
Przetwó rstwó wtó rne
Prasowanie wstępne
Poprzez pojęcie przetwórstwa wtórnego (PW) rozumie się wytwarzanie wyrobów z półproduktów. Półprodukty
mogą być bardzo zróżnicowane, ich postać zależy od wielu czynników. Najważniejszymi są: materiał, rodzaj
wyrobu końcowego oraz technologia wytwarzania. PW jest stosowane wyłącznie do materiałów
termoplastycznych. PW stosuje się praktycznie tylko do produkcji seryjnych i wielko seryjnych. Zastosowanie tego
sposobu wytwórstwa do produkcji danych wyrobów podyktowane jest zazwyczaj względami ekonomicznymi.
Najczęściej stosowane metody PW to:
Formowanie ze zginaniem zginanie, gięcie
Formowanie ciśnieniowe wciskanie, radełkowanie, spęczanie
Rozciąganie
wyciąganie
Rozciąganie ciśnieniowe
wytłaczanie
Spotyka się wiele odmian każdej z powyższych metod. Do najbardziej znanych należą: np. formowanie próżniowe,
formowanie ciśnieniowe, wszelkiego rodzaju linie technologiczne wykorzystujące półprodukty w formie folii, itp.
Najczęściej stosowane termoplasty w PW to:
ABS - elementy przemysłowe wymagające dużej udarności.
ABS/PVC - sprzęt AGD.
Polistyren - niski koszt, niska udarność.
Sztywny PVC - dobra odporność chemiczna i pogodowa.
PC - sztywny, duża przenikalność optyczna, przeźroczyste opakowania, płyty
PC/ABS - wysoka udarność, sztywny i stabilny wymiarowo, łatwość przetwarzania, łatwy w nadawaniu kolorów,
stabilny cieplnie.
TPO/TPU - giętki, sztywny, odporny na uderzenia, bardzo dobre charakterystyki przy niskich temperaturach.
Największym odbiorcą wyrobów formowanych metodą próżniową są zakłady produkujące chłodziarki (komory
wewnętrzne, drzwi, pojemniki, półki) oraz wszelkiego rodzaju opakowania (do napojów, tace, pudełka itp.).
Drugim z kolei jest przemysł motoryzacyjny i lotniczy, gdzie z ABS wykonywane są nadwozia, deski rozdzielcze,
wewnętrzne części drzwi, elementy foteli, schowki itp. W przemyśle elektrotechnicznym wykonuje się metodą
formowania próżniowego elementy izolacyjne maszyn elektrycznych, obudowy i pokrywy. Także podświetlane
znaki drogowe z tworzyw akrylowych są wykonywane tą metodą. Z innych dziedzin można wymienić: produkcja
łodzi, wyposażenia wagonów kolejowych i statków, walizek, wózków dziecięcych, zabawek, mebli i elementów
dekoracyjnych.
W trakcie wtórnego formowania wyrobów z tworzyw wykorzystywany jest stan wysokoelastyczny polimerów, co
znaczy, że próbka poddawana działaniu naprężeń odkształca się sprężyście, a stan tego odkształcenia utrwalany
jest przez ochłodzenie kształtki poniżej temperatury zeszklenia. Formowanie wtórne jest, więc metodą
przetwórstwa, dla której surowcami wyjściowymi są najczęściej płyty lub folie. Zastępuje ona niekiedy technologię
wtrysku. Metodą tą można wytwarzać m.in. wyroby o bardzo małej grubości ścianki (rzędu setnych części mm) i o
znacznych gabarytach (rzędu kilku m2), co nie jest możliwe do uzyskania na wtryskarkach.
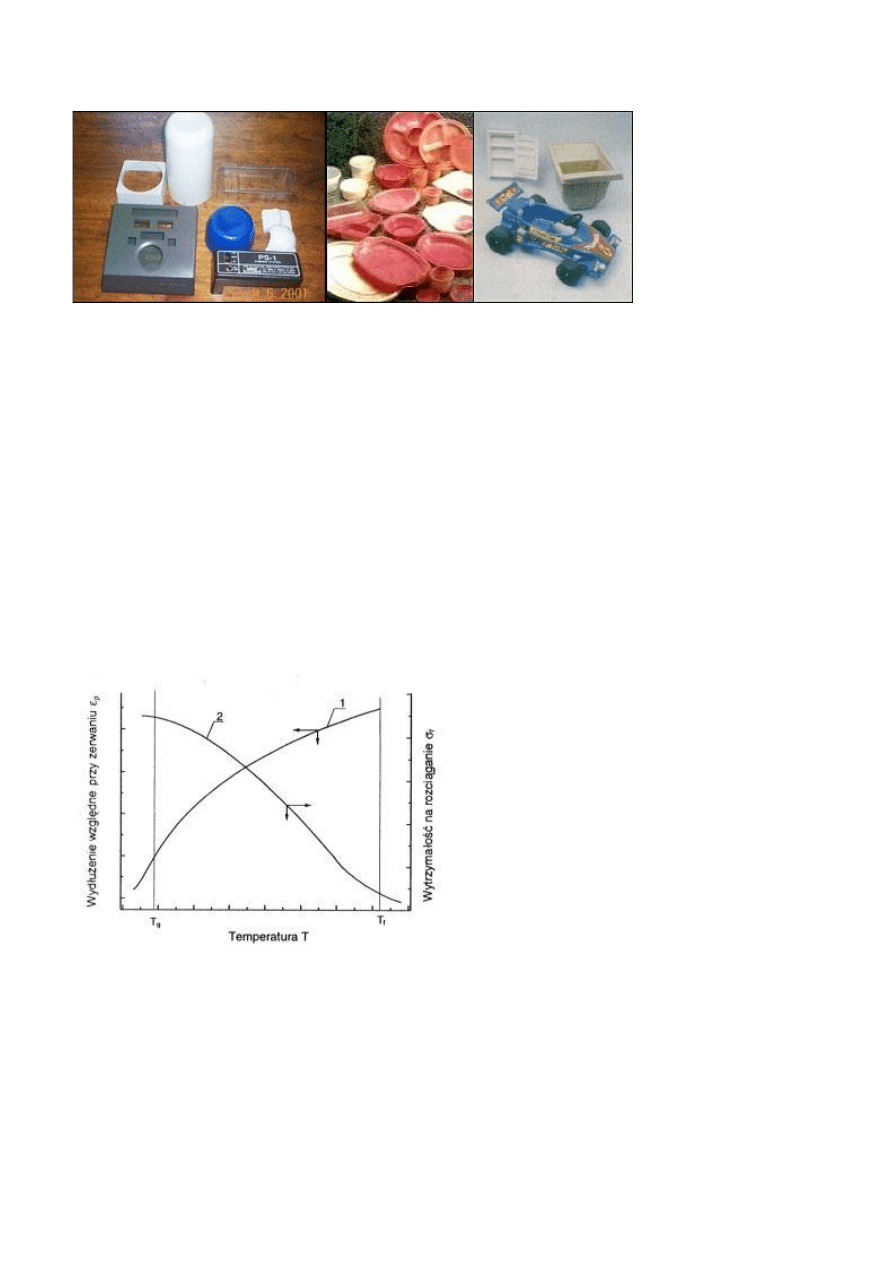
Istotny wpływ podczas formowania wtórnego mają wytrzymałość na rozciąganie (lub zginanie) oraz maksymalne
wydłużenie przy zerwaniu w temperaturze kształtowania. Ze względu na łatwość formowania najkorzystniejsza
byłaby możliwie duża wartość tej drugiej wielkości, co wiązałoby się ze stosowaniem odpowiednio wysokiej
temperatury (rys. 1), ale to oznacza wyraźne pogorszenie wytrzymałości tworzywa i możliwość zniszczenia
kształtki w trakcie procesu przetwórstwa. Wymieniona ostatnia ewentualność jest niedopuszczalna i w związku z
tym zachodzi konieczność wyznaczenia optymalnego zakresu temperatury, który zapewni poprawne warunki
formowania. Jak wynika z istoty odkształcenia wysokoelastycznego, kształt wyrobu jest nadany odwracalnie, tzn.
po ponownym ogrzaniu przedmiotu powyżej temperatury zeszklenia i usunięciu naprężeń zewnętrznych nastąpi
poodkształceniowy powrót oraz odzyskanie pierwotnego kształtu półwyrobu.
Rys.1 Wpływ temperatury na wydłużenie przy zerwaniu (1) i wytrzymałość na rozciąganie

Formowanie próżniowe
Formowanie próżniowe polega na ogrzaniu tworzywa do stanu wysokiej elastyczności i nadaniu mu kształtu
wyznaczonego formą za pomocą różnicy ciśnień, powstałej dzięki wytworzonej próżni między folią czy płytą a
formą. Stosuje się również kształtowanie nagrzanej płyty czy folii za pomocą sprężonego powietrza lub też
ruchomego stempla. Najczęstsze zastosowanie tej metody formowania to otrzymywanie wyrobów
cienkościennych o dużej powierzchni z polistyrenu PS, kopolimeru ABS, twardego PVC, polimetakrylanu metylu
PMMA, polietylenu PE, polipropylenu PP, celuloidu i octanów calulozy. Wyroby produkowane tą techniką to w
przeważającej większości opakowania, w formie wszelkiego rodzaju pojemników otwartych, z reguły dzielonych w
płaszczyźnie największego przekroju.
Wymienić można następujące zalety formowania próżniowego :
możliwość wytwarzania wyrobów o bardzo małej grubości ścianek i o znacznych gabarytach,
niski koszt form, co zmniejsza ryzyko przy uruchamianiu nowej produkcji,
możliwość stosowania form wielokrotnych, zwiększających wydajność produkcji,
znaczna swoboda wyboru surowca do formowania.
Do wad tej technologii zaliczyć należy:
wysokie ceny surowca - ceny płyt i folii są ok. 100% wyższe od cen granulatu,
powstawanie znacznych odpadów poprodukcyjnych przy obcinaniu (okrawaniu), których nie da się
bezpośrednio zagospodarować w tej technologii,
nierównomierności w grubości ścianek wyrobu,
pocienienia w narożach,
brak możliwości wykonania w jednej operacji otworów oraz gwintów,
konieczność wykonywania obróbki wykańczającej (obcinanie obrzeży, wiercenie otworów itp.).
Tworzywa stosowane do formowania próżniowego muszą spełniać następujące wymagania:
posiadać szeroki zakres temperatur, w którym możliwe jest termoformowanie,
umożliwiać uzyskanie odpowiedniej głębokości formowania: H/D (stosunek wysokości formowania do
średnicy),
powinny dobrze płynąć, dokładnie wypełniać zagłębienia i układać się na krawędziach formy,
folie lub płyty powinny charakteryzować się jednorodnością materiału w całym przekroju (bez pęcherzy),
wtrąceń, dziur, mieć lśniącą powierzchnię i stałą grubość,
powinny ulegać pod wpływem ogrzewania całkowitemu i równomiernemu zmiękczeniu tak, aby można
było formować wyroby przy nadciśnieniach lub różnicy ciśnień rzędu 1 bara (0,1 MPa),
mieć odpowiednią wytrzymałość cieplną, aby powierzchnia folii nie ulegała uszkodzeniu termicznemu
podczas nagrzewania,
zachować kształt po formowaniu i wytrzymałość wynikającą z cech materiału wyjściowego.
Przykładowe temperatury stosowane podczas formowania próżniowego wynoszą:
PVC twarde - 120-155
o
C,
polistyren - 120-150
o
C,
kopolimer ABS - 150-175
o
C,
polimetakrylan metylu 145-180
o
C,
poliwęglan - 230-245
o
C.
Wyróżniamy następujące rodzaje formowania próżniowego:
formowanie negatywowe (proste, z częściowym przytrzymywaniem, z mechanicznym rozciąganiem oraz
metodą "Air cushion control"),
formowanie pozytywowe (proste, z rozciąganiem mechanicznym lub powietrzno-mechanicznym oraz
metodą "Snap-back"),
oraz inne odmiany tego formowania (np. metodą z elastycznym workiem).
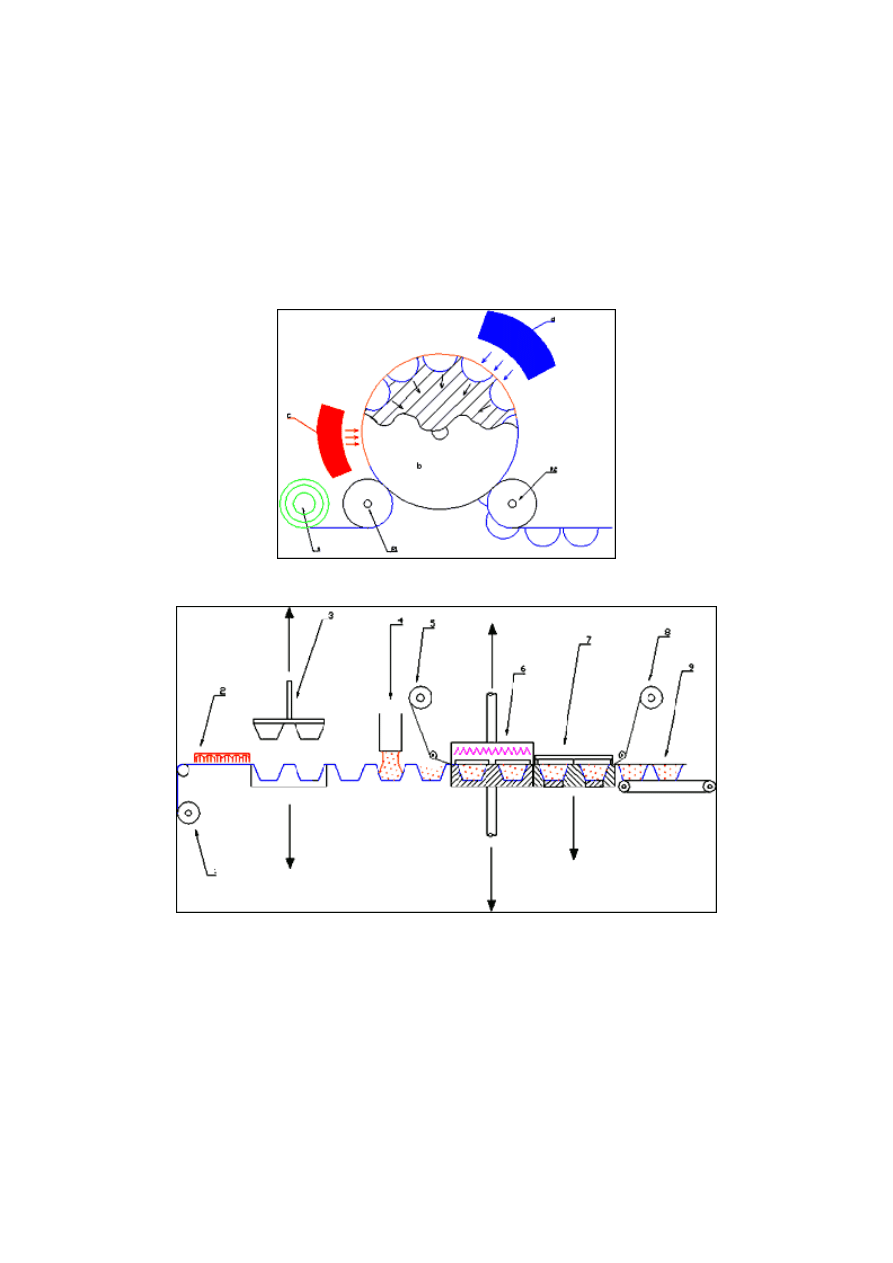
Schemat maszyny do formowania - napelniania - prasowania wykonywanych elementów
1. Folia na dno, 2. Stanowisko grzewcze, 3. Stanowisko formujące, 4. Stanowisko napełniające, 5. Folia na pokrywę, 6. Prasa, 7.
Stanowisko rozcinające, 8. Odzysk, 9. Gotowe elementy
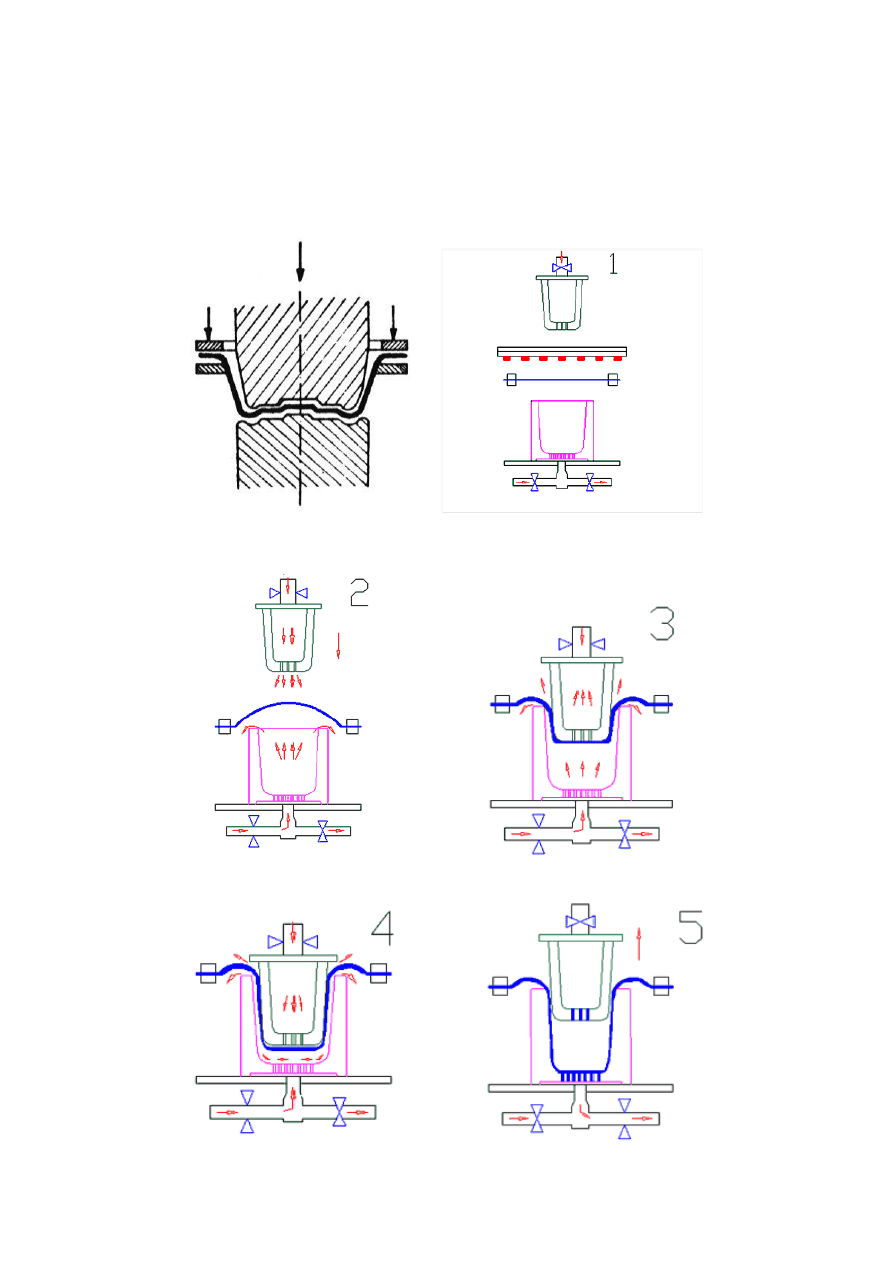
Termoformowanie stemplem
Formowanie mechaniczne, czyli kształtowanie przez rozciągania stemplem, zwane też tłoczeniem głębokim,
polega na wciskaniu ukształtowanego stempla w płytę tworzywa uprzednio ogrzanego do stanu wysokiej
elastyczności. W metodzie tej tworzywo mocowane jest na obrzeżu jak pokazano na rys. 14.
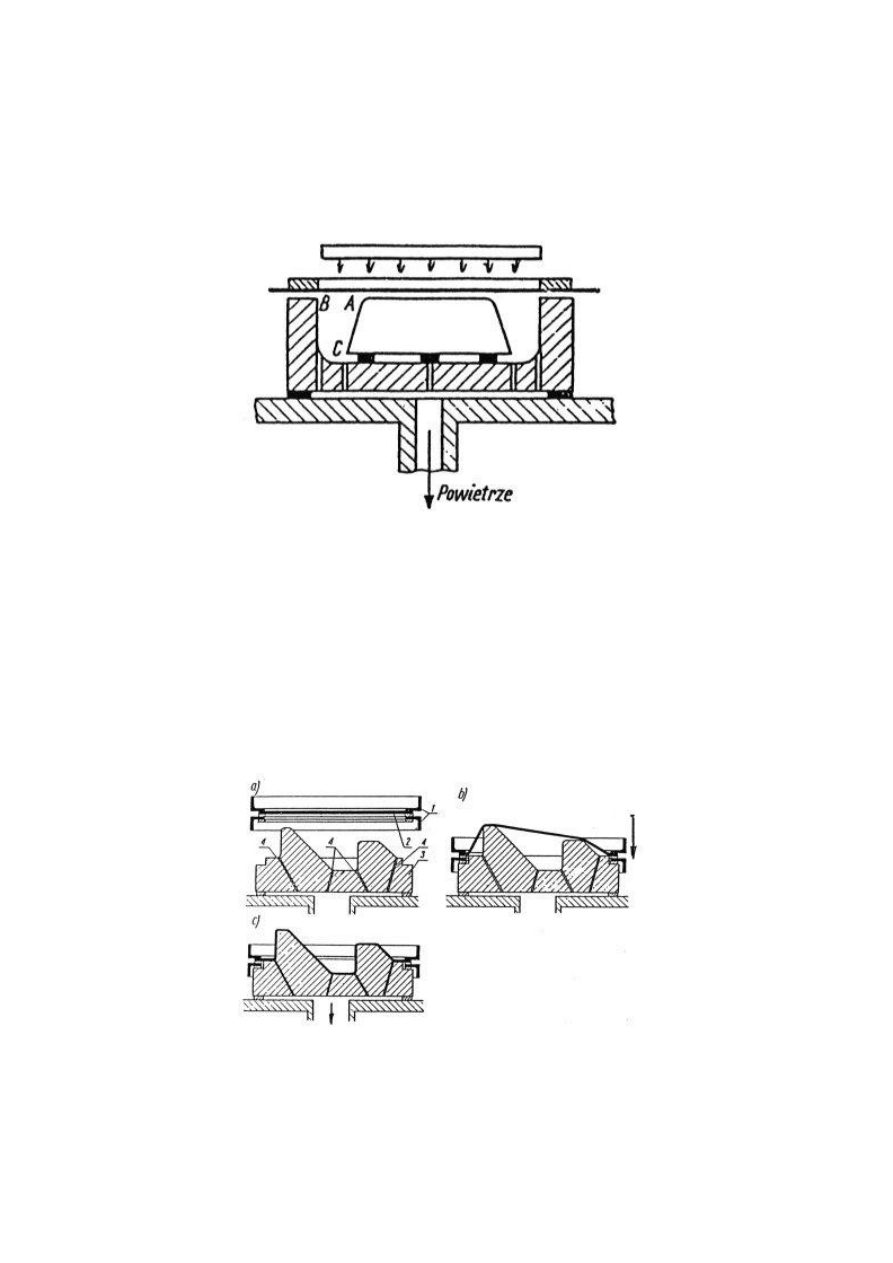
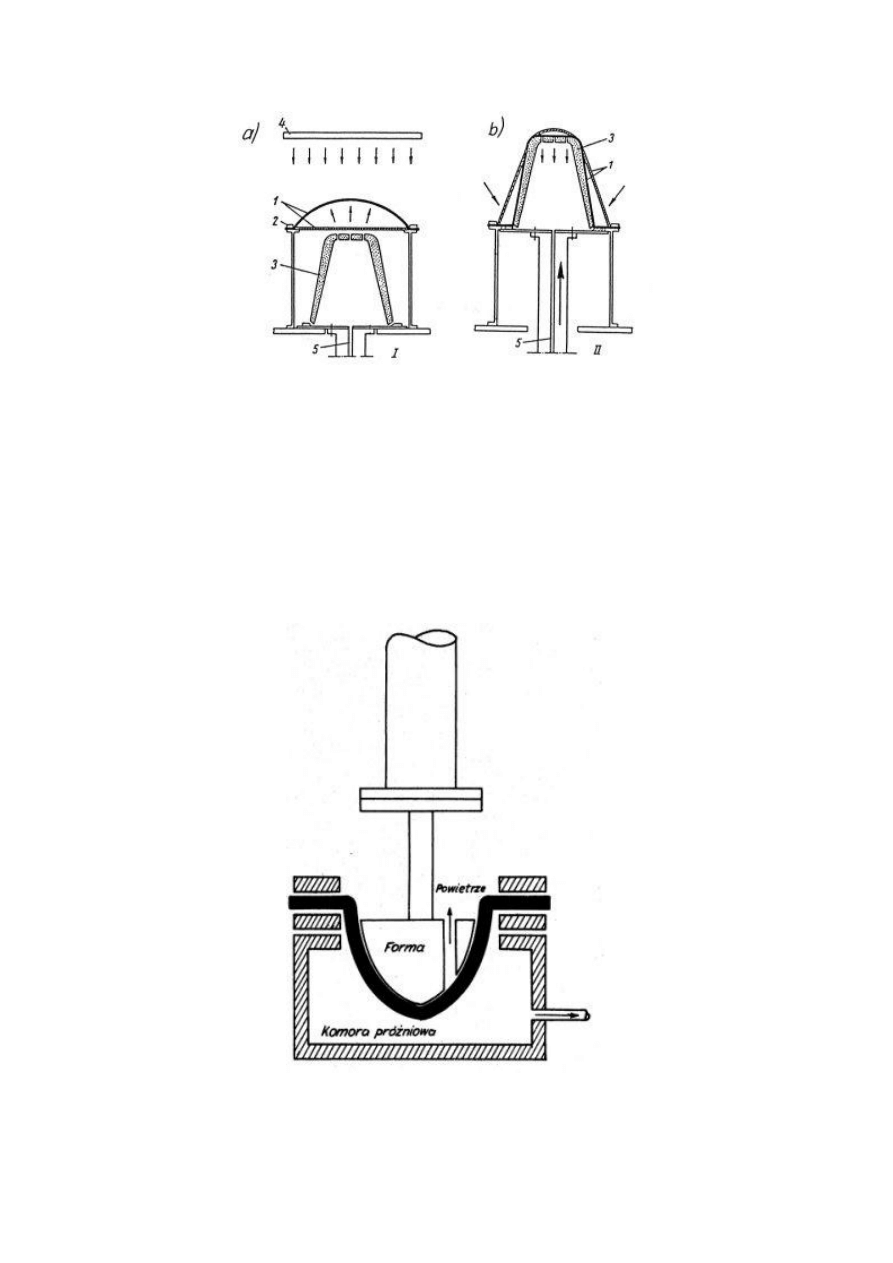
Formowanie pozytywowe
Stosowane formy w tej metodzie mają kształt wypukłych stempli, na które naciągana jest folia lub płyta w
procesie formowania (rys. 7).
Rys. 7. Zasada formowania pozytywowego, punkty A, B, C oznaczają charakterystyczne miejsca zmian grubości ścianki; na uformowanie
odcinka AC zużywany jest odcinek BA
W metodzie tej w porównaniu z metodą negatywową korzystniejszy jest rozkład grubości ścianki dla wyprasek o
tej samej głębokości tłoczenia. Tego rodzaju formowanie wykazuje jednak niedogodność, która w przypadku
produkcji masowej jest jednocześnie zagadnieniem ekonomicznym, a mianowicie wymaga przestrzegania
znacznych odstępów między poszczególnymi formami. Odległość ta (A) wyznaczona z praktyki w przybliżeniu
wynosi A~1,5 h. Gdzie h jest wysokością formy.
W celu uniknięcia pocienienia ścianki stosuje się analogicznie do metody poprzedniej, rozciąganie folii
mechaniczne (rys.8) i powietrzno-mechaniczne (rys. 9).
Rys. 8. Rozciąganie mechaniczne folii (ruchem ramy zaciskowej w dół), 1- rama obciągająca, 2- folia z tworzywa sztucznego, 3- forma
pozytywowa, 4- otwory łączące przestrzeń formowania z komorą próżniową (e 0,3 - 0,5 mm)
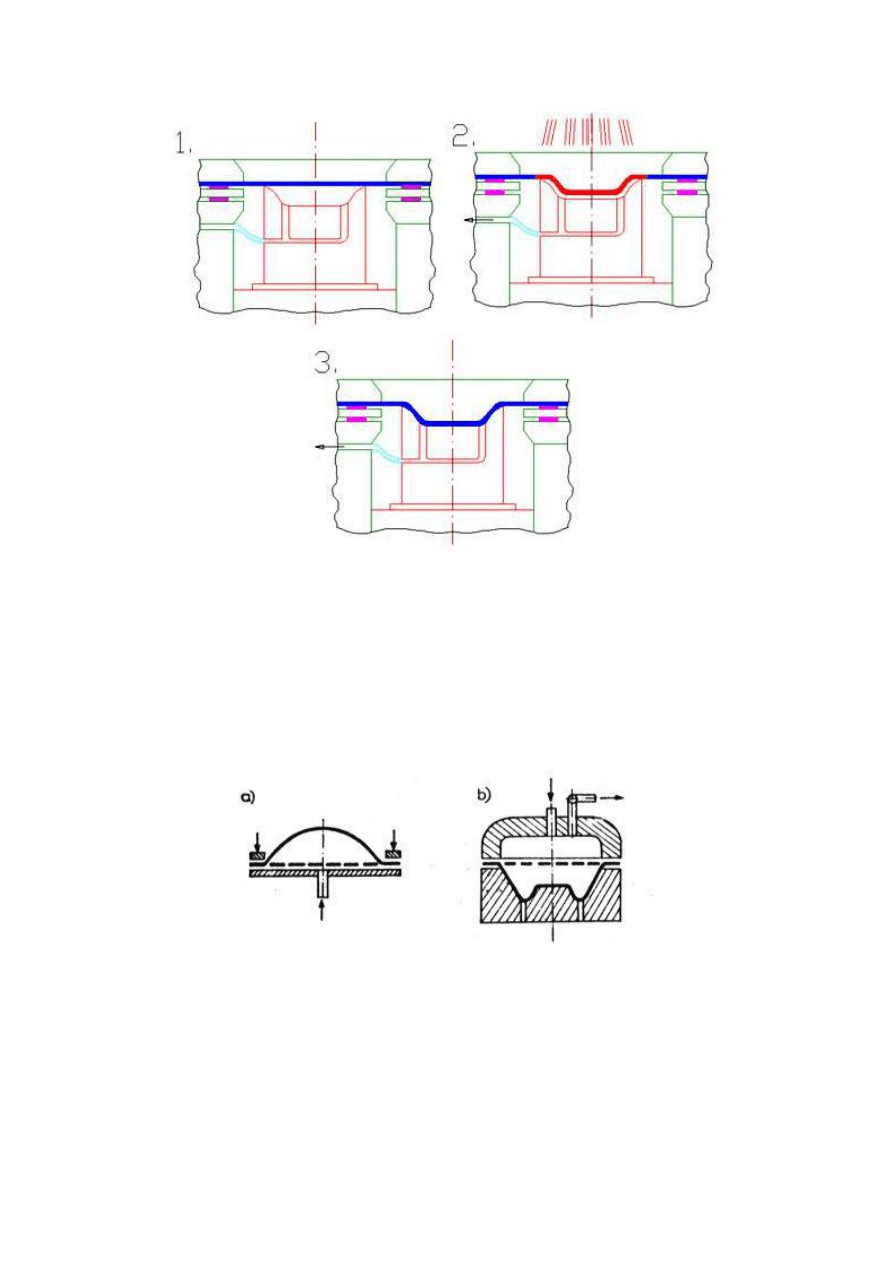
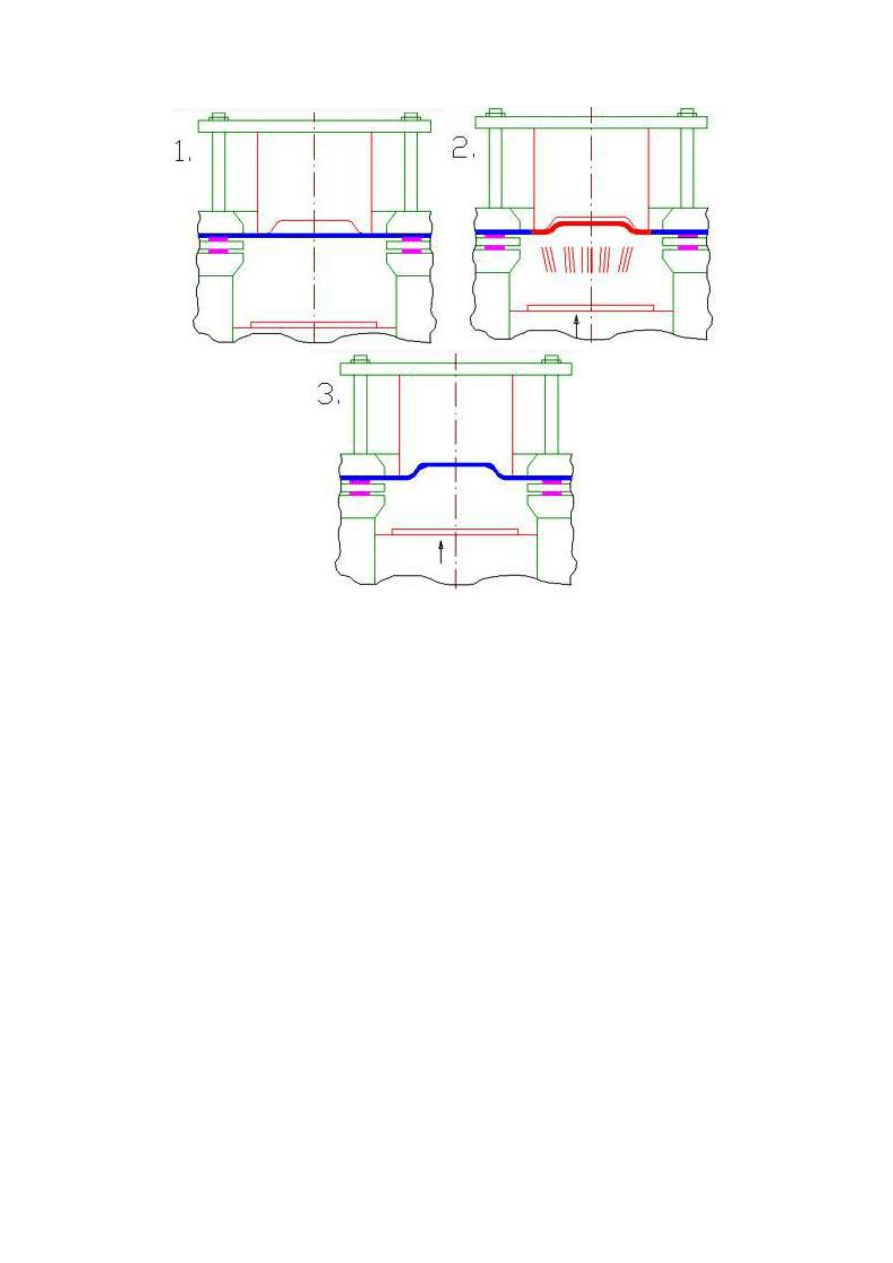
Rys. 9. Schemat formowania pozytywowego z powietrzno-mechanicznym rozciąganiem folii, a - nagrzewanie i rozdmuch, b - ruch
stempla do góry, rozciąganie mechaniczne, a następnie formowanie próżniowe
Odmianą metody pozytywowej jest tzw. metoda "Snap-back", której zasadę przedstawiono na rys. 10. Nagrzany
arkusz jest powoli wciągany do komory próżniowej. Przez opuszczenie formy spełniającej rolę tłoka następuje
zamknięcie przestrzeni między formą i arkuszem skąd następnie usuwa się powietrze. Równocześnie lekkie
nadciśnienie w komorze ułatwia proces formowania. Metoda ta stosowana jest często do laminowania
próżniowego.
Główną wadą metody pozytywowej jest większy odpad produkcyjny w postaci obrzeży, jak również
nierównomierna grubość ścianek, z reguły pocienienie ścianek bocznych.
Formowanie pozytywowe z wydmuchiwaniem
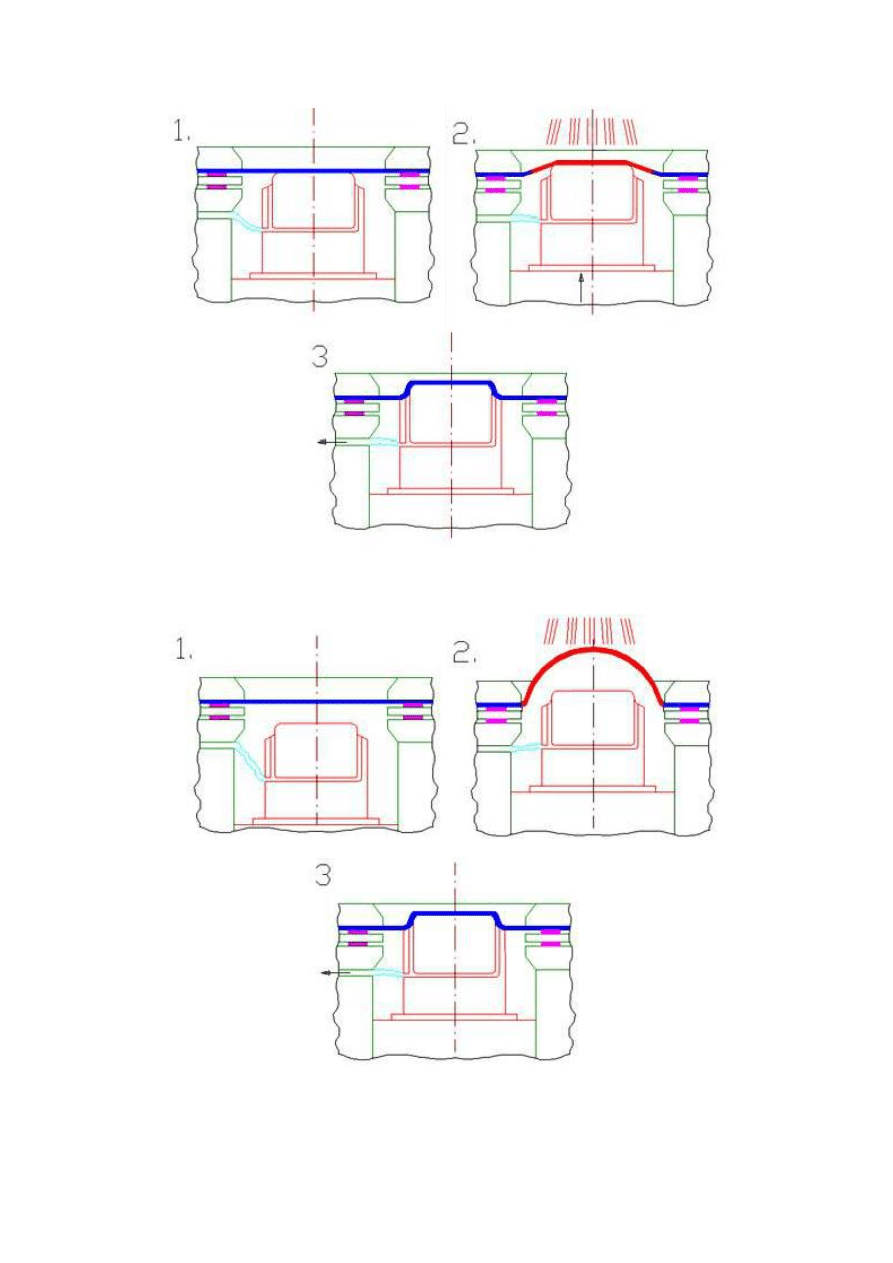
Formowanie negatywowe
Formowanie to polega na wciągnięciu folii lub płyty z tworzywa sztucznego w negatywową formę (wklęsłą
matrycę) - rys.2.
Rys. 2. Schemat formowania próżniowego negatywowego: a) przygotowanie do formowania i nagrzewanie, b) podłączenie do próżni i
formowanie, 1- folia z tworzywa sztucznego, 2- forma negatywowa, 3- rama dociskająca folię do formy, 4- uszczelka (możliwa również
praca bez uszczelki), 5- otwory łączące komorę formowania z "próżnią", 6- płyta grzewcza
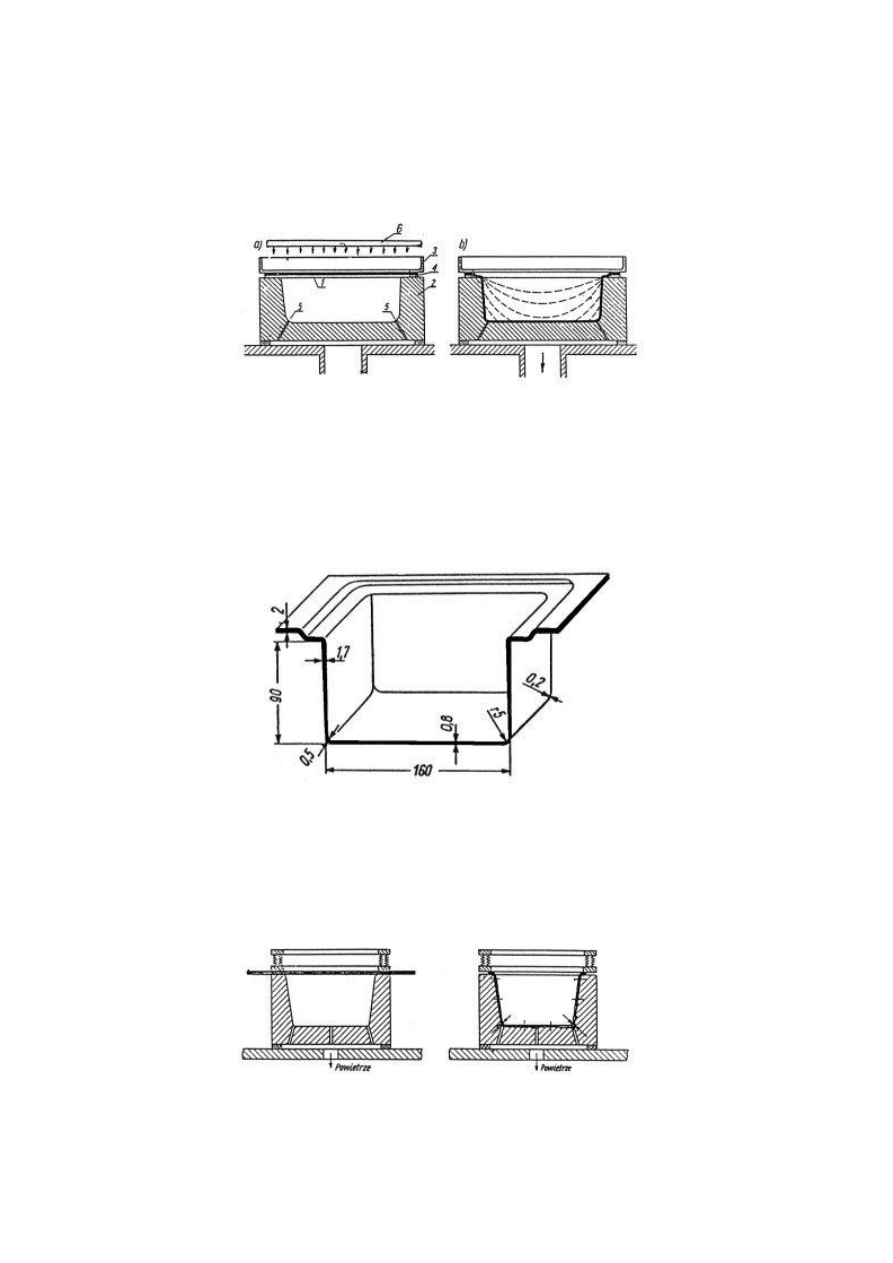
Wadą tej metody jest pocienianie ścianek wyrobu wraz ze zwiększaniem głębokości formowania (rys.3).
Optymalny stosunek głębokości formowania (H) do średnicy (D) wynosi: H/D = 0,4. Możliwe jest jego nawet
dwukrotne zwiększenie przez zastosowanie pochylenia ścianek.
Rys. 3. Przykładowy rozkład grubości ścianek wyrobu jako wynik formowania negatywowego
Zmniejszenie efektu pocienienia można również uzyskać stosując tzw. ekranowanie, polegające na osłanianiu
przed nagrzewaniem miejsc na folii, które w czasie formowania najbardziej ulegają wyciąganiu, lub stosując
częściowe przytrzymywanie folii przez ramę dociskową ze sprężynami (rys. 4).
Rys. 4. Formowanie negatywowe z częściowym przytrzymywaniem folii
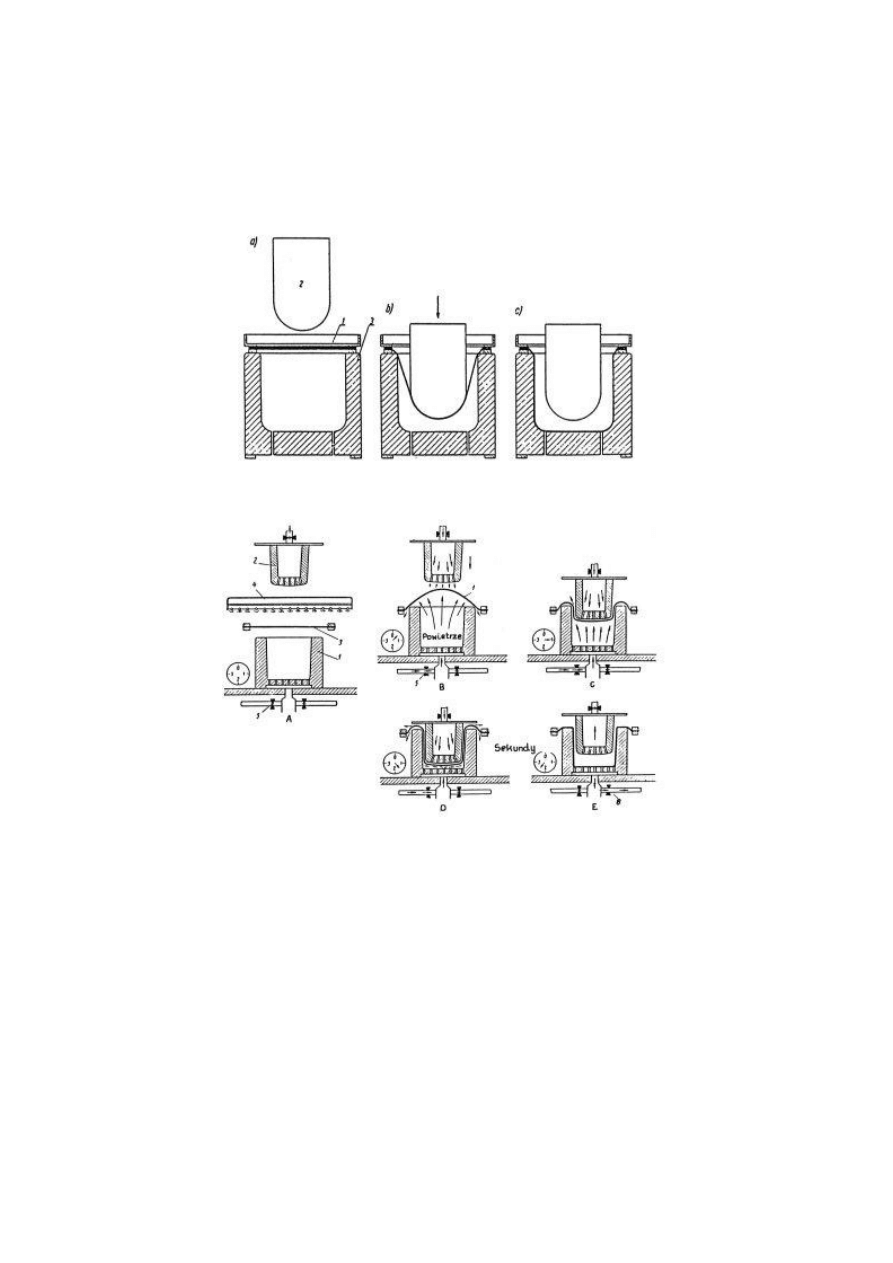
Przy większych głębokościach formowania (H/D > 0,5) stosuje się dodatkowo rozciąganie mechaniczne folii po jej
ogrzewaniu (rys.5). Unowocześniona metoda formowania negatywowego z rozciąganiem folii polega na
wykorzystaniu w procesie formowania gorącego, sprężonego powietrza (metoda "Air cushion control"). Schemat
tej metody przedstawia rys. 6 (w kółkach podane są czasy poszczególnych operacji w [s]).
Rys. 5 Formowanie negatywowe z mechanicznym rozciąganiem folii: 1 - folia, 2 - stempel, 3 - forma
Rys. 6. Formowanie negatywowe metodą "Air cushion control"
Odpowiednie pozycje na rys. 6 oznaczają:
A) przygotowanie do formowania i podgrzania folii,
B) otwarcie zaworu (5) i nadmuch gorącego powietrza pod ciśnieniem od 3 do 5 bar od strony formy
negatywowej oraz stempla, który w tym czasie przesuwa się w dół,
C) i D) dalszy ruch stempla w dół z równoczesnym nadmuchem sprężonego powietrza (rozciąganie folii na
poduszce powietrznej),
E) odłączenie nadmuchu, podłączenie do próżni (zaworem 6) w celu ostatecznego uformowania wyrobu,
wycofanie się stempla.
Formowanie negatywowe ciśnieniowe
Formowanie ciśnieniowe różni się od formowania próżniowego tym, że stosujemy tutaj do formowania zamiast
próżni nadciśnienie, które jest łatwiej wytworzyć. Jeżeli nie używamy w procesie formowania matryc, to taki
rodzaj nazywa swobodnym. Odmiana tego procesu w której używamy matrycy nazywa się formowanie
nadciśnieniowym matrycowym. Na rys. 13 przedstawiono sposób formowania ciśnieniowego swobodnego oraz
matrycowego.
Rys. 13. Formowanie nadciśnieniem: a) swobodne, b) w matrycy
Wyszukiwarka
Podobne podstrony:
Przetwórstwo wtórne
wieleba,przetwórstwo tworzyw sztucznych, PRZETWÓRSTWO WTÓRNE
przetworniki indukcyjne
Prop aut W9 Ses cyfr Przetworniki fotoelektryczne
Przetworstwo produktow rolniczych
MLEKO I PRZETWORY MLECZNE (2)
Ceny detaliczne i spożycie warzyw i ich przetworów
W10 Przetw A Cmin
W9 Przetw C A
przetworniki II opracowane
Przetwarzanie mleka koziego
dupont przetworstwo tworzyw4
Przetwornica buck id 406722 Nieznany
Materiały nieżelazne Tworzywa sztuczne Przetwórstwo Auto Expert
DYSLIPOPROTEINEMIE WTORNE 2012
przetworka spr ostatnie
dupont przetworstwo tworzyw9
więcej podobnych podstron