jednak bardzo istotną rolę nie tylko w stosunku do obrabianego elementu, lecz tak-
że narzędzi przez zmniejszenie zużycia matryc, chłodzenie oraz oddziaływanie na
chropowatość i stan powierzchni obrabianego elementu. Ogólną charakterystykę
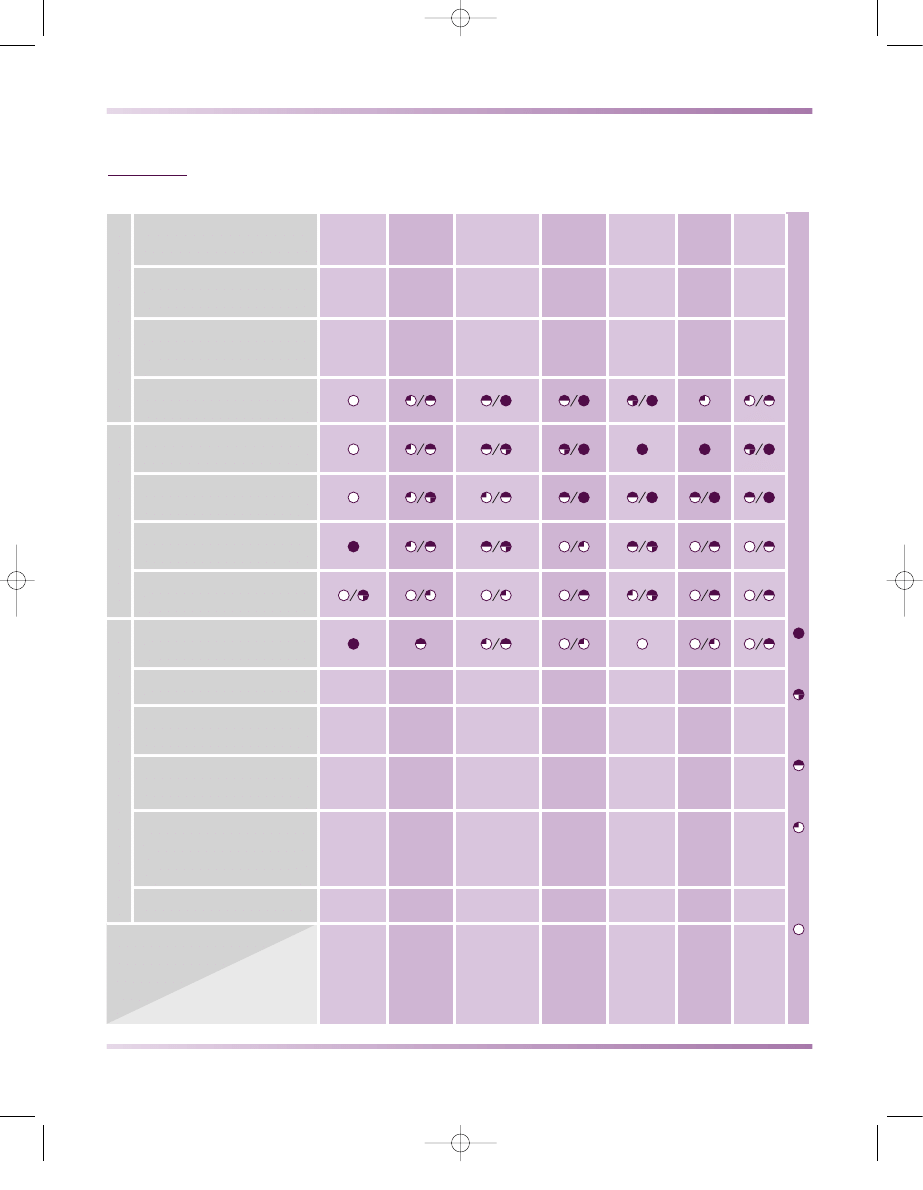
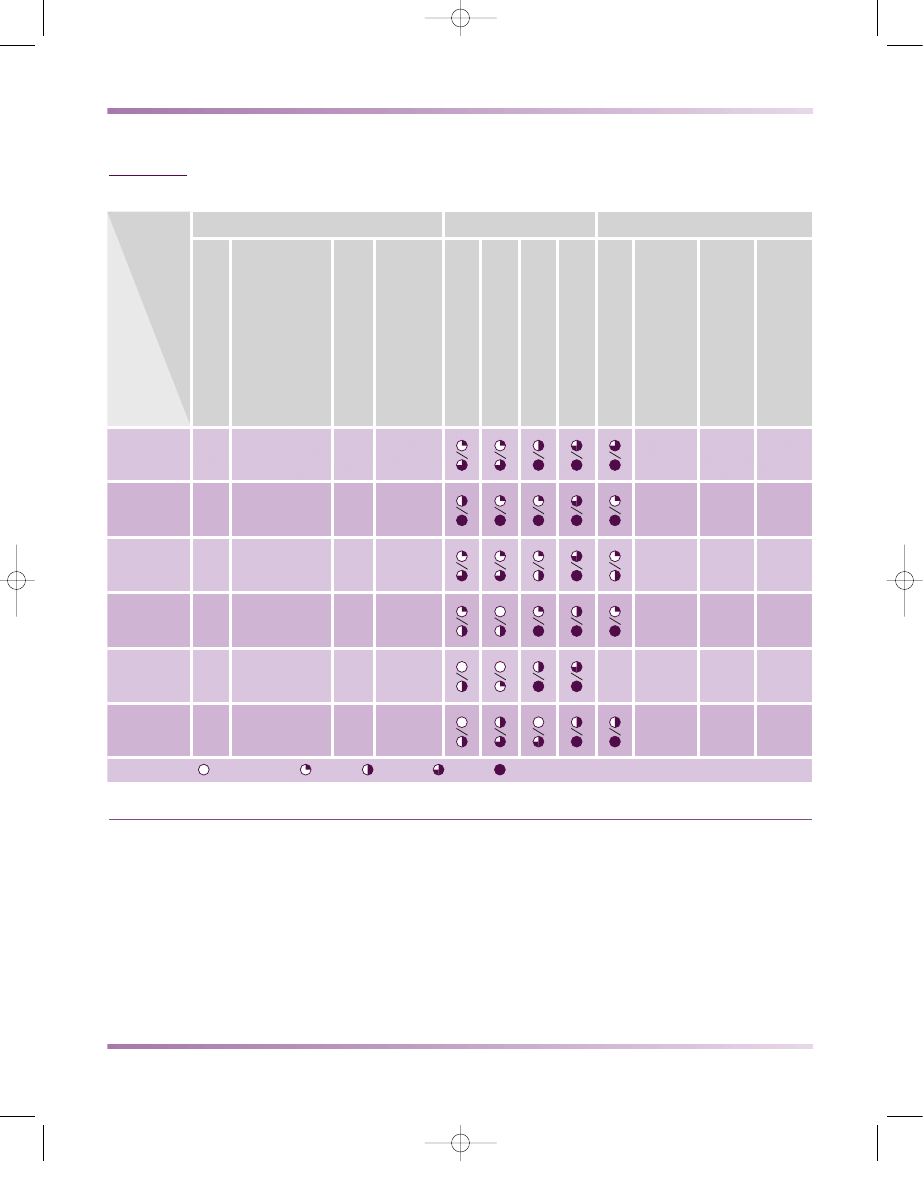
procesów obróbki plastycznej przedstawiono w tablicach 9.29 i 9.30.
9. Podstawy metodologii projektowania materiałowego
1400
produktów i ich elementów
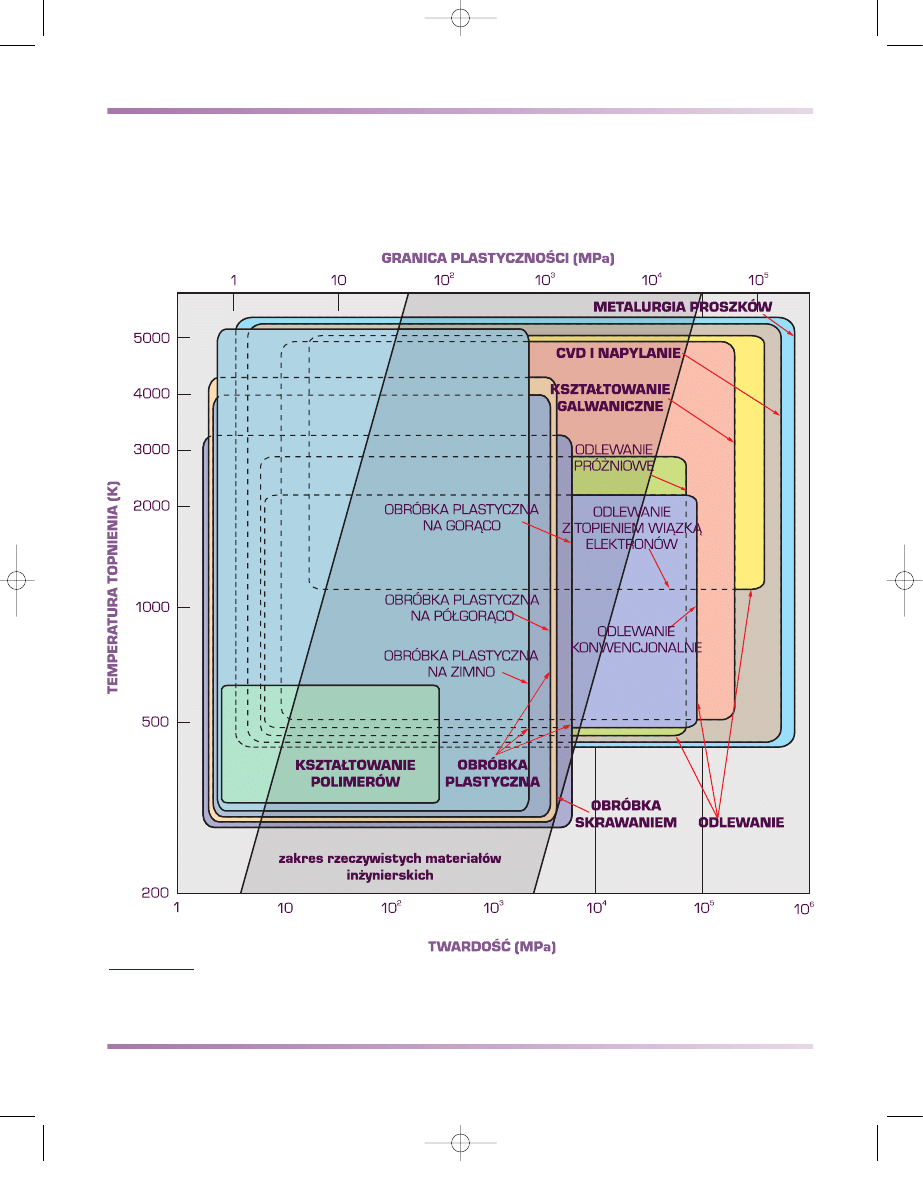
Rysunek 9.67
Możliwość doboru procesów technologicznych kształtowania produktów w zależności od temperatury topnienia
oraz twardości i granicy plastyczności zastosowanych materiałów (opracowano według danych M.F. Ashby’ego)
9 roz 9-11-02 14:15 Page 1400
9.3. Zależność projektowania materiałowego
1401
i technologicznego produktów i ich elementów
Element
K
oszt
Produkcja
Kucie
matrycowe
na gorąco
otwarte
Σ
R0÷3, B,
T1, 2,
F0, Sp6
0,1÷
200000
5
(10)
20
godziny
1÷50
na h
1
Kucie
matrycowe
na gorąco
zamknięte
Σ
R, B, S,
T1, 2, 4,
(T6, 7), Sp
0,01÷
100
3
1
0
tygodnie
10÷00
na h
100÷
1000
Wyciskanie
na gorąco
Σ
R, B, S, SS,
T1, 4, Sp
1÷500
1
20
dni,
tygodnie
10÷
100
na h
1÷10
Kucie
na półciepło,
wyciskanie
Σ
R, B, S, SS,
T1, 4, Sp
0,001÷
50
(0,005)
1
(1)
5
tygodnie
100÷
10000
na h
1000÷
100000
Ciągnienie
kształtowe
Σ
R0, B0,
S0, T0
10÷
1000
0,1
0,1
dni
10÷
2000
m/min
1000
Walcowanie
bruzdowe
Σ
R0, B0, S0
10÷
1000
0,5
–
tygodnie
20÷
500
m/min
50000
Walcowanie
dwukierunkowe
Σ
R1, 2, 7,
T1, 2, Sp
0,001÷
10
11
tygodnie
,
miesiące
100÷
1000
na h
1000÷
10000
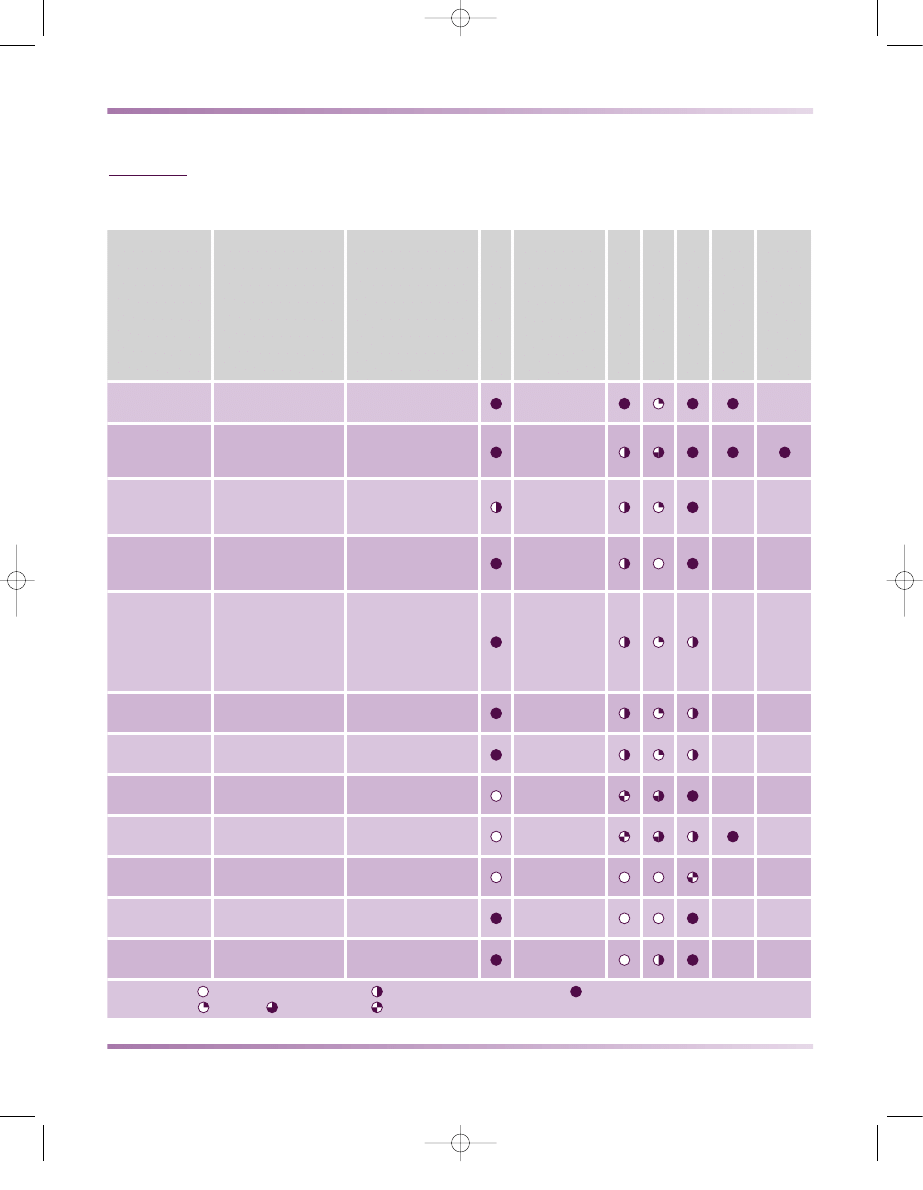
Charakterystyka
Proces obróbki
materiał (obrabialny plastycznie)
kształt według tablicy 9.24
masa, kg
minimalny przekrój, mm
minimalna średnica otworu, mm
jakość powierzchni
wyposażenie
matryce
robocizna
obróbka wykończająca
umiejętność operatora
czas opakowania
wydajność, szt./maszynę
minimalna wielkość
lub długość, m
Oznaczenia: bardzo duży, duży, średni, niski, bardzo niski,
Σ
– wszystkie.
Tablica 9.29
Ogólna charakterystyka procesów obróbki plastycznej elementów litych
9 roz 9-11-02 14:15 Page 1401
METALURGIA PROSZKÓW
Elementy o złożonym kształcie, ciasnych tolerancjach wymiarowych, kontrolo-
wanej gęstości oraz własnościach mogą być wytwarzane z zastosowaniem metod
metalurgii proszków. Proszki metali są produkowane przez redukcję tlenków, roz-
kład w wysokiej temperaturze, elektrolitycznie, w procesach hydrometalurgicz-
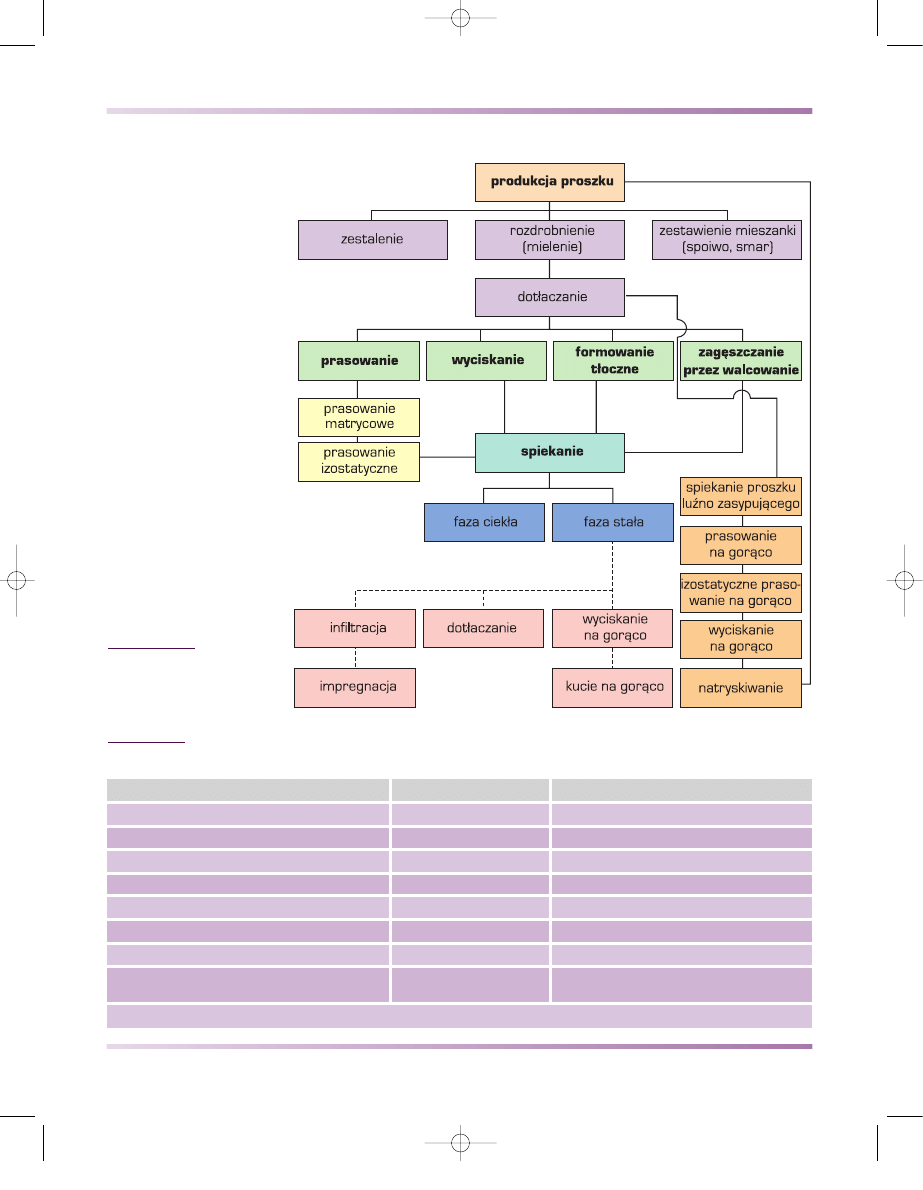
nych lub przez rozpylanie cieczy metalowej. Sekwencja operacji technologicznych
właściwych dla procesów metalurgii proszków jest podana na rysunku 9.68.
Metalurgia proszków może być konkurencyjna w stosunku do innych procesów
wytwarzania, chociaż jest zwykle uzasadniona ekonomicznie przy dużej skali pro-
dukcji, nie mniejszej niż 1000
÷
10000 sztuk, kiedy to następuje amortyzacja nakła-
dów inwestycyjnych na oprzyrządowanie i narzędzia. W tablicy 9.31 podano orien-
tacyjne ceny elementów wytwarzanych różnymi metodami metalurgii proszków.
9. Podstawy metodologii projektowania materiałowego
1402
produktów i ich elementów
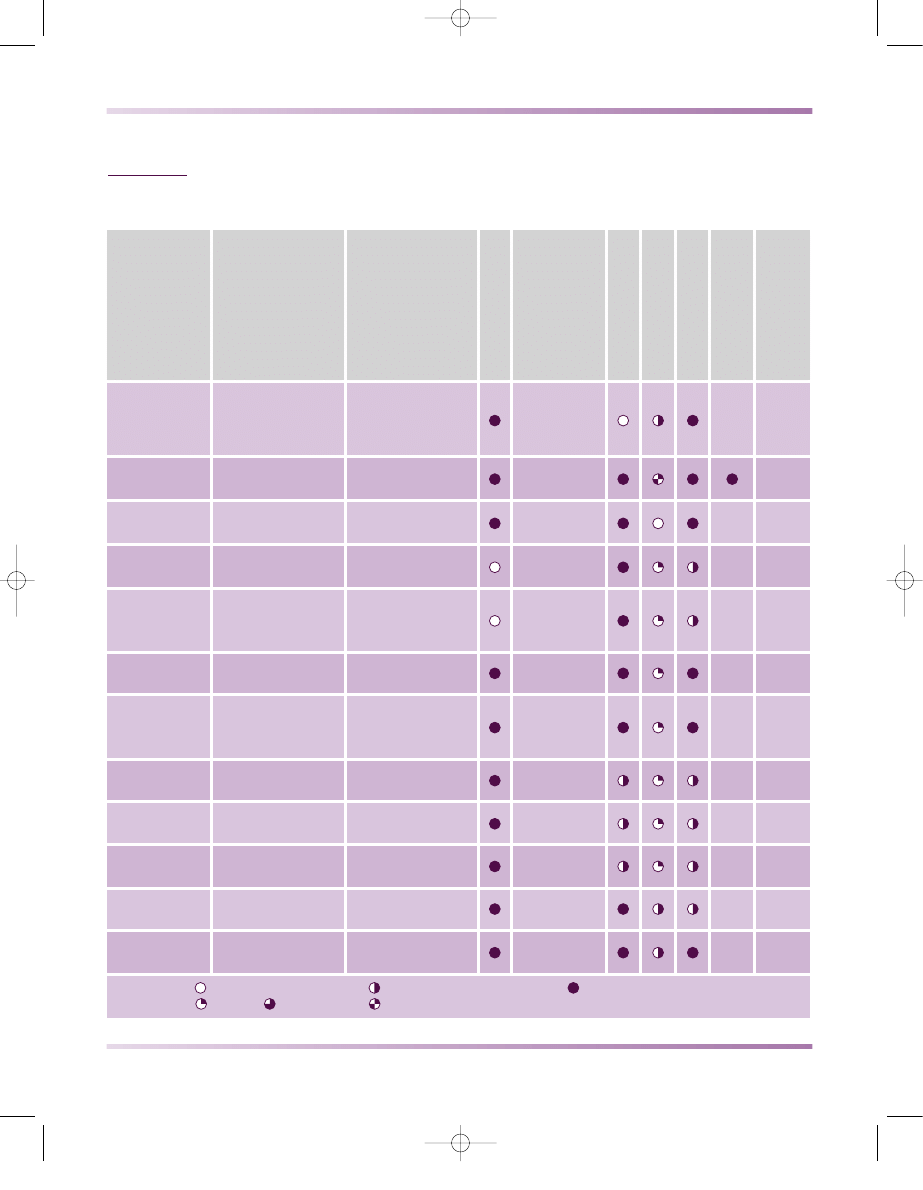
Oznaczenia: bardzo duży, duży, średni, niski, bardzo niski,
Σ
– wszystkie.
Charakte-
rystyka
Procesy
formowania
Element
Koszt
Produkcja
Wykrawanie
Σ
F0÷2, T7
>10
0,5÷1
grubości
dni
10
2
÷10
5
10
2
÷10
4
Zginanie
Σ
R3, B3, S0,
3, 7, SS, T3,
F3, 6
>100
–
godziny,
dni
10÷10
4
1÷10
4
Przędzenie
Σ
T1, 2, 4, 6,
F4, 5
>25
–
dni
10÷10
2
1÷10
2
Ciągnienie
Σ
F4, S7
>2
–
dni,
miesiące
10÷10
4
10÷10
5
Głębokie
tłoczenie
Σ
T4, F4, 7
>10
>3
tygodnie,
miesiące
10÷10
4
10
3
÷10
5
Formowanie
gumą
Σ
F0÷4, 6, 7, T3,
4, 7, R3, B3,
S0, 3, 7, SS
2
50 (dla
h=1mm
Al)
dni
10÷10
2
10÷10
2
materiał (obrabialny plastycznie)
kształt według tablicy 9.24
maksymalna grubość, mm
minimalna średnica otworu, mm
wyposażenie
matryce
robocizna
wykończenie
umiejętności operatora
czas opanowywania
wydajność, szt./h
minimalna wielkość, szt.
–
Tablica 9.30
Ogólna charakterystyka obróbki plastycznej na zimno blach, prętów i rur
9 roz 9-11-02 14:15 Page 1402
9.3. Zależność projektowania materiałowego
1403
i technologicznego produktów i ich elementów
Rysunek 9.68
Ogólna klasyfikacja
procesów technologicznych
metalurgii proszków
Proces metalurgii proszków
Zakres gęstości, g/cm
3
Cena sprzedaży w 1997 r., USD/kg
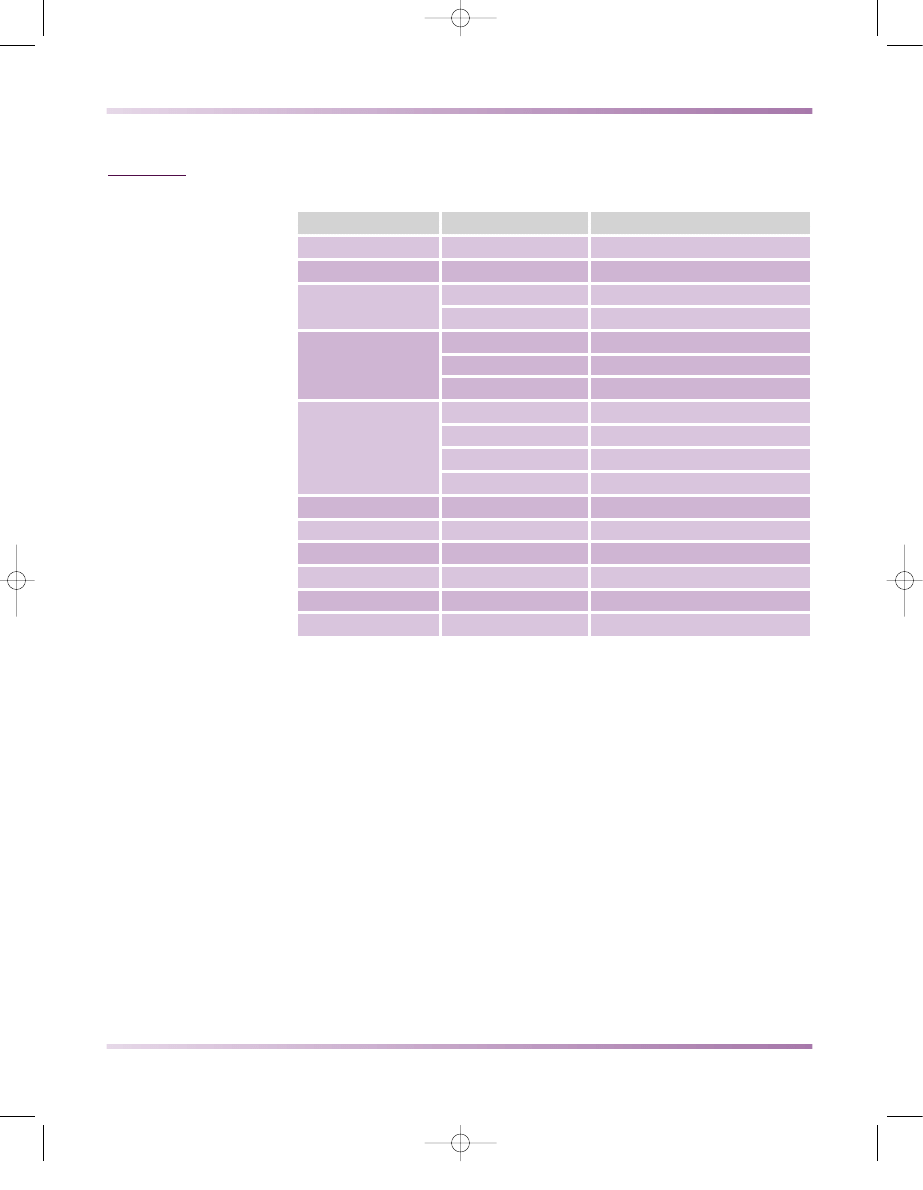
Prasowanie i spiekanie
6÷7,1
5,4÷6
Prasowanie, spiekanie, kształtowanie na wymiar
6÷7,1
6,4÷7,1
Nasycanie miedzią
7,3÷7,5
7,8÷7,9
Kształtowanie na ciepło
7,2÷7,4
6,9÷7,3
Dwukrotne prasowanie i spiekanie
7,2÷7,4
8,9÷9,1
Wtrysk metalu do formy
7,5÷7,6
100÷155,6
Kucie na gorąco
7,8
11,1÷12,2
Dwukrotne prasowanie i spiekanie
+ dogęszczanie izostatyczne na gorąco
7,87
13,3÷15,6
Podane wartości są uśrednione; małe elementy są kosztowniejsze, a duże tańsze w przeliczeniu na kg.
Tablica 9.31
Porównanie orientacyjnych cen elementów wytworzonych różnymi metodami metalurgii proszków
9 roz 9-11-02 14:15 Page 1403
Metalurgia proszków staje się bezkonkurencyjnym procesem wytwarzania w na-
stępujących przypadkach:
pożądaną cechą jest porowatość produktów, jak np. w przypadku specjalnych
filtrów,
wymagana jest porowata struktura w celu zmagazynowania środków smarują-
cych, jak w przypadku łożysk samosmarujących,
uzyskiwana jest struktura skomponowana przez nasączanie spiekanego poro-
watego szkieletu z jednego metalu innym ciekłym metalem o niższej tempera-
turze topnienia, jak w przypadku styków elektrycznych wolframowo–srebrnych,
lub spieków stalowych nasączanych miedzią w celu zwiększenia przewodności
i wytrzymałości.
W tablicy 9.32 porównano podstawowe cechy różnych procesów metalurgii
proszków.
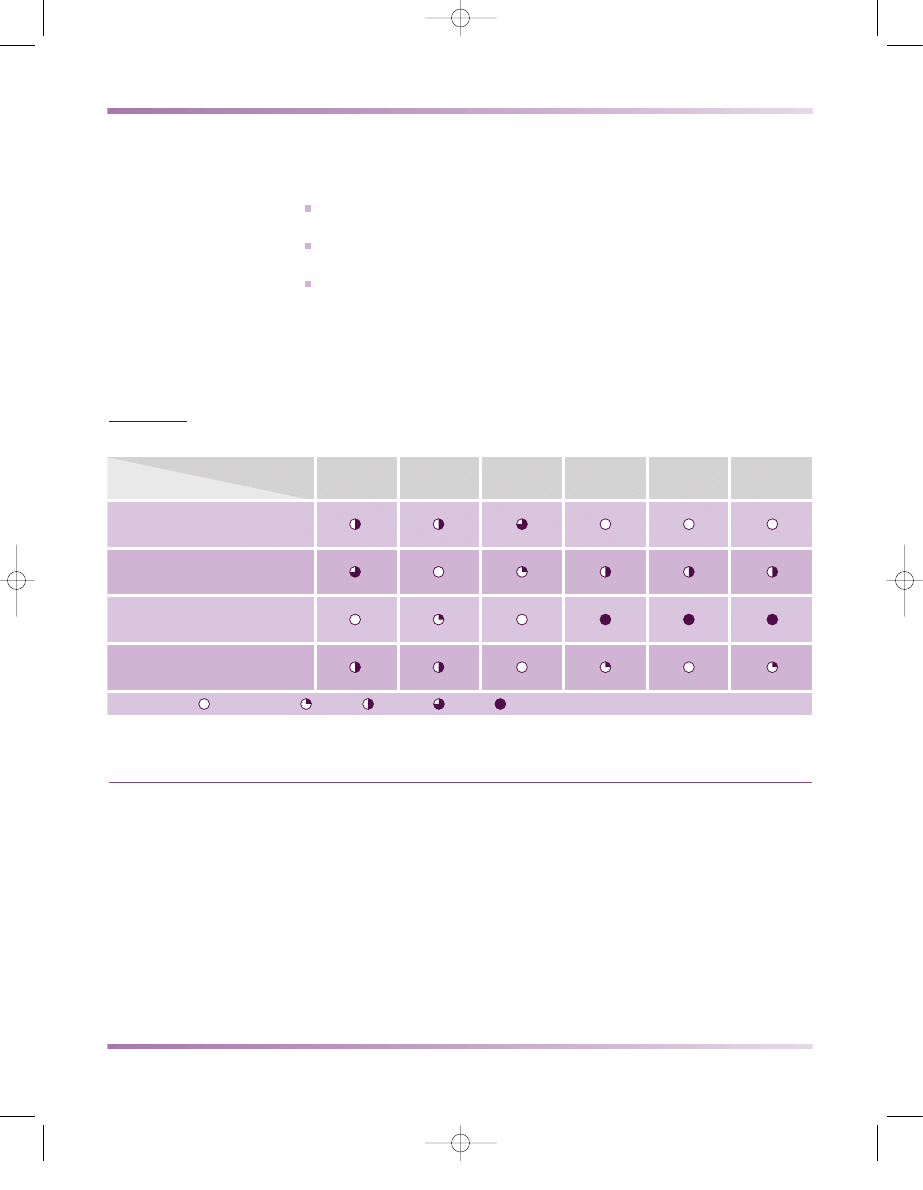
OBRÓBKA UBYTKOWA
Elementy wytworzone metodami odlewniczymi, obróbki plastycznej i metalur-
gii proszków często wymagają usunięcia części materiału w celu nadania ostatecz-
nego kształtu, zapewnienia tolerancji wymiarowych oraz wymaganej chropowato-
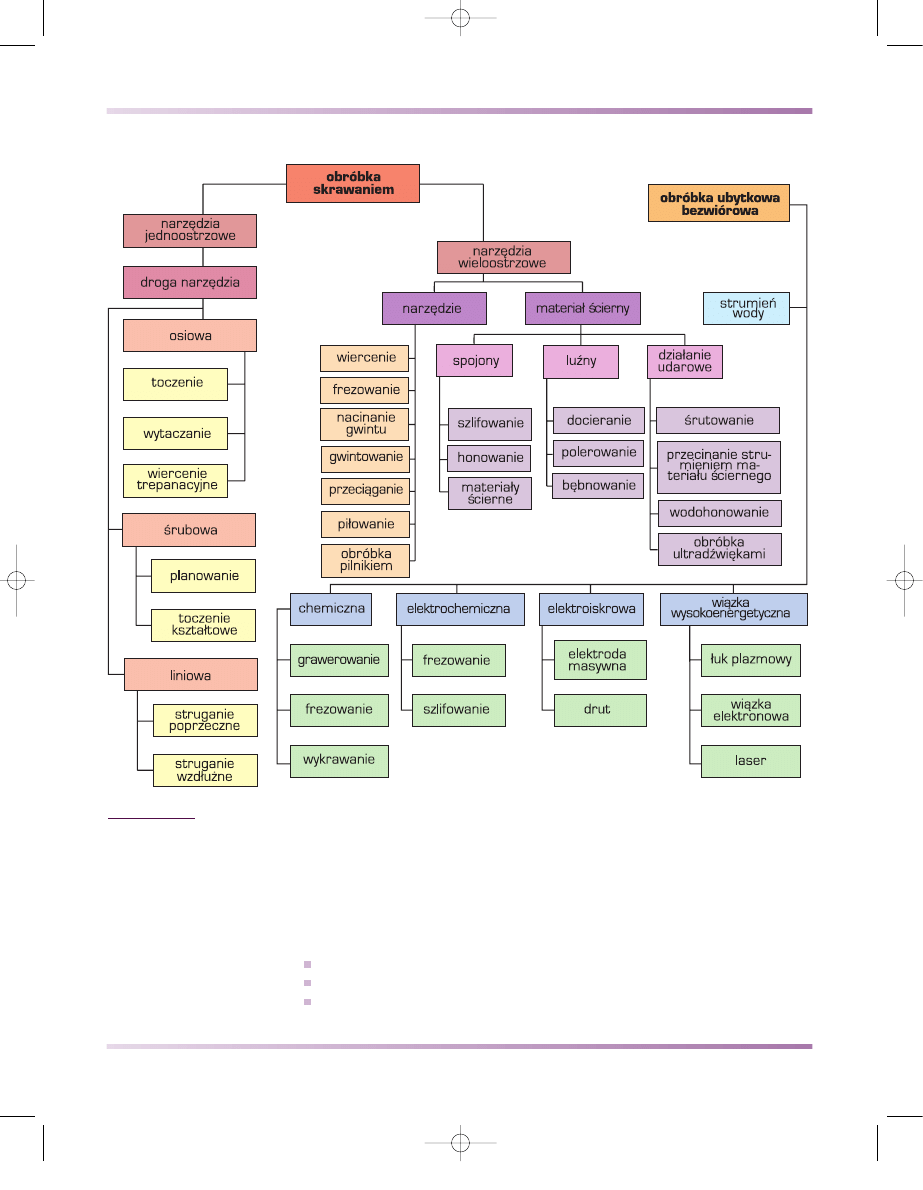
ści powierzchni. Metal może być usuwany metodami obróbki skrawaniem lub tech-
nikami mniej konwencjonalnymi (rys. 9.69). Obróbka ubytkowa (tabl. 9.33) może
być także alternatywą dla nadawania ostatecznego kształtu półproduktom hutni-
czym, takim jak pręty lub płyty.
Stopy o dobrej skrawalności mogą być obrabiane przy większych przekrojach
wióra i zadowalającej trwałości narzędzi skrawających, niższych kosztach i mniejszej
chropowatości powierzchni obrabianych elementów po obróbce skrawaniem. W ta-
blicy 9.34 zestawiono energie właściwe wymagane do obróbki skrawaniem wybra-
nych metali i stopów. Ponieważ kształt jest zapewniany przez usuwanie materiału,
nie ma ograniczeń grubości przekroju, z wyjątkiem zagrożenia utratą stateczności
9. Podstawy metodologii projektowania materiałowego
1404
produktów i ich elementów
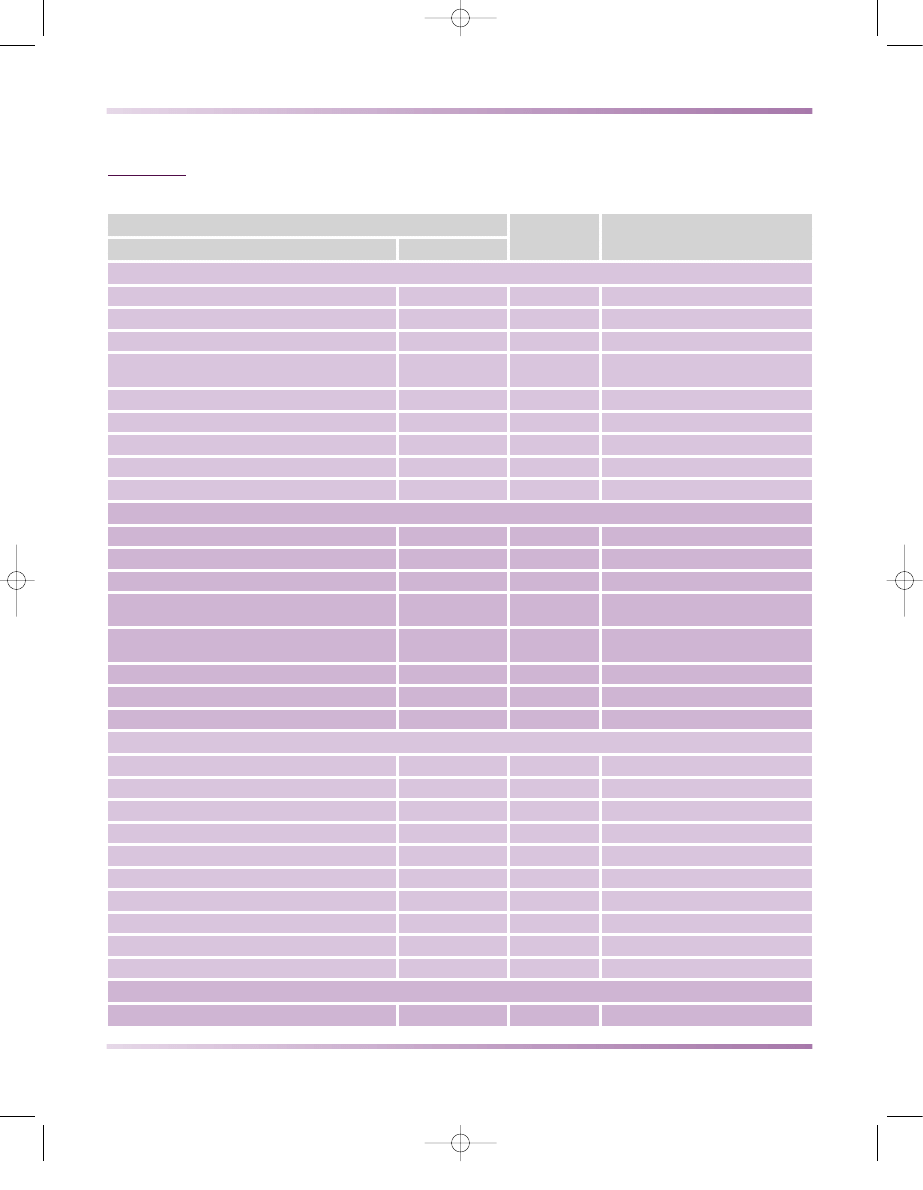
Charakterystyka
Proces
Wymiar
Złożoność
kształtu
Gęstość
Tolerancje
wymiarowe
Wydajność
produkcji
Koszt
Konwencjonalny
Kształtowanie przez
wtryskiwanie proszków metalu
Izostatyczne prasowanie na gorąco
Kucie proszków
Oznaczenia: bardzo duży, duży, średni, niski, bardzo mały.
Tablica 9.32
Porównanie procesów metalurgii proszków
9 roz 9-11-02 14:15 Page 1404
obrabianych elementów pod wpływem działających sił skrawania. Ważną rolę od-
grywa dobór materiału na narzędzia jedno- lub wieloostrzowe ze względu na moż-
liwość obniżenia temperatury skrawania i zużycia energii, wzrastających z podwyż-
szeniem szybkości skrawania. Szlifowanie jest obróbką wykończającą.
Do niekonwencjonalnych technik obróbki ubytkowej zalicza się:
wytrawianie,
obróbkę elektroerozyjną,
obróbkę laserową, plazmową lub wiązką elektronową.
9.3. Zależność projektowania materiałowego
1405
i technologicznego produktów i ich elementów
Rysunek 9.69
Ogólna klasyfikacja procesów technologicznych obróbki ubytkowej metali i ich stopów
9 roz 9-11-02 14:15 Page 1405
OBRÓBKA CIEPLNA
Proces wytwarzania produktów i ich elementów zarówno umożliwia nadanie im
wymaganych kształtów, jak i zapewnia odpowiednie kształtowanie struktury i wła-
sności zastosowanych materiałów, odpowiedzialnych za własności użytkowe pro-
duktów. Procesy kształtowania własności materiałów, a zwłaszcza stopów metali,
związane są zarówno z doborem ich składu chemicznego, mechanizmami od-
kształcenia plastycznego i usuwania skutków umocnienia zgniotowego, jak również
z przemianami fazowymi zachodzącymi podczas procesów obróbki cieplnej.
Obróbka cieplna jest dziedziną technologii obejmującą zespół zabiegów wy-
wołujących polepszenie własności mechanicznych i fizyczno–chemicznych meta-
li i stopów, powodowane zmianami struktury w stanie stałym w wyniku zmian
9. Podstawy metodologii projektowania materiałowego
1406
produktów i ich elementów
Element obrabiany
Koszt
Produkcja
Toczenie
Σ
(a)
–
R0÷2, 7,
T0÷2, 4, 5,
Sp
<1
średnica
symetryczne
osiowo
1÷50
1
Automatyczne
narzynanie
gwintów
Σ
(a)
łatwo
skrawalne
automatowe
R0÷2, 7,
T0÷2, 4, 5,
Sp
<1
średnica
symetryczne
osiowo
10÷
500
500
Struganie,
planowanie
Σ
(a)
–
B, S0÷2, F0
<2
powierzchnia
płaska
1÷50
1
Wiercenie
Σ
(a)
łatwo
skrawalne
automatowe
T0
0,1
(średnica
otworu)
walcowy
10÷
500
1
Frezowanie
Σ
(a)
łatwo
skrawalne
automatowe
B, S, SS,
F0÷4, 7
<1
3D
1÷50
1
Szlifowanie
Σ
twardy
R0÷2, 7, T0÷2,
4, 5, Sp, B,
S0÷2, F0, S,
SS, F0÷4, 7
<0,5
Σ
(gł. płaskie,
osiowo
symetryczne)
1÷
1000
1
Docieranie
Σ
twardy
R0÷2, T0÷2,
4÷7, F0÷2,
Sp
<0,5
płaskie,
walcowe,
3D
10÷
1000
1
Oznaczenia: bardzo duży, duży, średni, niski, bardzo niski,
Σ
– wszystkie, (a) z wyjątkiem większości materiałów ceramicznych.
Charakte-
rystyka
Procesy
obróbki
ubytkowej
materiał
wskazany materiał
kształt według
tablicy 9.24
minimalny przekrój,
mm
układ powierzchni
wyposażenie
narzędzia
robocizna
umiejętności operatora
czas przygotowawczo–
wykończeniowy
wydajność, szt./h
minimalna skala, szt.
Tablica 9.33
Ogólna charakterystyka procesów obróbki skrawaniem
9 roz 9-11-02 14:15 Page 1406
temperatury, czasu oraz działania ośrodka. Szczegółowe warunki obróbki cieplnej
poszczególnych stali i innych stopów metali przedstawiono w poprzednich rozdzia-
łach książki dotyczących tych grup materiałów inżynierskich.
Obróbkę cieplną wykonuje się z reguły po ostatecznym nadaniu kształtu obra-
bianym elementom, z wyjątkiem obróbki międzyoperacyjnej, która służy do popra-
wy technologiczności stosowanych materiałów, np. skrawalności przez wyżarzanie
zmiękczające, odkształcalności przez wyżarzanie rekrystalizujące, spawalności
przez wyżarzanie odprężające, stosowane również w innych przypadkach w celu
obniżenia poziomu naprężeń wewnętrznych. Niektóre operacje stosowane są rów-
nież dla półproduktów hutniczych, jak m.in. wyżarzanie ujednorodniające wlew-
ków, wyżarzanie normalizujące lub zupełne np. rur lub prętów z niektórych stali.
Obróbka cieplna należy do procesów technologicznych, które znacznie podwyż-
szają koszty, wobec czego możliwość jej zastosowania wymaga każdorazowo anali-
zy, zwłaszcza podczas szczegółowego projektowania inżynierskiego, mając na uwa-
dze podstawową zasadę przyjętą w projektowaniu, związaną z koniecznością połą-
czenia minimalnych możliwych kosztów z najlepszymi możliwymi własnościami
użytkowymi produktu.
Ze względu na czynniki wpływające na kształtowanie struktury oraz własno-
ści metali i stopów można wyróżnić różne rodzaje obróbki cieplnej podane
w rozdziale 4.6.1.
9.3. Zależność projektowania materiałowego
1407
i technologicznego produktów i ich elementów
Rodzaj materiału
Twardość, HB
Energia właściwa, J/mm
3
Aluminium
50÷100
0,55
Stopy aluminium
100÷150
0,65
Żeliwa
125÷175
0,87
175÷250
1,3
Stal niestopowa
150÷200
1,3
200÷250
1,7
250÷300
2,2
Stal stopowa
200÷250
1,7
250÷300
2,2
300÷350
2,8
350÷400
3,5
Miedź
–
1,5
Mosiądz
100÷150
1,7
Brąz
100÷150
1,7
Stopy żarowytrzymałe
–
3,3÷8,5
Stopy tytanu
–
3÷4,1
Stopy żaroodporne
–
3,8÷9,3
Tablica 9.34
Średnia energia na jednostkę objętości wymagana do obróbki skrawaniem różnych metali i stopów
9 roz 9-11-02 14:15 Page 1407
W przypadku obróbki cieplnej zwykłej zmiany struktury i własności są spowo-
dowane głównie zmianami temperatury i czasu. Podczas obróbki cieplno–che-
micznej istotny wpływ na skład chemiczny, strukturę i własności warstwy wierzch-
niej wywiera także ośrodek, w którym odbywa się obróbka. W obróbce ciepl-
no–mechanicznej (cieplno–plastycznej) na własności obrabianego materiału
wpływa ponadto odkształcenie plastyczne, a w obróbce cieplno–magnetycznej
– pole magnetyczne. Klasyfikację obróbki cieplnej przedstawiono na rysunkach
4.38 i 4.39.
Oprócz korzystnego wpływu na własności fizyczne i mechaniczne materiału
stosowanego na elementy produktów obróbka cieplna powoduje również zmiany
wymiarowe, wpływa na podwyższenie poziomu naprężeń wewnętrznych, a w nie-
których przypadkach może być również przyczyną trwałych uszkodzeń, zwanych
pęknięciami hartowniczymi.
Pomimo stale prowadzonych prac naukowo–badawczych, związanych zarów-
no z opisami analitycznymi, jak i modelowaniem, te aspekty uwzględniane są
w projektowaniu na podstawie doświadczeń praktycznych i należą do podstawo-
wych zasad projektowania. O znaczeniu tych czynników może stanowić fakt, że
konieczność zapewnienia możliwych do zaakceptowania zmian wymiarowych
i poziomu naprężeń wewnętrznych spowodowanych obróbką cieplną może być
powodem zmian konstrukcyjnych w projektowaniu, zmiany materiału i procesu
technologicznego niezależnie od dodatkowych kosztów oraz obniżenia własności
wytrzymałościowych.
ZNACZENIE ZMIAN WYMIARÓW I KSZTAŁTÓW
SPOWODOWANYCH PRZEZ OBRÓBKĘ CIEPLNĄ
W typowym procesie wytwarzania elementów produktu wyróżnia się pięć eta-
pów, z których każdy może wpływać na zmiany wymiarowe i poziom naprężeń we-
wnętrznych w elemencie obrabianym cieplnie:
obróbka plastyczna, obróbka ubytkowa lub inne procesy kształtowania,
nagrzewanie elementu,
wygrzewanie w celu ujednorodnienia roztworu stałego podczas obróbki ciepl-
nej lub umożliwienia dyfuzji podczas obróbki cieplno–chemicznej,
chłodzenie z podwyższonej temperatury,
odpuszczanie, starzenie lub wyżarzanie po ochłodzeniu.
Wymienionym etapom procesu wytwarzania towarzyszy 7 głównych czynników
decydujących o zmianach wymiarów i kształtu oraz wzroście poziomu naprężeń
wewnętrznych w elementach obrobionych cieplnie:
zmiany struktury i składu chemicznego materiału, decydujące o anizotropii wła-
sności oraz przebiegu przemian fazowych,
zmiany poziomu naprężeń wewnętrznych w stosunku do stanu pierwotnego po
obróbce ubytkowej oraz kształtowaniu,
pełzanie elementów w temperaturze podwyższonej pod własnym ciężarem lub
w wyniku zamocowania,
duże różnice i asymetria w zmianie wymiarów przekrojów materiału spowodo-
wane zróżnicowaniem szybkości nagrzewania oraz chłodzenia w różnych miej-
scach obrabianego elementu,
9. Podstawy metodologii projektowania materiałowego
1408
produktów i ich elementów
9 roz 9-11-02 14:15 Page 1408
zmiany objętości wywołane przemianami fazowymi,
niejednolity odpływ ciepła podczas chłodzenia,
rozszerzalność cieplna.
Większość wymienionych czynników wywiera bezpośredni wpływ na postać
konstrukcyjną projektowanego elementu i w żadnym razie nie może być pominię-
ta podczas projektowania inżynierskiego, szczególnie w stadium projektowania
szczegółowego.
WSPÓŁCZESNE TENDENCJE W ROZWOJU TECHNOLOGII OBRÓBKI CIEPLNEJ
W związku ze stałym zwiększaniem znaczenia materiałów ceramicznych, kom-
pozytowych i polimerowych wśród materiałów inżynierskich, relatywnie maleje zu-
życie materiałów metalowych. To staje się główną przyczyną zmniejszenia się rela-
tywnego udziału obróbki cieplnej wśród technik wytwarzania, z ok. 20% jeszcze
w roku 1992 do ok. 10% w roku 1998, chociaż w skali bezwzględnej stale obserwu-
je się wzrost nakładów na obróbkę cieplną elementów maszyn i urządzeń oraz na-
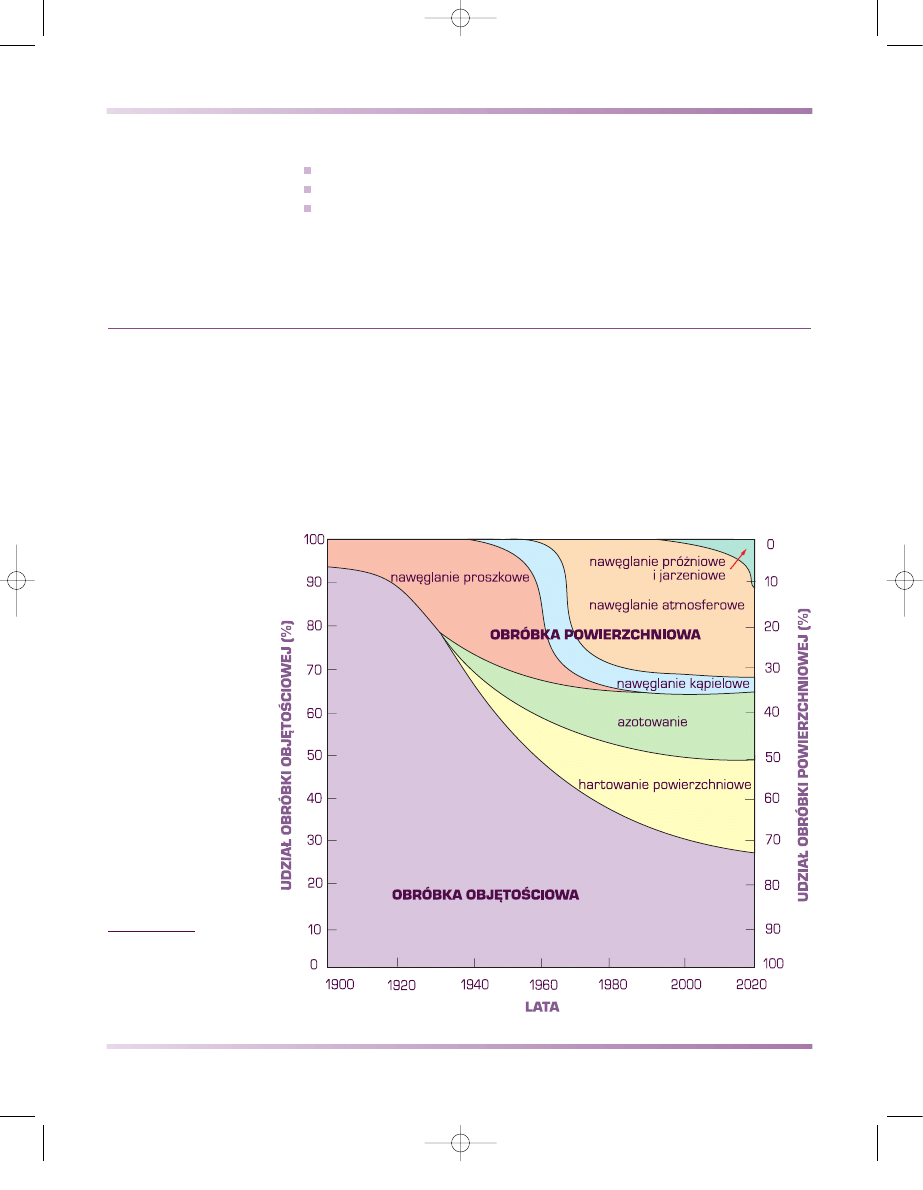
rzędzi. Rozwój technologii obróbki cieplnej od początku ubiegłego wieku związa-
ny jest ze stałym wzrostem znaczenia obróbek powierzchniowych, kosztem male-
jącego udziału obróbek objętościowych (rys. 9.70). Obecny rozwój i znaczenie po-
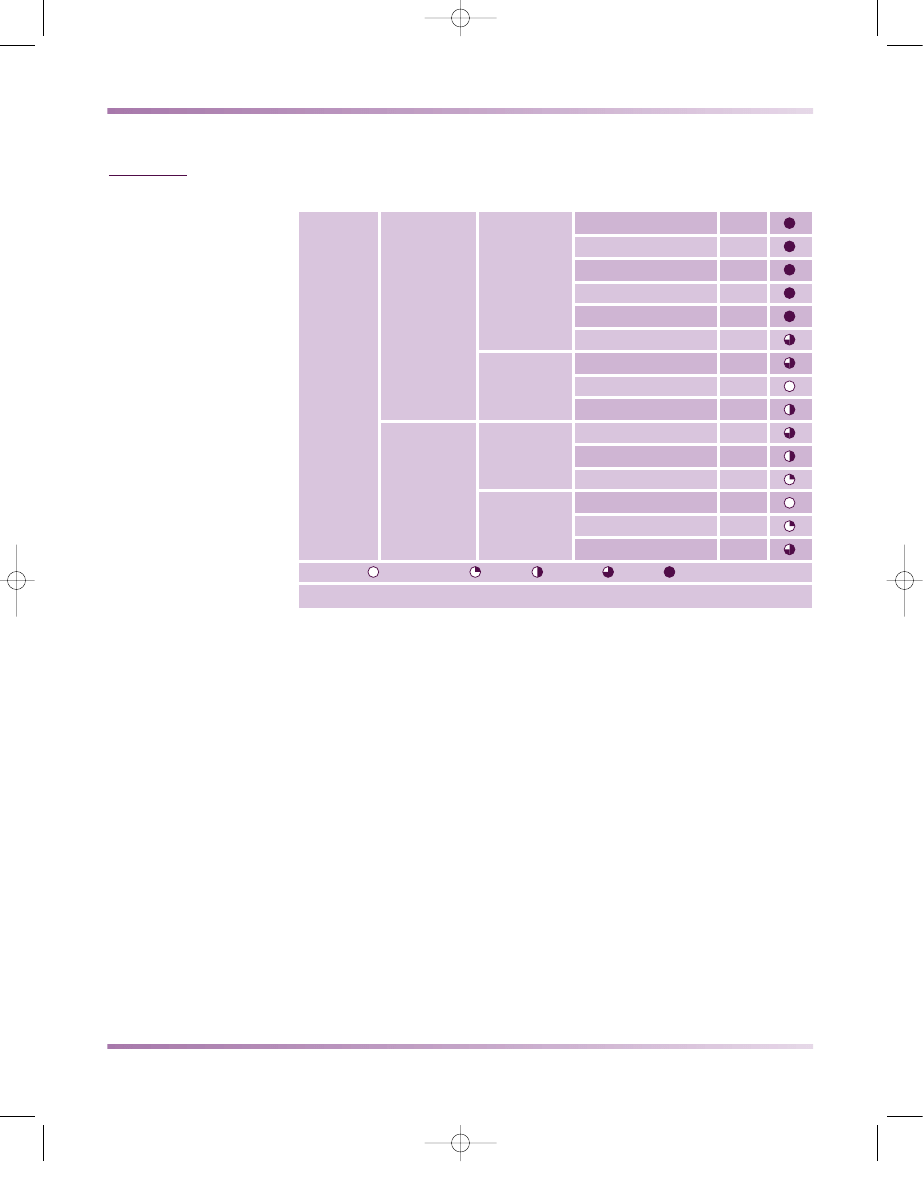
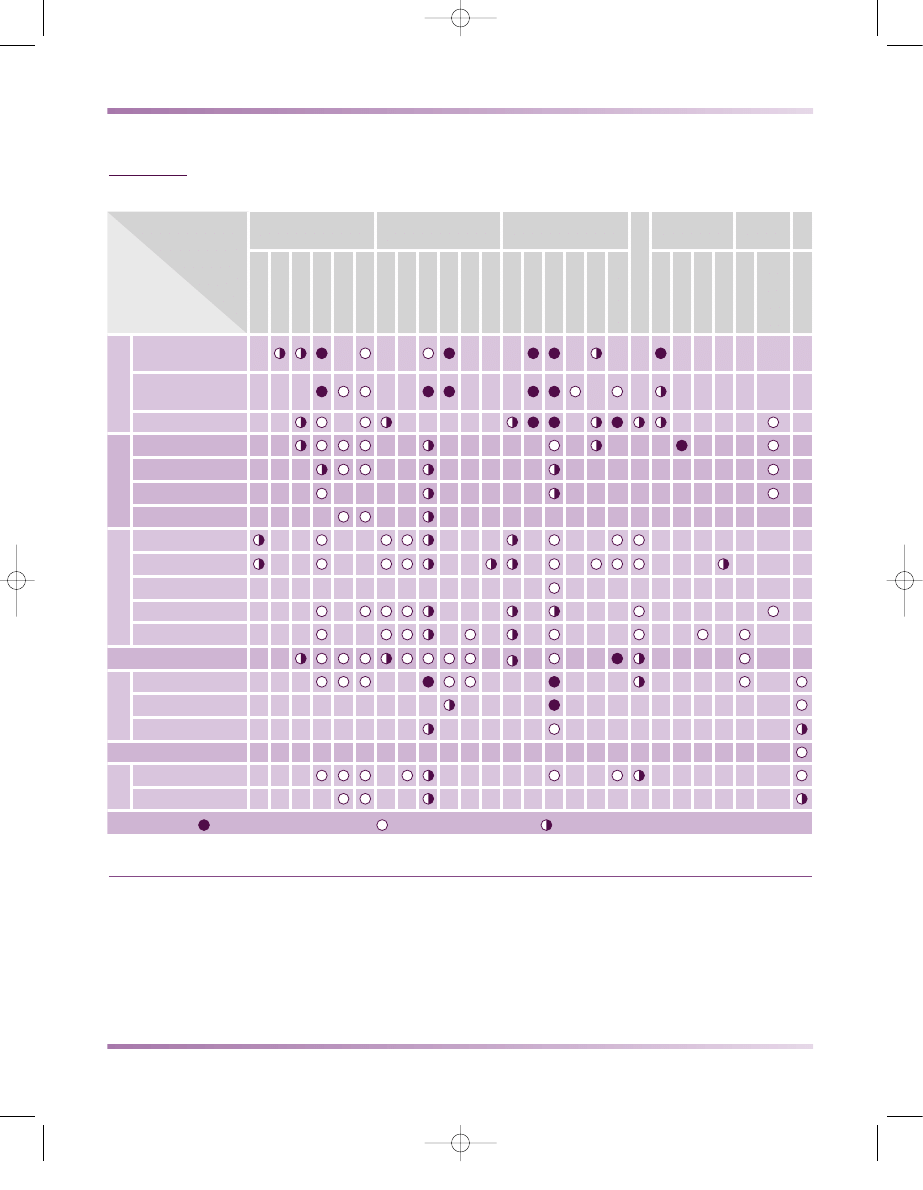
szczególnych technologii obróbki cieplnej przedstawiono w tablicy 9.35.
9.3. Zależność projektowania materiałowego
1409
i technologicznego produktów i ich elementów
Rysunek 9.70
Zmiany udziału technologii
obróbki cieplnej
(opracowano według
J.M. Belota i D. Ghiglione)
9 roz 9-11-02 14:15 Page 1409
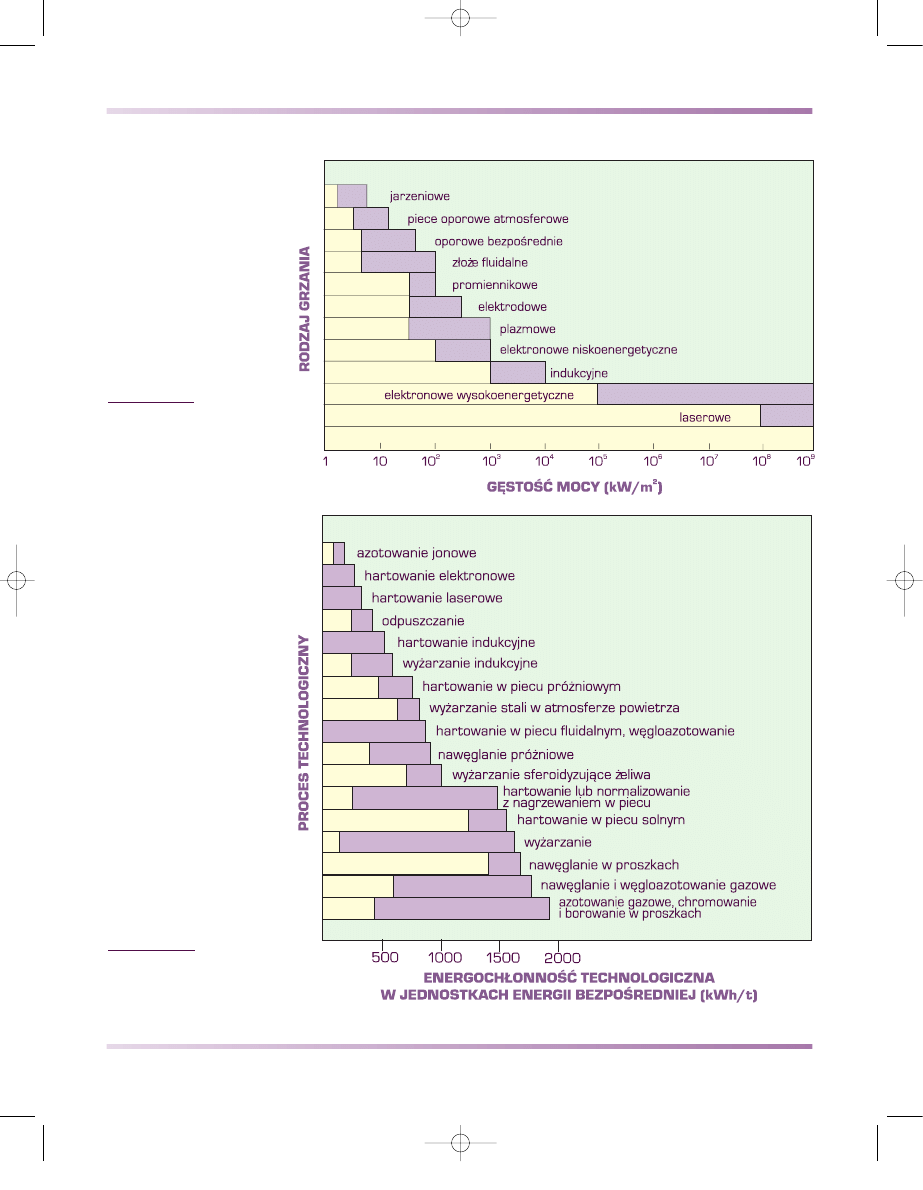
Wśród tendencji rozwoju obróbki cieplnej z pewnością najpoważniejsza doty-
czy sposobów grzania. Zastosowanie znajdują w dalszym ciągu urządzenia grzejne
elektryczne i paliwowe. Pomimo wyższych kosztów inwestycyjnych należy liczyć
się z nasileniem się tendencji do wykorzystania w obróbce cieplnej energii elek-
trycznej (rys. 9.71) i ograniczenia energii paliwowej, zarówno ze względów ekolo-
gicznych jak i z uwagi na podatność tych procesów na automatyzację i robotyza-
cję. Wysokoenergetyczne sposoby grzania elektrycznego dają również dodatkowe
możliwości grzania, a także osadzania i implantowania pierwiastków chemicznych
na powierzchni wsadu.
Jednym z podstawowych wskaźników determinujących rozwój i zastosowanie
różnych procesów technologicznych obróbki cieplnej jest ich energochłonność (rys.
9.72). Ze względu na to kryterium można wskazać obecnie preferencje dotyczące
rozwoju procesów nagrzewnicowych, tj. indukcyjnych, elektronowych i laserowych
oraz niskoenergochłonych procesów próżniowych i realizowanych z udziałem wyła-
dowania jarzeniowego. Wskazane jest zastępowanie procesów kąpielowych obróbką
w próżni, złożach fluidalnych lub w piecach z atmosferami regulowanymi, a także
preferowanie krótkookresowych procesów niskotemperaturowych, np. azotowania,
zamiast energochłonnych – wysokotemperaturowych, np. nawęglania.
Powtarzalność produkcji w zakresie technologii obróbki cieplnej, zwiększanie
jej wydajności oraz polepszenie jakości procesu i produktów oraz poprawę warun-
ków pracy obsługi są zapewniane przez rozwijającą się w coraz większym stopniu
9. Podstawy metodologii projektowania materiałowego
1410
produktów i ich elementów
Technologie
obróbki
cieplnej
piecowe
zwykłe
atmosferowe
proszkowe
pastowe
powietrzne
kąpielowe
indukcyjne
zmodyfikowane
z atmosferą regulowaną
fluidalne
próżniowe
nagrzewnicowe
niewiązkowe
kąpielowe
indukcyjne
jarzeniowe
wiązkowe
laserowe
elektronowe
plazmowe
Rozwój: bardzo duży, duży, średni, mały, nie występuje.
Zastosowanie: rosnące, malejące, ustabilizowane.
—
—
—
—
↓
↓
↓
↑
↑
↑
↑
↑
↑
↑
↑
↑
↓
—
Tablica 9.35
Rozwój i zastosowanie różnych technologii obróbki cieplnej (opracowano na podstawie danych
T. Burakowskiego)
9 roz 9-11-02 14:15 Page 1410
9.3. Zależność projektowania materiałowego
1411
i technologicznego produktów i ich elementów
Rysunek 9.71
Ranking sposobów grzania
elektrycznego ze względu
na gęstość mocy doprowa-
dzonej do wsadu
Rysunek 9.72
Ranking energochłonności
niektórych procesów techno-
logicznych obróbki cieplnej
9 roz 9-11-02 14:15 Page 1411
9. Podstawy metodologii projektowania materiałowego
1412
produktów i ich elementów
Proces
Podstawowe
polepszane
własności
Dodatkowe
korzystne
własności
Przygotowanie
powierzchni
Malowanie
odporność korozyjna
odporność korozyjna
–
szczotkowanie
~20
Powłoki organi-
czne proszkowe
lepsza odporność
na ścieranie
po malowaniu
szczotkowanie,
odtłuszczanie
Galwanizacja
odporność korozyjna
i na ścieranie
smarność,
przewodność cieplna
i elektryczna
odtłuszczanie
~100
~20
Powlekanie
bezprądowe
odporność korozyjna
i na ścieranie
smarność, własności
elektryczne
i magnetyczne
odtłuszczanie
25
<100
Powlekanie
zanurzeniowe
odporność korozyjna
Al daje odporność
na utlenianie
platerowanie
(Al)
odtłuszczanie
(Zn)
100
740
(Al)
450
(Zn)
850
(zol–żel)
Inne metody
cynkowania
odporność korozyjna
–
odtłuszczanie
500
450
Emaliowanie
odporność korozyjna
i na ścieranie
żaroodporność,
obojętność chemiczna
przedmu-
chiwanie
200
800÷
900
Natryskiwanie
na gorąco
odporność na zużycie
izolacja cieplna,
odporność erozyjna
przedmu-
chiwanie
500
200
Metalizacja
natryskowa
odporność na zużycie
odporność korozyjna
przedmu-
chiwanie
–
CVD
odporność na zużycie
i na korozję
–
specjalne
2000
>1200
PACVD
odporność na zużycie
i na korozję
–
specjalne
10
>600
PVD
odporność na zużycie
i na korozję
–
specjalne
10
>500
Oznaczenia: bardzo dobry, tak, wysoki, średni, umiarkowany, niekiedy, nie, niski, żaden, nie ma,
dobry,
ograniczony,
różny.
Zachowanie wymiarów
Koszt
Możliwość zastosowania
Zniekształcenie
Limit grubości,
µ
m
Temperatura podłoża, °C
Tablica 9.36
Porównanie procesów technologicznych obróbki powierzchniowej
(opracowano według danych N. A. Watermana i M. F. Ashby'ego)
9 roz 9-11-02 14:15 Page 1412
9.3. Zależność projektowania materiałowego
1413
i technologicznego produktów i ich elementów
Proces
Podstawowe
polepszane
własności
Dodatkowe
korzystne
własności
Przygotowanie
powierzchni
PAPVD
odporność na zużycie
i na korozję
bariera cieplna,
odporność erozyjna,
własności magne-
tyczne i elektryczne
specjalne
25
>500
Platerowanie
przez walcowanie
odporność korozyjna
–
szczotkowanie
20
Powlekanie chemi-
czne konwersyjne
odporność korozyjna
i na zużycie
smarność
obróbka
skrawaniem
700
80
Nawęglanie
odporność na zużycie
wytrzymałość
zmęczeniowa
obróbka
skrawaniem
2000
825÷
950
odporność na zużycie
–
obróbka
skrawaniem
Węgloazotowanie
wysokotempera-
turowe
Węgloazotowanie
niskotempera-
turowe
750
800÷
870
Azotowanie
odporność na zużycie
wytrzymałość
zmęczeniowa
obróbka
skrawaniem
500
500÷
590
odporność na zużycie
auty scuffing
obróbka
skrawaniem
250
540÷
600
Borowanie
odporność na zużycie
twardość na gorąco
obróbka
skrawaniem
25
1100
Chromowanie
odporność korozyjna
i na utlenianie
–
obróbka
skrawaniem
1000
1300
Aluminiowanie
odporność korozyjna
i na utlenianie
–
obróbka
skrawaniem
1000
1000
Hartowanie
powierzchniowe
odporność na zużycie
wytrzymałość
zmęczeniowa
obróbka
skrawaniem
5000
1000
Nagniatanie
wytrzymałość
zmęczeniowa
–
obróbka
skrawaniem
250
~20
Oznaczenia: bardzo dobry, tak, wysoki, średni, umiarkowany, niekiedy, nie, niski, żaden, nie ma,
Zachowanie wymiarów
Koszt
Możliwość zastosowania
Zniekształcenie
Limit grubości,
µ
m
Temperatura podłoża, °C
dobry,
ograniczony,
różny.
Tablica 9.36
c.d.
Porównanie procesów technologicznych obróbki powierzchniowej
(opracowano według danych N. A. Watermana i M. F. Ashby'ego)
9 roz 9-11-02 14:15 Page 1413
automatyzację produkcji, związaną zarówno z mechanizacją urządzeń oraz auto-
matyczną regulacją i sterowaniem urządzeń i procesu z użyciem indywidualnych
sterowników lub komputerów. Coraz większego znaczenia nabiera również robo-
tyzacja.
Obserwuje się coraz częstsze wykorzystywanie modelowania, głównie z wyko-
rzystaniem wspomagania komputerowego, procesów technologicznych obróbki
cieplnej oraz zmian zachodzących w obrabianych cieplnie materiałach metalo-
wych, a właściwie wykonanych z nich produktów, wiążącego skład chemiczny, wa-
runki technologii, naprężenia własne, odkształcenia i strukturę z własnościami me-
chanicznymi i eksploatacyjnymi materiałów lub warstw wierzchnich produktu.
EKOLOGICZNE UWARUNKOWANIA OBRÓBKI CIEPLNEJ
Dzięki operacjom obróbki cieplnej, przy relatywnie małym zużyciu zasobów,
można kształtować własności materiałów, tak by wytwarzane z nich produkty były
oszczędne ze względu zarówno na masę zużytych na nie materiałów metalowych,
jak i trwałość wytwarzanych z nich produktów lub ich elementów. Jednocześnie,
produkty wytwarzane z udziałem obróbki cieplnej zwykłej z materiałów metalo-
wych są także do recyrkulacji po zużyciu, co spełnia postulaty ekologicznego cyklu
zużycia produktu.
Podstawowe działania proekologiczne w zakresie obróbki cieplnej dotyczą tak-
że stosowania urządzeń emitujących do atmosfery ograniczonej ilości pyłów, ga-
zów cieplarnianych (CO
2
, NH
3
, freony, NH
4
, O
3
), gazów degradujących powłokę
ozonową (NO
x
, NH
4
, chlorowęglany), oraz szkodliwe dla ludzi, flory i fauny (SO
2
,
NO
x
, pary i tlenki metali ciężkich). Starannie należy wyselekcjonować nieszkodli-
we dla środowiska chłodziwa hartownicze i środki myjące.
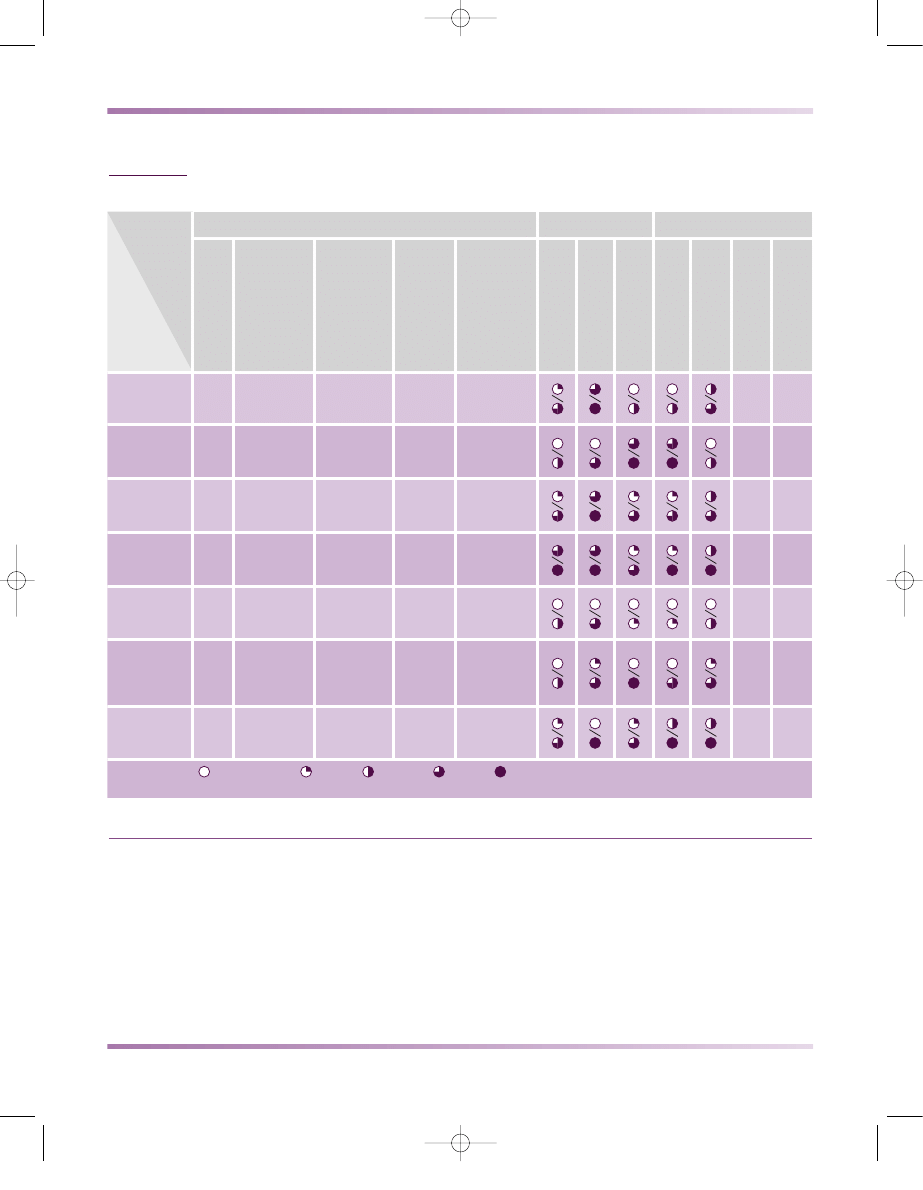
OBRÓBKA POWIERZCHNIOWA
Wielokrotnie od materiałów inżynierskich metalowych i otrzymywanych z nich
produktów wymaga się określonych własności tylko na powierzchni. W takim przy-
padku rdzeń staje się niejako nośnikiem kształtu i postaci produktu lub jego ele-
mentu, chociaż oczywiście wymagana jest od niego odpowiednia wytrzymałość,
ciągliwość i inne własności mechaniczne i fizyczne. Warstwa powierzchniowa mo-
że być nanoszona wyłącznie w celu zabezpieczenia przed korozją, jak np. w przy-
padku malowania, może być nanoszona ze względów estetycznych, np. dla nada-
nia barwy lub połysku, ale często zapewnia zachowanie wymaganych tolerancji wy-
miarowych w warunkach pracy, odporności na zużycie, odporności na ścieranie
i innych odpowiednich własności wytrzymałościowych powierzchni. W tablicy
9.36 porównano własności różnych procesów technologicznych obróbki po-
wierzchniowej.
W tablicy 9.37 przedstawiono przykłady zastosowania jonowych technologii
implantacyjnych, a w tablicy 9.38 porównano możliwości zastosowania metod
CVD, natomiast w tablicy 9.39 porównano metody PVD.
W tablicy 9.40 przykładowo porównano natomiast wpływ warunków procesu
magnetronowego nanoszenia powłok PVD na ich niektóre własności.
9. Podstawy metodologii projektowania materiałowego
1414
produktów i ich elementów
9 roz 9-11-02 14:15 Page 1414
9.3. Zależność projektowania materiałowego
1415
i technologicznego produktów i ich elementów
Narzędzia lub elementy implantowane
Materiał
implantujący
(jony)
Krotność lub rodzaj
wzrostu trwałości
rodzaj
materiał
Narzędzia do obróbki plastycznej
Ciągadła do drutu miedzianego
WC–Co
węgiel
5
Nożyce
stale narzędziowe
azot
2÷4
Nożyce
WC–Co
azot
5
Nożyce do tworzyw sztucznych
stale stopowe
twarde spieki
azot
6
2÷4
Matryce i stemple
stale, WC, WC–Co
azot
2÷5
Kowadła spęczające łby nitów z metali szlachetnych
stale stopowe
azot
2÷5
Walce do walcarek miedzi, aluminium
stale stopowe
azot
3÷6
Narzędzia do wytłaczania puszek aluminiowych, tub
stale stopowe
azot
3÷5
Narzędzia odlewane pod ciśnieniem
stale
azot
3÷5
Narzędzia skrawające
Gwintowniki
stale narzędziowe
azot
8÷10
Narzynki
stale narzędziowe
azot
3÷4
Wiertła dentystyczne
WC–Co
azot
2÷3
Wiertła do metali
stale narzędziowe,
twarde spieki
azot
1,2÷6
Wiertła do obwodów drukowanych
stale szybkotnące,
płytki spiekane
azot
4
Frezy krążkowe
stale szybkotnące
azot
2÷3
Noże do gwintów
stale szybkotnące
azot
5
Noże krążkowe
stale szybkotnące
azot
11
Elementy maszyn
Elementy wtryskarek do tworzyw sztucznych
stale narzędziowe
azot
2÷10
Wtryskiwacze paliwa
stale narzędziowe
azot
100
Łożyska precyzyjne lotnicze
stale stopowe
azot
lepsza odporność na pitting i korozję
Łożyska berylowe
stopy berylu
bor
3÷5
Łożyska kulkowe
stale stopowe
chrom
3x mniejsza korozja w wodzie morskiej
Łożyska kulkowe
stale stopowe
tantal
zmniejszone zużycie i korozja
Elementy wytłaczarek do włókien szklanych
stale narzędziowe
tytan
znacznie zmniejszone zużycie
Łopatki turbin
stopy Ni
itr
wysoka odporność na utlenianie
Zawory grzybkowe do pary
stale
cyna
10x zmniejszone zużycie
Części pomp
stale stopowe
tytan + węgiel
zmniejszone zużycie
Inne
Protezy biodrowe
stopy tytanu
azot
100÷400
Tablica 9.37
Przykłady zastosowań jonowych technologii implantacyjnych (według S. Tkaczyka)
9 roz 9-11-02 14:15 Page 1415

9. Podstawy metodologii projektowania materiałowego
1416
produktów i ich elementów
1416
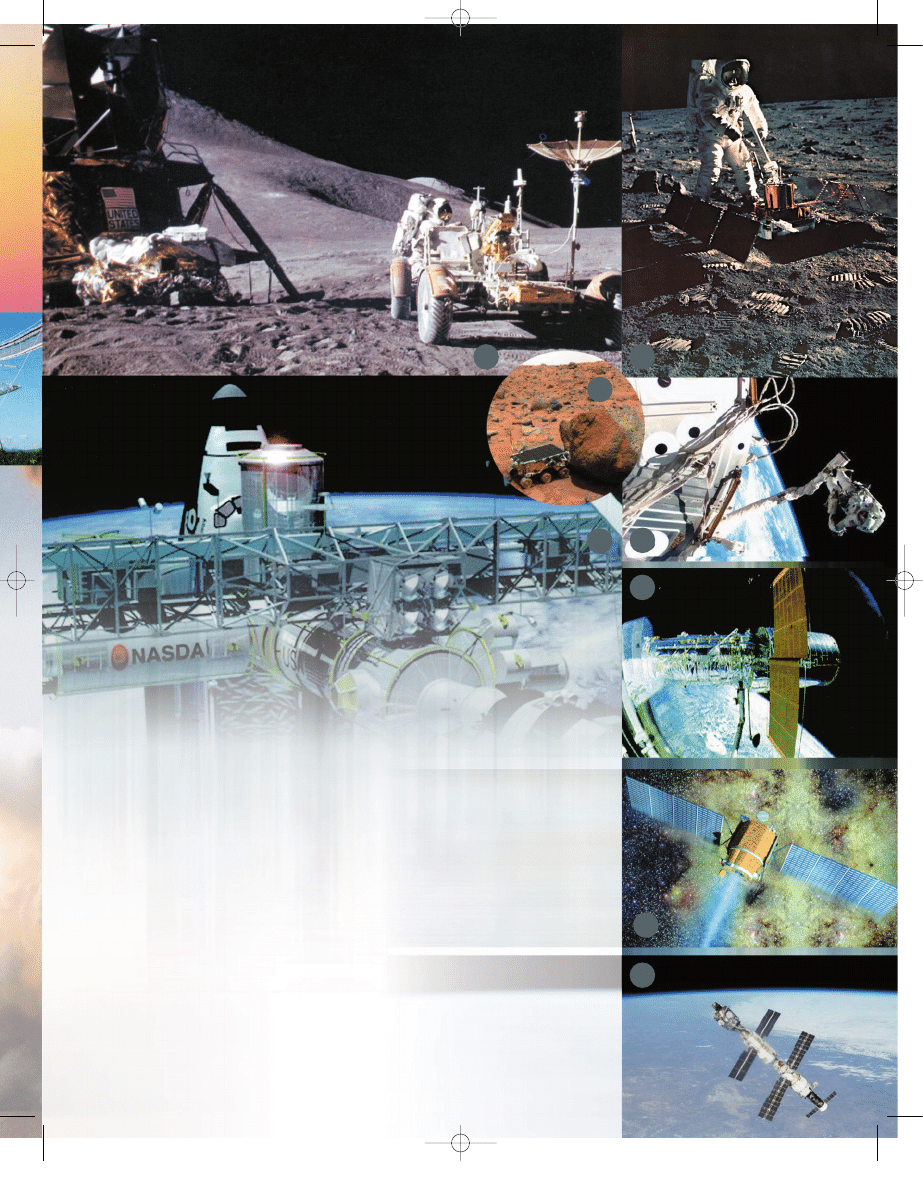
Badania i eksploracja Kosmosu należą do jednych z najbardziej zaawansowanych działań realizowanych obecnie
przez ludzkość. 22 sierpnia 2000 roku w Green Bank w Zachodniej Wirginii w USA oddano do użytku największy
na świecie w pełni sterowalny radioteleskop (1- w trakcie budowy), o konstrukcji z kształtowników stalowych
i o masie całkowitej wraz z pozostałymi urządzeniami ok. 8 tysięcy ton i wysokości 150 m. Czasza o wymiarach
100x110 m i powierzchni większej od 1 ha składa się z metalowych paneli sterowanych komputerowo dla
utrzymania prawidłowego położenia i zapobiegania zwichrowaniu. Pierwszy radioteleskop sterowalny Lovella
o wysokości 75 m zbudowano również jako konstrukcję stalową w roku 1957 w Jodrell Bank koło Manchesteru
w Anglii (2). Największy, lecz nieruchomy radioteleskop świata znajduje się w Arecibo na wyspie Puerto Rico
i wypełnia naturalną nieckę krasową o głębokości ponad 50 m. Jego sferyczne zwierciadło ma średnicę 305 m,
a powierzchnię ponad 8 ha (5). Nad zwierciadłem na linach stalowych zawieszony jest ażurowy pomost
wykonany głównie ze stali i stopów metali o rozpiętości ponad 100 m, podtrzymujący urządzenia do odbioru
i ogniskowania fal radiowych nadchodzących z Kosmosu (4) wraz z Search for Extraterrestrial Radio Emission
from Nearly Developed Intelligent Populations - SERENDIP, urządzeniem przy użyciu którego niemal każdy
korzystając ze swego osobistego komputera może próbować odkryć pozaziemską cywilizację,
dzięki programowi SETI@home, który został udostępniony w internecie od 17 maja 1999 roku pod adresem:
(http://setiahome.ss.berkeley.edu/home_polish.html). W pobliżu 4200-metrowego szczytu Mauna Kea na
Hawajach, najwyższej góry basenu Oceanu Spokojnego (6 - North), oraz u podnóża Andów w Chile w Cerro
Pachon (South), czyli w dwóch najlepszych miejscach do badań astronomicznych na każdej z półkul,
wybudowano po 10 latach żmudnych prac, bliźniacze teleskopy Gemini, umożliwiające od drugiej połowy 2001
roku patrzenie w zakresie bliskiego promieniowania podczerwonego w przestrzeń kosmiczną dalej niż
kiedykolwiek przedtem w historii astronomii, penetrując nawet obszary powstawania gwiazd, z rozdzielczością
mniejszą od 0,07 sekundy łukowej (1 sekunda łukowa odpowiada 1/3600 stopnia). Ażurowa stalowa
konstrukcja każdego teleskopu Gemini jest lekka w stosunku do klasycznego teleskopu Palomar, chociaż całkowi-
ta masa wynosi 342 tony. Wklęsłe zwierciadło każdego Gemini ma średnicę 8,1 m, grubość 20 cm i masę 22 ton,
wykonane jest ze szkła wyprodukowanego w Corning w stanie Nowy York w USA i polerowanego we Francji
i składa się z cienkiego lica podpieranego przez sztywną ramę ze szkła borokrzemianowego w kształcie plastra
1
7
8
9
10
2
5
6
3
4
9 roz 9-11-02 14:15 Page 1416
9.1. Rola projektowania materiałowego w projektowaniu
1417
inżynierskim produktów i procesów ich wytwarzania
1417
miodu. Zwierciadło po przetransportowaniu na miejsce montażu pokryto bardzo cienką i gładką warstwą
aluminium (chociaż można również zastosować srebro), tak że maksymalna różnica między wypukłościami
i wklęsłościami zwierciadła nie przekracza 16 nm, a żaden punkt nie jest oddalony więcej niż 140 nm od abso-
lutnie gładkiej powierzchni. Zwierciadło jest częściowo podtrzymywane przez ciśnienie atmosferyczne powietrza,
a 180 hydraulicznych siłowników czynnie steruje jego kształtem z dokładnością do jednej tysięcznej grubości
ludzkiego włosa. Zwierciadło zbiera światło gwiazd, odbija je i ogniskuje w jednym punkcie wklęsłego zwiercia-
dła wtórnego o średnicy około 1 m umieszczonego 20 m wyżej. Zwierciadło wtórne odbija wiązkę promieniowa-
nia, które przechodzi przez otwór w środku dużego zwierciadła do detektora, skąd techniką światłowodową
sygnał jest przekazywany do analizy komputerowej. Kosmiczny teleskop Hubble’a (16) wyniesiony na orbitę
okołoziemską przez NASA w roku 1990 ma zwierciadło o średnicy około 2,4 metra i ma porównywalne
możliwości badawcze jak teleskopy Gemini (rozdzielczość ok. 0,1 sekundy łukowej). Elementy konstrukcyjne
anten satelitarnych (3) również wykonywane są z kształtowników stalowych, analogicznie jak elementy
konstrukcji umożliwiających start rakiet kosmicznych (7). Głównym materiałem promu kosmicznego (7), (8) są
stopy aluminium, natomiast na jego powierzchni są umieszczone płyty izolacji termicznej z materiałów kompozy-
towych, wymieniane w razie uszkodzenia po wylądowaniu na Ziemi, przed ponownym lotem (9). Skafander
kosmiczny (10)
÷
(12) jest wykonany z wielu nowoczesnych materiałów, umożliwiając ochronę przed
promieniowaniem oraz zapewniając komfort cieplny i środowiskowy, także w trakcie lewitowania w Kosmosie
oraz marszu na Księżycu (21 lipca 1969 roku pierwsi Ziemianie, Amerykanie Edwin Aldrin i Neil Armstrong wylą-
dowali na Księżycu - lot Apollo 11). Pierwszym obiektem z powodzeniem wystrzelonym w przestrzeń kosmiczną
był natomiast radziecki Sputnik 1, który opuścił Ziemię 4 października 1957 roku. Specjalne materiały umożliwiły
wykonanie i umieszczenie na Księżycu przez Apollo 5 w 1971 roku łazika księżycowego (13), i dziesięciokilo-
gramowego łazika Sojourner, 4 lipca 1997 roku umieszczonego na Marsie w rejonie tzw. Sagan Memorial Station
przez Mars Pathfinder MPF wysłanego z Ziemii przez NASA 2 grudnia 1996 roku (14), a także zbudowanie
w Kosmosie stacji orbitalnych w tym typu Alpha (15) (18) i sond kosmicznych, np. Deep Space 1 napędzanej
silnikiem jonowym (17). Podstawowym źródłem energii zarówno stacji kosmicznych (18), sond kosmicznych
(17), teleskopu kosmicznego Hubble’a (16) i promu kosmicznego (8) są baterie słoneczne.
11
13
14
15
16
18
17
12
9 roz 9-11-02 14:15 Page 1417
PROCESY ŁĄCZENIA
Niektóre z procesów łączenia zaliczane są do procesów montażu, niektóre zaś
do procesów wytwarzania. Procesy spajania prowadzące do połączeń trwałych
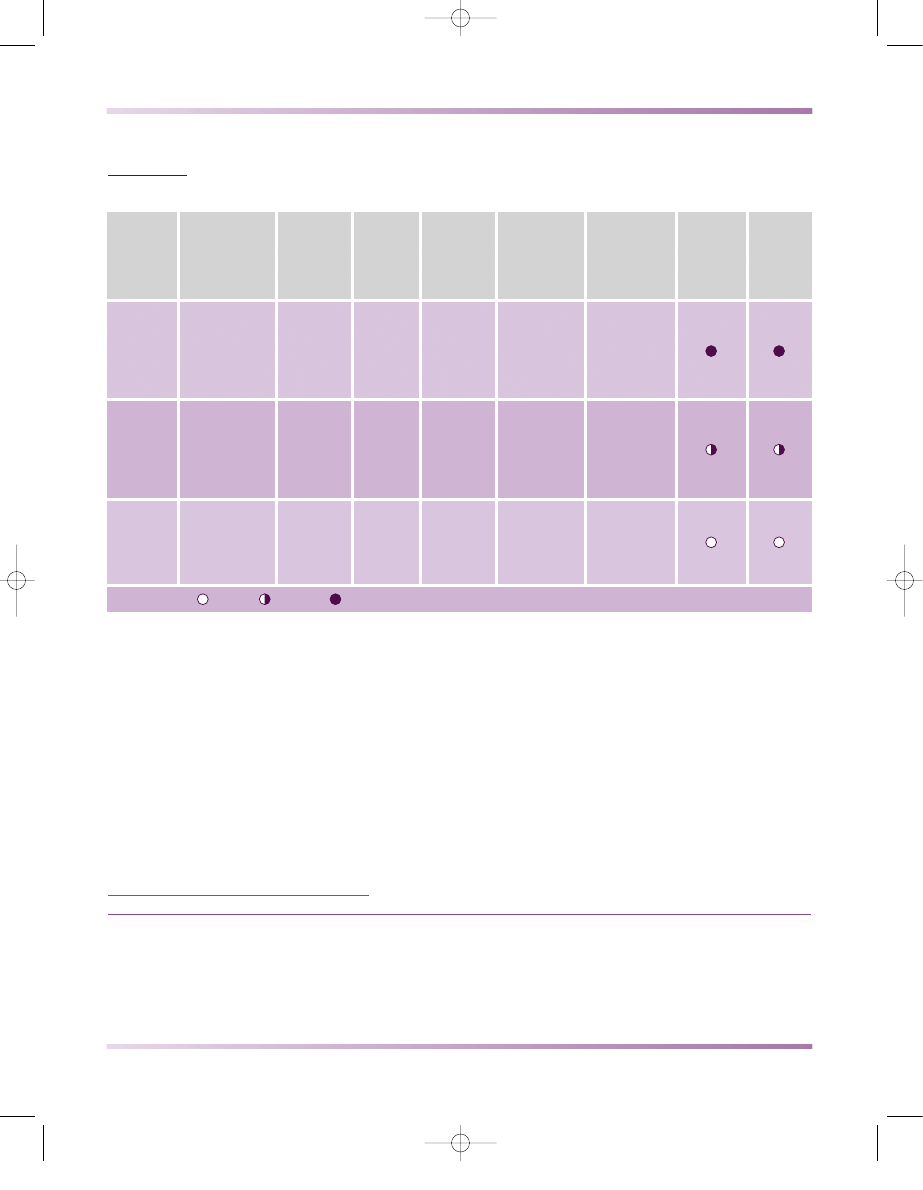
w większości są zaliczane do procesów wytwarzania (rys. 9.73). W tablicy 9.41 ze-
stawiono metody łączenia możliwe do zastosowania dla różnych par materiałów.
W tablicy 9.42 wskazano na metody spawania możliwe do zastosowania dla róż-
nych metali i stopów.
Lutowanie i zgrzewanie nie jest związane z przetapianiem łączonych materia-
łów. Lokalne przetapianie jest natomiast właściwe dla spawania. Przetapiany metal
9. Podstawy metodologii projektowania materiałowego
1418
produktów i ich elementów
Powłoka
Podłoże
Metale
Węgliki
Azotki
Borki
Si +
krzemki
ulepszane
cieplnie
wysokostopowe
narzędziowe
austenityczne
stopy Ni
stopy Co
stellity
stopy Cu
Nb
Ta
Cr
Mo
W
Grafit (diament)
węgliki spiekane
TiC
CrC
Si
Al
2
O
3
(ceramika)
SiO
2
(kwarc)
Oznaczenia: zastosowanie przemysłowe, wdrożone wyniki badań, częściowo wdrożone wyniki badań.
Stale
Stopy metali
Tlenki
Tlenki
Węgliki
Inne metale
Al
Nb
Ta
Cr
Mo
W
B
4
C
SiC
TiC
CrC
WC
TaC
BN
Fe
2-3
N/Fe
2
N
TiN
VN
TaN
Si
3
N
4
B
FeB/Fe
2
B
NiB
WB
TaB
2
Si
Fe-Si, Mo-Si,
Mn-Si, Ni-Si
Al
2
O
3
Tablica 9.38
Możliwości zastosowania metod CVD (opracowano według danych S. Tkaczyka)
9 roz 9-11-02 14:15 Page 1418
po zakrzepnięciu wykazuje struktury właściwe dla stopów odlewanych, a szeroki
zakres temperatury krzepnięcia sprzyja powstawaniu pęknięć w wyniku naprężeń
cieplnych.
Duża szybkość chłodzenia bezpośrednio po spawaniu wpływa na przemiany fa-
zowe zachodzące w strefie wpływu ciepła w pobliżu spoiny.
Ze względu na duże naprężenia spawalnicze konieczne jest stosowanie odpo-
wiedniego oprzyrządowania w celu ograniczania wypaczeń oraz często dodatko-
wych operacji podgrzewania przed spawaniem, jak również wyżarzania po spawa-
niu. W przypadku stopów o ograniczonej spawalności operacje te wielokrotnie de-
cydują o powodzeniu wykorzystania niektórych metod spawania lub wręcz o moż-
liwości zastosowania tej technologii do danej klasy stopów metali. Ogólną charak-
terystykę różnych technologii spawalniczych przedstawiono w tablicy 9.43.
PROCESY TECHNOLOGICZNE
STOSOWANE DLA MATERIAŁÓW CERAMICZNYCH I SZKŁA
Różnorodność materiałów ceramicznych wpływa na zróżnicowanie procesów
technologicznych stosowanych dla tej grupy materiałów (rys. 9.74, tabl. 9.44). Su-
rowcami są zwykle naturalne minerały, jak również wysoko przetworzone produk-
ty. Po ich rozdrobnieniu przez mielenie na sucho lub na mokro w wyniku sekwen-
cji operacji technologicznych uzyskuje się krystaliczne materiały ceramiczne lub
amorficzne szkła.
9.3. Zależność projektowania materiałowego
1419
i technologicznego produktów i ich elementów
Metoda
Zasada
procesu
Temperatura,
°C
Ciśnienie,
Pa
Energia
osadzanych
cząstek,
eV
Szybkość
osadzania
warstwy,
µ
m/min
Napięcie,
kV
Równo-
mierność
uzyskiwanej
warstwy
Przyczep-
ność
warstwy
Naparowy-
wania
odparowy-
wanie metalu
(+ reakcja
chemiczna)
200÷600
(naparowy-
wanie
reaktywne)
0,15
0,01÷1
1÷75
bez napięcia
(0,5 kV
stosowane do
modyfikacji
struktury
warstwy)
Napylania
odparowy-
wanie metalu
+ wyładowanie
jarzeniowe
(+ reakcja
chemiczna)
150÷600
0,1÷100
5÷1000
1÷25
0,5÷5
Rozpylania
rozpylanie
+ wyładowanie
jarzeniowe
(+ reakcja
chemiczna)
150÷500
0,01÷10
1÷1000
0,01÷0,65
(0,4÷2 przy
wspomaganiu
magnetro-
nowym)
3÷4
Oznaczenia: duża, średnia, mała.
Tablica 9.39
Porównanie metod PVD
9 roz 9-11-02 14:15 Page 1419
Wyszukiwarka
Podobne podstrony:
W09 Ja wstep ROZ
164 ROZ M G w sprawie prowadzeniea prac z materiałami wybu
124 ROZ stwierdzania posiadania kwalifikacji [M G P P S
013 ROZ M T G M w sprawie warunków technicznych, jakim pow
4 ROZ w sprawie warunkow techn Nieznany (2)
16 ROZ w sprawie warunkow tec Nieznany
18 ROZ warunki tech teleko Nieznany (2)
034 ROZ M I w sprawie wzoru protokołu obowiązkowej kontroli
5 ROZ w sprawie warunkow tech Nieznany (2)
123 roz uprawnienia D20140176id Nieznany
bio gle srod roz
133 ROZ bhp i p poz w zakla Nieznany
hej mam bardzo fajna zagadke dla ciebie jak bedziesz miał chwile to sobie zobacz, ■RÓŻNOŚCI, MOŻNA S
rr RĂłznice Indywidualne Wszytskie pytania, Studia, Psychologia, SWPS, 2 rok, Semestr 04 (lato), Psy
teorie roz reg, ściągi 2 rok ekonomia 1 sem
Roz 4 Pedagogika egzystencjalna[1]
roz i serduszka
roz III
więcej podobnych podstron