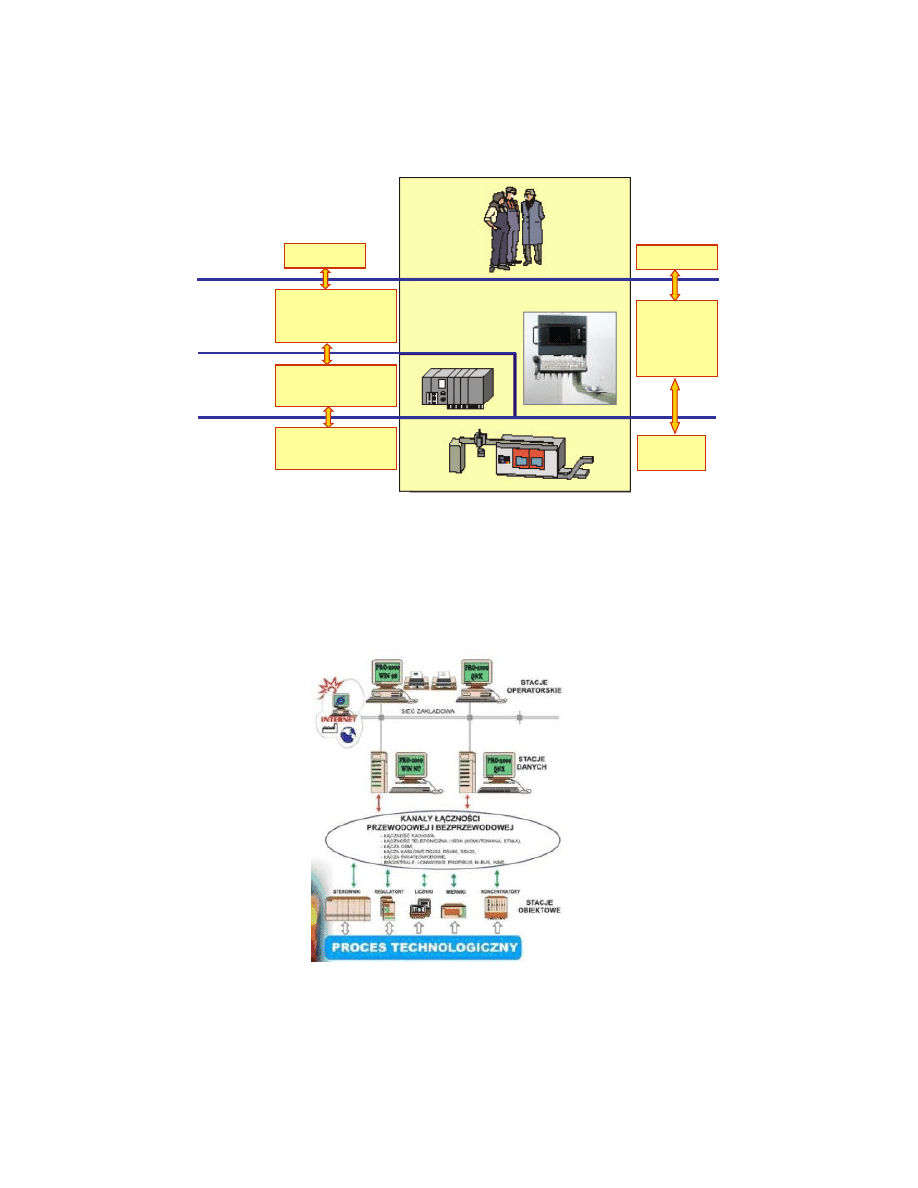
94
Komputer PC
Komputer PC
jako układ
jako układ
sterowania
sterowania
obrabiarki
obrabiarki
Monitor
Kierowanie obsług
Obserwacja
Funkcje gniazda
...
Skrawanie
Obróbka plastyczna
...
Sterowanie sekwencyjne
Sygnały I/O
...
Komputer PC
Komputer PC
jako HMI
jako HMI
Operator
Przemysłowy
PC
Sterownik
komputerowy
(czas rzeczywisty)
Proces
Skrawanie
Kierowanie
obsług
Obserwacja
Funkcje
gniazda
...
Monitor
Obszary zastosowania komputerów PC w sterowaniu
Przykład systemu typu SCADA do wizualizacji i monitorowania
procesów przemysłowych, linii technologicznych, maszyn
i urz dze , a tak e nadzoru i sterowania w oparciu o
programowalne sterowniki i urz dzenia kontrolno-pomiarowe
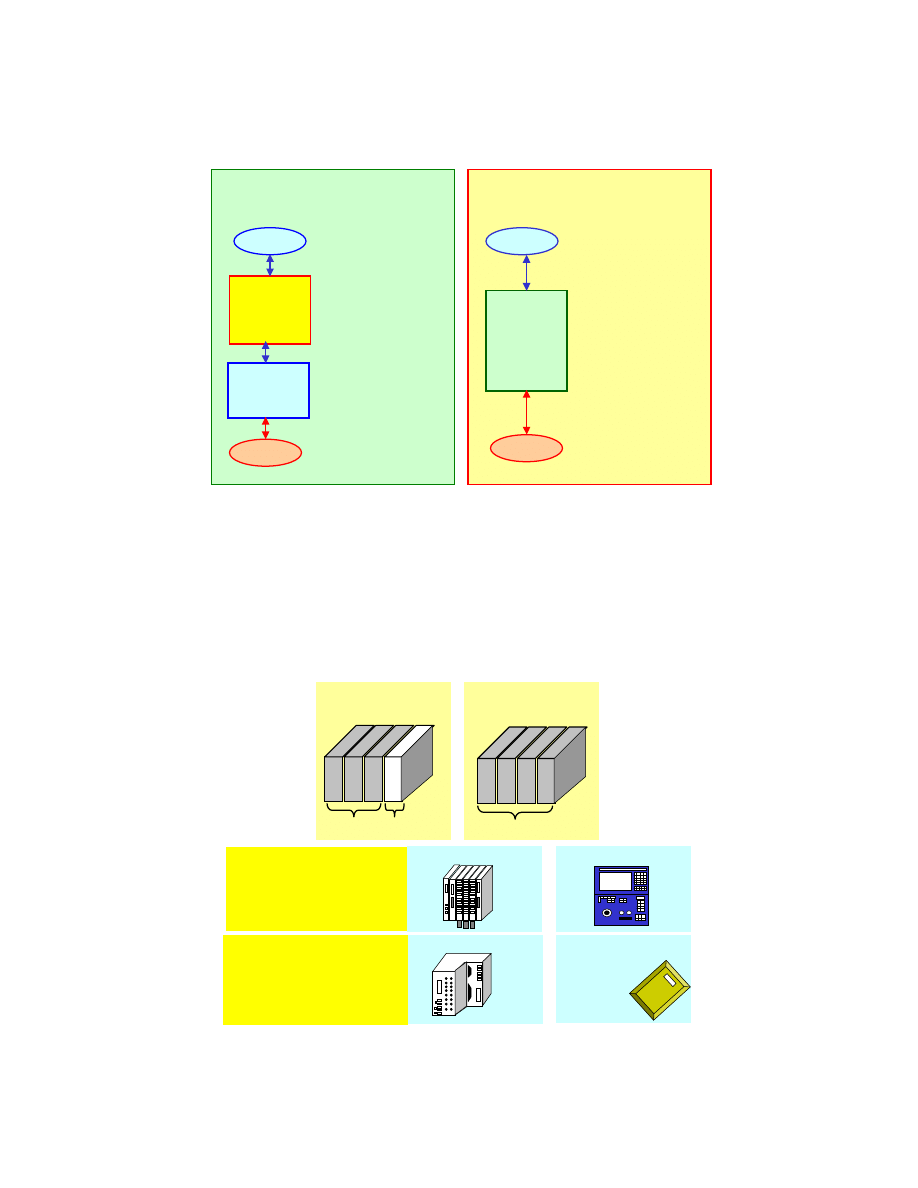
95
Mo liwo ci zastosowania IPC w sterowaniu maszyn
IPC i sterownik
IPC i sterownik
maszyny
maszyny
IPC
IPC
Obsługa,
Obserwacja,
Jako komputer
dyspozytorski
Operator
Operator
Sterownik
Sterowanie
maszyn
Proces
Proces
•
IPC uzupełnia
wła ciwy
sterownik (np.
PLC),
• Nie jest
bezwarunkowo
wymagana
zdolno IPC do
pracy w czasie
rzeczywistym
• W IPC nie jest
wymagana
mo liwo
wyprowadzania
danych dla
sygnałów procesu.
IPC zamiast sterownika
IPC zamiast sterownika
maszyny
maszyny
Operator
Operator
Proces
Proces
IPC
IPC
Obsługa,
Obserwacja,
Komunikacja z
komputerem
nadrz dnym,
Sterowanie
maszyn
• IPC zast puje
wła ciwy
sterownik,
• Jest
bezwarunkowo
niezb dna
zdolno IPC do
pracy w czasie
rzeczywistym,
• W IPC jest
wymagana
konieczno
wprowadzania/
wyprowadzania
danych dla
sygnałów
procesu.
Rodzaje budowy sterowników komputerowych
IPC ze zintegrowanym PLC
IPC ze zintegrowanym PLC
PLC jako moduł IPC
Slot
Slot
-
-
PLC
PLC
PLC jako program IPC
Soft
Soft
-
-
PLC
PLC
IPC
IPC
PLC
PLC
IPC
IPC
Wymaga systemu
operacyjnego czasu
rzeczywistego
Systemy modułowe
Przemysłowy PC
Urz dzenia kompaktowe
Rozwi zania specjalne
S opłacalne tylko dla
du ych serii i nie
maj znaczenia w
automatyzacji
instalacji
przemysłowych
Rozwi zania kompaktowe
Standardowa budowa modułowa
Standardowe interfejsy
Otwarty protokół komunikacyjny
Ekonomiczne zastosowanie dla małych
aplikacji
Ograniczona moc obliczeniowa
Małe gabaryty
Mała liczba wej /wyj
Łatwa ochrona przed wpływami otoczenia
96
Porównanie własno ci PLC, NC i PC
Klasyczne własno ci
Klasyczne własno ci
PLC
PLC
NC
NC
Biurowy PC
Biurowy PC
Funkcje
Funkcje
• wył cznie
działania logiczne
na binarnych
sygnałach
wej ciowych i
wyj ciowych
•głównie tworzenie
warto ci zadanej
poło enia,
•wprowadzanie
programu.
• zbieranie danych,
• ocena,
• wymiana danych,
• itp.
Technika
Technika
sprz towa
sprz towa
i
i
oprogramo
oprogramo
-
-
wanie
wanie
•
brak pola obsługi,
• specjalne procesory,
• brak pami ci
masowej,
• bezpo rednie
przył czenie
urz dze procesu,
• programowanie w
j zyku podobnym do
Assemblera.
• mało wygodne pole
obsługi,
• specjalne procesory,
• brak pami ci masowej,
• czytnik ta my
perforowanej,
• programowanie w
j zyku podobnym do
maszynowego.
• ekran graficzny,
• standardowy procesor,
• pami masowa,
• interfejs sieciowy,
• programowanie
najcz ciej w j zykach
wysokiego poziomu,
• sprz t nie nadaj cy si
do zastosowa
przemysłowych.
Ró norodne zadania powoduj silne ró nice w sprz cie, programowaniu itp.
Stapianie si PLC, NC i IPC
Obecne własno ci
Obecne własno ci
PLC
PLC
NC
NC
Przemysłowy PC
Przemysłowy PC
Funkcje
•
działania logiczne na
sygnałach binarnych,
• przetwarzanie danych
analogowych,
• regulacja/ pozycjonowanie,
• diagnostyka,
• funkcje obliczeniowe,
• wizualizacja procesu,
• wymiana danych.
•
regulacja poło enia
,
•
programowanie,
• nadzorowanie i diagnostyka,
• funkcje komputera gniazda
(zarz dzanie programami,
rozdział zlece ),
• zbieranie danych
produkcyjnych,
• wymiana danych.
•
zbieranie danych,
• ocena,
• wymiana danych,
• regulacja,
• obsługa i obserwacja,
• itp.
Technika
sprz towa
i oprogra-
mowanie
•
urz dzenie obsługi,
• specjalne procesory,
• pami masowa,
• interfejs sieciowy,
• moduł regulatora,
• programowanie cz sto w
j zykach wy szego
poziomu.
• monitor graficzny,
• pami masowa,
• moduł regulatora,
• interfejs sieciowy,
• programowanie w j zyku
wy szego poziomu.
•
standardowy procesor,
• pami masowa,
• interfejs sieciowy,
• programowanie
najcz ciej w j zykach
wysokiego poziomu,
• sprz t nadaj cy si do
zastosowa
przemysłowych.
Podobne zadania s realizowane przez podobny sprz t i oprogramowanie.
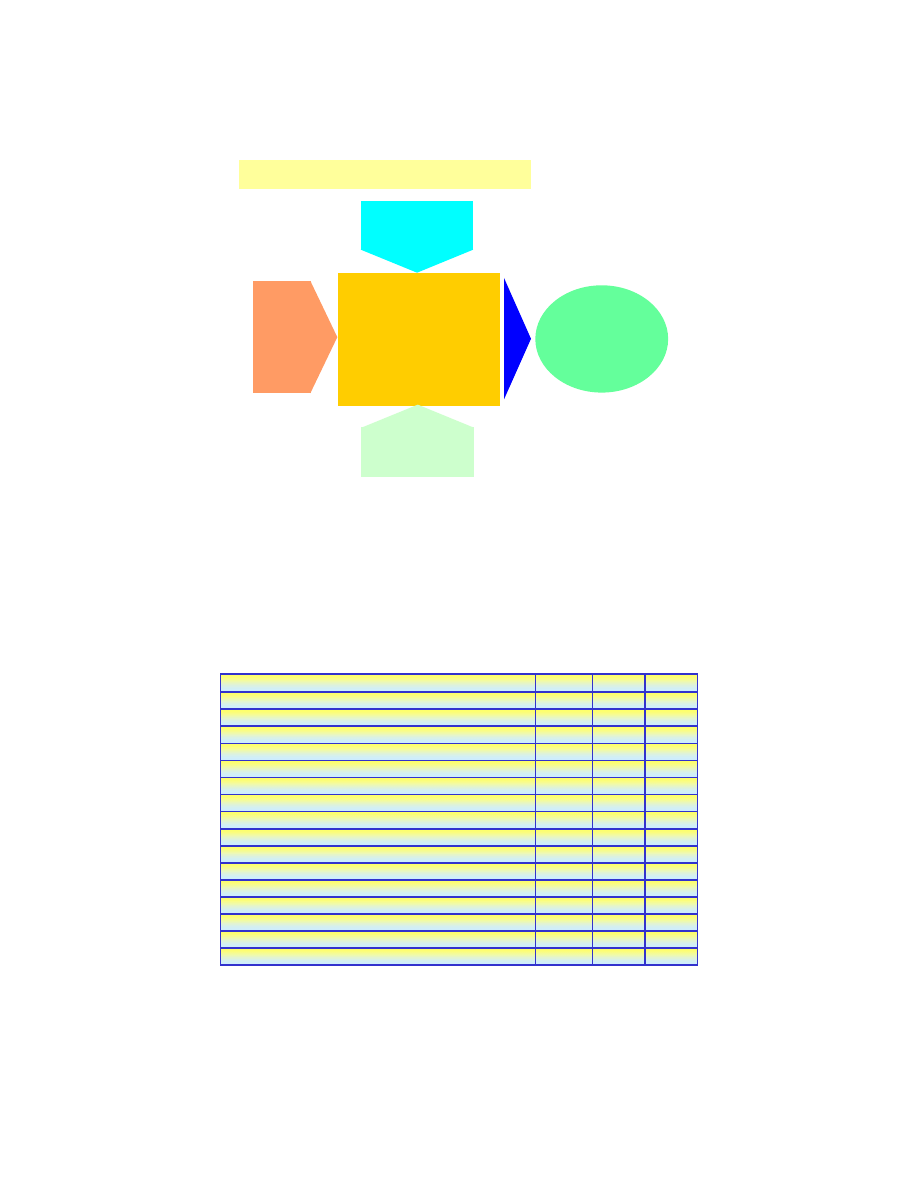
97
Stapianie si PLC, NC i IPC
Upodabnianie si PLC, NC i IPC
Upodabnianie si PLC, NC i IPC
Upodabnianie si :
funkcjonalne,
w zakresie sprz tu,
w zakresie
oprogramowania.
Układ
sterowania
numerycznego
Sterownik
swobodnie
programowalny
Przemy-
słowy PC
Rozwój w
Rozwój w
kierunku
kierunku
sterownika
sterownika
uniwersalnego
uniwersalnego
?
?
Zestawienie cech komputerów osobistych (PC),
sterowników swobodnie programowalnych (PLC)
i programowalnych sterowników automatyki (PAC)
+
+
+
+
Zgodno z wersjami poprzednimi
+
+
+
+
Mo liwo skalowania w danym rozwi zaniu
+
+
+
+
Dyscypliny sterowania wielokrotnego
+
+
+
+
Zdolno kontroli danych/ Mo liwo ledzenia
+
+
+
+
+
+
Bezpiecze stwo, poziomy dost pu
+
+
+
+
Długi redni okres mi dzyawaryjny, krótki redni czas naprawy
+
+
+
+
+
+
Dost p bezprzewodowy
+
+
+
+
+
+
Interfejsy mi dzy ró nymi protokołami
+
+
+
+
Elastyczna pojemno pami ci
+
+
+
+
Bardzo szybka jednostka centralna
+
+
+
+
Kompleksowa symulacja procesu
+
+
+
+
Zintegrowane procedury dedykowane
+
+
+
+
Funkcjonalno HMI w jednej platformie
+
+
+
+
Obszerne operowanie bazami danych
+
+
+
+
Zaawansowane algorytmy sterowania
+
+
+
+
+
+
Praca w sieci na platformach wy szego poziomu
PAC
PAC
PLC
PLC
PC
PC
Cecha
Cecha
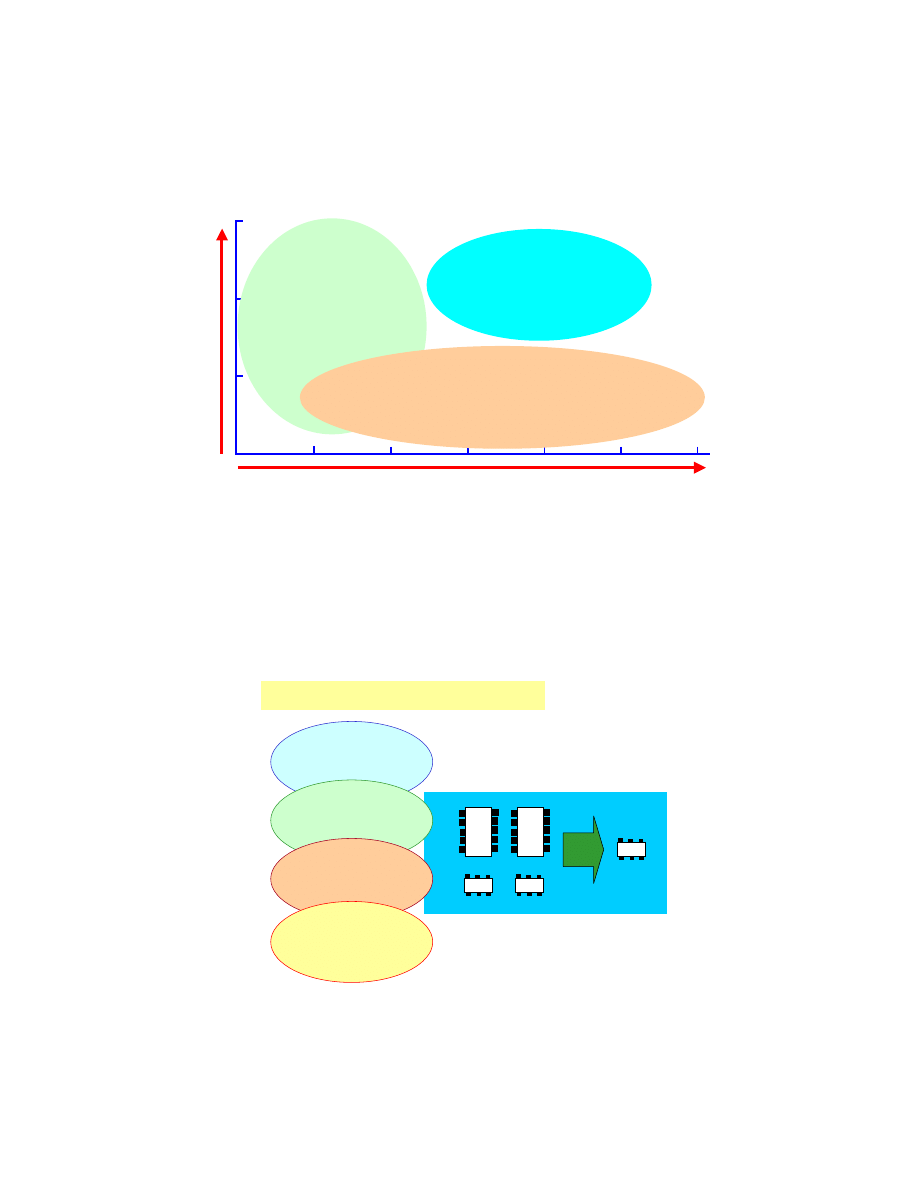
98
Przemysłowe zastosowania PC, PLC i PAC
Odporno mechaniczna i niezawodno
M
o
liw
o
ci
o
pr
og
ra
m
ow
an
ia
PC:
PC:
Komputery osobiste (PC)
Komputery osobiste (PC)
Elastyczne
oprogramowanie
Komunikacja
Operowanie danymi
Hardware analogowy
PAC:
PAC:
Programowalne sterowniki
Programowalne sterowniki
automatyki (PAC)
automatyki (PAC)
Niezawodno PLC
Funkcjonalno PC
PLC:
PLC:
Sterowniki swobodnie programowalne (PLC)
Sterowniki swobodnie programowalne (PLC)
Wysoka tolerancja na wstrz sy i wibracje
System działaj cy w czasie rzeczywistym
Certyfikaty przemysłowe
Miniaturyzacja
Rozwój na poziomie elementów
Rozwój na poziomie elementów
Moduły
multi-chip
Technika
mikrosystemów
Ci gle rosn cy stopie
integracji pami ci i
procesorów
Redukcja liczby
elementów dyskretnych
przez ASIC
ASIC (ang. Application Specific Integrated Circuit) –
zintegrowany układ do realizacji specjalnych aplikacji
99
Miniaturyzacja
Oddziaływanie na poziomie sprz tu
Oddziaływanie na poziomie sprz tu
Na poziomie sprz tu miniaturyzacja prowadzi do:
Na poziomie sprz tu miniaturyzacja prowadzi do:
zmniejszenia wielko ci budowy pomimo wi kszego zakresu funkcyjnego,
szybszego przetwarzania sygnałów,
mniejszych kosztów produkcji (mniej procesów monta u itp.),
zdolno ci systemowej sprz tu.
Przykładami tego rodzaju systemów s :
Przykładami tego rodzaju systemów s :
mikro PLC,
małe, inteligentne sensory/ elementy wykonawcze.
Oddziaływanie na poziomie instalacji
Oddziaływanie na poziomie instalacji
Mniejsze urz dzenia oznaczaj dla maszyn i instalacji :
Mniejsze urz dzenia oznaczaj dla maszyn i instalacji :
zmniejszenie wielko ci szaf sterowniczych, ewentualnie ich redukcj ,
umo liwienie realizacji rozproszonej automatyzacji,
...
Granice automatyzacji – mo liwo ci opanowania
Wzrost stopnia automatyzacji oznacza zwykle zwi kszenie
zło ono ci systemu, co mo e si wi za ze zmniejszeniem jego
dyspozycyjno ci.
Im system jest bardziej zło ony, tym jest trudniejszy do
Im system jest bardziej zło ony, tym jest trudniejszy do
opanowania zarówno u producenta jak i u ytkownika:
opanowania zarówno u producenta jak i u ytkownika:
uruchamianie bardzo zło onych systemów jest zwi zane z du ymi
nakładami czasu,
za obszerny zakres funkcyjny prowadzi do przeci enia operatora,
ze wzrostem zło ono ci systemu wzrasta ryzyko bł dnych działa
ludzkich w krytycznych sytuacjach,
lokalizacja i usuwanie bł dów w zło onych systemach
automatyzacji jak to wynika z do wiadcze powoduje du e
trudno ci.
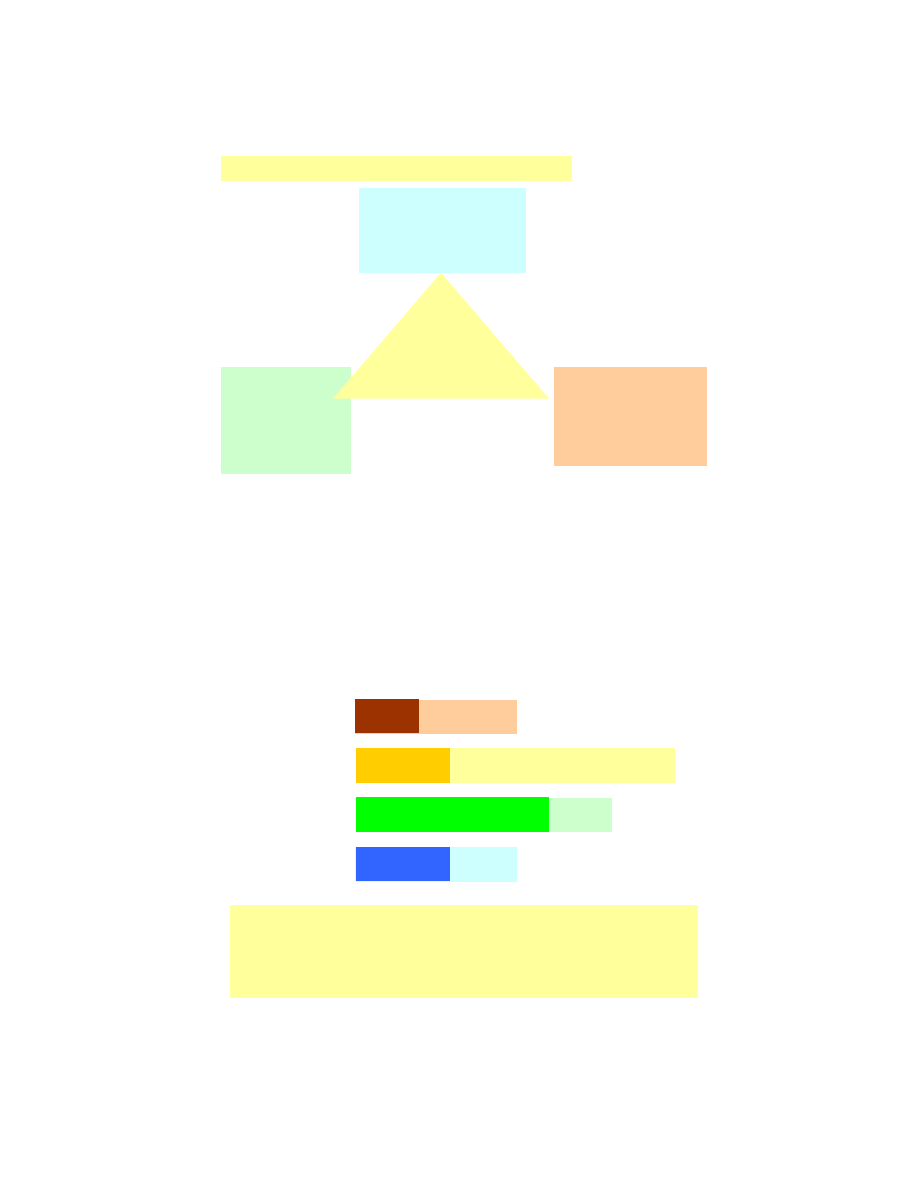
100
Granice automatyzacji
Kryteria ekonomiczno ci stopnia automatyzacji
Kryteria ekonomiczno ci stopnia automatyzacji
Produktywno ,
Elastyczno ,
Redukcja kosztów,
Poprawa jako ci,
Image.
Koszty
Koszty
Koszty instalacyjne,
Koszty szkole ,
Awarie w produkcji,
Koszty utrzymania stanu.
U yteczno
U yteczno
Zdolno integracyjna,
Przejrzysto ,
Przyjazno
dla
u ytkownika,
Pewno .
Koncepcja
Koncepcja
Struktura kosztów w projektach automatyzacji
Sprz t
Sprz t
Engineering
Engineering
Instalacja
Instalacja
Uruchamianie
Uruchamianie
10 - 25 %
15 - 50 %
30 - 40%
15 – 25%
Koszty sprz tu maj podrz dne znaczenie,
Budowa instalacji: dominuj koszty prac in ynierskich,
Seryjna budowa maszyn: dominuj koszty instalacji okablowania i
sterownika oraz uruchamiania.
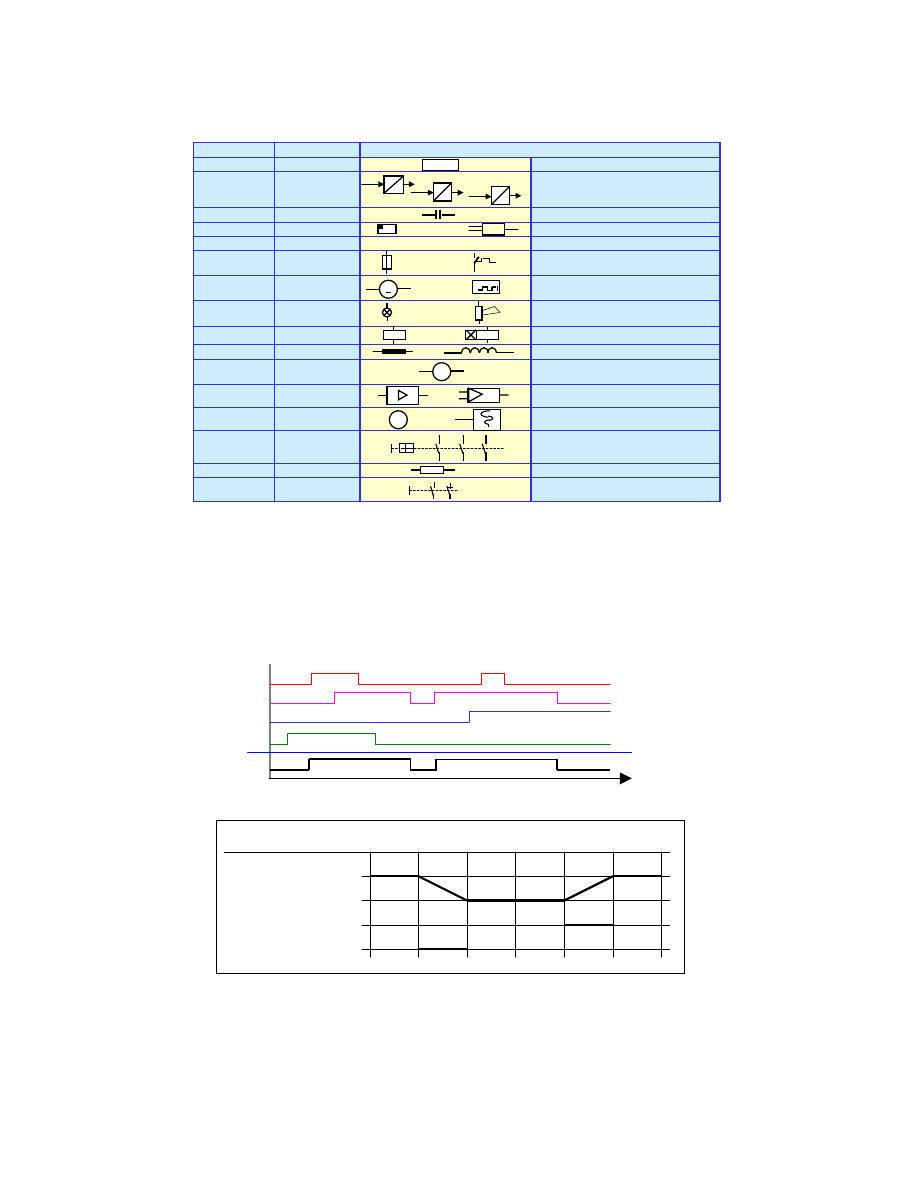
101
R cznie uruchamiany przeł cznik S1
Wył czniki, przeł czniki
S
Oporno sprz enia zwrotnego R
K
Oporno ci
R
Wył cznik główny Q1
Urz dzenia do
wył czania du ych
pr dów
Q
Woltomierz P1, rejestrator P2
Urz dzenia pomiarowe,
urz dzenia kontrolne
P
Wzmacniacz elektroniczny N1. Regulator pr dko ci N2.
Wzmacniacze,
regulatory
N
Silnik pr du przemiennego M1
Silniki
M
Cewka, np. dławika
Indukcyjno ci
L
K1 – stycznik, K2 – przeka nik czasowy
Przeka niki, styczniki
K
F1 - lampka sygnalizacyjna
F2 – buczek (sygnał d wi kowy)
Urz dzenia
wska nikowe
H
G1 – generator pr du stałego
G2 – generator impulsowy
Generatory
G
F1 – bezpiecznik
F2 – wyzwalacz termiczny przeci enia pr dowego
Urz dzenia ochronne
F
Np. bariera ochronna maszyny
Ró ne
E
D1 - pami , D2- człon AND
Elementy binarne
D
Kondensator gasz cy C na styczniku
Kondensatory
C
Czujnik B1 (przetwornik) ci nienia P na napi cie U
Przetwornik analogowo-cyfrowy B2
Przekształtnik B3 pr du stałego na przemienny
Czujnik
Przetwornik
Przekształtnik
B
Wzmacniacz nap du dla robota
Moduł
A
Przykłady
Rodzaj urz dzenia
Litera oznaczenia
A
U
P
B1
#
∩
∩
∩
∩
B2
~
−−−−
B3
D1
&
D2
F1
F2
G
G1
G2 G
F1
F2
K1
K2
M
3~
M1
N1
N2
V
P1
P2
Q1
R
K
S1
Oznaczenie elementów i urz dze na schematach elektrycznych
Graficzne sposoby opisu zada sterowania
x
1
x
2
x
3
x
4
y
Czas t
Diagram czasowy
Krok
0
1
2
3
4
5
0
Narz dzie:
góra
góra
dół
dół
Rozkaz:
podnie
podnie
opu ci
opu ci
Diagram
droga
droga
-
-
krok
krok
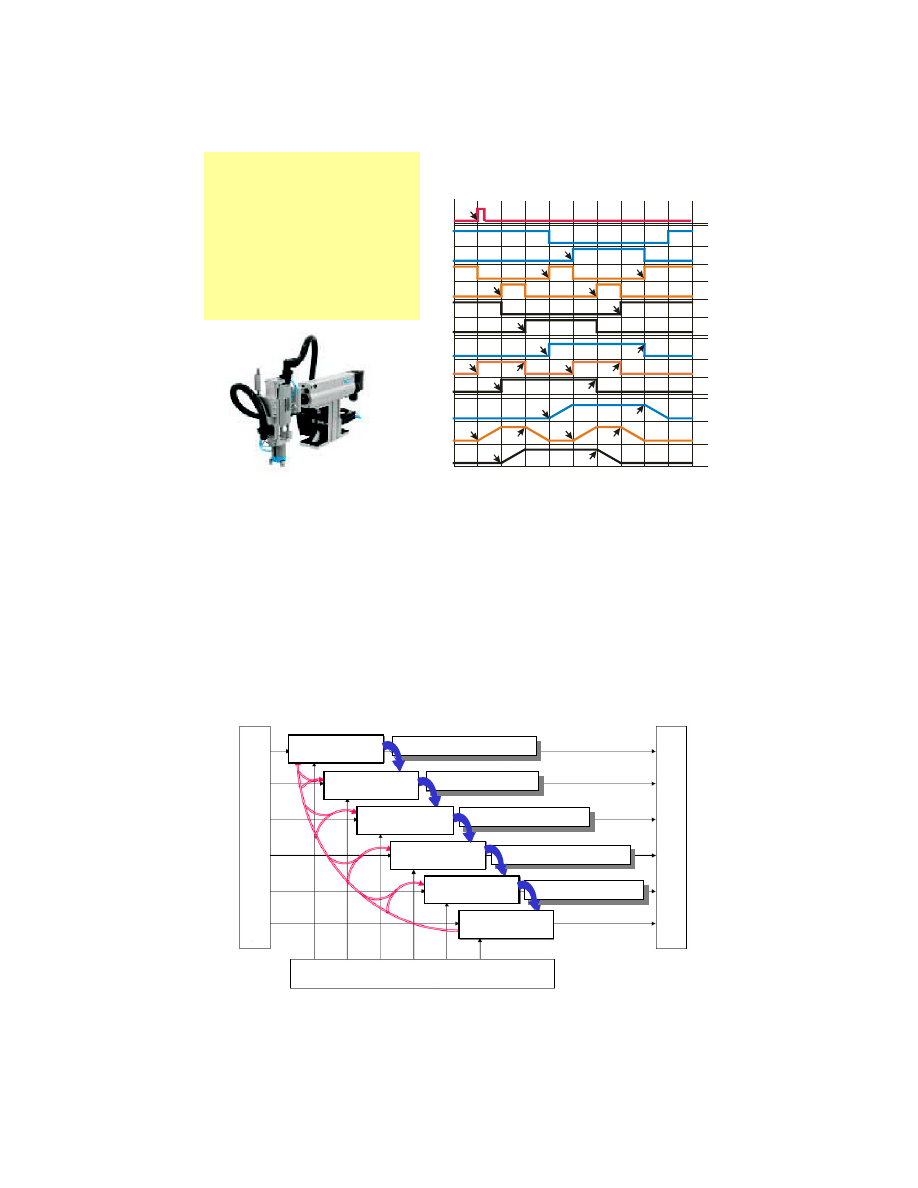
102
Manipulator z 3 siłownikami
Manipulator z 3 siłownikami:
1.0:
1.0: siłownik poziomy
2.0:
2.0: siłownik pionowy
3.0:
3.0: chwytak
Aktuato
Aktuato
ry
ry
(3)
(3)
:
:
Y1:
Y1: zawór dla siłownika 1
Y2:
Y2: zawór dla siłownika 2
Y3:
Y3: zawór dla siłownika 3
Sensor
Sensor
y
y
(7)
(7)
:
:
S:
S:
sygnał startu
nS1:
nS1: wył cznik kra cowy <
siłownik wsuni ty>
nS2:
nS2: wył cznik kra cowy <
siłownik wysuni ty>
0
3.0
2.0
1.0
3S2
3S1
2S2
2S1
1S2
1S1
S
Y3
Y2
Y1
1
2
3
4
5
6
7
8
9
Przykład zastosowania diagramu
droga
droga
-
-
krok
krok
do opisu sterowania manipulatorem
Realizacja projektu automatyzacji – model kaskadowy
(wodospadowy)
Te
ch
ni
ki
, m
et
od
y,
s
po
so
by
, n
ar
z
dz
ia
Te
ch
ni
ki
, m
et
od
y,
s
po
so
by
, n
ar
z
dz
ia
Zarz dzanie projektem
Zarz dzanie projektem
Utrzymanie,
eksploatacja
Instalacja/
odbiór
Specyfikacja wymaga
Specyfikacja wymaga
Integracja /
testowanie
Implementacja
Projektowanie
Analiza
Specyfikacja
Specyfikacja
Moduł - tekst ródłowy
Moduł - tekst ródłowy
System programowania
System programowania
Produkt programowy
Produkt programowy
D
ok
um
en
ta
cj
a
D
ok
um
en
ta
cj
a
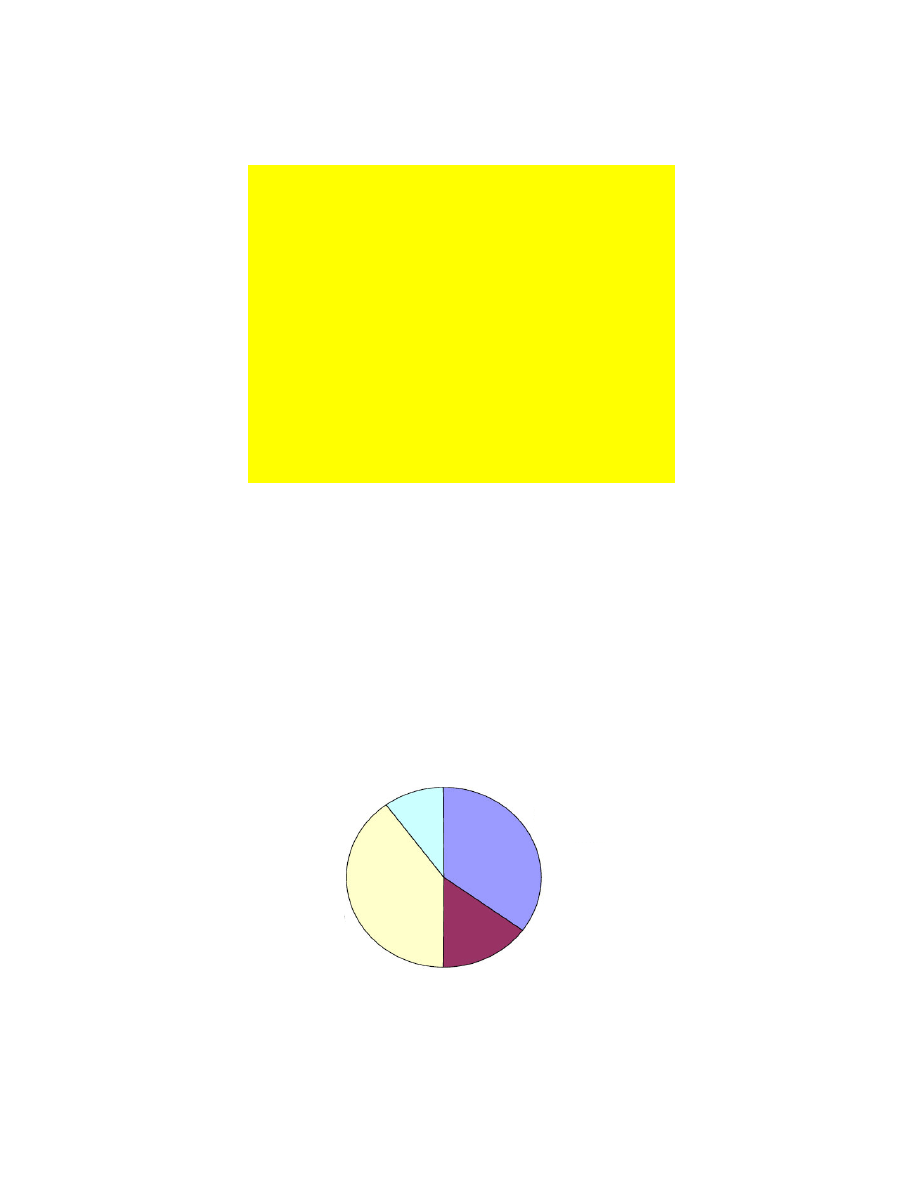
103
1. Analiza (wyja nienie sformułowania zadania):
1. Analiza (wyja nienie sformułowania zadania):
• ogólna specyfikacja (opis, yczenia i koncepcje zleceniodawcy) – werbalny opis, schemat
technologiczny,
• specyfikacja wymaga (rozwi zanie, podstawa zlecenia/ zlecenie) – ogólna struktura, tabela
przyporz dkowania, sprz t, rodzaje trybów pracy, rozwój prototypu, walidacja,
2. Projekt:
2. Projekt:
• projekt sprz tu (schemat poł cze , schemat logiczny, ...),
• projekt oprogramowania (ła cuchy przebiegów, SIPN, konfiguracja, …),
• koncepcja obsługi, wizualizacja, dokumentacja, ....
3. Implementacja dotycz ca realizacji:
3. Implementacja dotycz ca realizacji:
• zakup (wykonanie) sprz tu, okablowanie i monta szafy sterowniczej,
• programowanie PLC (ST, IL, LD, ...) i innych urz dze .
4. Integracja i testowanie:
4. Integracja i testowanie:
• opracowanie przypadków do testowania (systematyczny sposób post powania),
• wykonanie testów (bez i z procesem technicznym).
5. Instalacja, uruchomienie i odbiór:
5. Instalacja, uruchomienie i odbiór:
• zestawienie na miejscu, testowanie i odbiór zgodnie ze specyfikacj wymaga ,
• instrukta i szkolenie personelu obsługi i utrzymania ruchu.
6. Utrzymanie stanu i eksploatacja (najdłu sza i najdro sza faza
6. Utrzymanie stanu i eksploatacja (najdłu sza i najdro sza faza
):
):
• usuwanie bł dów, ulepszanie, modernizacja.
Fazy realizacji projektu automatyzacji
Udział kosztów oprogramowania w projektach PLC
Koszty oprogramowania
Koszty oprogramowania
Dokumentacja
10%
Planowanie,
projektowanie
35%
Programowanie
15%
Testowanie,
uruchamianie
40%
104
Specyfikacja wymaga
Specyfikacja wymaga
Specyfikacja wymaga
jest zestawieniem zawieraj cym sformułowanie zadania
jest zestawieniem zawieraj cym sformułowanie zadania
automatyzacji z punktu widzenia opracowuj cego oprogramowanie
automatyzacji z punktu widzenia opracowuj cego oprogramowanie. Zawiera ona
konkretne zadania dotycz ce tego,
co?, jak? i za pomoc jakich rodków?
co?, jak? i za pomoc jakich rodków?
nale y
wykona :
• musz by w niej uzupełnione brakuj ce dane z ogólnego opisu,
• zawiera opis instalacji/ maszyny jak równie jej poszczególnych jednostek
funkcyjnych,
• pełna lista sensorów- elementów wykonawczych,
• opis sposobu działania programu przy uwzgl dnieniu mo liwo ci programowych i
sprz towych,
• koncepcja obsługi bł dów,
• opis funkcji obsługowych i wy wietlania dotycz cego wizualizacji,
• opis dostarczanej dokumentacji i instrukcji obsługi, jak równie szkole i
wprowadze ,
Opracowanie specyfikacji wymaga odbywa si zwykle w sposób interdyscyplinarny,
tzn. uczestnicz w nim: u ytkownik instalacji (zleceniodawca), personel obsługi,
technolodzy, konstruktorzy maszyny, elektrycy, programi ci PLC.
Specyfikacja wymaga jest podstaw do zawarcia zlecenia oraz odbioru ko cowego
przez zleceniodawc .
Opis zada sterowania
Przed zaprojektowaniem układu sterowania zadania sterowania musz by jednoznacznie opisane
w postaci specyfikacji wymaga :
1. Werbalny opis instalacji wzgl. procesu zawieraj cy np.:
- Co b dzie produkowane?
- Jaki b dzie przebieg?
- Jakie wymagania musz by spełnione (sztuk/godz., czas taktu itp.)?
- Jakie s powi zania z innymi instalacjami?
- Jakie nap dy i z jakimi postaciami energii b d przył czone do układu sterowania?
- Jakie dajniki sygnałów s przewidziane?
- Jaki sposób obsługi jest przewidziany (wy wietlacz, monitor)?
- Jakie s warunki pracy dla układu sterowania (klimat, kurz, zakłócenia elektromagnetyczne,
zagro enia wybuchem, wstrz sy itp.)?
- Jakie ródła energii s do dyspozycji?
- Jak jest okre lona instalacja: budowa seryjna, budowa jednostkowa, własne potrzeby,
sprzeda ?
2. Podane w pkt.1 wymagania nale y w miar mo liwo ci zobrazowa rysunkami.
3. Potrzebne do projektu układu sterowania zasadnicze dane charakterystyczne urz dze
peryferyjnych nale y poda w postaci listy (funkcje, poziomy napi , dane dotycz ce
przył czenia, poziom ochrony). Nale y równie sporz dzi czytelne schematy, z których wynika
współpraca poszczególnych jednostek roboczych i zespołów całej instalacji.
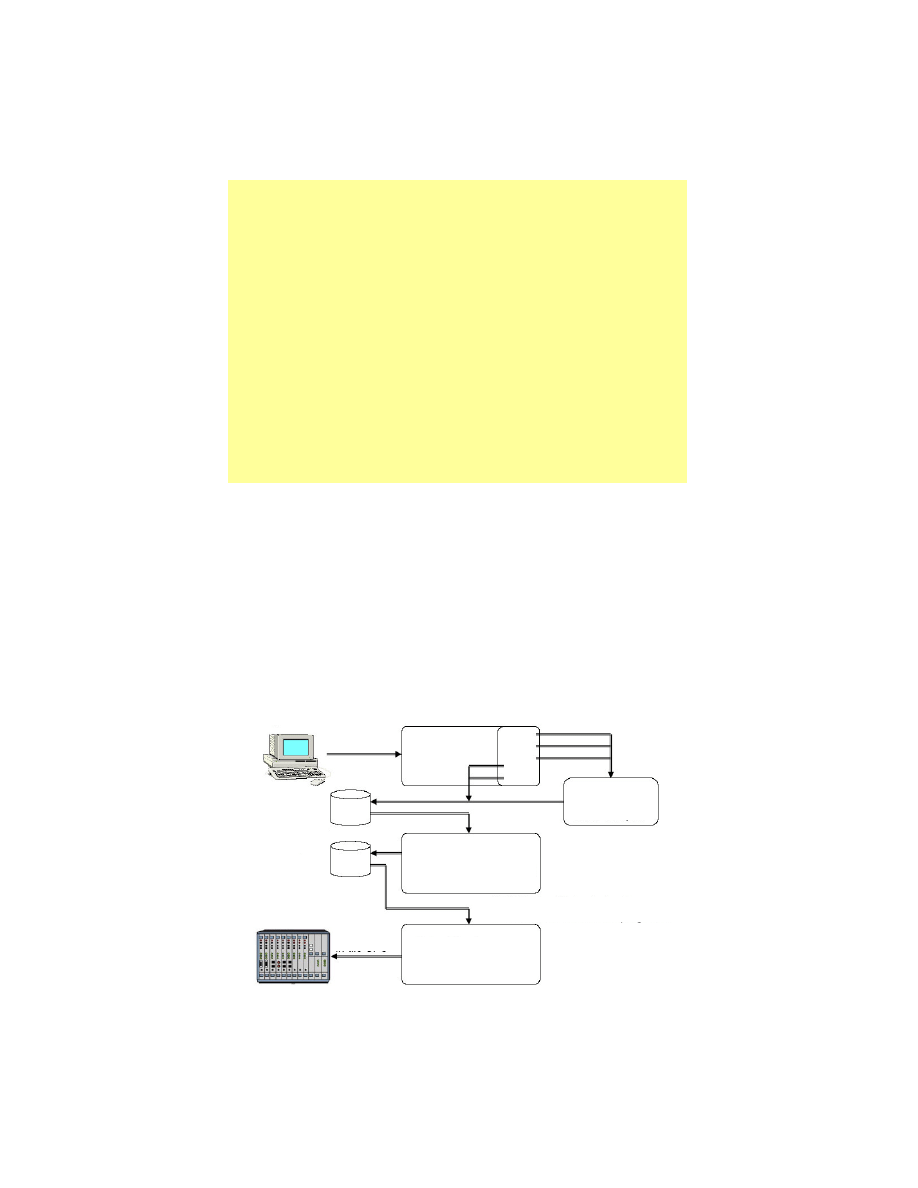
105
Dokumentacja projektu automatyzacji
Dokumentacja jest nie tylko uci liwym papierowym obowi zkiem, ale s z ni zwi zane
istotne wymagania:
• odpowiednie metody dokumentowania s warunkiem certyfikacji wg ISO 9000, na
których opiera si wielu zleceniodawców,
• podatno na zmiany w pó niejszych rozszerzeniach lub ulepszeniach,
• szybkie usuwanie zakłóce i naprawy,
• ochrona producenta w przypadku wyst pienia szkód.
Do dokumentacji z punktu widzenia techniki sterowania nale co
Do dokumentacji z punktu widzenia techniki sterowania nale co
najmniej:
najmniej:
• struktury programów i programy,
• listy przyporz dkowania adresów symbolicznych do bezwzgl dnych (tzw. schematy
okablowania),
• plany obło enia modułów wej ciowych i wyj ciowych,
• opis sygnałów (analogowych, cyfrowych, poziomy napi , …),
• schematy okablowania w szafie sterowniczej,
• opis ogólny, specyfikacja wymaga , uzgodnienia dotycz ce zmian,
• instrukcje obsługi i przepisy bezpiecze stwa.
(Du cze dokumentów mo na uzyska automatycznie z programatora PLC!)
Sposób tworzenia programu dla PLC
Tworzenie programu
Edytor
Dyskietka
lub twardy
dysk
Kompilator
(tworzy kod maszynowy)
W przeciwnym przypadku ł czenie (linkowanie)
poszczególnych modułów w jeden całkowity program
Transmisja
do PLC
PLC
PLC
Program do transmisji
danych
LD
FBD
SFC
ST
IL
IL, FBD, SFC do
kompilatora LD
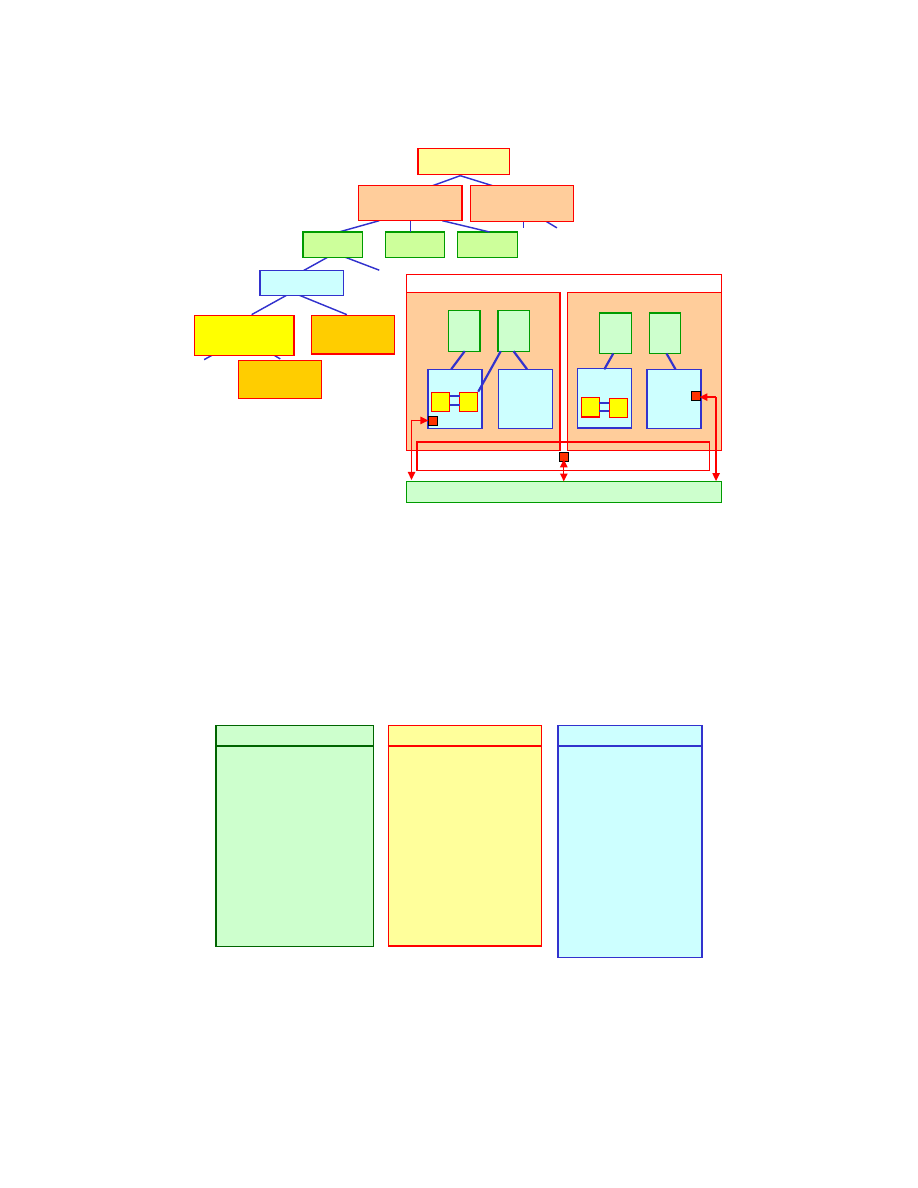
106
Model oprogramowania PLC wg PN-EN 61131
Konfiguracja
Konfiguracja
Task
Task
Funkcja
Funkcja
Zasoby
(np. sterownik)
Blok funkcyjny
(FB)
Task
Zasoby (np.
sterownik)
Program
Task
Task
Task
Task
Program
Program
Program
Program
Konfiguracja
Konfiguracja
Zasoby
Zasoby
(
Aplikacja)
FB
FB
FB
FB
Globalne i bezpo rednio
zadeklarowane zmienne
cie ka dost pu
Program (PROG) - moduł funkcyjny (FB) - funkcja (FUN)
Program (PROG)
Program (PROG)
Program główny.
Wszystkie zmienne
całkowitego programu
musz by tutaj
przyporz dkowane:
• peryferyjnych PLC
(zmienne wej ciowe i
wyj ciowe),
• zmienne globalne,
• cie ki dost pu (por.
konfiguracja).
Moduł funkcyjny (FB)
Moduł funkcyjny (FB)
Moduł ze:
• zmiennymi wej ciowymi,
• zmiennymi wyj ciowymi,
• zmiennymi statycznymi
(„zapami tywanymi”).
Standardowymi modułami
funkcyjnymi s np. liczniki
lub człony czasowe (
Timer).
Moduły funkcyjne s
„wywoływane” przez
utworzenie instancji.
Funkcja (FUN)
Funkcja (FUN)
Moduł z warto ci funkcji
do rozszerzenia zestawu
operacji PLC:
• zmienne wej ciowe,
• jedna warto funkcji
jako zwracana dana,
• nie ma adnych
zmiennych statycznych,
a zatem i
„zapami tywania”.
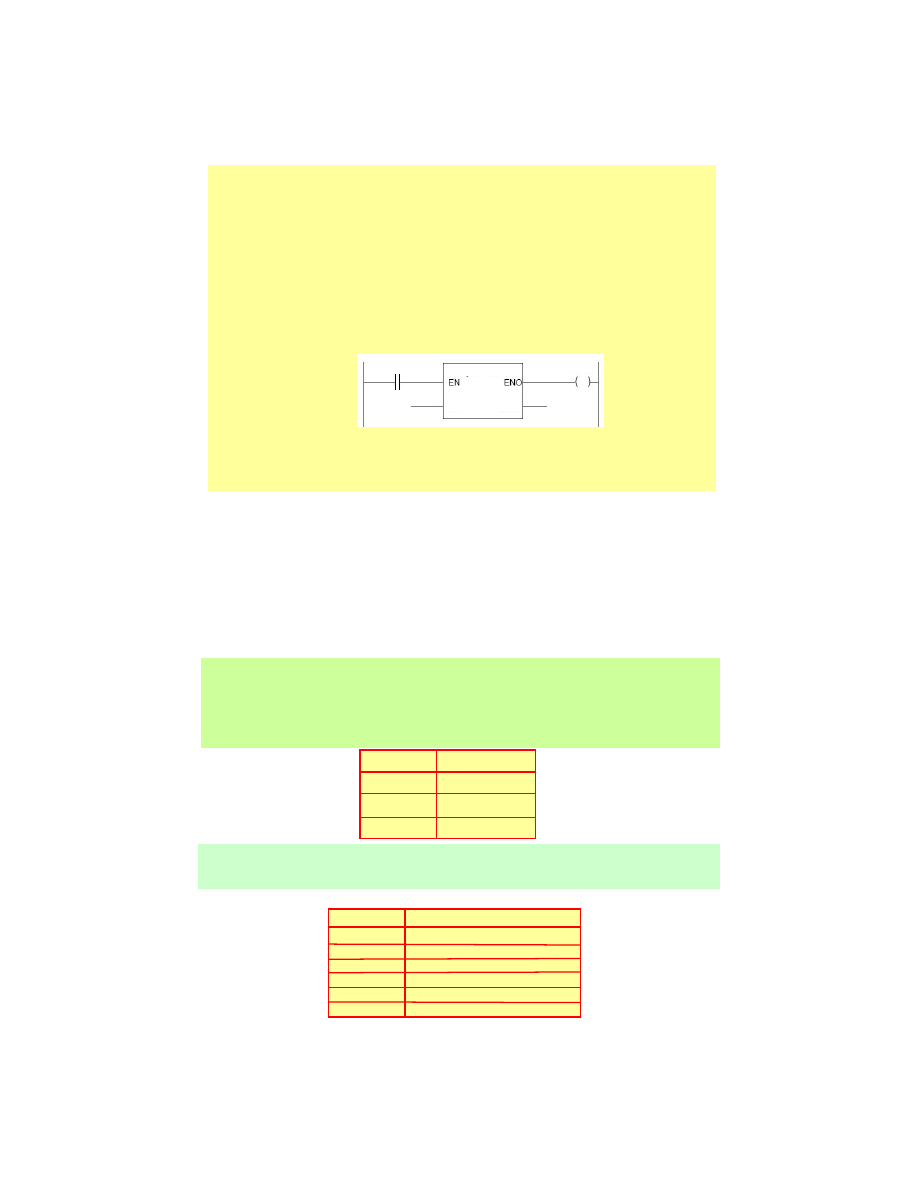
107
Funkcja
Podstawowe własno ci:
Podstawowe własno ci:
• funkcje wi
zmienne wej ciowe przez instrukcje w wywołaniu funkcji w pewne jednoznaczne warto ci funkcji
(zwracane warto ci),
• funkcje nie maj adnego zapami tywania, tzn. niezale nie od tego kiedy lub jak cz sto s wywoływane, to
dostarczaj one stale jednakowych warto ci zwracanych przy tych samych zmiennych wej ciowych.
Lokalne zmienne „umieraj “ po opuszczeniu funkcji.
Cel stosowania funkcji:
• realizacja specyficznych dla producenta lub wykonuj cego aplikacj rozszerze listy operacji PLC. Zdefiniowane
w normie funkcje s nazywane funkcjami standardowymi.
Przykład:
Przykład:
• standardowe funkcje do przekształcania typu:
REAL_TO_UINT – przekształca warto rzeczywist (
Real) w warto całkowit bez znaku (Integer).
Integracja w KOP/FBS:
EN
EN =
Enable In – funkcja powinna by wykonana
ENO
ENO =
Enable Out – najcz ciej: funkcja jest wykonana i/lub jest bezbł dnie wykonana
(nale y uwzgl dni opis funkcji producenta PLC!)
Wykona
VarIn
MojaFunkcja
ZadenBlad
ON
OFF
VarOut
Zmienne i typy danych wg standardu PN-EN 61131
Zmienne
Zmienne
Niezale nie od j zyka programowania obiekt programu (
Program Objekt) składa si zawsze z
cz ci
cz ci
deklaracyjnej
deklaracyjnej i
cz ci programowej
cz ci programowej. Przyporz dkowanie adresów sprz towych odbywa si w cz ci
deklaracyjnej. Aby jednej zmiennej przyporz dkowa jeden adres sprz towy w nazwach zmiennych
wyst puje słowo kluczowe AT i znak %, który wprowadza przyporz dkowanie adresu. Nast pnie jest
okre lane to, czy chodzi o
wyj cie
wyj cie,
wej cie
wej cie czy
merker
merker. Cecha jest rozumiana nast puj co:
Cecha
Cecha
Znaczenie
Znaczenie
I
I
Wej cie
Q
Q
Wyj cie
M
M
Merker
Poj cie
merker’a jako zmiennej globalnej zostało w ni ej podanej normie wprowadzone po to, aby
ułatwi przej cie z dotychczasowego sposobu programowania PLC na nowy. Wła ciwie
merker’y nie
s ju dalej potrzebne.
Cecha
Cecha
Długo zmiennej
Długo zmiennej
X
X
bit
bez
bez
bit
B
B
bajt (8 bitów)
W
W
słowo (16 bitów)
D
D
podwójne słowo (32 bity)
L
L
długie słowo (64 bity)
Typy danych
Typy danych
:
:
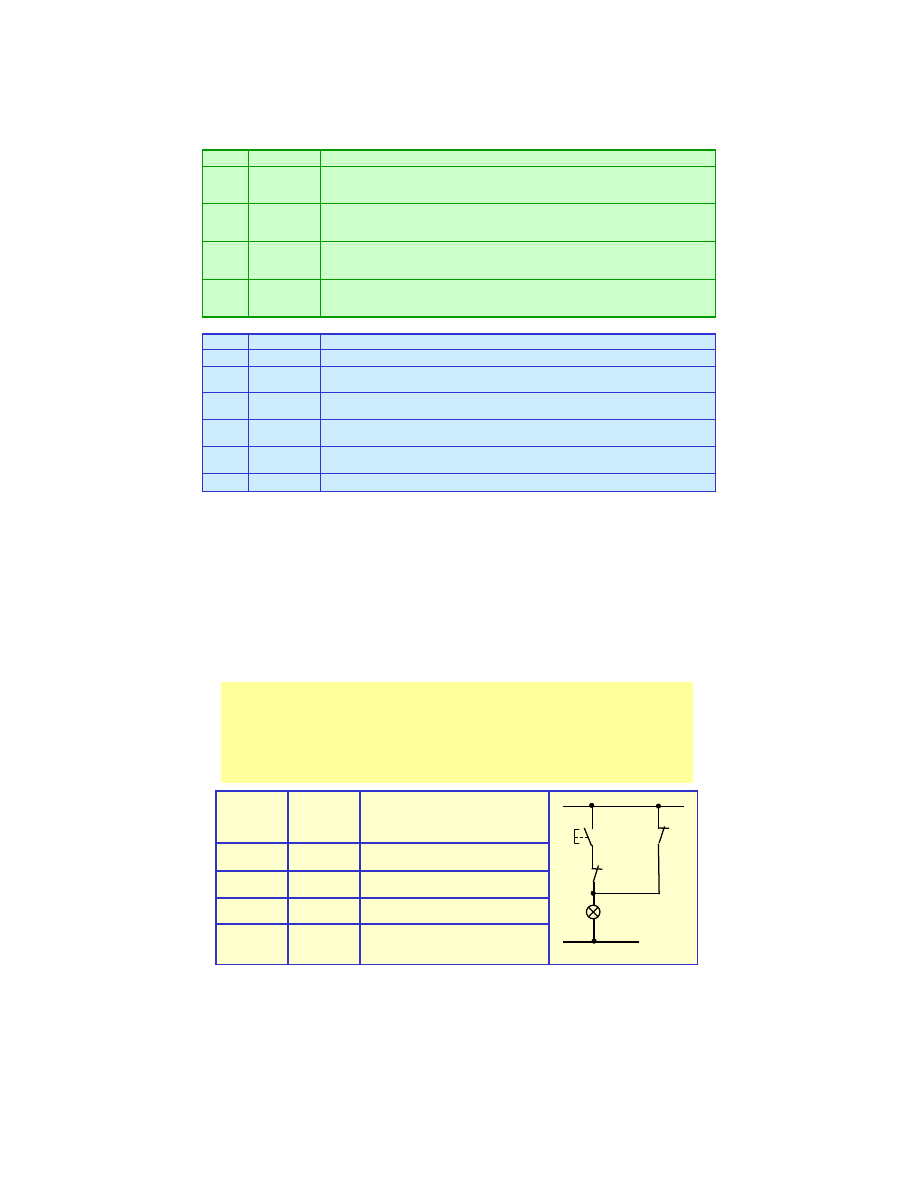
108
Stan wyst puj cy po lewej stronie jest przenoszony na praw stron na jeden cykl programu w
momencie przej cia zmiennej ze stanu "ON" na "OFF". W ka dym innym przypadku stan z
prawej strony równy jest "OFF".
Boolean
--|N|--
Stan wyst puj cy po lewej stronie jest przenoszony na praw stron na jeden cykl programu w
momencie przej cia zmiennej ze stanu "OFF" na "ON". W ka dym innym przypadku stan z
prawej strony równy jest "OFF".
Boolean
--|P|--
Stan wyst puj cy po lewej stronie jest przenoszony na praw stron w momencie wyst powania
w przypisanej zmiennej stanu "OFF" lub "0". W ka dym innym przypadku stan z prawej strony
równy jest "OFF”.
Boolean
--|/|--
Stan wyst puj cy po lewej stronie jest przenoszony na praw stron w momencie wyst powania
w przypisanej zmiennej stanu "ON" lub "1". W ka dym innym przypadku stan z prawej strony
równy jest "OFF”.
Boolean
--| |--
Opis
Typ zmiennej
Symbol
Styki
Styki
Opis
Typ zmiennej
Symbol
W przypadku wyst pienia stanu "ON" po lewej stronie zmienna jest resetowana do stanu "OFF".
Boolean
--(R)--
Stan wyst puj cy po lewej stronie jest kopiowany "zatrzaskowo" do przypisanej zmiennej.
Powrót zmiennej do stanu "OFF" mo liwy jest tylko przy u yciu cewki RESET.
Boolean
--(S)--
Do zmiennej jest przepisywany "ON" tylko na jeden cykl programu po zmianie stanu z lewej
strony z "ON" na "OF” tzw. zbocze opadaj ce.
Boolean
--(N)--
Do zmiennej jest przepisywany "ON" tylko na jeden cykl programu po zmianie stanu z lewej
strony z "OFF" na "ON" tzw. zbocze narastaj ce.
Boolean
--(P)--
Stan wyst puj cy po lewej stronie jest kopiowany do przypisanej zmiennej w taki sposób , e dla
stanu "ON" z lewej strony do zmiennej przepisywany jest stan "OFF" i na odwrót.
Boolean
-
-(/)--
Stan wyst puj cy po lewej stronie jest kopiowany do przypisanej zmiennej i na praw stron
Boolean
--( )--
Cewki
Cewki
Programowanie PLC - symbole schematu
drabinkowego LD zgodnie z norm PN-EN 61131-3
W cz ci instrukcyjnej programu PLC dla wszystkich j zyków wspólna jest
organizacja poszczególnych jednostek modułów programu i zastosowanie
aktualnego wyniku (
AW
AW). Aktualny wynik jest porównywalny z akumulatorem
systemu mikrokomputerowego i odpowiada wynikowi po redniemu.
W tabeli pokazano przykład sposobu działania aktualnego wyniku (AW) dla
programu w li cie instrukcji.
AW = 0 OR
C
C
= 1 daje AW = 1
1
OR
C
C
Zapami tanie AW jako
zmiennej
D
D
1
ST
D
D
AW = 0 AND
B
B
= 1 daje AW = 0
0
AND
B
B
Ładowanie
A
A
do AW ? AW = 0
0
LD
A
A
Aktualny
Aktualny
wynik
wynik
(AW)
(AW)
Kod
Kod
programu
programu
A
A
B
B
D
D
C
C
Przykład zastosowania aktualnego wyniku (AW)
podczas wykonywania programu PLC
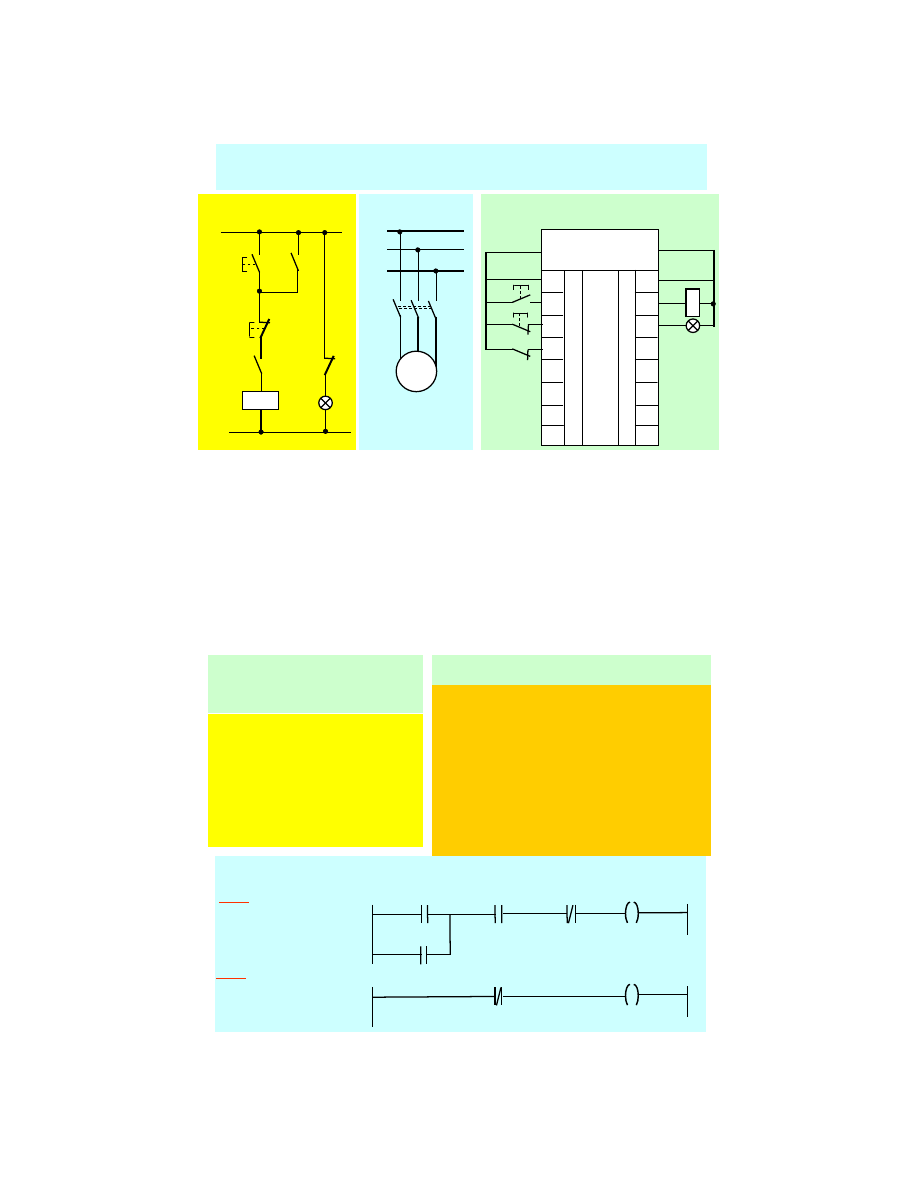
109
Przykład sterowania pomp za pomoc PLC
Pompa jest zał czana przyciskiem „
ZAL
ZAL
” i pracuje tak długo dopóki poziom oleju jest wy szy od
minimalnego i nie zostanie naci ni ty przycisk „
WYL
WYL
”. Je eli poziom oleju jest ni szy od
minimalnego, to zapalana jest lampka kontrolna
H1
H1
.
S1
– przycisk „
ZAL
ZAL
”
S2
– przycisk „
WYL
WYL
”
S3
– czujnik poziomu oleju
K1
– stycznik silnika M
H1
– lampka kontrolna
L1, L2, L3
– zasilanie elektryczne
S1
S1
S2
S2
S3
S3
S3
S3
L1
L1
K1
K1
K1
K1
Sterowanie stykowe
M
M
3~
3~
K1
K1
L1
L1
L2
L2
L3
L3
Obwód pr dowy
Zasilanie pr dowe
24V
+
-
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
W
W
E
E
J
J
C
C
I
I
A
A
W
W
Y
Y
J
J
C
C
I
I
A
A
P
P
L
L
C
C
S1
S1
S2
S2
S3
S3
K1
K1
H1
H1
Przył czenie PLC
I
I
Q
Q
Cz
deklaracyjna
Cz
deklaracyjna dla wszystkich
j zyków programowania PLC jest
jednakowa i dla przykładu sterowania
pomp jest nast puj ca:
VAR
ZAL AT %IX0.0:BOOL;
WYL AT %IX0.1:BOOL;
POZIOM_OLEJU AT %IX0.2:BOOL;
POMPA_ZAL AT %QX0.0:BOOL;
LAMPKA AT %QX0.1:BOOL;
END_VAR
Natomiast program PLC
w schemacie drabinkowym LD
w schemacie drabinkowym LD ma posta :
Siec 1: sterowanie silnikiem pompy
ZAL
WYL
POZIOM_OLEJU
POMPA_ZAL
POMPA_ZAL
Siec 2: lampka kontrolna poziomu oleju
POZIOM_OLEJU
LAMPKA
Program PLC sterowania pomp w j zyku LD
Cz
instrukcyjna programu PLC
w j zyku
w j zyku
IL
IL dla
przykładu sterowania pomp jest nast puj ca:
(*Siec 1: sterowanie silnikiem pompy*)
LD ZAL
OR POMPA_ZAL
AND POZIOM_OLEJU
ANDN WYL
ST POMPA_ZAL
(*Siec 2: lampka kontrolna poziomu oleju*)
LDN POZIOM_OLEJU
ST LAMPKA
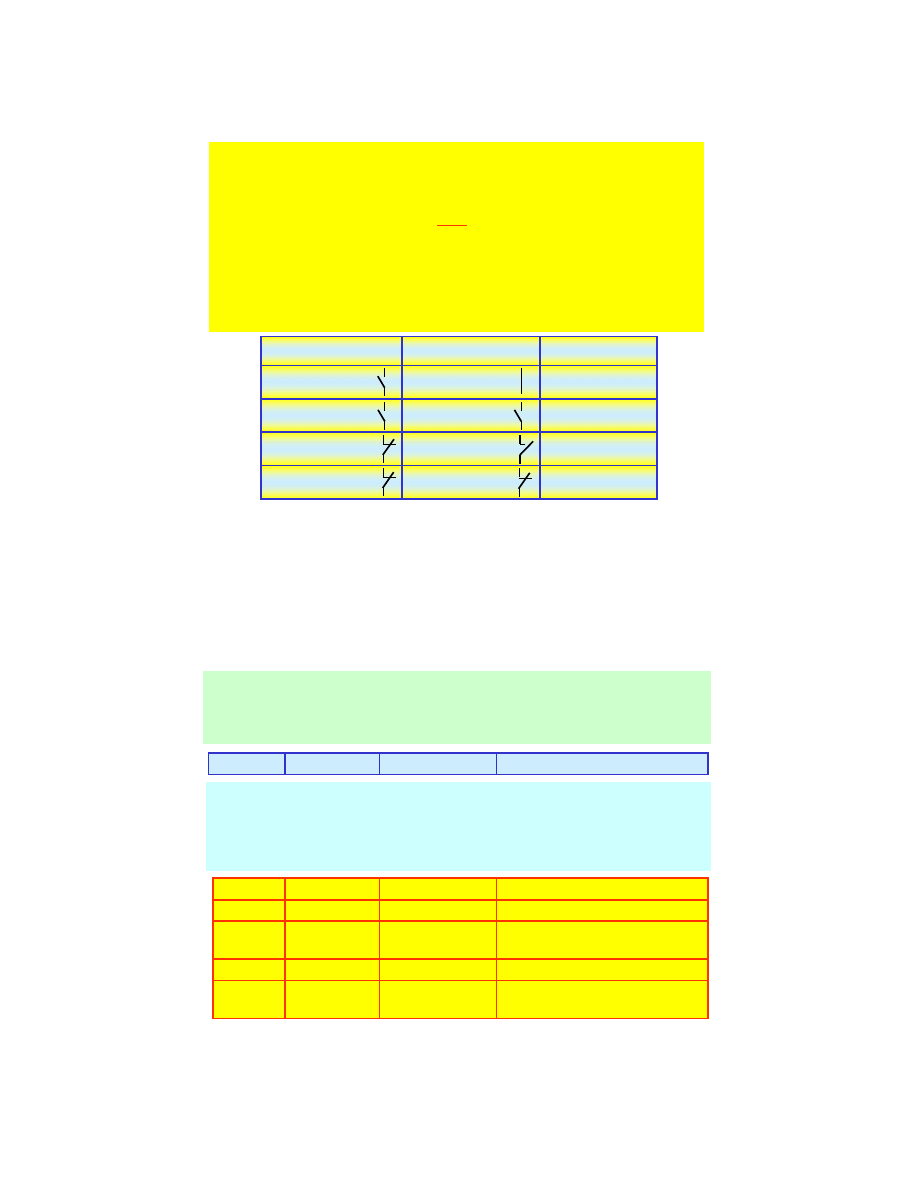
110
Przy tworzeniu schematu drabinkowego LD nale y uwzgl dni poł czenia ze sterownikiem PLC:
przycisk
S1
S1 (ZAL) jest wykonany jako
styk zwierny
styk zwierny, tzn. w stanie nie pobudzonym na wej cie
I 0.0
I 0.0
PLC podawany jest sygnał „
0
0”. Przycisk
S2
S2 (WYL) i czujnik poziomu oleju
S3
S3 s natomiast
wykonane jako
styki
styki
rozwierne
rozwierne, tzn. w stanie nie pobudzonym na wej cia
I 0.1
I 0.1 i
I 0.2
I 0.2 podawane s
sygnały „
0
0”. Sterownik PLC ocenia tylko stany sygnałów na swoich wej ciach.
Dla podanego przykładu sterowania pompy (Sie 1) oznacza to, e pompa powinna tak długo
pracowa , a nie zostanie pobudzony przycisk S2 (WYL), albo te poziom oleju nie b dzie ni szy
od minimalnego (pobudzenie czujnika S3). Sterownik PLC nie jest w stanie rozpozna tego, czy
na jego wej cie jest przył czony zestyk zwierny czy te rozwierny, gdy rozpoznaje on tylko
stany sygnałów („1” lub „0”). Dlatego te programista podczas tworzenia programu musi
uwzgl dni to, czy chodzi o zestyk zwierny czy tez rozwierny. Sygnał wej ciowy do PLC mo na
przy tym traktowa jako wł czenie „wirtualnego” wewn trznego przeka nika, który wprowadza
„styk” z nazw na wej cie PLC. Podobnie jest z wyj ciami i merkerami. Działanie styków w p tli
pr dowej schematu drabinkowego PLC zale y zatem od rodzaju sygnału wej ciowego.
„1”
„1”
Nie pobudzony
Zestyk rozwierny
„0”
„0”
Pobudzony
Zestyk rozwierny
„0”
„0”
Nie pobudzony
Zestyk zwierny
„1”
„1”
Pobudzony
Zestyk zwierny
Stan sygnału na wej ciu
Stan sygnału na wej ciu
PLC
PLC
Stan
Stan
dajnika
dajnika
Dajnik
Dajnik
sygnału na wej ciu
sygnału na wej ciu
PLC
PLC
Stany sygnałów na wej ciach PLC po pobudzeniu dajników
Lista instrukcji IL
Lista instrukcji IL jest maszynowym j zykiem programowania sterowników
PLC porównywalnym z Assemblerem. Lista instrukcji jest ci giem instrukcji,
przy czym ka da z tych instrukcji musi by umieszczona w oddzielnym
wierszu. Instrukcja ma nast puj c struktur :
Komentarz
Komentarz
Operand
Operand
Operator
Operator
Etykieta
Etykieta
W kolumnie „Etykieta” s umieszczane adresy skoków, których operator
odpowiada instrukcji. Za pomoc operandów deklarowany jest rodzaj
zmiennych (wej cie, wyj cie, zmienna lokalna). Komentarze s umieszczane
w ograniczeniach składaj cych si z nawiasu/gwiazdki (* ... *). Nie musz
wyst powa wszystkie elementy instrukcji.
(*Komentarze mog byc takze
umieszczane oddzielnie*)
VAR_1
LD
(*Cechy sa opcjonalne,
komentarze rowniez*)
VAR_1
LD
(*Ladowanie zmiennej VAR_1*)
VAR_1
LD
KONIEC:
Komentarz
Komentarz
Operand
Operand
Operator
Operator
Etykieta
Etykieta
Programowanie PLC w li cie instrukcji IL
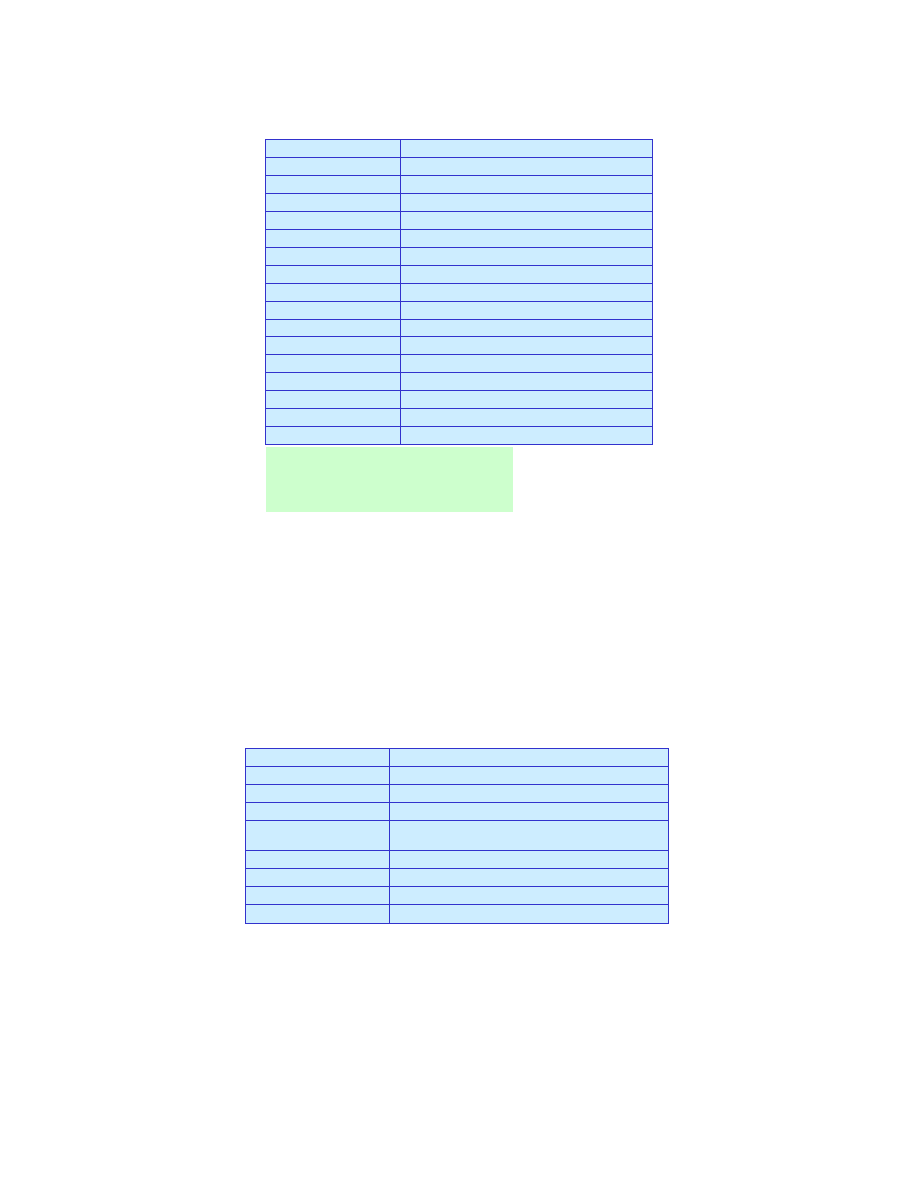
111
Powrót z funkcji
RET C, N
Wywołanie modułu
CAL C, N Etykieta
Skok do etykiety
JMP C, N Etykieta
Zamkni cie poziomu nawiasu
)
AW mniejszy ni operand
LT, LT(
AW mniejszy równy ni operand
LE, LE(
AW nierówny operandowi
NE, NE(
AW równy operandowi
EQ, EQ(
AW wi kszy równy od operandu
GE, GE(
AW wi kszy ni operand
GT, GT(
Dzieli AW przez operand
DIV, DIV(
Mno y operand przez AW
MUL, MUL(
Odejmuje operand od AW
SUB, SUB(
Dodaje operand do AW
ADD, ADD(
Zapami tuje AW jako operand
ST
Ładuje operand jako „aktualny wynik” (AW)
LD
Obja nienie
Obja nienie
Operatory, modyfikatory
Operatory, modyfikatory
Obja nienie modyfikatorów:
N - negacja operandu,
C - operacja jest wykonywana tylko dla AW = „1”,
AW - aktualny wynik.
Operatory listy instrukcji IL (wybór)
Zamyka poziom nawiasu
)
Ustawia operand na FALSE (nieprawda) je eli AW = 1
R
Ustawia operand na TRUE (prawd ) je eli AW = 1
S
Zapami tuje AW (zanegowany) w operandzie
ST, STN
Działanie exclusiv LUB (zanegowanego) operandu z
AW
XOR, XORN, XOR(, XORN(
Działanie LUB (zanegowanego) operandu z AW
OR, ORN, OR(, ORN(
Działanie I (zanegowanego) operandu na AW
AND, ANDN, AND(, ANDN(
Ładuje operand (zanegowany) jako AW
LD, LDN
Obja nienie
Obja nienie
Operatory
Operatory
Operatory z operandami dla danych typu BOOL
(operacje logiczne)
Wyszukiwarka
Podobne podstrony:
ZIP 2012 Podst automat cz 1
ZIP 2012 Podst automat cz3
ZIP 2012 Podst automat cz4
ZADANIA Z KOLOKWIUM Z PODST automatyki A[1]. Kochan, Semestr IV, Wspólne, Podstawy automatyki
syll 2. admin.publ. zao 2011 2012 podst pr pr i pr urzedn, WAŻNE
Podstawy automatyki cz2 K Rumanowski
2012 10 21 cz2
2012 podst edytor dla stud z
ZIP 2013 progr Automatyzacja i roboty, SGGW Technika Rolnicza i Leśna, Automatyka
plan zajec oiur zip 2012 02
2012 10 21 cz2
Cwalina markpol 2012 13 dzien cz2
więcej podobnych podstron