Międzynarodowe Targi Spawalnicze ExpoWELDING 2012
16-18 października 2012
NOWOŚCI TARGOWE
FIRMA:
TÜV NORD Polska Sp. z o.o.
ul. Mickiewicza 29
40-085 Katowice
Dział Techniczny: +48 32 786 46 50
Fax: +48 32 786 46 05
e-mail: p.kaczmarek@tuv-nord.pl
PRODUKT:
Informacja o certyfikacji firmy wg normy EN 1090
Sposoby oceny zgodności
Zgodnie z normą EN 1090-1 wszyscy producenci konstrukcji nośnych zobowiązani są przed
wprowadzeniem swoich produktów na rynek europejski do oznakowania ich znakiem CE.
Nadanie znaku CE na własny wyrób przez producenta wiąże się z koniecznością
przeprowadzenia przez niego oceny zgodności wyrobu ze zharmonizowaną specyfikacją
techniczną (normą EN 1090). Warunkiem koniecznym do prowadzenia oceny zgodności
przez producenta jest posiadanie przez niego opisanego, wdrożonego i certyfikowanego
systemu zakładowej kontroli produkcji (ZKP).
W przypadku konstrukcji nośnych ocenę zgodności wyrobu z dyrektywą 89/106/EWG
„Wyroby budowlane” przeprowadza się opisanym w tej dyrektywie sposobem 2+.
Etapy oceny zgodności to:
•
pierwotne sprawdzenie konstrukcji,
•
czynności ZKP,
•
przeprowadzenie wybranych badań zgodnie z przygotowanym planem kontroli.
Działania ZKP obejmują:
•
wyszczególnienie oraz weryfikację surowców i materiałów składowych;
•
kontrole i badania, które należy przeprowadzić podczas procesu produkcji zgodnie z
ustaloną częstotliwością (dotyczy to zarówno etapów produkcji wyrobu, jak również
maszyn, urządzeń
i sprzętu);
•
weryfikacje i badania gotowego wyrobu, które należy prowadzić zgodnie z
częstotliwością ustaloną w specyfikacjach technicznych.
Za zorganizowanie, wdrożenie i utrzymywanie ZKP odpowiedzialny jest producent.
Wymagania odnośnie systemu ZKP dla wykonawców konstrukcji stalowych i aluminiowych
podaje norma EN 1090-1 w punkcie 6.3. Poniżej podano wskazówki dotyczące tworzenia
systemu ZKP.
System ZKP powinien być opisany i określony w dokumentacji ZKP. Dokumentacja ZKP
powinna zawierać:
•
dokumenty opisujące ZKP (procedury i instrukcje oraz ew. Księgę ZKP lub
Przewodnik ZKP);
•
dokumenty, w których ustalono wymagania (specyfikacje): normy wyrobu,
wymagania dla materiałów lub komponentów stosowanych do produkcji, wymagania
dla wyrobu na poszczególnych etapach produkcji, ew. wymagania środowiskowe
związane z produkcją
i magazynowaniem wyrobu;
•
ew. dokumenty zawierające zalecenia i wytyczne;
•
dokumenty informacyjne: przepisy prawa, opis technologiczny, dokumentację
techniczną, schemat organizacyjny;
•
zapisy potwierdzające funkcjonowanie ZKP, będące dowodami obiektywnymi o
wykonanych działaniach lub osiągniętych wynikach.
Jeżeli producent zleca na zewnątrz realizację jakiegokolwiek procesu, który ma wpływ na
zgodność wyrobu z wymaganiami, powinien on zapewnić nadzór nad tymi procesami.
Sposób prowadzenia takiego nadzoru powinien być określony w dokumentacji ZKP.
Nadzór nad dokumentacją ZKP:
•
dokumentacja ZKP powinna być nadzorowana przez kompetentną i uprawnioną osobę
(np. Pełnomocnika ds. ZKP),
•
dokumentację należy uaktualniać i uzupełniać w przypadku wprowadzenia zmian w
ZKP,
•
producent powinien posiadać wykaz dokumentów i prowadzonych zapisów.
Podział konstrukcji
Norma EN 1090 dotycząca wykonywania budowlanych konstrukcji nośnych ze stali i
aluminium zastąpiła obowiązujące w poszczególnych krajach Unii Europejskiej normy lokalne
(np. w Niemczech normy serii DIN 18800).
Norma DIN EN 1090 składa się z 3 części:
•
Część 1: „Stalowe i aluminiowe elementy konstrukcyjne – Metody oceny zgodności
elementów nośnych”, wydanie: 07.2010, zastępuje potwierdzanie zgodności przez
znak Ü.
•
Część 2: „Wykonanie konstrukcji stalowych i aluminiowych – Wymagania techniczne
dotyczące konstrukcji stalowych”, wydanie: 12.2008, zastępuje DIN 18800, część 7.
•
Część 3: „Wykonanie konstrukcji stalowych i aluminiowych – Wymagania techniczne
dotyczące konstrukcji aluminiowych”, wydanie: 09.2008, zastępuje DINV 4113, część
3.
Norma EN 1090-2 ma tytuł: „Wykonanie konstrukcji stalowych i aluminiowych – część 2:
Wymagania techniczne dotyczące konstrukcji stalowych”.
Norma wprowadza klasy konsekwencji CC1, 2, 3 wg występowania ryzyka utraty życia
(duże, średnie, małe).
Wprowadza też kategorie obciążenia SC1, 2 wg występowania obciążeń statycznych lub
dynamicznych. W skrócie: SC1 – statyczne, SC2: dynamiczne.
Podane są również kategorie wytwarzania PC1, 2 wg przykładowo zastosowanej granicy
plastyczności stali, obróbki cieplnej czy rodzaju kształtowników. W skrócie: PC1: S235 /
S275,
PC2: >= S355 i budowa.
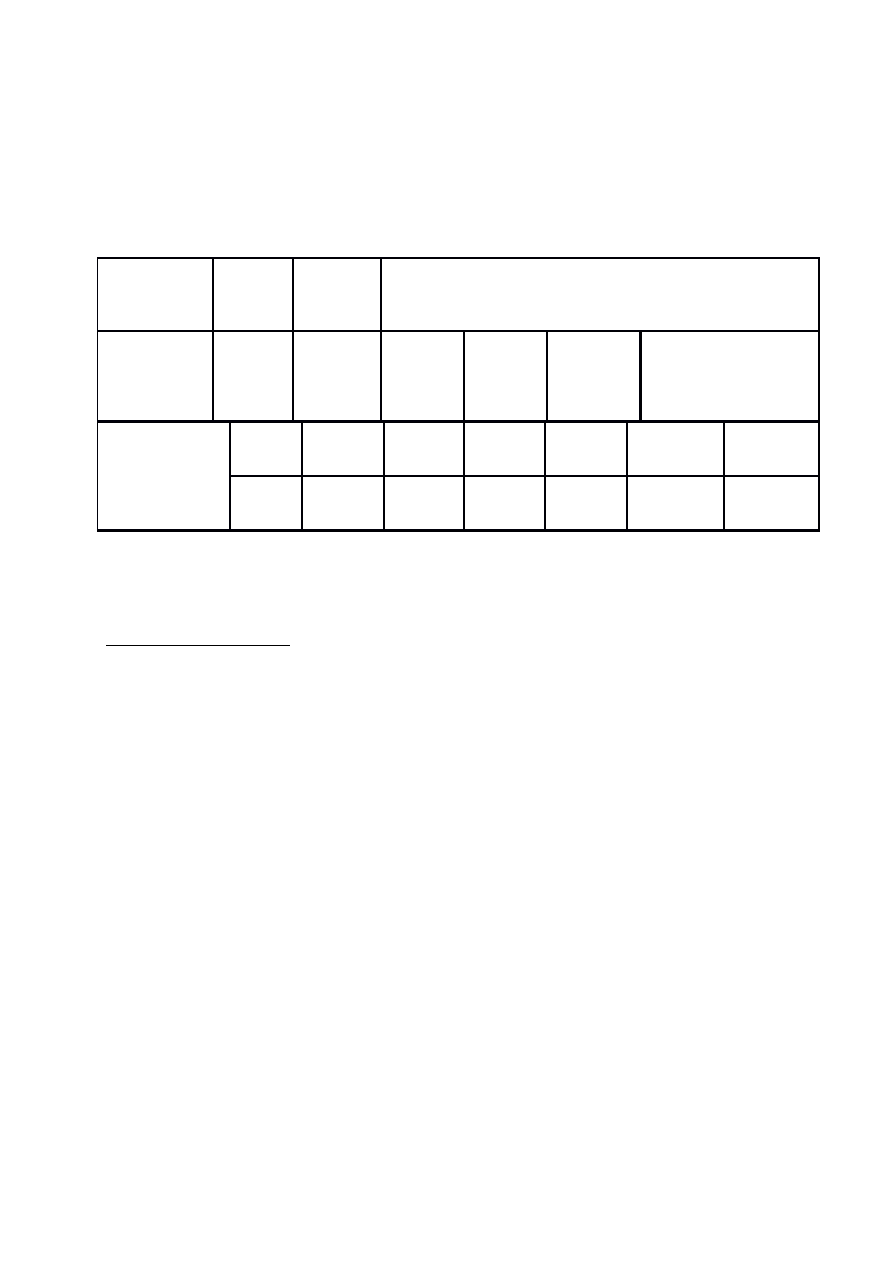
Od klasy CC oraz kategorii SC i PC zależy klasa wykonawstwa EXC.
Klasy wykonawstwa EXC
Klasy
wykonaw
stwa
CC1
CC2
CC3
Kategori
a
obciążeni
a
SC1
SC2
SC1
SC2
SC1
SC2
PC
1
EXC
1
EXC
2
EXC
2
EXC
3
EXC a)
EXC3a
)
Kategoria
wytwarzania
PC
2
EXC
2
EXC
2
EXC
2
EXC
3
EXC3a
)
EXC4
a.
EXC4 powinna być zastosowana dla konstrukcji nośnych specjalnych lub konstrukcji
nośnych
o wysokiej niezawodności wg przepisów krajowych.
Wymagania spawalnicze
Wytwórca konstrukcji oprócz certyfikowanego systemu ZKP, musi spełniać również
wymagania systemu zapewnienia jakości w spawalnictwie wg normy:
•
EN ISO 3834-4 dla klasy wykonawstwa EXC1,
•
EN ISO 3834-3 dla klasy wykonawstwa EXC2,
•
EN ISO 3834-2 dla klas wykonawstwa EXC3 i EXC4.
Wyszukiwarka
Podobne podstrony:
Kopia zapasowa Normy dotyczace ISO i certyfikacji 03 2010, Study, Zarządzanie jakością, zzz
CERTYFIKOWANIE WYMAGAŃ......Szczok(1), normy spawalnictwo
normy sportu
Normy techniczne
Prezentacja firmy MARSTATE SERVICE BHP PPOZ PPT
ISO organizacja i normy
budowa strategii firmy
NORMY PRAWNE I NORMY MORALNE1
Encyklopedia prawa 2 normy, stosunki, zdarzenia
Normy prawa administracyjnego
zakresy ruchów w stawach w warunkach normy i patologii
pezentacja produkty firmy Soudal
3 Analiza firmy 2015 (Kopia powodująca konflikty (użytkownik Maciek Komputer) 2016 05 20)
BIOLOGICZNE TEORIE FIRMY prezentacja
e przyjaciele zobacz co media spolecznosciowe moga zrobic dla twojej firmy eprzyj
Info topgrafia 2012
Info
01 Certyfikat 650 1 2015 Mine Master RM 1 8 AKW M
więcej podobnych podstron