
Hartowność jako kryterium doboru stali konstrukcyjnych na ulepszane cieplnie części maszyn
1. CEL ĆWICZENIA- Celem ćwiczenia jest zapoznanie się ze sposobami doboru stali na ulepszane cieplnie
części maszyn na podstawie ich hartowności.
2. WIADOMOŚCI PODSTAWOWE- W ogólnych kosztach wytwarzania części maszyn koszt materiału
stanowi w większości przypadków, zwłaszcza w produkcji masowej, pozycję dominującą (50 ÷ 80%).
Właściwy dobór i pełne wykorzystanie właściwości materiału przez zastosowanie odpowiedniej obróbki
cieplnej mają decydujący wpływ na ekonomiczne i jakościowe wskaźniki gotowego wyrobu. Pod pojęciem
doboru „właściwego” należy rozumieć taki, który zapewnia osiągnięcie założonych właściwości
technologicznych i użytkowych bez zbędnego nadmiaru.
Mimo tej niewątpliwej ekonomicznej i jakościowej doniosłości zagadnienia w praktyce bardzo
często o doborze materiału decyduje się bez wszechstronnej analizy opartej na kryteriach
metaloznawczych. Główną przyczyną tego stanu rzeczy jest, jak się wydaje, niedostateczna znajomość
metaloznawstwa i obróbki cieplnej, a zwłaszcza nieznajomość praktycznych metod postępowania przy
doborze stali na podstawie najważniejszego kryterium, tj. kryterium hartowności.
Głównymi czynnikami technicznymi, które należy uwzględniać w analizie warunków eksploatacji
i produkcji części maszyn, są:
czynniki wytrzymałościowe, tj. rodzaj, wielkość i rozkład naprężeń użytecznych, wielkość
dopuszczalnych odkształceń sprężystych (sztywność konstrukcji) itp.,
właściwości warstwy wierzchniej, jak twardość, odporność na zużycie ścierne, odporność
korozyjna, stan naprężeń własnych, od których w dużym stopniu zależy wytrzymałość
zmęczeniowa itp.,
zakres temperatury pracy elementu,
właściwości technologiczne materiału istotne przy założonym sposobie produkcji, jak:
skrawalność, spawalność, plastyczność, technologiczność obróbki cieplnej itp.,
ogólna odporność korozyjna w warunkach pracy,
czynniki konstrukcyjne, jak wielkość i zróżnicowanie przekrojów, złożoność kształtu, wymagania
w zakresie stabilności wymiarowej itp.,
cena i dostępność na rynku.
W wyniku analizy wymienionych czynników należy ustalić najbardziej miarodajne kryteria doboru
stali, pamiętając o następujących zasadach, a mianowicie:
Stale niestopowe i stopowe różnych gatunków zahartowane na martenzyt i następnie
odpuszczone na jednakową twardość mają w temperaturze otoczenia bardzo zbliżone właściwości
mechaniczne, co umożliwia zastępowanie jednych gatunków innymi.
Głównym celem wprowadzania pierwiastków stopowych do stali do ulepszania cieplnego jest
uzyskanie takiej hartowności, która może zapewnić rozkład twardości na przekroju
odpowiadający rozkładowi naprężeń użytecznych. Niektóre pierwiastki wywierają również
charakterystyczny wpływ na właściwości mechaniczne i technologiczne, a zwłaszcza warunki
i efekty obróbki cieplnej.
Na stale o skomplikowanych kształtach należy stosować stale o dostatecznej hartowności przy
wolno chłodzących ośrodkach, aby uniknąć nadmiernych naprężeń i odkształceń hartowniczych.
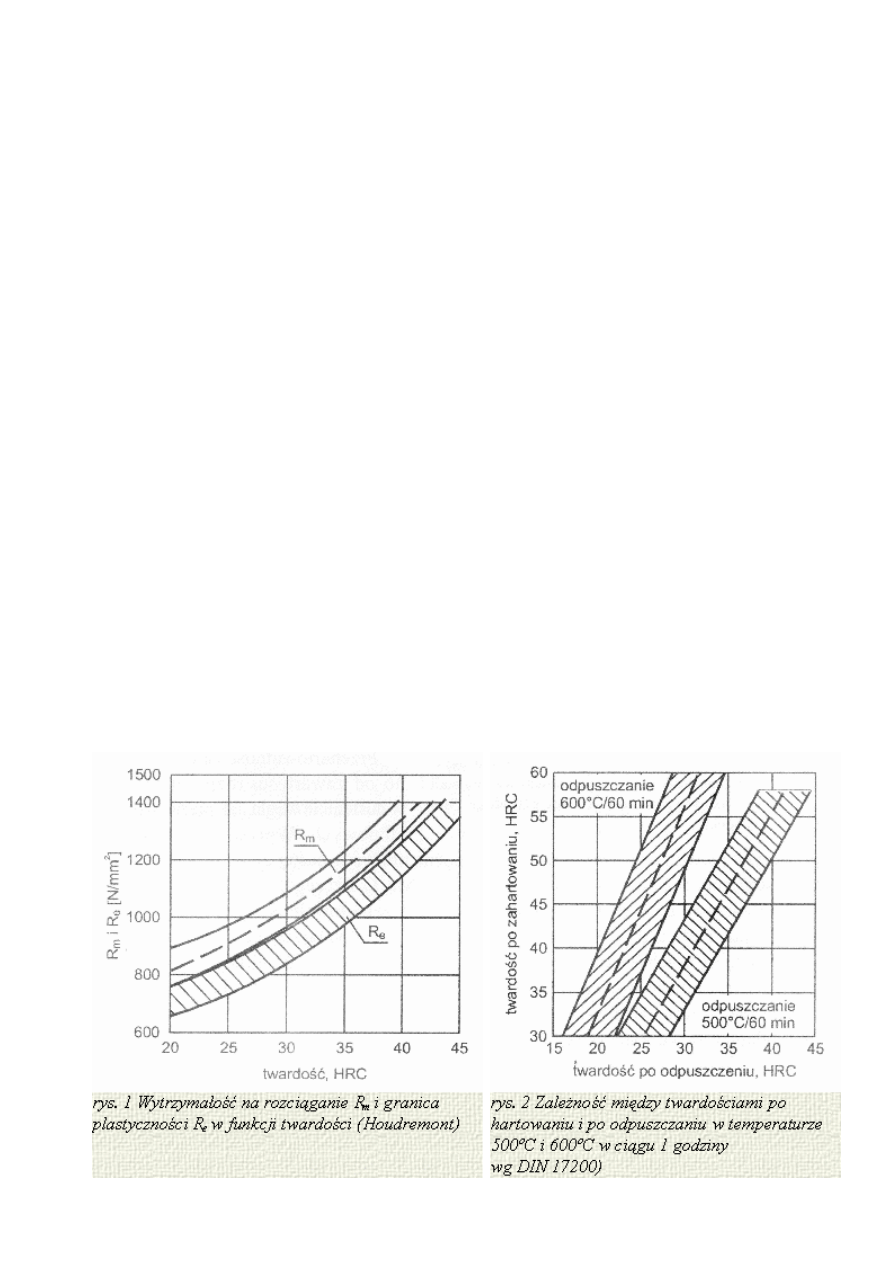
Liczne badania wykazały, że dla stali ulepszanych cieplnie wytrzymałość na rozciąganie (
R
m
),
granica plastyczności (
R
e
), a także stosunek
R
e
/R
m
i wytrzymałość zmęczeniowa wykazują wyraźną
zależność od twardości (rys. 1), zatem ta właśnie najprostsza do określenia cecha została ogólnie przyjęta
jako podstawowy miernik właściwości mechanicznych ulepszanych cieplnie stali konstrukcyjnych.
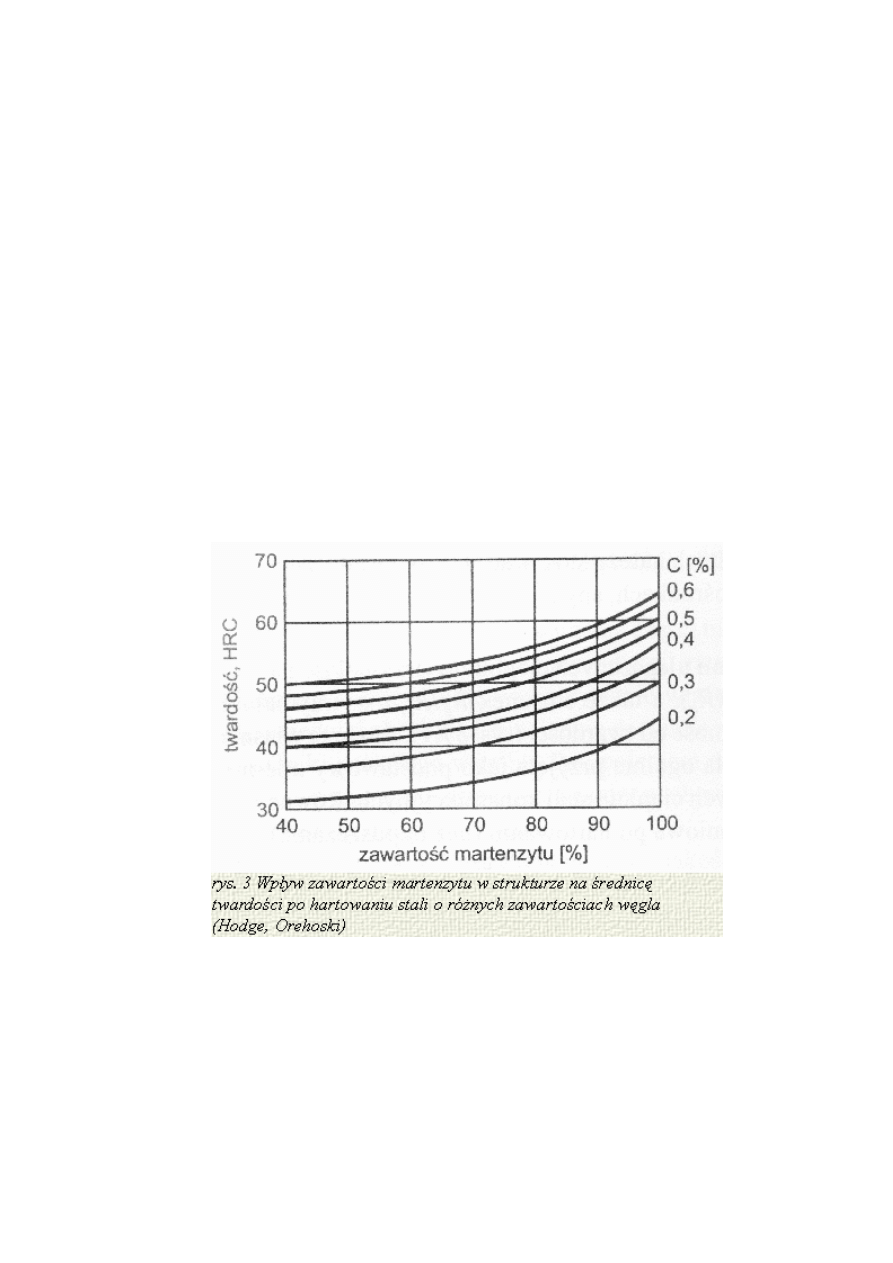
Równocześnie wiadomo, że twardość powierzchniowa po hartowaniu (bez odpuszczania) i jej rozkład na
przekroju są także miernikami zdolności danego gatunku do utwardzania, czyli hartowności. I tu nasuwa
się wniosek, że dla stali do ulepszania cieplnego płaszczyzną umożliwiającą porównanie różnych
gatunków i tym samym dobór odpowiedniego gatunku stali jest właśnie hartowność. Konieczne jest w
tym przypadku przejście od twardości po odpuszczaniu do twardości po hartowaniu, co ułatwia nam
zależność przedstawiona na rys. 2.
Pod pojęciem hartowności rozumie się zdolność stali do utwardzania się pod wpływem hartowania
(tworzenia struktury martenzytycznej lub bainitycznej) w zależności od parametrów austenityzowania i
szybkości chłodzenia. Hartowność obejmuje dwa podporządkowane mu pojęcia węższe, a mianowicie:
utwardzalność, czyli zdolność stali do reagowania na hartowanie, mierzona najwyższą osiągalną w
danych warunkach austenityzowania twardością,
przehartowalność, tj. zdolność stali do reagowania na hartowanie, mierzona głębokością
utwardzania przy określonej szybkości chłodzenia.
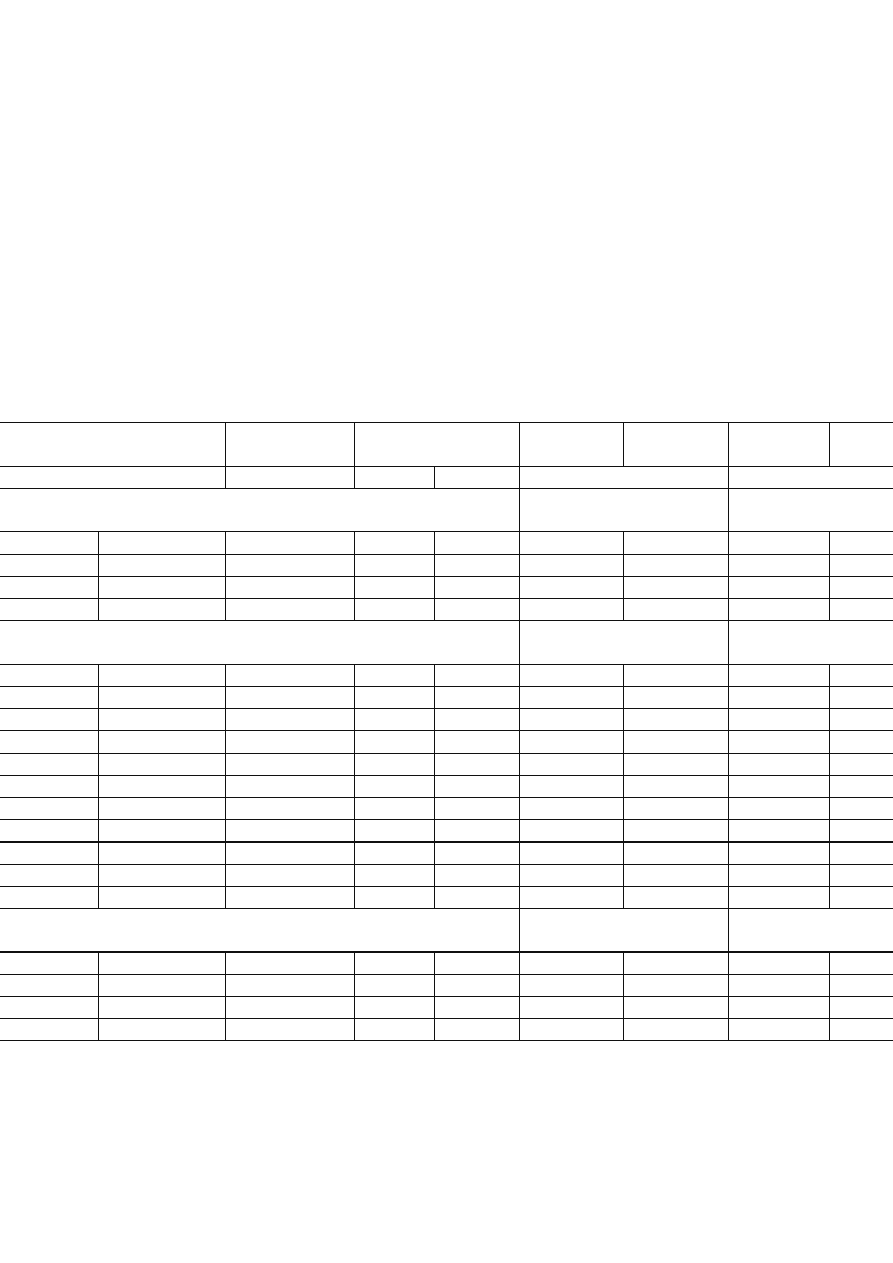
Utwardzalność zależy od zawartości węgla w martenzycie, natomiast praktycznie nie zależy od
zawartości pierwiastków stopowych. Na rys. 3 podane zostały maksymalnie osiągane twardości w funkcji
zawartości węgla w martenzycie oraz zawartości martenzytu po hartowaniu, zależnej od warunków
austenityzowania i szybkości chłodzenia.
Przehartowalność zależy zarówno od zawartości rozpuszczonego w austenicie węgla, jak
pierwiastków stopowych.
Wpływ pierwiastków stopowych i węgla na przehartowalność można ułożyć w następujący sposób
w kierunku wzrastającego wpływu: Si, Ni, Mn, Cr, V, Mo, C. Szczególny wpływ na hartowność wywiera
węgiel, który zwiększa zarówno przehartowalność (głębokość hartowania), jak i utwardzalność
(twardość). Cechą pozwalającą na porównywanie hartowności różnych gatunków stali jest średnica
krytyczna. W tablicy 1 podano przykładowe średnice krytyczne i właściwości wytrzymałościowe stali
konstrukcyjnych.
Znormalizowany (PrPN-EN ISO 642:1999) sposób badania hartowności metodą Jominy'ego
zapewnia stały rozkład szybkości chłodzenia wzdłuż próbek hartowanych czołowo. Doświadczalnie
określony na ww. próbkach rozkład twardości w funkcji odległości od powierzchni czołowej pozwala na
rozwiązanie wielu praktycznych zagadnień z dziedziny racjonalnego doboru stali na ulepszane cieplnie
części maszyn. Dokładność obliczeń hartowności jest na tyle wystarczająca, że można je wykorzystać w
praktyce do przewidywania właściwości stali po obróbce cieplnej. Możliwość wykorzystania krzywych
lub pasm hartowności w doborze stali opiera się na dwóch przesłankach:
zależności struktury i twardości stali od szybkości chłodzenia po austenityzowaniu,
korelacji między szybkościami chłodzenia wzdłuż próbki czołowej i na przekrojach prętów
różnych średnic.
Tablica 1 Średnice krytyczne i właściwości wytrzymałościowe stali konstrukcyjnych
Znak stali
Hartowanie
W-woda; O-olej
Średnica krytyczna
(50% marten.) [mm]
R
m
×10 [MPa]
R
e
×10 [MPa]
R
m
×10 [MPa]
R
e
×10 [MPa]
woda
olej
stan
stan
Normalizowany
Ulepszony
max ø 25 [mm]
C25
(25)
W
10
-
46-56
28
55-65
34
C35
(35)
W
10
-
54-66
32
60-72
37
C45
(45)
W
15
-
61-73
36
68-80
42
C55
(55)
W/O
20
10
66-81
39
75-85
47
Ulepszony
max ø 40 [mm]
Ulepszony
max ø 25 [mm]
28Mn6
(30G2)
w/o
30
20
80-95
55
70-85
45
44Mn28
(45G5)
O
-
25
85-100
65
75-90
50
35SiMn
(35SG)
W
40
(25)
90-105
65
80-95
55
34Cr4
(30H)
W/O
45
30
80-95
60
70-85
50
28Cr4
(40H)
W/O
60
40
95-110
70
80-95
55
50Cr4
(50H)
O
(65)
45
100-120
75
85-100
65
30CrMnSiA
(30HGS)
O
-
60
95-110
75
85-100
60
25CrMo4
(25HM)
W/O
70
40
75-90
60
70-85
50
35CrMo4
(35HM)
W/O
80
50
90-105
75
80-95
65
42CrMo4
(40HM)
O
(90)
60
100-115
80
90-105
70
40NiCrMo2KD (37HGNM)
W/O
80
50
90-105
75
80-95
60
Ulepszony
max ø 40-100 [mm]
Ulepszony
max ø 100-160 [mm]
40CrMoV9
(40H2MF)
O
-
250
110-130
90
100-120
80
36CrNiMo4
(36HNM)
O
-
100
90-105
70
80-95
60
34CrNiMo6
(34HNM)
O
-
150
100-120
80
90-110
70
30CrNiMo8
(30H2N2M)
O
-
250
110-130
90
100-120
80
Zależności między szybkościami chłodzenia próbki czołowej i prętów różnych średnic chłodzonych
w różnych ośrodkach zostały ustalone zarówno doświadczalnie, jak i w drodze obliczeń cieplnych. Rys. 4
przedstawia tę zależność dla przypadków chłodzenia w wodzie i oleju.
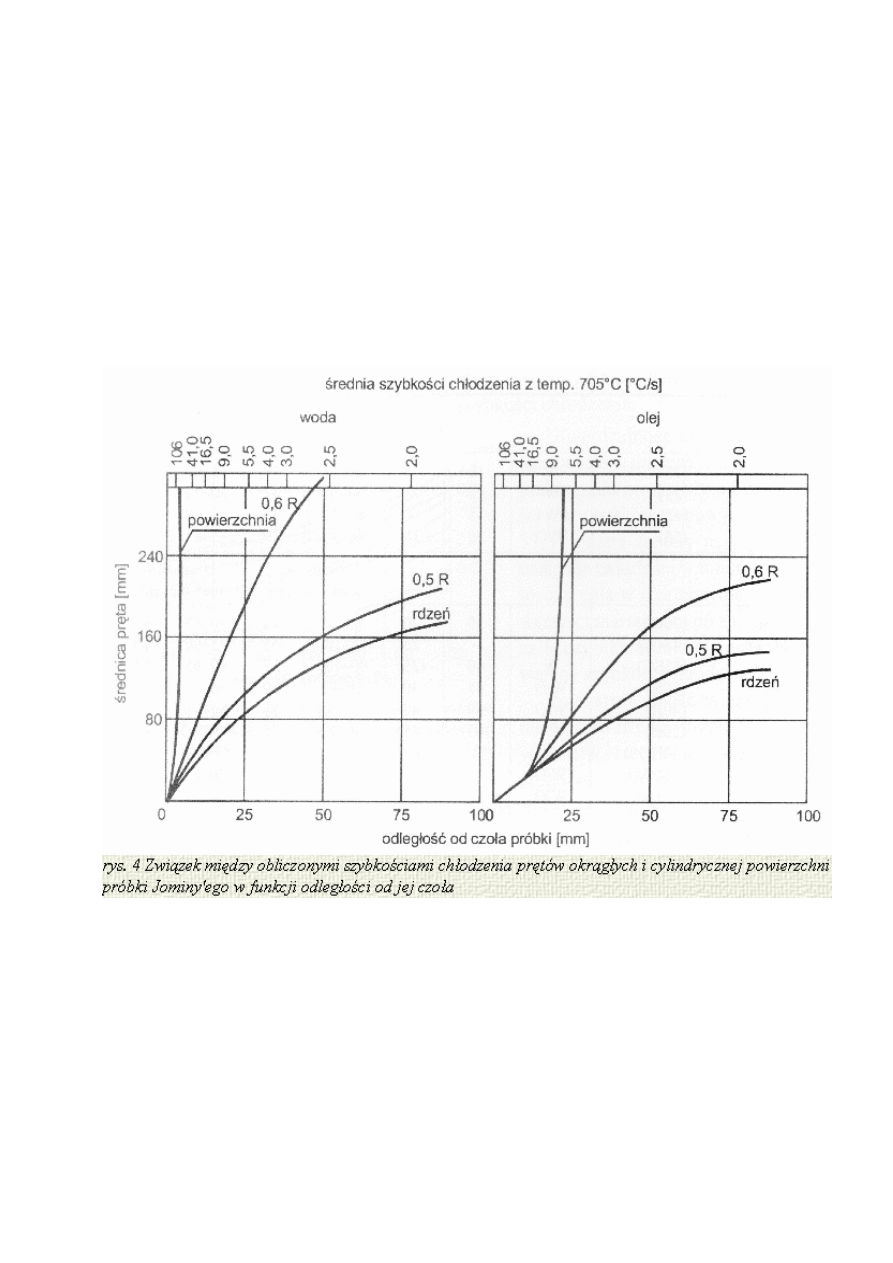
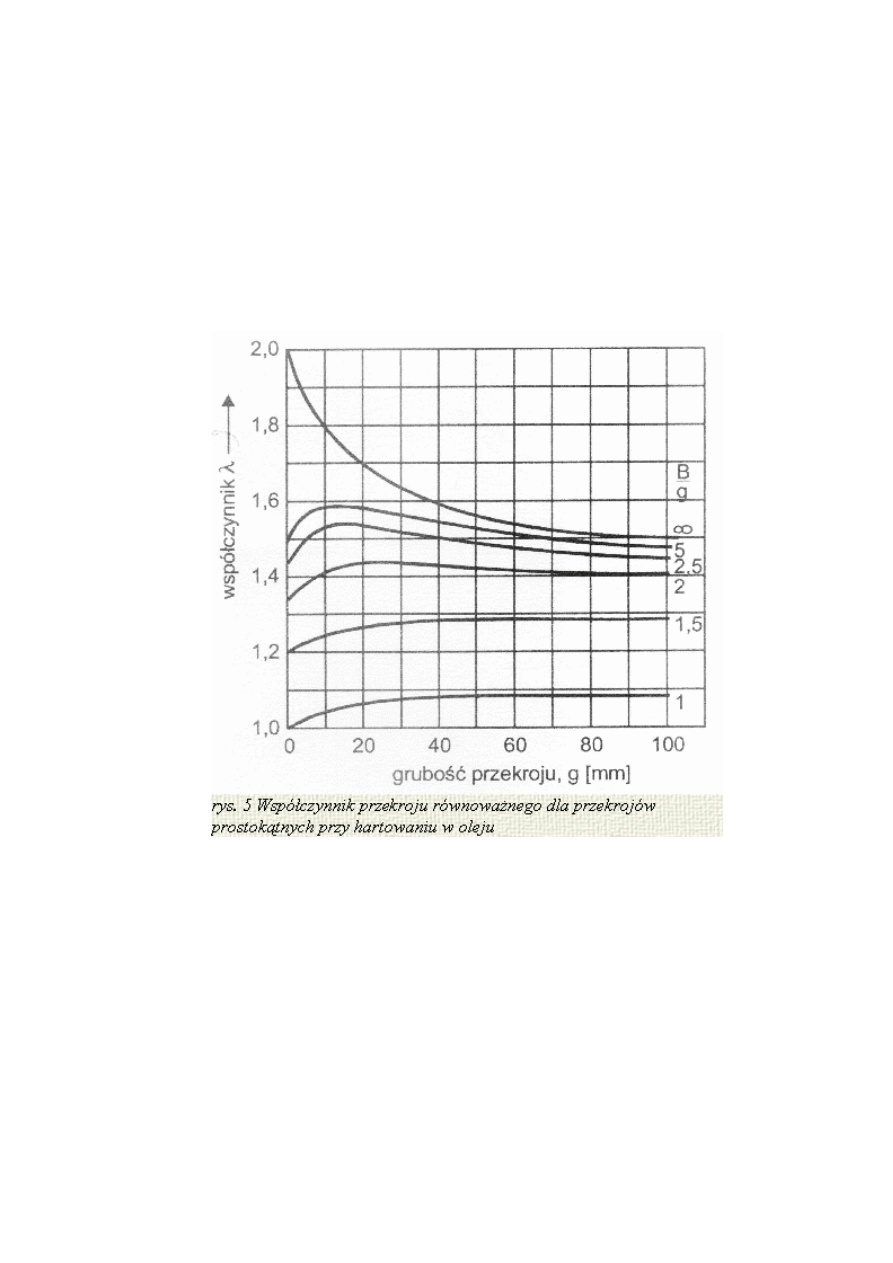
Przedstawione na rys. 4 zależności między szybkościami chłodzenia próbek czołowych i przekrojów
okrągłych pozwalają na wyznaczenie rozkładów twardości tylko dla prętów okrągłych. Aby dane te
można było wykorzystać dla bardzo często w praktyce hartowanych elementów o przekrojach
nieokrągłych, wprowadzono pojęcie tzw. przekroju równoważnego. Przekrojem równoważnym nazywa
się przekrój pręta okrągłego o tak dobranej średnicy, aby szybkość stygnięcia w jego środku odpowiadała
szybkości stygnięcia w środku danego przekroju. Na rys. 5 przedstawiono przykładowo wykres
opracowany dla hartowanych w oleju przekrojów prostokątnych, umożliwiający określenie średnic
równoważnych
d
r
[mm] =
g • λ, gdzie g - grubość prostokąta [mm], B - szerokość prostokąta [mm], λ -
współczynnik przekroju równoważnego.
Przedstawione dotychczas w formie wykreślnej zależności (rys. 1÷4) pozwalają na łatwe i szybkie
rozwiązanie szeregu zadań dotyczących graficznego doboru stali na elementy ulepszane cieplnie na
podstawie kryterium hartowności. Metodyka wykorzystania pasm hartowności w doborze stali
uzależniona jest od rodzaju zadania do rozwiązania, a poniżej przedstawiony przykład ułatwi
posługiwanie się wykresami.
Przykład
Dobrać gatunek stali na wał o średnicy ø 40 mm, który ma być ulepszony cieplnie dla osiągnięcia
granicy plastyczności
R
e
≥ 760 [MPa] (wymagania mogą również dotyczyć wytrzymałości na rozciąganie
(
R
m
) lub twardości po ulepszaniu cieplnym (HRC)). Dla uniknięcia możliwości pęknięć hartowniczych
oraz zmniejszenia odkształceń i kosztownej obróbki mechanicznej po ulepszaniu cieplnym hartowanie
należy przeprowadzić w oleju. Ze względu na dynamiczny charakter obciążeń wymaga się dobrej
ciągliwości, co powinna zapewnić temperatura odpuszczania 500 °C. Rozkład naprężeń na przekroju
pozwala dopuścić 50% martenzytu w osi wału.
Postępowanie przy rozwiązywaniu zadania jest następujące:
Z rys. l odczytujemy, że granicy plastyczności
R
e
= 760 [MPa] odpowiada twardość po
odpuszczaniu 28HRC, którą wał powinien posiadać w środku przekroju.
Z rys. 2 odczytujemy, że twardości 28HRC po odpuszczaniu w temperaturze 500 °C odpowiada
twardość po hartowaniu – 34HRC.
Z rys. 3 wynika, że dla uzyskania twardości po hartowaniu - 34HRC przy 50% udziale martenzytu
w strukturze minimalna zawartość węgla w stali wynosi 0,23%.
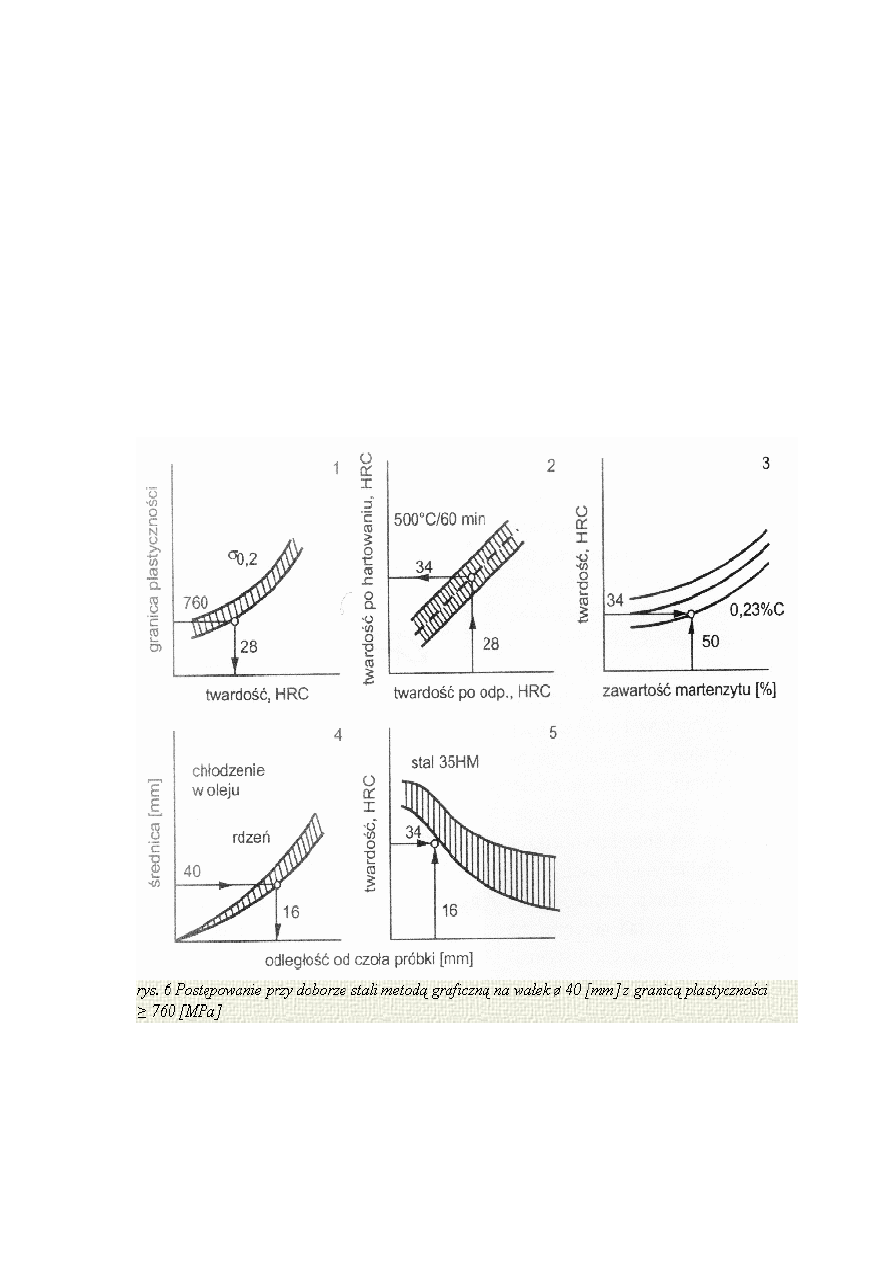
Z rys. 4 określa się niezbędną szybkość chłodzenia w osi wałka o średnicy 40 [mm] hartowanego
w oleju, wyrażoną w jednostkach odległości od czoła próbki Jominy'ego - odległość ta wynosi
16 [mm].
Parametry - twardość po hartowaniu - 34HRC i odległość od czoła – 16 [mm] nanosi się na pasma
hartowności gatunków stali zawierających więcej niż 0,23% C (patrz
Karty materiałowe różnych
gatunków stali). Założone w zadaniu wymagania spełni tylko taki gatunek stali, dla którego punkt
o współrzędnych: 34HRC i 16 [mm] leży na dolnej krzywej pasma lub poniżej. Tym wymaganiom
odpowiadają np. stale gat. 35CrMo4 (35HM) lub gat. 34Cr4 (35H). Ten drugi gatunek stali winien
być odrzucony z uwagi na fakt, iż jako bezmolibdenowy nie zabezpiecza przed kruchością
odpuszczania przy temperaturze 500 °C. Tok przedstawionego powyżej postępowania został
zilustrowany schematycznie na rys. 6.
Opierając się na graficznej metodzie doboru stali na elementy ulepszane cieplnie został opracowany
program komputerowy umożliwiający w prosty i bardzo szybki sposób dobranie gatunku stali na części
maszyn ulepszane cieplnie, które winny charakteryzować się określoną granicą plastyczności (
R
e
) bądź
wytrzymałość na rozciąganie (
R
m
) lub twardością. Program nazywa się AK-HART i został napisany

w języku Turbo Pascal. Do programu dołączona jest baza danych z pasmami hartowności stali do
ulepszania cieplnego i jej odpowiedników wg norm: DIN, ASTMA i GOST. Program umożliwia
prześledzenie doboru stali i zrobienie wydruku zawartości ekranu.
3. MATERIAŁY I URZĄDZENIA
Komplet wykresów podających
zależności:
HRC
har
= f ( HRC
odp
); R
m
,
R
e
= f (HRC
har
); HRC
har
=f ( % C, % martenzytu ); d = f (l
odl. od czoła
),
pasma hartowności stali konstrukcyjnych do ulepszania cieplnego, komputer z drukarką, program
komputerowy AK-HART nt.:
Hartowność jako kryterium doboru stali na ulepszane cieplnie części
maszyn.
4. PRZEBIEG ĆWICZENIA
Ćwiczenie obejmuje:
wprowadzenie: zasady doboru stali na części maszyn; pojęcie hartowności jako cechy
technologicznej materiału,
metodykę doboru stali na ulepszane cieplnie części maszyn z wykorzystaniem kryterium
hartowności (graficzna i w oparciu o program komputerowy AK-HART),
indywidualne rozwiązanie zadań dotyczących doboru stali na różne części maszyn według
wskazań prowadzącego zajęcia.
5. WYTYCZNE DO OPRACOWANIA SPRAWOZDANIA
Sprawozdanie z ćwiczenia winno zawierać:
opis metody i toku postępowania przy rozwiązywaniu metodą graficzną zadanego tematu,
rozwiązanie zadanego tematu z zastosowaniem programu komputerowego AK-HART,
uzasadnienie celowości doboru stali na podstawie jej hartowności.
6. LITERATURA UZUPEŁNIAJĄCA
1. Luty W., Zasady doboru stali konstrukcyjnych na obrabiane cieplnie części maszyn, IMP, Warszawa
1974.
2. Obróbka cieplna stopów żelaza, poradnik inżyniera, WNT, Warszawa 1977, s. 54-58.
3. Polska Norma: PrPN-ENISO 642: 1999, Stal. Badanie hartowności metodą hartowania od czoła.
Opracowała: Anna Rutkowska
Wyszukiwarka
Podobne podstrony:
3 Co stanowi kryterium doboru stali żarotrwałych do zastosowań specjalnych
Kryteria doboru windy, PKM
16.10.2013, Kryteria doboru metod pracy pozalekcyjnej i terapii zajęciowej (por
Lekcja 3 Psychomotoryczne kryteria doboru pracownik w
ZASADY DOBORU STALI NA CZĘŚCI MASZYN - Lab 8, Studia, Materiałoznastwo, Metaloznastwo i Podstawy Obr
16 Gliwicz, Gliwicz, Konkurencja o zasoby i drapieznictwo jako czynniki doboru (2009)
WYKŁAD 9 KRYTERIA DOBORU SYSTEMU WYBIERANIA
KRYTERIA DOBORU REPRETUARU, konspekty
Liczbę Reynoldsa stosuje się powszechnie jako kryterium pozwalające na oszacowanie stateczności ruch
Kryteria doboru wzorów dynamicznych do analizy nośności pali w bud hydrotechnicznym
KRYTERIA DOBORU METOD KSZTALCENIA[1], pedagogika
FALSYFIKOWALNOŚĆ JAKO KRYTERIUM NAUKOWOŚCI TEORII, FILOZOFIA, -nauki
analiza rentowności jako kryterium oceny finansowej przedsię, Firmy i Przedsiębiorstwa
Sprawko ergonomia Antropometryczne kryteria doboru środków ochrony indywidualnej
Wpływ temperatury hartowania na strukturę i właściwości stali 40H, Nauka o materialach
cele marketingowe jako kryteria oceny i wyboru strategii, Marketing
więcej podobnych podstron