
Zamiejscowy Wydział Mechaniczny
Politechniki Białostockiej
w Suwałkach
Numer ćwiczenia: 1
Temat ćwiczenia: Pomiary średnic
wałków metodą bezpośrednią i pośrednią
Laboratorium metrologii
2005

Ćwiczenie 1
Temat: Pomiar średnic wałków metodą bezpośrednią i pośrednią
Cel ćwiczenia: doskonalenie umiejętności odczytu wskazań stosowanych narzędzi pomiarowych,
obliczania niedokładności pomiaru oraz dokonanie oceny zgodności wymiaru
zaobserwowanego z zadanym .
Narzędzia:
— suwmiarki z noniuszem 0,02mm i 0,05mm
— mikrometr zewnętrzny
— transametr
— płytki wzorcowe
— optimetr
— macki zewnętrzne
Przebieg ćwiczenia:
1. Przed przystąpieniem do pomiaru należy sprawdzić ogólny stan techniczny sprzętu
pomiarowego oraz przygotować stanowisko do ćwiczeń. Sprawdzić wskazania zerowe
suwmiarek i mikrometrów.
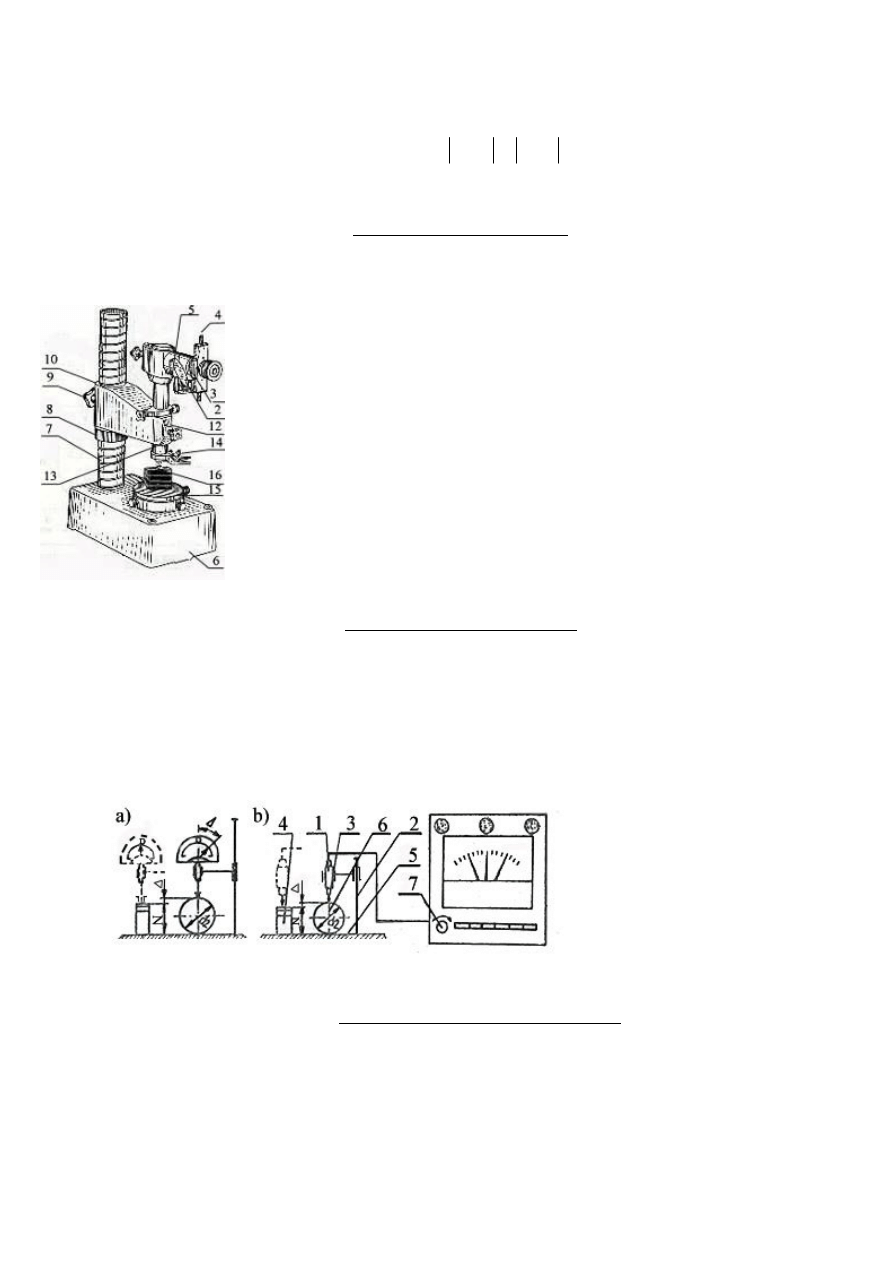
2. Naszkicować dostarczony do pomiaru wałek. Oznaczyć długości, średnice zewnętrzne,
położenia przekrojów pomiarowych. Położenie pomiarowe przyjmuje się przeciętnie w
odległości 5 — 10mm od krawędzi wałka. W celu zachowania jednoznaczności wyników,
wałek powinien mieć oznaczone w trwały sposób na jednej z bocznych powierzchni kierunki I i
II płaszczyzny pomiarowej.
3. Zmierzyć oznaczone na szkicu wymiary wałka suwmiarkami o różnych dokładnościach w dwu
prostopadłych do siebie płaszczyznach i dwóch różnych przekrojach. Wyniki pomiarowe
wpisać do karty pomiarowej
-1-
4. Zmierzyć oznaczone na szkicu wymiary wałka mikrometrem zwracając uwagę, aby
powierzchnie pomiarowe przylegały do wałka dokładnie na średnicy. Wyniki pomiarowe
wpisać do karty pomiarowej
5. Zmierzyć wałki z użyciem transametru. Wyniki pomiarowe wpisać do karty pomiarowej
6. Zmierzyć wałki za pomocą optimetru. Wyniki pomiarowe wpisać do karty pomiarowej.
7. Zmierzyć średnice wałków mackami zewnętrznymi. (Wymiary przeniesione mackami
odczytuje się na przymiarze kreskowym).
8. Porównać otrzymane wyniki pomiarowe z wymiarami zadanymi. (Określenie różnic między
wymiarem odczytanym a zadanym z określoną tolerancją. Wnioskowanie – czy mieści się w
polu tolerancji).
9. Policzyć niedokładności pomiarów zgodnie z zależnościami opisanymi w instrukcji.
10. Sformułować wnioski
Treść sprawozdania:
W sprawozdaniu należy umieścić:
-
szkic wałka z oznaczeniami i wymiarami
-
wyniki pomiarów w postaci tabelarycznej
-
opis zawierający wyjaśnienia, szkice rysunkowe, obliczenia, uwagi i wnioski dotyczące
wykonywanego ćwiczenia.
-
opis budowy i techniki pomiaru czujnikiem indukcyjnym
1. POMIARY ŚREDNIC WAŁKÓW METODĄ BEZPOŚREDNIĄ I POŚRENIĄ
1.1. Wprowadzenie do tematu.
Wymiary nominalne praktycznie nie mogą być otrzymane, wobec tego określa się wymiary graniczne. Wymiary
graniczne określone przez podanie ich odchyłek od wymiaru nominalnego, mogą być górne i dolne. Pomiar, czyli
mierzenie, jest to porównanie dowolnej wielkości fizycznej lub teoretycznej z określoną wielkością porównawczą tego
samego rodzaju przyjętą za jednostkę miary. Istnieje wiele sposobów porównania, a tym samym metod pomiarowych.
Metoda pomiarowa bezpośrednia, w której wynik pomiaru otrzymuje się bezpośrednio, bez potrzeby wykonywania
dodatkowych obliczeń opartych na zależności funkcyjnej wielkości mierzonej od innych wielkości.
Metoda pomiarowa pośrednia, w której mierzy się bezpośrednio inne wielkości, a wyniki oblicza się opierając się na
określonej znanej zależności funkcyjnej.
Pomiary odchylenia wartości wielkości mierzonej od wzorca nosi nazwę pomiaru różnicowego, występuje np. przy
pomiarze przyrządami czujnikowymi. Szczegółowy podział metod pomiarowych określa norma PN-71/N_02050. Wybór
rodzaju pomiaru zależy od charakterystyki metrologicznej narzędzia oraz od wymiaru wielkości mierzonej.
1.2. Narzędzia pomiarowe.
-suwmiarka z noniuszem 0,1mm;
-suwmiarka z noniuszem 0,05mm;
-mikrometr zewnętrzny;
-transametr;
-optimer pionowy;
-płytki wzorcowe;
-czujnik indukcyjny;
1.2.1. Suwmiarka.
Przyrządy suwmiarkowe tworzą grupę najbardziej rozpowszechnionych przyrządów pomiarowych. Dzieli się je na
przyrządy suwmiarkowe o przeznaczeniu ogólnym i specjalnym.
Układem pomiarowym tych przyrządów jest zespół prowadnicy z naniesioną podziałką liniową i noniusz. Noniusz
umożliwia dokonanie dokładniejszego odczytu z wzorca metodą interpolacji. Najczęściej spotykane noniusze liniowe
pozwalają na odczytanie 0,1; 0,05; 0,02; wartości działki elementarnej.
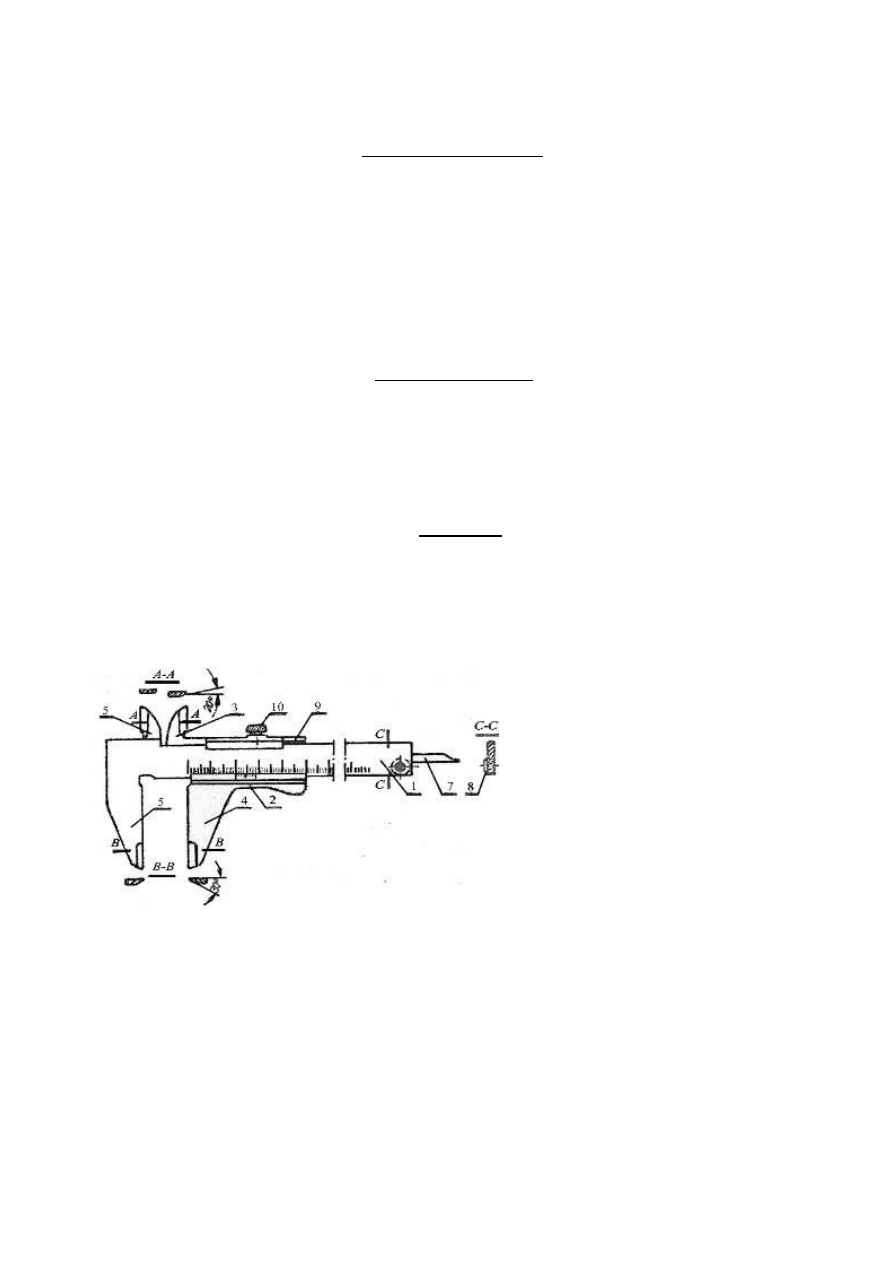
Rys.1.1. Suwmiarka dwustronna:
1-prowadnica
2-suwak
3-zewnętrzna szczęka prowadnicy
4-zewnętrzna szczęka suwaka
5-wewnętrzna szczęka krawędziowa prowadnicy
6-wewnętrzna szczęka krawędziowa suwaka
7-wysuwka głębokościomierza
8-wkręt
9-wkładka
10-śruba zaciskowa
Równanie określające podziałkę noniusza ma postać:
p
n
n
a
n
m
na
L
)
1
(
±
⋅
=
=
gdzie:
n
L
-długość noniusza;
n
-liczba działek elementarnych noniusza;
n
a
-długość działki elementarnej podziałki noniusza;
p
a
-długość działki elementarnej podziałki prowadnicy;
m
-moduł noniusza.
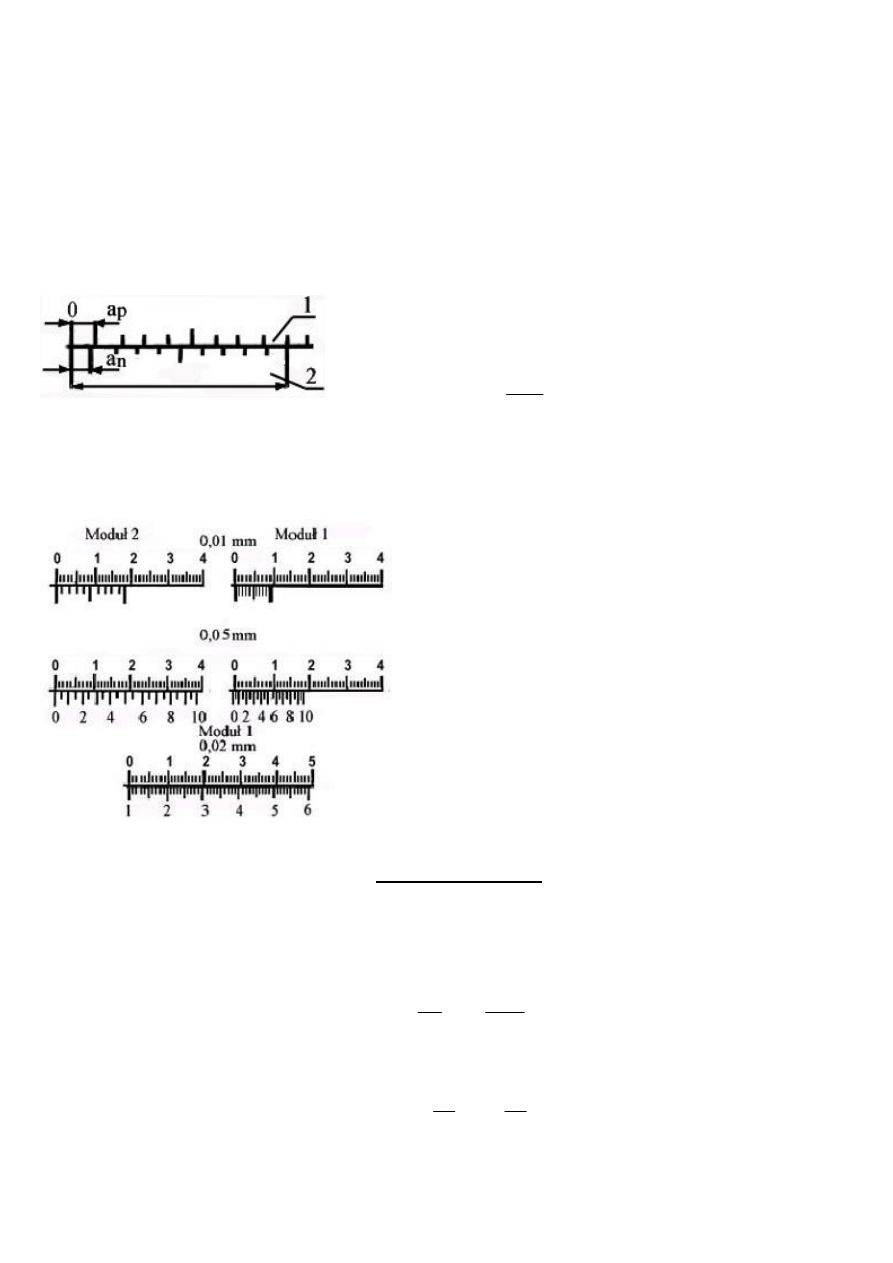
Wartość działki elementarnej przyrządu pomiarowego z noniuszem (zdolność odczytania) jest ilorazem długości
działki elementarnej podziałki prowadnicy przez liczbę działek elementarnych noniusza(rys. 1.2.).
n
a
e
p
n
=
Rys.1.2. Noniusz:
1- podziałka prowadnicy;
2- podziałka noniusza;
W przypadkach suwmiarkowych stosuje się podziałki noniuszów: o module 1- dla noniusza o dokładności 0,02 oraz o
module 1 lub 2- dla noniuszów 0,05 i 0,1mm (rys.1.3.)
Rys.1.3. Znormalizowane noniusze przyrządów suwmiarkowych.
1.1.2. Mikrometr zewnętrzny.
Mikrometr jest przyrządem, w którym funkcję wzorca długości pełni śruba mikrometryczna obrotowego wrzeciona
współpracująca z nieruchomą nakrętką
mikrometryczną.
Równanie określające zależność między obrotem wrzeciona o kąt
ϕ a jego przemieszczeniem liniowym L ma
postać:
P
P
L
o
⋅
=
⋅
=
360
2
ϕ
π
ϕ
gdzie:
P- skok gwintu śruby i nakrętki mikrometrycznej.
Dokładność przemieszczenia liniowego wrzeciona można wyrazić zależnością:
P
P
e
L
∆
∆
⋅
+
⋅
=
π
ϕ
ϕ
π
2
2
w której:
ϕ
∆
- błąd naniesienia podziałki kątowej na bębnie mikrometru;
P
∆
- błąd wykonania skoku gwintu śruby.
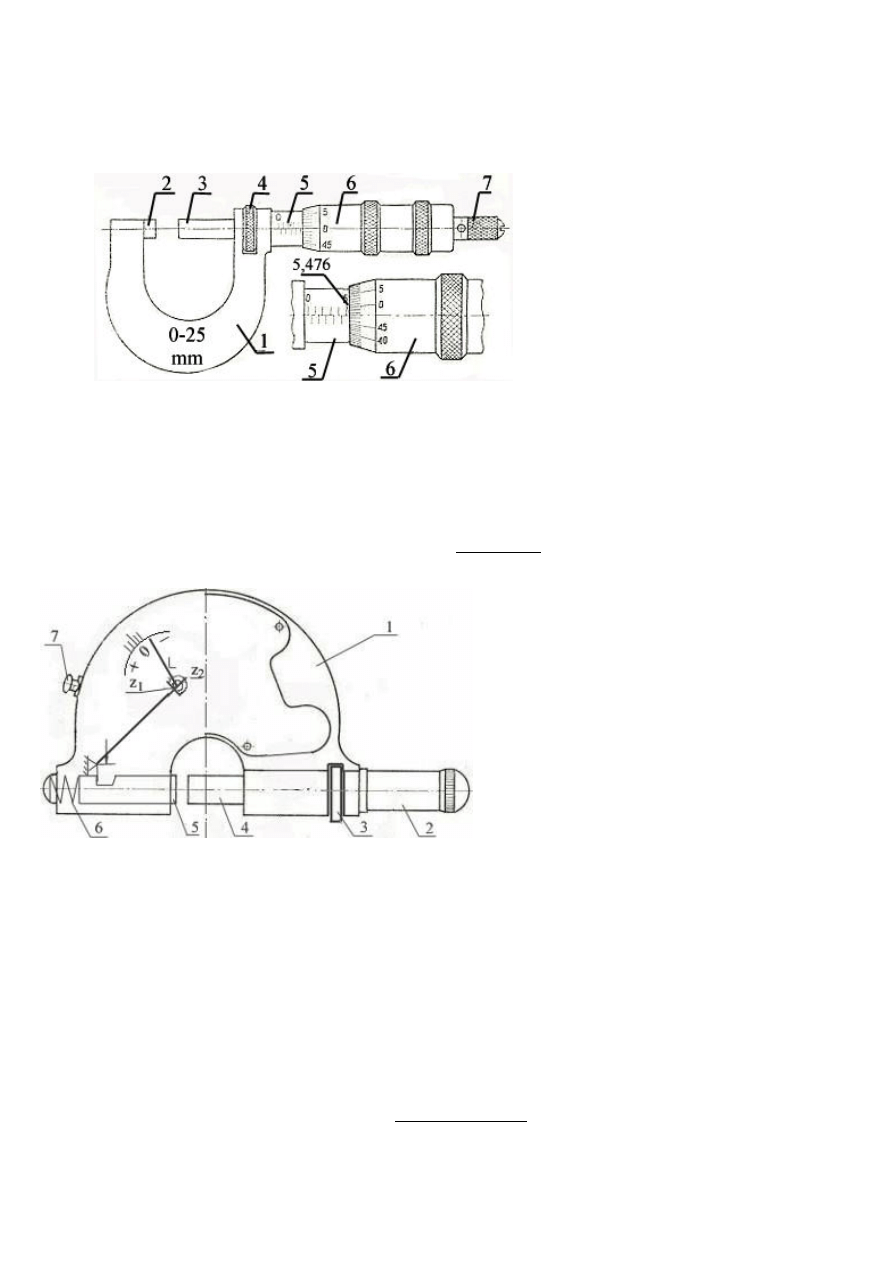
Sprzęgło 7 (rys.1.4.) zapewnia stałą i określoną wartość nacisku pomiarowego.
Rys.1.4. Mikrometr zwykły:
1- kabłąk;
2- kowadełko;
3- wrzeciono;
4- zacisk;
5- podziałka wzdłużna;
6- bęben z podziałką;
7- sprzęgło.
1.2.3. Transametr
Transametr stosuje się do pomiarów różnicowych, wynika to z małego zakresu pomiarowego w porównaniu z
wartością wielkości mierzonej.
Rys.1.5. Schemat transametru:
1- korpus;
2- tuleja zaciskowa;
3- nakrętka nastawna;
4- kowadełko nastawne;
5- kowadełko pomiarowe;
6- sprężyna naciskowa;
7- przycisk.
Mierzony przedmiot wstawiony między kowadełka 4,5 (rys.1.5.) powoduje cofnięcie się kowadełka 5. Przesuw
kowadełka 5 powoduje poprzez dźwignie oraz segment zębaty
2
z
i koło zębate
1
z
obrót wskazówki. Przycisk 7
umożliwia wycofanie kowadełka ruchomego 5 podczas wkładania przedmiotu, co zabezpiecza kowadełko przed
porysowaniem. Wymiar nominalny ustawia się kowadełkiem nastawnym 4 pokręcając nakrętkę 3. Przesuw ten jest
blokowany tuleją 2.
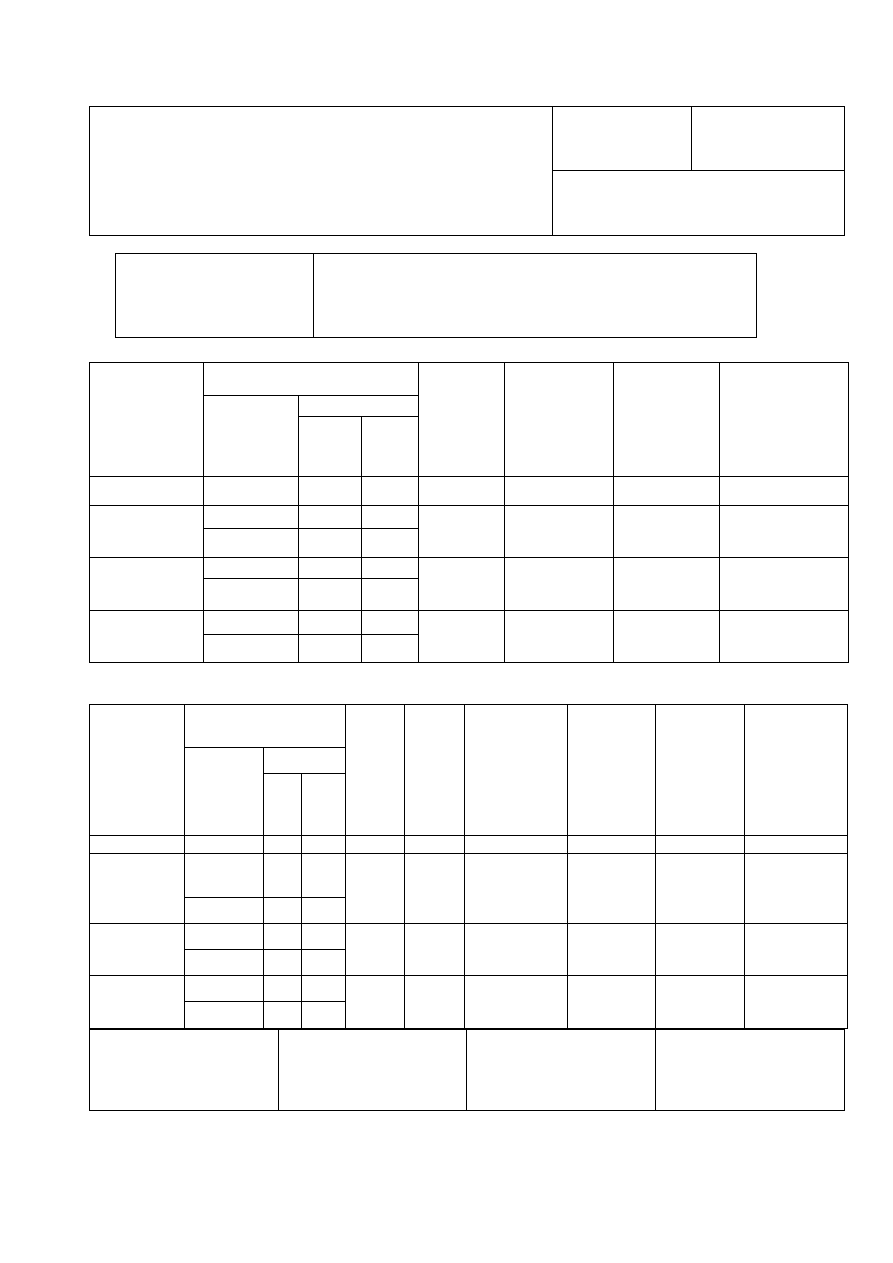
1.2.4. Optimetr pionowy.
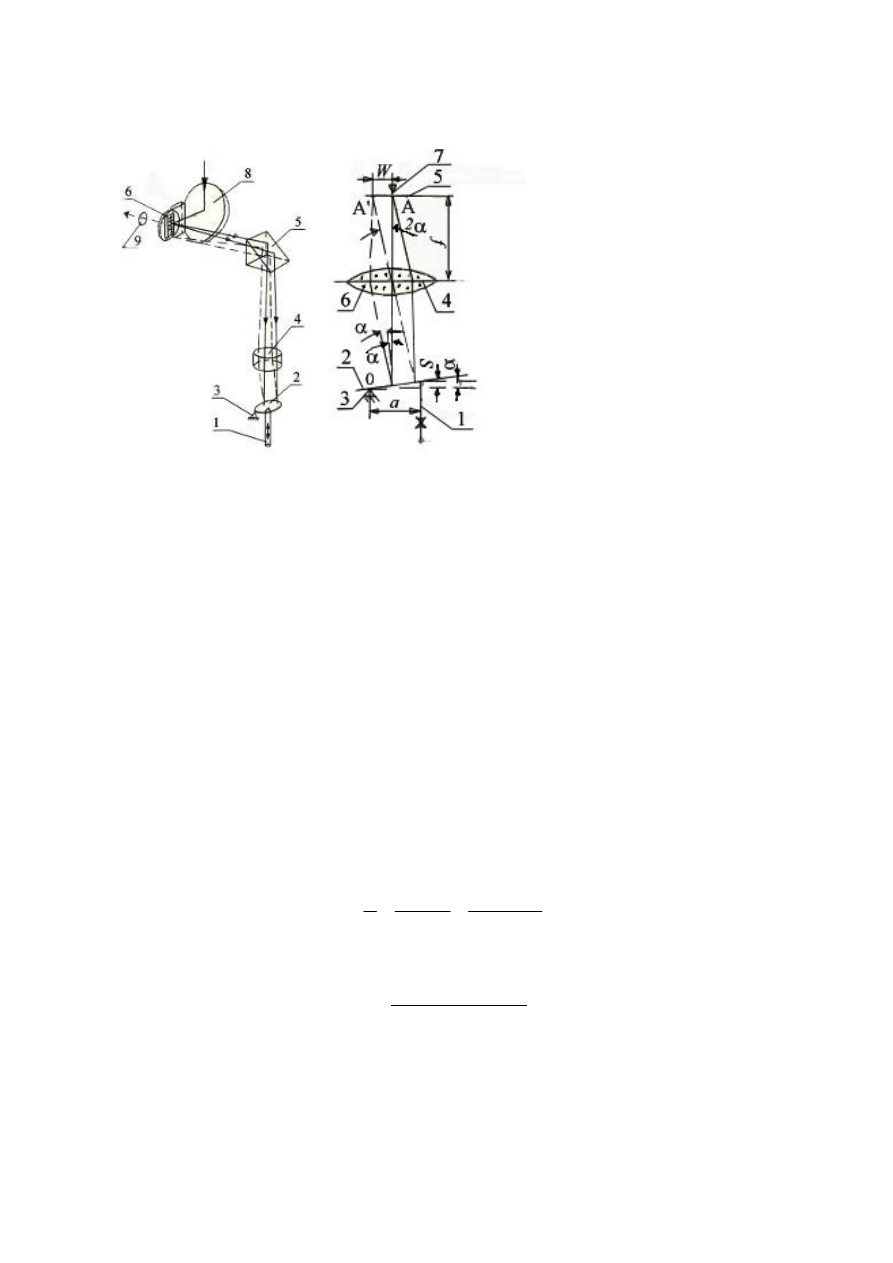
Optimetr reprezentuje grupę czujników optycznych przeznaczonych do dokładnych pomiarów. Optimetr ma przekładnię
optyczną sprzężoną z trzpieniem pomiarowym i urządzeniem optycznym.
-7-
a)
b)
Rys.1.6. Optimetr pionowy:
a) schemat: b) zasada działania optimetru
1- trzpień pomiarowy;
2- zwierciadło pochylne;
3- klinowa podpórka;
4- obiekt;
5- pryzmat;
6- płytka szklana z podziałką;
7- pryzmat;
8- zwierciadło nastawne;
9- okular;
Pionowe przemieszczenie się trzpienia 1 (rys.1.6.) z wymienną końcówką pomiarową powoduje wychylenie lustra 2
o kąt
α
. Jeżeli pkt. A znajduje się w ognisku obiektywu 4, którego ogniskowa wynosi f, to wysłane promienie światła
po przejściu przez obiektyw biegną równolegle i po odbiciu się od lustra 2, również równolegle pod kątem
α
2
wpadają do obiektywu. W obiektywie po skupieniu promienie tworzą obraz kreski A w punkcie A’ leżącym w
płaszczyźnie ogniskowej, w której leży płytka 5 z niewidocznym przez okular 6 wzorcem kreskowym i widocznym
przeciw wskaźnikiem 7 w postaci strzałki ukazującej się w polu widzenia okularu 6.
Przesunięcie obrazu wyraża się zależnością :
α
2
tg
f
AB
W
⋅
=
=
i
α
2
tg
s =
skąd czułość układu optycznego:
a
f
tg
a
tg
f
s
w
k
α
α
α
2
cos
2
2
'
⋅
=
⋅
⋅
=
=
Całkowita czułość optimetru uwzględnia jeszcze powiększenie okularu dwunastokrotne i wynosi k=12k’.
1.2.5 Czujnik indukcyjny
Praca czujnika indukcyjnego opiera się na zasadzie przetwarzania zmiany parametru liniowego na zmianę parametru
elektrycznego. Sygnał wyjściowy odtwarza w sposób ciągły zmianę kontrolowanego wymiaru.
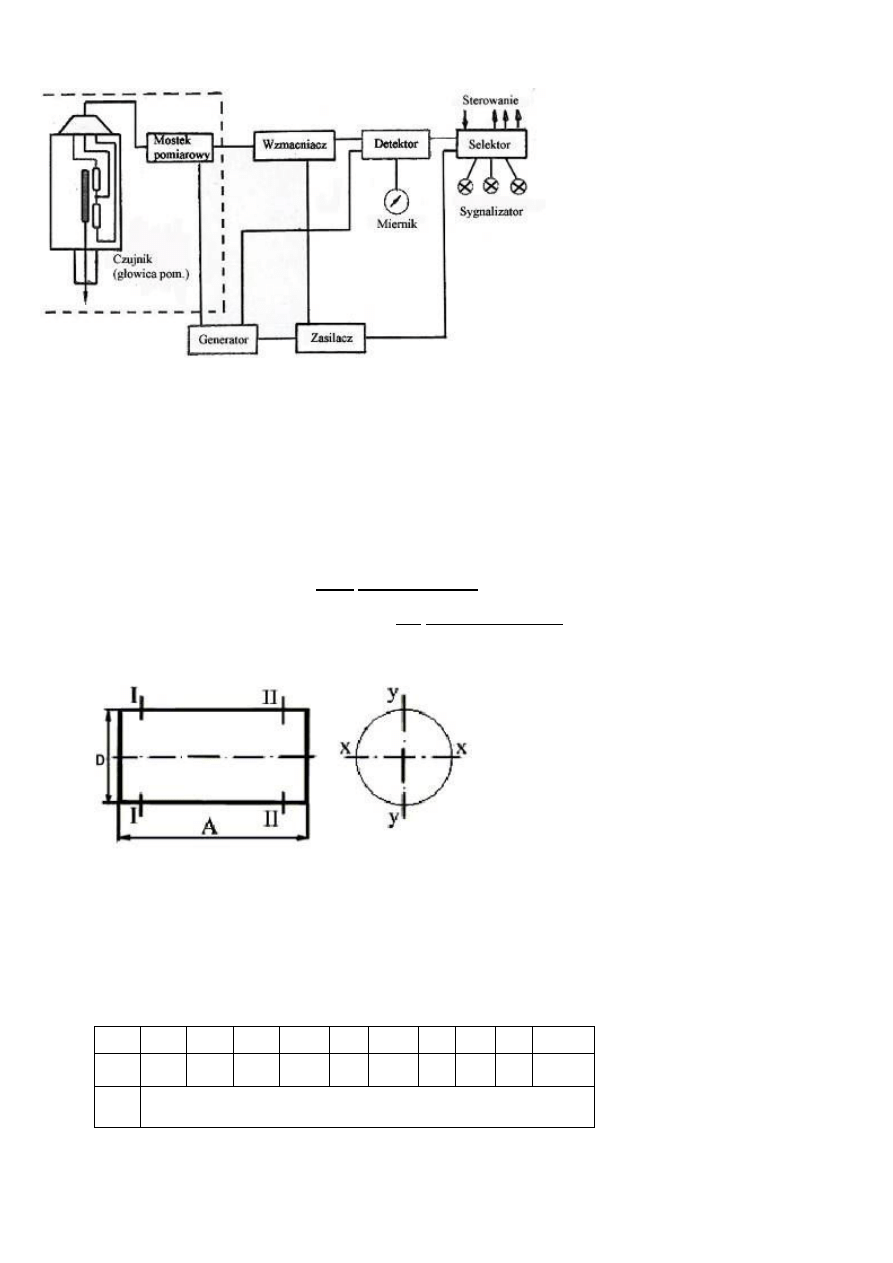
Rys.1.7. Schemat czujnika indukcyjnego.
Zasada działania oparta jest na zmianie indukcyjności własnej lub wzajemnej cewek przetwornika, znajdującego się w
głowicy czujnika. Mostek pomiarowy, którego integralną częścią jest czujnik, zasilany jest z generatora napięcia
zmiennego. Przesunięcie trzpienia pomiarowego czujnika powoduje zmiany stanu mostka i amplitudy sygnału na jego
wierzchołkach. Sygnał po wzmocnieniu przekazywany jest do detektora fazoczułego, skąd po porównaniu z sygnałem
podstawowym i po wyprostowaniu doprowadzony
jest jako napięcie stałe do zacisków miernika. Układ elektryczny czujnika
indukcyjnego umożliwia zazwyczaj uzyskiwanie kilku przełożeń pomiarowych na drodze elektrycznej. Odpowiednia
do tego zmienia się zakres pomiarowy czujnika oraz wartość działki elementarnej wskaźnika.
1.2.6. Płytki wzorcowe – opisano w ćwiczeniu 2.
1.3. Przebieg pomiarów
Wszystkie pomiary wykonać wg schematu (rys.1.8) dla nr wałka wskazanego przez prowadzącego ćwiczenie-
tabela 1.1.
Rys.1.8. Schemat pomiaru.
Kolejność pomiarów :
- oczyścić i przemyć przedmiot pomiaru oraz narzędzia pomiarowe występujące w ćwiczeniu (po zakończeniu
ćwiczenia zakonserwować);
- sprawdzić równoległość szczęk suwmiarek przy całkowicie zamkniętych szczękach oraz wskazania zerowe;
- sprawdzić wskazania zerowe mikrometru.
Wymiary mierzonych wałków.
Nr
1
2
3
4
5
6
7
8
9
10
D
15,2g6 16,5 f7 18,2 j7 20,3 k6 22 h7 25,5 a6 26 f6 20 p5 30 t6
28,5 k5
A
1
,
0
100
−

Nr 11
12
13
14
15
16
17
18
19
20
D
32 h7 33,5 g6 30 k5 35 a6 36,5 j6 38 f3 31,5 k6 40,5 a5 38,2 p5 40 k6
A
1
,
0
150
−
1.3.1 Pomiar suwmiarką
Zwolnić śrubę zaciskową 10 naciskając na suwak 2, objąć szczękami mierzony przedmiot (szczęki powinny być
przyłożone prostopadle do powierzchni mierzonej), docisnąć szczęki 3, 4 do przedmiotu, następnie odczytać wynik,
który należy wpisać w tabelę pomiarową.
W przyrządach pomiarowych suwmiarkowych niedokładność pomiaru wynosi
±
(dokładność noniusza).
1.3.2. Pomiar mikrometrem.
Przebieg pomiaru jest podobny jak przy pomiarze suwmiarką. Mierzony przedmiot należy umieścić między kowadełkiem
2 a wrzecionem 3 (rys.1.4.), następnie pokręcić sprzęgłem 7 do wywołania dźwięku przez grzechotkę, zablokować
zaciskiem 4 przesuw wrzeciona i odczytać wynik.
Niedokładność pomiaru średnicy
D
∆
będzie wynosić:
[
]
R
w
D
∆
∆
∆
+
±
=
gdzie:
D
∆
- niedokładność pomiaru;
W
∆
- błąd wskazania mikrometru z tabeli;
R
∆
- błąd odczytania 0,1 wartości działki elementarnej.
1.3.3. Pomiar transametrem
Złożyć stos płytek wzorcowych na wymiar określony mikrometrem. Włożyć między kowadełka 1 i 2 (rys.1.5.), następnie
pokręcać nakrętką 5 aż wskazówka ustawi się na zero. Zablokować przesuw kowadełka 2 tulejką 4, następnie
sprawdzić wskazania zerowe naciskając na przycisk 3, co powoduje wycofanie kowadełka 1, następnie zluzować
przycisk. Czynność tą powtórzyć kilkakrotnie. Jeżeli wskazania nie powtarzają się, wówczas należy skorygować. Po
wyzerowaniu włożyć mierzony przedmiot między kowadełka 1 i 2.Wcześniej
należy odsunąć kowadełko 1 przez naciśnięcie na przycisk 3. Odczytać wartość odchyłki i jej znak.
Średnica wałka D wynosi:
∆
+
= N
D
gdzie:
N
- wymiar stosu płytek wzorcowych;
∆
- odchyłka odczytana na transametrze.
Niedokładność pomiaru:
⋅
∆
⋅
∆
∂
∂
+
⋅
∂
∂
±
=
∆
∆
∆
D
N
N
D
D
gdzie:
[
]
N
N
R
W
N
∆
∆
∆
+
=
N
W
∆
- błąd stosu płytek wzorcowych;
N
R
∆
- błąd odczytania (dla płytek wzorcowych wynosi zero).
[
]
Τ
∆
Τ
∆
∆
+
=
∆
R
W
W
∆
- błąd wskazania transametru;
R
∆
- błąd odczytania 0,1 wartości działki elementarnej.
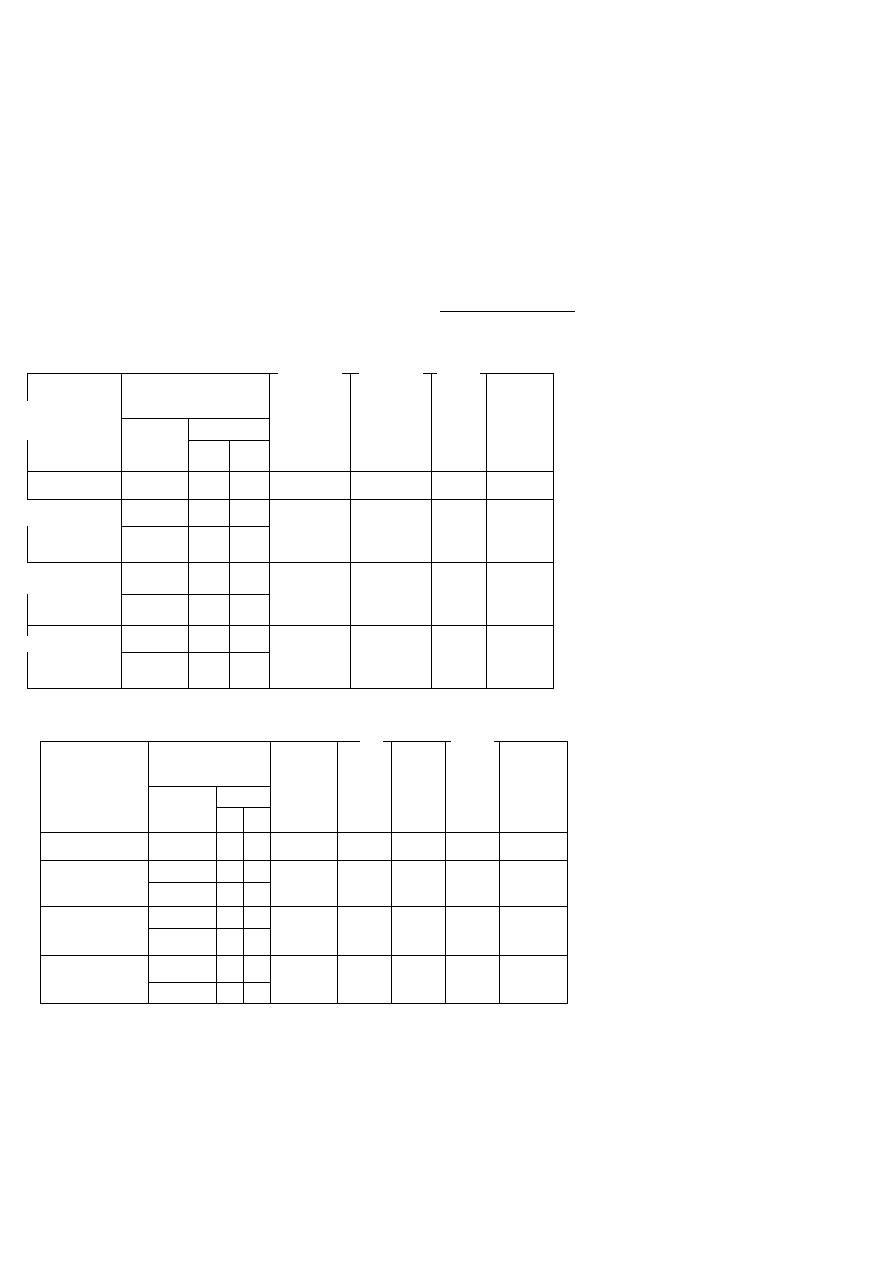
1.3.4. Pomiar optimetrem pionowym
Złożony stos płytek wzorcowych 16 (rys.1.9.) o wymiarze jak w punkcie 3.2.3. ustawić na stoliku 15, zwolnić zacisk 9
przesuwu ramienia 10 pokręcić nakrętką 8 obniżając optimetr 1 po kolumnie 7 do minimalnego prześwitu pomiędzy
końcówką mierniczą 13 a stosem płytek wzorcowych. Zablokować
Rys.1.9. Optimetr na
podstawie pionowej.
1.3.5. Pomiar czujnikiem indukcyjnym.
Czujnik 1 zamocować w gnieździe statywu 2 (rys.1.10). Włączyć przyrząd do sieci 220V. Między końcówkę pomiarową
3 i stolik 5 ustawić stos płytek wzorcowych 4 odpowiadający wymiarowi odczytanemu na mikrometrze. Wcisnąć klawisz
80
±
, pokrętło zerowania 7 ustawić w położeniu odpowiadającym połowie obszaru jego obrotu. Wcisnąć klawisz
kierunku ruchu wskazówki P lub L. Obniżając czujnik w urządzeniu pomiarowym ustawić wskazówkę miernika na zero
podziałki. Dla dokładniejszego ustawienia wskazówki na zero pokręcić pokrętłem 7. Po wyzerowaniu czujnika zdjąć stos
płytek wzorcowych i wstawić mierzony przedmiot, dokonać odczytu wartości odchyłków. Obliczanie średnicy oraz
niedokładności wykonać jak w punkcie 1.3.4. Błąd wskazań czujnika wynosi 2
% zakresu pomiarowego.
Rys.1.10. Pomiar czujnikiem indukcyjnym.
Kryteria doboru narzędzi pomiarowych.
Można przyjąć że, dla uniwersalnego sprzętu pomiarowego celowa dokładność pomiaru w klasach dokładności
16
9
Τ
−
Τ
nie powinna przekraczać 10
% tolerancji
Τ
, a w klasach
8
5
Τ
−
Τ
powinna się mieścić w granicach 10-
20
% tolerancji
Τ
.
przesuw optimetru po kolumnie zaciskiem 9.
Zwolnić zacisk 12 i pokręcić nakrętką 11
równocześnie obserwując w okularze 3 skalę
ustawić wskaźnik na zero. W przypadku słabej
widoczności
skali
poprawić
widoczność
ustawiając odpowiednio zwierciadło 2. ostrość w
skali poprawić nakrętką 3 okularu. Zablokować
zacisk
12,
sprawdzić
zerowanie
przez
kilkakrotne naciśnięcie na dźwignię 14. jeżeli
nastąpiło
przesunięcie,
przesunąć
skalę
pokrętłem 4 i powtórnie sprawdzić. Nacisnąć
dźwignię 14, zdjąć stos płytek trzymając
naciśniętą
dzwignię,
ustawić
mierzony
przedmiot, opuścić dźwignię. Odczytać w
okularze wartość odchyłki, obliczyć średnicę
oraz niedokładności pomiaru. Wykonać jak w
punkcie 3.2.3. Błąd optimetru dobrać z tabeli.
LITERATURA: [7], [17], [18], [19], [27].
Wykaz norm do ćwiczenia:
1. PN-71/N-02050. Metrologia. Nazwy i określenia.
2. PN-80/M-02138. Tolerancje kształtu i położenia. Wartości.
1.4. Tabele pomiarowe.
Tabela1.2.
Wynik pomiarów bezpośrednich.
Pomiar D [mm] w
Kierunku
Narzędzia
pomiarowe
Przekroju
X-X
Y-Y
W
a
rt
o
ś
ć
ś
re
d
n
ia
D
w
[
m
m
]
W
y
m
ia
r
to
le
ro
w
a
n
y
[m
m
]
T
o
le
ra
n
c
ja
T
D
w
[
m
m
]
N
ie
d
o
k
ła
-
d
n
o
ś
ć
∆
D
w
[
m
m
]
1
2
3
4
5
6
7
8
I-I
Suwmiarka z
noniuszem
0,1mm
II-II
I-I
Suwmiarka z
noniuszem
0,005mm
II-II
I-I
Mikrometr
zewnętrzny
II-II
Tabela 1.3.
Wyniki pomiarów pośrednich.
Pomiar D [mm] w
Kierunku
Narzędzia
Pomiarowe
Działka
elementarna
Przekroju
X-X Y-Y
W
a
rt
o
ś
ć
ś
re
d
n
ia
D
w
[
m
m
]
W
a
rt
o
ś
ć
D
=
∆
ρ
+
N
m
m
W
y
m
ia
r
to
le
ro
w
a
n
y
[
m
m
]
T
o
le
ra
n
c
ja
T
d
w
[m
m
]
N
ie
d
o
k
ła
-
d
n
o
ś
ć
p
o
m
ia
ru
∆
D
[
m
m
]
1
2
3
4
5
6
7
8
9
I-I
Transametr
II-II
I-I
Optiometr pionowy
II-II
I-I
Czujnik indukcyjny
II-II
Grupa
Podgrupa
POLITECHNIKA BIAŁOSTOCKA
Katedra Technologii Maszyn
Laboratorium Metrologii
Student
Karta pomiarowa do
Ćwiczenia nr 1
POMIARY ŚREDNIC WAŁKÓW
METODĄ
BEZPOŚREDNIĄ I POŚREDNIĄ
Tabela 1. Wyniki pomiarów bezpośrednich
Tabela 2. Wyniki pomiarów pośrednich
Data :
Podpis studenta
Ocena :
Podpis prowadzącego
zajęcia
Pomiar D [mm] w
kierunku
Narzędzia
pomiarowe
/działka
element./
przekroju
X - X
Y - Y
Wartość
średnia
D [mm]
Wymiar
tolerowany
[mm]
Tolerancja
T
D
[mm]
Niedokładność
D
∆
[mm]
1
2
3
4
5
6
7
8
Ι
-
Ι
Suwmiarka z
noniuszem
0,02 mm
II – II
I – I
Suwmiarka z
noniuszem
0,05
II – II
I – I
Mikrometr
zewnętrzny
/ /
II – II
Pomiar D w [mm]
kierunki
Narzędzia
pomiarowe
/działka
element./
przekroje
X-X
Y-Y
śr
∆
[mm]
Wymia
r
stosu
płytek
N
[mm]
Wartość
N
D
śr
+
∆
=
Wymiar
tolerowany
[mm]
Tolerancja
D
T
[mm]
Nie-dokładność
Pomiaru
D
∆
[mm]
1
2
3
4
5
6
7
8
9
10
I – I
Transametr
/ /
II – II
I – I
Optimetr
pionowy
/ /
II – II
I – I
Czujnik
indukcyjny
/ /
II - II
Wyszukiwarka
Podobne podstrony:
maszyny technologiczne cwiczenie 5 szlifierka do walkow
szlifierki do wałków sprawko
maszyny technologiczne cwiczenie 5 szlifierka do walkow
Obliczenia sprawdzianu do otworów i wałków
pomiar sprawdzianow do otworow i walkow doc
mapy do celow proj
Seminarium IIIR do kopiowania
Szkol Wykład do Or
ROS wykorzystanie roslin do unieszkodliwiania osadow
Środki miejscowo znieczulające i do znieczulenia ogólnego(1)
Bakterie spiralne do druk
Kolana szpotawe do korekty
Wstęp do psychopatologii zaburzenia osobowosci materiały
3 umyslnosc do wysłania
więcej podobnych podstron