Sylwia Bonin
Zakład Biotechnologii i Mikrobiologii Żywności, Wydział Nauk o Żywności, SGGW
ul. Nowoursynowska 159C, 02776 Warszawa
tel. 225937657, mail
Drobnoustroje w przemyśle browarniczym, winiarskim i piekarskim
Ludzie wykorzystywali mikroorganizmy do wytwarzania żywności, acz nieświado
mie, już około 6000 lat p.n.e., ponieważ produkcja wina, piwa i chleba możliwa była dzięki
drobnoustrojom obecnym na owocach i ziarnach zbóż.
Obecnie wiemy, że za proces fermentacji alkoholowej odpowiedzialne są drożdże,
głównie z gatunku Saccharomyces cerevisiae. Nazwę Saccharomyces cerevisiae dla drożdży
browarniczych wprowadził w roku 1838 Franz Juliusz Ferdinard Meyer. Saccharomyces, z ję
zyka greckiego, oznacza grzyby cukrowe, a cerevisiae pochodzi od słowa kerevigia z języka
Gallów, które oznacza piwo.
Z technologicznego punktu widzenia drożdże można podzielić na „szlachetne” i „dzi
kie”. „Drożdże szlachetne”, to takie które produkują znaczne ilości etanolu, wpływają ko
rzystnie na jakość końcowego produktu i wykorzystywane są w przemyśle winiarskim, bro
warniczym, gorzelniczym i piekarskim. Zalicza się je do grupy Saccharomyces sensu stricto.
„Drożdże dzikie” to drobnoustroje, których obecność nie jest pożądana w wymienionych ga
łęziach przemysłu. Do drożdży tych zalicza się takie rodzaje jak np.: Rhodotorula, Aureobasi
dium, Candida czy Hanseniospora. Szkodliwość tych mikroorganizmów wynika z ich sła
bych właściwości fermentacyjnych oraz zdolności do rozkładu etanolu, glicerolu i kwasów
organicznych, co negatywnie wpływa na cechy np. wina czy piwa.
Drożdże to grzyby mikroskopowe. Są to organizmy saprofityczne, które najlepiej roz
wijają się na podłożach zawierających cukry proste. Stąd spotyka się je na powierzchni owo
ców, kwiatów czy liści. W warunkach tlenowych drożdże asymilują cukry i utleniają je do
CO
2
i H
2
O, natomiast w warunkach beztlenowych przekształcają cukry do etanolu i CO
2
.
Drożdże z rodzaju Saccharomyces są organizmami jednokomórkowymi. Kształt ko
mórek jest owalny lub okrągły. Mają one długość 58 µm, a szerokość 37 µm. Komórka od
środowiska oddzielona jest ścianą komórkową, pod którą znajduje się błona komórkowa (cy
toplazmatyczna), odpowiedzialna za kontrolę ruchu substancji odżywczych z otoczenia do
komórki oraz wydzielanie na zewnątrz produktów przemiany materii. Wnętrze komórki wy
1
pełnia cytoplazma, w której znajdują się wakuole, mitochondria, jądro i substancje zapasowe
takie jak wolutyna, glikogen i kropelki tłuszczu.
Cechą charakterystyczną drożdży jest rozmnażanie bezpłciowe poprzez pączkowanie.
Polega ono na wytworzeniu na powierzchni komórki uwypuklenia, które rośnie i po osiągnię
ciu rozmiarów podobnych do komórki macierzystej odrywa się i pozostawia bliznę na obu
komórkach. Na komórce nowopowstałej blizna ta nosi nazwę podstawowej lub urodzeniowej.
Na jednej komórce może być ponad 20 blizn po komórkach potomnych. Drożdże w czasie
pączkowania mogą występować jako połączenia dwóch lub trzech komórek. Pączkowanie po
przedzone jest podziałem mitotycznym jądra, stąd komórka potomna jest identyczna z macie
rzystą. Natomiast płciowo drożdże rozmnażają się stosunkowo rzadko, najczęściej ten typ
rozmnażania zachodzi, gdy w środowisku występuje niedobór składników odżywczych.
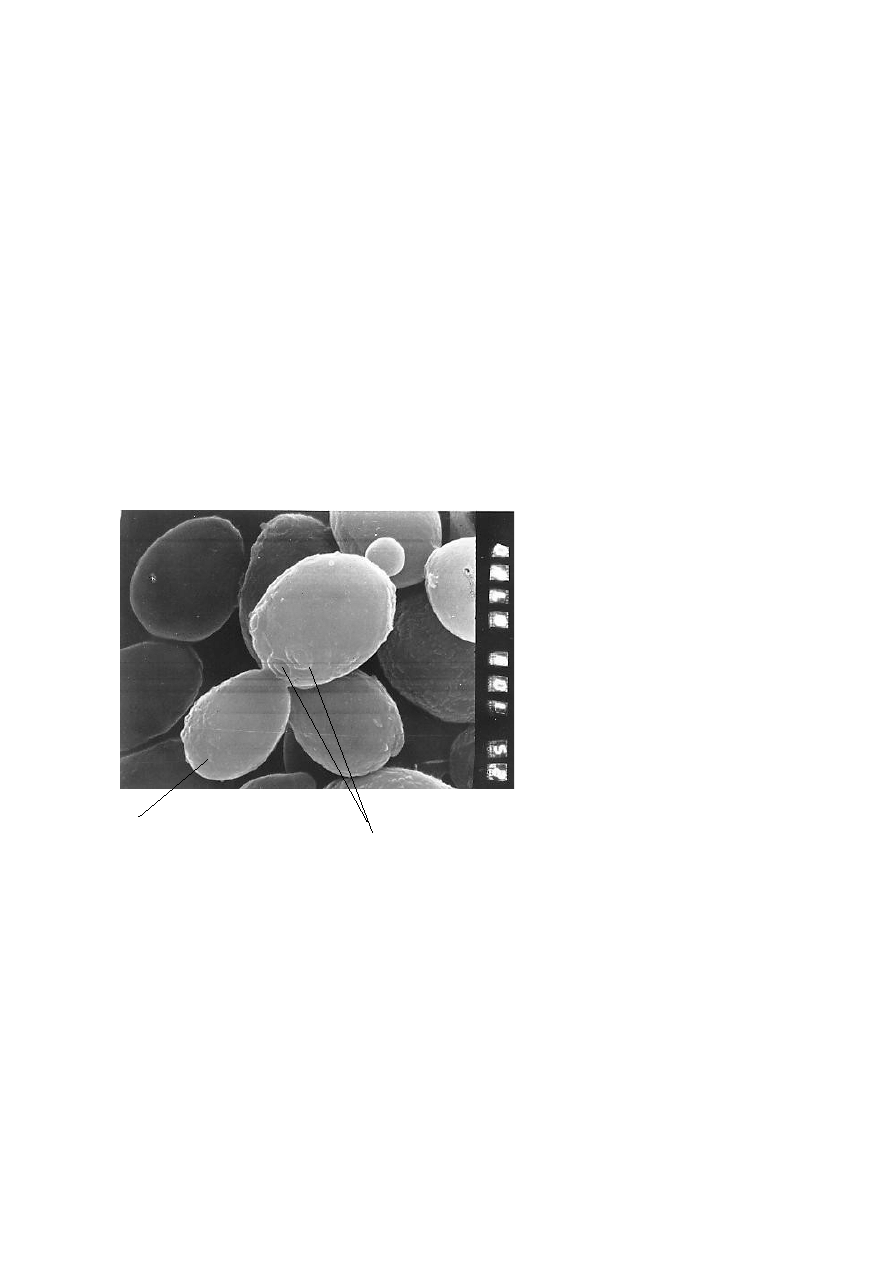
Rysunek. Pączkujące drożdże Sac
charomyces cerevisiae, powiększe
nie x 10.000.
Przemysł winiarski
Pierwsze wina wyrabiano z owoców winorośli zwyczajnej Vitis vinifera w rejonach
Kaukazu, a później m.in. na terenach Azji Mniejszej i Egiptu. W Europie początki winiar
stwa, które datuje się na około 1600 r. p.n.e., miały miejsce w starożytnej Grecji. W Polsce
produkcja wina rozpoczęła się najprawdopodobniej wraz z przyjęciem chrześcijaństwa.
Obecnie w Polsce przepisy prawne dotyczące wyrobu napojów winiarskich reguluje
Ustawa „O wyrobie i rozlewie wyrobów winiarskich, obrocie tymi wyrobami i organizacji
rynku wina”, która wyróżnia wyroby winiarskie gronowe oraz fermentowane napoje winiar
skie. Do tej drugiej grupy należy kilka rodzajów produktów, różniących się m.in. rzeczywi
2
komórka potomna
blizny po komórkach potomnych

stym stężeniem alkoholu (czyli faktycznie stwierdzoną w produktach winiarskich zawartością
alkoholu wyrażoną w procentach objętościowych, w temperaturze 20ºC), rodzajem stosowa
nego nastawu czy ewentualnymi dodatkami. Wśród fermentowanych napojów winiarskich
wyróżniamy: „Polskie Wino”, napoje winopochodne, napoje winopodobne, miody pitne, oraz
napoje niskoalkoholowe. Wina gronowe mogą być produkowane jedynie z owoców winorośli
właściwej Vitis vinifera L. lub jej krzyżówek z innymi gatunkami z rodzaju Vitis dopuszczo
nymi do uprawy w danym kraju Wspólnoty Europejskiej.
W Polsce do produkcji wina używa się z reguły surowców krajowych, a więc owoców
ziarnkowych, pestkowych i jagodowych, przy czym głównym surowcem są jabłka. Udział
soku owocowego w nastawach win owocowych, w zależności od użytych owoców, wynosi od
20% (np. w przypadku róży) do 60% (np. w przypadku jabłek).
Wspomniany powyżej nastaw to mieszanina sporządzona z soku lub koncentratu owo
cowego, ewentualnie miodu pszczelego oraz wody, sacharozy lub innych dozwolonych sub
stancji słodzących, z dodatkiem pożywek azotowych, kwasów organicznych i związków za
wierających SO
2
. W przypadku moszczy gronowych dodatek wody i sacharozy jest zabronio
ny. SO
2
hamuje rozwój niepożądanej mikroflory – drożdży „dzikich” i bakterii octowych
i stwarza jednocześnie korzystne warunki do rozwoju drożdży "szlachetnych".
Proces fermentacji moszczu prowadzi się z zastosowaniem szlachetnych ras drożdży
winiarskich z gatunków Saccharomyces cerevisiae oraz Saccharomyces bayanus, które po
winny charakteryzować się następującymi cechami:
1. krótki okres adaptacji do warunków panujących w nastawie,
2. szybka i intensywna fermentacja o prawidłowym przebiegu,
3. produkcja etanolu do wymaganego poziomu, ale także odporność na podwyższone stęże
nie etanolu,
4. wytwarzanie produktów ubocznych fermentacji, które decydują o właściwym aromacie
i smaku wina,
5. mała wrażliwość na niskie pH i wysokie stężenie kwasów organicznych,
6. zdolność do tworzenia osadu i szybkiego osadzania się na dnie zbiornika po zakończeniu
procesu fermentacji,
7. odporność na obecność związków siarki,
8. odporność na wysokie stężenia garbników,
3

9. odporność na wysokie ciśnienie CO
2
(w przypadku drożdży wykorzystywanych do wtór
nej fermentacji – produkcji win musujących).
W zależności od rasy drożdże winiarskie wytwarzają od 9% do 18% obj. etanolu. Fermen
tacja winiarska najlepiej przebiega w temperaturze 2226ºC, jednak rasy kriofilne są zdolne
do prowadzenia fermentacji w temperaturze około 4ºC.
Do nastawu drożdże dodaje się w postaci namnożonej płynnej kultury określanej jako
matka drożdżowa lub – najczęściej – w postaci drożdży suszonych. Po dodaniu drożdży roz
poczyna się proces fermentacji, który może trwać od kilku dni do kilku tygodni. W tym czasie
wyróżnia się trzy zasadnicze fazy:
1. W fazie zafermentowania drożdże rozmnażają się do momentu wyczerpania rozpuszczone
go tlenu w nastawie, po czym rozpoczyna się fermentacja. Początkowo wydzielane są niezbyt
liczne pęcherzyki CO
2
oraz obserwuje się mętnienie cieczy. Stopniowo na jej powierzchni po
jawia się piana.
2. Fermentacja burzliwa cechuje się występowaniem bardziej lub mniej obfitej piany oraz
wzmożonym wydzielaniem CO
2
. Wzrasta stężenie alkoholu oraz maleje gęstość nastawu.
Z czasem, w miarę obniżania zawartości nieodfermentowanego cukru, proces fermentacji
słabnie. Po paru dniach zmniejsza się wydzielanie CO
2
i zanika piana.
3. Ostatnim etapem fermentacji winiarskiej jest tzw. dofermentowanie. Faza ta charakteryzuje
się łagodnym wydzielaniem CO
2
oraz zanikiem wydzielania piany. Resztki cukru, ze względu
na jego małą ilość, ulegają powolnemu rozkładowi. Po wyczerpaniu zapasów cukru fermenta
cja ustaje. Czynnikiem hamującym fermentację może też być toksyczne działanie alkoholu.
Wino ulega powolnemu procesowi klarowania. Na dnie zbiornika widoczny jest osad, który
składa się z pozostałości części stałych, komórek drożdży oraz strąconych składników wina.
Młode wino można ściągnąć znad osadu już po około tygodniu od zakończenia fazy fermen
tacji burzliwej.
Po fermentacji wino poddaje się leżakowaniu. Proces leżakowania (dojrzewania) wina
jest niezbędny do tego, aby produkt końcowy osiągnął odpowiednią harmonię smaku i zapa
chu. W trakcie leżakowania wytwarza się bukiet wtórny, obniża się kwasowość, wytrąceniu
ulegają substancje nierozpuszczalne. Okres leżakowania zależy od typu wina i waha się od
trzech miesięcy do kilku lat. Wina wysokiej jakości zazwyczaj leżakowane są w dębowych
beczkach lub kadziach. Temperatura dojrzewania wynosi 515ºC.
4

Przemysł browarniczy
Początki produkcji piwa, podobnie jak wina, datuje się na około 6 tys. lat p.n.e. Z tego
bowiem okresu pochodzą najstarsze znaleziska, na terenie obecnego Iranu, szczątków naczyń
do produkcji i przechowywania piwa. Natomiast informacje o wytwarzaniu i rodzajach piwa
zapisane są na glinianych tabliczkach Sumerów i pochodzą sprzed około 3 tys. lat. Piwo było
także napojem popularnym w starożytnym Egipcie, a na licznych freskach i papirusach moż
na znaleźć opisy jego produkcji. Przed 4 tysiącami lat piwo znali również Chińczycy. Nato
miast starożytni Grecy i Rzymianie woleli od piwa wino. Piwo wytwarzane było także przez
barbarzyńskie ludy północy – Celtów, Germanów, Słowian.
Piwo to napój otrzymany w wyniku fermentacji alkoholowej brzeczki piwnej. Brzecz
ka jest wodnym wyciągiem składników wyekstrahowanych ze słodu, chmielu, czasami z do
datkiem surowców niesłodowanych, np.: kukurydzy, ryżu, cukru. W Polsce dozwolony jest
dodatek surowców niesłodowanych w ilości nie przekraczającej 45%.
Słód to skiełkowane i wysuszone ziarno jęczmienia. W Polsce do produkcji piwa sto
sowane są głównie słody jasne (typu pilzneńskiego). Słody ciemne (typu monachijskiego)
wykorzystywane są do produkcji piw ciemnych. W celu uzyskania piw różniących się aroma
tem, barwą i smakiem stosowany jest dodatek słodów specjalnych, np. karmelowego czy bar
wiącego. Słód może być także wytwarzany z pszenicy. Tego typu słody są stosowane głównie
do produkcji piw pszenicznych, które w Polsce są mało popularne.
Chmiel zawiera
substancje goryczkowe i olejki chmielowe, stąd nadaje piwu szlachetną
i przyjemną goryczkę oraz specyficzny aromat. Ponadto związki goryczkowe mają właściwo
ści antyseptyczne i ułatwiają utrzymanie czystości mikrobiologicznej oraz wytrącanie osa
dów, stąd wpływają na trwałość piwa.
Obecnie, często zamiast chmielu stosuje się ekstrakty
lub granulaty chmielowe, które odznaczają się lepszym wykorzystaniem substancji goryczko
wych, większą trwałością i są łatwiejsze w użyciu.
Drożdże
stosowane w piwowarstwie to różne rasy, które należą do gatunków Saccharo
myces cerevisiae, S. uvarum, S. pastorianus (synonim S. carlsbergensis). Są one zdolne wy
tworzyć około 512% obj. etanolu,a w praktyce dzieli się je na dwie grupy:
•
Drożdże fermentacji dolnej fermentują w niższych temperaturach (513°C), mają zdol
ność kłaczkowania i pod koniec fermentacji osiadają na dnie zbiornika. Są powszechnie sto
sowane do produkcji piwa w Polsce.
5

•
Drożdże fermentacji górnej fermentują w temperaturach wyższych (1525°C), podczas
fazy burzliwej zbierają się głównie w górnej warstwie tworząc kożuch, nie mają zdolności
kłaczkowania, ponadto produkują więcej produktów ubocznych fermentacji. Drożdże tego
typu są stosowane w produkcji piwa angielskiego, niektórych belgijskich oraz pszenicznych
niemieckich.
Produkcja piwa rozpoczyna się od śrutowania czyli rozdrabniania słodu. Rozdrobnio
ny słód kierowany jest do warzelni, gdzie w kadzi mieszany jest z wodą o odpowiedniej tem
peraturze, w stosunku 1 część słodu na 4 części wody, po czym rozpoczyna się zacieranie.
Jest to proces podczas którego związki nierozpuszczalne (głównie skrobia i białka) prze
kształcają się w związki rozpuszczalne i przenikają do wody. W procesie zacierania biorą
udział enzymy obecne w słodzie. Optymalne temperatury działania poszczególnych enzymów
są różne, dlatego utrzymuje się przez pewien czas określone temperatury, przy których enzy
my te działają najbardziej intensywnie. Zacieranie prowadzi się metodą infuzyjną lub dekok
cyjną. Metoda infuzyjna polega na stopniowym podnoszeniu temperatury w całym zacierze,
z przerwami w określonych temperaturach dla działania enzymów. W metodzie dekokcyjnej
część zacieru jest odbierana i gotowana, po czym łączona z pozostałą częścią, co prowadzi do
ogrzania całości zacieru. W zależności od ilości odbieranych zacierów wyróżnia się metodę
jedno, dwu lub trójwarową.
Po zacieraniu prowadzi się proces filtracji, aby oddzielić klarowną brzeczkę od wysło
dzin. Po filtracji brzeczka spływa do kotła warzelnego, w którym odbywa się gotowanie
brzeczki z chmielem. Po jego zakończeniu oddziela się osady gorące, a następnie schładza
brzeczkę do temperatury nastawnej, czyli temperatury rozpoczynania fermentacji. Schłodzoną
brzeczkę napowietrza się, a następnie dodaje się drożdże uprzednio namnożone na sterylnej
brzeczce i rozpoczyna się proces fermentacji. Składa się on z trzech etapów, podobnych jak
w przypadku fermentacji winiarskiej. Pod koniec dofermentowania prowadzi się stopniowe
schładzanie młodego piwa do temperatury leżakowania. W czasie obniżania temperatury na
stępuje stopniowe opadanie piany, kłaczkowanie drożdży i klarowanie piwa.
Kolejnym etapem jest leżakowanie (dojrzewanie)
. W tym czasie produkt uzyskuje
właściwy stopień odfermentowania, ma miejsce dalsze nasycenie piwa CO
2
i klarowanie oraz
wytwarza się właściwy bukiet smakowozapachowy. Leżakowanie przebiega w tankach leża
kowych, zwykle w temperaturze od –1 do +1ºC. Obecnie browary dążą do skrócenia czasu
6

produkcji piwa, stąd zarówno proces fermentacji, jak i leżakowania przebiegają często pod
zwiększonym ciśnieniem, a łączny czas produkcji piwa wynosi około 3 tygodni.
Po leżakowaniu piwo jest filtrowane, aby usunąć te zawiesiny, które nie osiadły na
dnie kadzi podczas leżakowania, a na koniec jest rozlewane. Przed rozlewem piwo może być
pasteryzowane, w celu podwyższenia jego trwałości mikrobiologicznej.
Przemysł gorzelniczy
O destylacji wina wspomina już grecki filozof Arystoteles, a opisy aparatów destyla
cyjnych znajdują się w manuskryptach greckich, egipskich i syryjskich z III–VII w.n.e. Pro
dukowany w nich płyn nazywano spiritus vini, czyli duch wina, ponieważ ulatniał się, kiedy
wino ogrzewano. Lotne pary kierowano do chłodnic i otrzymywano napój zawierający praw
dopodobnie ok. 40% obj. alkoholu. Gorzelnie na ziemiach polskich istniały już w XV w. Były
to gorzelnie małe, produkujące głównie z żyta tzw. okowitę o zawartości alkoholu ok. 30%
obj. Nazwa okowita pochodzi ze zniekształconej nazwy łacińskiej aqua vita, którą we Francji
w XIII w. określano destylaty wina stosowane jako lekarstwo. W połowie XVIII w. rozpoczę
to w Zachodniej Europie uprawiać ziemniaki. W Polsce produkcje spirytusu z ziemniaków
rozpoczęto w połowie XIX w.
Wyróżnia się dwa rodzaje gorzelni – rolnicze i przemysłowe. Gorzelnie rolnicze nasta
wione są na przerób skrobiowych surowców roślinnych, takich jak: ziemniaki, zboża czy ku
kurydza, a w gorzelnie przemysłowych głównym surowcem jest melasa gęsta ciecz o ciem
nobrązowej barwie i charakterystycznym zapachu, która powstaje jako produkt uboczny pod
czas produkcji cukru.
W przemyśle spirytusowym do przygotowania surowców zawierających cukry proste np.
melasa czy sok z buraków cukrowych nie trzeba specjalnych zabiegów. Natomiast do przygo
towania surowców, które zawierają polisacharydy (skrobię) konieczna jest ich hydroliza (roz
kład) do monosacharydów. Proces ten składa się z dwóch etapów: upłynnienia surowca i hy
drolizy upłynnionej skrobi.
Celem upłynniania jest skleikowanie skrobi, która w tej formie jest bardziej podatna na
działanie enzymów amylolitycznych. Upłynnianie (parowanie)
w klasycznej technologii pro
wadzi się w parnikach, pod wysokim ciśnieniem i w temperaturze 150170°C. Obecnie, dzię
ki dostępności odpowiednich enzymów, coraz częściej stosuje się zacieranie bezciśniowe,
tzw. zimne zacieranie surowców skrobiowych lub bezciśnieniowe uwalnianie skrobi, które
przebiega w temperaturze 8590°C. Następnie do gęstego kleiku skrobiowego, dodaje się pre
7

paraty enzymatyczne lub stosunkowo rzadko mleczko słodowe, czyli rozdrobniony słód
zmieszany z wodą. Zarówno preparaty enzymatyczne, jak i mleczko słodowe zawierają enzy
my rozkładające skrobię na cukry proste i dwucukry wykorzystywane w procesie fermentacji
przez drożdże. Proces hydrolizy skrobi, podobnie jak w procesie produkcji piwa, nosi nazwę
zacierania i prowadzony jest się w temperaturach optymalnych dla działania poszczególnych
enzymów. Po jego zakończeniu uzyskuje się zacier, który kieruje się do kadzi fermentacyj
nych i dodaje się drożdże.
W gorzelniach stosuje się drożdże różnych ras w zależności od rodzaju surowca, tem
peratury fermentacji czy zawartości cukrów w podłożu. Drożdże gorzelnicze powinny szybko
fermentować cukry, wykazywać niewrażliwość na stężenie alkoholu do 14% obj. i temperatu
rę nawet powyżej 35°C (drożdże termofilne). Ponadto powinny prowadzić proces fermentacji
z wysoką wydajnością i wytwarzać mało produktów ubocznych fermentacji.
Przeciętny czas trwania fermentacji jest krótki i wynosi 4872 godz. W czasie fermen
tacji można zaobserwować 3 fazy procesu, tak jak w produkcji wina i piwa, jednak przejścia
między nimi są trudno uchwytne.
Odfermentowany zacier składa się z substancji nielotnych, które tworzą suchą masę
oraz z substancji lotnych. Zawartość suchej masy w zależności od surowca wynosi 411%.
Spośród substancji lotnych najwięcej jest wody, tj. 7787%, na drugim miejscu jest alkohol
etylowy, którego w zacierze jest przeciętnie 712%. Podczas fermentacji powstają zawsze
produkty uboczne: alkohole wyższe, które nazywa się fuzlami, kwasy organiczne, estry i al
dehydy oraz gliceryna.
Wydzielenie spirytusu z odfermentowanego zacieru odbywa na drodze destylacji
w aparatach odpędowych. W czasie ogrzewania roztwór alkoholu etylowego, jako bardziej
lotny szybciej przechodzi w stan pary niż woda. Otrzymany destylat nosi nazwę spirytusu su
rowego (okowita, surówka) i zawiera 8894% obj. etanolu. Przechodzi do niego około połowy
ogólnej ilości produktów ubocznych wytwarzanych w czasie fermentacji.
Do produkcji wódek czystych oraz do wytwarzania wielu wyrobów chemicznych i far
maceutycznych potrzebny jest spirytus z bardzo małą ilością produktów ubocznych. Dlatego
surówkę oczyszcza się na drodze rektyfikacji, czyli frakcjonowanej destylacji. Na początku
destylacji przechodzą zanieczyszczenia mające temperaturę wrzenia niższą niż alkohol etylo
wy. Jest to tzw. przedgon. Następną frakcję stanowi czysty alkohol etylowy, trzecią frakcję
8

stanowią związki mające temp. wrzenia wyższą od etanolu, czyli niedogon. W wyniku rekty
fikacji otrzymuje się spirytus rektyfikowany o mocy 9596% obj.
Drożdże piekarskie
Już w XVII w. stosowano drożdże do spulchniania ciasta. Po fermentacji piwa z dna
kadzi zbierano osad zwany gęstwą drożdżową. W XVIII w. zaczęto stosować gęstwę z kadzi
fermentacyjnych w gorzelniach. Te drożdże okazały się lepsze, ponieważ szybciej i pewniej
powodowały rośnięcie ciasta. Wadą tych drożdży była ich mała trwałość i kłopotliwy trans
port. Dlatego rozpoczęto zagęszczanie drożdży przy użyciu gęstych woreczków płóciennych,
które po napełnieniu gęstwą wyciskano na prasach śrubowych. W celu zwiększenia gęstości
dodawano przed prasowaniem mączkę ziemniaczaną. Na skalę przemysłową rozpoczęto pro
dukcję drożdży w Wiedniu około 1850 roku.
Drożdże piekarskie należą do gatunku Saccharomyces cerevisiae. Odznaczają się od
powiednią siłą pędną, tj. zdolnością spulchniania ciasta oraz odpowiednim smakiem i zapa
chem, który nie może mieć ujemnego wpływu na smak i zapach pieczywa. Ponadto charakte
ryzują się krótkim czasem generacji oraz dużą aktywnością enzymów hydrolizujących cukry.
Trwałość drożdży prasowanych, czyli handlowych, w temp. 20ºC powinna wynosić do 30
dni. Drożdże powodują nie tylko spulchnienie ciasta, dzięki wytworzonemu CO
2
, ale wpływa
ją na smak i zapach pieczywa oraz są źródłem witamin z grupy B.
Drożdże na rynku dostępne są w postaci sprasowanej biomasy drożdżowej o zawarto
ści suchej substancji średnio 27% lub w postaci drożdży suszonych, które zawierają około
48% s.s.
W drożdżowni, najważniejszą cechą procesu technologicznego jest szybki przyrost
biomasy drożdży. W tym celu stosuje się napowietrzanie, ponieważ przyrost biomasy droż
dżowej zachodzi w warunkach tlenowych. Ponadto ważny jest skład podłoża. Dla prawidło
wego rozwoju drożdży ważny jest stosunek pierwiastków C:N:P, który powinien wynosić
50:8:1. Korzystny wpływ na rozwój drożdży ma dodatek tzw. biostymulatorów, np. kwasu
pantotenowego, biotyny, które jako składniki enzymów katalizują procesy biochemiczne.
Cykl technologiczny produkcji drożdży w drożdżowni polega na kilkuetapowym na
mnażaniu drożdży na sterylnym podłożu melasowym w zbiornikach o wzrastającej objętości.
Hodowla rozpoczyna się od czystej kultury, którą rozmnaża się w kolbach w laboratorium, po
czym przenosi się biomasę do małego propagatora, a ostatecznie kończy w kadzi o pojemno
ści około 100m
3
określanej jako generacja handlowa. Namnożona biomasa drożdży jest wiro
9

wana, po czym odwadniana na filtrze próżniowym i przekazywana do formierki, gdzie zostaje
ugnieciona w postaci prostopadłościennej wstęgi, która następnie cięta jest w bryłki i pakowa
na. W przypadku produkcji drożdży suszonych, biomasa z formierki trafia do rozdrabniacza,
a potem jest suszona w temperaturze nie przekraczającej 40ºC.
Dzięki drożdżom uzyskujemy nie tylko różne produkty alkoholowe oraz pieczywo, są
one także wykorzystywane do produkcji witamin, enzymów, białek i leków. Drożdże to nie
wielkie organizmy o wielkich możliwościach.
Literatura
Biotechnologia żywności, pod redakcją Bednarski W., Reps A., WNT, 2003
Jarosz K., Jarociński J., Gorzelnictwo i drożdżownictwo, WSiP, 1994
Kunze W., Technologia piwa i słodu, Wydawnictwo Piwochmiel, 1999
Libudzisz Z., Kowal K., Żakowska Z., Mikrobiologia techniczna, PWN, 2008
Ustawa z dnia 22 stycznia 2004 roku „O wyrobie i rozlewie wyrobów winiarskich, obrocie
tymi wyrobami i organizacji rynku wina”, DzU. nr 34, poz. 292
Wzorek W., Pogorzelski E., Technologia winiarstwa owocowego i gronowego, Wydawnictwo
SIGMA NOT, 1998
10
Document Outline
Wyszukiwarka
Podobne podstrony:
Wykorzystanie drobnoustrojów w przemyśle spożywczym
Zastosowanie drobnoustrojów w przemyśle, Technologia żywności i żywienia człowieka, Gastronomia
Krzepnięcie mleka - drobnoustroje wykorzystywane w przemyśle, KUCHNIA-ZIOŁA-GOTOWANIE, SERY i serowa
Model matematyczny procesu brykietowania drobnoziarnistych odpadów przemys
klimek Ochab, mikrobiologia przemysłowa,drożdże browarnicze
Model matematyczny procesu brykietowania drobnoziarnistych odpadów przemys
03 drobnoustroje
Przemyśl to
3 Prawo własności przemysłowej
Zanieczyszczenia powstające w przemyśle metalurgii żelaza prezentacja
ryzyko zawodowe w przemysle rolno spozywczym 3
Metody oznaczania ogólnej liczebności drobnoustrojów
15 10 2010 Polityka przemysłowa i polityka wspierania konkurencjiid 16086 ppt
więcej podobnych podstron