
MATERIAŁY CERAMICZNE I KOMPOZYTOWE
Spiekane
MATERIAŁY CERAMICZNE I KOMPOZYTOWE
SPIEKANIE
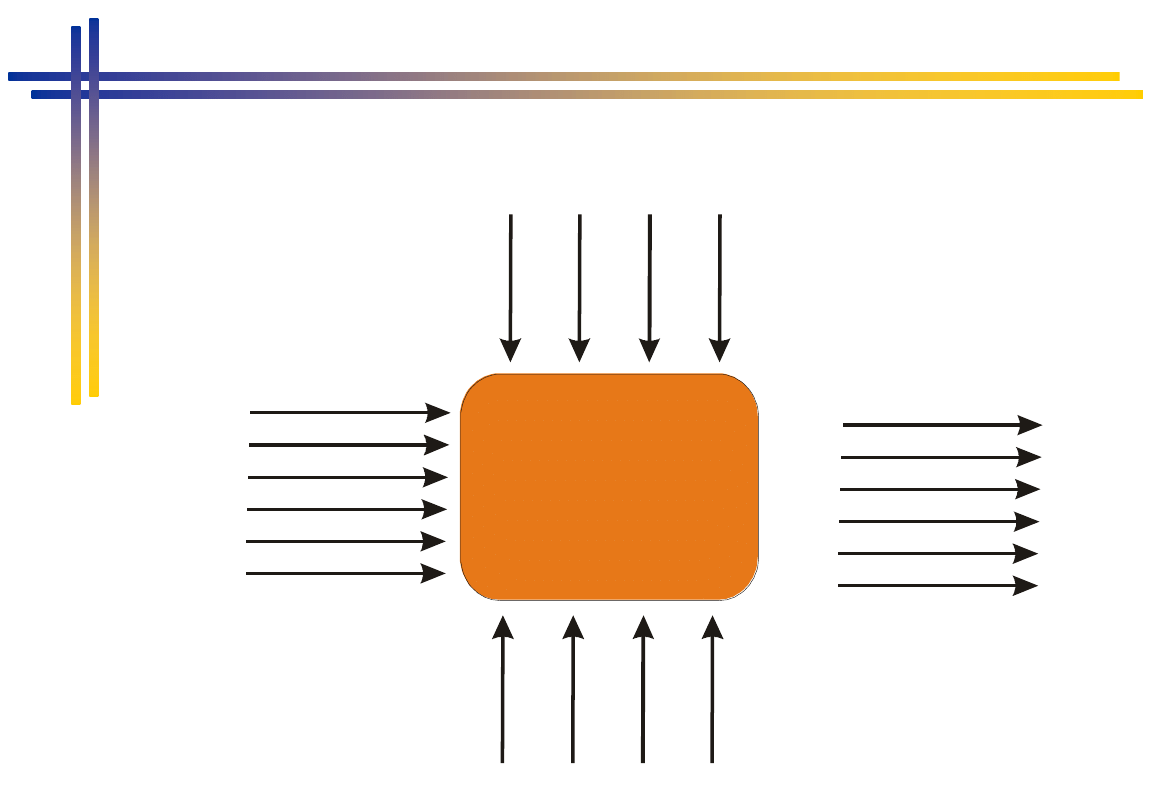
Metoda formowania kształtki
Gęstość po formowaniu
Zachowanie kształtu
Wielkość ziaren proszku
Czynniki niekontrolowane
Czynniki kontrolowane
Gęstość spieku
C
za
s
Te
m
pe
ra
tu
ra
C
iś
ni
en
ie
In
ne
Skład fazowy proszku
Wytrzymałość mechaniczna
Inne
Inne
Skład chemiczny proszku
Surcz
Porowatość
Czynniki warunkujące procesy spiekania
MATERIAŁY CERAMICZNE I KOMPOZYTOWE
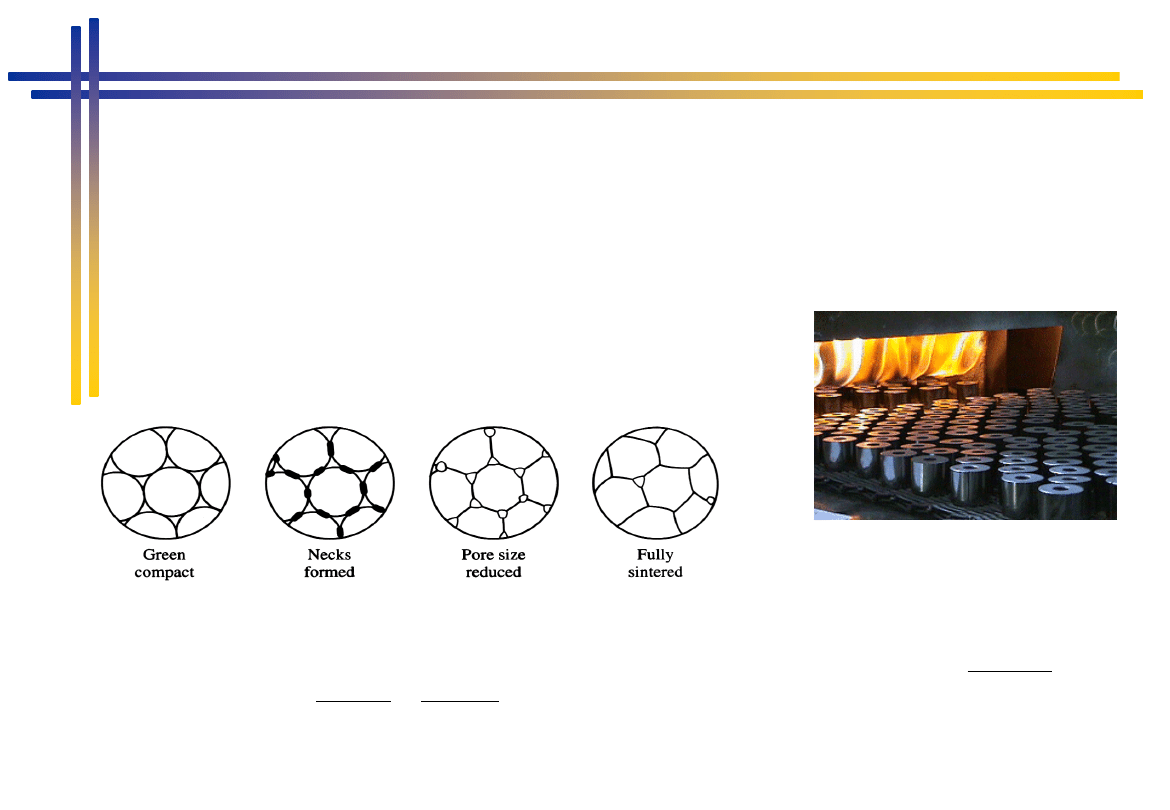
Schematycznie przedstawione zmiany
geometrii układu ziaren proszku podczas spiekania

MATERIAŁY CERAMICZNE I KOMPOZYTOWE
Procesy spiekania - podział
Spiekanie w fazie stałej
Spiekanie w fazie ciekłej
Spiekanie w fazie supersolidus
MATERIAŁY CERAMICZNE I KOMPOZYTOWE
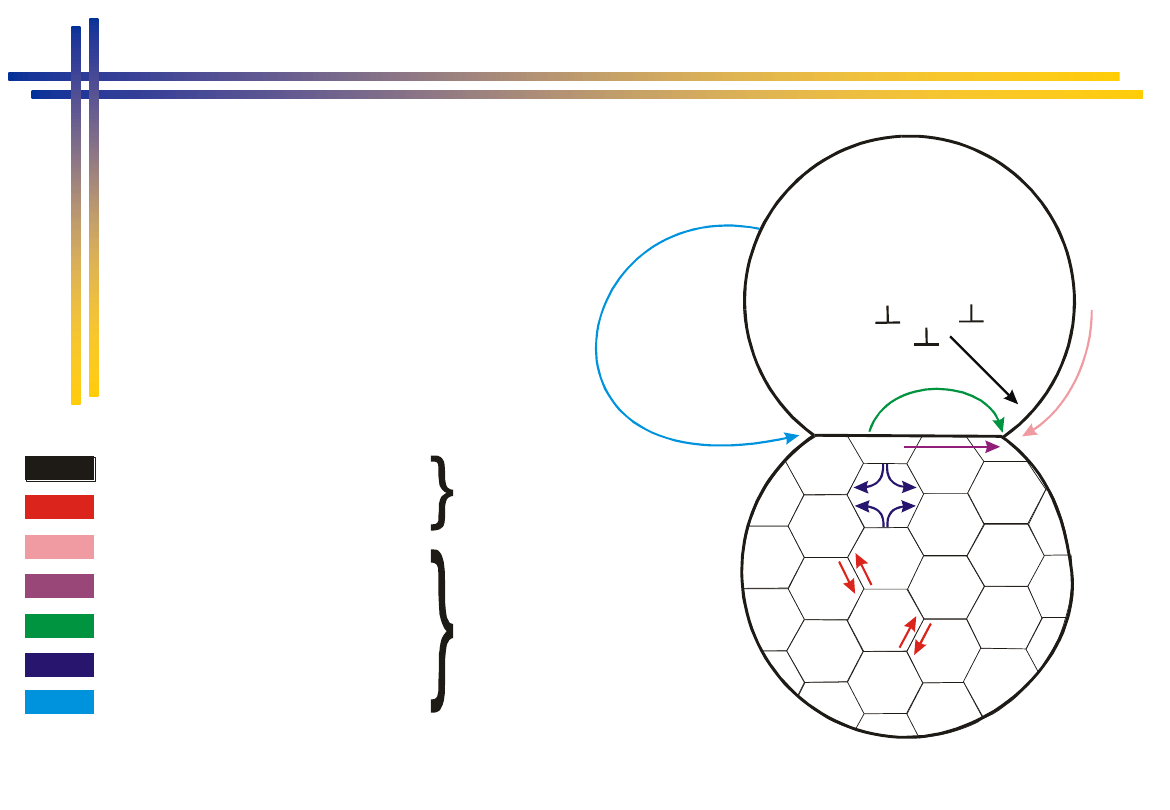
Sposób przenoszenia masy
Mechanizmy
Ruch pojedynczych atomów:
- po swobodnych powierzchniach,
- po granicach ziarn,
- w objętości ziaren
Dyfuzja powierzchniowa,
dyfuzja po granicach ziarn,
dyfuzja objętościowa
Ruch całych ziaren
Poślizg po granicach ziarn
Ruch dyslokacji
Odkształcenie plastyczne
struktury ziaren
Ruch atomów i cząstek w fazie
ciekłej
Dyfuzja i płynięcie
lepkościowe w fazie ciekłej ;
rozpuszczanie i
krystalizacja
Ruch atomów i cząstek w fazie
gazowej
Przenoszenie masy przez
fazę gazową drogą
odparowania i kondensacji
Możliwe mechanizmy przenoszenia masy
podczas spiekania
MATERIAŁY CERAMICZNE I KOMPOZYTOWE
Możliwe
mechanizmy
przenoszenia masy
podczas spiekania
Odkształcenie plastyczne
Dyfuzja po granicach ziaren
Dyfuzja objetościowa
Dyfuzyjne pełzanie lepkościowe
Parowanie i kondensacja
Dyfuzja powierzchniowa
Poślizg po granicach ziaren
przenoszenie
pojedynczych atomów
przenoszenie
całych ziaren
MATERIAŁY CERAMICZNE I KOMPOZYTOWE
Spiekanie odbywa się w zakresie
temperatur: 0.7~0.9
T
m
.
Transformacja mechanicznie zespolonych
wyprasek w dużo wytrzymalsze zespolone
metalicznie spieki.
Występuje zjawisko skurczu:
sintered
sintered
.
green
green
V
V
skurcz
Obj
3
/
1
sintered
green
liniowy
Skurcz
Spiekanie
MATERIAŁY CERAMICZNE I KOMPOZYTOWE
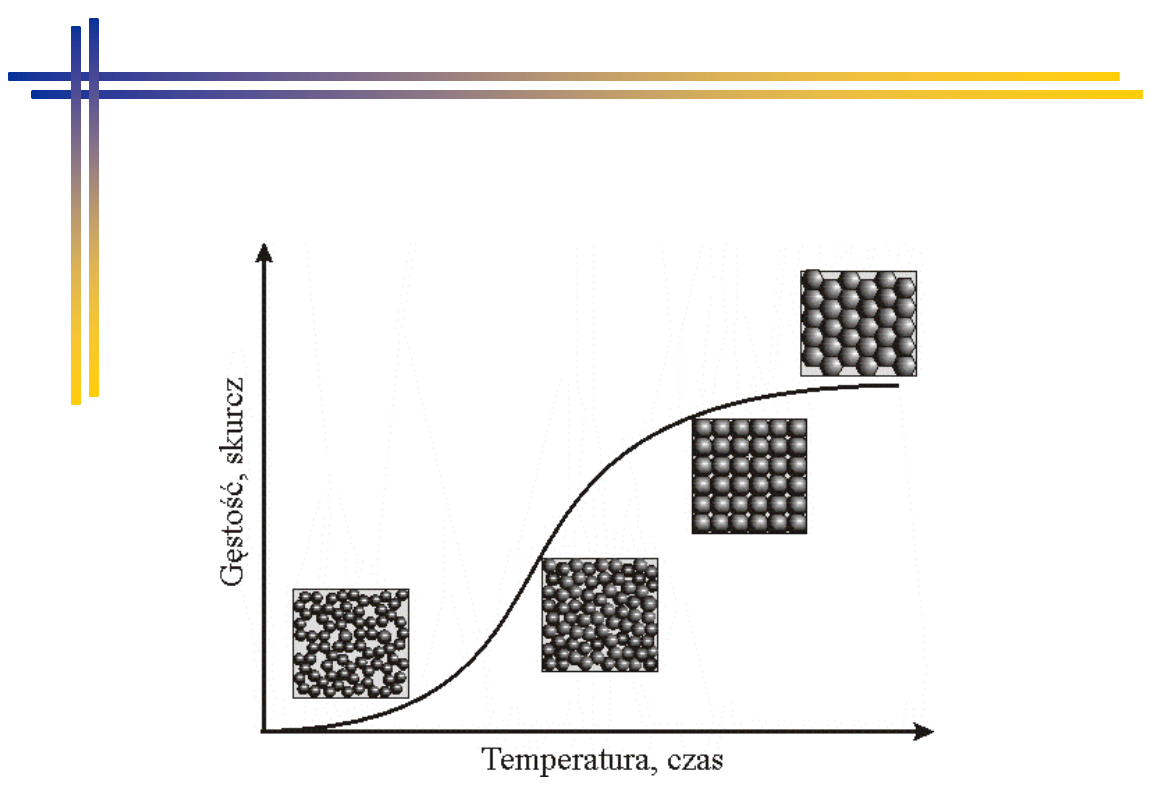
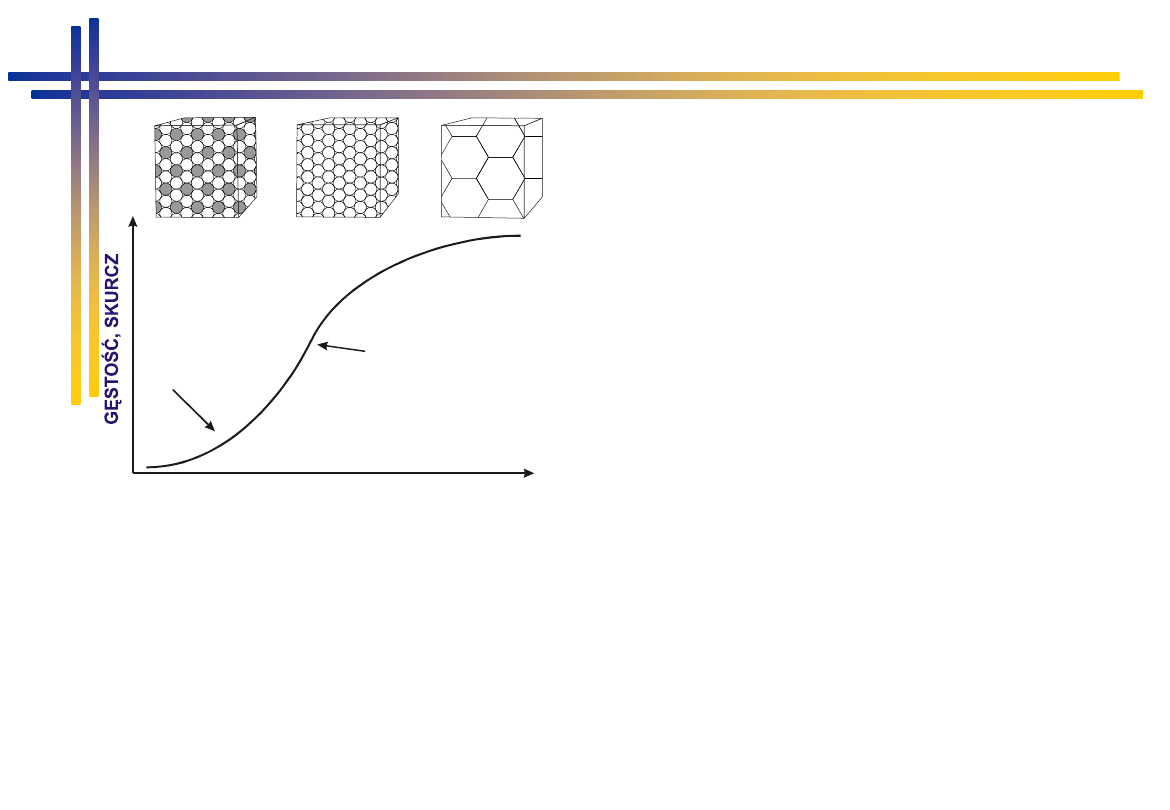
Schemat zmian skurczu zbioru
ziaren w wyprasce podczas
spiekania – w funkcji temperatury
lub czasu (spiekanie izotermiczne)
Wielkość skurczu to jednoznaczne kryterium stopnia zagęszczenia spieku.
Dyfuzja powierzchniowa aktywowana w początkowym etapie spiekania powoduje
tylko niewielkie zmiany objętości układu ziaren. Zdecydowanie największy wpływ
na skurcz spieku posiada mechanizm dyfuzji po granicach ziarn, co powoduje
przegrupowanie całych ziarn a nie pojedynczych atomów. Około 70 – 75%
całkowitego skurczu jest powodem dyfuzji po granicach ziarn lub obciążenia
zewnętrznego powodującego przegrupowanie ziarn. W wysokich temperaturach
spiekania zmiany układu ziaren świadczą o przebiegu dyfuzji objętościowej.
CZAS, TEMPERATURA
Dyfuzja powierzchniowa
(wzrost rozwinięcia
powierzchnikontaktów
między ziarnami)
Dyfuzja po granicach ziaren
(wzajemny poślizg ziaren
po granicach)
Dyfuzja objętościowa
(zbliżanie się centrów ziaren)

MATERIAŁY CERAMICZNE I KOMPOZYTOWE
Procesy spiekania – Spiekanie w fazie stałej
MATERIAŁY CERAMICZNE I KOMPOZYTOWE
Schemat zmniejszania
się
powierzchni
swobodnych cząstek
Podstawową siłą napędową podczas spiekania w fazie stałej jest nadwyżka energii
układu cząstek proszku w postaci energii powierzchniowej. Spiekany układ dążąc do
minimalizacji energii, zmierza do zmniejszenia obszaru swobodnych powierzchni
przez tworzenie szyjek, wygładzanie powierzchni, sferoidyzację i eliminacje porów.
Spiekanie w fazie stałej zachodzi w temperaturze 0,7
0,8 bezwzględnej
temperatury spiekanego materiału, w wyniku czego nie dochodzi nawet do
przejściowego tworzenia się fazy ciekłej a głównymi mechanizmami przepływu masy
są pełzanie, dyfuzja powierzchniowa, dyfuzja objętościowa, parowanie i
kondensacja.
MATERIAŁY CERAMICZNE I KOMPOZYTOWE
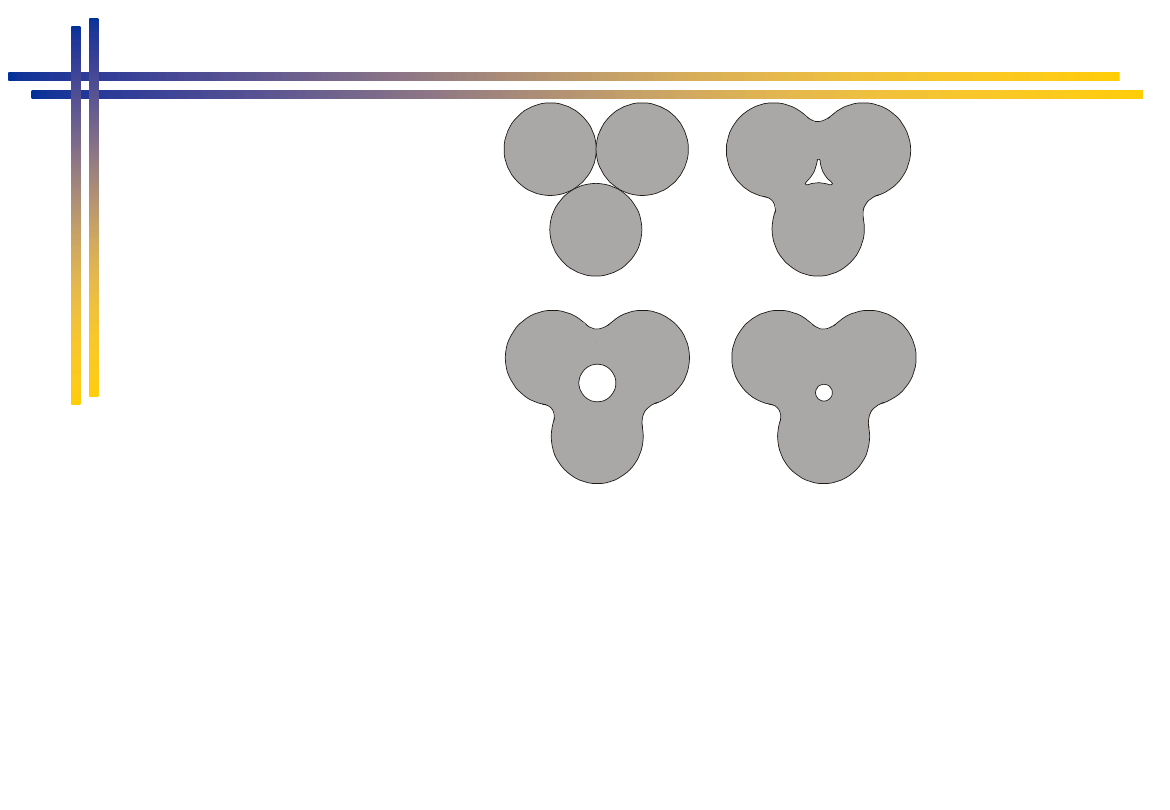
Zachowanie się układu cząstek podczas spiekania w fazie
stałej
MATERIAŁY CERAMICZNE I KOMPOZYTOWE
x
a
r
Stężenie wakansów
Prężność par
W wyniku płynięcia lepkościowego materiał przemieszcza się z
cząstek do obszaru szyjki. Dzięki temu powiększa się płaszczyzna
styku i zbliżają się do siebie środki cząstek. Proces dyfuzji
powierzchniowej polega na przemieszczaniu się atomów po
powierzchniach ziarn od powierzchni wypukłych do powierzchni
wklęsłych, ponieważ stężenie atomów słabo związanych z siecią
krystaliczną metalu jest większe na powierzchni wypukłej niż
wklęsłej. Ruch ten jest wynikiem działania napięć powierzchniowych i
podczas spiekania jest bardzo intensywny.
Schemat geometrii szyjki
MATERIAŁY CERAMICZNE I KOMPOZYTOWE
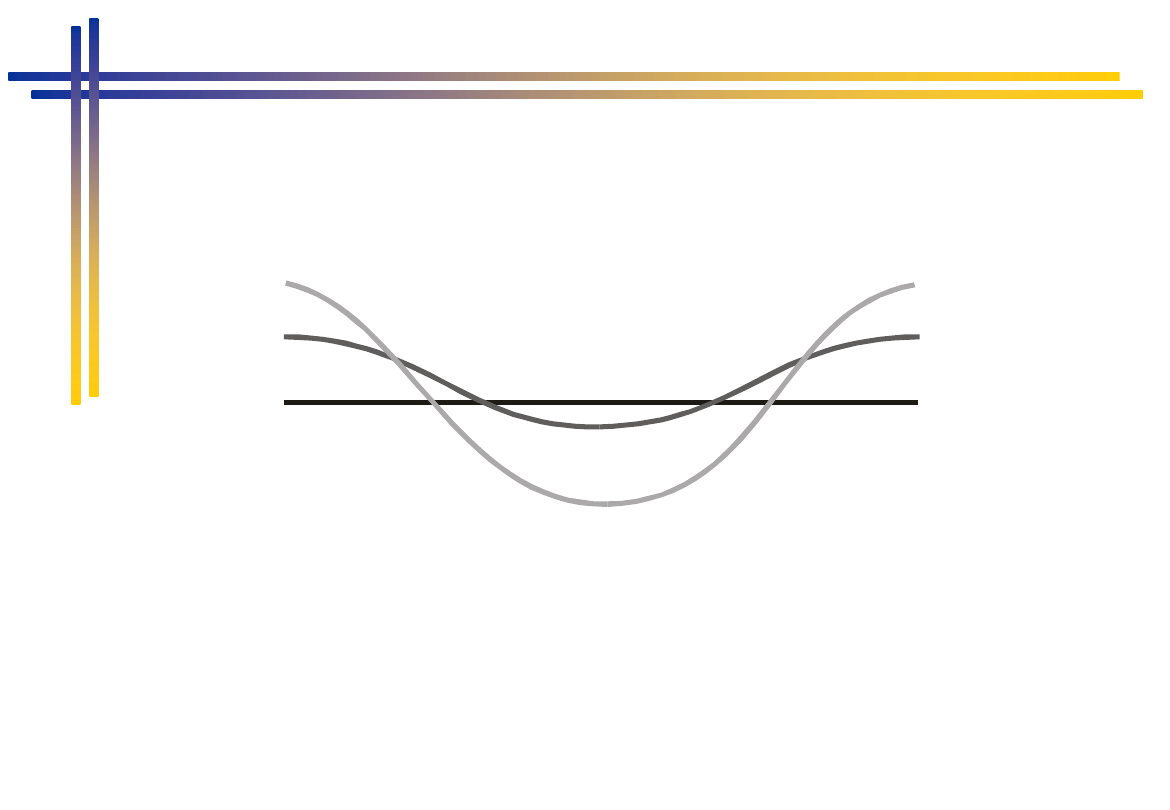
Zmiany wywoływane przez przenoszenie masy
drogą dyfuzji powierzchniowej
Zmiany profilu początkowo zakrzywionej powierzchni
w kolejnych stadiach (1,2,3) przenoszenia masy z
wypukłych do wklęsłych części powierzchni
1
2
3
MATERIAŁY CERAMICZNE I KOMPOZYTOWE
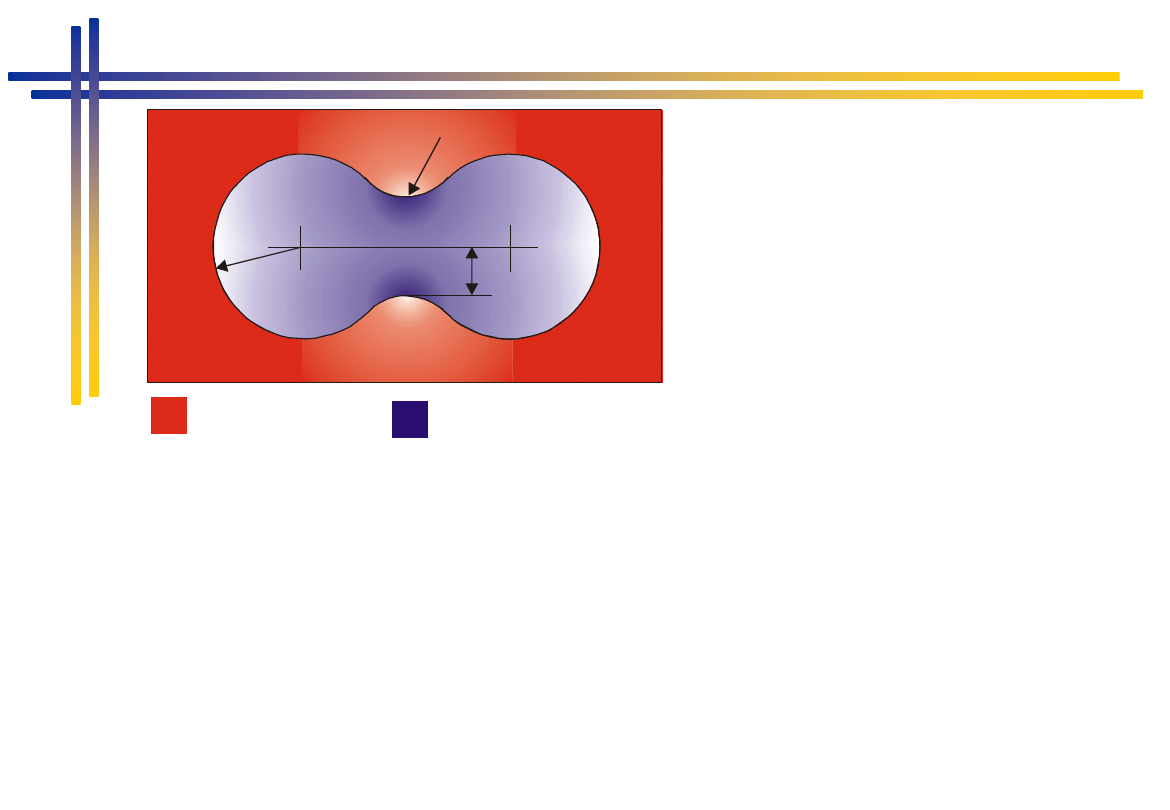
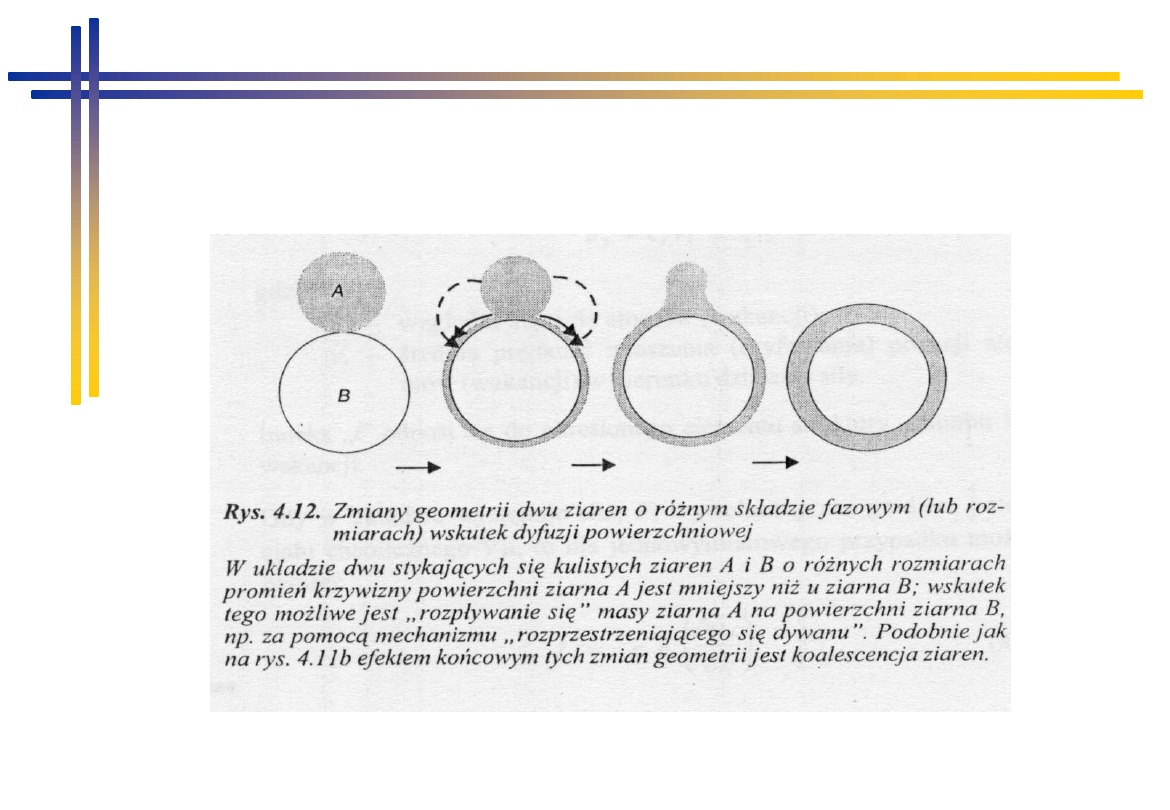
Zmiany wywoływane przez przenoszenie masy
drogą dyfuzji powierzchniowej
Zmiany w układzie dwu kulistych
ziaren, które początkowo stykają
się tylko punktowo. W skutek
przenoszenia masy z wypukłych do
wklęsłych wycinków powierzchni,
następuje wygładzenie profilu
powierzchni, czemu towarzyszy
obniżenie rozwinięcia powierzchni
układu dwu ziaren i tym samym
spadek entalpii swobodnej układu.
Dalszy spadek entalpii wynika z
wykształcenia się płaskich ścian,
równoległych do płaszczyzn
krystalograficznych o najniższej
energii powierzchniowej oraz w
skutek eliminacji granicy pomiędzy
ziarnami i ich koalescencja

MATERIAŁY CERAMICZNE I KOMPOZYTOWE
Efektem dyfuzji powierzchniowej jest powiększenie się
powierzchni styku bez zbliżania się środków cząstek
metalu i skurczu spieku. Wzrost ziarna jest powszechną
trudnością podczas spiekania, ponieważ powiększając się
zmniejsza wielkość pożądanego obszaru granicy ziarna
potrzebnego do spiekania. Dyfuzja powierzchniowa
dominuje przy niskiej temperaturze spiekania, z tego
powodu powolne podgrzewanie obniża siłę napędową
spiekania bez zagęszczania wypraski.
! ! !
MATERIAŁY CERAMICZNE I KOMPOZYTOWE
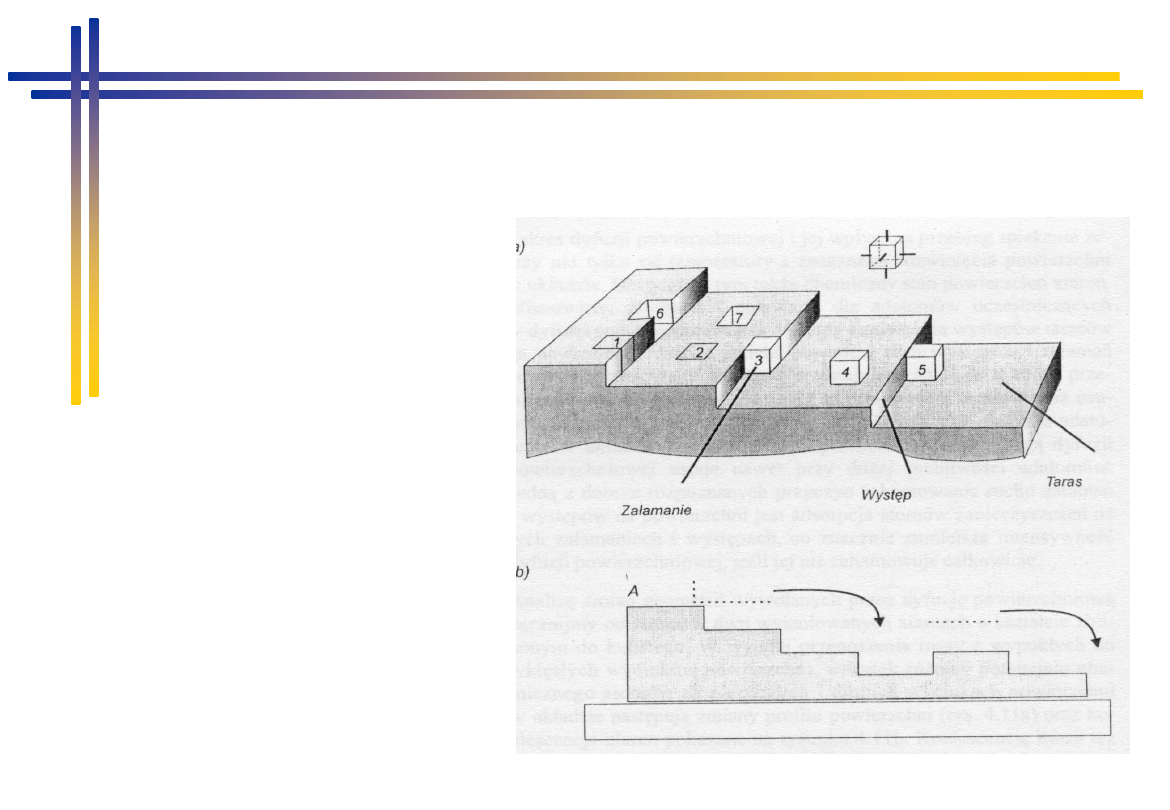
Mechanizm dyfuzji powierzchniowej
Model powierzchni krystalitów
a) Zbudowany z atomów
przedstawionych jako małe
sześciany tworzące sześć
wiązań z sąsiadami
b) Mechanizm
rozprzestrzeniającego się
dywanu zachodzący w
skutek dyfuzji
powierzchniowej
MATERIAŁY CERAMICZNE I KOMPOZYTOWE
Zmiany wywoływane przez przenoszenie masy
drogą dyfuzji powierzchniowej
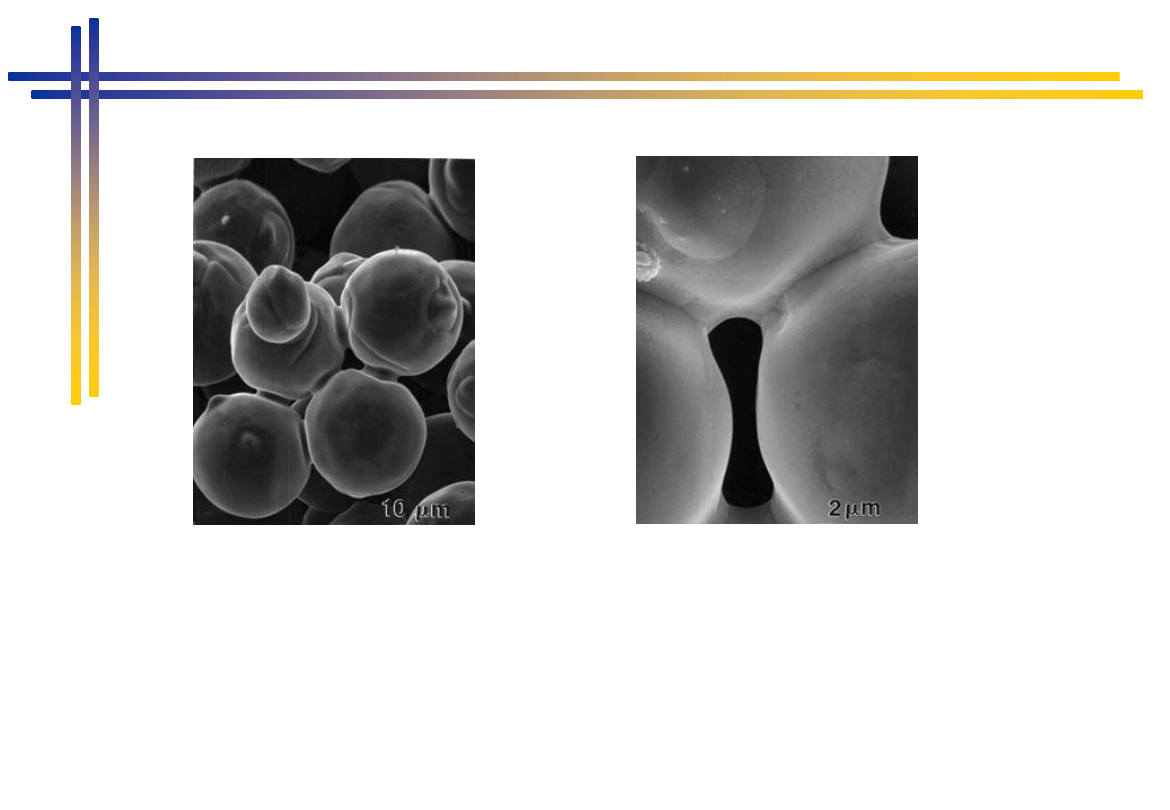
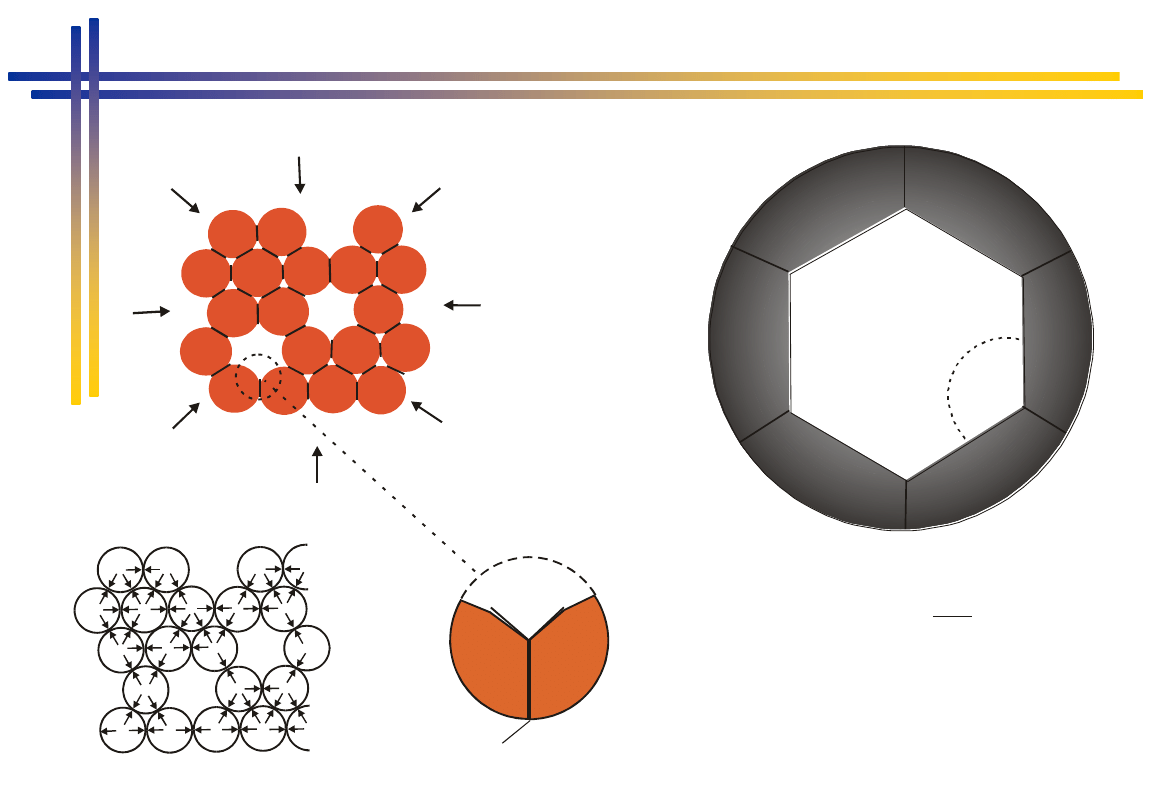
MATERIAŁY CERAMICZNE I KOMPOZYTOWE
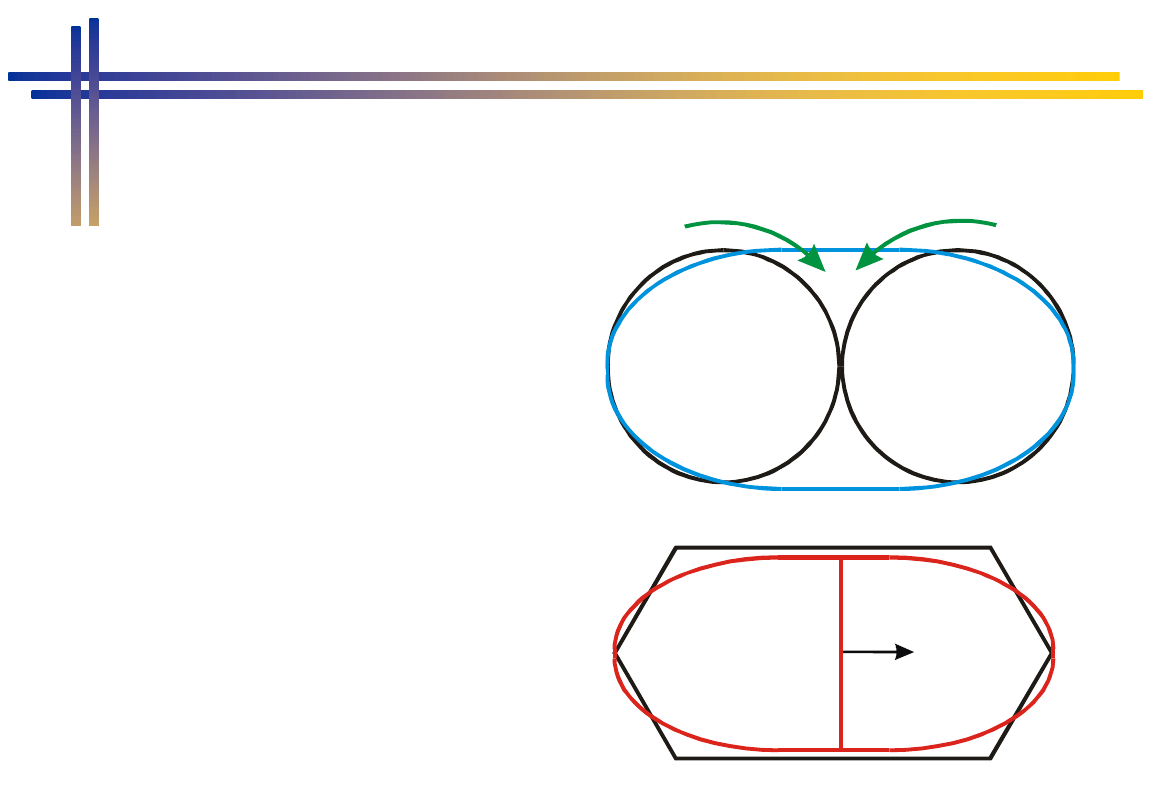
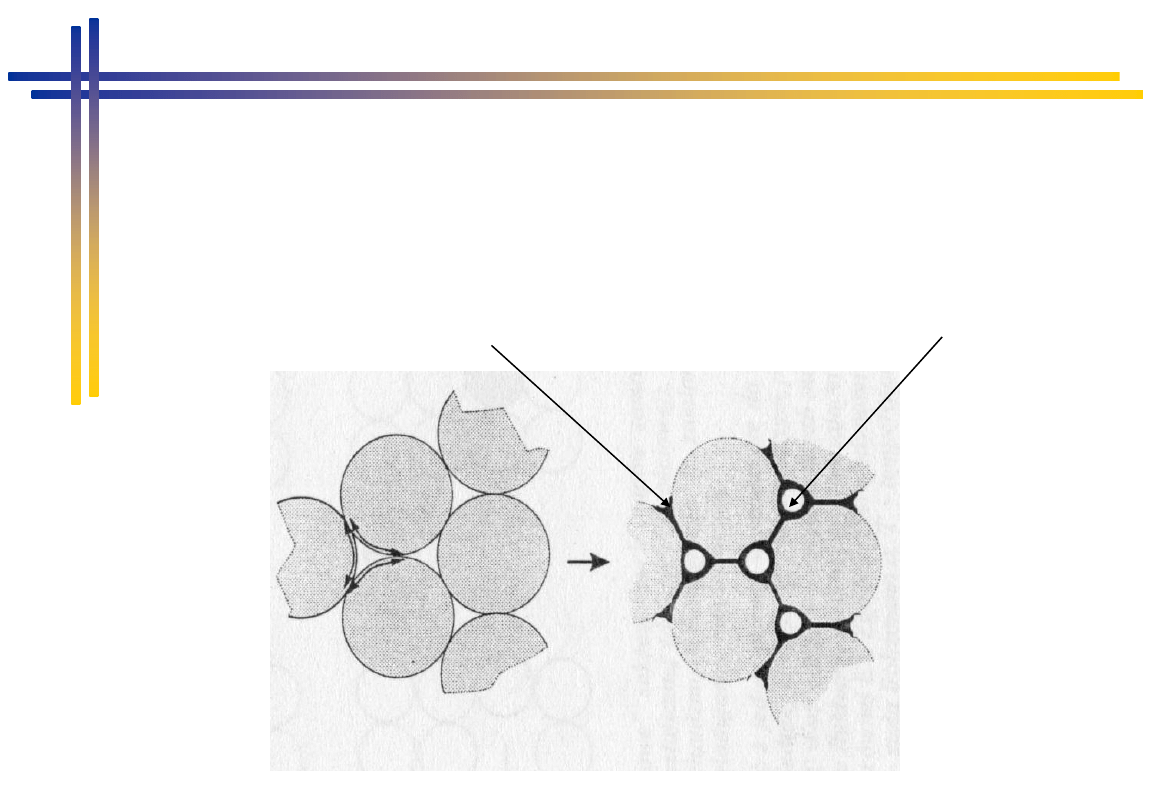
Zmiany wywoływane przez przenoszenie masy
drogą dyfuzji powierzchniowej w zbiorze
gęsto ułożonych ziarn
Rozwinięte kontakty fazowe – czarne obszary
Puste pory
MATERIAŁY CERAMICZNE I KOMPOZYTOWE
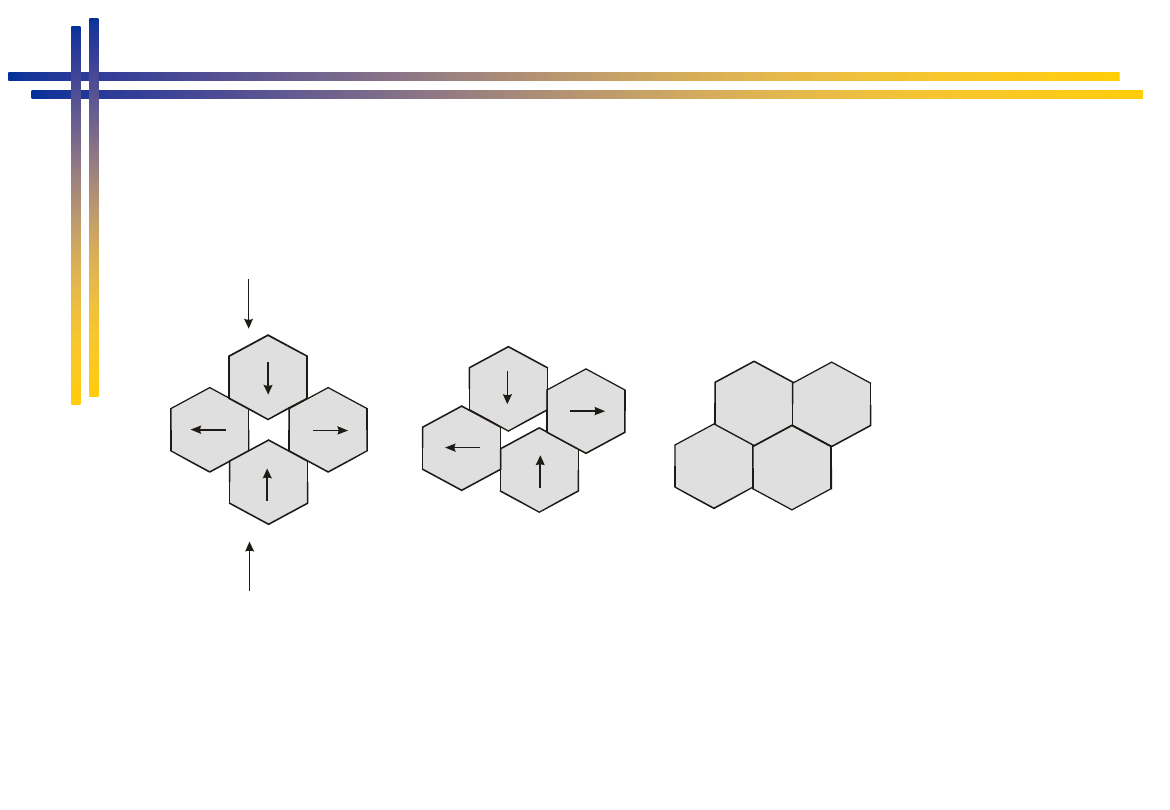
Kolejne stadia przegrupowania ziaren wskutek wzajemnego ich poślizgu
po granicach.
Poślizgowi musi towarzyszyć przynajmniej przejściowo-dyfuzyjne
przystosowanie się kształtu ziaren.
Naprężenie
Naprężenie
MATERIAŁY CERAMICZNE I KOMPOZYTOWE
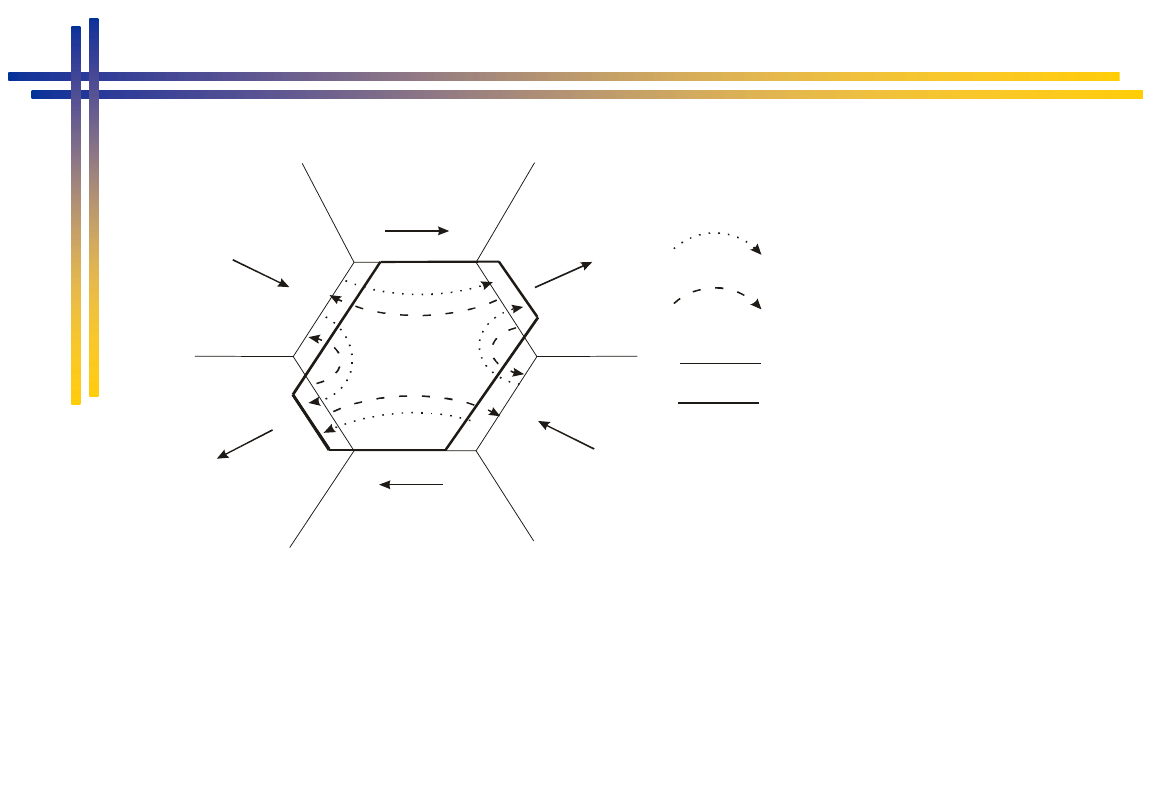
Dyfuzyjne pełzanie lepkościowe.
Kierunek ruchu atomów
Kierunek ruchu wakancji
Kształt ziarna wcześniejszy
Kształt ziarna późniejszy
Wskutek lokalnego występowania różnego rodzaju naprężeń i tym samym
różnych stężeń wakancji i atomów na różnych granicach ziarna występuje
ukierunkowane znoszenie dyfundujących wakancji oraz atomów i kierunkach
przeciwnych. Efektem są zmiany kształtu ziarna. Schemat dotyczy dyfuzji
objętościowej, która zachodzi w wysokich temperaturach. Niemniej dla dyfuzji
po granicach ziaren występują identyczne mechanizmy przenoszenia masy.
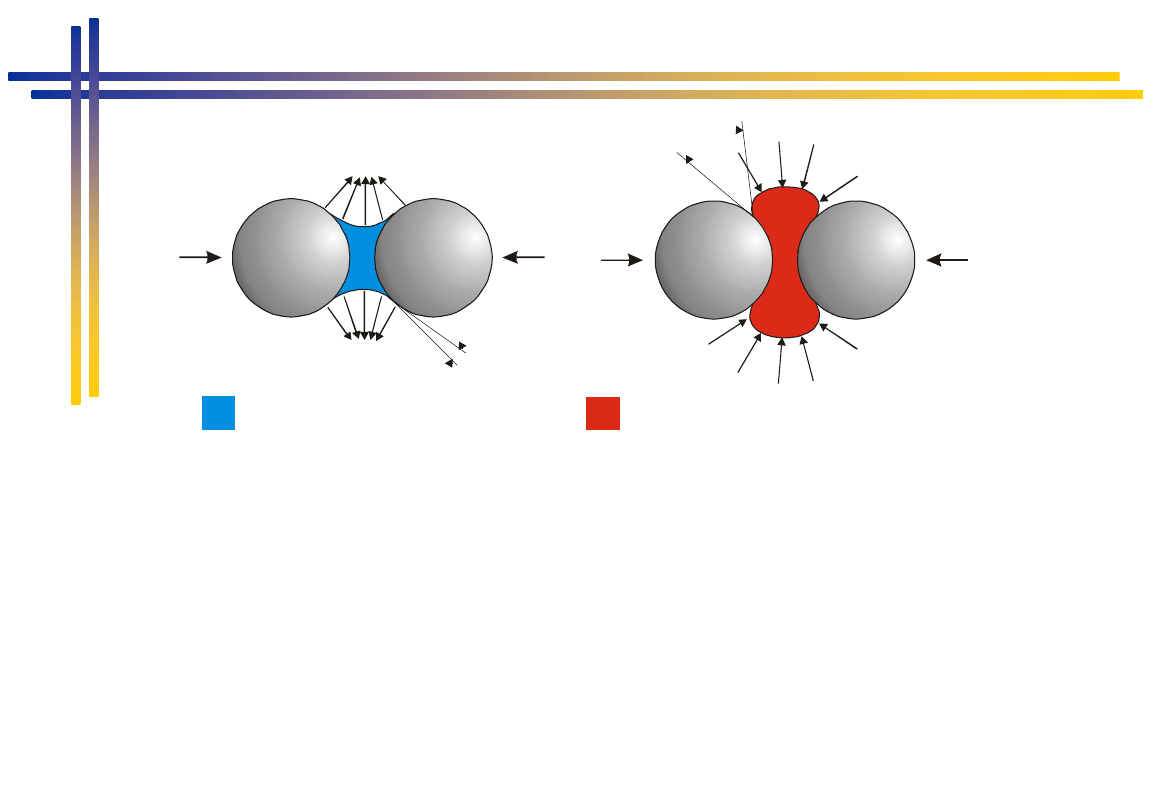
MATERIAŁY CERAMICZNE I KOMPOZYTOWE
A
A
A
B
Wypraska może również ulegać pęcznieniu w wyniku działania rozprężającego
gazów, utleniania spieku lub dyfuzji. Pęcznienie w wyniku dyfuzji jest możliwe w
układach składników A i B, przy czym dyfuzja składnika B do A jest wielokrotnie
większa niż A do B oraz cząstki składnika A stykają się ze sobą, natomiast
cząstki składnika B znajdują się w porach pomiędzy ziarnami A. Następuje
wtedy wdyfundowanie B do A, powiększenie objętości składnika A i tym samym
powiększenie objętości całej kształtki.
MATERIAŁY CERAMICZNE I KOMPOZYTOWE
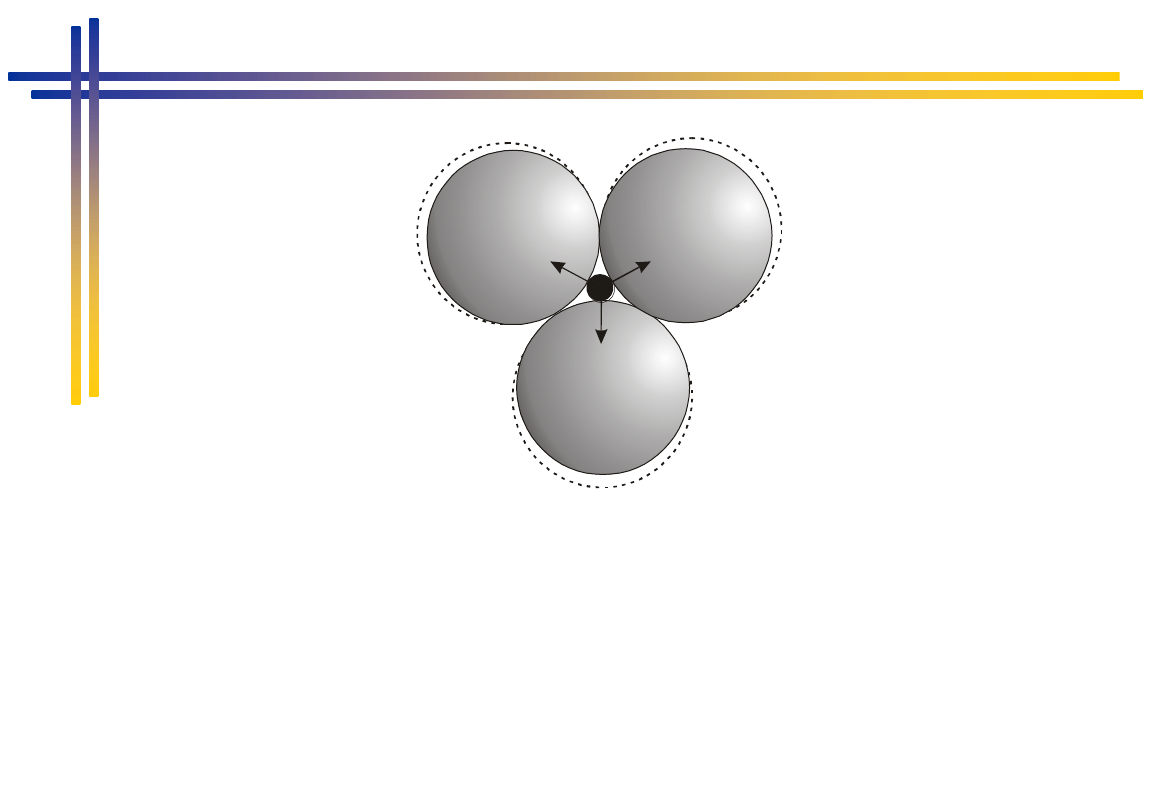
Model zachowania się zbioru ziarn podczas
spiekania w fazie ciekłej
Dwa podstawowe mechanizmy
1 Przegrupowanie ziarn do bardziej gęstego ułożenia. Siły kapilarne dążą do
zmniejszenia objętości poru, co powoduje że „przyczepione” do powierzchni
poru ziarna przemieszczają się w kierunku środka krzywizny (ziarna
przyczepione do części poru o mniejszym promieniu przemieszczają się
bardziej)
2 Częściowe rozpuszczanie ziarn w cieczy (ziarna małe i części większych
ziarn o małym promieniu krzywizny ulegają uprzywilejowanemu rozpuszczaniu
w fazie ciekłej) W wyniku tego w spieku wzrasta udział większych ziarn o
obłym kształcie
Ciecz
Faza stała
Por
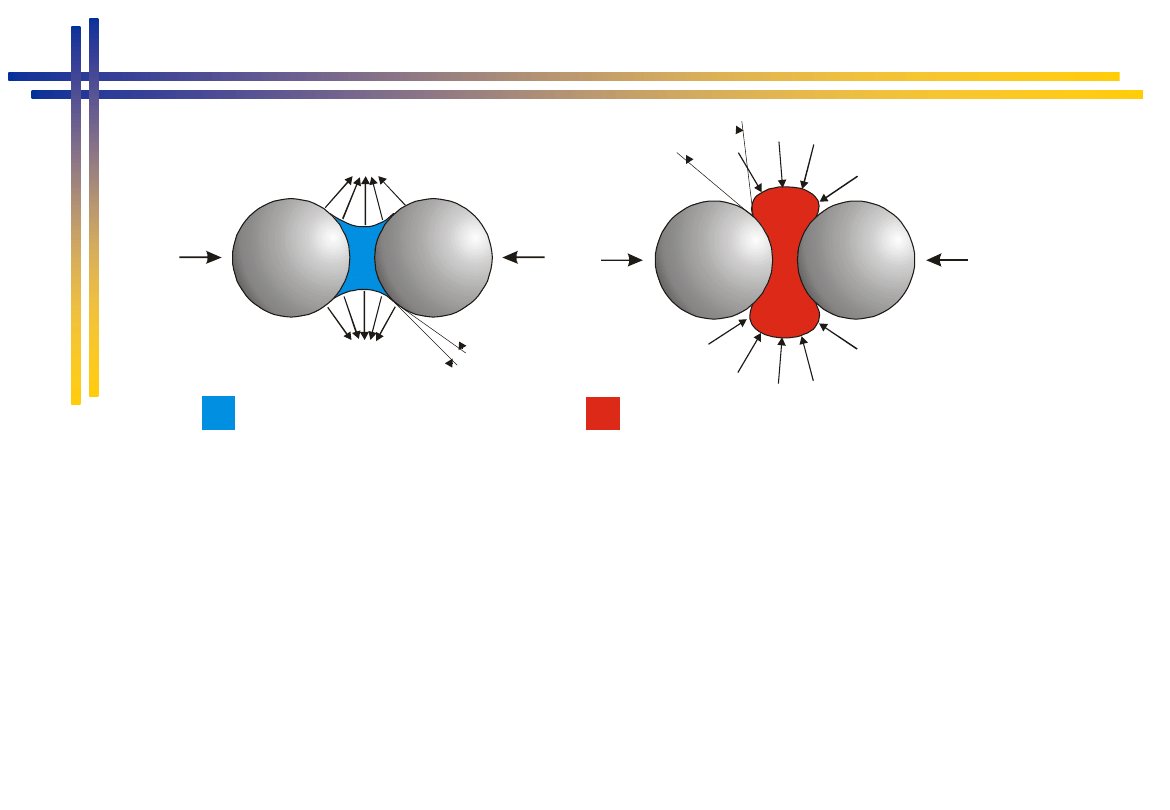
MATERIAŁY CERAMICZNE I KOMPOZYTOWE
Faza ciekła nie zwilżająca cząstek
Faza ciekła zwilżająca cząstki
180
-
o
Q Q
Q
Q
Dla
< 90
o
, faza ciekła zwilża fazę stałą, natomiast
dla
> 90
o
zjawisko zwilżania nie występuje
Spiekanie z udziałem fazy ciekłej dotyczy układów wieloskładnikowych i przebiega
najczęściej w temperaturze wyższej od temperatury topnienia najniżej topliwego
składnika. Obecność fazy ciekłej aktywizuje proces spiekania dzięki procesom
rozpuszczania zwiększającym ruchliwość atomów. Wpływ ten zależy w znacznym
stopniu od zwilżalności fazy stałej przez fazę ciekłą określany skrajnym (
) i
dwuściennym (
) kątem zwilżania.
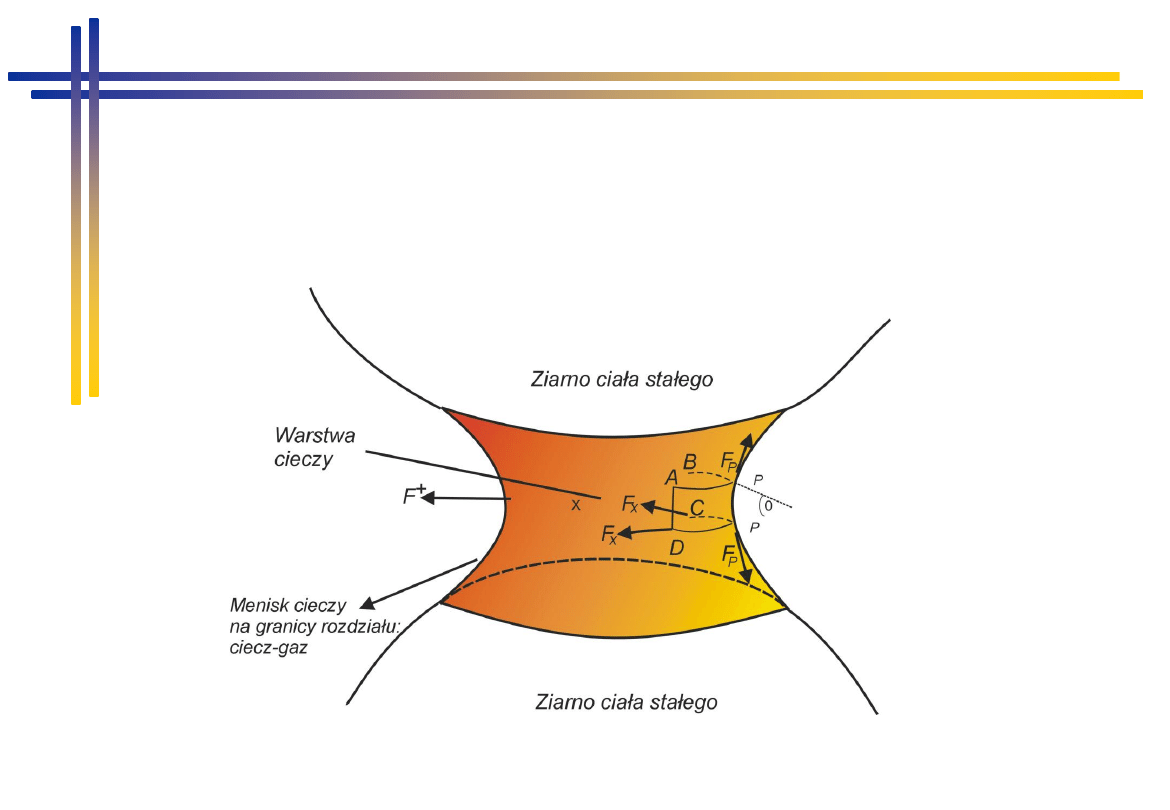
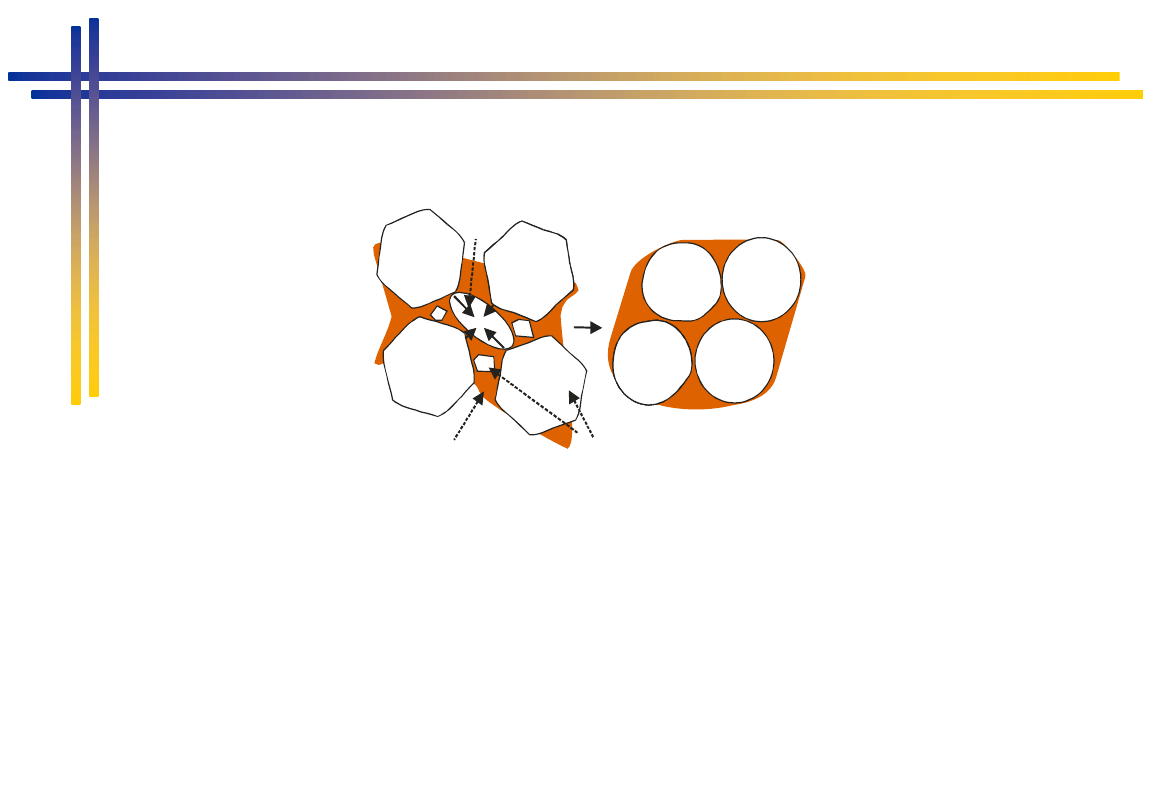
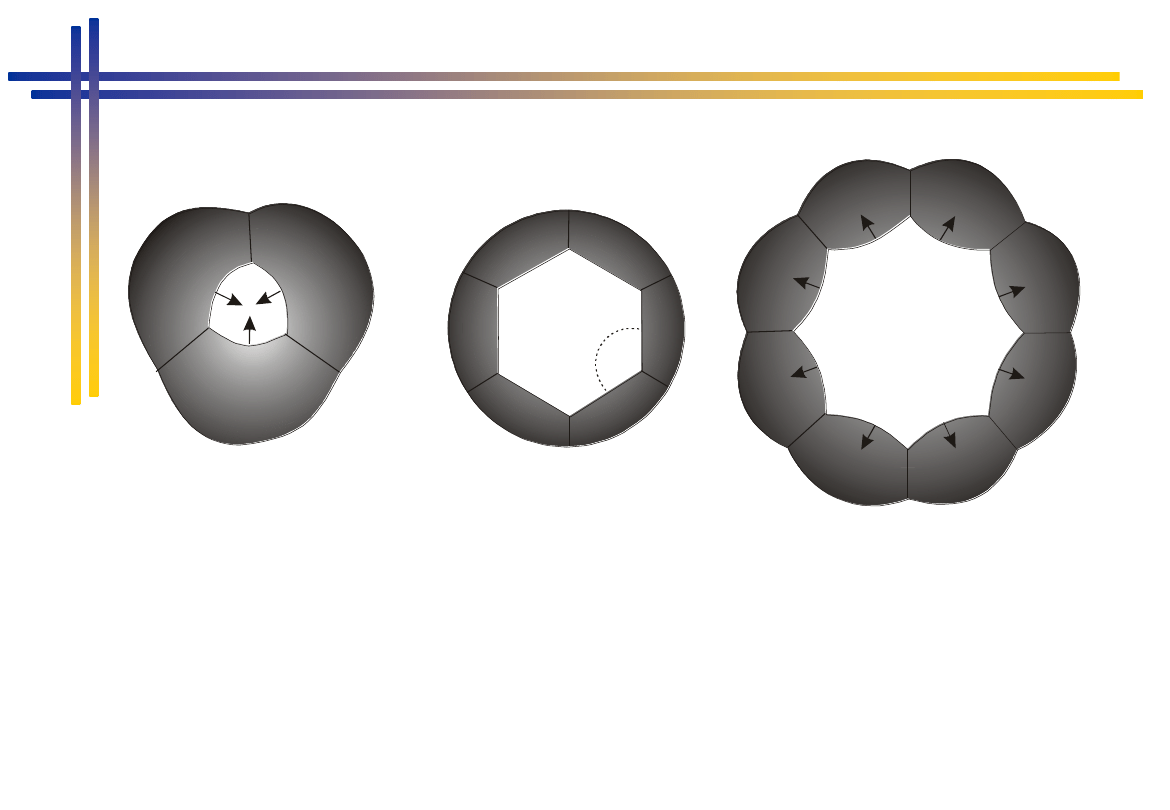
MATERIAŁY CERAMICZNE I KOMPOZYTOWE
Model powstawania sił kapilarnych na
granicach rozdziału o bardzo małym
promieniu krzywizny
MATERIAŁY CERAMICZNE I KOMPOZYTOWE
A)
Granica
ziaren
B)
C)
Por
Por
120
o
Stan równowagowy
LK=6
ss =
sg
cos
2
sg
- energia powierzchniowa granic rozdzia u ziarno - por
ł
ss
- energia granic ziaren
MATERIAŁY CERAMICZNE I KOMPOZYTOWE
Por
W przypadku domeny (por otaczające go ziarna) A, por otoczony jest przez trzy ziarna
stąd dwuwymiarowa liczba koordynacyjna LK = 3. Dla rys. B i C LK wynosi
odpowiednio 6 i 9. Spadek liczby koordynacyjnej poru LK poniżej pewnej wartości
krytycznej LKc sprzyja samorzutnemu zmniejszeniu rozmiarów porów aż do ich
eliminacji.
Różnica szybkości zagęszczenia i eliminacji porów wewnątrz aglomeratów i pomiędzy
aglomeratami oraz wywołanie tym pękanie styków ziaren utrudnia samorzutne
zagęszczanie proszku podczas ogrzewania go.
A
B
C
MATERIAŁY CERAMICZNE I KOMPOZYTOWE
Faza ciekła nie zwilżająca cząstek
Faza ciekła zwilżająca cząstki
180
-
o
Q Q
Q
Q
Dla
< 90
o
, faza ciekła zwilża fazę stałą, natomiast
dla
> 90
o
zjawisko zwilżania nie występuje
Spiekanie z udziałem fazy ciekłej dotyczy układów wieloskładnikowych i przebiega
najczęściej w temperaturze wyższej od temperatury topnienia najniżej topliwego
składnika. Obecność fazy ciekłej aktywizuje proces spiekania dzięki procesom
rozpuszczania zwiększającym ruchliwość atomów. Wpływ ten zależy w znacznym
stopniu od zwilżalności fazy stałej przez fazę ciekłą określany skrajnym (
) i
dwuściennym (
) kątem zwilżania.
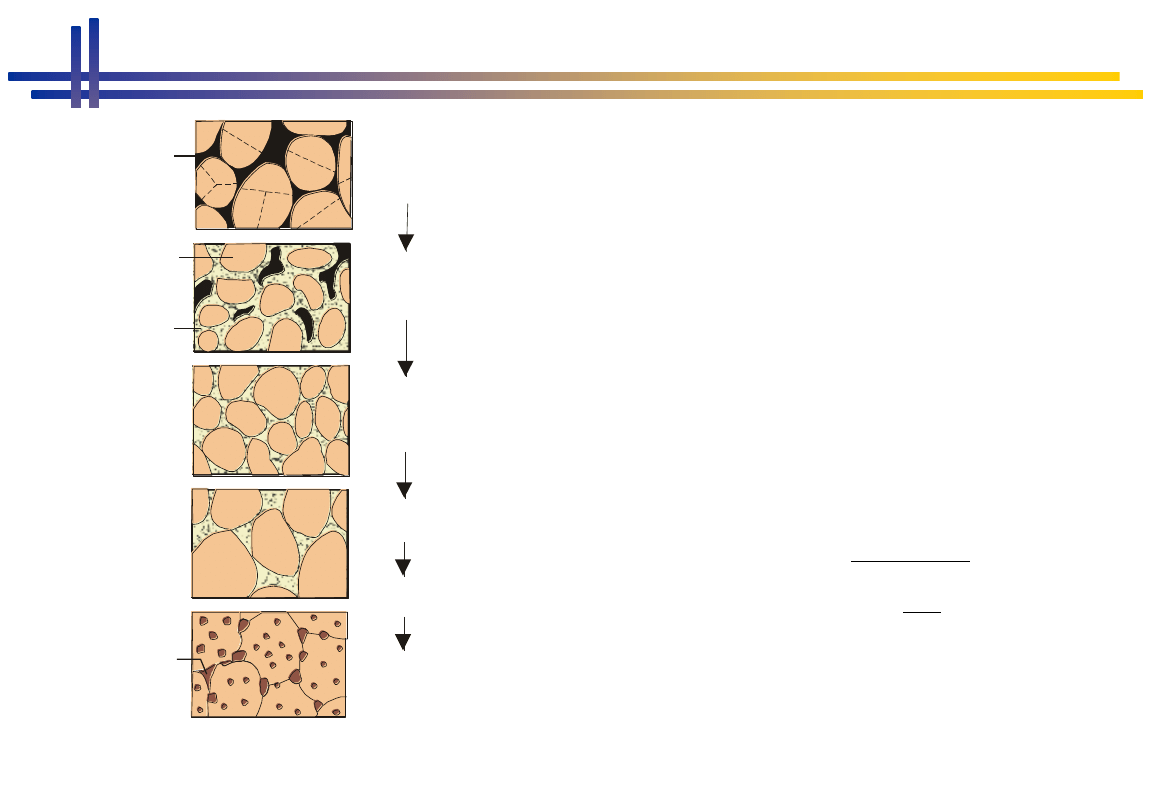
MATERIAŁY CERAMICZNE I KOMPOZYTOWE
Pory
Tworzenie się
szkieletu
Rozpad cząstek
Przegrupowanie
cząstek
Rozrost ziarn
(Chłodzenie)
Wydzielanie się
węglików
Cząstka
Ciecz
Węglik
Rys. 18. Mechanizm spiekania w fazie
supersolidus [Błąd! Nie można odnaleźć
źródła odsyłacza.]
Mechanizm spiekania
w fazie supersolidus
W metodzie
PIM
występuje duża
kurczliwość materiału, czyli zmiana
wymiaru wypraski
L w stosunku do
początkowego L
0
. Gęstość i kurczliwość
są wzajemnie powiązane. Metoda ta
zakłada równokierunkową kurczliwość
podczas spiekania, kiedy to wypraska
ulega zagęszczaniu od początkowej
częściowej
gęstości
G
(po
depolimeryzacji) do gęstości spiekania
S
3
0
1
L
L
G
S
MATERIAŁY CERAMICZNE I KOMPOZYTOWE
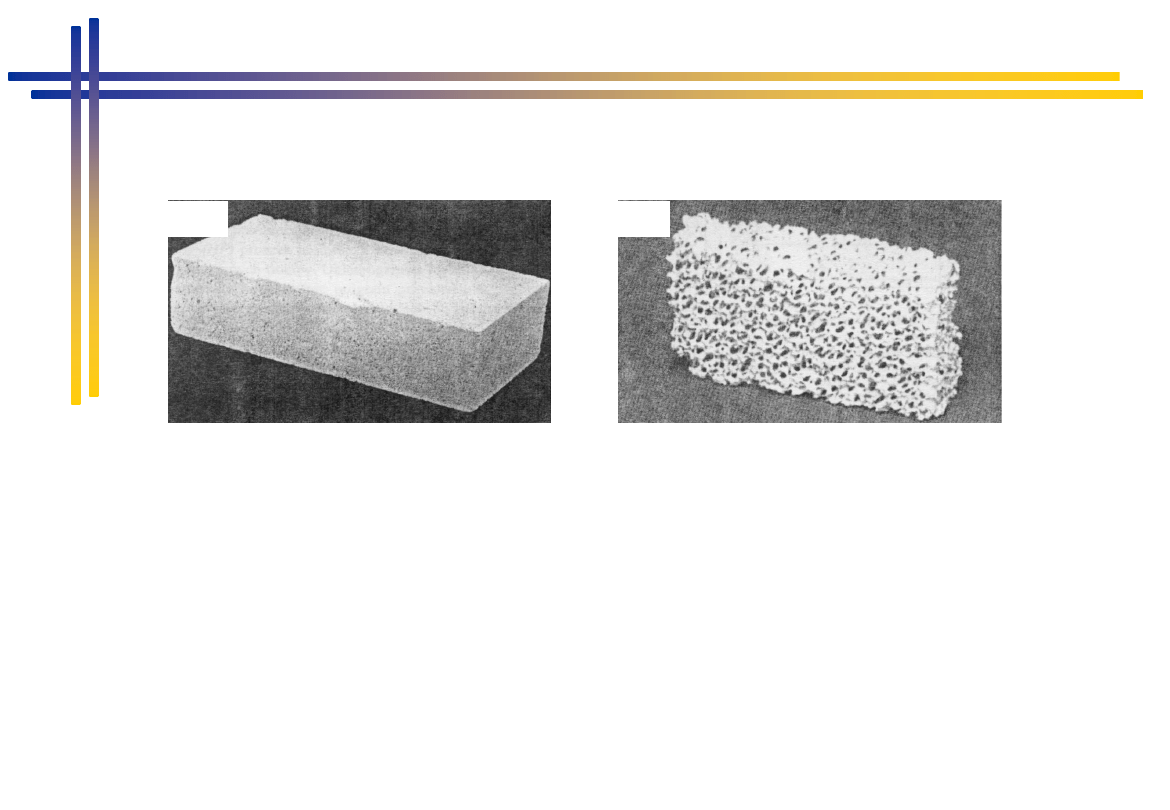
a) Korundowa cegła otrzymana drogą spiekania tlenku glinu z dodatkiem
wypalających się trocin – produkt ZMO Wrocław - Oleśnica.
b) Porowaty element ceramiczny stosowany jako filtr w procesie COS,
otrzymany drogą nasycania zawiesiną proszku gąbki polimerowej i
wypalania – produkt Instytutu Odlewnictwa w Krakowie
Przykłady spieków porowatych (wg J. Lis, R. Pampuch)
a)
b)
MATERIAŁY CERAMICZNE I KOMPOZYTOWE
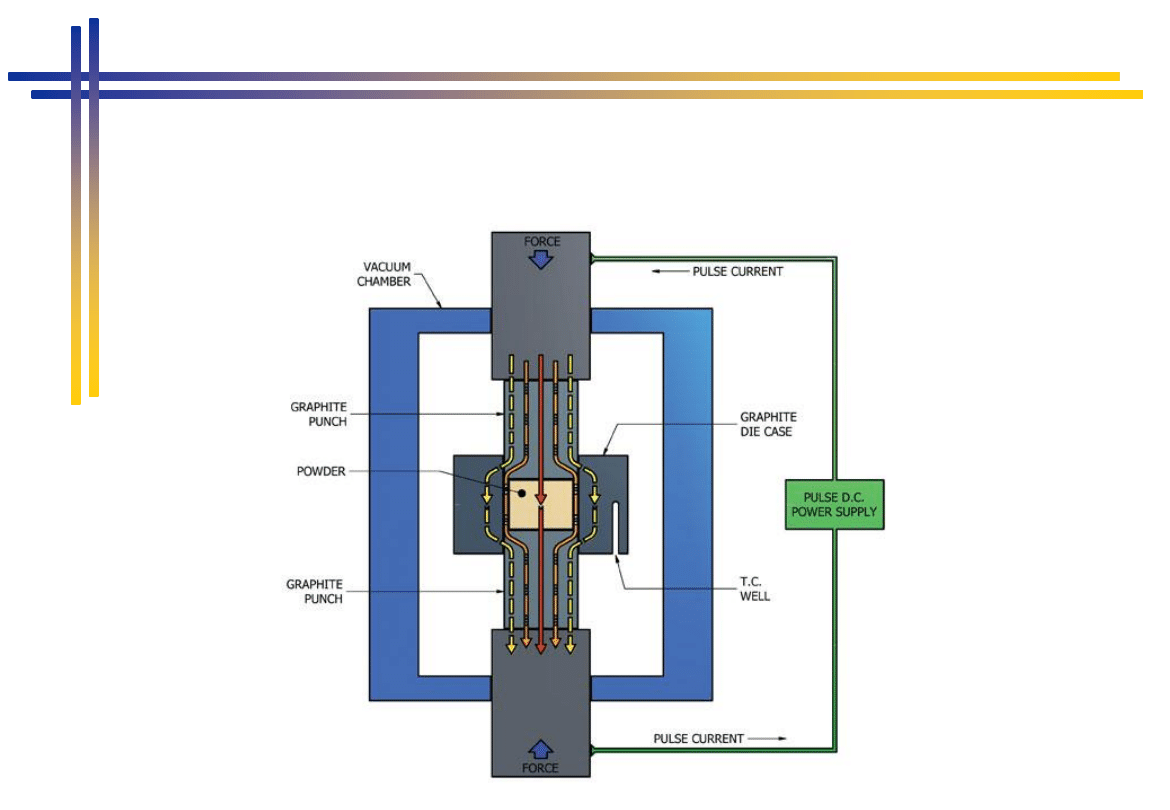
SPS - Spark Plasma Sintering
PPS – Pulse Plasma Sintering
MATERIAŁY CERAMICZNE I KOMPOZYTOWE
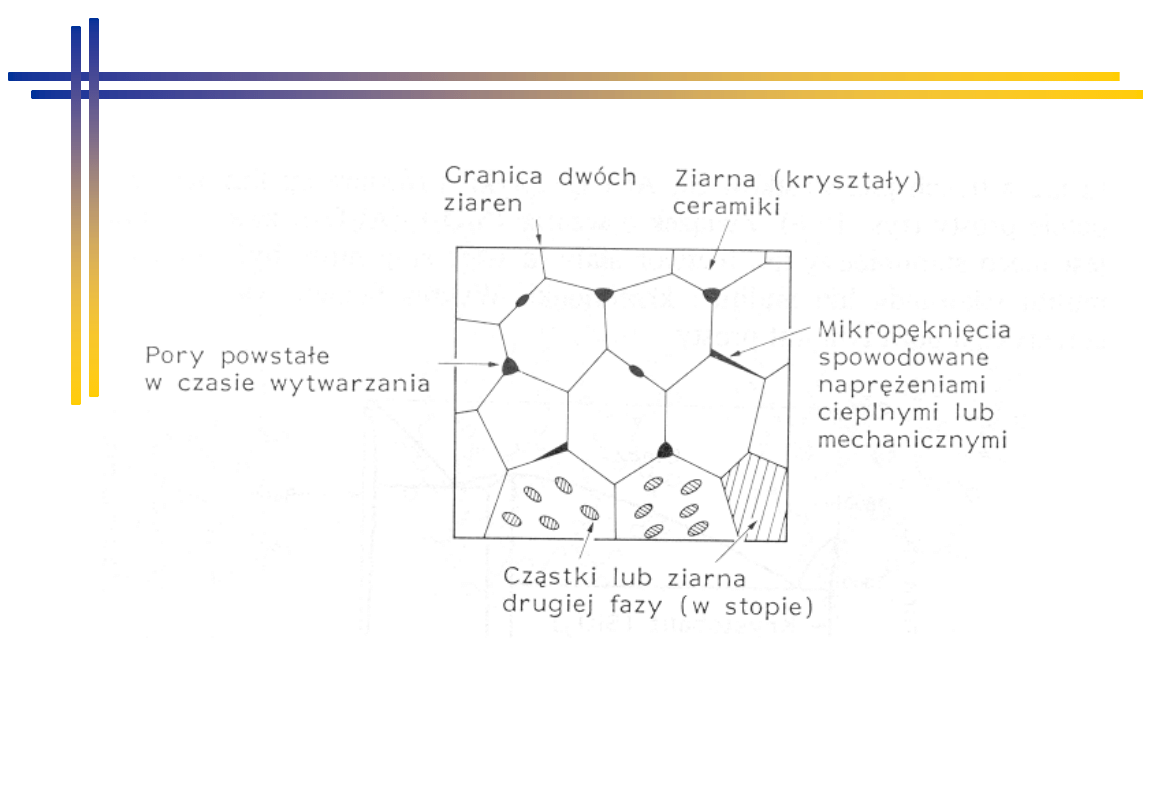
Struktura spiekanych materiałów ceramicznych
MATERIAŁY CERAMICZNE I KOMPOZYTOWE
1. Obróbka mechaniczna spieków
• Kalibrowanie
• Obróbka skrawaniem spieków
2. Obróbka cieplna i cieplno-chemiczna
3. Nasycanie spieków
4. Obróbka powierzchniowa spieków
Obróbka spieków
MATERIAŁY CERAMICZNE I KOMPOZYTOWE
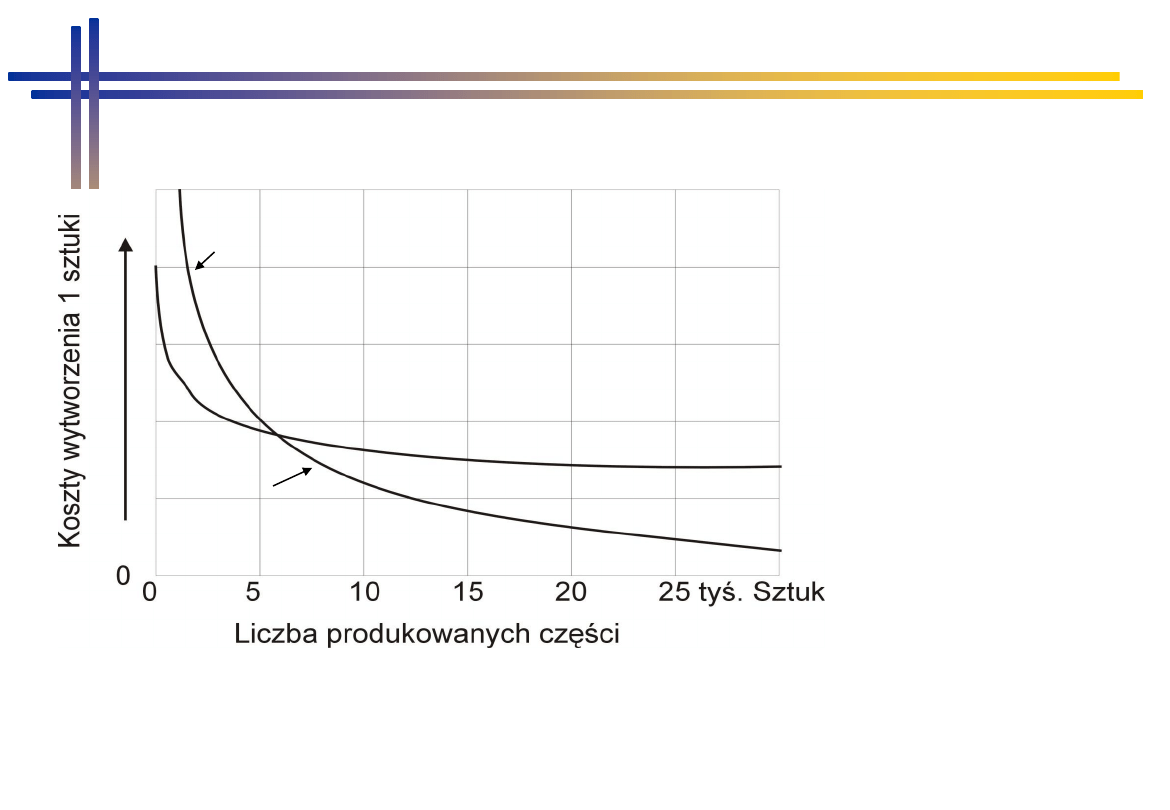
Porównanie składników kosztów jednostkowego wytwarzania dla części:
1 – wykonanej z odkuwki, 2 – z proszków
1
2
•Małe straty materiału,
•Krótki czas przyuczania obsługi,
•Jednorodność maszyn i ich mała ilość,
•Niskie nakłady na oprzyrządowanie produkcji
P/M w produkcji masowej

MATERIAŁY CERAMICZNE I KOMPOZYTOWE
•
Teoretycznie nieograniczony wybór stopów, możliwość uzyskania
materiałów o szczególnych właściwościach.
•
Wytwarzanie trudno topliwych stopów.
•
Wytwarzanie materiałów porowatych na łożyska samosmarujące.
•
Ekonomiczny proces przy produkcji masowej.
•
Długi czas wygrzewania wpływa na wymiary i kształt wyprasek.
•
Zredukowanie strat materiałów.
•
Ograniczony rozmiar spieków i kształt.
•
Wysoki koszt wytworzenia proszku.
•
Wysoki koszt narzędzi.
•
Mniejsza wytrzymałość produktów, niż tych wytworzonych w
konwencjonalnych metodach.
Zalety i wady P/M ???
Wyszukiwarka
Podobne podstrony:
caramika cz2 2011 (2)
caramika cz1 2011
caramika cz2 2011 (2)
2011 2 KOSZE
higiena dla studentów 2011 dr I Kosinska
Plan pracy na 2011 pps
W 8 Hormony 2010 2011
wm 2011 zad 2
Zawal serca 20 11 2011
PRK 23 10 2011 org
PIW 4z 2011
pmp wykład podmioty 2011 2012
więcej podobnych podstron