1
Higiena produkcji żywności
Wykład 3
Systemy mycia i dezynfekcji
otwartych i zamkniętych
tanków i zbiorników
Systemy mycia i dezynfekcji
tanków i zbiorników
Podawanie środka myjącego (lub dezynfekującego) pod
ciśnieniem (0,2-0,3 MPa) na głowice rozpryskujące.
Głowice mogą być nieruchome lub ruchome (zamontowane
na stałe lub wprowadzane do zbiornika), mogą być
obrotowe lub nie.
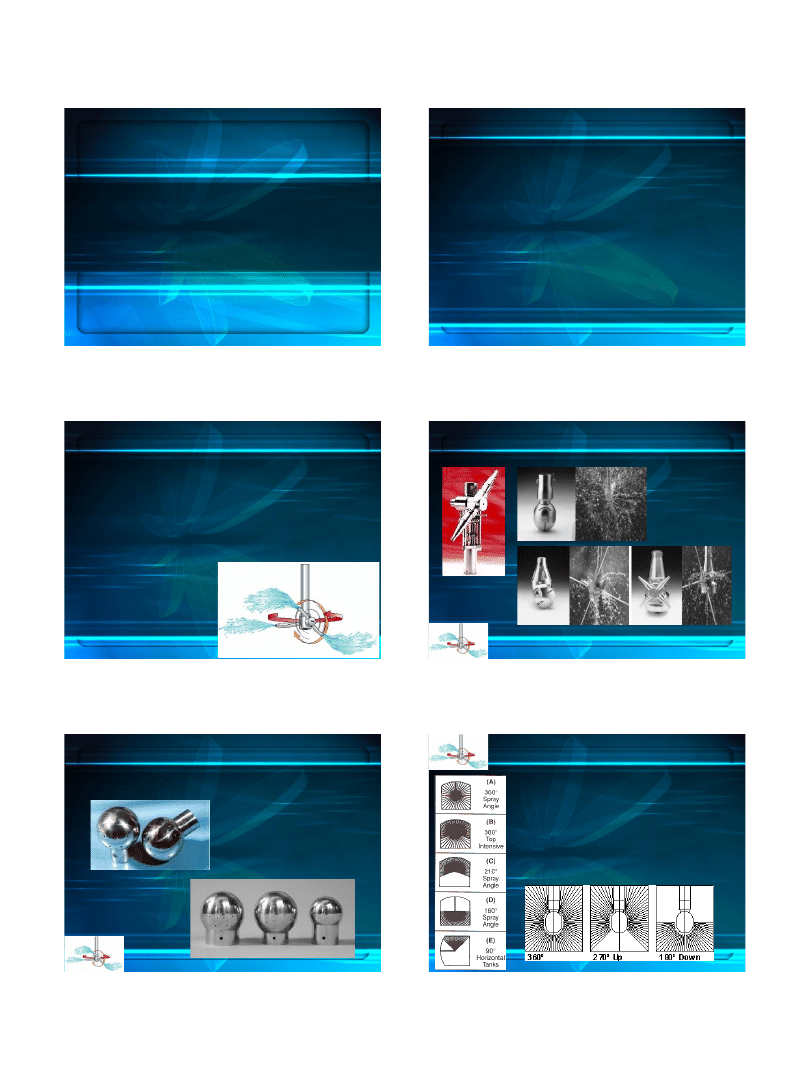
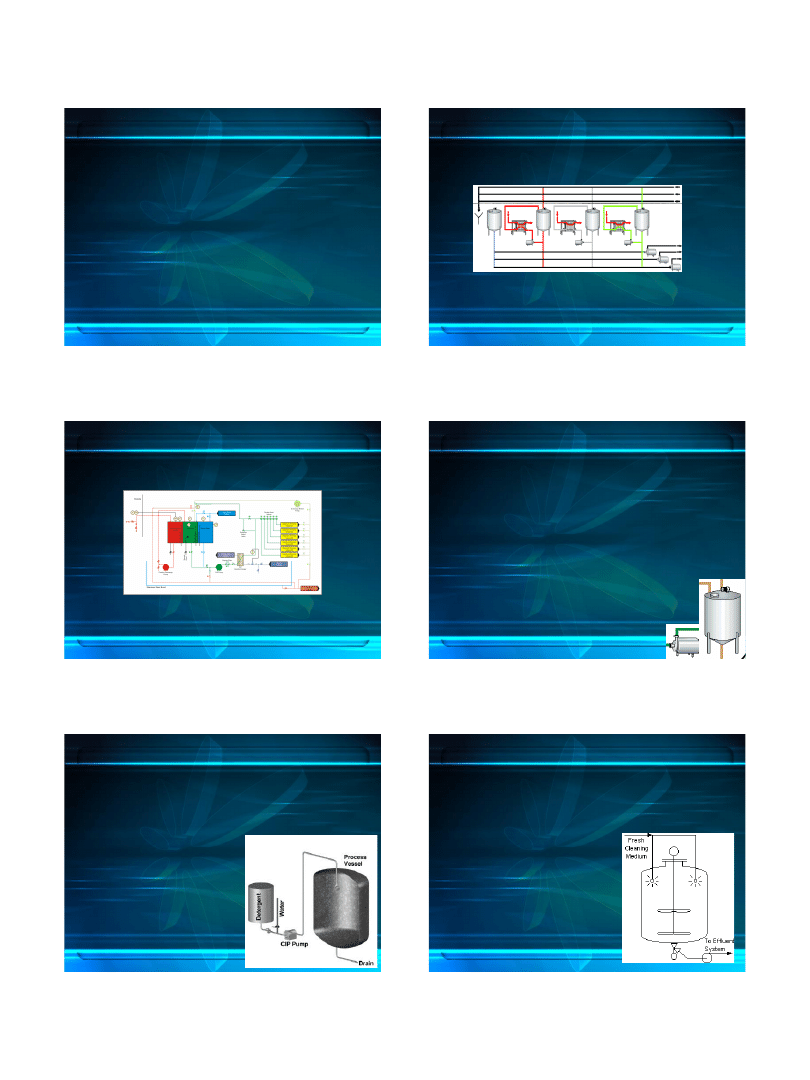
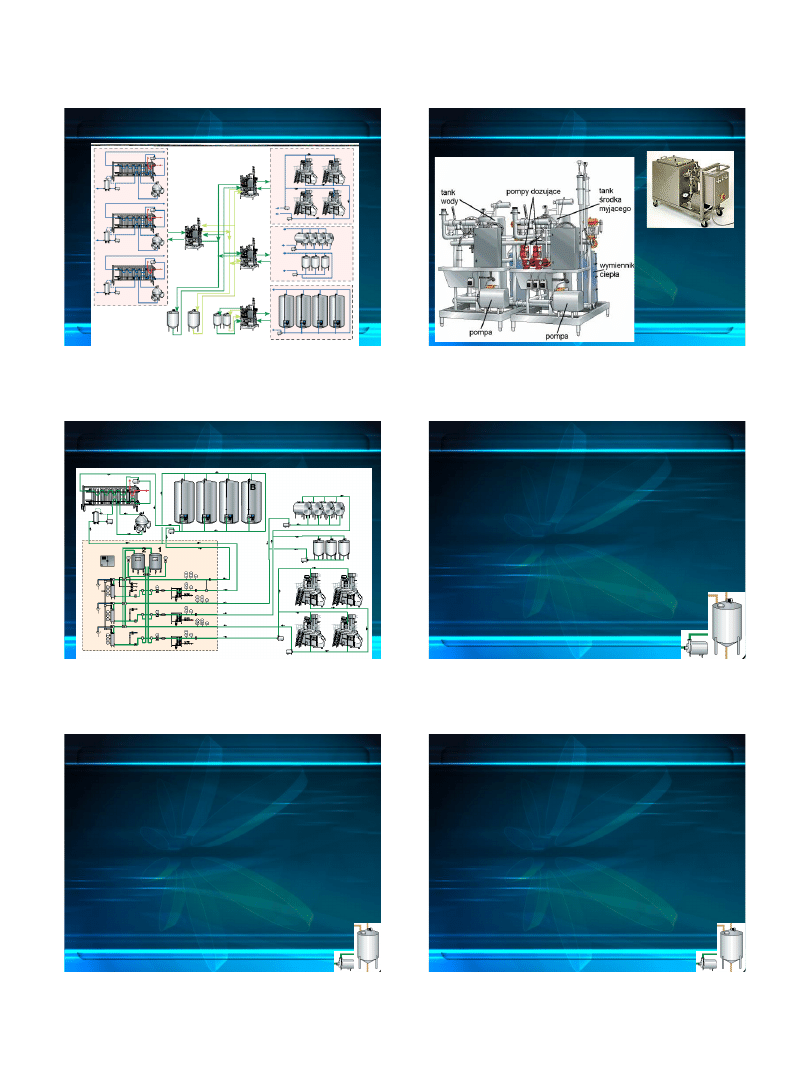
Rodzaje głowic rozpryskujących (I)
Rodzaje głowic rozpryskujących (II)
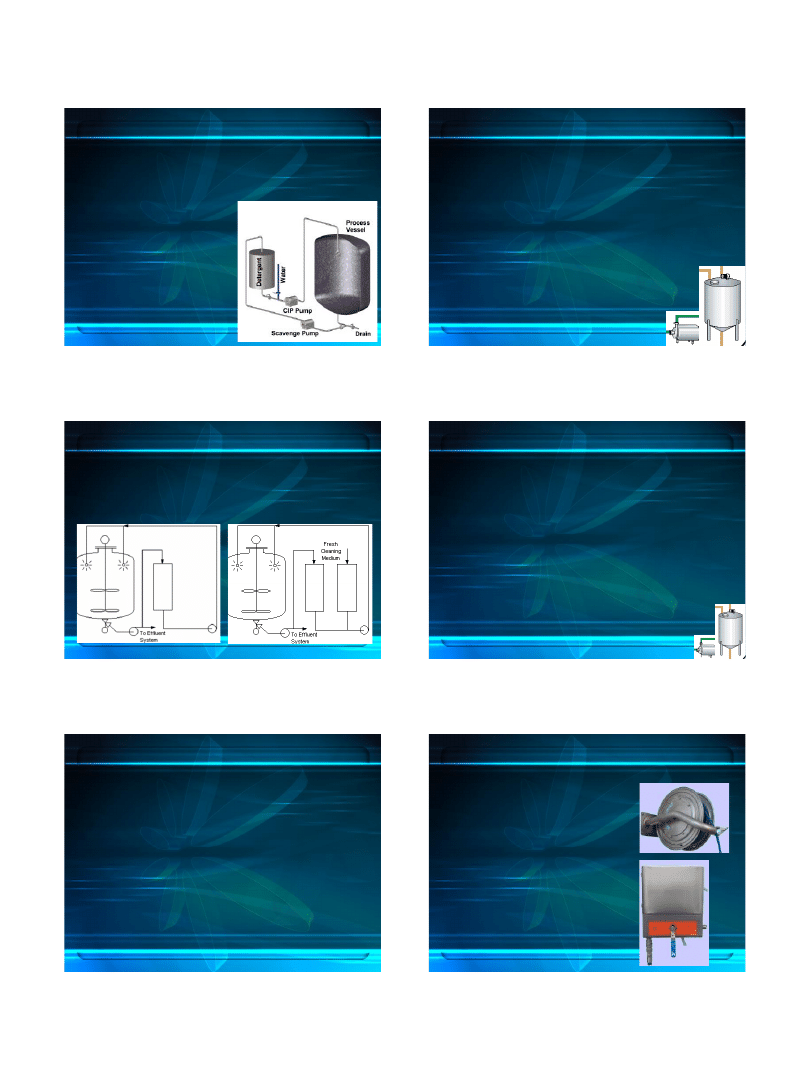
Rodzaje głowic
-
do różnych zbiorników
2
Systemy mycia i dezynfekcji
zamkniętych linii technologicznych
Systemy mycia i/lub dezynfekcji
zamkniętych linii technologicznych
Projekty instalacji CIP mogą być bardzo różne.
Spotykane są proste systemy, w których przygotowuje się
partię roztworów myjących (i/lub dezynfekujących) i
pompuje przez system, a następnie odprowadza do
kanalizacji.
Systemy mycia i/lub dezynfekcji
zamkniętych linii technologicznych
Projekty instalacji CIP mogą być bardzo różne.
Można też stosować w pełni automatyczne instalacje CIP
składających się ze zbiorników na wodę i roztwory myjące
(i/lub dezynfekujące), co umożliwia ponowne
wykorzystanie części wody i stosowanych roztworów.
Systemy mycia i/lub dezynfekcji
zamkniętych linii technologicznych
• System mycia (i/lub dezynfekcji)
w obiegu otwartym (bez recyrkulacji środków)
• System mycia (i/lub dezynfekcji)
w obiegu zamkniętym (z recyrkulacją)
Systemy mycia i/lub dezynfekcji
zamkniętych linii technologicznych
System w obiegu otwartym
(bez recyrkulacji):
Nowo przyrządzony roztwór
myjący (i/lub dezynfekujący)
jest wprowadzany do urządzenia
w celu przeprowadzenia mycia
(i/lub dezynfekcji), a następnie
jest odprowadzany do kanału.
Systemy mycia i/lub dezynfekcji
zamkniętych linii technologicznych
System w obiegu otwartym
(bez recyrkulacji):
W wielu przypadkach proces mycia
właściwego poprzedzony jest
etapem dokładnego płukania
urządzenia wodą z pozostałości
zanieczyszczeń.
3
Systemy mycia i/lub dezynfekcji
zamkniętych linii technologicznych
System w obiegu zamkniętym
(z recyrkulacją):
Roztwór myjący jest
przyrządzany w tanku
i cyrkuluje w obiegu
zamkniętym pomiędzy mytym
urządzeniem i tankiem.
Systemy mycia i/lub dezynfekcji
w obiegu zamkniętym
• z użyciem 1 zbiornika na roztwór preparatu myjącego
(i/lub dezynfekującego)
lub:
• z użyciem dwóch zbiorników na roztwory preparatu
myjącego (i/lub dezynfekującego): na świeży roztwór
i roztwór już użyty
Systemy mycia i/lub dezynfekcji
w obiegu zamkniętym
system z 1 zbiornikiem:
system z dwoma
zbiornikami:
Systemy mycia i/lub dezynfekcji
w obiegu zamkniętym
- scentralizowany -
w zakładzie jest zainstalowana
centralna stacja i peryferyjne obwody środków myjących
(i/lub dezynfekujących).
- zdecentralizowany -
duża stacja CIP jest zastąpiona
szeregiem małych satelitarnych jednostek, które mogą być
ulokowane w pobliżu mytych linii.
System zdecentralizowany
W skład instalacji wchodzi:
• jednostka centralna
• układ rozprowadzania preparatów myjących i/lub
dezynfekujących
• końcówki robocze z wymiennymi lancami
• zespół stacji satelitarnych rozmieszczonych w wybranych
punktach zakładu
System zdecentralizowany
Przy stacji satelitarnej montowane są
końcówki robocze - węże
ciśnieniowe z wymiennymi lancami,
umieszczane są na specjalnych
wieszakach lub na automatycznych
zwijaczach pozwalających
na uporządkowanie stanowiska
pracy:
4
System zdecentralizowany
Jednostka satelitarna CIP
System scentralizowany
Mycie w obiegu zamkniętym
- typowe etapy (I)
- woda -
ług - woda - kwas - woda
lub:
- woda - kwas - woda -
ług - woda
lub skrócony programy mycia, np. bez etapu kwasowania.
Taki program stosowany jest np. do mycia linii nie
zawierających wymienników ciepła:
- woda -
ług - woda
Mycie w obiegu zamkniętym
- typowe etapy (II)
w niektórych programach po kwasowaniu i płukaniu bieżącą
wodą następuje ponowna cyrkulacja słabego roztworu
ługu (np. 0,5%) w celu całkowitego zneutralizowania
resztek kwasu.
Po tym dodatkowym etapie linia ponownie musi być
przepłukana wodą.
W ten sposób można myć cysterny samochodowe:
- woda -
ług - woda - kwas - woda - ług - woda
Parametry mycia w typowym systemie CIP
1.
przepłukanie instalacji ciepłą wodą bieżącą (usunięcie
resztek produktu), np. 10 minut
2. mycie roztworem 0,5-1,5% NaOH o temp. 70-75
o
C, obieg
zamknięty, czas np. 30 minut
3.
płukanie letnią wodą bieżącą, do całkowitego usunięcia
ługu (kontrola odczynu pH)
4. mycie roztworem 0,5-1% HNO
3
o temp. 70
o
C, obieg
zamknięty, czas np. 20 minut
5.
płukanie zimną wodą, do całkowitego usunięcia kwasu
5
Mycie i/lub dezynfekcja
w obiegu zamkniętym
Należy zwracać uwagę na:
-
utrzymywanie właściwego stężenia środków myjących
i/lub dezynfekujących krążących w obiegu zamkniętym
-
częstą wymianę roztworów środków myjących i/lub
dezynfekujących (przy myciu wzbogacają się w resztki
substancji organicznych i tracą swoją aktywność)
Zalety systemu mycia i/lub dezynfekcji
w obiegu zamkniętym
-
oszczędność siły roboczej
-
zmniejszenie zużycia wody o 25-30%, pary wodnej o 12-
15%, środków myjących i/lub dezynfekujących
o 10-
12% (dzięki automatycznej regulacji ich stężenia
i temperatury roztworów)
-
obniżenie ryzyka zanieczyszczenia linii po umyciu i
dezynfekcji
- zmniejszenie liczby uszkodzonej aparatury
i przedłużenie jej żywotności
-
redukcja kosztów remontów urządzeń
Zalety systemu mycia i/lub dezynfekcji
w obiegu zamkniętym
Optymalizacja instalacji CIP pozwala na oszczędności w
zużyciu wody i energii oraz w obniżeniu ładunku
agresywnych ścieków po stosowanych środkach.
Typowymi technikami są:
-
neutralizacja ścieków z CIP (np. ścieki zasadowe
zobojętniane CO2, wzajemne zobojętnianie ścieków
kwaśnych i zasadowych)
-
regeneracja roztworów ługu sodowego poprzez
sedymentację zanieczyszczeń.
Korozja
Definicja
• Jest to stopniowe niszczenie tworzyw metalowych
i niemetalowych pod wpływem chemicznego
i elektrochemicznego oddziaływania.
Dotyczy głównie metali i stopów.
Produkt korozji żelaza i jego stopów nosi nazwę rdzy.
Sprzyja zanieczyszczeniu żywności, gromadzeniu się
i rozwojowi drobnoustrojów, utrudnia proces mycia
i dezynfekcji.
Rdza
• Rdza - krucha warstwa tworząca się na żelazie i stali
w wyniku działania naturalnych czynników korodujących.
Zawiera tlenki, wodorotlenki i czasami sole żelaza.
6
Korodujące działanie środków
myjących i dezynfekujących
• kwasy i ługi - głównie mineralne, użyte niewłaściwie
• chlor - roztwory o zbyt dużym stężeniu chloru (> 100 ppm),
zbyt wysoka temperatura działania (> 60
o
C),
zbyt długi czas działania, kwaśne środowisko (uwalniają się
wolne jony Cl‾ sprzyjające korozji)
Korozja zachodzi tylko
w obecności wody !
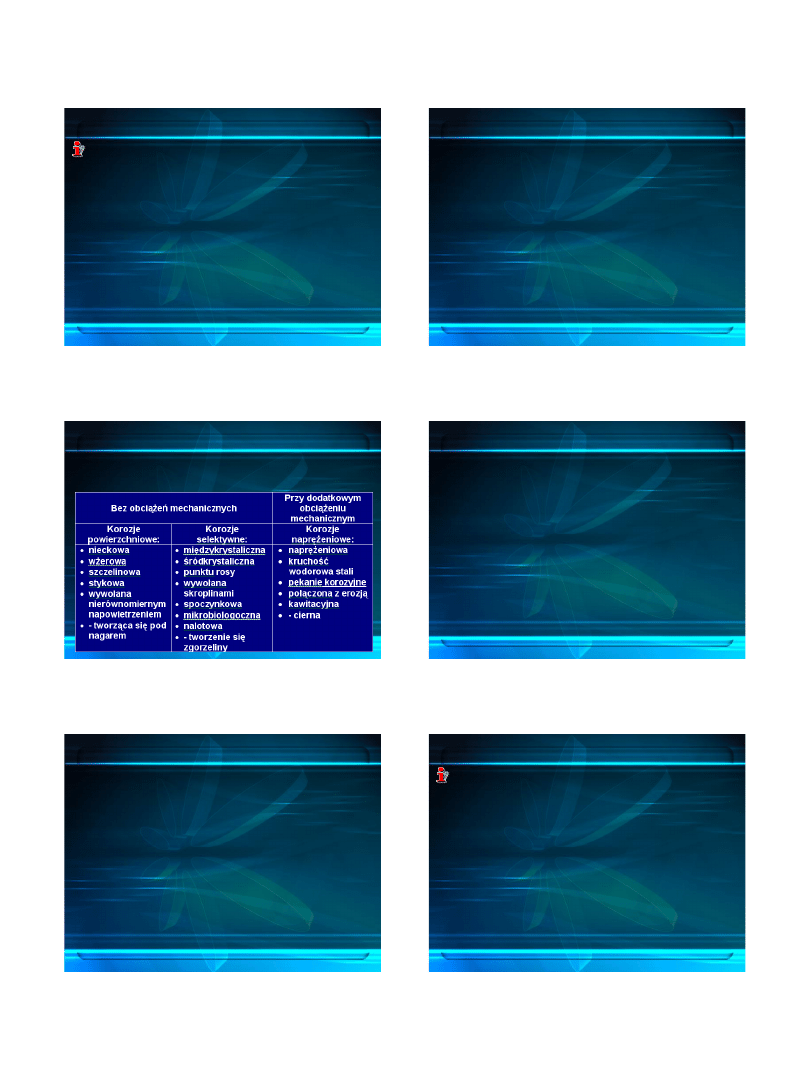
Rodzaje korozji
według normy DIN 50900
Korozja punktowa (wżerowa)
• powstaje po uszkodzeniu wierzchniej warstwy ochronnej
tlenku chromu pod wpływem działania mechanicznego lub
chloru.
Niewielkie uszkodzenia ulegają samoreparacji,
ale odcięcie dostępu tlenu spowodowane niedomyciem
sprzyja korozji.
Rozwijające się drobnoustroje wytwarzają kwasy
organiczne, co wzmacnia korozję.
Takiej korozji sprzyja też niewłaściwe użycie środków
myjących i dezynfekujących
Korozja międzykrystaliczna
• podatna na nią jest nawet stal nierdzewna 18/10.
Tworzy się na granicy kryształków
-
zanika tlenek chromu, a w odsłoniętym miejscu tworzy się
korozja.
Przyczyny korozji
• niewłaściwy dobór materiału na urządzenia (kontakt
np. z artykułami kwaśnymi: produkty owocowe, ukwaszone
produkty mleczarskie, serwatka, solanka)
• stosowanie drastycznych metod czyszczenia (skrobaczki,
druciaki, ostre szczotki)
• uszkodzenia mechaniczne powierzchni (szczególnie
wrażliwe spawy)
7
Przyczyny korozji
• niewłaściwe środki myjące i dezynfekujące
• niewłaściwe parametry mycia i dezynfekcji (stężenie
środków, temperatura, czas)
• niedostateczne mycie (środki spożywcze pozostałe
na niedomytych powierzchniach → odcięcie dostępu
powietrza → zniszczenie pasywującej warstewki chromu)
Przeciwdziałanie korozji
• dobór odpowiedniego materiału
• przestrzeganie parametrów mycia i dezynfekcji
• ochrona urządzeń przed wilgocią
• stosowanie inhibitorów (opóźniaczy) korozji.
Tworzą one na powierzchni metalu warstewki ochronne
hamujące szybkość korozji
Przeciwdziałanie korozji
• stosowanie powłok ochronnych nieorganicznych
(metalowych i niemetalowych) lub organicznych (farby,
lakiery, żywice, tworzywa sztuczne, smoła i smary)
• działanie czynnikami utleniającymi (wzmocnienie warstwy
tlenku metalu)
Przeciwdziałanie korozji
• ochrona katodowa - polega na połączeniu chronionej
konstrukcji z metalem mniej szlachetnym (protektorem),
tworzącym anodę ogniwa, natomiast katodą jest obiekt
chroniony.
Połączenie takiej anody z konstrukcją chronioną wykonuje
się przez bezpośredni styk lub za pomocą przewodnika.
Przeciwdziałanie korozji
• Za pomocą protektorów chroni się przed korozją duże
obiekty stalowe: rurociągi i podziemne zbiorniki.
Protektorami są blachy lub sztaby wykonane
z metali aktywnych jak: cynk, magnez lub glin.
W utworzonym ogniwie protektor ulega korozji.
Po zużyciu protektory wymienia się na nowe.
Wyszukiwarka
Podobne podstrony:
i1 Mycie i dezynfekcja urządzeń chłodniczych, BHP, Instrukcje-Jednostronicowe
Mycie i dezynfekcja jako czynniki eliminujące zagrożenia mikrobiologiczne w przemyśle spożywczym
I 3a Wiadomosci podstawowe v2 i Nieznany
3a WBS id 36567 Nieznany (2)
istan Mycie i dezynfekcja, BHP, Instrukcje-Sanitarne
03-mycie i dezynf.w placówkach handl.i magaz, Instrukcje BHP, XXVIII - SPRZĄTANIE
Karta Mycie i Dezynfekcja, haccp PUSTE dokumenty
Autoklawy i sterylizatory mycie i dezynfekcja wykład
i1 Mycie i dezynfekcja miesiarki do ciasta, BHP, Instrukcje-Jednostronicowe
Mycie i dezynfekcja pomieszczeń, BHP, Instrukcje-Sanitarne
Hacap Mycie i dezynfekcja, Haccp-DOC
istan Mycie i dezynfekcja rąk, BHP, Instrukcje-Stanowiskowe
i1 Mycie i dezynfekcja urządzeń chłodniczych, BHP, Instrukcje-Jednostronicowe
Mycie i dezynfekcja pola operacyjnego Kama
MYCIE I DEZYNFEKCJA MASZYNOWA
więcej podobnych podstron