„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
a
MINISTERSTWO EDUKACJI
NARODOWEJ
Ewa Gałązka
Nakładanie apretur i innych wykończeń
uszlachetniających na wyroby włókiennicze
826[01].Z4.04
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Artur Pacholski
mgr inż. Małgorzata Piechota
Opracowanie redakcyjne:
mgr inż. Maria Michalak
Konsultacja:
mgr Małgorzata Sienna
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 826[01].Z4.04
Nakładanie apretur i innych wykończeń uszlachetniających na wyroby włókiennicze,
zawartego w modułowym programie nauczania dla zawodu operator maszyn w przemyśle
włókienniczym.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1.
Wprowadzenie
3
2.
Wymagania wstępne
4
3.
Cele kształcenia
5
4.
Materiał nauczania
6
4.1.
Apreturowanie i impregnowanie
6
4.1.1.
Materiał nauczania
6
4.1.2.
Pytania sprawdzające
11
4.1.3.
Ć
wiczenia
11
4.1.4.
Sprawdzian postępów
13
4.2.
Rodzaje i zakres stosowania apretur
14
4.2.1.
Materiał nauczania
14
4.2.2.
Pytania sprawdzające
24
4.2.3.
Ć
wiczenia
24
4.2.4.
Sprawdzian postępów
27
4.3.
Powlekanie i laminowanie
28
4.3.1.
Materiał nauczania
28
4.3.2.
Pytania sprawdzające
32
4.3.3.
Ć
wiczenia
32
4.3.4.
Sprawdzian postępów
35
5.
Sprawdzian osiągnięć
36
6.
Literatura
41
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy o apreturowaniu i innych
wykończeniach uszlachetniających nakładanych na wyroby włókiennicze, o sposobie ich
nakładania, urządzeniach do tego celu wykorzystywanych.
W poradniku zamieszczono:
–
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
–
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
–
materiał nauczania – wiadomości teoretyczne niezbędne do opanowania treści jednostki
modułowej,
–
zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
–
ć
wiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
–
sprawdzian postępów,
–
sprawdzian osiągnięć, przykładowy zestaw zadań. Zaliczenie testu potwierdzi
opanowanie materiału całej jednostki modułowej,
–
literaturę uzupełniającą.
Schemat układu jednostek modułowych w module
826[01].Z4.01
Bielenie włókien
i wyrobów włókienniczych
826[01].Z4.02
Barwienie włókien
i wyrobów
włókienniczych
826[01].Z4.03
Drukowanie tkanin
i dzianin
826[01].Z4
Technologia wykończania
włókien i wyrobów włókienniczych
826[01].Z4.05
Wykończanie mechaniczne
i termiczne wyrobów
włókienniczych
826[01].Z4.04
Nakładanie apretur
i innych wykończeń
uszlachetniających
na wyroby włókiennicze

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
klasyfikować podstawowe surowce włókiennicze ze względu na ich pochodzenie
i długość włókien, rozpoznawać podstawowe grupy surowców na podstawie koloru,
chwytu i próby palenia oraz rozróżniać surowce i wyroby na podstawie nazw
handlowych i oznaczeń,
−
podawać nazwy handlowe najczęściej produkowanych włókien,
−
charakteryzować właściwości mechaniczne, fizyczne, chemiczne i użytkowe różnych
surowców włókienniczych,
−
określać wpływ pochodzenia włókien i ich składu chemicznego na zastosowanie
i właściwości wyrobów,
−
charakteryzować podstawowe rodzaje wyrobów włókienniczych i określać ich
podstawowe wskaźniki technologiczne,
−
charakteryzować podstawowe parametry budowy wyrobów włókienniczych,
−
charakteryzować procesy bielenia, barwienia i drukowania, rodzaje używanych środków
chemicznych ich wpływ na proces,
−
definiować podstawowe wskaźniki jakościowe wyrobów włókienniczych,
−
objaśniać podstawowe metody wyznaczania wskaźników jakościowych wyrobów
włókienniczych,
−
określać zasady pobierania próbek wyrobów włókienniczych,
−
określać warunki wykonywania badań,
−
określać warunki procesu bielenia, barwienia i drukowania, skład kąpieli bielących,
barwiących i past drukujących,
−
badać wskaźniki użytkowe i strukturalne liniowych i płaskich wyrobów włókienniczych,
−
obliczać wartość podstawowych parametrów wyrobów włókienniczych,
−
rozpoznawać elementy maszyn i mechanizmów,
−
odczytywać rysunki z uwzględnieniem wymiarowania,
−
odczytywać rysunki techniczne i uproszczenia rysunkowe,
−
odczytywać rysunki zestawieniowe zespołów i podzespołów maszyn, ustalać działanie
i określać elementy składowe,
−
wykonywać proste rysunki techniczne,
−
korzystać z dokumentacji technicznej, PN, katalogów,
−
odczytywać
Dokumentację
Techniczno-Ruchową,
dokumentację
technologiczną
i warsztatową,
−
korzystać z różnych źródeł informacji,
−
stosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska,
−
posługiwać się sprzętem laboratoryjnym z zachowaniem zasad bhp.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej uczeń powinien umieć:
−
rozróżnić procesy wykończania wyrobów włókienniczych,
−
scharakteryzować technologie wykończania wyrobów włókienniczych,
−
scharakteryzować budowę i zasady działania maszyn i urządzeń do wykończania
wyrobów,
−
rozróżnić procesy apreturowania,
−
wskazać zastosowanie najpopularniejszych apretur,
−
zidentyfikować sposoby nanoszenia apretur na wyroby włókiennicze,
−
rozróżnić i zastosować środki chemiczne nadające wyrobom włókienniczym określone
właściwości,
−
obsłużyć maszyny i urządzenia do apreturowania i uszlachetniania wyrobów włókienniczych,
−
zastosować środki do wykończeń przeciwgniotliwych, przeciwkurczliwych i wykończeń
specjalnych,
−
nadać wyrobom włókienniczym właściwości antyelektrostatyczne,
−
zastosować apretury brudoodporne i brudospieralne,
−
zastosować wykończenie przeciwpillingowe,
−
nadać właściwości nieprzesuwalności wyrobom włókienniczym,
−
skontrolować jakość wyrobów włókienniczych poddanych procesom wykończania,
−
usunąć wady powstałe podczas procesów wykończania,
−
dokonać konserwacji maszyn,
−
zastosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
4. MATERIAŁ NAUCZANIA
4.1.
Apreturowanie i impregnowanie
4.1.1. Materiał nauczania
Apreturowanie i impregnowanie
Apretura to nakładanie na wyroby włókiennicze różnych środków uszlachetniających,
których zadaniem jest polepszenie ich właściwości użytkowych.
Impregnowanie to nasycanie materiału środkami chemicznymi zabezpieczającymi przed
niszczącym działaniem np.: owadów, mikroorganizmów, ognia, wody.
Zadaniem substancji uszlachetniających jest nadanie wyrobom włókienniczym
określonych właściwości, np. sztywności, niekurczliwości, niegniotliwości i innych.
Apreturowanie to metody tradycyjnego powierzchniowego nanoszenia na tkaniny
ś
rodków usztywniająco-sklejających.
Ś
rodki do apreturowania oparte są na produktach klejowych. W czasie apreturowania
ś
rodki uszlachetniające wprowadza się na powierzchnię tkaniny, a właściwie na powierzchnię
włókien. Nałożenie apretury prowadzi do uzyskania właściwego wypełnienia, obciążenia
i sztywności, tj. podstawowych cech określających chwyt tkaniny.
Impregnowanie to nanoszenie na wyroby włókiennicze różnych syntetycznych środków
uszlachetniających poprzez przeprowadzenie
reakcji chemicznych na powierzchni lub wewnątrz
włókien.
W czasie impregnowania środki uszlachetniające wprowadza się do wnętrza włókien
i tam utrwala.
Impregnowanie nazywane jest apreturowaniem szlachetnym, wykończaniem szlachetnym
albo uszlachetnianiem chemicznym.
Apretury i impregnacje dzieli się na:
−
nietrwałe, to znaczy spieralne – wymagają one ponownego nanoszenia po praniu
domowym,
−
trwałe, to znaczy niespieralne.
Ś
rodki apreterskie i impregnacyjne wprowadza się na wyroby włókiennicze w postaci:
−
koloidalnych mas apreterskich,
−
zawiesinowych mas apreterskich,
−
roztworów impregnacyjnych,
−
emulsji impregnacyjnych.
Ś
rodki apreterskie i impregnacyjne przygotowuje się w specjalnie do tego celu
przystosowanym pomieszczeniu zwanym kuchnia apreterską. Kuchnia apreterska to dział
pomocniczy wykończalni. Kuchnia apreterska jest wyposażona w specjalne maszyny do
rozcierania środków uszlachetniających dostarczonych w postaci past. Urządzenia stosowane
w kuchni apreterskiej to:
−
urządzenia walcowe do rozpastowywania,
−
kadzie z mieszadłami i parowym pośrednim ogrzewaniem.
Masy apreterskie i kąpiele impregnacyjne nanosi się w maszynach, zwanych
napawarkami. Głównym elementem roboczym napawarki są wałki. Napawarki dzieli się na
dwu-, trój-, a nawet czterowałowe.
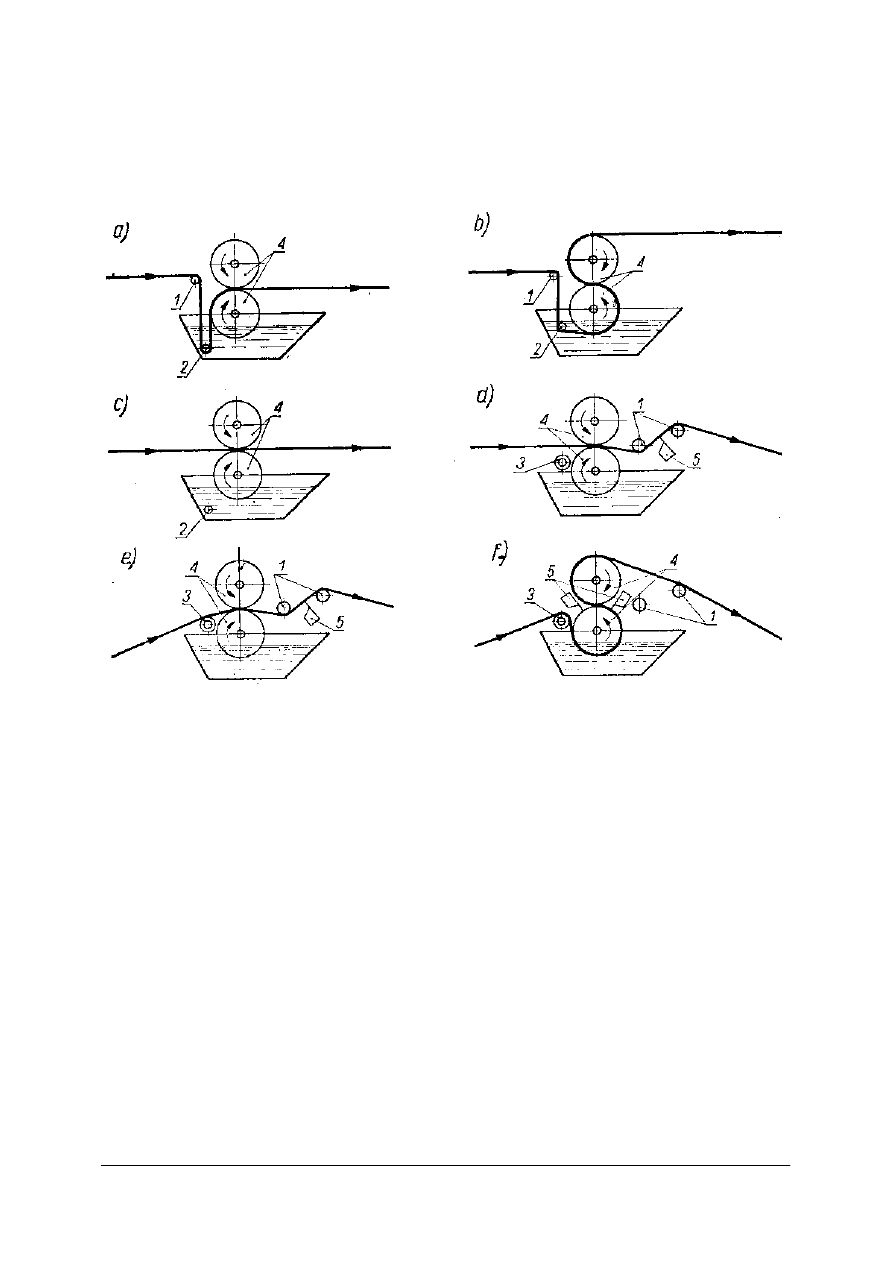
Do nanoszenia mas apreterskich stosuje się głównie maszyny dwuwałowe (rys. 1). Masy
apreterskie nanosi się różnymi sposobami.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
Stosuje się dwa sposoby nanoszenia mas apreterskich:
−
obustronne napawanie tkaniny bez zbierania nadmiaru masy (rys. 1 a, b),
−
jednostronne naniesienie bez zbierania nadmiaru masy (rys. 1 c).
Dla mas o dużej lepkości stosuje się w napawarkach specjalne noże (rakle) zbierające
nadmiar masy i pomagające wcierać ją w tkaninę (rys. 1 d, e, f).
Rys. 1. Schemat przebiegu tkaniny przez napawarkę 2-wałową: a, b) układy napawające, c–f) układy
powlekające l – walki prowadzące, 2 – wałek zanurzający, 3 – wałek regulujący, 4 walki wyżymające,
5 – nóż (rakiel) [2, s. 211]
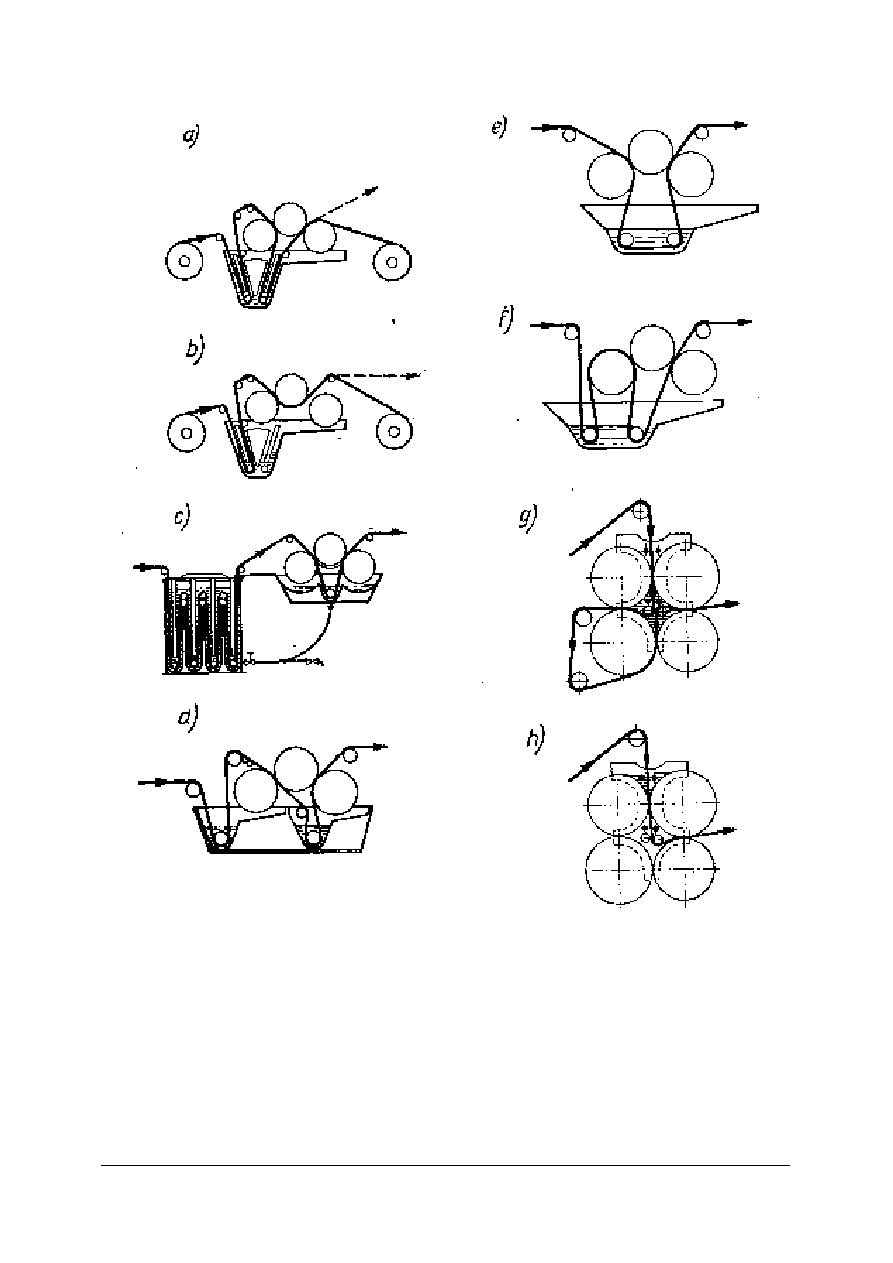
Impregnowanie przeprowadza się na napawarkach trzy- i czterowałowych (rys. 2).
Stosując tego rodzaju napawarki można posługiwać się mniejszą ilością kąpieli i prowadzić
dwukrotne napawanie tymi samymi lub różnym kąpielami.
Napawarki stosowane do nakładania apretur nie stanowią najczęściej odrębnego
urządzenia, lecz pierwszy człon maszyn używanych w dalszej obróbce np.: suszarek,
gładziarek, itp.
Procesem nieodłącznym chemicznego uszlachetniania jest suszenie napawanej i wyżętej
tkaniny w suszarkach. W tym procesie naniesione na włókno środki zostają utrwalone.
W przypadku środków syntetycznych posiadających grupy reaktywne zostają one związane
chemicznie z włóknem. Najczęściej stosuje się następujące suszarki:
−
suszarki bębnowe,
−
suszarki ramowe,
−
suszarki wałkowe,
−
suszarki krótkozwisowe,
−
suszarki dyszowe systemu hot-flue.
Bardzo często stosuje się suszarki dwuczęściowe, w których:
−
w pierwszej części ramowej lub bębnowej następuje wysuszenie tkaniny w temp. 100°C,
−
w drugiej wałkowej następuje dogrzewanie w ciągu ok. 5 min w temp. 140–150°C.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Rys. 2. Schemat przebiegu tkaniny przez napawarki 3- i 4-wałowe o różnych pojemnościach kadzi: a) ilość
kąpieli 85 dm
3
/m szerokości, b) ilość kąpieli 70 dm
3
/m szerokości, c) ilość kąpieli 230 dm
3
/m, d) ilość
kąpieli 2 x 30 dm
3
/m, e) ilość kąpieli ok. 90 dm
3
/m, f) ok. 90 dm
3
/m, g) ok. 10 dm
3
/m, h) ok. 5 dm
3
/m
[2, s. 212]
Skład chemiczny masy apreterskiej zależy od:
−
rodzaju tkaniny,
−
wymagań chwytu,
−
wymagań układalności,
−
ceny gotowego wyrobu.
W tabelach 1–3 przedstawione są przykłady mas apreterskich.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Tabela 1. Przykłady mas apreterskich nietrwałych do tkanin białych [2, s. 213]
Ś
rodek
Ilość środka w %
tkaniny bieliźniane
i koszulowe
prześcieradła
obrusy
batysty
płótno
gęste
rzadkie
Skrobia
7,76
17,00
10,00
10,00
2,50
3,30
Kaolin
–
32,00
10,00
4,00
–
1,20
Talk
1,60
4,40
2,60
–
–
1,00
Oleina
0,10
0,30
1,00
0,30
–
–
Olej tłuszczowy
0,40
1,00
0,40
0,40
–
–
Mydło
0,30
0,60
0,40
0,40
–
–
Gliceryna
0,80
1,40
0,40
0,40
0,80
0,30
Ultramaryna
0,03
0,02
0,02
0,02
0,02
0,02
Formalina
0,05
0,05
0,05
0,05
0,05
0,05
Tabela 2. Przykłady mas apreterskich nietrwałych do tkanin kolorowych [2, s. 114]
Ś
rodek
Ilość środka w %
Tkaniny barwione
Tkaniny drukowane
sa
ty
n
y
p
o
d
sz
ew
k
i
fl
a
n
el
e
fl
a
n
el
e
k
o
sz
u
lo
w
e
su
k
ie
n
k
o
w
e
su
k
ie
n
k
o
w
e
sa
ty
n
y
Dekstryna
10,0
–
10,0
10,0
5,0
12,5
4,0
3,0
Skrobia
–
15,0
–
–
8,0
–
–
2,0
Mydło
–
–
8,0
1,0
1,0
–
1,0
1,0
Awiważ BW
–
–
–
–
0,5
0,9
–
–
Olej turecki
4,0
–
1,5
1,0
–
2,5
–
–
Parafina
–
1,5
–
–
–
–
–
–
Syrop ziemniaczany
2,0
–
3,0
–
1,0
0,7
–
–
Gliceryna
–
–
–
2,0
–
–
–
1,0
Heliofor CAS
–
–
–
0,1
0,1
0,1
0,1
0,1
Na
2
SO
4
–
–
–
1,0
–
–
–
–
Tabela 3. Przykłady mas apreterskich trwałych [2, s. 214]
Ś
rodki apreterskie
Ilość środka w g/dm
3
I
II
III
Silezjan EM
150
–
–
Vinacet D5
150
–
10
Melaform WM-100
–
80
–
Metaplex MOA
–
–
50
Dekstryna
–
50
–
Ś
rodki zmiękczające
–
5
5
Katalizatory
1
1
–
Wyroby apreturowane masami nietrwałymi wymagają po każdym praniu tzw.
krochmalenia. Tego typu wykończenie stosowane jest do wyrobów tanich. Dla wyrobów
gatunkowo wyższych, droższych stosuje się zestawy mas przedstawione w tabeli 3. Masy te
zawierają żywice syntetyczne utrwalające się na włóknie celulozowym po wysuszeniu
i dogrzaniu w ciągu 4 min w temp. 150°C.
Impregnowanie i apreturowanie tkanin lnianych
Tkaniny
koszulowe,
sukienkowe
i
ubraniowe
poddaje
się
wykończaniu
przeciwgniotliwemu, niemnącemu lub wodoodpornemu. Tkaniny brezentowe i namiotowe są
wykończane wodoodpornie i przeciwgnilnie. Na płótna introligatorskie i sztywniki
krawieckie nakłada się apretury usztywniające.
W tabeli 4 zestawione zostały masy apreterskie nietrwałe stosowane dla tkanin lnianych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Tabela 4. Zestawy nietrwałych mas apreterskich dla tkanin lnianych [2, s. 234]
Ś
rodek
Ilość środka w %
I
II
III
Skrobia (pszenna lub ziemniaczana)
8,00
6,00
14,00
Klej kostny (perełkowy)
–
0,40
1,7
Kalafonia
0,25
0,25
–
Parafina
0,25
0,25
–
Mydło marsylskie
0,125
–
–
Wosk
0,500
–
0,9
Apreturowanie tkanin z ciągłych włókien sztucznych sztucznego
Tkaniny
wykonane
ciągłych
włókien
wiskozowych
należą
do
materiałów
najtrudniejszych w procesie wykończania. Wymagają one ostrożności w prowadzeniu procesu
wykończania.
Apreturowanie tkanin z ciągłych włókien wiskozowych prowadzi się głównie
w kąpielach opartych na żywicach syntetycznych, które obok działania usztywniającego,
zapobiegają pęcznieniu włókna wiskozowego oraz obniżają kurczliwość i gniotliwość
wyrobów. Do wykończenia najtańszych tkanin stosuje się masy apreterskie oparte na
ś
rodkach pochodzenia roślinnego i zwierzęcego. Przykładowy skład mas apreterskich
przedstawia tabela 5.
Tabela 5. Przykłady mas apreterskich do tkanin z ciągłych włókien wiskozowych [2, s. 270]
Ś
rodek
Ilość środka w %
tkaniny sukienkowe
cienkie
tkaniny sukienkowe
grube
podszewki
Dekstryna
–
1,50
0,10
Tragant
–
0,04
–
Ż
elatyna
–
0,10
–
Awiważ BW
0,50
–
0,03
Olej turecki
10,00
10,00
0,05
Syrop ziemniaczany
–
20,00
–
Pretepon G
–
–
0,05
Masy apreterskie nanosi się na napawarkach dwu lub trzywałowych. W przypadku tkanin
bardzo lekkich, jednostronnie za pomocą nakrapiarek dyszowych. Suszenie przeprowadza się
beznaprężeniowo na suszarkach krótkozwisowych lub ramowych z naddawaniem długości.
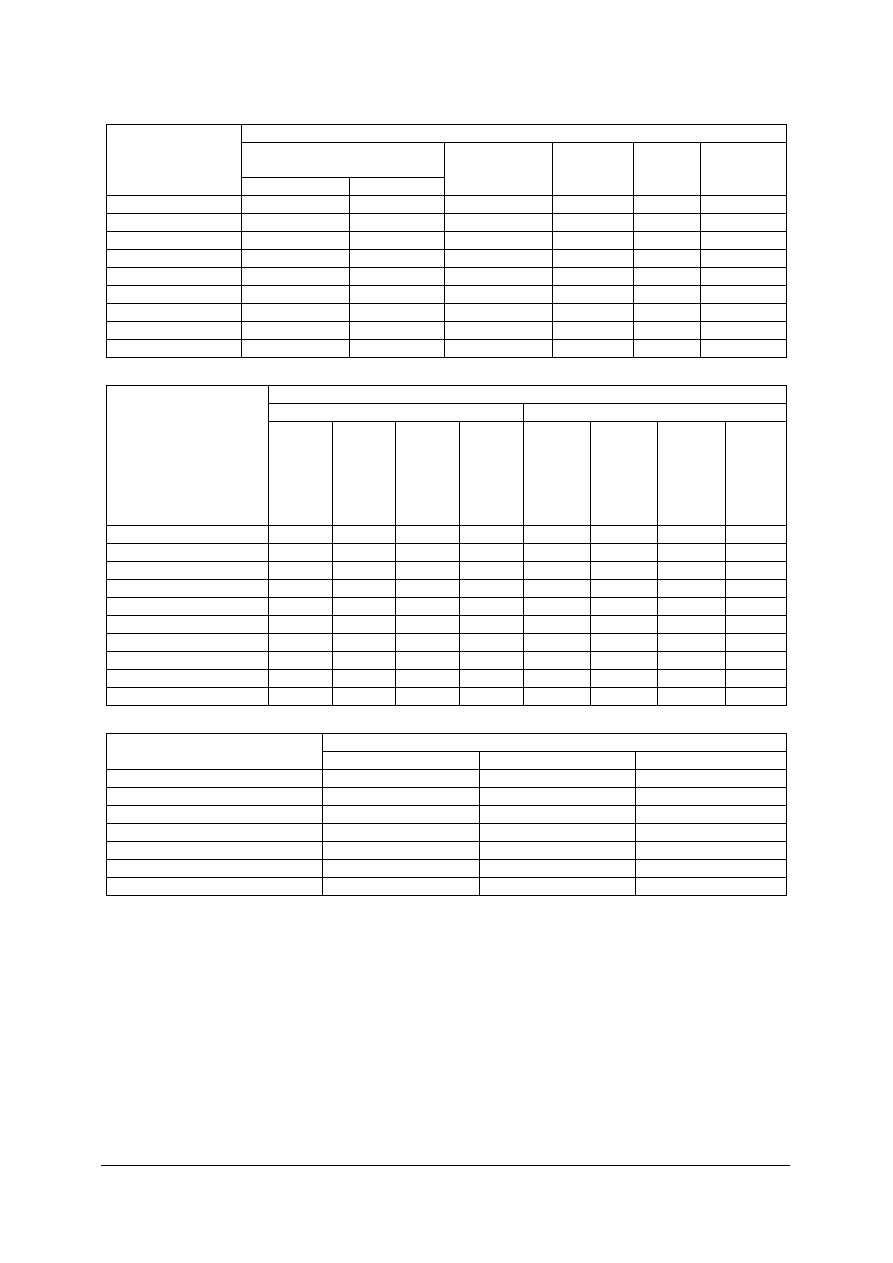
Specjalną maszyną do suszenia i jednoczesnego gładzenia tkanin z ciągłych włókien
wiskozowych jest tzw. gładziarka filcowa (rys. 3).
Rys. 3. Schemat działania gładziarki filcowej: 1 – wałek z materiałem, 2 – rozszerzacz, 3 – podkładka filcowa,
4 – ogrzany stalowy walec, 5 – wałek nawijający [3, s. 325]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Masę apreterską nanosi się w napawarce. Następnie tkaninę przeprowadza się przez
rozszerzacz. Rozszerzona do właściwej wymaganej szerokości (jednak bez nadmiernego
naprężenia) tkanina jest układana na transporterze filcowym, który ją dociska do gorącego
cylindra. Tkanina jest w ten sposób prasowana na wilgotno i suszona. Wytwarzająca się
w początkowym etapie para ułatwia wniknięcie masy apreterskiej do włókna.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Co to jest apretura?
2.
Na czym polega impregnowanie?
3.
Z jakich elementów zbudowana jest napawarka dwuwałowa?
4.
Jakie napawarki stosuje się przy apreturowaniu i impregnowaniu tkanin?
5.
Jaki jest podział apretur pod względem trwałości?
6.
Do jakich wyrobów stosuje się apretury nietrwałe?
7.
Do jakich wyrobów stosuje się apretury trwałe?
4.1.3. Ćwiczenia
Ć
wiczenie 1
Dysponując
umieszczonymi
poniżej
schematami
napawarek
wyjaśnij
proces
impregnowania i nanoszenia apretury powierzchniowo. Opisz rysunki. Wskaż omawiane
części napawarki na modelu lub maszynie, omów ich zadania.
Rysunki do ćwiczenia 1 [2, s. 211]
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przyjrzeć się rysunkom,
2)
rozpoznać elementy napawarki,
3)
określić ich zadania,
4)
wskazać, w jaki sposób nanoszona jest masa apreterska,
5)
wykazać różnice w sposobie umiejscowienia masy,
6)
opisać schematy,
7)
wskazać na maszynie omawiane elementy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
schematy napawarek,
−
napawarki, ewentualnie modele napawarek,
−
przybory do pisania, zeszyt,
−
literatura zgodnie z punktem 6 poradnika dla ucznia.
Ć
wiczenie 2
Na przedstawionych rysunkach wskaż kadź napawarki, na podstawie informacji
z poradnika określ ilość kąpieli napawającej w kadzi. Miejsca znajdowania się kąpieli zamaluj
na niebiesko.
Rysunek do ćwiczenia 2 [2, s. 212]
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przyjrzeć się uważnie otrzymanym schematom,
2)
wskazać kadź napawarek przedstawionych na schematach,
3)
naszkicować w zeszycie schematy napawarek,
4)
wyszukać ilości kąpieli (w dm
3
/m szerokości tkaniny),
5)
zamalować na szkicach napawarek miejsca, gdzie znajduje się kąpiel napawająca,
6)
wyjaśnić różnice w ilościach kąpieli.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
schematy napawarek,
−
przybory do pisania, zeszyt,
−
literatura zgodnie z punktem 6 poradnika dla ucznia.
Ć
wiczenie 3
Oblicz ilości mas apreterskich w 75 litrach apretury dla koszulowych tkanin
bawełnianych gęstych. Wykorzystaj dane z poradnika dla ucznia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać udziały procentowe poszczególnych składników w apreturze,
2)
dokonać obliczeń poszczególnych składników apretury,
3)
zapisać obliczenia w zeszycie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
przybory do pisania, zeszyt,
−
literatura zgodnie z punktem 6 poradnika dla ucznia.
Ć
wiczenie 4
Korzystając ze schematu umieszczonego w poradniku ucznia (rys. 3, s. 11), wyjaśnij
budowę i zasadę działania gładziarki filcowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się ze schematem działania gładziarki,
2)
zobaczyć gładziarkę w czasie pracy,
3)
wskazać i nazwać poszczególne elementy,
4)
określić ich zadania,
5)
wskazać „drogę” tkaniny w gładziarce.
Wyposażenie stanowiska pracy:
−
poradnik ucznia,
−
schemat gładziarki,
−
gładziarka lub model,
−
instrukcja bhp,
−
przybory do pisania, zeszyt,
−
literatura zgodnie z punktem 6 poradnika dla ucznia.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
zdefiniować pojęcia apreturowanie i impregnowanie?
2)
zdefiniować cechy określające tzw. chwyt tkaniny?
3)
określić zadania kuchni apreterskiej?
4)
rozróżnić elementy napawarki?
5)
określić zadania poszczególnych elementów napawarki?
6)
rozróżnić proces apreturowania od impregnowania?
7)
rozróżnić rodzaje napawarek?
8)
określić rodzaje wykończeń stosowanych do tkanin lnianych?
9)
określić, na jakie tkaniny nakładamy apretury trwałe?
10)
określić, na jakie tkaniny nakładamy apretury nietrwałe?
11)
obliczyć ilość mas apreterskich dla określonych wyrobów
włókienniczych?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
4.2. Rodzaje i zakres stosowania apretur
4.2.1. Materiał nauczania
Apretury dzielimy na 6 podstawowych grup:
I.
Wykończenia chemiczne poprawiające chwyt wyrobów:
−
wykończenia uszlachetniające i wypełniające,
−
apretury niespieralne usztywniająco-wypełniające,
−
wykończanie zmiękczające.
II.
Wykończenia chemiczne poprawiające właściwości użytkowe wyrobów:
−
wykończenia antyelektrostatyczne,
−
wykończenia brudoodporne,
−
wykończenia brudospieralne,
−
wykończenia przeciwpilingowe,
−
wykończanie nieprzesuwalne,
−
trwałe wytłaczanie tkanin.
III.
Wykończenia chemiczne obniżające gniotliwość i kurczliwość wyrobów:
−
wykończenie przeciwgniotliwe,
−
wykończenie niemnące,
−
wykończenie zaprasowane,
−
wykończenie zapobiegające kurczliwości.
IV.
Wykończanie chemiczne zmieniające zachowanie się wyrobów w stosunku do cieczy:
−
wykończenie wodoodporne,
−
wykończenie kwasoodporne,
−
wykończenie przeciwolejowe,
−
wykończenie wodochłonne,
−
wykończenie powlekające ługoodporne,
−
wykończenie powlekające olejoszczelne.
V.
Wykończenie chemiczne zabezpieczające niepalność wyrobów:
−
wykończanie ognioodporne,
−
wykończanie żaroodporne.
VI.
Wykończenie chemiczne zabezpieczające wyroby przed mikroorganizmami i owadami:
−
wykończenie przeciwgnilne,
−
wykończenie bakterioodporne,
−
wykończenie moloodporne.
Poniżej omówione zostaną wybrane apretury i zakres ich zastosowania, oraz sposób
nanoszenia na wyroby.
Wykończanie usztywniające i wypełniające
Jest to apreturowanie polegające na nanoszeniu na tkaninę gęstych, lepkich mas w celu:
−
poprawienia wyglądu zewnętrznego,
−
usztywnienia,
−
obciążenia,
−
wypełnienia wyrobu.
Tkaniny tanie wykończa się masami nietrwałymi na pranie złożonymi z substancji
wypełniająco-klejących typu roślinnego lub zwierzęcego z dodatkiem soli obciążających,
ś
rodków zmiękczających, środków konserwujących i czasem podbielających. Artykuły
droższe wykończa się półtrwałymi pochodnymi celulozy, wyroby wysokogatunkowe

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
ż
ywicami syntetycznymi opartymi głównie na pochodnych octanu poliwinylu, poliamidu albo
mieszaninach skrobi i żywic termoutwardzalnych.
Apretury spieralne składają się głównie ze skrobi ziemniaczanej, pszennej, kukurydzianej
lub ryżowej.
Sposób otrzymywania apretur spieralnych:
−
otrzymywanie koloidalnego roztworu pod wpływem ogrzewania skrobi w wodzie
o temperaturze 61–67,5°C; koloidalne roztwory skrobi doskonale nadają się do
apreturowania tkanin bawełnianych,
−
rozszczepianie w celu zmniejszenia masy cząsteczkowej skrobi przez dodanie do
ogrzewanej kąpieli kwasu siarkowego (stężonego) lub diastaforu w ilości ok. 0,5%
w stosunku do suchej skrobi w roztworze, albo 1% nadtlenku wodoru 30-procentowego.
Roztwory rozszczepionej skrobi lepiej przenikają przez tkaninę, silniej wiążą się
z włóknem niż kąpiele zawierające skrobię nierozszczepioną.
Dobrym środkiem apreterskim jest również dekstryna, która jest produktem
otrzymywanym przez ogrzewanie skrobi w temp. 180–220°C.
Do apreturowania materiałów zwierzęcego włókien białkowych stosowane są środki
pochodzenia zwierzęcego takie jak żelatyna, klej perełkowy i kazeina. Ze względu na wady
użytkowe, jakie posiadają środki zwierzęce, do kąpieli apreterskich dodaje się następujące
substancje:
−
ś
rodki bakteriostatyczne i konserwujące – zapobiegające rozkładowi kąpieli apreterskich
i obniżające skłonność apretury do gnicia; dodatek tych środków nie przekracza 1 g/dm
3
,
−
ś
rodki zmiękczające – nadające błonkom apreterskim właściwą miękkość, elastyczność
i gładkość, a apreturowanym wyrobom właściwy chwyt; w ilości 1–8 g/dm
3
,
−
ś
rodki higroskopijne – stosowane również do częściowego zmiękczenia apretur,
a głównie do zabezpieczenia apretury przed zupełnym wysychaniem, które niekorzystnie
działa na elastyczność błonki, w ilości 10 g na 1 kg apretury,
−
ś
rodki rozjaśniające to związki optycznie rozjaśniające (w najtańszych apreturach
ultramaryna) dla zapewnienia właściwej bieli apreturowanych materiałów i zapobieganiu
powstawania żółtawego odcienia,
−
ś
rodki obciążająco-wypełniające są stosowane w postaci białych pigmentów
nieorganicznych, w ilości 10% w stosunku do masy kąpieli apreterskiej.
Apretury niespieralne usztywniająco-wypełniające
Podstawową grupę trudnospieralnych środków stanowią pochodne celulozy o niskim
stopniu metylowania. Stopień metylowania 0,25–0,77 uważa się za niski. W kąpielach
apreterskich zawartość etylocelulozy wynosi 20–70 g/dm
3
.
Drugą grupę niespieralnych środków apreterskich stanowią tzw. żywice termoplastyczne.
Jest to np. octan poliwinylu, stosowany w stężeniach 5–200 g/dm
3
. Kąpiele napawające
zawierające dyspersję żywicy stosuje się w temp. 25–80°C. Temperatura suszenia nie
powinna być niższa niż 65°C, co zapewnia wystarczające spolimeryzowanie żywicy.
Grupę produktów termoplastycznych o cennych właściwościach usztywniających
stanowią żywice oparte na polimerach pochodnych kwasu akrylowego i metakrylowego.
Stosuje się również modyfikowane żywice poliamidowe. Proces apreturowania prowadzi
się dogrzewając przez 5 minut w temperaturze 140
o
C. Następuje wtedy kondensacja grup
podstawowych z innymi grupami aminowymi i stabilizacja apretury.
Ocenę skuteczności przeprowadza się w sposób porównawczy poprzez pomiar
sztywności zginania tkaniny apreturowanej i nieapreturowanej. Wyroby o takim wykończeniu
oznacza się symbolem literowym US.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Wykończanie zmiękczające
Wykończanie zmiękczające poprawia estetykę wyrobów. Pod wpływem tego
wykończenia zmienia się chwyt i układalność. Wzrastają walory handlowe przy niewielkiej
zmianie właściwości użytkowych. Zmiękczanie można prowadzić w sposób mechaniczny
i chemiczny. Zmiękczanie chemiczne to nanoszenie na tkaninę różnych środków
pomocniczych w operacji napawania lub natryskiwania. Środki zmiękczające nanosi się na
wyroby w ostatniej fazie obróbki mokrej, dodając je do kąpieli płuczącej po barwieniu lub
końcowym praniu. Środki zmiękczające dodaje się również do mas apreterskich lub kąpieli
impregnacyjnych, przez co za pomocą jednej operacji uzyskuje się kilka różnych cech
wyrobu. Niektóre środki stosowane do innych wykończeń mają równocześnie właściwości
zmiękczające. Wtedy bez żadnych dodatkowych nakładów uzyskuje się drugi efekt
wykończalniczy. W takiej sytuacji mówi się wykończeniach tzw. wykończeniach
wielofunkcyjnych, np.: wypełniająco-zmiękczającym, zmiękczająco-wodoodpornym.
Zmiękczanie wyrobów włókienniczych przeprowadza się środkami zawierającymi związki
powierzchniowo czynne typu anionowego, kationowego i niejonowego, niektóre żywice
mocznikowe i silikonowe oraz zemulgowane oleje pochodzenia mineralnego i naturalnego.
Przy obróbce zmiękczającej tkanin bawełnianych stosuje się kąpiel zawierającą
3–5 g/dm
3
Zmiękczacza IW i niewielką ilość kwasu octowego lub mrówkowego (pH 4,5–5).
Proces przeprowadza się w barwiarkach zwrotnych lub pasmowych w czasie 10–15 minut.
Zmiękczanie można przeprowadzać na napawarce stosując wtedy kąpiel o stężeniu
5–10 g/dm
3
Zmiękczacza IW.
Dla tkanin z ciągłych włókien wiskozowych stosuje się l–3 g/dm
3
Zmiękczacza IW lub
2–3 g/dm
3
Stenolu 7 (w środowisku obojętnym). Proces prowadzi się barwiarkach zwrotnych
albo w napawarkach, stosując stężenie 5–20 g/dm
3
wyżej wymienionych produktów. Oba te
przepisy dają efekt nietrwały na pranie z tym, że Stenol 7 nadaje wyrobom z jedwabiu
sztucznego charakterystyczny chrzęszczący chwyt, upodabniając je do ciągłych włókien
wiskozowych.
Tkaniny z mieszanek elana i wełna wykończa się w sposób nietrwały za pomocą kąpieli
zawierających ok. 10 g/dm
3
Sapamin OC w temp. 30–40°C w ciągu 30 minut na barwiarce
pasmowej. Natomiast w sposób względnie trwały można wykończać na napawarkach
kąpielami zawierającymi 15–30 g/dm
3
Sapamin NP i 3–5 g/dm
3
chlorku lub siarczanu amonu.
Po napawaniu i wysuszeniu wyroby dogrzewa się w temp. 120°C.
Wykończenia ocenia się przez pomiar układalności. Miarą układalności jest
współczynnik wyrażony wielkością powierzchni rzutu poziomego sfałdowanej próbki
w stosunku do powierzchni próbki. Współczynnik układalności może przyjmować wartości
0–100. Im wyższa wartość współczynnika, tym tkanina bardziej miękka.
Tkaniny zmiękczane chemicznie oznacza się symbolem:
−
ZM – dla wykończeń trwałych na pranie,
−
ZN – dla nietrwałych.
Wykończanie antyelektrostatyczne
Wykończanie antyelektrostatyczne przeciwdziała elektrostatycznemu ładowaniu się
włókien w czasie użytkowania wyrobów. Ładowanie elektrostatyczne wyrobów odzieżowych
jest przyczyną:
−
ich sczepiania się,
−
przylegania do ciała i innych części garderoby,
−
marszczenia się i wznoszenia,
−
silnego iskrzenia się w czasie nakładania lub zdejmowania odzieży,
−
zwiększonej podatności na brudzenie się wskutek przyciągania pyłu unoszącego się
w atmosferze.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Ładowanie
elektrostatyczne
wykładzin
podłogowych,
odzieży
roboczej
oraz
włókienniczych wyrobów dekoracyjnych i technicznych może wywołać pożar albo wybuch,
gdy niespodziewane iskrzenie powstanie w miejscu, w którym przypadkowo wystąpiło za
duże stężenie par substancji łatwo palnych, np. benzyny.
Wykończanie antyelektrostatyczne podwyższa przewodnictwo elektryczne powierzchni
włókna oraz powoduje obniżenie natężenia pola elektrostatycznego wokół włókna. Do
wykończania antyelektrostatycznego stosuje się środki nadające trwałe lub nietrwałe
uodpornienie wyrobów przeciw elektryzowaniu się. Środki trwałe odznaczają się
następującymi cechami: są niespieralne i nie starzejące się w warunkach praktycznego
użytkowania. Środki nietrwałe nadają cechy antyelektrostatyczne tylko do pierwszego prania.
Ś
rodki trwałe stosuje się dość rzadko z powodu ich wysokiej ceny. Wyroby wykończane
ś
rodkami nietrwałymi powinny być po praniu płukane w roztworze zawierającym dodatki
specjalnych preparatów antyelektrostatycznych.
Skuteczność wykończenia określa się przez pomiar oporu elektrycznego za pomocą
specjalnego kondensatora połączonego z woltomierzem. Dodatkowa oceną może być pomiar
ładunku elektrycznego na powierzchni wyrobu.
Wyroby
wykończane
antyelektrostatycznie
w
sposób
trwały
są
oznaczane
w wykończalniach symbolem AE, natomiast wyroby wykończane środkami nietrwałymi
symbolem AN.
Wykończanie trwałe stosuje się do tkanin i dzianin odzieżowych wykonanych z czystych
włókien syntetycznych oraz z ich mieszanek z włóknami naturalnymi i sztucznymi, przy
zawartości ponad 60% włókien syntetycznych.
Wykończanie nietrwałe stosuje się do uodporniania antyelektrostatycznego włókien
chemicznych w procesie wytwarzania tych włókien, do obróbki przędz oraz wyrobów nie
podlegających częstemu praniu, jak dywany, chodniki, tkaniny techniczne, wyroby obiciowe.
Wykończanie brudoodporne
Rozróżniamy dwa rodzaje zabrudzeń:
−
pigmentowe, powstające na skutek osadzania się zanieczyszczeń na powierzchni,
−
olejowe, spowodowane różnymi smarami, pastami, emulsjami, cieczami oleistymi, itp.
Wykończanie brudoodporne zwiększa odporność wyrobów włókienniczych na osadzanie
się suchego brudu pigmentowego oraz brudu z wodnych zawiesin. Apreturę tego typu stosuje
się dla tkanin i dzianin meblowych, dywanów i innych wyrobów dekoracyjnych. Powoduje
ona wygładzenie powierzchni włókien za pomocą naniesionych środków. Zmniejsza to
skłonność do zatrzymywania cząstek i powoduje łatwe ich usunięcie za pomocą odkurzania,
trzepania lub szczotkowania. Środkami wykończalniczymi są produkty oparte na koloidalnej
krzemionce oraz zdyspergowanych tlenkach metali. Wykończenia te nie są odporne na
kilkakrotne pranie, ale nie jest to ważne dla wyrobów dekoracyjnych.
Apretury nakłada się przez natryskiwanie na wyrób kąpieli zawierającej odpowiednie
ś
rodki. Czasem stosuje się metodę napawania, o ile zgniatanie wyrobu między wałami
wyżymarki nie wpływa na niego niekorzystnie.
Tkanina wykończona brudoodpornie opryskana brudem ulicznym osadzonym jedynie na
jej powierzchni i wysuszona, po lekkim szczotkowaniu ręcznym powinna być zupełnie
czysta.
Tak wykończone tkaniny oznacza się w krajowych wykończalniach symbolem PB,
a wyroby wykonane z tych tkanin wywieszką z napisem „Brudoodporny”.
Efekt uodpornienia oznacza się przez standardowe brudzenie i określa przy pomocy
stopnia zabrudzenia obliczanego w procentach.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Wykończanie brudospieralne
Celem tego wykończenia jest ułatwienie usuwania brudu podczas zwykłego prania
domowego. Na tkaninach apreturowanych środkami spieralnymi (np. skrobią) wystapuje
efekt ułtwiający pranie. Zabrudzenia znacznie łatwiej jest usunąć z tkanin apreturowanych niż
z takich samych tkanin nieapreturowanych.
Wykończanie brudospieralne polega na naniesieniu na włókno środków trwałych,
niespieralnych, które chronią wyrób przed brudzeniem trudnym do usunięcia.
Do wykończania brudospieralnego stosuje się środki będące kombinacjami różnych
ż
ywic ze związkami powierzchniowo czynnymi. Zasadniczymi grupami środków do tego
typu wykończeń są:
−
addukty tlenku etylenu z kwasem tereftalowym w mieszaninie z polietylenoglikolanem,
−
kopolimery kwasu akrylowego, metekrylowego i ich estrów,
−
związki fluoroorganiczne przeznaczone do wykończeń przeciwolejowych.
Przez dodatek tych środków do kąpieli stosowanych przy wykończeniach niemnących,
zaprasowanych, niekurczliwych i innych uzyskuje się równocześnie różnorodne efekty
użytkowe.
Skład kąpieli do brudospieralnego wykończenia, np.: firanek z poliestru jest następujący:
−
Cassaprret SR 50–80 g/dm
3
,
−
Appretan EM (usztywniająca dyspersja octanu poliwinylu) 10–15 g/dm
3
,
−
Appretan GP (środek wiążący apreturę na włóknie poliestrowym) 3–5 g/dm
3
,
−
Rozjaśniacz optyczny 5–10 g/dm
3
.
Firanki napawa się kąpiela i natychmiast suszy, a następnie stabilizuje termicznie w ciągu
20–25s w temperaturze 200–210
o
C.
Oceny skuteczności wykończenia dokonuje się przez porównanie z wzorcem
fotograficznym (w skali 1–5) próbek pranych po testowym zabrudzeniu.
Tkaniny wykończone brudospieralnie oznacza się w krajowych wykończalniach
symbolem BS, a wyroby z tych tkanin zaopatruje się wywieszką z napisem „Brudospieralny”.
Wykończanie przeciwpillingowe
Pilling polega na pojawianiu się na powierzchni wyrobu małych kuleczek
z wysuwających się z przędzy i zwijających się włókien tzw. mechacenie. Kuleczki pillingu
nie odrywają się od powierzchni wyrobu na skutek dużej wytrzymałości włókien
syntetycznych, w dodatku brudzą się, co powoduje pogorszenie estetyki wyrobu.
Skłonność wyrobów do pillingowania obniża się:
−
przez dokładne strzyżenie,
−
za pomocą opalania tkanin,
−
stabilizacji termicznej,
−
prasowania.
Metody w/w to metody mechaniczne. Przy stosowaniu pojedynczych przędz zgrzebnych
o niskich skrętach do tkanin typu wełnianego oraz przy dzianinach z nitek anilanowych,
wełniano-elanowej i wiskozowo-elanowej metody te są mało skuteczne. Dlatego stosuje się
uszlachetnianie chemiczne przeciwpillingowe. Polega ono na sklejaniu elementarnych
włókienek różnymi substancjami, które po utrwaleniu nie pogarszają chwytu wyrobów
(tkanin, dzianin, przędzin).
Ś
rodki obniżające pilling to:
−
gliceryna, glikol etylenowy, mydło marsylskie i inne środki o efektach nietrwałych na
pranie,
−
roztwory modyfikowanego poliamidu,
−
niektóre żywice termoplastyczne stosowane do apreturowania niespieralnego.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Wyroby wykończane chemicznie przeciwpillingowo oznacza się w wykończalniach
krajowych symbolem PP.
Ocena wykończenia obejmuje wyznaczenie wskaźnika skłonności do pillingu zawartego
w granicach 1–5. Za wyrób o wysokiej jakości przyjmuje się taki, w którym wskaźnik
pillingu wynosi 4 lub więcej po dziesięciokrotnym praniu.
Wykończanie nieprzesuwalne
Zapobieganie przesuwalności nitek osiągane jest przez sklejenie nitek osnowy i wątku
w miejscach ich styku lub przez nasycenie tkaniny środkami zmieniającymi gładkość nitek.
Zmiana gładkości powoduje zmianę chwytu i wywołuje szorstkość wyrobów, co nie
zawsze jest pożądane.
Zjawisko podobne do przesuwalności występuje w dzianinach, tzw. zaciąganie oczek
przy zaczepieniu dzianiny o szorstkie powierzchnie w czasie użytkowania. Wadę tę usuwa się
podobnie jak w przypadku przesuwalności przez sklejanie nitek w miejscach skrzyżowań albo
przez sklejanie filamentów nitek ciągłych oraz przez nadawanie większej szorstkości
wyrobom.
Do wykończeń nieprzesuwalnych stosuje się 3 zasadnicze grupy srodków:
−
produkty oparte na mydłach żywicznych, kalafoniowych, sklejające w sposób nietrwały
na pranie,
−
produkty oparte na żywicach syntetycznych: poliwinylowych, poliamidowych,
poliakrylowych i innych, sklejające w sposób niespieralny,
−
produkty oparte na koloidalnej krzemionce nadające szorstkość wyrobom.
Na wyroby włókiennicze nanosi się środki uszlachetniające metodą napawania na
napawarkach 2- lub 3-wałowych. Po napawaniu wyroby suszy się w suszarkach ramowych.
Wyroby z chemicznym wykończaniem nieprzesuwalnym oznacza się w wykończalniach
krajowych symbolem NP.
Oceny wykończenia dokonuje się metodą grzebieniową lub przeciągania nitek. Miarą
odporności jest siła potrzebna do wyciagnięcia nitek z wzorcowego odcinka tkaniny.
Wykończanie wodoodporne
Polega na nanoszeniu na włókno środków hydrofobowych metodą napawania lub
natryskiwania. Ma na celu zabezpieczenie wyrobu przed zwilżeniem przy zachowaniu
przepuszczalności powietrza.
Grupy środków stosowane w tego rodzaju preparacji:
−
emulsje parafinowe,
−
związki tłuszczowo-pirydyniowe,
−
ś
rodki oparte na tłuszczowych pochodnych metylomelaminy,
−
produkty oparte na kompleksowych związkach stearynowo-chromowych,
−
ś
rodki sylikonowe.
Nakładanie apretury polega na napawaniu wyrobu, suszeniu i najczęściej dogrzewaniu.
Ocenę odporności dokonuje się przez pomiar odporności na sztuczny deszcz,
wyznaczając wskaźnik wodoodporności i porównując z normą.
Tkaniny wykończone wodoodpornie oznacza się symbolem WO, a wyroby z nich
wykonane napisem „Uodporniony na deszcz”.
Wykończenie wodochłonne
To wykończenie działa odwrotnie do wodoodpornego, zwiększając hydrofilność włókien.
Nakładane na włókna syntetyczne zwiększa ich właściwości higieniczne i użytkowe. Ten
rodzaj wykończenia stosuje się dla bielizny, wyrobów gorseciarskich, pończoch, skarpet,
ręczników, wyrobów opatrunkowych, itp.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Wykończanie ognioodporne
Polega na napawaniu tkanin, dzianin i innych wyrobów włókienniczych środkami,
zapobiegającymi paleniu i żarzeniu się wyrobów celulozowych i wełnianych, a także
przeciwdziałającymi powstawaniu kropel ze stopionych włókien syntetycznych.
Wykończanie to stosuje się do zabezpieczenia odzieży dziecięcej, wyrobów
dekoracyjnych (firanek, zasłon, obić meblowych, dywanów, itp.), płócien namiotowych,
wyposażenia pojazdów, bielizny nakładanej pod odzież ochronną żaroodporną, kurtyn
teatralnych.
Ś
rodki nanoszone przy wykończaniu działają w następujący sposób:
−
podczas palenia wydzielają wodę,
−
tworzą warstwy uniemożliwiające dostęp tlenu do włókna,
−
zamieniają się w trudno topliwy popiół przeszkadzający dalszemu paleniu,
−
po zgazowaniu same tłumią palnie.
Stosuje się następujące rodzaje środków:
−
ś
rodki nietrwałe na pranie,
−
o ograniczonej trwałości,
−
trwałe tylko na pranie wodne,
−
trwałe tylko na czyszczenie chemiczne,
−
trwałe na wszystkie warunki czyszczenia.
Do wykończeń ognioodpornych stosuje się związki nieorganiczne i organiczne. Do grupy
nieorganicznych, nietrwałych na pranie związków należą chlorki, bromki i fluorki amonu
i niektórych metali (Bi, Ca, Mg, Sb, Ti, Zn), tlenki niektórych metali (Al, Bi, Fe, Pb, Sb, Sn,
Ti, Zn), nieorganiczne fosforany, krzemian sodu i inne. Do grupy związków organicznych
zalicza się:
−
sole kwasu amidosulfonowego,
−
pochodne chloroparafiny ewentualnie w połączeniu z tlenkiem metali,
−
pochodne fosforoorganiczne, a szczególnie: chlorek hydroksymetylofosfoniowy zwany
tetrakisem albo THPC,
−
tlenek trójazydynylofosfiny, zwany APO,
−
polimery fosforochloronitrylowe.
Trwałe wykończanie tkanin bawełnianych przeznaczonych na odzież ochronną
wewnętrzną i wyroby obiciowe polega na napawaniu kąpielą o składzie:
Tetrakis
175 g/drn
3
APO
155 g/dm
3
Trójetanoloamina
43 g/dm
3
Zwilżacz niejonowy, np. Alfenol 82 g/dm
3
Po napawaniu i wyżęciu tkaniny suszy się i dogrzewa przez 5 minut w temp. 150°C.
Następnie tkaninę poddaje się praniu w pralnicy szerokościowej i suszy. Wykończanie takie
jest bardzo skuteczne pod względem ognioodporności.
Ocenę wykończenia przeprowadza się przez wyznaczenia wskaźnika na zapalenie
i szybkość spalania.
Wyroby z takim wykończeniem oznacza się w wykończalniach symbolem OG, lub
napisem „Ognioodporny”
Wykończanie żaroodporne
Wykończanie to chroni przed nadmiernym ogrzewaniem się tkanin narażonych na silne
promieniowanie cieplne. Najczęściej temu wykończaniu poddaje się tkaniny wykonane
z włókien niepalnych lub trudno palnych, albo z włókien innych wykończanych
ognioodpornie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Polega ono na pokryciu powierzchni ognioodpornej tkaniny warstwą substancji
odbijającej promieniowanie cieplne.
Stosuje się do tego folie lub proszki metalowe, najczęściej glinowe lub antymonowe
łączone z żywicami i preparatami do wykończeń ognioodpornych.
Stosuje się następujące techniki:
−
powlekanie tkanin odpowiednią pastą,
−
naklejanie folii metalowej lub folii z tworzywa sztucznego pokrytej z jednej strony
bardzo cienką warstwą metaliczną,
−
bezpośrednie napylanie metalu na powierzchnię włókien metodą próżniową.
Przykładowy skład pasty uszlachetniajacej:
Impranil CHW lub Iponil TM-501
700–100 części wag.
Glin metaliczny
100–160 części wag.
Trójtlenek antymonu
100–160 części wag.
Octan etylu
ok. 100 części wag.
Imprafix TA i Imprafix BE albo Izocyna
50–70 części wag.
Tkaninę powleka się pastą. Powlekanie wykonuje się kilkakrotnie, a po wysuszeniu
tkaninę gładzi się na gładziarce. Wykończanie metalizowane przeprowadza się w specjalnych
napylarkach próżniowych. Pozwala to uzyskać warstwę metalu o grubości 0,5–0,1
µ
m.
Metalizowanie można przeprowadzać również metodą natryskową, stosując proszek glinowy
w roztworze żywicy syntetycznej, służącej jako środek wiążący.
Wyroby wykończone w ten sposób oznacza się symbolem ŻO dla metody powlekania
i MT dla metody napylania. Wyroby wykonane z takich tkanin oznacza się jako
„Żaroodporny” lub „Odblaskowy”.
Ocenę wykończenia przeprowadza się za pomocą monochromatora, wyznaczając
współczynnik odbicia.
Wykończanie przeciwgnilne
Dla zabezpieczenia wyrobów z włókien celulozowych przed niszczącym działaniem
mikroorganizmów można stosować 3 zasadnicze sposoby:
−
mechaniczne oddzielanie włókna od kontaktu z zarodnikami mikroorganizmów przez
stosowanie techniki powlekania różnymi żywicami,
−
nanoszenie ma włókno przez napawanie lub natryskiwanie fungicydów tzn. środków
przeciwgnilnych,
−
modyfikację
chemiczną
celulozy,
powodującą
jej
odporność
na
działanie
mikroorganizmów.
Najważniejsze praktyczne znaczenie ma stosowanie fungicydów. Do wykończeń stosuje
się przede wszystkim środki odporne na warunki atmosferyczne, względnie odporne na
warunki czyszczenia, a jednocześnie nieszkodliwe dla ludzi, pozbawione przykrego zapachu
oraz możliwie nie posiadające barwy. Najbardziej rozpowszechnionymi produktami do
impregnowania są:
−
nierozpuszczalne związki miedzi i innych metali, głównie związki metaloorganiczne,
−
pochodne fenolu,
−
czwartorzędowe sole amoniowe.
Przykładowe wykończanie przeciwgnilne płócien namiotowych i tkanin drelichowych
przeprowadza się przez napawanie kąpielą zawierającą:
Arigal C (Ciba)
50 g/dm
3
Arigal PMP (Ciba) 4 g/dm
3
H
2
O
2
30%
l cm
3
/dm
3

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Po napawaniu i leżakowaniu tkaniny przez ok. 2 godziny w stanie nawiniętym, obrabia
się ją krótko w roztworze zawierającym ok. 2 g/dm
3
sody amoniakalnej, następnie płucze
i suszy w temp. 100°C.
Efekt wykończania przeciwgnilnego ocenia się w pięciostopniowej skali określając:
−
ocenę stopnia uszkodzenia wyrobu podczas działania mikroorganizmów,
−
wyznaczenie obniżenia wytrzymałości na rozerwanie.
Tkaniny wykończane przeciwgnilnie oznacza się w wykończalniach symbolem GN,
a wyroby wykazujące stopień 0 lub l i względny spadek wytrzymałości nie przekraczający 5%
mogą być oznaczane wywieszką z napisem „Odporny na gnicie”.
Wykończanie bakterioodporne
Taki rodzaj wykończenia stosuje się dla wyrobów z włókien, naturalnych i chemicznych
przeznaczonych do specjalnego typu odzieży dla osób narożonych na zakażenie bakteryjne,
dla szpitali, sanatoriów. Na wyroby bieliźnianych dla osób wrażliwych na choroby skórne
oraz przy wszystkich wyrobach trudnych do dezynfekowania termicznego, stykających się
bezpośrednio z ciałem nakładany jest taki rodzaj wykonczenia.
Bakterioodporne wykończenia wykonuje się przy pomocy związków organicznych
o działaniu bakteriostatycznym lub bakteriobójczym, są nimi między innymi:
−
antybiotyki typu neomycyny,
−
chlorki i bromki niektórych czwartorzędowych amin,
−
niektóre związki reaktywne w stosunku do celulozy wymagające dogrzewania w ciągu
5–6 minut, temp. 145°C,
−
różne inne związki organiczne,
Przykładowy skład kąpieli do wykończenia pończoch poliamidowych obrabianych
w aparatach farbiarskich:
Arigal PMP
2 g/dm
3
,
Arigal C
6 g/dm
3
,
Ceranin HCS
0,5 g/dm
3
,
H
2
O
2
(30%)
10 cm
3
/dm
3
.
Pończochy obrabia się w czasie 45 minut, w temp. 35
o
C.
Dzianiny bieliźniane z nitek syntetycznych wykończa się przez napawanie kąpielą
o składzie:
Sanitized SPG 40 g/dm
3
,
Alfenol
8 5 g/dm
3
.
Po napawaniu dzianiny wyżyma się i suszy w temp. 160°C.
Za bakterioodporne uznaje się wyroby, które nawet po 15 praniach nie wykazują rozwoju
bakteryjnego i oznacza się je symbolem AB w Polsce oraz wywieszką z napisem
„Bakterioodporny”.
Wykończanie moloodporne
Takie wykończenie polega na napawaniu lub natryskiwaniu wyrobów włókienniczych
wełnianych i półwełnianych środkami trującymi larwy moli i innych szkodników, albo też
ś
rodkami powodującymi, że wełna staje się niejadalna dla larw owadów.
Ś
rodki te dzielimy na 4 zasadnicze grupy:
−
repelenty, tzn. związki działające odstraszająco, same nie będące substancjami trującymi,
−
trucizny pokarmowe dla larw,
−
trucizny kontaktowe zabijające owady w momencie zetknięcia z nimi,
−
trucizny działające na układ oddechowy owadów.
Wyroby poddane takiemu wykończeniu oznacza się w wykończalni symbolem PM, a na
wywieszce informacyjnej w handlu umieszcza się napis „moloodporny”.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Krajowym produktem używanym do tego typu wykończeń jest Improwad AD. Napawa
się nim (kąpielą zawierającą 20 g/dm
3
) suche tkaniny lub dzianiny albo napawaniu (kąpielą
zawierającą 40–45 g/dm
3
) poddaje się wyroby wilgotne (po odwirowaniu). Następnie wyroby
suszy się w suszarkach w temp. ok. 80°C.
Ocenę efektu wykończenia przeprowadza się metodą biologiczną.
Tabela 6 przedstawia apretury stosowane do materiałów odzieżowych – ich
zastosowanie, przebieg i cel stosowania.
Tabela 6. Rodzaje apretur stosowanych do materiałów odzieżowych [6 s. 96]
Proces
Zastosowanie
Przebieg i cel procesu
Impregnacja
Materiały odzieżowe,
przede wszystkim odzież
przeciwdeszczowa,
namioty, plandeki
Materiał moczy się lub spryskuje związkami chemicznymi
nieprzepuszczalnymi dla wody (np. silikonem). W zależności
od zapotrzebowania warstwa impregnacyjna może być
odporna na gotowanie, pranie lub czyszczenie.
Ochrona
przed
zaplamieniem
Materiały odzieżowe
i materiały do produkcji
bielizny stołowej
Ochronę przed zaplamieniem nanosi się na materiał. Przed
plamami
rozpuszczającymi
się
w wodzie (herbata, atrament, soki owocowe) chronią środki
zawierające silikon, przed plamami tłustymi substancje na
bazie żywic sztucznych. Zabezpieczenie przed zaplamieniem
chroni również przed przemakaniem.
Zapobieganie
elektryzowaniu
się
materiału
Materiały odzieżowe
z włókien syntetycznych
i podkłady do produkcji
wykładzin dywanowych
Zwiększa się przewodnictwo elektryczne powierzchni tkaniny,
aby zapobiec gromadzeniu się na niej ładunków elektrycznych
przy małej wilgotności powietrza.
Zapobieganie
paleniu się materiału
Wszystkie materiały,
głównie jednak materiały
dekoracyjne umieszczane
w miejscach użytku
publicznego
Na powierzchnię materiału nanosi się substancje powodujące,
ż
e staje się on niepalny lub trudno palny.
Zapewnienie higieny Materiały odzieżowe,
materiały do produkcji
bielizny szpitalnej
i wykładzin dywanowych
Celem procesu jest ograniczenie rozprzestrzeniania się
mikroorganizmów na odzieży i skórze ludzkiej.
Ochrona
materiału
przed butwieniem
Włókna naturalne,
głównie do produkcji
artykułów technicznych
Celem jest ochrona włókna przed bakteriami wywołującymi
butwienie.
Zapobieganie
mechaceniu się
materiału
Włókna syntetyczne,
wełna
Zapobieganie mechaceniu się materiału i jego pillingowaniu
(tworzeniu się małych supełków włókien na powierzchni)
polega na utworzeniu warstwy ochronnej na jego powierzchni
lub zastosowaniu rozpuszczalników.
Ułatwianie
konserwacji
Bawełna, włókna
wiskozowe
Uszlachetnianie polega najczęściej na nasycaniu materiałów
ż
ywicą sztuczną, przez co zmniejsza się przepuszczalność
wody, a tym samym stopień pęcznienia włókien. Materiał
staje się odporniejszy na gniecenie, nie odkształca się
i szybciej schnie.
Spilśnianie
Wełna
Jest to kontrolowane filcowanie materiałów wełnianych.
Dzięki działaniu substancji chemicznych, ciepła, wilgoci oraz
czynników mechanicznych, podatne na spilśnianie materiały
wełniane się filcują. W wyniku kurczenia się i zagęszczenia
ułożenia nitek materiały stają się bardziej odporne na
rozciąganie i ścieranie. Stopień spilśnienia zależy od czasu
trwania procesu.
Zapobieganie
filcowaniu się
Wełna
Filcowaniu się materiału można zapobiec dwoma sposobami:
przez zmiękczanie zakończeń łusek w wyniku utleniania,
przez otoczenie powierzchni łusek cienką warstwą tworzywa
sztucznego.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Ochrona
przed
molami
Wełna
Materiał wełniany nasącza się związkami chemicznymi, które
powodują, że wełna staje się odporna na mole.
Powodowanie
przezroczystości
materiału
Bawełna
Cienkie batysty bawełniane poddaje się merceryzacji,
następnie działaniu kwasów i ponownej merceryzacji w celu
uzyskania przezroczystego, sztywnego materiału.
Opalizowanie
powierzchni
materiału
Bawełna
Opalizację powierzchni materiału uzyskuje się podobnie jak
przezroczystość, z tym, że kolejne merceryzowanie prowadzi
się na luźnym materiale. Dzięki temu batyst nie staje się
przezroczysty, lecz mleczny.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Na jakie grupy dzielimy wykończenia chemiczne?
2.
W jakim celu prowadzi się procesy wykończenia chemicznego?
3.
Dla jakich surowców stosuje się wykończenie nieprzesuwalne?
4.
W jakim celu prowadzi się wykończanie wodoodporne?
5.
W jakim celu prowadzi się wykończanie brudospieralne?
6.
Na czym polega wykończanie zmiękczające?
7.
Jaką metoda ocenia się wykończenie usztywniające?
4.2.3. Ćwiczenia
Ć
wiczenie 1
Dokonaj oceny skuteczności wykończania usztywniającego przez zbadanie kąta mięcia
tkaniny.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z instrukcją wykonania ćwiczenia,
2)
przygotować próbki zgodne z wzornikiem z instrukcji (po 10 z tkaniny apreturowanej
i bez apretury),
3)
zapoznać się z instrukcją obsługi przyrządu do określania kąta mięcia,
4)
zamocować próbki w przyrządzie, założyć obciążenie na płytkę dociskową (nacisk ok.
1 kg/cm
2
),
5)
pozostawić próbki pod obciążeniem przez okres 15 minut,
6)
usunąć płytkę dociskową,
7)
pozostawić próbki do odprężenia na okres 15 minut,
8)
zmierzyć kąt mięcia, stosując się do instrukcji obsługi urządzenia,
9)
obliczyć średnią arytmetyczną 10 pomiarów,
10)
wykonać pomiary dla tkaniny apreturowanej i bez apretury,
11)
porównać wyniki i wyciągnąć wnioski,
12)
zapisać wnioski z przeprowadzonych badań.
Wyposażenie stanowiska pracy:
−
przyrząd do określania kąta mięcia z szablonem do próbek,
−
pęseta, sekundomierz, nożyczki,
−
instrukcja obsługi urządzenia,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
−
poradnik dla ucznia,
−
instrukcja wykonania ćwiczenia,
−
przybory do pisania, zeszyt,
−
literatura zgodnie z punktem 6 poradnika dla ucznia.
Ć
wiczenie 2
Oceń efekt wykończenia zmiękczającego, dokonując pomiaru układalności tkaniny.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z instrukcją do ćwiczenia,
2)
wyciąć okrągłą próbkę tkaniny o średnicy 50 cm,
3)
nałożyć próbkę na tarczę o średnicy 5 cm,
4)
zmierzyć wielkość powierzchni poziomego rzutu sfałdowanej próbki,
5)
obliczyć współczynnik układalności zgodnie z zaleceniami,
6)
ocenić miękkość tkaniny,
7)
wykonać pomiary dla tkaniny apreturowanej i surowej,
8)
sformułować wnioski i zapisać.
Wyposażenie stanowiska pracy:
−
instrukcja wykonania ćwiczenia,
−
próbki tkanin,
−
linijka, nożyczki,
−
PN, poradnik dla ucznia,
−
przybory do pisania, zeszyt,
−
aparat do badania układalności tkaniny,
−
literatura zgodnie z punktem 6 poradnika dla ucznia.
Ć
wiczenie 3
Nałóż wykończenie brudospieralne na tkaninę bawełniano-poliestrową i oceń jego
skuteczność.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
nałożyć apreturę w warunkach przemysłowych lub laboratoryjnych, stosując się do
instrukcji obsługi i zaleceń producenta środka apreterskiego,
2)
pobrać próbkę tkaniny apreturowanej i bez apretury o wymiarach 20 x 20 cm,
3)
nanieść na próbkę 5 kropel oleju parafinowego,
4)
przykryć plamkę folią polietylenową o wymiarach 8 x 8 cm i przycisnąć ciężarkiem
o masie 2 kg na czas 60 sekund,
5)
zdjąć ciężarek i folię, usunąć resztę oleju, odsysając bibułą,
6)
pozostawić próbkę na 15–120 minut w stanie swobodnym,
7)
wyprać próbkę w pralnicy laboratoryjnej lub ręcznie w kąpieli zawierającej 3 g/dm
3
płatków mydlanych przy stosunku włókna do kąpieli 1:10, temperatura kąpieli 60°C, czas
prania 12 minut,
8)
wysuszyć próbkę bez płukania,
9)
porównać próbkę z wzorcem fotograficznym 5-stopniowym DMRC,
10)
ocenić brudospieralność próbki apreturowanej i bez apretury,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
11)
wnioskować o zasadności stosowania apretur brudospieralnych,
12)
zapisać wyniki obserwacji i wnioski.
Wyposażenie stanowiska pracy:
−
urządzenia potrzebne do nałożenia apretury, napawarka, suszarka, dogrzewarka,
−
tkanina, nożyczki, olej parafinowy, folia polietylenowa, ciężarek, bibuła,
−
pralnica laboratoryjna, zlewka do prania ręcznego, płatki mydlane, termometr,
−
fotograficzny wzorzec DMRC, waga laboratoryjna,
−
instrukcja nakładania apretury brudospieralnej,
−
przybory do pisania, poradnik dla ucznia, zeszyt,
−
literatura zgodnie z punktem 6 poradnika dla ucznia.
Ć
wiczenie 4
Zaimpregnuj próbkę tkaniny wełnianej wodoodpornie, porównaj zachowanie się wody na
powierzchni tkaniny impregnowanej i bez impregnacji.
Skład kąpieli impregnującej dla tkaniny wełnianej:
Hydrofob CR
30–40 g/dm
3
Urotropina
3–5 g/dm
3
Tkaninę napawa się kąpielą i suszy w temp. 100°C. Przy dodatku włókien syntetycznych
w próbce wskazane jest dogrzewanie w czasie 4 minut w temperaturze 150°C.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z instrukcją do ćwiczenia,
2)
przygotować dwie próbki tkanin (jedną porównawczą, druga do impregnowania),
3)
przygotować 1 dm
3
kąpieli impregnującej,
4)
zaimpregnować tkaninę, wysuszyć, dogrzać,
5)
ułożyć próbki tkanin na stole,
6)
nanieść przy pomocy pipety po 5 kropel wody na centralne części próbek (z wysokości
ok. 20 cm),
7)
opisać wygląd kropel, wykonać rysunki pomocnicze,
8)
pozostawić krople wody na czas 10 minut,
9)
strzepnąć wodę z próbek,
10)
przyjrzeć się próbkom, zapisać obserwacje,
11)
sformułować i zapisać wnioski odnośnie celowości stosowania impregnacji.
Wyposażenie stanowiska pracy:
−
próbki tkaniny,
−
ś
rodki do impregnacji, sprzęt laboratoryjny,
−
stół, pipeta,
−
przybory do pisania, zeszyt,
−
literatura zgodnie z punktem 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Ć
wiczenie 5
Rozróżnij próbki wykończone niepalnie, wodoodpornie i wodochłonnie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z instrukcją do ćwiczenia,
2)
przyjrzeć się uważnie otrzymanym próbkom tkanin,
3)
przygotować próbki do palenia i zanurzania w wodzie,
4)
przygotować naczynie z wodą oraz zapałki lub zapalniczkę,
5)
przygotować inny potrzebny sprzęt,
6)
wykonać próby palenia,
7)
nanieść
krople
wody
na
próbki
przeznaczone
do
badań
wodoodporności
i wodochłonności,
8)
wyciągnąć wnioski o rodzaju apretury na podstawie zachowania się kropel na
powierzchni próbek,
9)
posegregować badane próbki na trzy w/w grupy.
Wyposażenie stanowiska pracy:
−
próbki tkaniny,
−
woda, naczynia, zapałki, zapalniczka,
−
stół, pipeta lub zakraplacz,
−
przybory do pisania, zeszyt,
−
literatura zgodnie z punktem 6 poradnika dla ucznia.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
zdefiniować pojęcia wykończenia: usztywniające, zmiękczające?
2)
zdefiniować pojęcia wykończenia brudoodporne i brudospieralne?
3)
określić zadania wykończeń antyelektrostatycznych?
4)
rozróżnić wykończenie wodoodporne od wodochłonnego?
5)
określić zadania wykończenia przeciwpillingowego?
6)
określić zakres stosowania wykończenia nieprzesuwalnego?
7)
rozróżnić poszczególne grupy wykończeń?
8)
określić, jakie właściwości poprawia dane wykończenie?
9)
określić, jakie substancje mogą być użyte jako wykończenie
antyelektrostatyczne?
10)
określić, na jakie grupy wyrobów nakłada się wykończenie
wodochłonne?
11)
określić skuteczność apreturowania?
12)
wykonać apreturowanie wyrobu włókienniczego?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
4.3. Powlekanie i laminowanie
4.3.1. Materiał nauczania
Powlekanie
Powlekanie to nanoszenie na powierzchnię materiału substancji naturalnych lub
syntetycznych i utrwalenie ich w komorze grzejnej.
Rodzaje materiałów powlekanych:
−
materiały powlekane polichlorkiem winylu,
−
materiały powlekane poliuretanem,
−
materiały powlekane lateksami (wyroby gumowane).
Do powlekania używa się następujących typów polimerów:
−
pochodne lateksów butadienowo sterynowych SBR,
−
polimery akrylowe,
−
polimery akrylowe i ich mieszanki z polimerami polioctanu winylu o różnych
temperaturach zeszklenia,
−
polimery akrylowe i polimery polioctanu winylu o wysokiej temperaturze zeszklenia,
−
spienione polimery akrylowe,
−
mieszanki polimerów akrylowych, SBR oraz polioctanu winylu,
−
polimery akrylowe w mieszankach z pyłem aluminiowym,
−
polimery akrylowe same lub w mieszankach z silikonami i związkami
fluoroorganicznymi,
−
poliuretany i ich mieszanki.
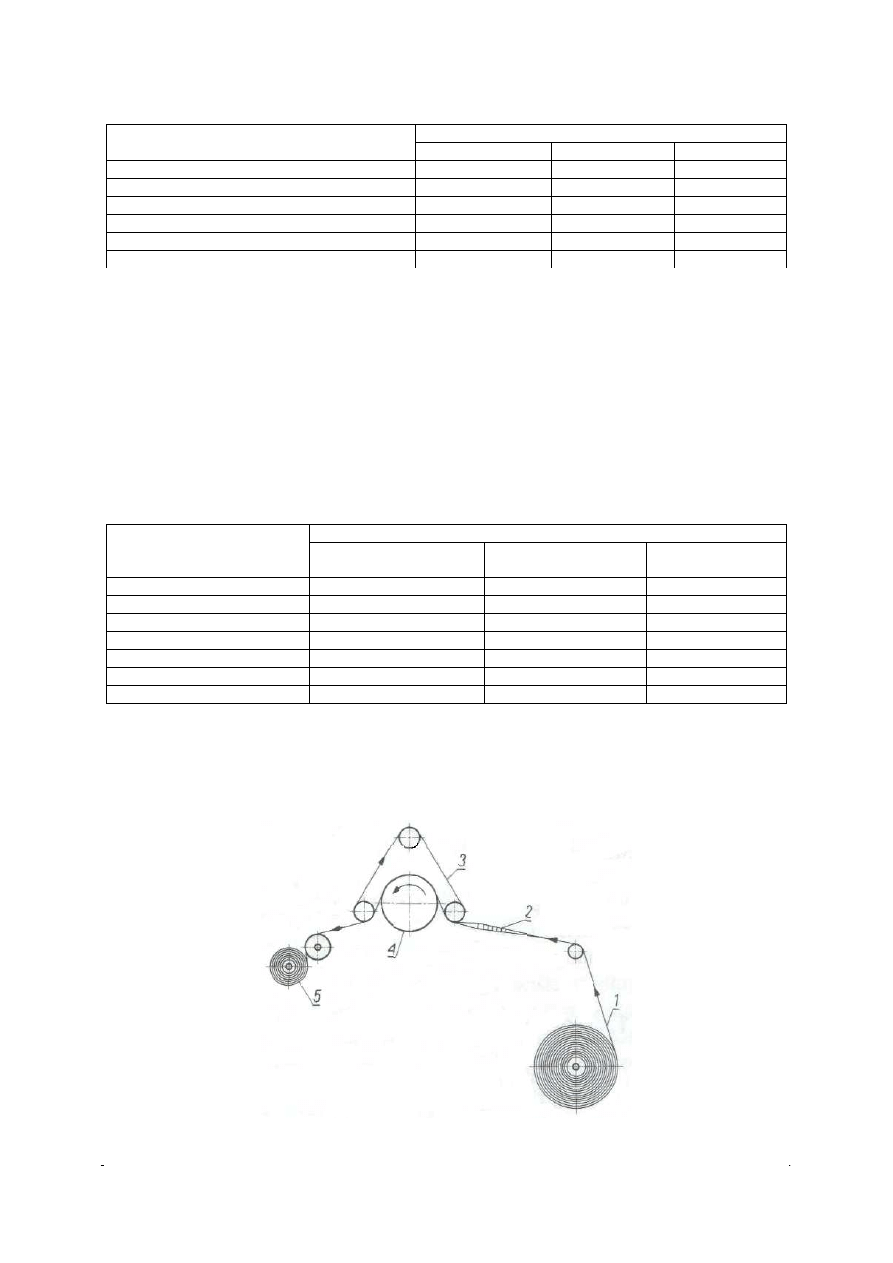
Urządzenia stosowane do powlekania to:
−
fulard apreterski i współpracująca z nim suszarko stabilizerka,
−
powlekarka wałkowa, jedno i dwupałkowa,
−
powlekarka z nożem powietrznym (rys. 4),
−
powlekarka z nożem podpartym (rys. 5),
−
powlekarka rotacyjna, urządzenie zbliżone swoim wyglądem do drukarki rotacyjnej
filmowej,
−
ciągi do flokowania, produkcji tkanin o runie złożonym krótkich włókienek
poliamidowych.
Na podłoża stosuje się tkaniny, dzianiny lub włókniny z włókien naturalnych (najczęściej
bawełny),
włókien
sztucznych
(wiskozowych)
oraz
syntetycznych
(najczęściej
poliamidowych i poliestrowych).
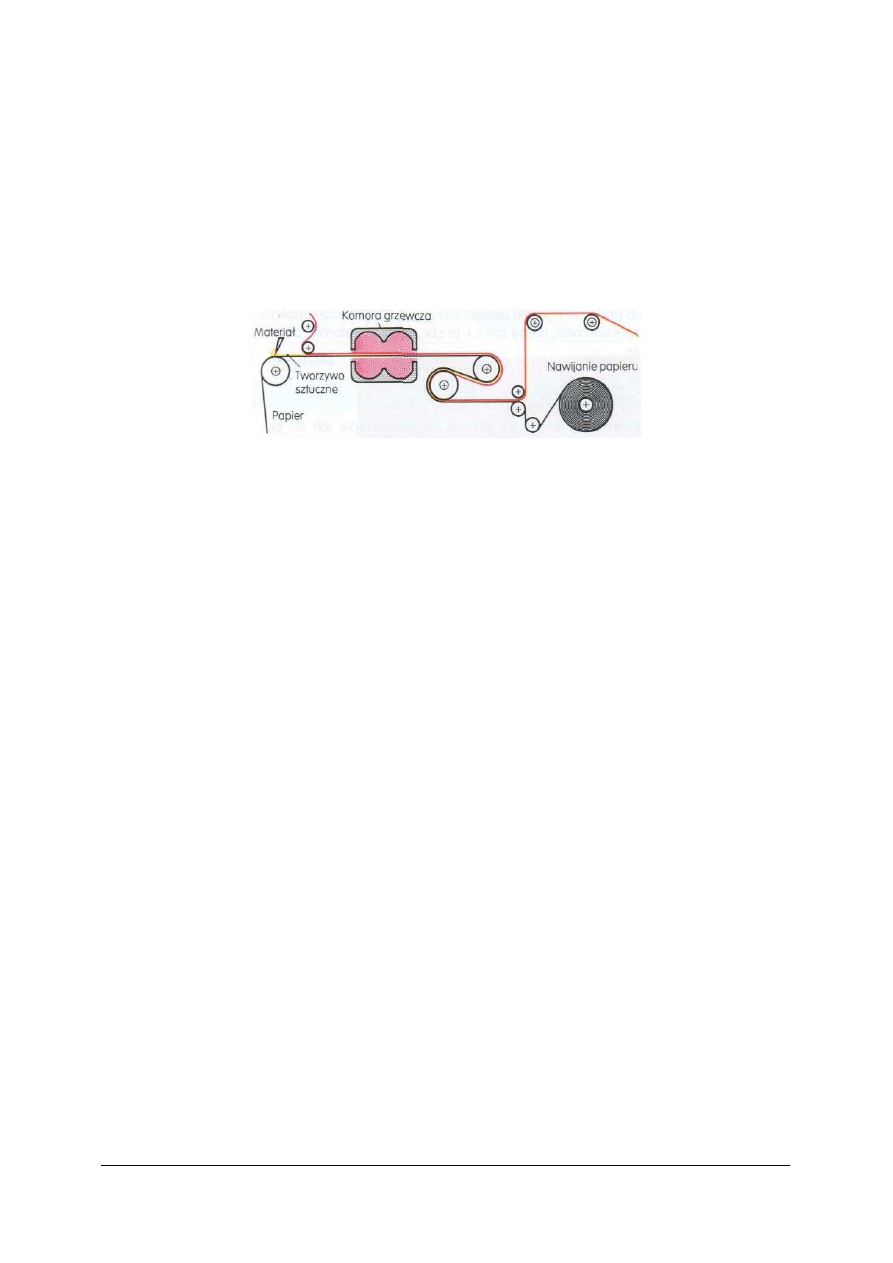
Rys. 4. Zasada powlekania bezpośredniego [6, s. 97]
Wytwarzanie materiałów powlekanych przeprowadza się na powlekarkach. Powlekanie
można przeprowadzić nanosząc substancję powlekającą bezpośrednio na materiał (rys. 4).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
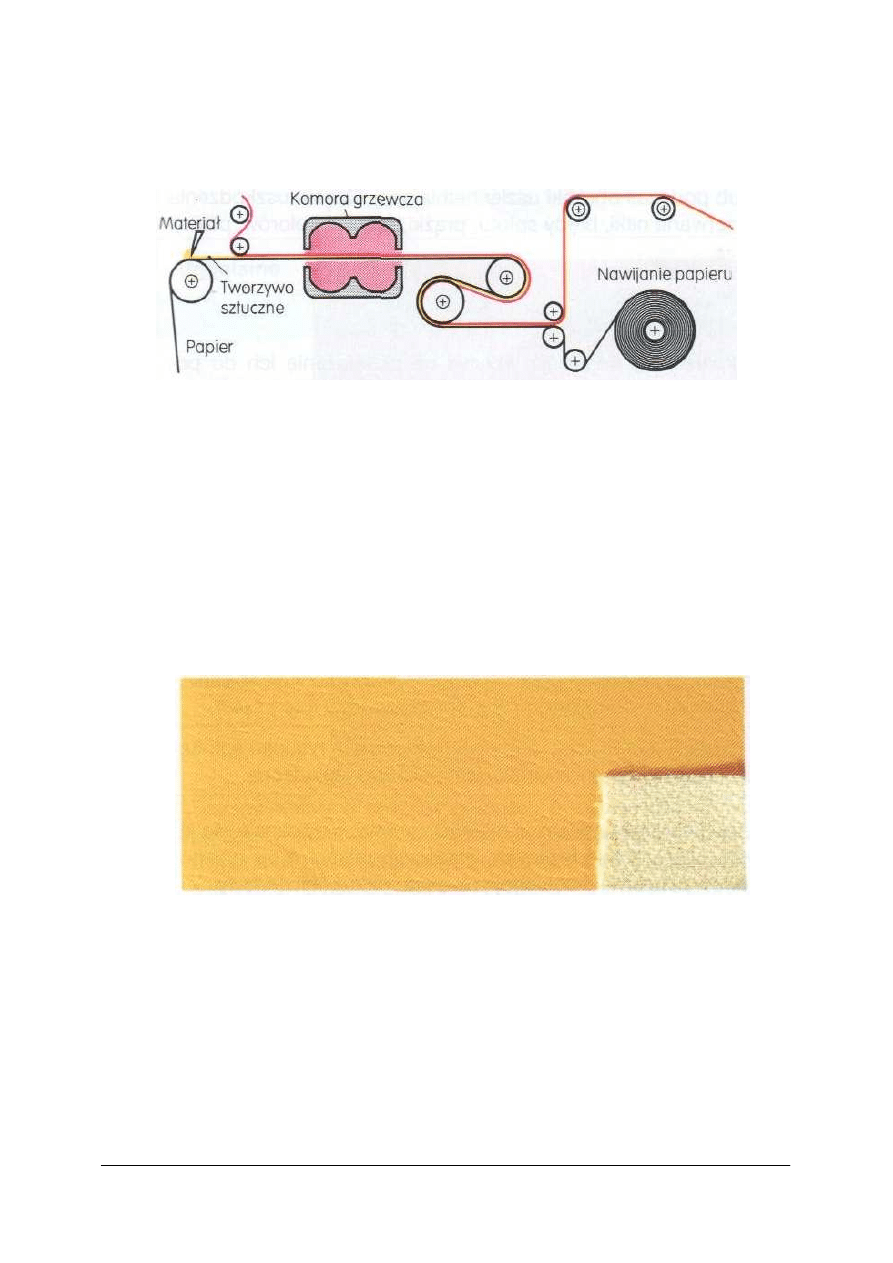
Metoda ta nazywa się bezpośrednią. W przypadku, gdy substancja powlekająca jest w stanie
płynnym, nanosi się ją najpierw na papier, a z papieru na materiał (rys. 5). Jest to metoda
pośrednia.
Rys. 5. Zasada powlekania pośredniego [6, s. 97]
W wyniku powlekania powstaje materiał o nowych właściwościach, które są wypadkową
właściwości materiału powlekanego (tkaniny, dzianiny, włókniny) i substancji powlekającej
(poliuretanu, polichlorku winylu).
Właściwości materiałów powlekanych:
−
są mocniejsze od tkanin (dzianin) nie powlekanych,
−
nie przemakają,
−
nie przepuszczają powietrza, pary wodnej i potu,
−
nie są wrażliwe na zmiany temperatury,
−
są sprężyste i elastyczne,
−
są łatwe w konserwacji,
−
są lekkie.
Rys. 6. Materiał powlekany [6, s. 97]
Materiały powlekane (rys. 6) znajdują szerokie zastosowanie. Są używane zarówno do
produkcji odzieży, jak i artykułów technicznych.
Najpowszechniej spotykane powlekane wyroby włókiennicze:
−
tkaniny obiciowe dla przemysłu motoryzacyjnego,
−
tkaniny obiciowe dla przemysły meblarskiego,
−
tkaniny zasłonowe,
−
ubiory sportowe,
−
tkaniny przeznaczone na rolety okienne i pionowe lamele przeciwsłoneczne,
−
tkaniny na obrusy ogrodowe i meble ogrodowe,
−
włókniny filtracyjne,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
−
włókiennicze wyroby techniczne,
−
antypoślizgowe maty łazienkowe i dywaniki dziecięce,
−
dzianiny futerkowe,
−
flok.
W materiałach odzieżowych ważne jest, aby powierzchnia substancji powlekającej była
na tyle porowata, aby zapewnić przepuszczalność powietrza i wilgoci.
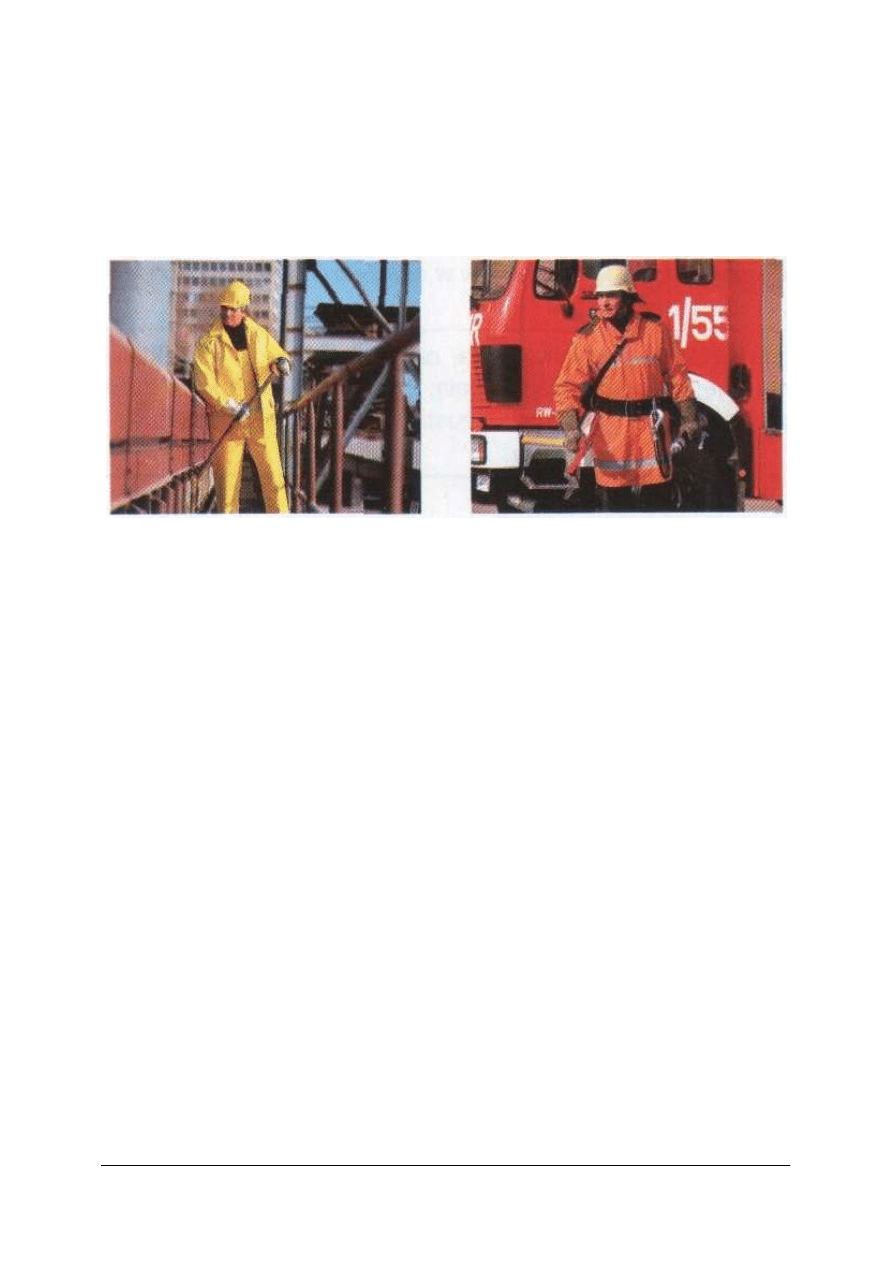
Rys. 7. Odzież ochronna z materiałów powlekanych [5]
Przykładowe zastosowania materiałów powlekanych:
−
odzież sportowa, ochronna, ostrzegawcza i robocza,
−
syntetyczna imitacja skóry, materiały wykorzystywane do produkcji obuwia,
−
torebki i torby podróżne,
−
tapicerka meblowa i samochodowa,
−
oprawy książek, teczek, albumów,
−
rolety okienne, zasłonki prysznicowe, płytki,
−
obrusy, materiały do produkcji namiotów, markiz,
−
wykładziny podłogowe i ścienne,
−
wyroby techniczne, jak taśmy przenośnikowe, materiały na plandeki, pontony,
zadaszenia, hale pneumatyczne.
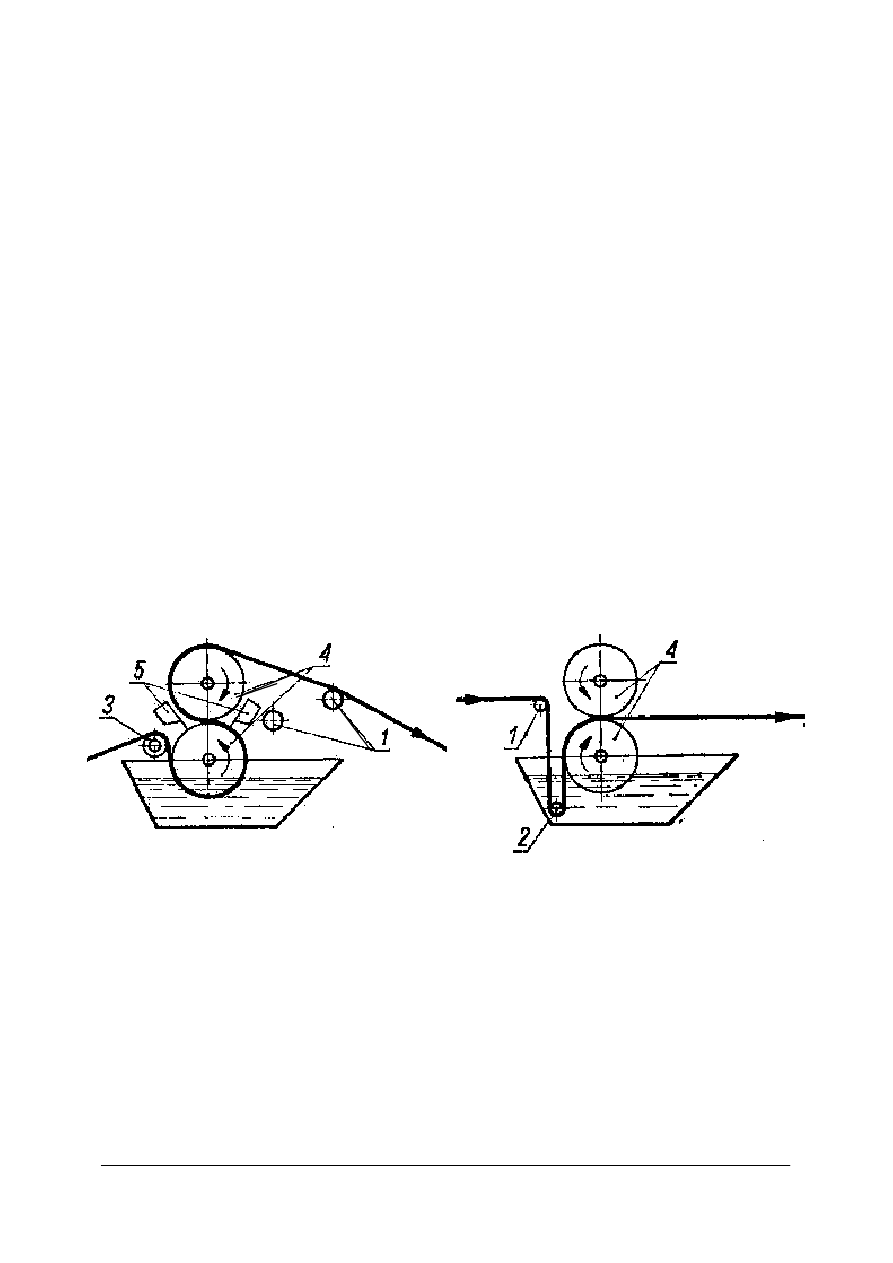
Laminowanie
Polega na trwałym łączeniu ze sobą kilku warstw materiałów (np. materiału z papierem,
materiału z folią lub tworzywem piankowym).
Metody wytwarzania laminatów można podzielić na trzy grupy:
−
metody polegające na sklejaniu,
−
metody termiczno-płomieniowe,
−
metody pikowania (przeszywania).
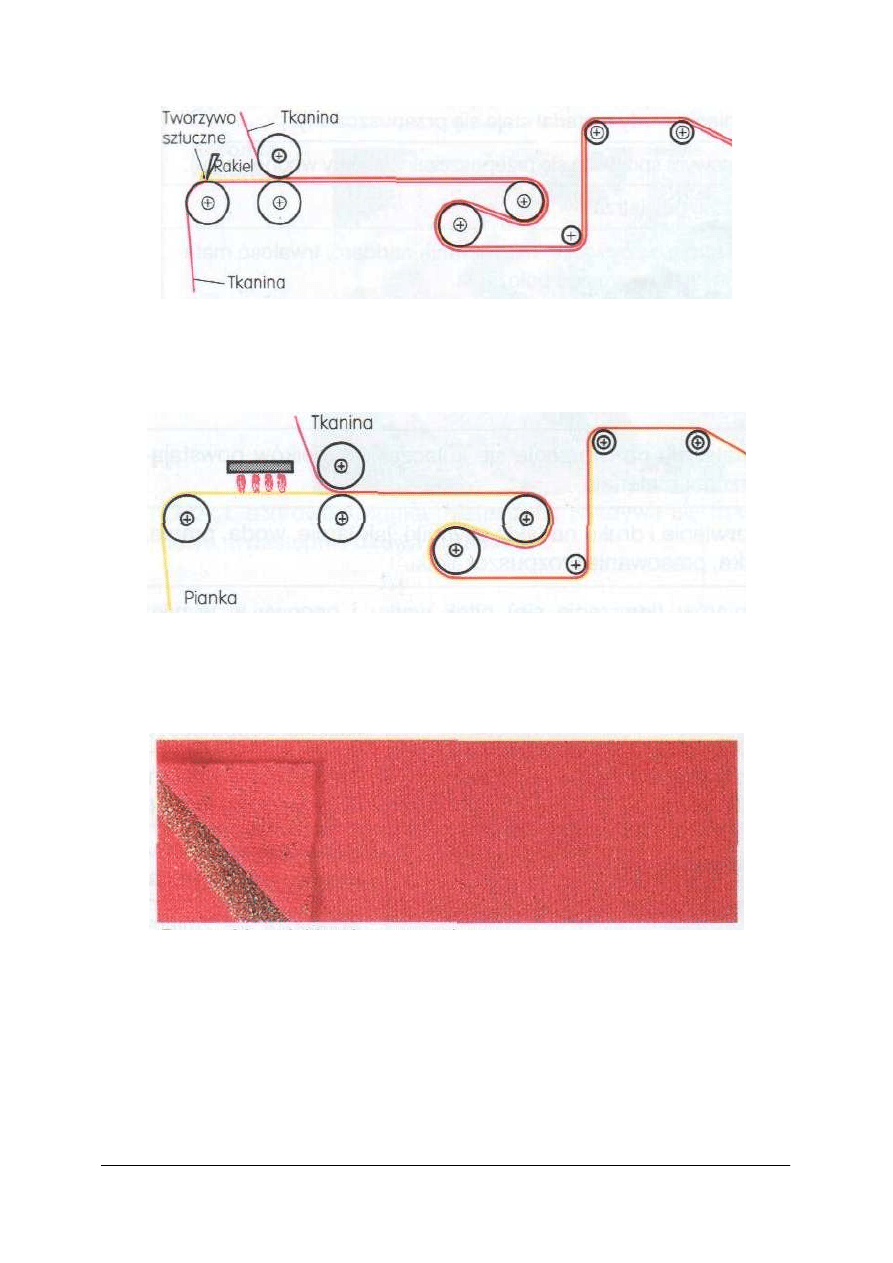
Połączenie materiałów może się odbywać przez sklejenie (rys. 8) lub zgrzewanie (rys. 9).
Sklejanie polega na wprowadzeniu tworzywa sztucznego w postaci płynnej lub piany między
dwie warstwy tkanin. Materiał laminowany za pomocą piany został pokazany na rysunku 10.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Rys. 8. Laminowanie przez sklejenie z warstwą tworzywa [6, s. 97]
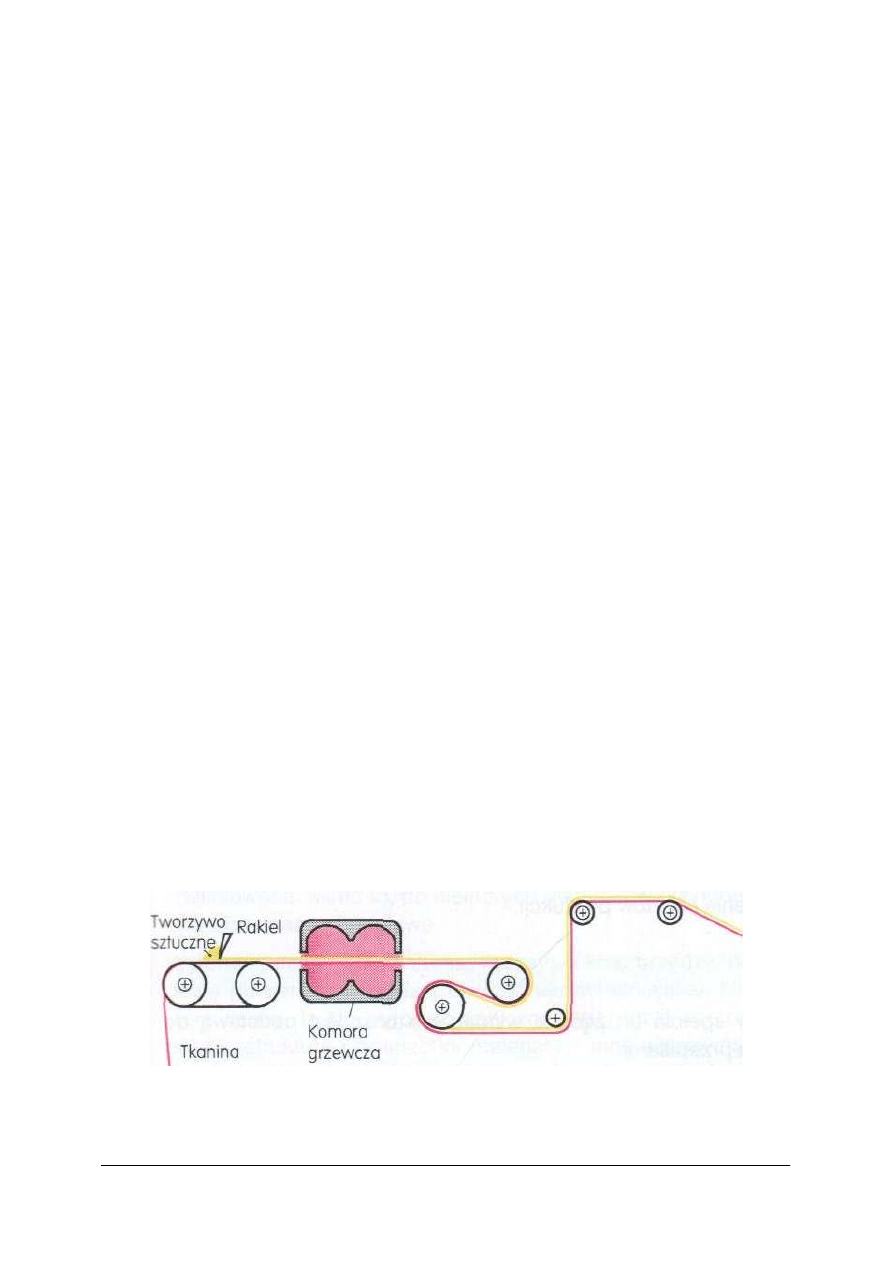
Laminowanie przez zgrzewanie polega na nadtopieniu wierzchniej warstwy folii
z tworzywa sztucznego lub pianki i dociśnięciu do niej materiału.
Rys. 9. Laminowanie przez zgrzewanie z pianką [6, s. 97]
Tkanina i pianka są odwijane i kierowane między wałki kalandrujące. Przesuwająca się
obok palnika pianka zostaje powierzchniowo nadtopiona tworząc warstwę sklejającą, która
pod dociskiem wałków kalandra łączy tkaninę z pianką.
Rys. 10. Materiał laminowany pianką [6, s. 97]
Laminaty posiadają następujące właściwości:
−
są lekkie,
−
o dobrej odprężności,
−
ciepłe,
−
o stabilnych wymiarach,
−
sztywne,
−
łatwe w konserwacji,
−
trudne w konfekcjonowaniu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Wieloskładnikowe złożone materiały warstwowe zawierające hydrofobowe membrany
nano- i mikroporowate, znane pod nazwą Gore-Tex, znajdują zastosowanie na specjalistyczne
ubiory ochronne do użytkowania w warunkach ekstremalnych.
Materiały warstwowe zawierające membrany mogą stanowić również materiał barierowy,
zapobiegający przenikaniu bakterii i wirusów. Produkuje się barierowe pokrowce na pościel
zapobiegające przenikaniu do naszego organizmu alergenów.
Do materiałów warstwowych należą wyroby termoregulujące, zapewniające wysoki
komfort fizjologiczny i wyroby termoizolujące, aktywnie chroniące przed zimnem lub
wysokimi temperaturami, w tym nagłymi uderzeniami ciepła.
Zastosowanie laminatów:
−
odzież wierzchnia dziecięca, damska i męska,
−
wdzianka, skafandry, kombinezony narciarskie,
−
płaszcze, podpinki, rękawice,
−
wkładki ocieplające do butów, kaloszy, itp.
4.3.2.
Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Na czym polega proces powlekania?
2.
W jakim celu prowadzi się proces powlekania?
3.
Na jakich maszynach prowadzi się proces powlekania?
4.
Jakie są metody nanoszenia substancji powlekającej?
5.
Na czym polega proces laminowania?
6.
Jakie są metody wytwarzania laminatów?
4.3.3. Ćwiczenia
Ć
wiczenie 1
Na podstawie niżej zamieszczonego schematu opisz, w jaki sposób przebiega proces
powlekania bezpośredniego.
Rysunek do ćwiczenia 1 [6, s. 97]
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się w czasie wycieczki ze sposobem pracy powlekarki bezpośredniej,
2)
rozpoznać i nazwać elementy robocze powlekarki,
3)
przeanalizować i opisać proces powlekania,
4)
określić możliwości zastosowania urządzenia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
powlekarka bezpośrednia, schemat powlekarki,
−
przybory do pisania, zeszyt,
−
literatura zgodnie z punktem 6 poradnika dla ucznia.
Ć
wiczenie 2
Na podstawie schematu znajdującego się poniżej opisz, w jaki sposób pracuje urządzenie,
jakie może być jego zastosowanie.
Rysunek do ćwiczenia 2 [6, s. 97]
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeanalizować schemat urzadzenia,
2)
rozpoznać rodzaj procesu przedstawionego na rysunku,
3)
opisać sposób pracy urządzenia,
4)
określić możliwości jego zastosowania,
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
schemat urządzenia, ewentualnie maszyna,
−
przybory do pisania, zeszyt,
−
literatura zgodnie z punktem 6 poradnika dla ucznia.
Ć
wiczenie 3
Sprawdź przemakalność próbki powlekanej substancją hydrofobową.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z instrukcją obsługi urządzenia do pomiaru przemakalności,
2)
przygotować próbki zgodnie z instrukcją do urządzenia,
3)
dokonać pomiarów, odczytać wysokość słupa cieczy, przy którym pojawiła się pierwsza
kropla po drugiej stronie tkaniny,
4)
dokonać analizy wyników pomiarów,
5)
sformułować i zapisać wnioski.
Wyposażenie stanowiska pracy:
−
urządzenie do pomiaru przemakalności z instrukcją obsługi,
−
powlekany materiał,
−
poradnik dla ucznia,
−
przybory do pisania i zeszyt,
−
literatura zgodnie z punktem 6 poradnika dla ucznia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Ć
wiczenie 4
W czasie wycieczki techniczno-technologicznej obserwuj urządzenie do laminowania,
naszkicuj schemat technologiczny tego urządzenia, opisz poszczególne elementy jego
budowy, porównaj ze schematem w poradniku ucznia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
obserwować uważnie pracę urządzenia,
2)
narysować schemat technologiczny,
3)
opisać narysowany schemat,
4)
porównać z schematem w poradniku,
5)
wymienić różnice,
6)
wyjaśnić z czego wynikają,
7)
wskazać zagrożenia i niebezpieczeństwa dla obsługującego.
Wyposażenie stanowiska pracy:
−
urządzenie do laminowania, z instrukcją obsługi,
−
przybory do pisania, kartka,
−
poradnik dla ucznia,
−
zeszyt,
−
literatura zgodnie z punktem 6 poradnika dla ucznia.
Ć
wiczenie 5
Zbadaj wytrzymałość połączenia laminatów. Wielkość wyraź w wielkości siły w gramach
potrzebnej do oddzielenia pianki od wyrobu włókienniczego.
Tabela do ćwiczenia 5
Pomiar
Numery pasków
1
2
3
4
Minimalna wartość
obciążeń w g, przy
których zachodziło
rozwarstwienie
poszczególnych pasków
1
2
3
4
5
6
7
8
9
10
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z budową i obsługą zrywarki wahadłowej,
2)
sprawdzić skalę obciążeń,
3)
przygotować próbki zgodnie z instrukcją,
4)
mocować próbki w szczękach zrywarki, tak aby warstwa pianki była w dolnej szczęce,
5)
przeprowadzić pomiar na długości 100 mm, zanotować minimalne wartości obciążeń,
6)
przeprowadzić 10 pomiarów dla każdego paska,
7)
zapisać wyniki,
8)
dokonać analizy wyników i sformułować wnioski.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Wyposażenie stanowiska pracy:
−
zrywarka z instrukcją obsługi,
−
próbki laminatów,
−
klimatyzowane pomieszczenie, aklimatyzowane próbki,
−
przybory do pisania, zeszyt,
−
literatura zgodnie z punktem 6 poradnika dla ucznia.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
zdefiniować pojęcia powlekanie i laminowanie?
2)
określić metody powlekania?
3)
określić metody laminowania?
4)
rozróżnić metody powlekania i laminowania?
5)
określić zadania poszczególnych elementów roboczych powlekarek?
6)
określić zakres stosowania materiałów powlekanych?
7)
określić zakres stosowania materiałów laminowanych?
8)
określić, jakie właściwości posiadają materiały powlekane?
9)
określić, jakie właściwości posiadają materiały laminowane?
10)
wykonać badanie skuteczności powlekania?
11)
zbadać odporność laminatu na rozwarstwienie?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1.
Przeczytaj uważnie instrukcję.
2.
Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3.
Zapoznaj się z zestawem zadań testowych.
4.
Udzielaj odpowiedzi na załączonej karcie odpowiedzi.
5.
W każdym pytaniu tylko jedna odpowiedź jest prawdziwa
6.
Pracuj samodzielnie bo tylko wtedy będziesz miał satysfakcję z wykonanego zadani.
7.
Dokładnie przeczytaj pytania, odpowiedzi, których jesteś pewien zaznacz od razu do
tych, które sprawią ci trudności wrócisz później.
8.
Nie śpiesz się masz czas na zastanowienie.
9.
Na rozwiązanie testu masz 60 minut.
Powodzenia!
ZESTAW ZADAŃ TESTOWYCH
1.
W procesie apreturowania tkanin wykończenie uszlachetniające jest
a)
nakładane powierzchniowo.
b)
wtłaczane do wnętrza tkaniny.
c)
naklejane na tkaninę.
d)
zgrzewane z tkaniną.
2.
Do podstawowych cech określających chwyt tkaniny nie należy
a)
właściwe wypełnienie.
b)
właściwe obciążenie.
c)
właściwa sztywność.
d)
właściwa barwa.
3.
Przez impregnowanie rozumiemy nanoszenie substancji uszlachetniającej
a)
na powierzchnię włókna.
b)
na powierzchnię tkaniny.
c)
do wnętrza tkaniny połączonej najczęściej z reakcją chemiczną.
d)
w postaci proszku sklejającego,
4.
Odział pomocniczy wykończalni, w którym przygotowuje się środki i masy apreterskie
nazywamy
a)
przygotowalnią.
b)
kuchnią apreterską.
c)
apreterownią.
d)
mieszalnią apretur.
5.
Do wyposażenia oddziału, w którym przygotowuje się masy apreterskie nie należy
a)
kadź z podgrzewaniem parowym.
b)
mieszadło.
c)
urządzenie wałkowe do rozcierania.
d)
napawarka wielowałowa.
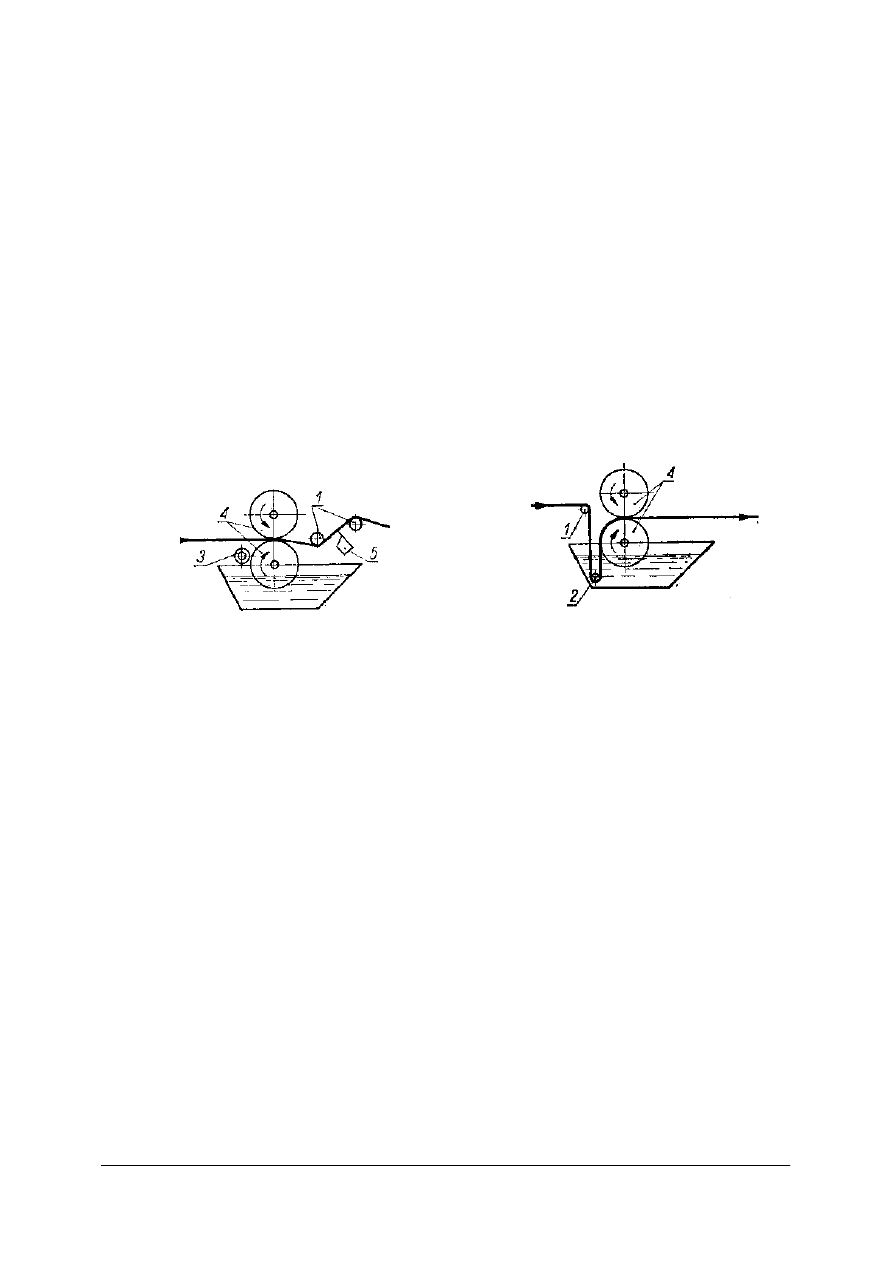
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
6.
Do nanoszenia mas apreterskich stosuje się głównie napawarki
a)
jednowałowe.
b)
dwuwałowe.
c)
trzywałowe.
d)
czterowałowe.
7.
Zadaniem rakla-noża stosowanego przy nakładaniu mas o dużej lepkości nie jest
a)
tylko zbieranie nadmiaru masy.
b)
wcieranie masy w tkaninę.
c)
obcinanie końcówek włókien.
d)
zbieranie nadmiaru i wcieranie masy.
8.
Na pokazanych niżej rysunkach wałkiem zanurzającym jest element oznaczony numerem
a)
1.
b)
2.
c)
3.
d)
4.
Rysunki do zadania 8, 9, 10
9.
Nóż- rakiel odbierający nadmiar masy apreterskiej na rysunku umieszczonym w pytaniu
8 jest oznaczony numerem
a)
1.
b)
4.
c)
3.
d)
5.
10.
Wałek regulujący, na rysunku umieszczonym powyżej, jest oznaczony numerem
a)
1.
b)
3.
c)
5.
d)
4.
11.
Ilość kąpieli napawającej w kadzi napawarki nie zależy od
a)
szerokości tkaniny.
b)
kształtu koryta.
c)
długości tkaniny.
d)
krotności napawania ( ilości koryt).
12.
Wykończenie przeciwpillingowe należy do wykończeń
a)
poprawiających chwyt.
b)
obniżających gniotliwość i kurczliwość.
c)
poprawiających właściwości użytkowe wyrobów.
d)
zabezpieczających przed mikroorganizmami.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
13.
Wykończeniem, które poprawia estetyczny wygląd wyrobów ich chwyt i układalność jest
a)
wykończenie antyelektrostatyczne.
b)
wykończenie zmiękczające.
c)
wykończenie brudoodporne.
d)
wykończenie przeciwpillingowe.
14.
Wykończenie nieprzesuwalne stosuje się dla tkanin wykonanych głównie z
a)
bawełny.
b)
wełny.
c)
lnu.
d)
Ciągłych włókien sztucznych.
15.
Wykończenia brudospieralne i brudoodporne należą do grupy
a)
wykończeń poprawiających właściwości użytkowe.
b)
wykończeń obniżających gniotliwość.
c)
wykończeń poprawiających chwyt.
d)
wykończeń zmieniających zachowanie w stosunku do cieczy.
16.
Oznaczenie na wykończalni symbolem PB oznacza, że wyrób ma nadane
a)
wykończenie brudospieralne.
b)
wykończenia brudoodporne.
c)
wykończenie nieprzesuwalne.
d)
wykończenie przeciwmolowe.
17.
Na wyrobach zabezpieczonych bakterioodpornie możemy znaleźć oznaczenie
a)
GN.
b)
AB.
c)
OG.
d)
WO.
18.
Wykończenie przeciwpillingowe stosuje się głównie do wyrobów z włókien
a)
sztucznych.
b)
naturalnych roślinnych.
c)
syntetycznych.
d)
naturalnych zwierzęcych.
19.
Na płótno przeznaczone na namioty nałożone powinno być wykończenie
a)
brudospieralne i usztywniające.
b)
zapobiegające gniciu i wodoodporne.
c)
przeciwgniotliwe i przeciwmolowe.
d)
antyelektrostatyczne i kwasoodporne.
20.
Powlekanie metodą pośrednią prowadzi się wtedy, gdy
a)
masa powlekająca ma konsystencję kremu.
b)
substancja powlekająca jest płynna.
c)
chcemy, aby powierzchnia materiału była gładka.
d)
chcemy zabezpieczyć tkaninę przed przesiąkaniem.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
21.
Na powlekarkach prowadzi się proces
a)
nanoszenia substancji powlekającej.
b)
napawania substancją uszlachetniającą.
c)
natryskiwania substancji uszlachetniającej.
d)
zwilżania substancją uszlachetniającą
22.
Wyroby laminowane nie składają się
a)
z jednej warstwy.
b)
z dwóch warstw.
c)
z trzech warstw.
d)
z kilku warstw.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
KARTA ODPOWIEDZI
Imię i nazwisko.............................................................................................................................
Nakładanie apretur i innych wykończeń uszlachetniających
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
21
a
b
c
d
22
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
6.
LITERATURA
1.
Balasiński T., Dziamara H., Malinowski L.: Pracownia włókiennicza. WSiP, Warszawa 1997
2.
Bielecki J., Jędraszczyk H.: Technologia chemicznej obróbki włókien. WSiP, Warszawa
1984
3.
Filipiak I., Kowalczyk K.: Konfekcjonowanie dzianin. WSiP, Warszawa 1989
4.
Idryjan-Pajor J.: Materiałoznawstwo odzieżowe. Stowarzyszenia Oświatowców Polskich
w Toruniu, Toruń 1998
5.
Kołaciński T., Kołodziński M. (red.): Poradnik inżyniera – Włókiennictwo. WNT,
Warszawa 1988
6.
Samek P.: Krawiectwo-Materiałoznawstwo. WSiP S.A., Warszawa 1999
7.
Pielichowski J., Pruszyński A.: Technologia tworzyw sztucznych. WNT, Warszawa 2003
8.
Tyszka M. (red.): Materiałoznawstwo włókiennicze dla ZSZ WSiP, Warszawa 1987
Materiały z seminarium
9.
Polski Komitet Kolorystyki: XVI Seminarium Szkoleniowe
10.
Polski Komitet Kolorystyki: XVII Seminarium Szkoleniowe
11.
Polski Komitet Kolorystyki: XVIII Seminarium Szkoleniowe
12.
Polski Komitet Kolorystyki: XIX Seminarium Szkoleniowe
13.
Polski Komitet Kolorystyki: XX Seminarium Szkoleniowe
14.
Polski Komitet Kolorystyki: XXI Seminarium Szkoleniowe
15.
Polski Komitet Kolorystyki: XXII Seminarium Szkoleniowe
16.
Polski Komitet Kolorystyki: XXIII Seminarium Szkoleniowe
Wyszukiwarka
Podobne podstrony:
Otrzymywanie suszow ziemniaczanych i ich przydatnosc w technologii gastronomicznej , Cel przetwarzan
Fizjoterapia w innych specjalnościach testy na egzamin, pytania egzamin wstepny awf, awf
zagadnienia 1-19 plus 25 i bez paru innych, Opracowanie zagadnień na zaliczenie
Materiały od prof Foltynowicza wyroby włókiennicze (2)
Wpyw lekw i innych zwizkw chemicznych na kwasy
lista kontrolna dla malych firm produkujacych wyroby z wlokien poliestrowo szklanych
Fizjoterapia w innych specjalnościach testy na egzamin, AWF, Wstępne
Zestawienie porównawcze kosztów ofertowych i innych walorów ofert na wykonanie remontu, Pliki DOC PP
Odpowiedź sekretarza MZ w sprawie przestrzegania obowiązujących norm na wyroby medyczne (środki dezy
wyroby włókiennicze word
Nakladki pedalow z innych wersji Golfa
Wpływ rozwoju motoryzacja i innych środków transportu na środowisko naturalne
Kolejna zmiana ustawy o VAT – stawka VAT na wyroby medyczne
Wpływ leków i innych związkow chemicznych na kwasy nukleinowe
11 listopada na podstawie innych scen J6BPPXABQDTBJ7VUXBLIWPO4RNLHBXK3CCC3GNQ
więcej podobnych podstron