Materiałoznastwo II 1 z 77
41. Węgliki występujące w stalach stopowych, rodzaje, właściwości.
Klasyfikacja Goldschmidta:
Według Goldschmidta wyróżnia się węgliki o sieci krystalicznej:
•
Węgliki o sieci regularnej: (TiC, VC, ZrC, NbC, HfC, TaC, Cr
23
C
6
, Mn
23
C
6
)
Węgliki o strukturach prostych i sieci regularnej odznaczają się dużą trwałością – wysoka
temperatura topnienia (T
t
= 2000- 3000
o
C) i dużą twardością (1600-3200)HV. Są one
związkami stabilnymi.
Pojawiają się w stalach nawet przy bardzo małych zawartościach
węgla. Rozpuszczalność żelaza jest w nich niewielka. Niektóre z nich są ogniotrwałe jak np.
ZrC.
•
Węgliki o sieci heksagonalnej: (V
2
C, Nb
2
C, Ta
2
C, Cr
7
C
3
, Mn
7
C
3
, ε, Mo
2
C, MoC,
W
2
C, WC)
Węgliki o strukturach prostych i sieci heksagonalnej mają twardość (1600-2200)HV.
Pojawiają się podczas odpuszczania stali w temperaturze > 500
o
C zaś powyżej 600-700
o
C
ulegają przemianie w węgliki typu MC (gdzie M to metal). Mają także dużą twardość i temp.
wrzenia np. WC ma najwyższą temperaturę wrzenia spośród znanych związków.
•
Węgliki o sieci złożonej układu rombowego: (Cr
3
C
2
, Mn
3
C, Fe
3
C, [Co
3
C], [Ni
3
C])
,gdzie […] to węgliki niestabilne.
Węgliki o strukturach złożonych są nietrwałe i przy nagrzewaniu w wysokich temperaturach
rozpuszczają się w austenicie. Ich twardość mieści się w przedziale: (700-2000)HV. Oprócz
żelaza węgliki te tworzą: mangan, kobalt i nikiel. Oprócz tego, że są twarde zdarza się, że są
kruche jak np. cementyt.
Pierwiastki węglikotwórcze według wzrastającej trwałości tworzonych przez nie węglików w
stali: Fe, Mn, Cr, W, Mo, Ta, Nb, V, Hf, Zr, Ti.
W takiej kolejności zwiększa się też ich odporność na dysocjację, a maleje zdolność do
rozpuszczania się w austenicie; wiąże się z tym konieczność stosowania wysokich temperatur
austenityzowania.
Do powstania węglików prostych wystarcza węgiel i jeden metal. W stalach stopowych mogą
występować także węgliki złożone, w których oprócz atomów węgla występują jednocześnie
dwa rodzaje atomów metali.
Materiałoznastwo II 2 z 77
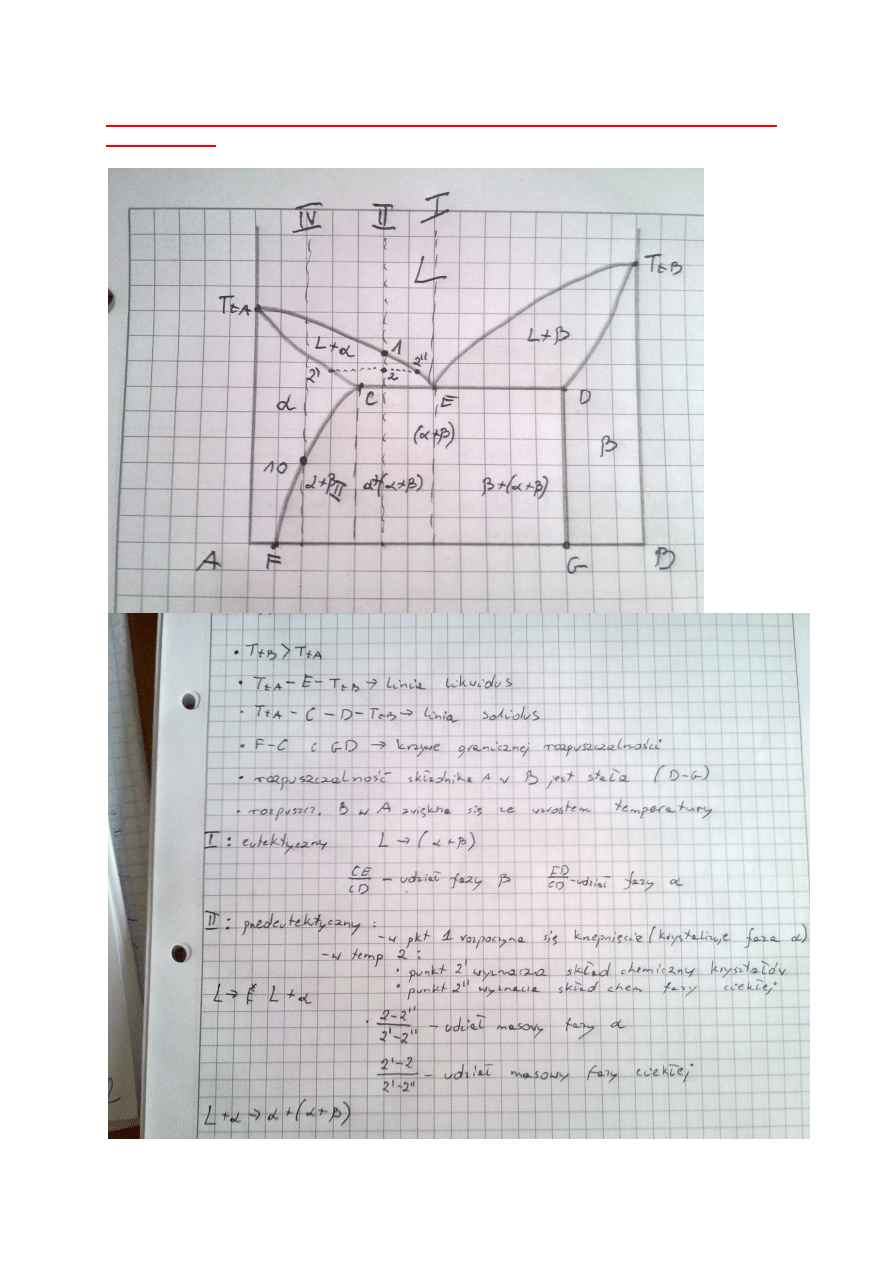
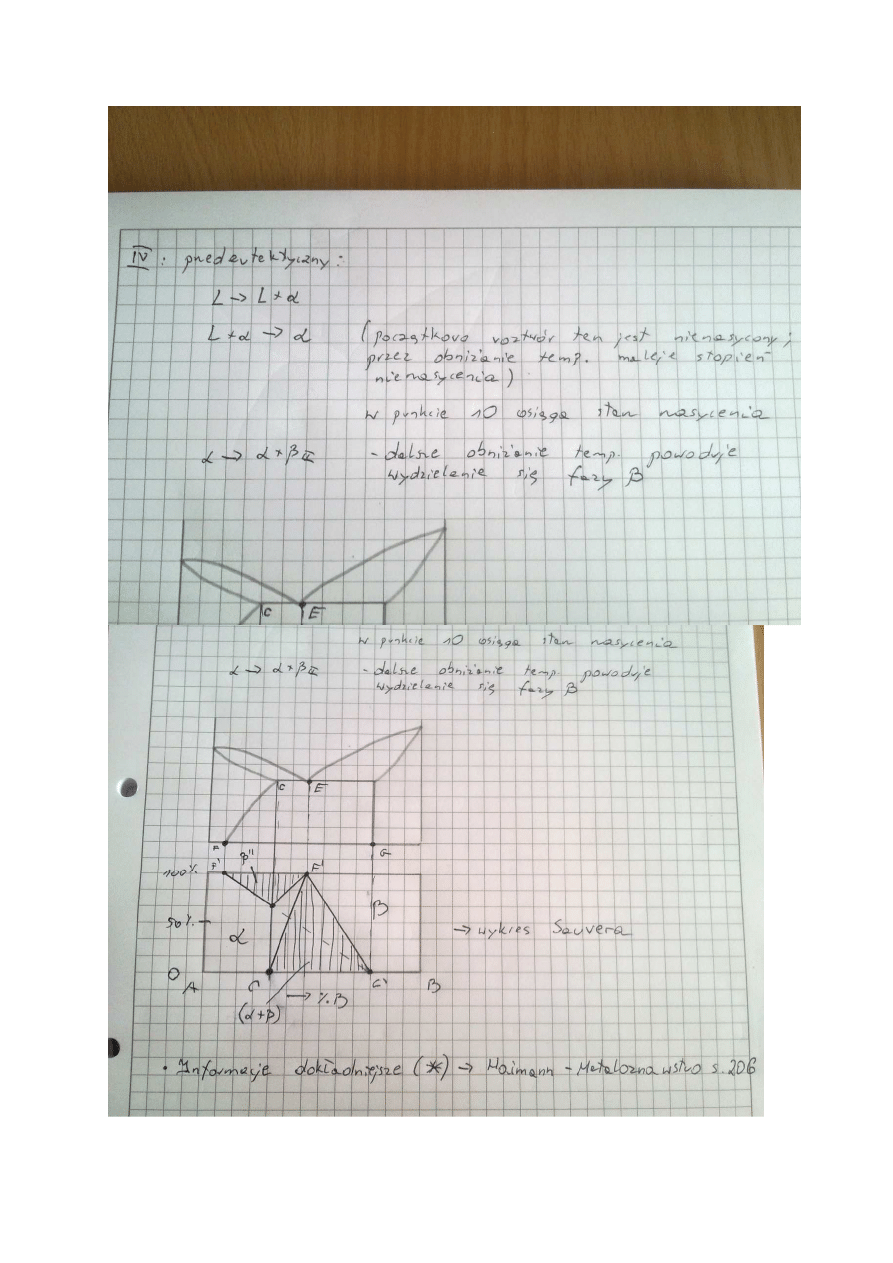
42. Analiza wykresu równowagi z graniczną rozpuszczalnością w stanie stałym i eutektyką,
wykres Sauvea
Materiałoznastwo II 3 z 77
Materiałoznastwo II 4 z 77
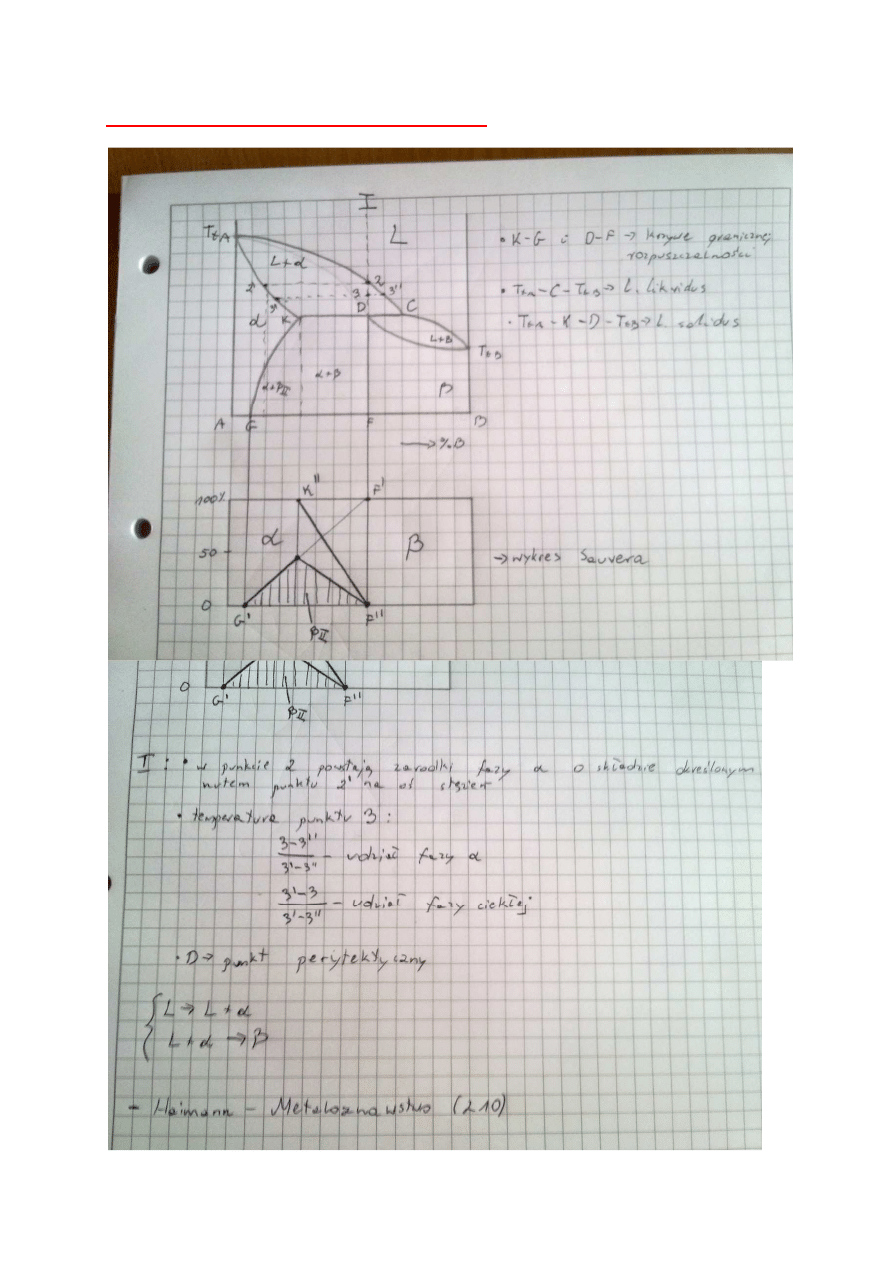
43. Analiza wykresu z perytektyką, wykres Sauvera.
Materiałoznastwo II 5 z 77
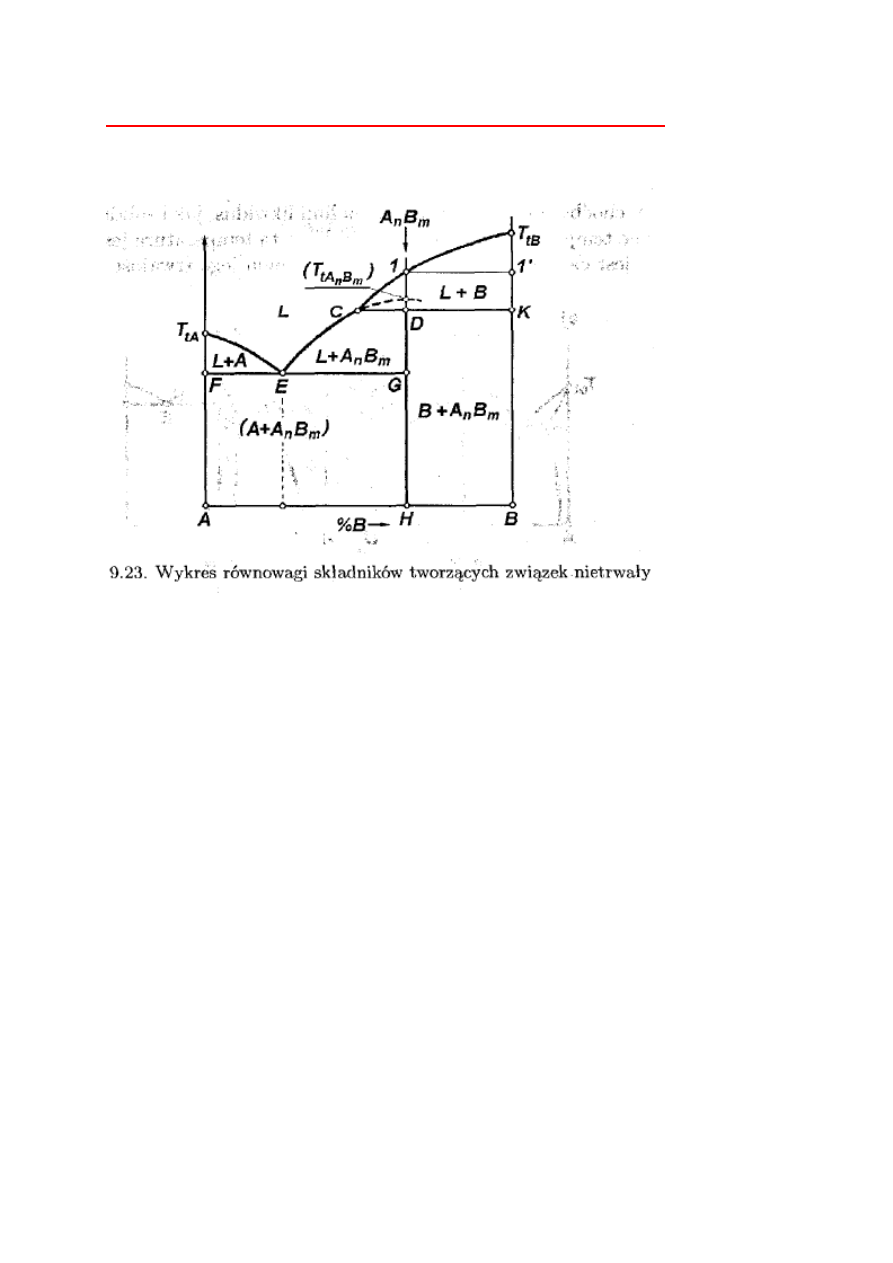
44. Analiza wykresu równowagi z fazą nietrwałą, odmiany takiego wykresu.
Faza nietrwała – rozkłada się zanim nastąpi jej stopienie.
Rozpatrując stop o składzie chemicznym fazy pośredniej, o wzorze
widać, że
początkowo, od temperatury punktu 1, z ciekłego stopu krystalizuje składnik B. Po obniżeniu
temperatury do punktu D faza ciekła ma skład punktu C i współistnieją z nią kryształy
składnika B. W tej temperaturze trwałe są już jednak i kryształy fazy pośredniej (związku).
Faza ta powstaje w wyniku reakcji fazy ciekłej i kryształów B. Temperatura perytektyczna
jest zatem temperaturą, w której faza pośrednia powstaje podczas chłodzenia i rozkłada się
podczas grzania.
W stopach tego układu, o składzie chemicznym mieszczącym się pomiędzy punktami D i K,
po osiągnięciu temperatury perytektycznej jest za mało fazy ciekłej, by wszystkie kryształy
składnika B mogły z nią przereagować i utworzyć fazę pośrednią. Po skrzepnięciu stopy te
zbudowane są z kryształów fazy pośredniej i kryształów składnika B, a mieszanina ta ma
typową budowę stopów w których reakcja perytyktyczna nie zaszła w pełni. W stopach
natomiast, których skład chemiczny mieści się między punktami C i D, w temperaturze
perytektycznej udział fazy ciekłej jest wystarczająco duży, by wszystkie wymienione wyżej
kryształy składnia B przereagowały i powstała faza pośrednia
oraz pozostała jeszcze
pewna ilość cieczy. Z tej fazy ciekłej, podczas dalszego chłodzenia, krystalizuje już
bezpośrednio związek. W temperaturach niższych niż temperatura perytektyczna faza ta jest
już bowiem trwała.
W stopach zaeutektycznych, zawierających więcej składnika B niż w punkcie E, związek
nietrwały krystalizuje już bezpośrednio z fazy ciekłej, a po osiągnięciu temperatury
eutektycznej krzepnie eutektyka, będąca mieszaniną kryształów związku i kryształów
składnika A.
Linie likwidus i solidus na wykresie równowagi z nietrwałą fazą pośrednią nie wykazują
charakterystycznego dla związku maksimum, które jest jego temperaturą topnienia. Niemniej
jednak, zakładając, że linia likwidus w stopach zaeutektycznych zmierza zawsze do punktu
określającego temperaturę topnienia składnika, można przez jej ekstrapolowanie wyznaczyć
tą hipotetyczną temperaturę topnienia tej nietrwałej fazy pośredniej.
Materiałoznastwo II 6 z 77
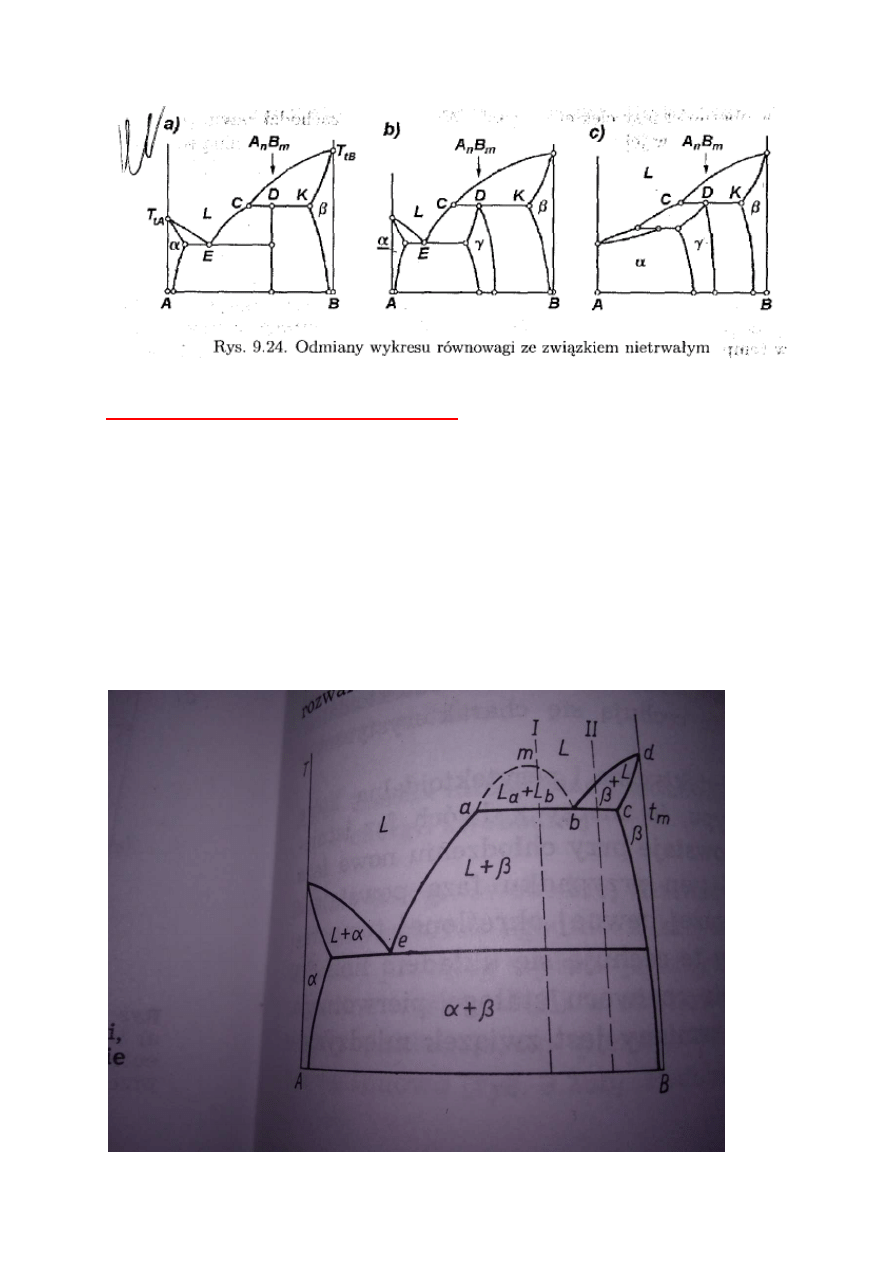
45. Analiza wykresu równowagi z monotektyką.
[wstep] Istnieją metale, które nie rozpuszczają się wzajemnie lub mają tylko ograniczoną
rozpuszczalność. W pierwszym przypadku będą krzepły oddzielnie, każdy w swojej
temperaturze krzepnięcia i na wykresie równowagi powstaną dwie poziome linie
odpowiadające tym temperaturom. Stopy takie najczęściej rozwarstwiają się przy krzepnięciu.
Przykładem układu jest Al-Pb. W przypadku ograniczonej rozpuszczalności w stanie ciekłym
jednorodny roztwór ciekły ulega rozkładowi na mieszaninę dwóch roztworów ciekłych
nasyconych. (Linia amb zaznaczona na wykresie linia przerywaną) Wzdłuż tej linii roztwór
ciekły L ulega przy chłodzeniu rozkładowi na dwa roztwory ciekłe: bogatszy w składnik
−
i uboższy w składnik −
. Pod linią amb następuje rozwarstwienie roztworu L na
i
, podobnie jak w stopach Al-Pb.
[wykres]
Materiałoznastwo II 7 z 77
[analiza wykresu] Przy chłodzeniu stopu o składzie w zakresie a-b skład ciekłych roztworów
będzie się zmieniał wzdłuż linii amb i przy temperaturze
roztwór
ma skład punktu a, a
roztwór
– pktu b. Roztwór
ulegnie przemianie MONOTEKTYCZNEJ na
w tej
temperaturze. Przy dalszym chłodzeniu rozwór ciekły
zmienia swój skład wg linii a-e
ubożejąc stopniowo w B, przy czym wydzielają się kryształy β. Po osiągnięciu składu punktu
e roztwór L krzepnie w postaci eutektyki α+β. Stopy w zakresie składów b-c (nz je II)
krzepną nieco inaczej. Z jednorodnego roztworu ciekłego L wydzielają się początkowo
kryształy β, w wyniku czego roztwór L zmienia skład wzdłuż linii b-d, osiągając w
temperaturze
skład punktu b. Następnie zachodzi przemiana monotektyczna
↔
+
. Dalsze krzepnięcie analogicznie jak dla stopu I.
W stopach, w których występuje ograniczona rozpuszczalność w stanie ciekłym lub jej brak,
następuje rozwarstwienie, ale tylko przy powolnym chłodzeniu. Przez dobre wymieszanie i
szybkie ochładzanie możemy otrzymać stop o strukturze podobnej do eutektyki i
właściwościach pośrednich między własnościami składników strukturalnych stopu. Stopy
takie znajdują się w stanie równowagi i mogą być nietrwałe.
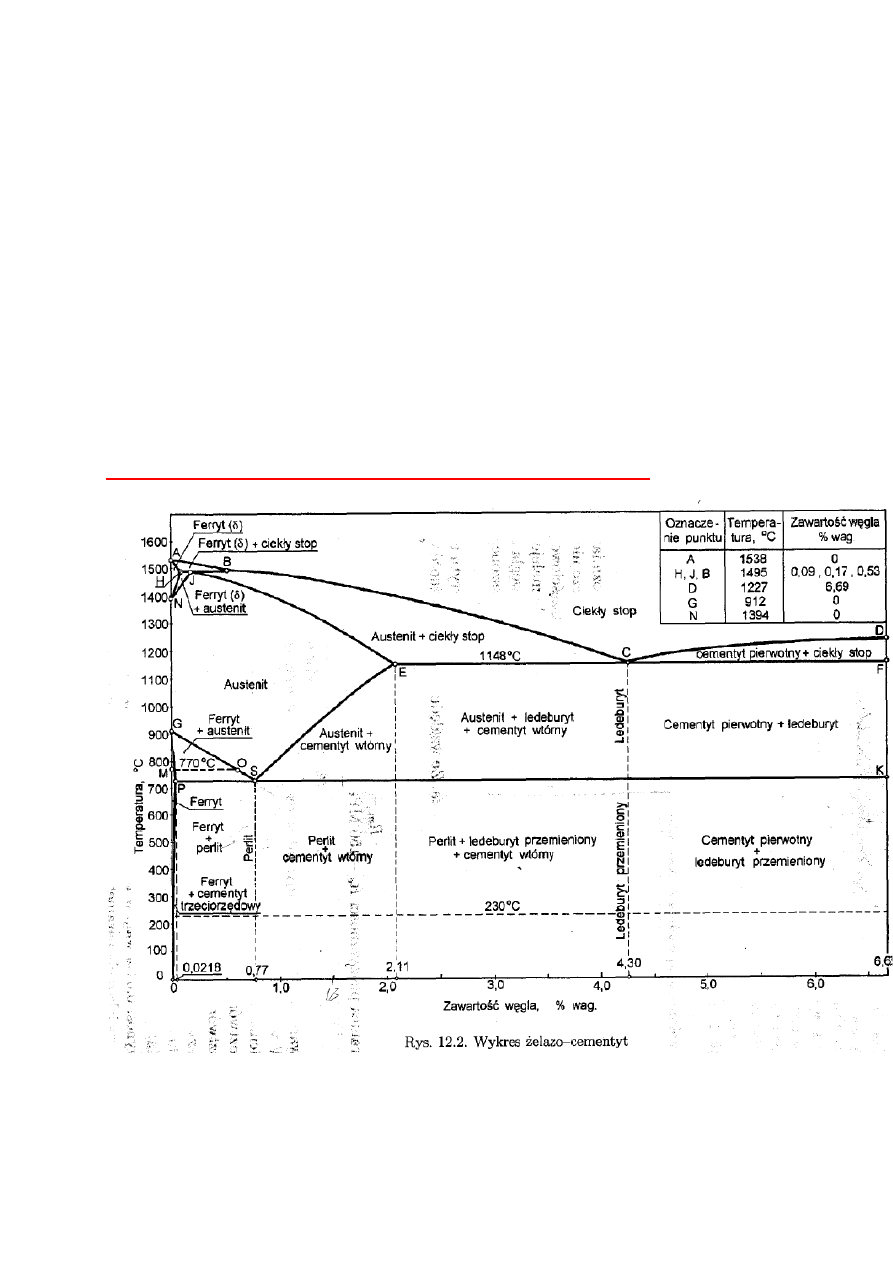
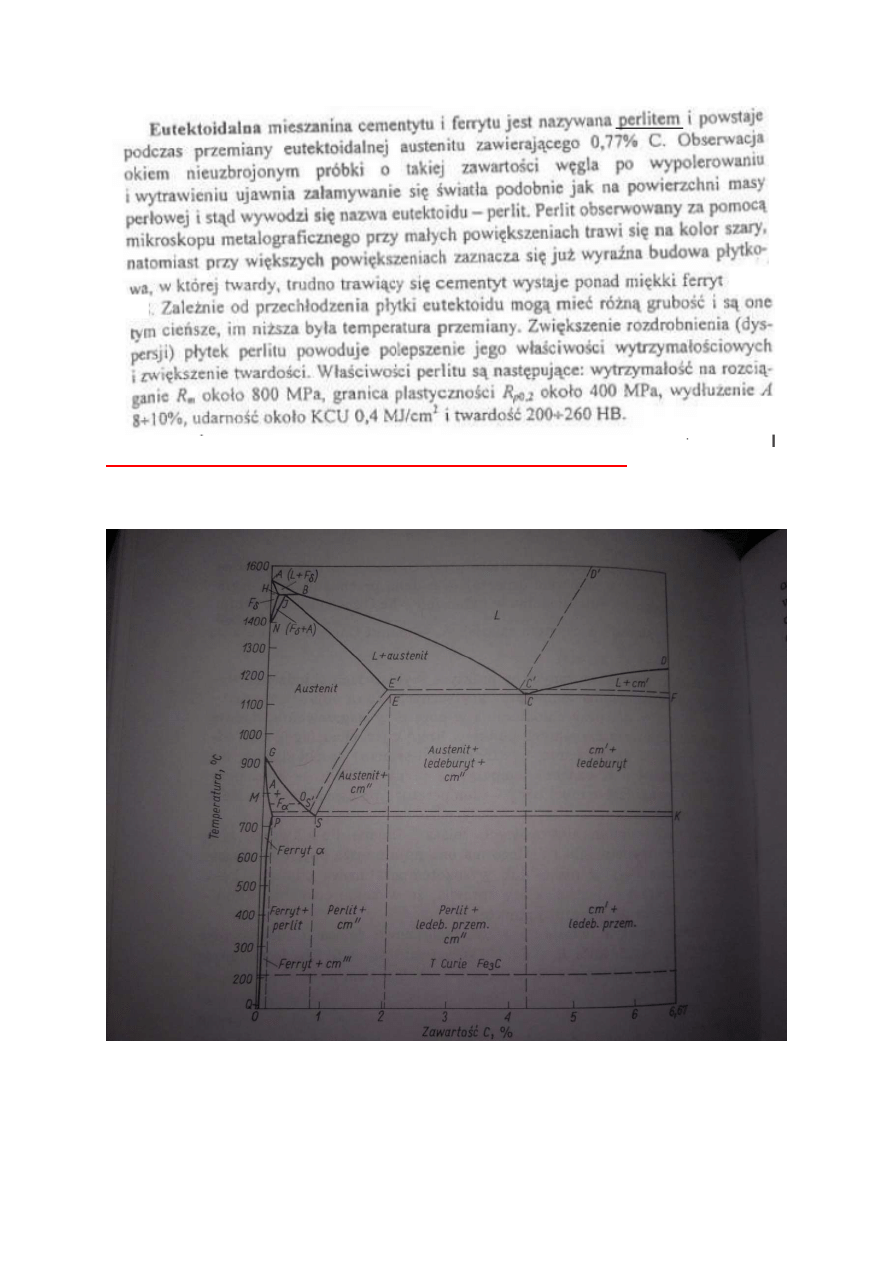
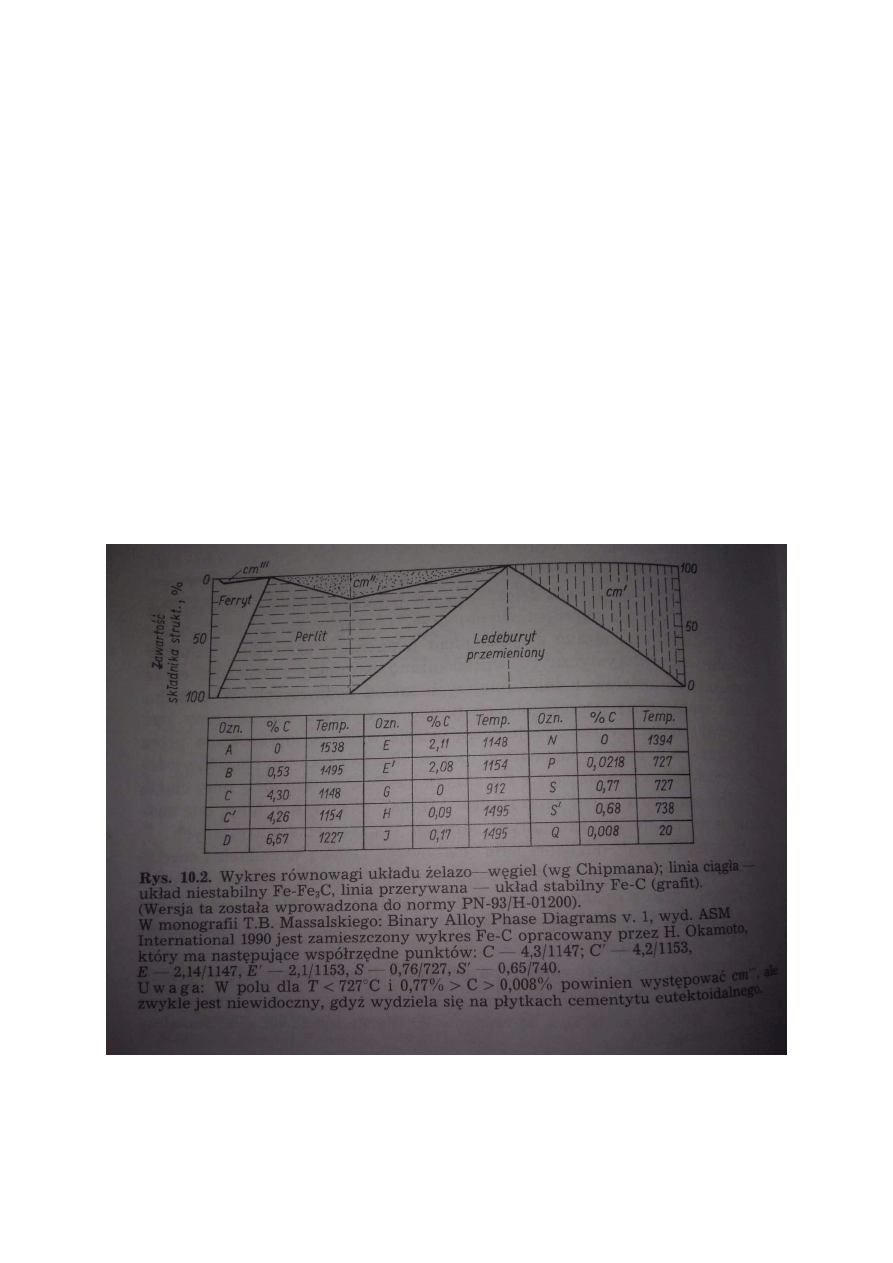
46. Analiza wykresu Fe-Fe3C, występujące fazy i struktury ich własności.
Materiałoznastwo II 8 z 77
Materiałoznastwo II 9 z 77
Materiałoznastwo II 10 z 77
Materiałoznastwo II 11 z 77
47. Analiza wykresu Fe-grafit, występujące struktury, postacie grafitu.
Wykres żelazo-grafit zaznaczony przerywaną linią, wszystkie punkty charakterystyczne
zaznaczono dużymi literami alfabetu, oznaczenia te mają charakter międzynarodowy.
Odmiany alotropowe żelaza wykazują zdolność rozpuszczania węgla zależną od temperatury,
pry czym maksymalna rozpuszczalność występuje w temp. przemian: perytektycznej,
eutektycznej i eutektoidalnej. Roztwór węgla w wysokotemperaturowej odmianie Fe-α,
zwany ferrytem δ może rozpuścić maksymalnie 2,11% C w temperaturze przemiany
Materiałoznastwo II 12 z 77
eutektycznej (1148˚C), roztwór węgla w niskotemperaturowej odmianie Fe-α, zwany
ferrytem α, rozpuszcza maksymalnie 0,0218% C w temperaturze przemiany eutektoidalnej
727˚C.
Przemiany fazowe zachodzą w stałych temperaturach, w określonych zakresach stężeń
stopów i mają charakter odwracalny. Przebieg ich można zapisać symbolicznie:
Przemiana perytektyczna (1495˚C)
+
↔
Przy chłodzeniu ferryt δ o składzie punktu H’ reaguje z roztworem ciekłym L o składzie
punktu B’ dając w wyniku austenit o składzie punktu J’. Przemiana zachodzi tylko w stopach
o zawartości węgla w zakresie między punktami H’ 0,09% i B’ 0,53%.
Przemiana eutektyczna (1148˚C)
↔
+
Przy chłodzeniu roztwór ciekły o składzie punktu C’ (4,26%C) ulega rozkładowi na
mieszaninę eutektyczną złożoną z austenitu o składzie punktu E’ i drobnego grafitu, zwaną
ledeburytem. Przemiana ta zachodzi tylko w stopach o zawartości węgla większej o punktu E’
(2,11%C).
Przemiana eutektoidalna (727˚C)
↔
+
Przy chłodzeniu austenit o składzie punktu S’ (0,68%C) ulega rozkładowi na mieszaninę
eutektoidalną ferrytu o składzie punktu P’ i grafitu zwaną perlitem. Przemiana ta występuje
we wszystkich stopach o zawartości węgla wyższej od punktu P’ (0,0218%C). W stopach o
zawartości węgla powyżej 2,11% przemianie eutektoidalnej podlega również austenit
wchodzący w skład eutektyki (ledeburytu), w wyniku czego poniżej 727˚C składa się ona z
perlitu oraz cementytu i jest nazywana ledebutytem przemienionym.
Linia likwidus przebiega między punktami ABC’D’, linię solidus wyznaczają punkty
AHJE’C’F’. Oznacza to, że wzdłuż linii AB wydzielają się z cieczy kryształy ferrytu δ,
wzdłuż linii BC – kryształy austenitu, natomiast wzdłuż linii CD – grafit pierwotny.
Materiałoznastwo II 13 z 77
Wzdłuż linii E’S’ wydziela się grafit wtórny, linia jest oznaczana symbolem
i oznacza
zmienną rozpuszczalność węgla w austenicie, pozostającym w równowadze z cementytem.
Podobnie linia PQ określa zmienną rozpuszczalność węgla w ferrycie. W temperaturze 727˚C
rozpuszcza się 0,0218% C, podczas gdy w temperaturze pokojowej 0,008% C. Stąd przy
chłodzeniu nadmiar węgla wydziela się w postaci cementytu trzeciorzędowego.
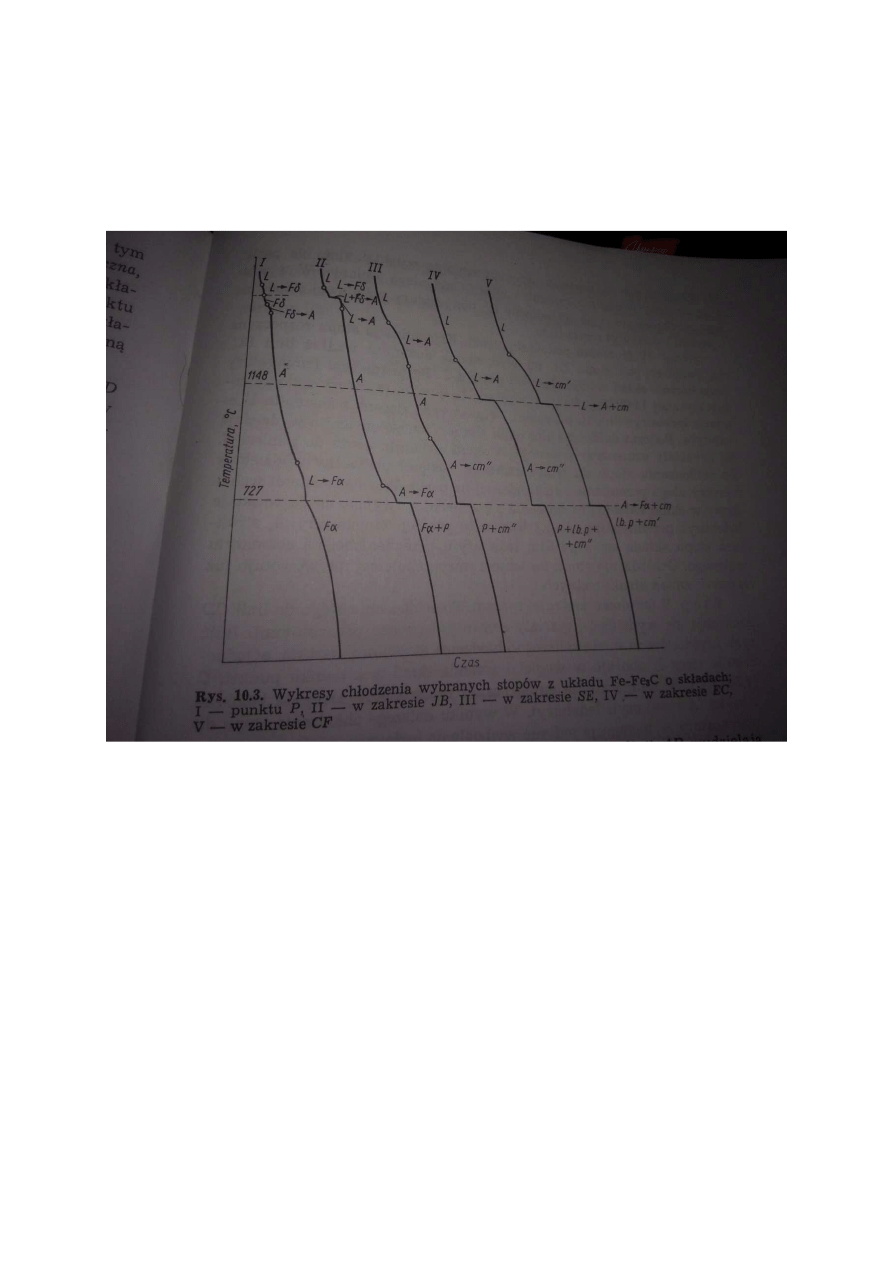
KRZYWE CHŁODZENIA CHARAKTERYSTYCZNYCH STOPÓW
a)
Stop I o składzie punktu P (0,0218%C) stal ferrytyczna
-po osiągnięciu linii AB zaczynają się wydzielać kryształy ferrytu δ. Na linii AH znika
ciecz, dalszemu chłodzeniu podlega ferryt δ. Na linii HN z ferrytu δ wydzielają się
kryształy austenitu. Koniec tej przemiany następuje na linii JN. Powstały austenit jest
trwały do linii GS, po jej przekroczeniu powstają pierwsze zarodki ferrytu α. W miarę
obniżania temperatury ubywa austenitu i z chwilą osiągnięcia punktu P istnieje 100%
ferrytu α. Ferryt ten jest maksymalnie nasycony węglem. Przy dalszym chłodzeniu
nadmiar węgla wydziela się w postaci cementytu trzeciorzędowego. Struktura stopu w
temperaturze pokojowej składa się z ferrytu z wydzieleniami cementytu
trzeciorzędowego (jego ilość bardzo mała)
b)
Stop II o składzie w zakresie J-B (0,17-0,53%C) stal podeutektoidalna
- po osiągnięciu linii AB z cieczy wydzielają się z cieczy L kryształy ferrytu δ,
których ilość wzrasta do osiągnięcia temperatury przemiany perytektycznej. W
temperaturze 1495˚C następuje przemiana fazowa, a ponieważ w stopie tym jest
nadmiar cieczy, po przemianie będzie też występowała ciecz L. Z cieczy tej
wydzielają się kryształy austenitu aż do linii JE. Poniżej tej linii występuje tylko
austenit. Po ochłodzeniu próbki do linii GS z austenitu zaczyna się wydzielać ferryt α,
równocześnie skład austenitu zmienia się w kierunku punktu S. W temperaturze

Materiałoznastwo II 14 z 77
(727˚C) następuje przemiana eutektoidalna pozostałego austenitu w perilt. Poniżej tej
temperatury wydziela się cementyt trzeciorzędowy z przesyconego węglem ferrytu α.
Struktura stopu w temperaturze pokojowej składa się z ferrytu, perlitu i cementytu
trzeciorzędowego.
c)
Stop III o składzie w zakresie S-E (0,77-2,11%C) stal nadeutektoidalna
Po osiągnięciu linii BC z cieczy L wydziela się bezpośrednio austenit, którego ilość
stopniowo wzrasta w miarę chłodzenia i poniżej linii JE występuje już tylko austenit.
Osiąga on stan nasycenia węglem po ochłodzeniu do linii SE, w wyniku czego
zaczynają się z niego wydzielać kryształy cementytu wtórnego, którego ilość
stopniowo wzrasta aż do temperatury
. Jednocześnie austenit zmienia swój skład
wzdłuż linii SE w kierunku punktu S. W temperaturze
austenit ulega przemianie
eutektoidalnej na perlit, a wydzielony uprzednio cementyt wtórny nie ulega zmianie.
W wyniku tego struktura stopu po ochłodzeniu do temperatury pokojowej składa się z
perlitu i cementytu wtórnego.
d)
Stop IV o składzie w zakresie E-C (2,11-4,3%C) żeliwo podeutektyczne
Krystalizacja stopu rozpoczyna się, podobnie jak stopu III, do wydzielenia austenitu
wzdłuż linii BC. Jednocześnie skład cieczy zdąża do punktu C. Po osiągnięciu
temperatury eutektycznej 1148˚C zachodzi przemiana ↔
+ !, tzn z cieczy
powstaje ledeburyt, mieszanina eutektyczna złożona z austenitu i cementytu. Podczas
dalszego chłodzenia z przesyconego austenitu wydzielają się kryształy cementytu
wtórnego, a skład austenitu zdąża do punktu S. Po ochłodzeniu stopu do temperatury
austenit pierwotny wydzielony z cieczy ulega przemianie eutektoidalnej w perlit, w
wyniku czego powstaje ledeburyt przemieniony. Tak więc poniżej
struktura stopu
składa się z perlitu, ledeburytu przemienionego i cementytu wtórnego. Ochłodzenie
stopu do temperatury pokojowej nie wywołuje zmian strukturalnych.
e)
Stop V o składzie w zakresie C-F (4,3-6,67%C) żeliwo nadeutektyczne
Po ochłodzeniu stopu do linii CD zaczynają się wydzielać kryształy cementytu
pierwotnego. Ilość tych kryształów w miarę dalszego chłodzenia stopniowo wzrasta, a
jednocześnie ciecz ubożeje w węgiel i zmienia skład w kierunku punktu C (4,3%C).
W temperaturze eutektycznej reszta cieczy krzepnie jako eutektyka, czyli ledeburyt.
W wyniku dalszego chłodzenia stopu do temperatury
następuje jedynie wydzielenie
nadmiaru węgla z austenitu ledeburycznego w postaci cementytu, który jednak osadza
się na już istniejącym cementycie pierwotnym. W temperaturze
austenit przemienia
się w perlit i powstaje ledeburyt przemieniony. Tak więc poniżej temperatury
eutektoidalnej struktura stopu składa się z cementytu pierwotnego i ledeburytu
przemienionego i nie ulega już dalszej zmianie podczas chłodzenia do temperatury
pokojowej.
Struktury występujące w układzie żelazo-grafit:
- eutektyka grafitowa (austenit+grafit)
- eutektoid grafitowy (ferryt+grafit)
- grafit pierwotny (grafit wydzielony ze stopu ciekłego, począwszy od linii C’-D’)
- grafit wtórny (grafit wydzielony z austenitu, począwszy od punktów leżących na linii
S’-E’)
Grafit w żeliwie może krystalizować od razu z ciekłego stopu albo powstawać już po
skrzepnięciu w wyniku rozkładu cementytu.
Cementyt jest związkiem nietrwałym, produktami jego rozkładu jest wolny węgiel w
postaci grafitu i roztwór stały węgla w żelazie

Materiałoznastwo II 15 z 77
48. Krzepnięcie roztworów stałych w warunkach równowagi i nie równowagi.
Krzepnięcie roztworów stałych w warunkach nierównowagi:
Kryształy mają budowę warstwową, a największe stężenie składnika trudniej topliwego
występuje w środku, podczas gdy w warstwach zewnętrznych w większym stężeniu
występuje składnik łatwiej topliwy. Gdy jest zwiększona szybkość chłodzenia, może
początkowo wystąpić znaczne przechłodzenie i krystalizacja dendrytyczna. Przechłodzenie
zanika pod koniec krzepnięcia wskutek wydzielania się znacznych ilości utajonego ciepła
krystalizacji. Rozmieszczenie składników na przekroju ziarna odzwierciedla jednak
dendrytyczny charakter krystalizacji i dlatego występującą niejednorodność składu
chemicznego nazwano segregacją dendrytyczną. Niejednorodność składu chemicznego
kryształów pociąga za sobą niejednorodność własności, która jest zwykle niepożądana, czyli
segregację dendrytyczną i jej następstwa można usunąć przez długotrwałe wyżarzanie
odlewów w wysokich temperaturach, w których atomy wykazują znaczną ruchliwość i szybko
zachodzi dyfuzja.
Drugim czynnikiem ułatwiającym ujednorodnienie jest drobne ziarno odlewu, gdyż krótkie są
wtedy drogi dyfuzji. Np. gdy stop krzepnie w formie metalowej (we wlewnicy), wówczas w
odlewie (we wlewku) może wystąpić segregacja nazywana strefową. Krzepnięcie rozpoczyna
się od ścianek formy (wlewnicy), przy których krzepną kryształy bogatsze w składnik trudniej
topliwy. Wszelkie zanieczyszczenia i składnik łatwiej topliwy gromadzą się i krzepną w
centralnej części odlewu (wlewka). Odległość stref odlewu (wlewka) różniących się znacznie
składem chemicznym jest w tym wypadku bardzo duża, a usunięcie tej segregacji przez
wyżarzanie ujednorodniające jest praktycznie niemal niemożliwe. W rezultacie segregację tę
można stwierdzić nawet w gotowych wyrobach walcowanych lub kutych, jakie otrzymuje się
z wlewków.
Jeszcze inny rodzaj segregacji może wystąpić wtedy, gdy dwa składniki stopu różnią się
wyraźnie ciężarem właściwym, a w dodatku wzajemnie nie rozpuszczają się w stanie stałym
lub rozpuszczalność ta jest mała. Powstające podczas krzepnięcia kryształy mają wtedy skład
zbliżony do czystych składników i różnią się wyraźnie ciężarem właściwym od ciekłego stopu.
Jeśli są one cięższe, to opadają na dno formy, a jeśli są lżejsze, to wypływają na powierzchnię
stopu. Prowadzi to do znacznych różnic w składzie chemicznym odlewu, a segregacja taka
jest grawitacyjną. Ze względu na to, że różnice składu chemicznego występują na znacznych
odległościach, usunięcie segregacji jest praktycznie niemożliwe. Sprzyja segregacji powolne
chłodzenie i dlatego można jej zapobiegać przez szybkie chłodzenie.
Inny sposób zapobiegania segregacji polega na dodawaniu do stopu trzeciego składnika,
który tworzy ze składnikami podstawowymi fazę międzymetaliczną, krystalizującą
najwcześniej w postaci kryształów iglastych. Oziębienie stopu w wodzie lub oleju powoduje
całkowite zahamowanie zarodkowania, a w temperaturze normalnej otrzymuje się
przesycony roztwór stały. Szybkie chłodzenie stopu, w celu zapobieżenia wydzielaniu się z
jednorodnego roztworu stałego nadmiaru jednego ze składników nazwano przesycaniem.
Ten samorzutny proces, w którego wyniku z przesyconego roztworu stałego następuje
wydzielanie się faz metastabilnych lub równowagowej fazy nazwano starzeniem.

Materiałoznastwo II 16 z 77
Krzepnięcie roztworów stałych w warunkach równowagi:
Krzywe uzyskane za pomocą analizy cieplnej podczas krzepnięcia metali obrazują zależność
między temperaturą a ilością ciepła doprowadzanego podczas grzania, bądź
odprowadzonego podczas chłodzenia. Występujące na tych krzywych przystanki
temperatury wskazują, że w czasie topnienia ciało pobiera określoną ilość ciepła, które jest
zużywane na osłabienie wiązań między atomowych i zniszczenie dalekiego uporządkowania,
jakie charakteryzuje stan krystaliczny. Zamiast drgań atomów wokół położeń równowagi, jak
to się dzieje w stanie stałym, w cieczy ma miejsce bezładny ruch przestrzenny atomów, który
zwiększa się w miarę dalszego doprowadzania ciepła. Podczas chłodzenia na krzywej pojawia
się przystanek temperatury, spowodowany wydzielaniem się utajonego ciepła, pobranego
podczas topnienia. Substancje bezpostaciowe nie wykazują budowy krystalicznej i nie mają
określonej temperatury topnienia, a na ich krzywych grzania lub chłodzenia brak jest
przystanków temperatury, gdyż podczas grzania zmieniają one stopniowo tylko swoje
właściwości, a nie następuje zmiana budowy. Przystanki temperatury na krzywych
chłodzenia ustalają się nieznacznie poniżej temp. równowagi T0, gdyż dopiero wtedy energia
swobodna cieczy jest większa niż energia swobodna fazy stałej. Ta różnica energii
swobodnych uruchamia przemianę i jest jej siłą pędną. Do rozpoczęcia krzepnięcia jest zatem
konieczne przechłodzenie. Przechłodzenie, jakie obserwuje się podczas krzepnięcia metali
ma niekiedy znaczne wartości, a jego występowanie wskazuje, że krzepnięcie nie jest
procesem przebiegającym niezwłocznie, po pojawieniu się różnicy energii swobodnych.
Można to objaśnić założeniem występowania między stanem ciekłym i stałym pewnego
stanu pośredniego, którego energia swobodna jest większa niż energia swobodna cieczy.
Nadwyżka energii swobodnej tego stanu jest barierą energetyczną oddzielającą stan ciekły
od stanu stałego. Wysokość bariery oddzielającej dwa stany: metastabilny i stabilny, jest
czynnikiem decydującym o szybkości, z jaką będzie przebiegało krzepnięcie, gdyż zmienić
stan skupienia mogą tylko atomy dysponujące odpowiednim nadmiarem energii. Liczba
takich atomów w układzie metastabilnym jest tym mniejsza, im większa jest nadwyżka
energii konieczna do pokonania bariery energetycznej. Liczbę tych atomów można określić
za pomocą równania Boltzmana. Istnienie podczas krzepnięcia bariery energetycznej
powoduj, że ta przemiana nie przebiega błyskawicznie, lecz wymaga pewnego czasu. Ilość
energii, jaką należałoby doprowadzić do układu, aby wszystkie atomy jednocześnie
przekroczyły barierę energetyczną byłaby bardzo duża. Barierę tę może przekroczyć tylko nie
wiele atomów i dlatego w czasie krzepnięcia początkowo tworzą się w cieczy bardzo drobne
cząstki fazy stałej, które następnie rosną przez przyłączanie coraz więcej atomów z cieczy. Te
drobne i trwałe cząstki krystaliczne nazywane są zarodkami krystalizacji.
Mechanizm powstawania zarodków jednorodnych opiera się na bezładnym ruchu atomów,
które znajdują się w ciągłym ruchu, który jest tym intensywniejszy, im temperatura jest
bardziej odległa od temperatury krzepnięcia. Bezładność tego ruchu jest przyczyną licznych
zderzeń, a jednoczesne zderzenie się wielu atomów może spowodować powstanie
zgrupowań, w których atomy zajmą względem siebie pozycje uporządkowane, podobnie jak
w krysztale. Zgrupowania te są nazywane fluktuacjami fazowymi lub zarodkami
podkrytycznymi.
Spotykane w praktyce przechłodzenia, występujące podczas krzepnięcia metali technicznych,
wynoszą kilka lub kilkanaście kelwinów. Wskazuje to, że w ciekłych metalach o czystości
Materiałoznastwo II 17 z 77
technicznej znajdują się jakieś „katalizatory”, ułatwiające powstawanie zarodków. Są to
przeważnie drobne tlenki, żużelki i inne zanieczyszczenia, występujące w cieczy w postaci
cząstek w stanie stałym. Mogą to być nawet ścianki tygla lub formy odlewniczej. Zarodki
powstałe z udziałem tych cząsteczek nazywane są niejednorodnymi. Aktywność
wspomnianych „katalizatorów” jest tym większa, im mniejsza jest energia powierzchni
granicznej pomiędzy fazą krystalizującą a podkładką. Stosunki energetyczne na
powierzchniach styku wymienionych faz określa kąt zwilżania, jaki ustala się między nimi.
49. Metale szkliste, otrzymywanie, własności.
Metale szkliste(szkło metaliczne, metal amorficzny) nazywamy stop na osnowie metalu
mający strukturę amorficzną, tzn. nieuporządkowaną strukturę atomową. Zeszkleniu
podlegają stopy, w których typ struktury krystalicznej jest złożony, na skutek czego
krystalizacja zachodzi powoli. W takim przypadku przy dużej prędkości chłodzenia struktura
bezpostaciowa, typowa dla szkła jest uprzywilejowana. Zeszkleniu podlegają stopy
wieloskładnikowe zawierające pierwiastki o małych średnicach atomowych.
Otrzymywanie: najczęściej jest stosowana metoda polegająca na laniu strumienia ciekłego
stopu na miedziany wirujący walec, chłodzony wodą. Powstaje w ten sposób cienka taśma o
szerokości zależnej od szerokości strumienia stopu. Innymi metodami , rzadziej stosowanymi
jest elektroosadzanie , naparowywanie lub wystrzeliwanie kropli stopu na ochłodzoną płytę
miedzi.
Własności: Szkło metaliczne cechuje duża twardość, przekraczająca 1000HV i wytrzymałość
do 5000Mpa, a jednocześnie znikomo małe wydłużenie - ok. 0.1%. Z tego względu jest
stosowane do wzmacniania kompozytów i do wyrobu tkanin ochronnych a także na ostrza do
golenia. Duża odporność na ścieranie i bardzo dobre własności magnetyczne powodują, iż jest
używane na głowice magnetofonowe, a nawet rdzenie transformatorów.
50. Rafinacja metali metodą strefowego topnienia.
Metoda polega na topnieniu wąskiej strefy i przesuwanie jej przez całą długość wlewka.
Powtarzając wielokrotnie ten zabieg zwiększamy efekt oczyszczenia bez potrzeby przecinania
wlewka i odrzucenia bardziej zanieczyszczonej części. Po zakończeniu rafinacji odcina i
odrzuca sie końcową cześć wlewka, pozostałą część można ujednorodnić przez przesuwanie
strefy stopionego metalu na przemian z jednego końca na drugi. W rezultacie otrzymany
materiał jest znacznie mniej zanieczyszczony niż materiał wyjściowy. Metodą tą można
otrzymywać materiały bardzo czyste, o czystości większej niż 99,99%. Metoda opracowana
przez Gentleman'a o nazwisku Pfann. Stosuje się ją do rafinowania metali i
półprzewodników.
51 rodzaje segregacji w stopach, wpływ na własności, zapobieganie i usuwanie
Segregacja- zjawisko zróżnicowania składu chemicznego stopu w różnych obszarach
wlewka(odlewu),powoduje obnizenie właściwości mechanicznych
Mikrosegregacja(segregacja dendrytyczna)- segregacja w której róznice w skladzie
chemicznym spowodowane sa głównie tworzeniem dendrytów. Składniki o wyższej
topliwości znajduja się w głównych częściach dendrytu, natomiast te o niższych niedzy nimi.
Mikrosegregacja powoduje tzw. kruchość na gorąco czyli topienie się obszarow
międzydendrytycznych poniżej lini solidusu.
Materiałoznastwo II 18 z 77
Zmniejszenie mikrosegregacji uzyskuje się poprzez wyrzażanie ujednorodniające
Makrosegregacja jest to zróżnicowanie składu chemicznego w calej objętości wlewka
spowodowane zepchnieciem zanieczyszczen przez front krystalizacji.
Powoduje zmniejszenie właściwości wytrzymałościowych.
Zmniejszyc wpływ makrosegregacji można przez odkształcenie plastyczne na goraco.
52. Wpływ sposobu odtleniania na własności stali.
Płynna stal po procesie świerzenia zawiera pewną ilość rozpuszczonego tlenku żelaza (FeO),
który powinien być usunięty, aby stal skrzepła w postaci czystego wlewka i nie wykazywała
wad spowodowanych obecnością tlenu.
1) Stal odtleniona tylko manganem: Jest to stal nieuspokojona , krzepnie we wlewku
niespokojnie - z krzepnącego wlewka wydzielają sie gazy(zjawisko wrzenia). Wewnętrzne
pęcherze rekompensują skurcz przy krzepnięciu. Następuje segregacja strefowa w pewnych
częściach wlewka.
Zalety: wysoka wydajność,
Wady: silna segregacja, występowanie pęcherzy gazowych, skłonność do starzenia się.
2) Stal odtleniona krzemem i częściowo glinem: Jest to stal uspokojona, przy krzepnięciu
wlewka nie zachodzą żadne reakcje z wydzielaniem się gazów. Wlewki wolne są od wad,
poza częścią górną, sąsiadującą z jamą usadową, która się obcina i odrzuca przy obróbce
plastycznej (15-24% masy wlewka)
Zalety: nieznaczna segregacja, brak wyraźnego starzenia się stali, lepsze własności
plastyczne.
Wady: mniejsza wydajność
3)Stal odtleniania manganem i niewielką ilością krzemu: Jest to stal półuspokojona, wlewek
krzepnie bez wrzenia lecz wydzielają się pęcherze wewnętrzne, które kompensują częściowo
skurcz i ograniczają tworzenie sie jamy usadowej.
Zalety: w miarę duży uzysk(odpad 8-15%),
Wady: pośredni stopień segregacji i ilości pęcherzy.
53.Charakterystyka domieszek normalnych w stalach, wpływ na własności mechaniczne
Dodatek stopowy - metal lub inna substancja dodana w niewielkich ilościach do stopu w
celach modyfikacji pewnych jego charakterystyk.
Do najczęściej stosowanych dodatków w stalach zalicza się:
nikiel(Ni)
Obniża temperaturę przemiany austenitycznej oraz prędkość hartowania. W praktyce
ułatwia to proces hartowania i zwiększa głębokość hartowania. Nikiel rozpuszczony
w ferrycie umacnia go, znacznie podnosząc wytrzymałość na uderzenie. Dodatek
niklu w ilości 0,5% do 4% dodaje się do stali do ulepszania cieplnego, a w ilościach
8% do 10% do stali kwasoodpornej. W symbolach stali dodatek niklu oznacza się
literą N.
chrom(Cr)

Materiałoznastwo II 19 z 77
Powoduje rozdrobnienie ziarna. Podwyższa hartowność stali. Zwiększa jej
wytrzymałość. Stosowany w stalach narzędziowych, konstrukcyjnych i specjalnych
(nierdzewnych lub żaroodpornych). W tych ostatnich nawet w ilościach do 30%. W
symbolach stali dodatek chromu oznacza się literą H.
mangan(Mn)
Obniża temperaturę przemiany austenitycznej, a przy zawartości powyżej 15%
stabilizuje i umożliwia uzyskanie struktury austenitycznej w normalnych
temperaturach. Już przy zawartościach 0,8% do 1,4% znacznie podwyższa
wytrzymałość na rozciąganie, uderzenie i ścieranie. W symbolach stali dodatek
manganu oznacza się literą G.
wolfram(W)
Zwiększa drobnoziarnistość stali, powiększa wytrzymałość, odporność na ścieranie.
Duży dodatek wolframu 8% do 20% zwiększa odporność stali na odpuszczanie. W
symbolach stali dodatek wolframu oznacza się literą W.
molibden(Mo)
Zwiększa hartowność stali. Podnosi wytrzymałość i zmniejsza kruchość, oraz podnosi
odporność na pełzanie. W symbolach stali dodatek molibdenu oznacza się literą M.
wanad(V)
Zwiększa drobnoziarnistość stali i znacznie powiększa jej twardość. Zwiększa
hartowność stali. Tworzy trwałe węgliki typu MC. W symbolach stali dodatek wanadu
oznacza się literą V (F).
kobalt(Co)
Zwiększa drobnoziarnistość stali i znacznie powiększa jej twardość. Jako jedyny
pierwiastek zmniejsza hartowność. Nie tworzy węglików. W symbolach stali dodatek
kobaltu oznacza się literą K.
krzem(Si)
Normalnie traktowany jako niepożądana domieszka, zwiększa kruchość stali. Staje się
pożądanym składnikiem w stalach sprężynowych. Ze względu na fakt, że zmniejsza
energetyczne stany prądowe w stali, dodaje się go w ilościach do 4% do stali
transformatorowej. W symbolach stali dodatek krzemu oznacza się literą S.
tytan(Ti)
W symbolach stali dodatek tytanu oznacza się literą T Dodatek do stali
kwasoodpornych.
niob(Nb)
Stosuje się jako mikrododatek w stali. Tworzy węgliki typu MC. W symbolach stali
dodatek niobu oznacza się literą Nb.
glin (aluminium)(Al.)
Odtlenia stal i zawsze znajduje się w stali uspokojonej. W symbolach stali dodatek
aluminium oznacza się literą A.

Materiałoznastwo II 20 z 77
miedź(Cu)
Posiada podobne właściwości fizyczne jak czyste żelazo, lecz jest znacznie bardziej
odporna na korozję. Miedź jest pożądanym dodatkiem i jej zawartość systematycznie
wzrasta, wraz z użyciem stali złomowej przy wytapianiu nowej stali. W symbolach
stali dodatek miedzi oznacza się literą Cu.
54 Stale węglowe, stosowane podziały, wpływ składu chemicznego na własności mech.
Stal niestopowa (dawniej: stal węglowa) - obejmuje wszystkie gatunki stali, w których
zawartość określonych pierwiastków jest mniejsza od pewnych wartości granicznych.
Graniczne stężenia masowe pierwiastków wyrażone są w procentach i zgodnie z
obowiązującą normą PN-EN 10020:2003
[1]
są następujące:
Występowanie odmiennych struktur stali, spowodowane jest różną zawartością węgla.
Wpływa to na ich własności mechaniczne oraz warunkuje sposób obróbki, dlatego też stal
niestopowa stosowana jest powszechnie przy wytwarzaniu konstrukcji oraz części urządzeń
mechanicznych, wszędzie tam, gdzie jej charakterystyki są wystarczające do zastosowań.
Podział stali niestopowych
•
stale niestopowe zwykłej jakości – stosowane bez dodatkowej obróbki
•
stale niestopowe podwyższonej jakości – często poddawane dodatkowej
obróbce cieplnej lub chemicznej.
W zależności od zawartości węgla dzielimy je na:
•
stale niskowęglowe - o zawartości węgla do około 0,3%
•
stale średniowęglowe - o zawartości od 0,3 do 0,6%
•
stale wysokowęglowe - o zawartości powyżej 0,6%
W zależności od zawartości zanieczyszczeń P i S dzielimy je na:
•
stale zwykłej jakości - P + S = 0,10%
•
stale wyższej jakości - P + S = 0,07%
•
stale najwyższej jakości - P + S = 0,03%
W zależności od stopnia odtlenienia stale dzielimy na:
•
stale uspokojone - najczęściej wyższej i najwyższej jakości; odmianą tej stali jest stal
uspokojona nie starzejąca się
•
stale półuspokojone
•
stale nieuspokojone
W zależności od zastosowania stale dzielimy na:
•
stale konstrukcyjne
•
stale narzędziowe
•
stale o szczególnych właściwościach fizycznych i chemicznych
W zależności od składu chemicznego dzielimy na:
•
stal przeróbczą (nisko-, wysokofosforowa)
•
odlewniczą (np. Pig-P1, Pig-P3, Pig-P6)
•
inne niestopowe

Materiałoznastwo II 21 z 77
55. Stale węglowe zwykłej jakości, odmiany, oznaczenia, zastosowanie
Podział stali węglowej:
- stal konstrukcyjna zwykłej jakości – oznacza się przez ST0, ST3, ST4.
Zawartość C do 0,25% np.:
ST3S – stal spawalna,
ST3X – stal nieuspokojona – nieodtleniona,
Stal nieuspokojona zawiera mniej Si i posiada lepsze właściwości plastyczne i
nadaje się do wytłaczania karoserii.
ST5, ST6, ST7, o sprecyzowanych granicach zawartości C w stali:
ST5 – 0,25 ¸ 0,38% C
ST6 – 0,4 ¸ 0,5 % C
ST7 – 0,5 ¸ 0,65% C
Stal ta stosowana jest na elementy walcowane lub kute: pręty, kształtowniki, blachy,
taśmy.
- stal konstrukcyjna wyższej jakości – odznacza się wąską granicą zawartości C oraz
niskim udziałem S i P. S (siarka) i P (fosfor) nie mogą przekraczać 0,4 %, stosuje się
je do obróbki cieplnej.
Zastosowanie: części maszyn i urządzeń.
Stal tą oznacza się 2 cyframi, które mówią o udziale C w stali (setnych częściach %)
np.
stal typu 08 ® 0,05 ¸ 0,11% C – 300 MPa (Rm)
stal typu 40 ® 0,37 ¸ 0,45% C – 580 MPa
stal typu 65 ® 0,62 ¸ 0,70% C – 710 MPa
56. Charakterystyka domieszek ukrytych w stalach, wpływ na właściwości.
Domieszki występują w stalach jako pozostałości procesu metalurgicznego wytapiania
stali oraz w wyniku przetapiania złomu. domieszki ukryte (śladowe): 0, N, H
Wpływ wodoru na własności stali jest zdecydowanie ujemny. Rozpuszcza się on stosunkowo
łatwo w żelazie i to w całym zakresie temperatury, szczególnie zaś przy przejściu fazy a w g
oraz w stanie ciekłym. Zmniejsza on w znacznym stopniu własności plastyczne i
technologiczne stali oraz powoduje występowanie wielu wad materiałowych, jak np. tzw.
płatków śnieżnych (tj. wewnętrznych pęknięć o jasnej powierzchni), odwęglania, skłonności
do tworzenia pęcherzy przy trawieniu itp.
Azot powoduje zwiększenie wytrzymałości i zmniejszenie plastyczności stali, co objawiać się
może jako tzw. kruchość na niebiesko. Niekorzystne działanie azotu przejawia się także
zwiększeniem skłonności stali do starzenia, powodowanym wydzielaniem się azotków z
przesyconego roztworu. Zjawisko to jest szczególnie niekorzystne w stalach w stanie
zgniecionym, gdyż wówczas występuje już w temperaturze otoczenia.
W niektórych stalach stopowych azot jest stosowany jako korzystny dodatek stopowy
stabilizujący austenit, zastępując drogi nikiel.
Tlen występuje w stali głównie w postaci związanej, najczęściej tlenków FeO, SiO2, Al2O3 i
in. Tlen powoduje pogorszenie prawie wszystkich własności mechanicznych i dlatego dąży

Materiałoznastwo II 22 z 77
się przez odpowiednie prowadzenie procesu metalurgicznego do obniżenia jego zawartości w
stali. Odtlenianie stali przeprowadza się za pomocą stopów krzemu, manganu i aluminium.
Sposób odtleniania wywiera także duży wpływ na wielkość ziarna stali węglowej. W
przeciwieństwie do tego stale odtlenione aluminium, a także żelazokrzemem. wykazują
wyraźny wzrost ziaren dopiero w temperaturze 150-200C powyżej Ac3, co praktycznie
wystarczy, aby przeciwdziałać zjawisku przegrzania stali.
Bardzo skutecznym sposobem zmniejszania ilości wodoru, azotu i tlenu oraz wtrąceń
niemetalicznych w stali jest wytapianie lub odlewanie jej w próżni. Można w ten sposób
otrzymać stal o lepszych własnościach dzięki większej czystości i prawie zupełnemu brakowi
rozpuszczonych w metalu gazów
57. stale automatowe, sposoby polepszenia skrawalności stali węglowych i stopowych.
Stal automatowa – stal wykorzystywana do produkcji drobnych części
np.: śrub, nakrętek, podkładek, końcówek węży hydraulicznych itp. Używana na części nie
podlegające silnym obciążeniom.
Stal taka, dostarczana w postaci prętów najczęściej ciągnionych lub łuszczonych, jest
używana w automatach tokarskich, które pracując przy minimalnym nadzorze ludzkim,
wymagają stali tworzącej krótkie i łamliwe wióry. Zapewnia się to przez zwiększony
dodatek siarki do 0,35% i fosforu do 0,15%. Siarka, tworząca z metalami kruche siarczki,
najbardziej wpływa na łamliwość wiórów. Występują również stale automatowe do
nawęglania lub ulepszania cieplnego. Do stali automatowych dodaje się takie pierwiastki jak
ołów (Pb), bizmut (Bi) czy telur (Te) celem zwiększenia prędkości skrawania.
Polepszenie skrawalności stali węglowych: poprzez obróbkę cieplną np. Wyżarzanie
przegrzewające (gruboziarniste)
Polepszenie skrawalności stali stopowych: za pomocą dodatków stopowych.
Ni- pogarsza skrawalność, co jest spowodowane wzrostem wytrzymałość stali i
zwiększeniem odporności na obciążenia dynamiczne.
Pb- zmniejsza tarcie pomiędzy wiórem i płytką, a co za tym idzie zmniejsza zużycie i
poprawia łamanie wióra.
Ca, Mn (+S) tworzy miękkie siarczki smarujące. Wysoka zawartość siarki polepsza
skrawalność i łamanie wióra.
Siarka (S) ma korzystny wpływ na skrawalność. Tworzy miękkie wtrącenia siarczku
manganu (MnS), które uformują warstwę smarującą pomiędzy wiórem i krawędzią
skrawającą.
58. Staliwa, ich podział, sposób oznaczania, obróbka cieplna
Staliwo- stal(stop żelaza z węglem i innymi dodatkami stopowymi) w postaci lanej o
zawartości węgla (0%-2,11>,nie podlega przeróbce plastycznej, jest odlewane do form.
Podział:
Ze względu na skład chemiczny :
•
Węglowe(niestopowe) - zawierające tylko składniki zwykłe i zanieczyszczenia z
przerobu hutniczego:
-zwykłej jakości
-wysokiej jakości

Materiałoznastwo II 23 z 77
•
stopowe - zawierające dodatkowo wprowadzone celowo domieszki stopowe:
-konstrukcyjne
-odporne na ścieranie
- odporne na korozję
-żaroodporne i żarowytrzymałe
-narzędziowe
Sposób oznaczania:
Oznaczanie staliw niestopowych
Znak gatunku staliwa węglowego składa się z literki W , liczby oznaczającej minimalną
granicę plastyczności R
e
oraz liczby oznaczającej minimalną wytrzymałość na rozciąganie
R
m
.
Oznaczanie staliw stopowych
Znak gatunku składa się z litery G oznaczający stan lany stopu , dwucyfrowej liczby
wyrażonej w setnych procenta oznaczającej zawartość węgla (0,35% C) oraz symbolów
pierwiastków stopowych wg malejącej ich zawartości.
Obróbka cieplna:
Obróbka cieplna staliw polega głównie na wyżarzaniu ujednoradniającym lub
normalizującym, Odlewy te można również hartować a także obrabiać cieplno – chemicznie.
59. Modyfikowanie żeliw, stosowane sposoby
Modyfikowanie żeliw- wprowadzenie do ciekłego żeliwa niewielkiej ilości modyfikatorów (
żelazokrzemu, stopów żelazokrzemu z aluminium lub stopów krzemu z wapniem),co ma
doprowadzić do zmiany kształtu grafitu w żeliwie.
Jednokrotne modyfikowanie: z długich, prostych płatów grafitu powstają krótsze, zaokrąglone
i równomiernie rozmieszczone
Dwukrotne modyfikowanie: otrzymuje się grafit sferoidalny. Wprowadza się do ciekłego
żeliwa zarówno zaprawę krzemową i magnezową lub cerową. Krzem rozdrabnia i wpływa na
równomierne rozmieszczenie grafitu, a magnez lub cer zwiększają napięcie
powierzchniowe(tworzą się kulki)
Sposoby:
- dodawanie modyfikatora w postaci sypkiej na powierzchnie strumienia metalu
przepływającą przez rynnę spustowa
- dodawanie modyfikatora w postaci sypkiej do kąpieli metalowej w kadzi
- dozowanie modyfikatora do kadzi w postaci elastycznego przewodu w obudowie cienkiej
blachy
60. Charakterystyka domieszek występujących w żeliwach
Najczęściej występującymi domieszkami są fosfor, krzem, siarka i mangan .
Krzem – (1-3%) ma wpływ zarówno na proces modyfikowania grafitu oraz na
grafityzację(rozkład cementytu na grafit i roztwór stały). W procesie modyfikowania wpływa
na zarodkowanie grafitu (staje się drobniejszy i bardzije równomiernie rozmieszczony).
Podczas grafityzacji zwiększa skłonność do tworzenia się grafitu.
Materiałoznastwo II 24 z 77
Siarka-jest domieszką szkodliwą. Jej obecność powoduje pogorszenie właściwości
odlewniczych (zmniejszenie rzadkopłynności i zwiększenie skłonności do tworzenia się
pęcherzy gazowych). Hamuje także grafityzację, powoduje duży skurcz odlewniczy.
Mangan-(0,4-1,4%) zapobiega grafityzacji, czyli zabiela żeliwo, łatwo wiąże się z siarką,
usuwając jej szkodliwy wpływ.
Fosfor- (0,2-1,8%) nie wpływa w istotny sposób na grafityzację, tworzy nowy składnik
struktury- eutektykę fosforową (steadyt). Jej obecność polepsza lejność i odporność na
ścieranie żeliwa.
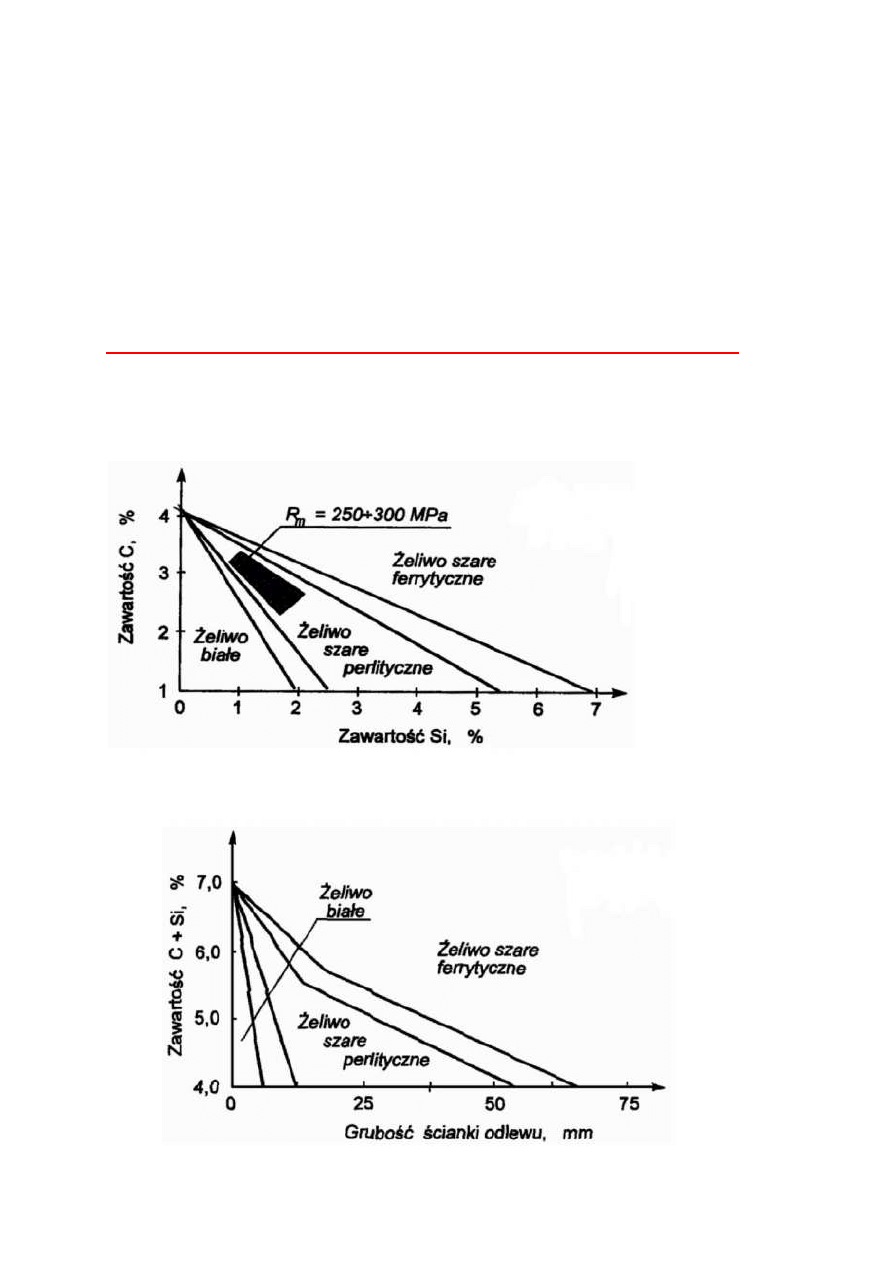
61. Czynniki decydujące o postaciach grafitu oraz strukturze osnowy metalowej żeliw.
Na strukturę osnowy metalowej żeliw, oraz postać grafitu mają wpływ:
•
Warunki krzepnięcia.
•
Zawartość C i Si (skład chemiczny)
(Pomiędzy białym i perlitycznym jest żeliwo pstre, a między perlitycznym i ferrytycznym jest
ferrytyczno-perlityczne)
•
Szybkość chłodzenia (grubość ścianki)
Materiałoznastwo II 25 z 77
62. Żeliwa ciągliwe, otrzymywanie, stosowany podział i oznaczenia, własności.
Żeliwo ciągliwe otrzymuje się przez długotrwałe wyżarzanie odlewów z żeliwa białego.
Wyżarzaniu poddaje się żeliwo przedeutektyczne o zawartości węgla 2,4-2,8.
1.
Nagrzewamy żeliwo do temp. 950-1000°C i przetrzymujemy je w tej temperaturze
(rozkład cementytu na austenit i węgiel żarzenia, trwa nawet kilka dni).
Powolne chłodzenie, aby z cementytu wydzielał się wolny węgiel, a nie cementyt.
Przez kilka godzin.
2.
Rozpad austenitu na ferryt i grafit, przy bardzo wolnym chłodzeniu przez 20-40
godzin.
Tak powstaje żeliwo ciągliwe czarne, a jeśli pominie się 2 etap, to powstaje żeliwo ciągliwe
perlityczne. Żeliwo ciągliwe białe otrzymuje się, gdy wyżarzane odlewy pokryte są
hematytem lub zendrą.
Kłaczkowa postać grafitu wpływa korzystnie na właściwości mechaniczne żeliwa. Uzyskane
w wyniku tych procesów żeliwo ciągliwe zajmuje, pod względem właściwości
mechanicznych, pośrednie miejsce między żeliwem szarym i stalą. Jest ono bardziej ciągliwe
od żeliwa szarego, jednak ustępuje pod tym względem stali.
Podział żeliw ciągliwych:
•
żeliwo ciągliwe czarne,
•
żeliwo ciągliwe białe.
63. Żeliwa sferoidalne, otrzymywanie, spotykane struktury osnowy metalowej, własności
wytrzymałościowe.
Żeliwo sferoidalne jest otrzymywane przez podwójne modyfikowanie żeliwa szarego:
1.
modyfikowanie żelazokrzemem (z dodatkami Ca, Al, Sr, Ba) w celu ułatwienia
zarodkowania grafitu (podkładki) – grafit drobny oraz równomiernie rozmieszczony,
2.
modyfikowanie magnezem oraz/lub cerem w celu uzyskania sferoidalnego kształtu
grafitu (podwyższanie energii granicy międzyfazowej),

Materiałoznastwo II 26 z 77
Kąpiel metalowa przed modyfikowaniem wymaga specjalnego odsiarczania (< 0,03% S)
w celu zapobiegnięcia powstawania siarczków pierwiastków modyfikujących (Mg, Cr).
Modyfikatory to stopy nazywane „zaprawami” (Si z Mg, Cu z Mg i Cr, Ni z Mg i Cr). Niska
temperatura topnienia i wrzenia Mg (650°C oraz 1107°C) oraz duże powinowactwo do tlenu
wymagają specjalnych metod wprowadzania modyfikatorów do kąpieli metalowej,
najefektywniejsze metody polegają na podawaniu modyfikatorów w strugę metalu wlewanego
do formy.
Spotykane struktury osnowy: ferrytyczna, ferrytyczno-perlityczna, perlityczna.
Żeliwo sferoidalne ma bardzo korzystne właściwości odlewnicze, oraz około dwukrotnie
większą wytrzymałość na rozciąganie niż żeliwo szare. Ma też większą odporność na korozję
w warunkach atmosferycznych i eksploatacyjnych. Oprócz tego odznacza się ono dużą
wytrzymałością na wysokie temperatury.
Żeliwa sferoidalne można klasycznie obrabiać cieplnie, mają Rm = 700-900 MPa.
Żeliwo sferoidalne ADI hartowane z przemianą izotermiczną osiąga Rm = 800-1400 MPa,
przy wydłużeniu A = 8¸1%. Posiada dużą odporność na zużycie i zmęczenie, ekonomiczne o
bardzo dobrej kombinacji wytrzymałości oraz ciągliwości, konkurencyjne do stali w wielu
wyszukanych zastosowaniach (np. koła zębate),
64. Żeliwa stopowe, rodzaje, zastosowanie, sposoby oznaczania.
W celu nadania żeliwom specjalnych właściwości (np. odporność na korozję, żaroodporność,
żarowytrzymałość, podwyższenie wł. mechanicznych) stosuje się dodatki stopowe. Dokonuje
się to dodając żelazostopy do kadzi przed odlewaniem do form. Rodzaje: krzemowe (do 17%
Si), aluminiowe (do 30% Al), chromowe (do 36% Cr), manganowe (do 17% Mn), niklowe (do
35% Ni), antymonowe (0,1÷0,6% Sb).
Ż
eliwa antymonowe – 0,1÷0,6% Sb, duża odporność na ścieranie.
Żeliwa niklowe – do 35% Ni, osnowa austenityczna, dobra odporność na korozję w
roztworach soli, zasad, wodzie morskiej i rozcieńczonych kwasach nieorganicznych.
Stosowane głównie w przemyśle chemicznym i petrochemicznym.
Ż
eliwo aluminiowe – przy zawartości Al ok. 24% - może być stosowane w wyższych temp.,
wytrzymuje utleniające działanie gazów do 1000
o
C.
Ż
eliwa chromowe – podobne właściwości do Al. Przy ok. 30% Cr wykazuje odporność na
działanie HNO
3
i innych kwasów utleniających.
Ż
eliwa manganowe – (8÷14% Mn) osnowa austenityczna, odporne na ścieranie i działanie
ługów o podwyższonych temp.
Żeliwa o niewielkich ilościach dodatków stopowych (do 1,5%; Ni, Cr, Mo, Cu) mają
podwyższone wł. mechaniczne i są stosowane głównie jako żeliwa konstrukcyjne. Dodatki
zwiększają odporność na korozję atmosferyczną. Dodatki Cr, Al, Si nadają żeliwom wł.
antykorozyjne w ośrodkach agresywnych i wł. żaroodporne.
Niektóre żeliwa mają zastosowanie w przemyśle elektrochemicznym (mat. niemagnetyczne)
lub oporniki elektryczne (np. sital – 10% Si).
Oznaczenia:
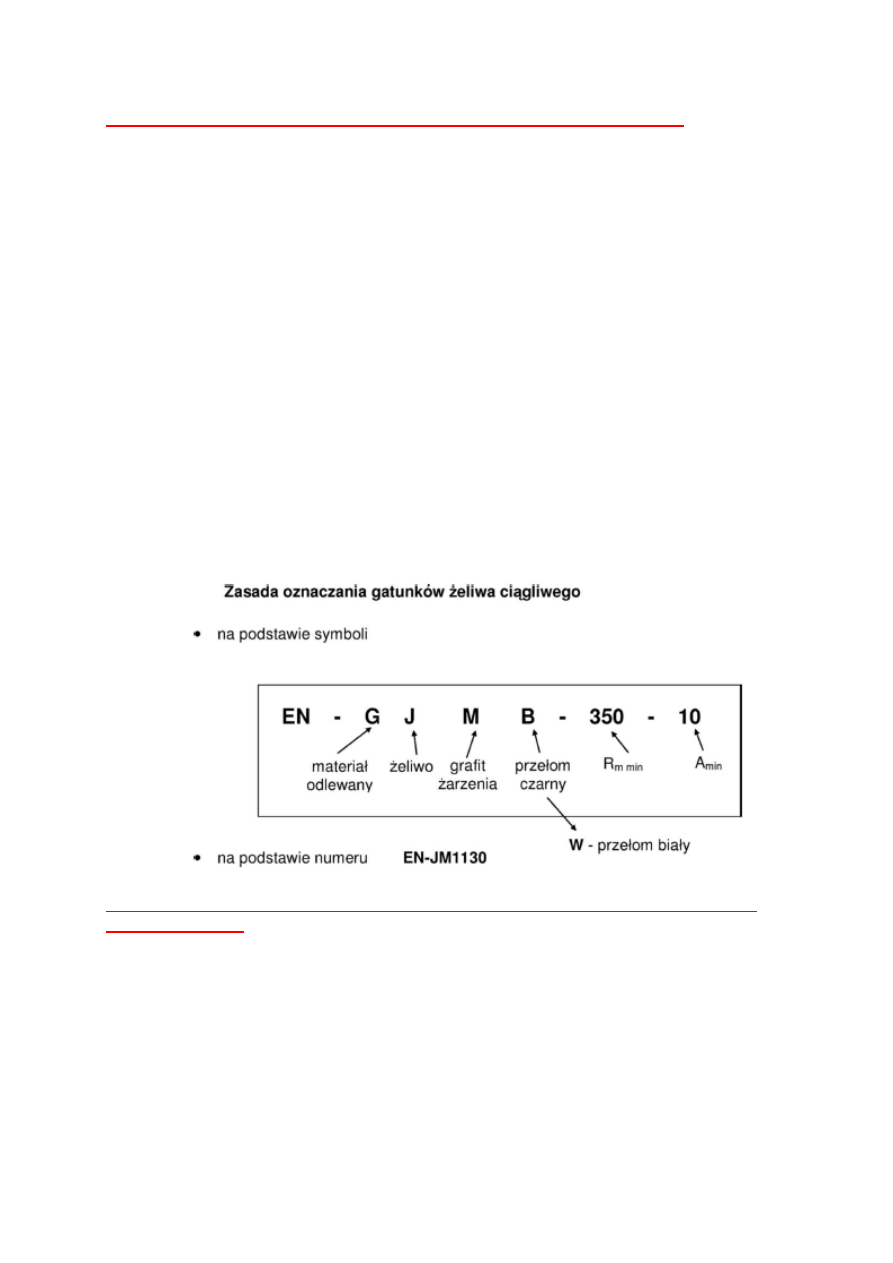
EN-GJL-250
EN-GJS-350-22
EN-GJMB-350-10
Legenda: EN – norma; G – mat. odlewany; J – żeliwo; L – grafit płatkowy; S – grafit
sferoidalny; M – grafit żarzenia; B – przełom koloru czarnego (analogicznie W); 250 (1.
liczba) - R
mMIN
; 22 (2. liczba) - A
MIN
Materiałoznastwo II 27 z 77
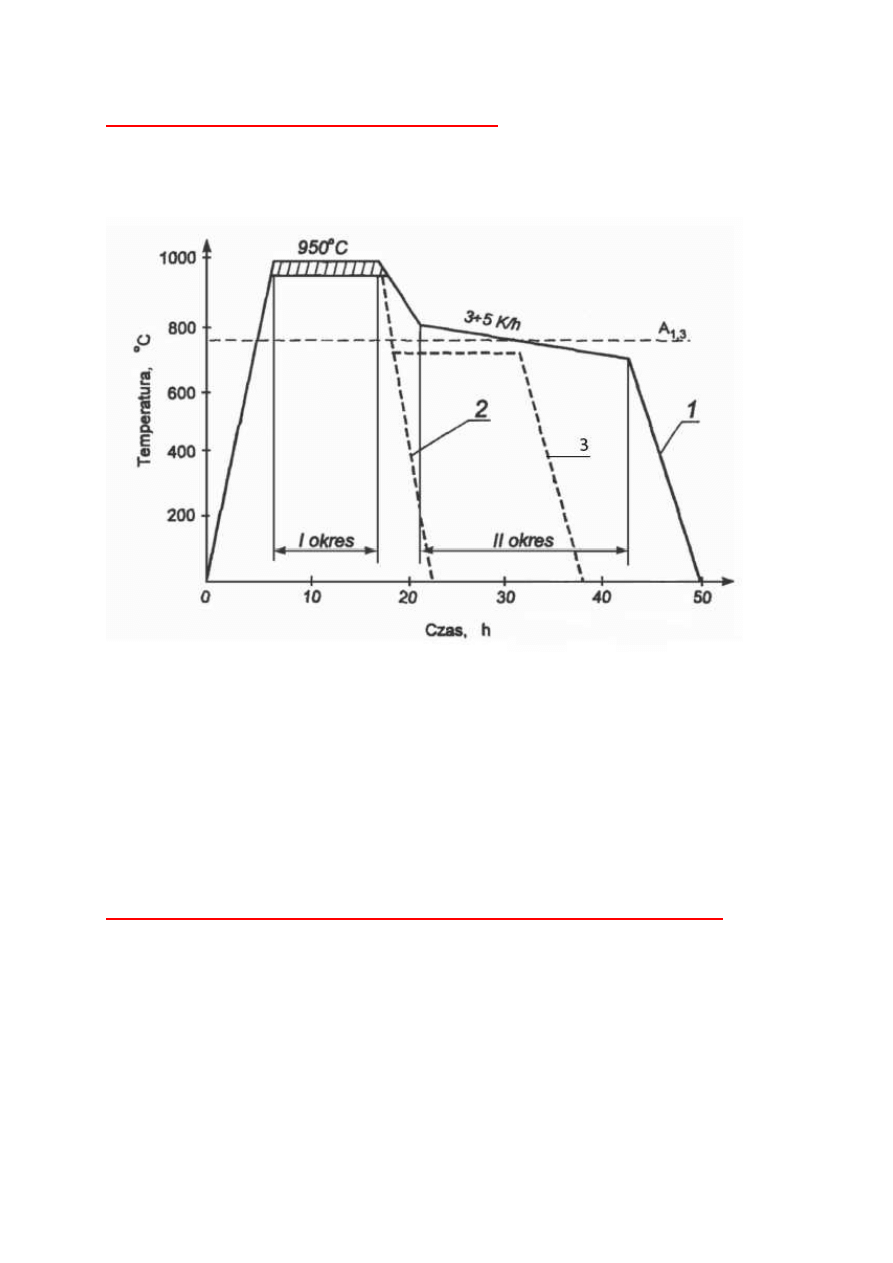
65. Wyżarzanie grafityzujące. Obróbka cieplna żeliw.
Wyżarzanie grafityzujące - stosuje się w stosunku do żeliwa białego w celu uzyskania żeliwa
ciągliwego (wykres poniżej). W celu uzyskania żeliwa sferoidalnego stosuje się kolejne
modyfikacje – wprowadza się modyfikatory będące zarodkami grafityzacji.
Od warunków wyżarzania zależy osnowa żeliwa. I tak można wyróżnić (z wykresu)
1.
Osnowa ferrytyczna – cementyt ulega całkowitemu rozpadowi i powstaje węgiel
żarzenia
2.
Osnowa perlityczna z węglem żarzenia
3.
Osnowa ferrytyczno-perlityczna (chłodzenie z przystankiem)
Obróbka cieplna żeliw - żeliwa można poddać obróbce cieplnej, podobnie do stali. Obróbka
zwiększa właściwości wytrzymałościowe, ale zmniejsza ciągliwość. Można osiągnąć R
m
=
700÷900 MPa. Po hartowaniu z przemianą izotermiczną można osiągnąć nawet R
m
=
800÷1400 MPa przy wydłużeniu
A = 8÷1 %.
66. Przemiana perlitu w austenit , wpływ szybkości grzania, jednorodność austenitu
Przemiana perlitu w austenit jest związana z rozdrobnieniem ziarna, ponieważ zarodki
austenitu tworzą się nie tylko na granicach ziaren ale również w objętości każdego z ziaren
perlitu na bardzo rozbudowanej powierzchni między płytkami ferrytu i cementytu
Dla stali umownie drobnoziarnistej w miarę wzrostu
temperatury ziarna austenitu rosną najpierw bardzo wolno, a poczynając od pewnej
temperatury następuje ich gwałtowny rozrost. W stalach umownie gruboziarnistych
rozrost ziarna austenitu następuje natychmiast po zakończeniu przemiany perlitu w
austenit. Aluminium dodane jako odtleniacz do stali powoduje powstanie
dyspersyjnych azotków (AlN), które odgrywają rolę przeszkód hamujących rozrost
ziarna austenitu. Rozrost ziarna austenitu możliwy jest dopiero po rozpuszczeniu tych
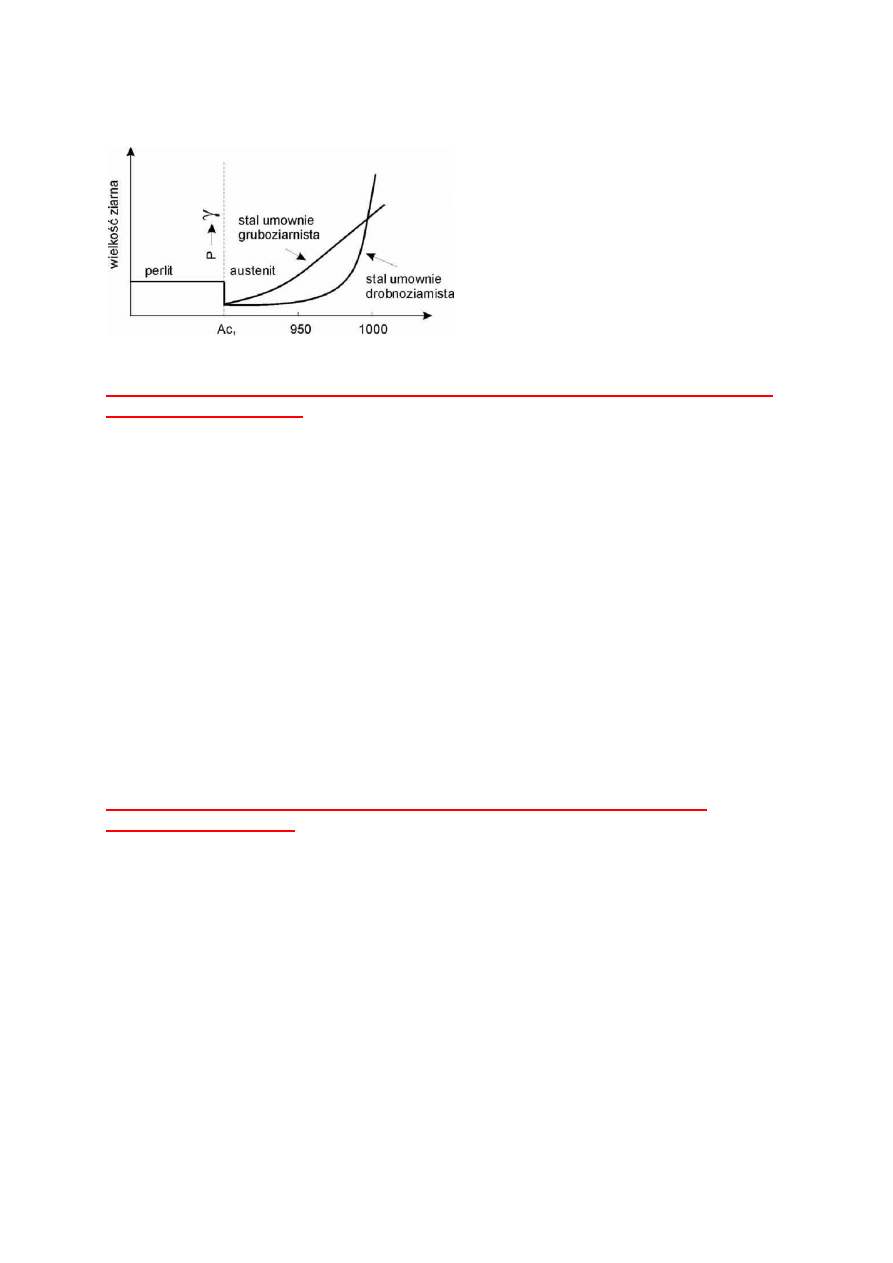
Materiałoznastwo II 28 z 77
wydzieleń (w temperaturze 950^1000°C).
67. Stale drobno i gruboziarniste, uzyskiwanie drobnoziarnistości , wpływ wielkości ziarna
na własności mechaniczne
Pojęcie stali drobnoziarnistej i gruboziarnistej dotyczy skłonności do rozrostu ziarna
austenitu i nie należy go łączyć z wielkością ziarna rzeczywistego. Stal drobnoziarnista może
mieć rzeczywiste ziarno grube, o ile zostanie przegrzana, i odwrotnie – stal gruboziarnista
może mieć rzeczywiste ziarno drobne, o ile będzie nagrzana do temperatur nieznacznie tylko
przewyższających temperaturę (A
c3
). Z tego wzgląd nie ma różnicy we właściwościach
pomiędzy stalami grubo- i drobnoziarnistymi, o ile zostały one właściwie obrobione cieplnie
i mają ziarno rzeczywiste jednakowej wielkości. Różnica we właściwościach pomiędzy tymi
stalami wystąpi wtedy, gdy ziarno rzeczywiste będzie różne.
Podatność stali do przegrzania, wyrażająca się skłonnością ziarna austenitu do rozrostu
pod wpływem temperatury i czasu, nazywamy przegrzewnością. Przegrzewność stali ma duże
znaczenie technologiczne. Stale drobnoziarniste są mniej skłonne do przegrzewania. Mają one
szerszy zakres temperatur hartowania niż stale gruboziarniste. Przeróbkę plastyczną na gorąco
stali drobnoziarnistych można zakończyć przy wyższych temperaturach niż stali
gruboziarnistych bez obawy otrzymania grubego ziarna rzeczywistego.
Drobnoziarnistość uzyskuję się za pomocą dodatków stopowych takich jak: molibden, wanad
i kobalt
68. Przemiana perlityczna przechłodzonego austenitu. Wpływ dyspersji perlitu na
właściwości mechaniczne
Cechy charakterystyczne przemiany perlitycznej przechłodzonego austenitu:
•
Przemiana perlityczna rozpoczyna się po przechłodzeniu austenitu poniżej
temperatury eutektoidalnej (723
Ο
C).
•
Przemianę rozpoczyna tworzenie się zarodków cementytu głównie na granicach
ziaren austenitu, a następnie również na granicach międzyfazowych ferrytu z
austenitem.
•
Szybkość powstawania zarodków cementytu rośnie wraz z przechłodzeniem
austenitu.
•
Zarodki rozrastają się w postaci naprzemianległych płytek cementytu
ferrytu wypełniając stopniowo obszary zanikającego austenitu.
Stopień dyspersji perlitu wpływa na jego własności mechaniczne, tak np. twardość perlitu
grubego w przypadku stali węglowej eutektoidalnej wynosi ok. 15 HRC, a perlitu bardzo
drobnego dochodzi do 40 HR
Materiałoznastwo II 29 z 77
69. Przemiana martenzytyczna, mechanizm tej przemiany, charakterystyka martenzytu.
Bezdyfuzyjna przemiana alotropowa austenit -> ferryt. Ferryt staje się przesyconym węglem,
produktem przemiany jest martenzyt listwowy lub płytkowy o własnościach zależnych od
zawartości węgla oraz o objętości właściwej większej od objętości austenitu. Warunkiem jest
chłodzenie z szybkością większa niż krytyczna (aby
ominąć krzywą początku przemian dyfuzyjnych- uniemożliwić dyfuzję węgla). Siłą
napędową przemiany jest duża różnica F między austenitem a martenzytem w temp. Ms.
Następuje przebudowa sieci RSC [A1] -> RPC [tetragonalna] (przesunięcie płaszczyzn
atomowych w stosunku
do płaszczyzn niezmiennych – habitus). Istnieje ścisły związek między płaszczyznami gamma
i martenzytu. Przemiana jest atermiczna – wymaga ciągłego obniżania temperatury. Etapy: -
zarodek powstaje na granicy ziaren i gwałtownie rośnie przyjmując kształt płaskich
soczewek/dysków. – wzrost płytki martenzytu polega na wielokrotnym niejednorodnym
ścinaniu, realizowanym przez poślizg i bliźniakowanie. Martenzyt jest twardy i odporny na
ścieranie, mała plastyczność.
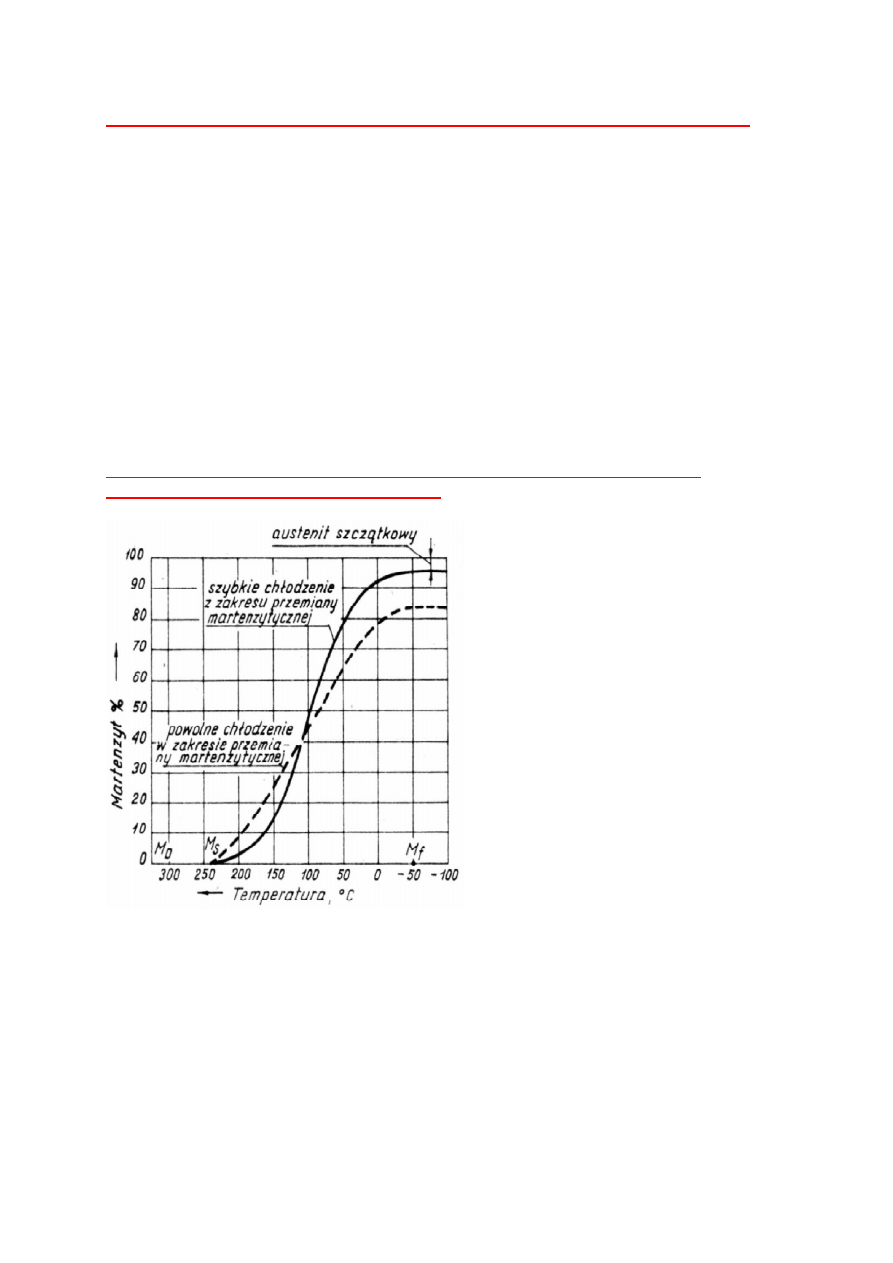
70. Krzywa przemiany martenzytycznej, charakterystyczne temperatury, czynniki
decydujące o udziale austenitu szczątkowego.
Początkowo po przekroczeniu temperatury Ms postęp przemiany jest mały, ale nasila się w
miarę obniżania temperatury. Maksimum szybkości przemiany zostaje osiągnięte po
przemianie ok 50% austenitu, po czym znowu ona maleje, osiągając zero w temperaturze Mf,
pomimo że pozostaje jeszcze pewna ilość nieprzemienionego austenitu. Ilość austenitu
szczątkowego zależy od szybkości chłodzenia, także
przerwanie chłodzenia zwiększa jego ilość. Zależy także od zawartości węgla w stali gdyż
należy on do składników najsilniej obniżających temperatury Ms i Mf. Zwiekszają go także
pierwiastki stopowe. Mn, Cr, Ni. Duża ilość austenitu szczątkowego jest
wykorzystywana w nowoczesnej motoryzacji na karoserie samochodów.
Materiałoznastwo II 30 z 77
71. Martenzyt, jego budowa i własności, wpływ węgla.
Martenzyt jest to przesycony roztwór stały węgla w żelazie α który jest produktem przemiany
bezdyfuzyjnej. Wyróżniamy martenzyt listwowy oraz płytkowy(przy dużym %C) Cechuję się dużą
twardością i małą ciągliwością. Ma sieć tetragonalną o bardzo małej tetragonalności (<1,1) rosnącej z
zawartością węgla. Twardość i nieodkształcalność martenzytu także rośnie ze wzrostem zawartości
węgla.
Większa ilość węgla wpływa obniżająco na temperaturę początku, trwania jak i końca
przemiany martenzytycznej.
Od ok. 0,4÷0,5% C temperatura M
f
znajduje się poniżej temperatury
pokojowej (wzrost kosztów oraz możliwe pęknięcia, wypaczenia)
72. Przemiana bainityczna przechłodzonego austenitu, mechanizm tej przemiany, rodzaje
bainitu,
własności.
Przemiana bainityczna zachodzi w zakresie temp. między M
s
a T
m
(ok. 200÷550
o
C) i ma
charakter bezdyfuzyjno-dyfuzyjny. W pierwszym etapie przemiany prędkość przemiany jest
większa od krytycznej V>V
kr
. Przemiana w tym etapie ma charakter bezdyfuzyjny – następuje
przebudowa sieci z A1 na A2. Podczas izotermicznej przemiany („2. etap”) w powstałym
iglastym przesyconym ferrycie krystalizują drobne, cienkie blaszki cementytu lub węglika ε
(niestechiometryczny węglik, np. Fe
2,6
C).
Wyróżnia się:
a)
Bainit górny (T
m
÷ ok. 350
o
C) – struktura niekorzystna. Wytrzymałość oraz twardość
(ok. 45 HRC) podobna do drobnopłytkowych struktur perlitycznych. Gorsza
ciągliwość.
b)
Bainit dolny (ok. 350
o
C ÷ M
s
) – struktura często wykorzystywana. Wytrzymałość oraz
twardość (ok. 55 HRC) wyższa niż w strukturach perlitycznych. Ciągliwość lepsza od
bainitu górnego. Morfologia oraz właściwości praktycznie identyczne jak martenzytu
odpuszczonego w niskich temp.
Materiałoznastwo II 31 z 77
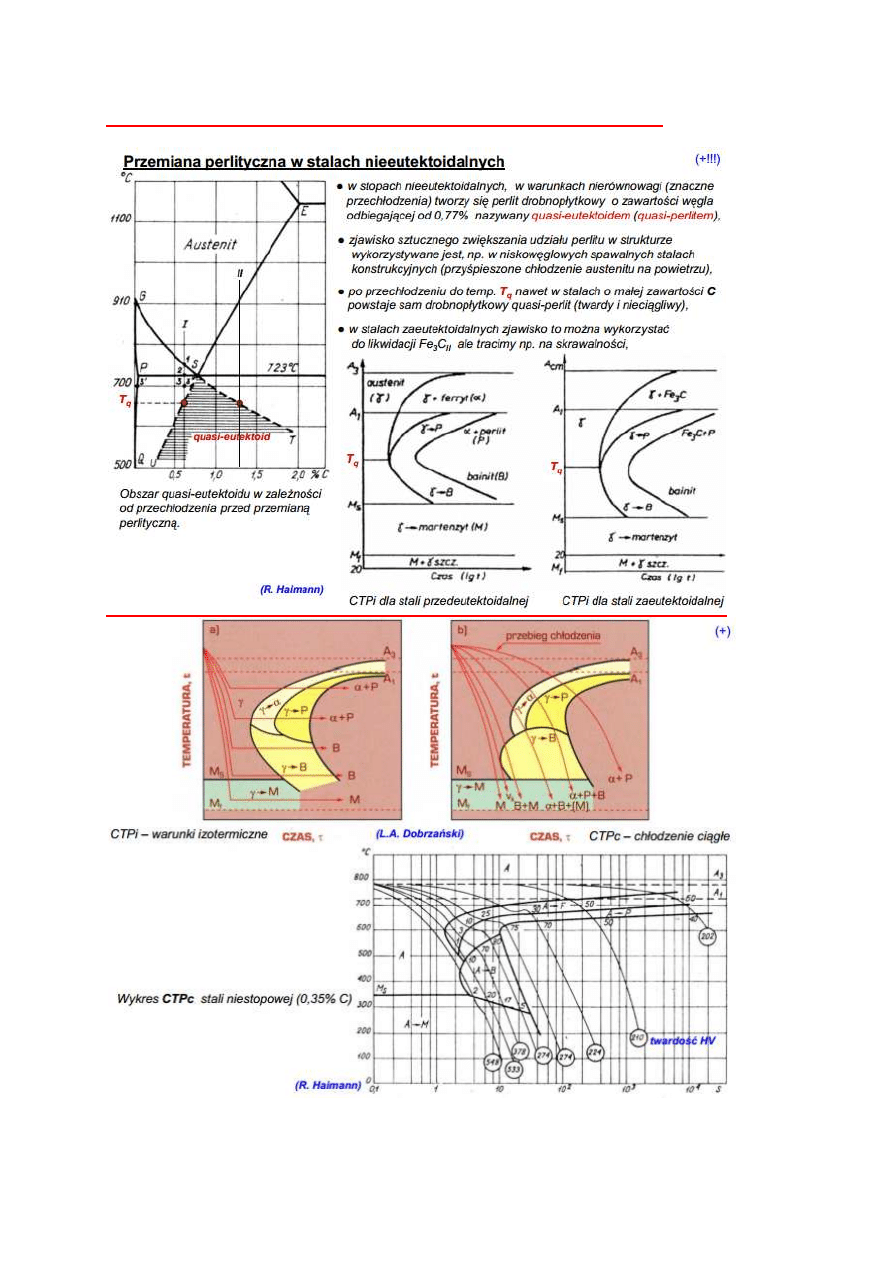
73. Wykresy CTP i stali nieeutektoidalnych, quasi-eutektoid, wykresy CTPc
Materiałoznastwo II 32 z 77
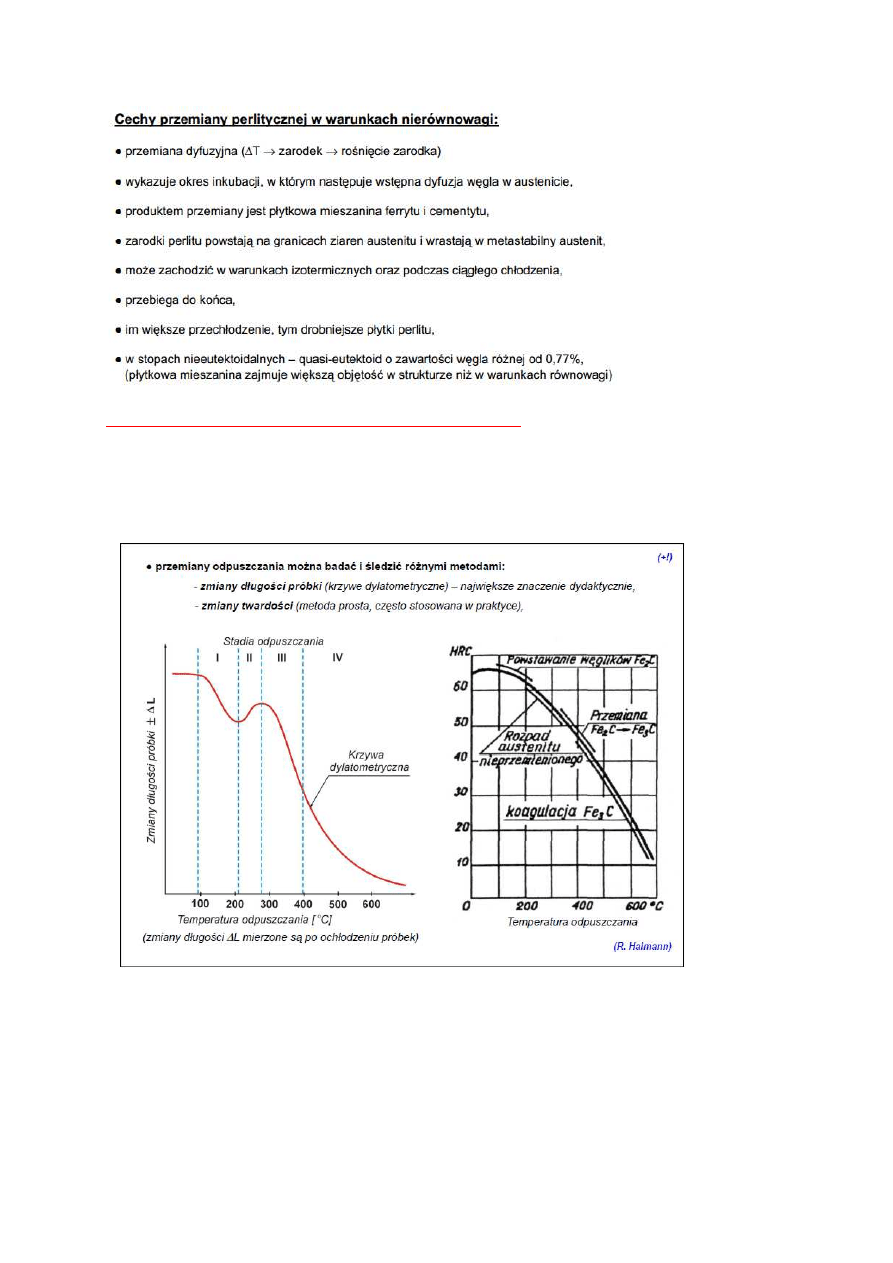
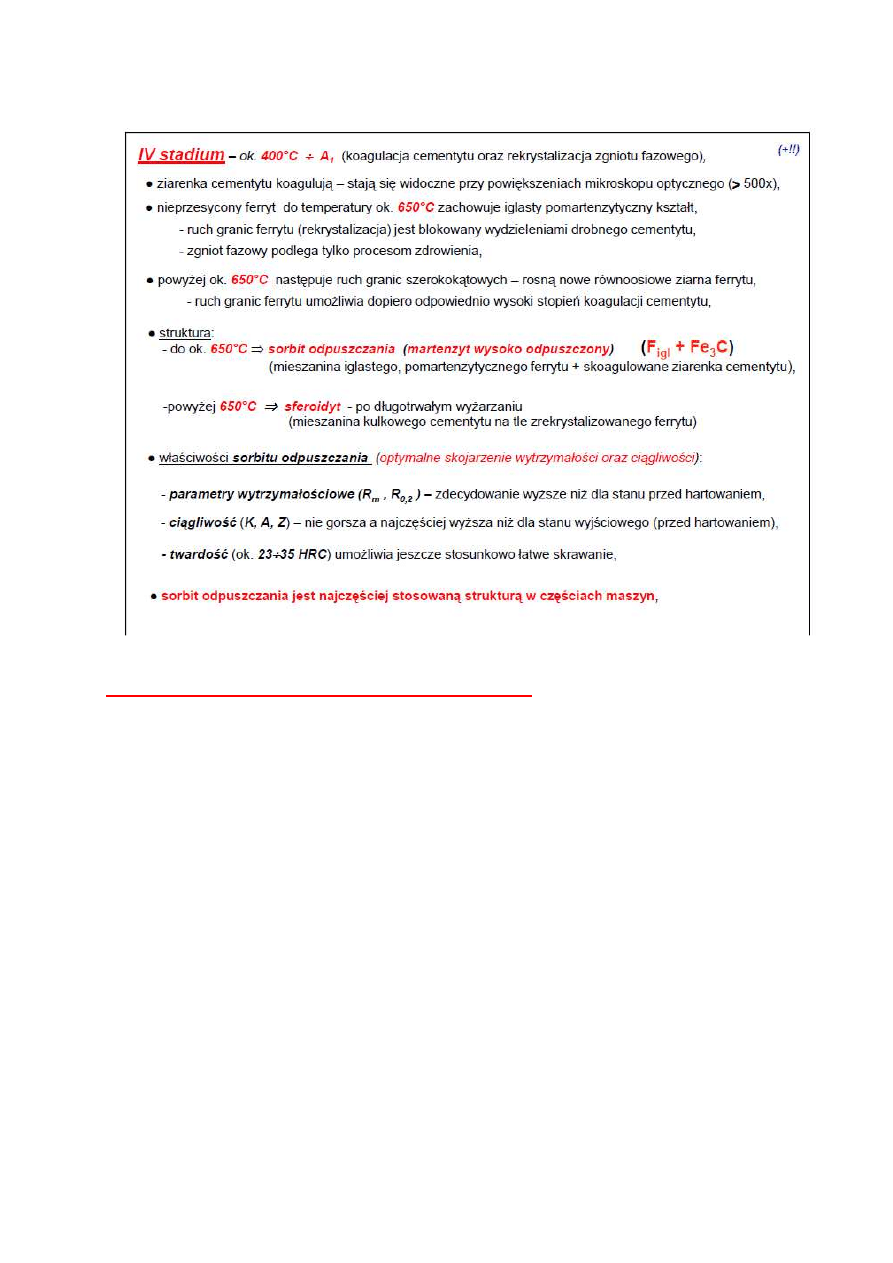
74. Przemiany podczas odpuszczania, zmiany własności.
Odpuszczanie polega na nagrzaniu uprzednio zahartowanego elementu ( struktura wyjściowa:
martenzyt hartowania) do temperatury poniżej A1, zwykle jednak nie wyższej niż ok 550 C.
Czas na ogół nie przekracza 2h. Głównym celem jest poprawa ciągliwości materiału i
zmniejszenie naprężeń, chociaż następuje to kosztem obniżenia jego twardości.
Materiałoznastwo II 33 z 77
Materiałoznastwo II 34 z 77
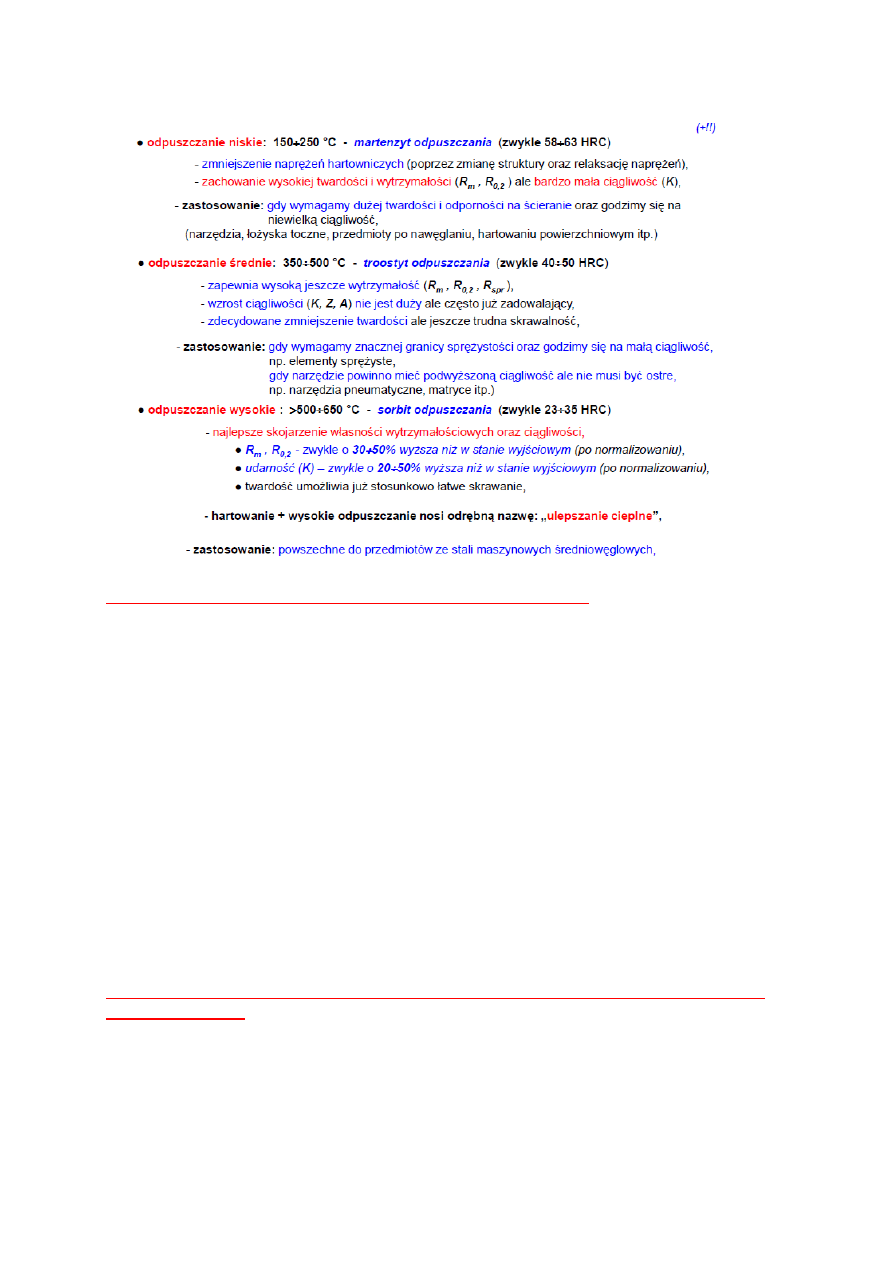
75. Rodzaje odpuszczania, struktury, wpływ na własności.
Odpuszczanie niskie- zmiany są minimalne: następuje jedynie wydzielenie nadmiaru węgla z
martenzytem w postaci tzw. węglika ε (bardzo dyspersyjnego). Taką strukturę nazywa się
martenzytem odpuszczonym i cechuje się on prawie niezmienioną twardością, ale wyższą
ciągliwością.
Odpuszczanie średnie- zachodzi wydzielanie węgla z martenzytu i utworzenie
dyspersyjnych cząstek cementytu, a także rozkład austenitu szczątkowego na przesycony
węglem ferryt i cementyt (struktura troostytu odpuszczania) Przy tym odpuszczaniu
występuje kruchość odpuszczania I rodzaju (nieodwracalna).
Odpuszczanie wysokie- cechuje się powstaniem struktury sorbitycznej o bardzo dobrej
ciągliwości, która składa się z ferrytu i bardzo dyspersyjnych, kulistych cząstek cementytu.
Materiałoznastwo II 35 z 77
76 koagulacja cementytu i węglików w stalach, kinetyka procesu
Skoagulowane wydzielenia cementytu w stali otrzymuje się podczas wyzarzania
sferyidyzującego. Proces ten polega na nagrzaniu do temperatury powyżej temp. Ac1,
wygrzewaniu i studzeniu w celu sferoidyzacji węglików. Czas tego procesu może wynosic
nawet do kilkunastu godzin. W wyniku sferoidyzacji otrzymuje się strukturę ziarnistego
cementytu w osnowie ferrytycznej. Cementyt ziarnisty powstaje podczas wygrzewania,
zaokrąglenie wydzieleń weglika spowodowane jest dążnością tej fazy do zmniejszenia energii
powierzchniowej. Sferoidyt charakteryzuje się mała twardością i dużą podatnością na
odkształcenia plastyczne. W stali eutektoidalnej i nadeutektoidalnej sferoidyzowanie
pozwala otrzymać dobrą strukture wyjściową do hartowania.
Sferoidyzacje cementytu można zaobserwowac tez przy odpuszczaniu martenzytu, zakresie
temperatury 300-400°C następuje zarodkowanie i wzrost wydzieleń cementytu Fe
3
C, przy
czym węglik
ε
rozpuszcza się, a węgiel dyfunduje do rosnących wydzieleń cementytu Fe
3
C. W
tym stadium zachodzi również intensywny proces zanikania naprężeń własnych. W
temperaturze ok. 400°C zawartość węgla w ferrycie osiąga już wartość odpowiadającą
stanowi równowagi. W czasie tych przemian obserwuje się skurcz próbki.
77. Sferoidyzacja i wyżarzanie zmiękczające stali przedeutektoidalnych, eutektoidalnych i
zaeutektoidalnych.
Wyżarzanie zmiękczające (sferoidyzujące)
Celem tego wyżarzania jest obniżenie twardości stali, co się wykorzystuje przy obróbce
skrawaniem. Najniższą twardość można uzyskać przez sferoidyzację cementytu czyli tzw.
cementyt kulkowy –sferoidyt. Struktura taka jest korzystna jako wyjściowa do ulepszania
cieplnego niektórych stali (np. łożyskowych). Obowiązkowo wyżarzanie zmiękczające

Materiałoznastwo II 36 z 77
stosuje się w hutach dla stali zaeutektoidalnych. Istnieje kilka sposobów wyżarzania
sferoidyzującego:
- teoretycznie pożądaną strukturę powinno się uzyskać przez długie (12-24h) wygrzewanie
poniżej temperatury A
1
(cementyt przyjmie postać kulistą – energetycznie korzystną)
- w praktyce wykorzystuje się niejednorodny austenit z cząstkami nierozpuszczonego Fe3C,
więc stal wygrzewa się 10-30°C powyżej temperatury Ac
1
lub bardzo powoli chłodzi
(<10 K/s) przez temperaturę Ac
1
aby otrzymać odpowiednie średnice cementytu.
- w celu skrócenia czasu zabiegu wykorzystuje się:
•
wyżarzanie izotermiczne, polegające na nagrzewaniu stali nadeutektoidalnych do
temperatur pomiędzy Ac
1
-Ac
m
i chłodzeniu poniżej Ar
1
z wytrzymaniem
izotermicznym w tej temperaturze, aż do czasu zajścia przemiany austenitu
•
wyżarzanie wahadłowe wokół temperatury A
1
, które jest bardzo efektywne, ale trudne
do przeprowadzenia w warunkach przemysłowych
78. Kruchość odpuszczania, przyczyny, zapobieganie.
Kruchością odpuszczania nazywamy obniżenie udarności po nagrzaniu w pewnych zakresach
temp. (podczas odpuszczania stali konstrukcyjnych).
Rozróżniamy kruchość odpuszczania:
a)
pierwszego rodzaju (nieodwracalną), która występuje we wszystkich stalach po
odpuszczeniu w temp. ok. 300°C, niezależnie od szybkości chłodzenia. Usunąć ją
można tylko poprzez powtórne odpuszczenie w wyższej temp., ale to spowoduje także
spadek twardości i granicy sprężystości. Jedna z hipotez mówi, że przyczyną jest
nierównomierne odpuszczenie martenzytu, które zachodzi głównie na granicach ziarn
byłego austenitu. Efektem jest obniżenie wytrzymałości tych obszarów i ułatwienie
powstawania pęknięć. Inna hipoteza łączy ten rodzaj kruchości z rozkładem austenitu
szczątkowego, który jest ciągliwy, na kruchy martenzyt.
b)
drugiego rodzaju (odwracalna) występuje po odpuszczeniu stali stopowych w temp.
ok. 500°C, ale tylko po powolnym chłodzeniu. Odwracalnej kruchości można
zapobiegać, wprowadzając do stali ok. 0,3% Mo lub przez szybkie oziębienie
odpuszczonego elementu w wodzie. Przyczyną jest segregacja fosforu do granic ziarn,
które są zubożone w pierwiastki stopowe (Mn, Cr) wskutek utworzenia się węglików
podczas odpuszczania. Podobny efekt mogą wywołać inne domieszki (As, Sb, Sn). W
stalach o zawartości P poniżej 0,001% kruchość ta nie występuje. Kruchość tą można
usunąć poprzez powtórne nagrzanie do temp. ok. 600°C ( rozproszenie segregacji P) i
po szybkim chłodzeniu stal staje się znowu ciągliwa.
79. Zapobieganie utlenianiu i odwęglaniu stali podczas obróbki cieplnej.
Zabiegi obróbki cieplnej powodują występowanie wad w obrabianym elemencie:
Utlenienie czyli powstanie grubej warstwy zgorzeliny na powierzchni wyrobów stalowych.
Przyczyną jest utleniająca atmosfera w piecu grzewczym. Zapobieganie:
1.
Stosować atmosferę redukcyjną lub obojętną (np. próżniową).
2.
Grzać w skrzynkach ze środkiem nawęglającym lub wiórami żeliwnymi.
3.
Grzać w kąpielach solnych.
Odwęglenie czyli zmniejszenie koncentracji węgla w powierzchniowych warstwach
wyrobów stalowych, objawiające się zmniejszeniem twardości po hartowaniu i odporności na
zmęczenie. Przyczyny i zapobieganie są takie same jak przy zjawisku utleniania stali.
Dodatkowo, warstwę odwęgloną można usunąć przez nawęglanie, wyżarzając w atmosferze
nawęglającej lub przez obróbkę skrawaniem.

Materiałoznastwo II 37 z 77
80. Sposoby hartowania stali na wskroś – wady i zalety
Hartowanie polega na bezdyfuzyjnej przemianie austenitu w martenzyt. Przy hartowaniu
objętościowym (na wskroś) austenityzowanie obejmuje całą objętość obrabianego cieplnie
przedmiotu a grubość warstwy zahartowanej zależy wyłącznie od własności materiału i
szybkości chłodzenia. Wyróżnia się :
Hartowanie zwykłe – polega na ciągłym chłodzeniu przedmiotu w jednym ośrodku
chłodzącym od temperatury austenityzowania do temperatury otoczenia. Tworzą się
największe naprężenia hartownicze
Hartowanie stopniowe – z przystankiem izotermicznym – realizuje się zwykle poprzez
chłodzenie w stopionych solach o temperaturze wyższej od Ms o ok. 20÷40oC. Przystanek
powinien tylko umożliwić wyrównanie temperatury na przekroju = usunąć znaczną część
naprężeń. Po wyjęciu z soli przedmiot dochładza się na powietrzu do temperatury otoczenia
realizując wyłącznie przemianę martenzytyczną.
Hartowanie przerywane – chłodzenie przedmiotu w dwóch ośrodkach; najpierw w wodzie do
temp. nieco wyższej od Ms, a następnie w oleju do temperatury otoczenia. Celem zmiany
ośrodka jest wolniejsze chłodzenie w okresie przemiany martenzytycznej, co zmniejsza
naprężenia w materiale.
Hartowanie bainityczne – chłodzenie przedmiotu na tyle długie, żeby mogła zajść przemiana
austenitu w bainit dolny. Minimalizują się wówczas naprężenia termiczne i strukturalne.
Można je również realizować przy chłodzeniu ciągłym lub poprzez przystanek temperatury w
zakresie bainitu dolnego, realizując jego utworzenie tylko z części austenitu, resztę
przemieniając w martenzyt.
Do najważniejszych zalet hartowania można zaliczyć podwyższenie twardości materiału i
wzrost odporności na ścieranie zahartowanych powierzchni.
Do wad można zaliczyć zmniejszenie ciągliwości materiału, wzrost kruchości i podatności
materiału na uszkodzenia udarnościowe. Wady te wynikają z charakterystyki struktury
martenzytycznej i bainitycznej otrzymywanej w wyniku hartowania. Niekorzystne są także
rozrost ziaren i naprężenia hartownicze. Podczas hartowania występują tak duże naprężenia
hartownicze, że przedmioty krzywią się a nawet pękają. Przedmioty o dużych wymiarach,
skomplikowanych kształtach należy bardzo starannie układać w piecu, równomiernie
wygrzewać w całej objętości oraz studzić równomiernie cały materiał. Równomierne
chłodzenie jest bardzo często niemożliwe. Przedmioty o bardzo skomplikowanych kształtach
trudno jest więc zahartować
81. Hartowanie powierzchniowe stali – sposoby, stosowane stale, struktura i właściwości
warstw zahartowanych
Celem hartowania powierzchniowego jest uzyskanie warstwy wierzchniej o dużej twardości z
jednoczesnym zachowaniem ciągliwego rdzenia (dobra odporność na ścieranie i obciążenia
udarowe)
Istotą jest nagrzewanie do temperatury hartowania (tj. temperatury uzyskania jednorodnego
austenitu) tylko warstwy powierzchniowej przedmiotu. Następujące po nagrzaniu szybkie
chłodzenie powoduje utwardzenie warstwy wierzchniej, podczas gdy reszta materiału (rdzeń)
pozostaje niezmieniona.
Materiałoznastwo II 38 z 77
Stosowane w praktyce metody hartowania powierzchniowego można podzielić na dwie grupy
, starszej i nowszej generacji:
Do starszej należą: hartowanie płomieniowe (grzanie powierzchni palnikiem , następnie
chłodzenie natryskiem wody) oraz hartowanie indukcyjne (do nagrzania wykorzystuje się
prądy wirowe wzbudzone w przedmiocie metalowym przez zmienne pole magnetyczne
wytwarzane w specjalnie ukształtowanym wzbudniku)
Nowsze metody: Do grzania powierzchni przedmiotu stosuje się wiązki elektronowe i
laserowe. Można w ten sposób otrzymać zahartowane warstwy o bardzo dokładnie
regulowanej grubości, wyeliminowanie natryskiwaczy cieczy chłodzącej oraz hartowanie
miejsc trudno dostępnych (otwory ślepe czy przelotowe)
Do hartowania powierzchniowego stosuje się stale o zawartości węgla 0,35-0,70%
(najczęściej 0,4-0,5%). Gdy rdzeń ma bardzo dobre właściwości mechaniczne, stosuje się
stale stopowe o zwiększonej hartowności. Przed hartowaniem zaleca się przeprowadzenie
zabiegu normalizowania w celu rozdrobnienia ziaren (zmniejszenie skłonności do pęknięć)
Twardość powierzchni zależy od zawartości węgla i waha się w granicach 55 do 62HRC.
Grubość warstwy ustala się w zależności od warunków pracy i wynosi ona zazwyczaj 1,5-
3mm. Może wynosić więcej, ale obowiązuje zasada że pole warstwy zahartowanej nie
powinno być większe niż 20% pola całego przekroju.
W prawidłowo zahartowanej strukturze powinien występować martenzyt drobnoiglasty, bez
tzw. miękkich plam w postaci kolonii ferrytu. W rdzeniu, w zależności od obróbki, może
wystąpić ferryt i perlit (z przewagą perlitu w stalach o zaw. C poniżej 0,4%) dla stanu
surowego i normalizowanego lub sorbit odpuszczania dla stanu ulepszonego cieplnie.
82. Hartowność stali, czynniki wpływające na tę własność, sposoby określania.
Hartowność, jest to zdolność do tworzenia struktury martenzytycznej. Wpływają na nią
następujące czynniki:
Skład chemiczny austenitu – Wszystkie pierwiastki stopowe (z wyjątkiem kobaltu oraz
krzemu w stalach o małej zawartości innych pierwiastków) zwiększają hartowność poprzez
zmniejszenie krytycznej szybkości chłodzenia (najmniejsza szybkość chłodzenia pozwalająca
na uzyskanie struktury martenzytycznej).
Wielkość ziarna austenitu – podwyższenie temperatury austenityzowania powoduje rozrost
ziaren z więc zmniejszanie powierzchni ich granic. Na obszarach tych łatwo zarodkuje ferryt,
perlit i bainit. Ograniczenie ilości tych miejsc zwiększa trwałość austenitu (a zatem zwiększa
hartowność).
Jednorodność austenitu – im bardziej jednorodny pod względem składu chemicznego, tym
większa hartowność stali
Obecność nierozpuszczonych podczas austenityzowania cząstek – Nierozpuszczone węgliki,
tlenki, azotki, związki międzymetaliczne zmniejszają hartowność ponieważ granice między
cząstką a austenityczną osłoną są miejscami łatwego zarodkowania produktów przemian
dyfuzyjnych i pośrednich.
Materiałoznastwo II 39 z 77
Do określania hartowności stosowane są następujące metody:
Ocena hartowności na przełomie - obserwacja przełomu zahartowanej próbki; strefa
zahartowana jest matowa, jedwabista i łatwo odróżnić ją od niezahartowanego rdzenia –
pozwala to na ustalenie grubości warstwy
Metoda krzywych U wg. Grossmanna – na zahartowanych w wodzie lub oleju cylindrycznych
próbkach dokonuje się pomiarów twardości wzdłuż ich średnicy. Graficzne przedstawienie
wyników pomiarów (wykres twardość-średnica przekroju) pozwala na otrzymanie krzywych
w kształcie litery U. Za granicę strefy zahartowanej przyjmuje się miejsce gdzie występuje
najbardziej gwałtowny spadek twardości
Próba chłodzenia do czoła wg. Jominy – cylindryczna próbka po austenityzowaniu jest
umieszczana w specjalnym aparacie, gdzie chłodzona jest natryskiem wody tylko dolna
płaszczyzna czołowa próbki. Po ostygnięciu i przeszlifowaniu próbki dokonuje się pomiaru
twardości w skali HRC. Wyniki przedstawia się jako wykres twardości w zależności od
odległości do czoła.
Metoda obliczeniowa Grossmanna – pozwala na obliczenie idealnej średnicy krytycznej Dik
na podstawie składu chemicznego i wielkości ziarna austenitu:
Dik= Dp.f1.f2.f3......fi
gdzie: Dp– tzw. średnica podstawowa, zależna od wielkości ziarna austenitu i stężenia
węgla,
f1, f2,..., fi – współczynniki hartowności poszczególnych pierwiastków stopowych,
przy czym f = 1±a*x
gdzie: x – stężenie pierwiastka stopowego,
a – stała empiryczna
83 analityczne określenie hartowności
Metoda Grossmana
Polega na ujęciu w formie współczynników wpływu składu chemicznego i wielkości ziarna
austenitu na hartowność.
D
ki
=D
p
*f
Me1
*f
Me2
…
f
Men
-wartość współczynnika n-tego pierwiastka stopowego
f
Men
=1+ax
x-koncentracja pierwiastka stopowego w %
a-stała empiryczna opisujaca siłe wpływu pierwiastka na hartownośc
D
p
=B*(%C)^0.5
%C-zawartość procentowa węgla
B-współczynnik zalezny od wielkości ziarna austenitu
B=13.9/1.083
N
N-nr klasy ziarna w skali ASTM(
http://www.labmat.pw.plock.pl/metal/analiza/ziarno.htm
)
Materiałoznastwo II 40 z 77
84. Podstawowe procesy fizykochemiczne decydujące o przebiegu różnych zabiegów obróbki
cieplno-chemicznej.
Podczas dowolnego procesu obróbki cieplno-chemicznej przebiegają jednocześnie trzy
główne procesy:
a) powstawanie aktywnych atomów w środowisku otaczającym przedmiot obrabiany
b) absorpcja zachodząca na styku przedmiotu ze środowiskiem
c) dyfuzja zachodząca w materiale obrabianego przedmiotu
Aktywne atomy powstają w wyniku reakcji: dysocjacji cieplnej, wymiany, dysproporcjonacji
lub redukcji.
Absorpcja- wiązanie atomów lub cząstek jednego ciała przez powierzchnię ciała drugiego
(wywoływane przez siły przyciągania od atomów leżących na tej samej powierzchni).
Najintensywniej zachodzi w środowisku gazowym i ciekłym(największa ruchliwość atomów).
W danej temp. i ciśnieniu absorpcja z fazy gazowej na powierzchni materiału o stałym
składzie chemicznym jest proporcjonalna do stężenia atomów aktywnych w środowisku
gazowym. Wzrost temp. wpływa dodatnio na absorpcję. Podobnie dodatnio wpływa wzrost
ciśnienia, może on jednak hamować powstawanie atomów aktywnych, gdy wiąże się ze
wzrostem ich objętości.
Absorpcję utrudniają zanieczyszczenia powierzchni, tlenki, zatłuszczenia itp.
Dyfuzja- samorzutne wyrównywanie stężenia w układach niejednorodnych, zachodzi we
wszystkich stanach skupienia, intensywność zależy od ruchu atomów w danych warunkach.
Ponieważ ze wzrostem temp. zwiększa się amplituda drgań atomów, dochodzi do takiego
stanu, że energia drgań jest wystarczająca do pokonania bariery potencjału utrzymującej atom
w węźle sieci, wskutek czego może on zmienić swoją pozycję.
85. Mechanizmy i prawa dyfuzji, budowa warstw dyfuzyjnych.
Mechanizmy dyfuzji w ciałach krystalicznych:
•
Międzywęzłowy
Polega na przypadkowych przeskokach atomów międzywęzłowych w
nieobsadzone luki w sieci krystalicznej). Energia aktywacji współczynnika dyfuzji jest równa
tylko entalpii migracji atomów. W warunkach małego stężenia migrujących atomów po
miejscach międzywęzłowych ich ruch nie zależy od poprzedniego przeskoku. Poruszające się
atomy przeskakują od jednego miejsca (luki oktaedrycznej lub teraedycznej) do sąsiedniego
miejsca. Długości skoków w każdym typie sieci krystalicznej układu regularnego są
izotropowe. Ich wartości zmieniają się tylko względem parametru sieci w zależności od typu
sieci.
•
Wakansowy
Polegający na przypadkowych przeskokach atomów w nieobsadzone węzły sieci
krystalicznej, które stanowią jej puste miejsca zwane wakansami. Atom może zmienić
pozycję tylko wtedy, gdy w sąsiedniej pozycji węzłowej znajduje się wakans. Atom
otaczający wakanse pokonuje barierę potencjału związaną z lokalną deformacją sieci.
Efektem jest przeskok na miejsce wakansu, a w konsekwencji pojawienie się wakansu w
poprzedniej pozycji atomu. Dyfuzja tym mechanizmem nie jest możliwa w krysztale
doskonałym.
•
Prosta lub pierścieniowa wymiana miejsc
Mechanizm podwójnej wymiany, polegaj
sąsiadujących ze sobą atomów. Proces ten nie wymaga obecno
bardzo mało prawdopodobny zwłaszcza w kryształach o g
gdyż wymagałby znacznej deformacji sieci, a w zwi
aktywacji. Mniejszej energii aktywacji ni
pierścieniowa będąca uogólnionym przypadkiem mechanizmu wymiany. W procesie tym,
tj. zamiany swych położeń, uczestnicz
że mechanizmy wymiany nie odgrywaj
gdyż w strukturach rzeczywistych zawsze wyst
ruch atomów w sieci jest energetycznie łatwi
•
Wzdłuż granic ziarn lub dyslokacji
Dyslokacja jako defekt liniowy wywołuje pole napr
atomów - np. dyslokacja krawę
wyniku czego tworzy się obszar rozszerzony zwany rur
łatwej dyfuzji uaktywniają się dopiero w zakresie ni
temperatury topnienia amplitudy drga
dyslokacji jako ukierunkowanych defektów sieci zanika.
Granice ziarn stanowią defekty powierzchniowe i powoduj
ich obszarze jest mniejsza niż w sieci, co ułatwia przeskoki atomów. Rola granic ziarn jako
dróg łatwej dyfuzji jest jednak
im większa jest energia granicy (a wi
niższa jest energia aktywacji dyfuzji granicznej i mniejszy współczynnik dyfuzji, czyli
dyfuzja jest szybsza. Do granic, które s
granice ziarn dużego kąta, a najmniej granice bli
jak dyslokacje, uaktywniają się
temperatur (< ok.0,8 T
top
). Przy wy
analogiczna jak objętościowej.
•
Relaksacyjny
Mechanizm relaksacyjny (jest pewn
odmianą mechanizmu wakacyjnego) polega na tym,
przesunięciom w jej kierunku, przy czym powstałe w wyniku tego procesu zaburzenie sieci
krystalicznej rozciąga się na odległo
obszarze atomy mogą dyfundowa
Prawa dyfuzji:
Podstawowymi prawami opisują
•
Pierwsze prawo Ficka stwierdza
Strumień cząstek dyfuzji jest proporcjonalny do gradientu st
gdzie:
J - strumień składnika (masa molowa składnika przepływaj
przekrój w jednostce czasu),
Materiałoznastwo II 41 z 77
ścieniowa wymiana miejsc
Mechanizm podwójnej wymiany, polegający na zmianie położeń węzłowych dwóch
ą atomów. Proces ten nie wymaga obecności defektów, jednak jest
bardzo mało prawdopodobny zwłaszcza w kryształach o gęstym upakowaniu atomów,
znej deformacji sieci, a w związku z tym wysokiej energii
aktywacji. Mniejszej energii aktywacji niż podwójna wymiana wymaga dyfuzja
ca uogólnionym przypadkiem mechanizmu wymiany. W procesie tym,
ż ń, uczestniczą trzy lub cztery atomy. Należy jednak podkre
e mechanizmy wymiany nie odgrywają znaczącej roli w procesach dyfuzji w krysztale,
w strukturach rzeczywistych zawsze występują defekty punktowe, dzię
ruch atomów w sieci jest energetycznie łatwiejszy i korzystniejszy.
granic ziarn lub dyslokacji
Dyslokacja jako defekt liniowy wywołuje pole naprężeń, co ułatwia przemieszczanie si
np. dyslokacja krawędziowa powoduje pole rozciągające pod ekstrapłaszczyzn
obszar rozszerzony zwany rurą dyslokacyjną. Dyslokacje jako drogi
ą się dopiero w zakresie niższych temperatur, gdyż
temperatury topnienia amplitudy drgań termicznych atomów są tak duże, iż
ukierunkowanych defektów sieci zanika.
ą defekty powierzchniowe i powodują, że gęstość ułoż
ich obszarze jest mniejsza niż w sieci, co ułatwia przeskoki atomów. Rola granic ziarn jako
dróg łatwej dyfuzji jest jednak uzależniona od typu granicy. Obowiązuje generalna zasada,
ksza jest energia granicy (a więc wysoki stopień atomowego niedopasowania), tym
sza jest energia aktywacji dyfuzji granicznej i mniejszy współczynnik dyfuzji, czyli
Do granic, które są najbardziej efektywnymi drogami dyfuzji nale
ąta, a najmniej granice bliźniacze i specjalne. Granice ziarn, podobnie
ą się jako drogi łatwej dyfuzji dopiero w zakresie ni
). Przy wyższych temperaturach szybkość dyfuzji granicznej jest
ściowej.
Mechanizm relaksacyjny (jest pewną
mechanizmu wakacyjnego) polega na tym, że otaczające wakancje atomy ulegaj
om w jej kierunku, przy czym powstałe w wyniku tego procesu zaburzenie sieci
ę na odległość rzędu kilku parametrów sieciowych. W powstałym
ą dyfundować w wyniku bezładnych ruchów termicznych.
wowymi prawami opisującymi dyfuzję są prawa Ficka.
Pierwsze prawo Ficka stwierdza że:
stek dyfuzji jest proporcjonalny do gradientu stężenia.
składnika (masa molowa składnika przepływająca przez jednostkowy
jednostce czasu),
ęzłowych dwóch
ci defektów, jednak jest
stym upakowaniu atomów,
zku z tym wysokiej energii
podwójna wymiana wymaga dyfuzja
ca uogólnionym przypadkiem mechanizmu wymiany. W procesie tym,
ży jednak podkreślić,
cej roli w procesach dyfuzji w krysztale,
defekty punktowe, dzięki którym
, co ułatwia przemieszczanie się
ce pod ekstrapłaszczyzną w
ą. Dyslokacje jako drogi
szych temperatur, gdyż w pobliżu
że, iż indywidualność
ę
ść ułożenia atomów w
w sieci, co ułatwia przeskoki atomów. Rola granic ziarn jako
ązuje generalna zasada, że
atomowego niedopasowania), tym
sza jest energia aktywacji dyfuzji granicznej i mniejszy współczynnik dyfuzji, czyli
najbardziej efektywnymi drogami dyfuzji należą
niacze i specjalne. Granice ziarn, podobnie
jako drogi łatwej dyfuzji dopiero w zakresie niższych
ść dyfuzji granicznej jest
ce wakancje atomy ulegają
om w jej kierunku, przy czym powstałe w wyniku tego procesu zaburzenie sieci
du kilku parametrów sieciowych. W powstałym
w wyniku bezładnych ruchów termicznych.
ąca przez jednostkowy
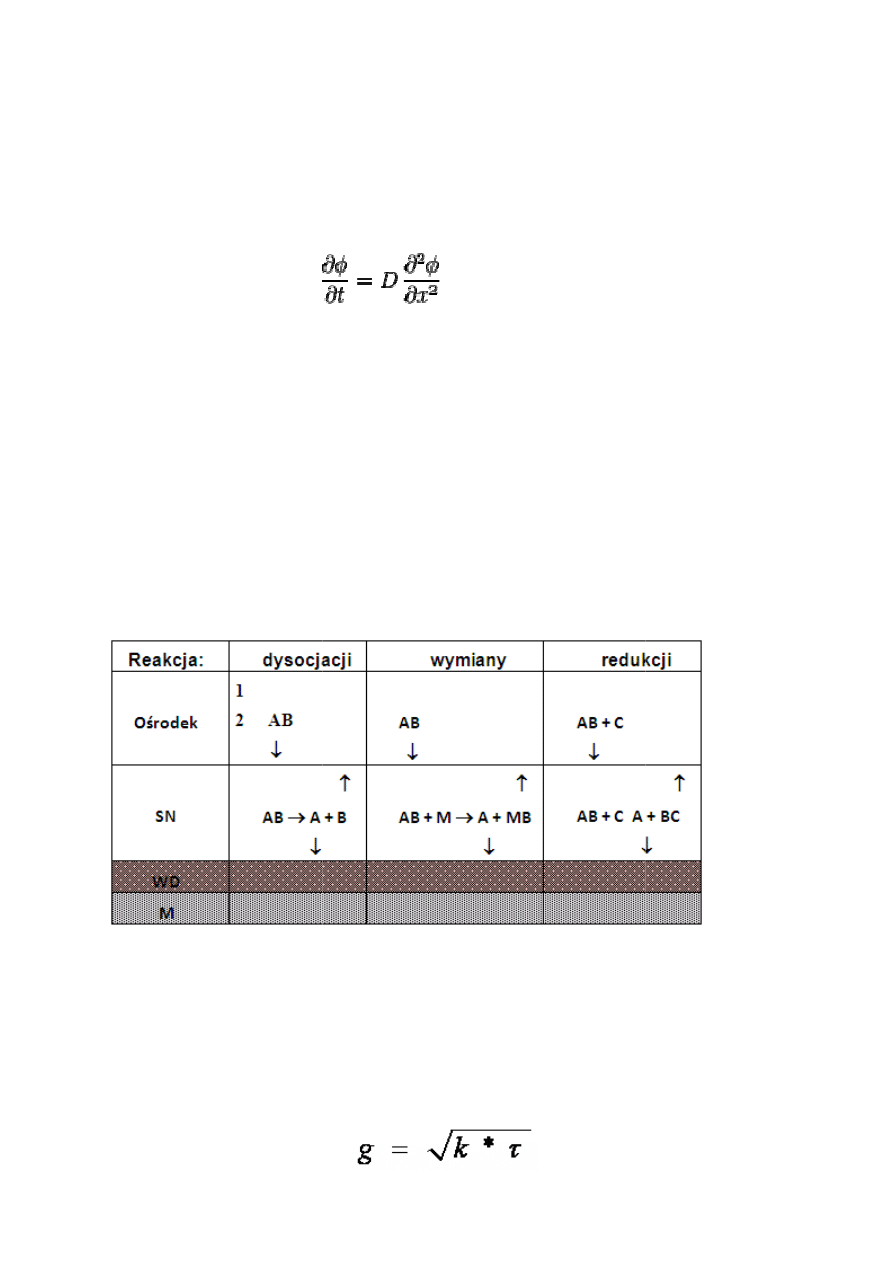
D - współczynnik dyfuzji
φ
- stężenie [(ilość substancji) na jednostk
x - współrzędna osi, wzdłu
•
Drugie prawo Ficka jest stosowane, gdy strumie
w czasie:
gdzie:
D jest współczynnikiem proporcjonalno
φ jest stężeniem [ilość substancji x długo
x jest odległością od źródła dyfunduj
t jest czasem [s]
Budowa warstw dyfuzyjnych:
Warstwy dyfuzyjne w metalach i stopach wytwarza si
chemicznej, tj. w procesach obróbki cieplnej zachodz
oddziaływaniem środowiska w celu zmiany składu chemicznego warstwy wierzchniej
metalu.
Schemat reakcji zachodzących podczas obróbki:
,gdzie:
M – metal;
AB, MB, BC - związki chemiczne pierwiastków: A, B, C, M,
SN – strefa Nernsta,
WD – warstwa dyfuzyjna nasycona pierwiastkiem A
Grubość warstwy dyfuzyjnej:
Dla praktycznego określenie umo
inżynierski:
Materiałoznastwo II 42 z 77
współczynnik dyfuzji,
ść substancji) na jednostkę objętości],
dna osi, wzdłuż której zachodzi dyfuzja.
Drugie prawo Ficka jest stosowane, gdy strumień dyfuzji zmienia się
jest współczynnikiem proporcjonalności dyfuzji w jednostkach [długo
ść substancji x długość
-3
],
ś ą od źródła dyfundującej substancji [długość], np. m (metr)
Budowa warstw dyfuzyjnych:
Warstwy dyfuzyjne w metalach i stopach wytwarza się w procesach obróbki cieplno
chemicznej, tj. w procesach obróbki cieplnej zachodzących z jednoczesnym
środowiska w celu zmiany składu chemicznego warstwy wierzchniej
ących podczas obróbki:
ązki chemiczne pierwiastków: A, B, C, M,
warstwa dyfuzyjna nasycona pierwiastkiem A
ślenie umownej grubości warstwy dyfuzyjnej (g) stosuje si
dyfuzji zmienia się lokalnie
ci dyfuzji w jednostkach [długość
2
x czas
−1
],
ść], np. m (metr)
w procesach obróbki cieplno-
cych z jednoczesnym
rodowiska w celu zmiany składu chemicznego warstwy wierzchniej
ci warstwy dyfuzyjnej (g) stosuje się wzór
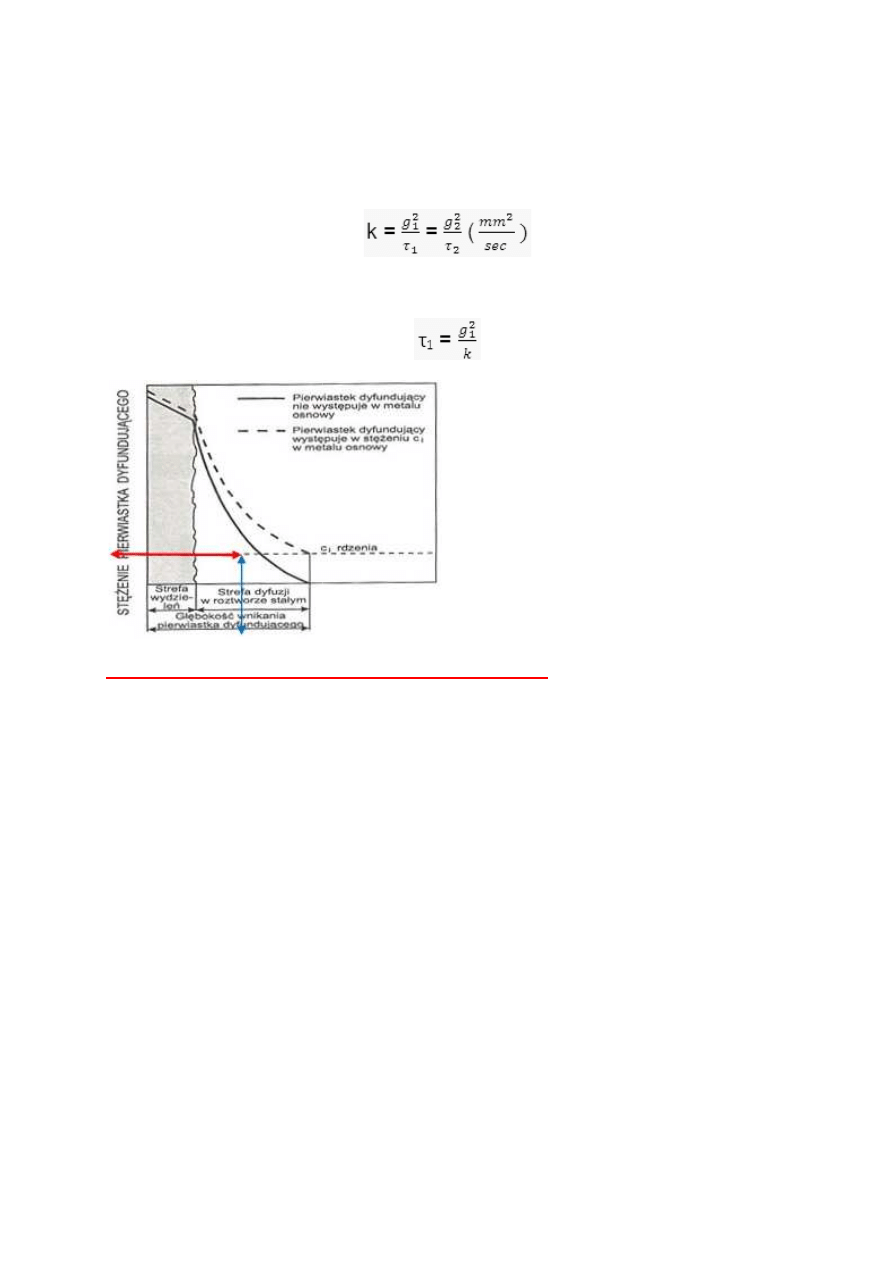
gdzie: k – stała wyznaczana do
Stałą „k” odnosi się do określonego materiału konstrukcyjnego, okre
aktywnego i określonej temperatury.
Zmiana jakiegokolwiek z wymienionych czynników wymaga okre
Aby uzyskać pożądaną grubo
cieplno-chemicznej należy prowadzi
Grubość umownej warstwy dyfuzyjnej:
86. Nawęglanie stali, stosowane stale, temperatury, o
Nawęglanie – dyfuzyjne nasycanie powierzchniowej warstwy stali w
znacznie zwiększa twardość powierzchni naw
ścieranie przy zachowaniu ciągliwego rdzenia. Własno
hartowania i niskiego odpuszczania.
Do nawęglania stosuje się stale niskow
stopowe, takie jak: Cr, Ni, Mn, Mo. Powierzchnia uzyskuje przy naw
węgla: 0,85-1,1%.
Węgiel dyfunduje szybciej w ż
nawęglania prowadzi się w zakresie austenicznym, ze wzgl
rozpuszczalność węgla w austenicie ni
powyżej temperatury Ac
3
(900
mają duży wpływ na zjawisko naw
CO2 będzie w temperaturze 750°C naw
austenit o zawartości 0,4%C, ale mo
Grubość warstwy nawęglonej i zawarto
czasem nawęglania (max do 8h). Osi
Proces nawęglania można przeprowadza
- stałych (w proszkach)
Składniki: rozdrobniony węgiel drzewny , aktywatory (w
baru, potasu, sodu). Wszystko wy
Materiałoznastwo II 43 z 77
stała wyznaczana doświadczalnie, τ – czas procesu
do określonego materiału konstrukcyjnego, określonego o
peratury.
Zmiana jakiegokolwiek z wymienionych czynników wymaga określenia nowej stałej „k”
żądaną grubość umownej warstwy dyfuzyjnej - proces obróbki
ży prowadzić w czasie
umownej warstwy dyfuzyjnej:
glanie stali, stosowane stale, temperatury, ośrodki.
dyfuzyjne nasycanie powierzchniowej warstwy stali węglem. Obróbka ta
ść powierzchni nawęglonych elementów i ich odporno
cieranie przy zachowaniu ciągliwego rdzenia. Własności takie otrzymuje się
go odpuszczania.
ę stale niskowęglowe (<0,25%C – rdzeń), zawierają
stopowe, takie jak: Cr, Ni, Mn, Mo. Powierzchnia uzyskuje przy nawęglaniu zawarto
giel dyfunduje szybciej w żelazie α niż γ. Mimo szybszej dyfuzji w żelazie
ę w zakresie austenicznym, ze względu na 100 razy wi
gla w austenicie niż w ferrycie. Proces nawęglania przeprowadza si
(900-950°C). Jednakże temperatura i skład atmosfery naw
y wpływ na zjawisko nawęglania. Przykładowo atmosfera złożona z 90% CO i 10%
dzie w temperaturze 750°C nawęglać żelazo, ale w temperaturze 900°C odw
ci 0,4%C, ale może nawęglać austenit o 0,2%C.
ęglonej i zawartość węgla w warstwie zwiększają się z temperatur
glania (max do 8h). Osiągane grubości warstw wynoszą 0,5-2,5mm przy 1%C.
żna przeprowadzać w ośrodkach:
ęgiel drzewny , aktywatory (węglany pierwiastków alkalicznych:
baru, potasu, sodu). Wszystko wyżarza się w celu spowodowania dyfuzji.
czas procesu
ślonego ośrodka
ślenia nowej stałej „k”
proces obróbki
ęglem. Obróbka ta
glonych elementów i ich odporność na
ci takie otrzymuje się w wyniku
), zawierające dodatki
ęglaniu zawartość
żelazie α proces
du na 100 razy większą
glania przeprowadza się
ra i skład atmosfery nawęglającej
żona z 90% CO i 10%
elazo, ale w temperaturze 900°C odwęglać
ą się z temperaturą i
2,5mm przy 1%C.
glany pierwiastków alkalicznych:
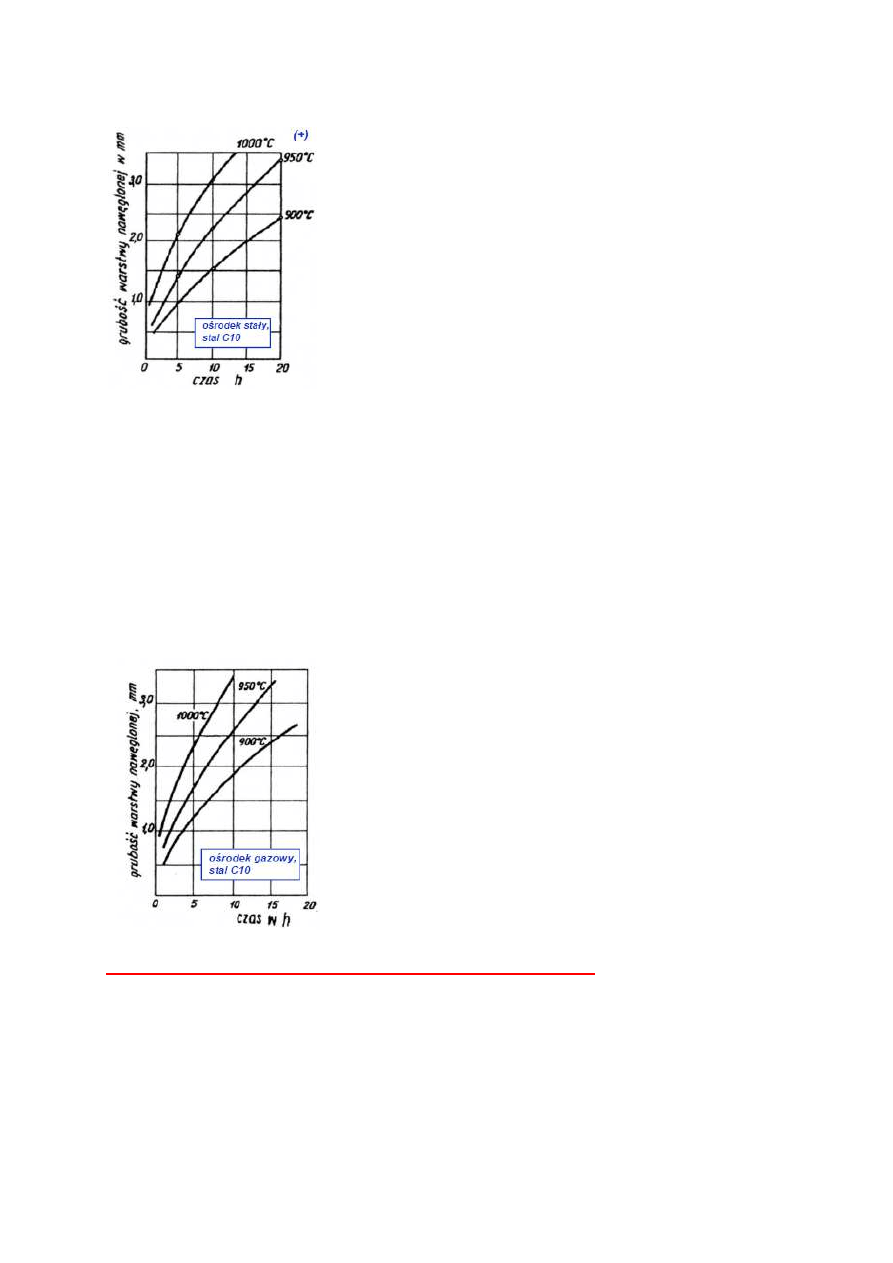
Materiałoznastwo II 44 z 77
Zaletą jest prostota wykonywania, a wadą długi czas nagrzewania
- ciekłych
Nawęglacz – mieszanina stopionych soli z dodatkiem karborundu. Temperatura procesu:
850°C. Zaletą jest możliwość bezpośredniego hartowania, a wadą tworzenie się żużla.
Stosuje się też metodę elektrolityczną: 43% węglanu wapnia i 57% chlorku baru, a nawęglane
elementu umieszczane są w anodzie. W 0,5h można uzyskać grubość 1,5mm.
- gazowych
Składniki atmosfery nawęglającej: tlenek węgla i metan lub inne węglowodory. W wyniku
różnych reakcji powstaje wodór i H
2
O oraz CO. H
2
O i CO
2
działają hamująco na proces
nawęglania, co prowadzi do wytworzenia stanu równowagi. Od tego zależy potencjał
węglowy atmosfery, czyli jej zdolność do nawęglania żelaza do określonej koncentracji węgla
na powierzchni. Utrzymanie prawidłowego potencjału jest warunkiem prawidłowego
przebiegu procesu
.
89. Węgloazotowanie stali, temperatury, ośrodki i stosowane stale.
Węgloazotowanie to jeden z procesów obróbki cieplno-chemicznej żelaza polegający na
nasyceniu powierzchni przedmiotów stalowych jednocześnie węglem i azotem w
temperaturach od 500 do 950 °C.
Po zahartowaniu i odpuszczeniu zyskuje się twardą i odporną na ścieranie warstwę
powierzchniową. W zależności od rodzaju ośrodka wydzielającego węgiel i azot rozróżnia się
procesy węgloazotowania kąpielowego lub gazowego z amoniakiem.

Materiałoznastwo II 45 z 77
Zaletami węgloazotowania kąpielowego są: skrócenie czasu procesu w stosunku do czasu
nawęglania, uzyskanie bardzo twardych powłok odpornych na ścieranie, stosunkowo niska
temperatura procesu.
Wadami węgloazotowania kąpielowego są: niebezpieczeństwo zatrucia pracowników parami
z roztworów soli cyjanowych oraz konieczność częstego kontrolowania składu kąpieli.
Węgloazotowanie gazowe eliminuje wadę węgloazotowania kąpielowego związaną z
możliwością zatrucia, przy zachowaniu niemal identycznego efektu końcowego obróbki.
90. Metalizowanie dyfuzyjne stali, sposoby, przebieg.
Metalizowanie dyfuzyjne- proces wysokotemperaturowej obróbki cieplno-checzmicznej;
polega na dyfuzyjnym nasycaniu stali innymi metalami (Ti, Cr, Al, Si, V, Nb, Ta, Mo, W),
które tworzą na powierzchni cienką, zwartą warstwę azotków, węglików lub węglikoazotków
o wysokiej twardości i odporności na zużycie; takie powłoki wykonywane są na materiałach
zawierających w strukturze węgiel.
Cel- utwardzenie powierzchni, zwiększenie odporności na korozję, żaroodporność;
metalizowanie prowadzi do oszczędności pierwiastków stopowych gdyż umożliwia
zastępowanie stali wysokostopowych niskostopowymi poddawanymi metalizowaniu
dyfuzyjnemu.
Metalizowanie w ośrodkach stałych- przeprowadza się w uszczelnionych skrzynkach, w
których elementy obsypane są sproszkowaną mieszanką zawierającą pierwiastek który
chcemy wprowadzić, masę wypełniającą i aktywator (2-5%salmiaku lub innego halogenku);
skrzynki wyżarza się w temp. 950-1100ºC przez kilka- kilkanaście godzin, po ostygnięciu
wyjmuje się obrobione elementy.
W wyniku nagrzewania aktywator rozkłada się. Powstałe lotne chlorki pierwiastków
stopowych reagują z żelazem na powierzchni obrobionych elementów, dając aktywne atomy
dyfundujące w głąb. Grubość warstwy można regulować temp. procesu i czasem
wygrzewania.
Wady- długi czas nagrzewania skrzynek, korozja skrzynek
Zalety- prostota i możliwość przeprowadzania obróbki w zwykłych piecach
Metalizowanie w ośrodkach ciekłych- stosowane głównie do aluminiowania; polega na
zanurzeniu oczyszczonego i wytrawionego elementu w stopie Al + 6-8%Fe w temp. 700-
800ºC i wytrzymaniu do 1h; następnie przeprowadza się wyżarzania dyfuzyjne w temp. 900-
1100ºC przez klika godzin.
Odmiana tej metody jest natryskowe nanoszenie aluminium. Następnie po pokryciu szkłem
wodnym i piaskiem kwarcowym wyżarza się elementy w temp. 1000ºC przez 15-45min.
Warstwy aluminiowe są odporne na korozję atmosferyczną i wodną, są żaroodporne.
Chromowanie można przeprowadzić w kąpieli solnej (NaCl+CrCl
2
) z dodatkiem
sproszkowanego żelazochromu w temp. 950-1100ºC. Warstwy chromowane są odporne na
korozję, utwardzone.
Metalizowanie w ośrodkach gazowych- wyżarzanie elementów w piecu, do którego
wdmuchuje się gaz zawierający lotne chlorki pierwiastka, którym chcemy nasycać
powierzchnię stali. Temp. wyżarzania 950-1100ºC, czas- kilka godzin.
Zalety- łatwość regulacji procesu, krótszy czas obróbki
Wady- kosztowne urządzenia do wytwarzania atmosfery i hermetyczne piece
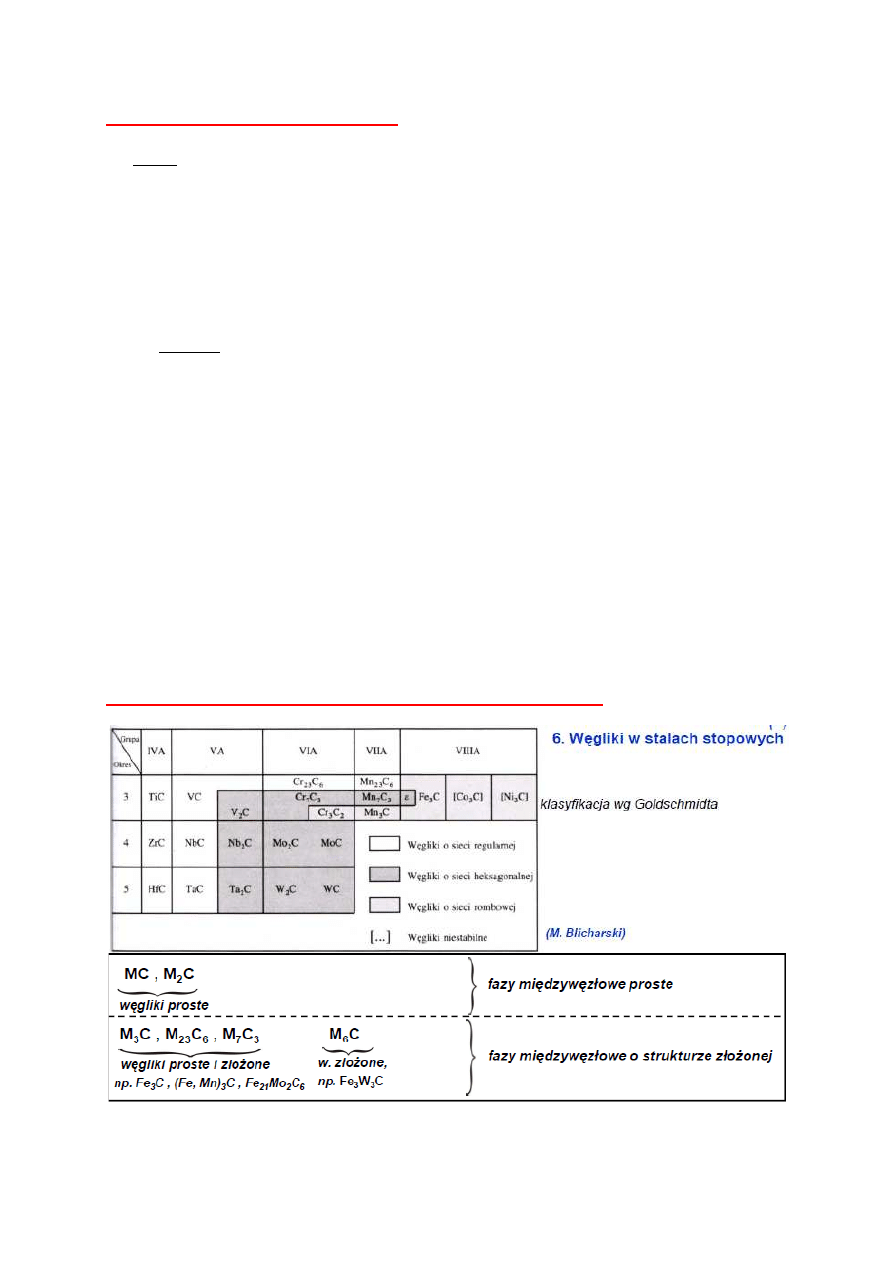
Materiałoznastwo II 46 z 77
91. Ferryt i austenit stopowy, własności
Ferryt – obecność obcych atomów w roztworze zniekształca sieć kryształów powodując
zmianę parametru sieci oraz zwiększenie własności wytrzymałościowych i na ogół
zmniejszenie własności plastycznych. Najsilniej utwardzają ferryt krzem i mangan, a przy
tym do zawartości 1% nie zmieniają udarności, stąd czysto stosuje się do stali
konstrukcyjnych węglowych. Bardzo korzystnym pierwiastkiem stopowym jest nikiel, który
jednocześnie zwiększa wytrzymałość i udarność jest jednak znacznie droższy. Inne
pierwiastki węglikotwórcze utwardzają ferryt w małym stopniu, a przy tym (z wyjątkiem
chromu) już przy małych zawartościach silnie zmniejszają udarność. Ponieważ tworzą twarde
węgliki są zwykle składnikami stali narzędziowych.
Austenit – pierwiastki stopowe na ogół obniżają skłonność austenitu do rozrostu
ziarna. Zmniejszają one szybkość dyfuzji i segregują w granicach ziarn, co hamuje migracje
granic. Wiele z nich tworzy dyspersyjne cząstki węglików lub innych faz trudno
rozpuszczalnych w austenicie, które stanowią bariery hamujące rozrost ziarn. Pierwiastki ,
które nie tworzą węglików tj.: krzem, nikiel, kobalt wpływają na rozrost ziarn w niewielkim
stopniu. Wpływ pierwiastków węglikotwórczych (chrom, molibden, wolfram, wanad, tytan)
jest duży i rośnie wraz ze wzrostem węgla. Aluminium należy do pierwiastków silnie
rozdrabniających ziarno stali, gdyż tworzy drobne wydzielenia azotków. Jedynie mangan i
bor zwiększają skłonność austenitu do rozrostu ziarn. Dlatego stale manganowe są wrażliwe
na przegrzanie. wprowadza się do nich mikrododatki pierwiastków węglikotwórczych zwykle
mangan. Pierwiastki stopowe rozpuszczone w austenicie mogą wpływać na przemianę
austenitu w dwojaki sposób: - przesuwają krzywe początku i końca przemiany, - zmieniają
charakter krzywych początku i końca przemiany. Wszystkie pierwiastki rozpuszczone w
austenicie z wyjątkiem kobaltu, zwiększają okres inkubacyjny rozkładu austenitu, czyli
przesuwają krzywe przemiany w prawo. Pierwiastki, które zwiększają wielkość ziarna
austenitu powodują jednocześnie wzrost hartowności.
92.Charakterystykwa węglików występujących w stalach stopowych
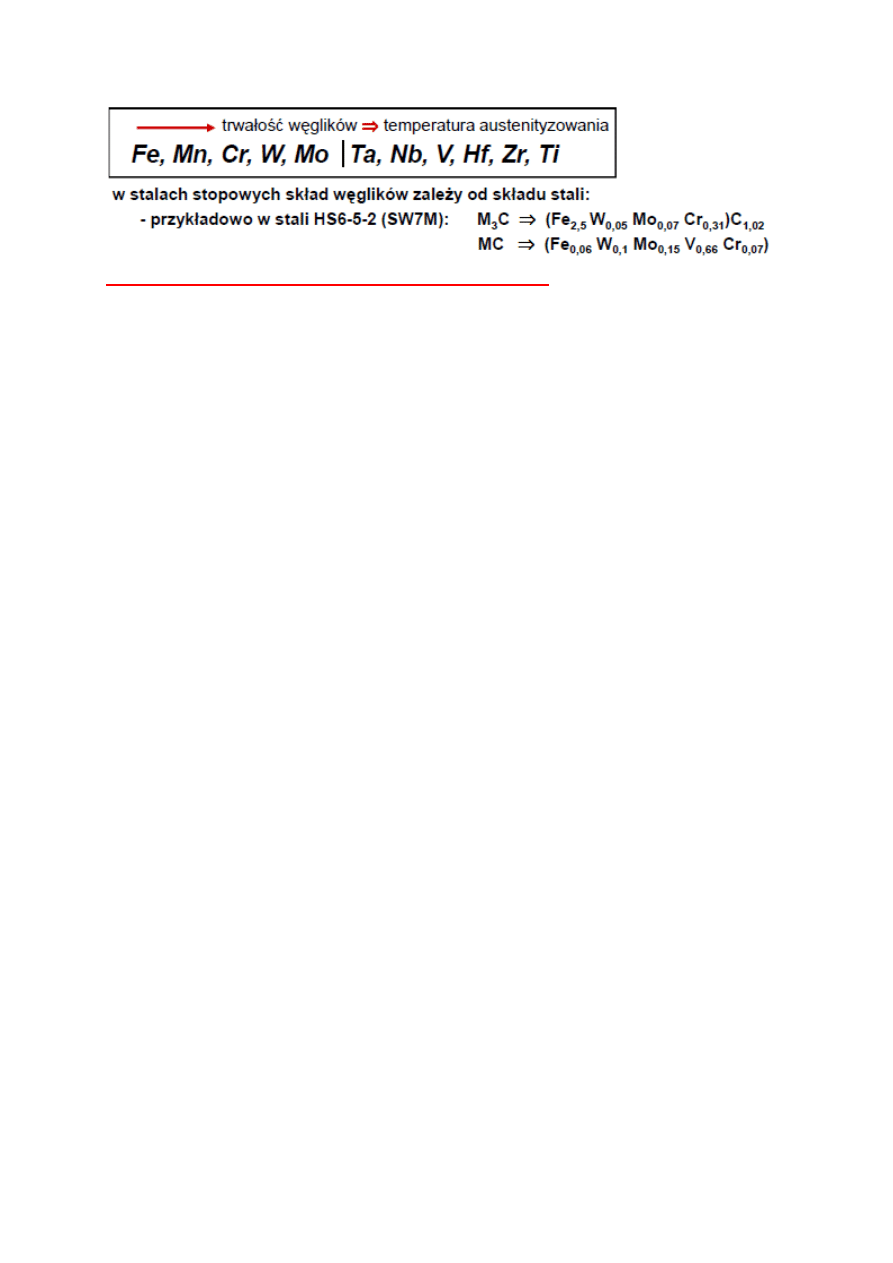
Materiałoznastwo II 47 z 77
93. Wpływ dodatków stopowych na zabiegi obróbki cieplnej.
Przechłodzony austenit.
Dodatki stopowe mają wpływ na przemianę przechłodzonego austenitu. Wszystkie, oprócz
kobaltu, przesuwają w prawo krzywą początku rozpadu austenitu, tj. w kierunku dłuższych
czasów. Zmieniają położenie temperatur początku i końca przemiany martenzytycznej oraz
kształt krzywych CTP.
Hartowność
Pierwiastki stopowe, oprócz kobaltu, przesuwając w prawo krzywą początku rozpadu
austenitu, zmniejszają szybkość krytyczną przy hartowaniu, a tym samym zwiększają
hartowność stali. Umożliwia to hartowanie na wskroś przedmiotów o większych przekrojach
oraz wolniejsze chłodzenie przy hartowaniu np. w oleju, co zmniejsza naprężenia
hartownicze.
Hartowność stali określa się za pomocą średnic krytycznych, które wyznacza się metodami
doświadczalnymi, doświadczalno – wykreślnymi lub obliczeniowymi.
Średnicę krytyczną oznacza się symbolem D zaś w odniesieniu do konkretnie przyjętej
zawartości martenzytu w rdzeniu - symbolem D z indeksem określającym tą zawartość (np.
D
80
).
Idealna średnica krytyczna podstawowa DIw zależy od zawartości C oraz wielkości ziarna
austenitu pierwotnego dla stali średnio- i niskowęglowych
D
I50
= D
IC
* k
1
* k
2
* k
3
...... * k
n
gdzie:
D
I50
- idealna średnica krytyczna stali stopowej przy założeniu występowania w osi
pręta 50% martenzytu;
D
IC
- idealna średnica krytyczna stali węglowej o określonej zaw. węgla i wielkości
ziarna, odnosząca się do 50% martenzytu w strukturze
k
1
.... k
n
- mnożniki określające wpływ pierwiastków stopowych na zmianę
hartowności stali
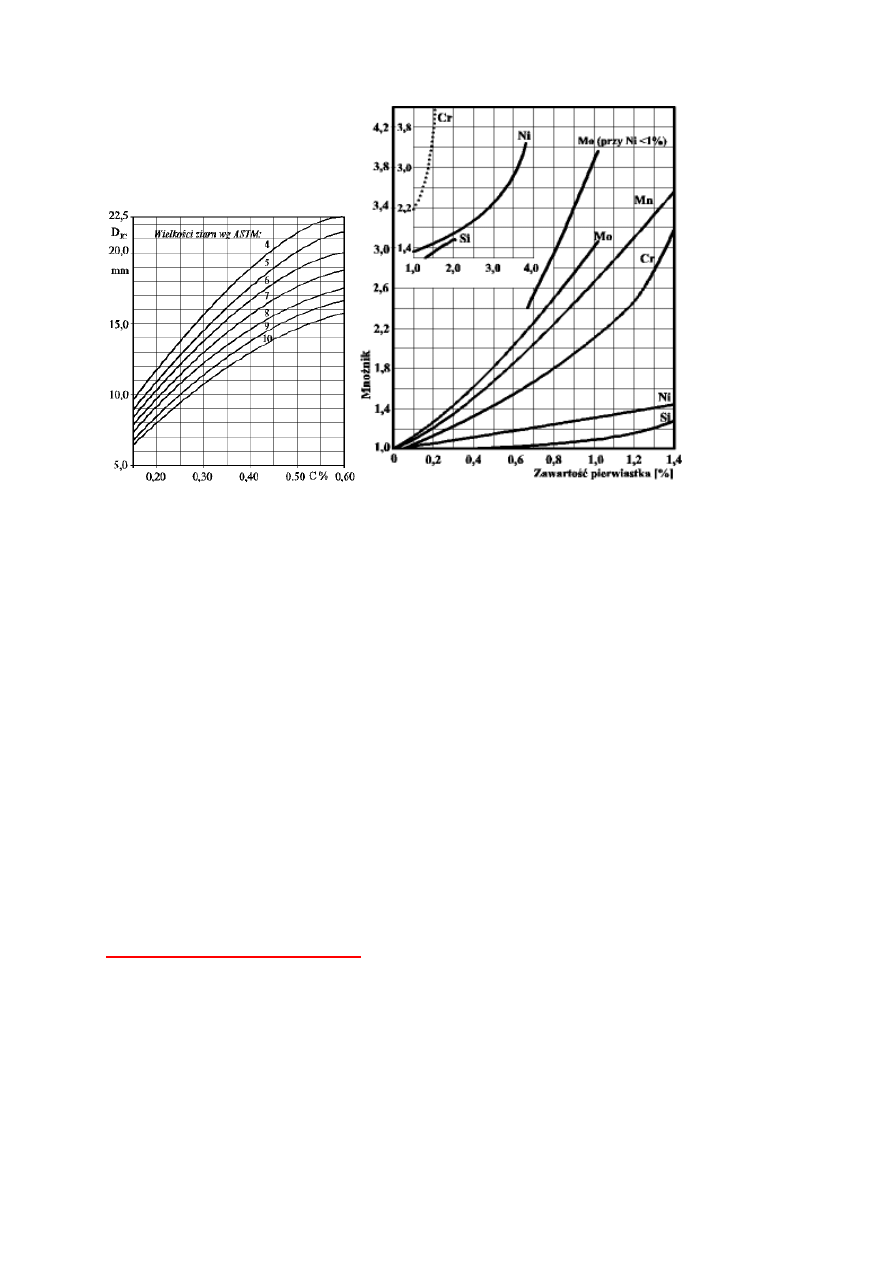
Materiałoznastwo II 48 z 77
Przemiany podczas odpuszczania
Pierwiastki stopowe wpływają na przebieg przemian podczas
odpuszczania stali po hartowaniu, głównie powodując przesunięcie do
wyższych temperatur rozkład martenzytu i przemiany austenitu
szczątkowego w porównaniu do przemian zachodzących w stalach
węglowych.
Poniżej temp. 450°C:
możliwy jest istotny ruch dyfuzyjny tylko atomów C
atomy pierwiastków stopowych (M) powodują tylko opóźnienie i spowolnienie przemian,
powstaje cementyt stopowy (Fe, M)3C wbudowując w siebie atomy M zawarte w osnowie
Powyżej temp. 450°C:
cementyt pozbywa się atomów „niechcianych” (Si, Ni, Co) oraz wciąga węglikotwórcze (Mn,
Cr itd.)
(proces ten utrudnia i opóźnia koagulację cementytu stopowego)
pierwiastki silniej węglikotwórcze niż Fe oraz Mn tworzą węgliki stopowe
austenit szczątkowy (mimo zmniejszenia zawartości C oraz M) przemienia się często dopiero
w trakcie chłodzenia w martenzyt, który wymaga kolejnego odpuszczania
94. Wykresy CTPi stali stopowych.
Wykres CTPi- wykres izotermicznej przemiany austenitu- ilustruje trwałość austenitu w
każdej temp. i może być wykorzystany w celu doboru warunków obróbki cieplnej dla stali
której dotyczy.
Zalety- określenie krytycznej szybkości chłodzenia, określenia warunków obróbki cieplnej
Wykres CTPi można sporządzać metodami: metalograficzną, pomiaru twardości,
magnetyczną.
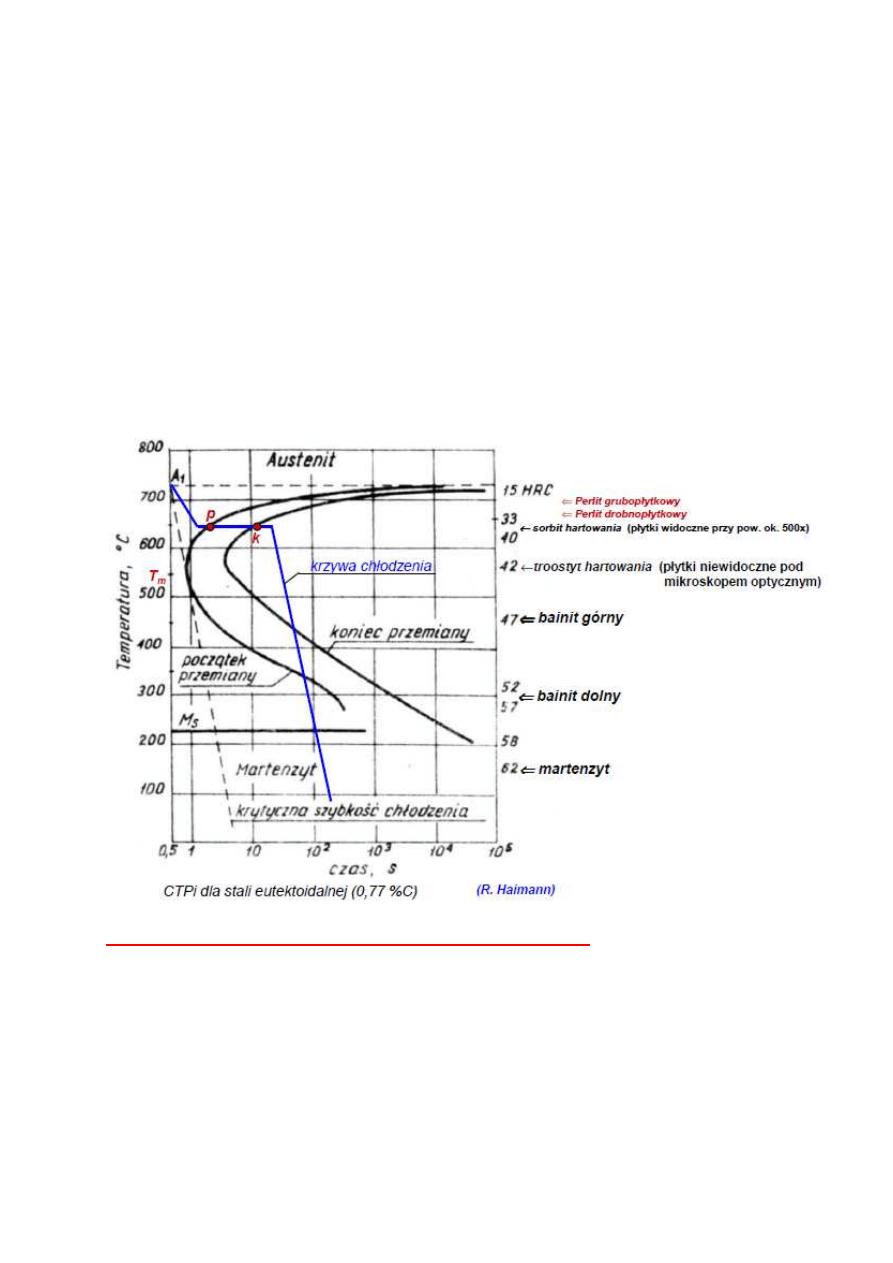
Materiałoznastwo II 49 z 77
Metoda metalograficzna i pomiaru twardości- dwie próbki austenityzuje się w odpowiedniej
dla danej stali temp.(temp. austenityzacji: 30-50ºC powyżej linii GSK), następnie przenosi do
kąpieli izotermicznej, po czym wytrzymuje się je przez coraz dłuższe okresy, a następnie
oziębia w wodzie. Wykonuje się zgład metalograficzny i określa wygląd mikrostruktury.
Próbki poddaje się dodatkowo badaniu twardości na aparacie Vickersa. Na podstawie
obserwacji nanosi się odpowiednie punkty na wykres.
Na osi rzędnych(y) jest temperatura, na osi odciętych(x)- czas. Od góry wykres jest
ograniczony linią A
1
, a od dołu linią M
s
(początek przemiany martenzytycznej).
Pierwiastki stopowe:
-przesuwając w prawo krzywą początku rozpadu austenitu, zmniejszają szybkość krytyczną
przy hartowaniu, a tym samym zwiększają hartowność stali;
-wpływają również na przebieg przemian podczas odpuszczania stali po hartowaniu,
powodując przesunięcie do wyższych temperatur rozkład martenzytu i przemiany austenitu
szczątkowego.
95. Wpływ pierwiastków stopowych na przemiany odpuszczania.
● przemiany w temperaturach < ok. 450°C
⇒
podobnie jak w stalach niestopowych,
- możliwy jest istotny ruch dyfuzyjny tylko atomów C,
- atomy pierwiastków stopowych (M) powodują tylko opóźnienie i spowolnienie przemian
(wydzielanie węglików przejściowych ε, η, χ, rozpad austenitu szczątkowego, zarodkowanie
cementytu),
- szczególnie duży jest wpływ na rozpad austenitu szczątkowego (często dopiero > 450°C),
- powstaje cementyt stopowy (Fe, M)3C wbudowując w siebie atomy M zawarte w osnowie,
- Si najsilniej podnosi temperaturę przemiany węglika ε w cementyt (nawet > 450°C),
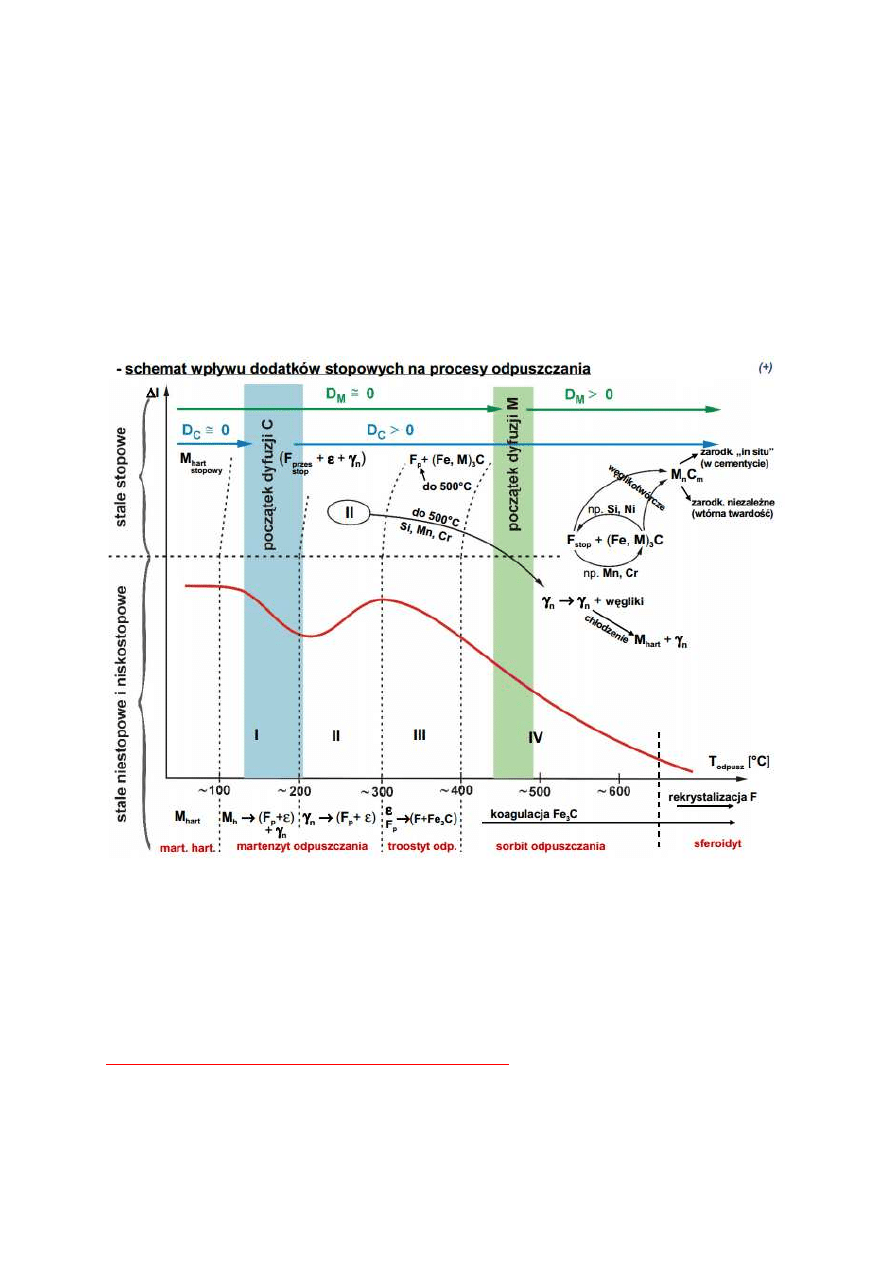
Materiałoznastwo II 50 z 77
● przemiany w temperaturach > 450°C przebiegają inaczej (z udziałem ruchu dyfuzyjnego M)
- cementyt pozbywa się atomów „niechcianych” (Si, Ni, Co) oraz wciąga węglikotwórcze
(Mn, Cr itd.),
- proces ten utrudnia i opóźnia koagulację cementytu stopowego,
- pierwiastki silniej węglikotwórcze niż Fe oraz Mn tworzą węgliki stopowe:
- przez przemianę „in situ” zastępując cząstki cementytu (zarodkowanie „w miejscu”), np. Cr,
- przez zarodkowanie niezależne – nowy węglik powstaje niezależnie od istniejącego
cementytu,
- na dyslokacjach, często koherentne, duża dyspersja
⇒
twardość wtórna (Mo, W, V),
- cementyt ulega rozpuszczeniu na rzecz bardziej trwałych węglików,
- austenit szczątkowy (mimo zmniejszenia zawartości C oraz M) przemienia się często
dopiero w trakcie chłodzenia → w martenzyt, który wymaga kolejnego odpuszczania,
Reasumując:
- dodatki stopowe ułatwiają (przyspieszają) przemiany odpuszczania, gdyż węgiel łatwiej się
z nimi łączy tworząc trwalsze węgliki niż cementyt,
- dodatki stopowe wpływają istotnie na przemiany odpuszczania dopiero w wyższych
temperaturach (powyżej ok. 450C),
- większe ilości dodatków stopowych ułatwiają rozpad austenitu nieprzemienionego,
- większe ilości dodatków stopowych utrudniają rozpad austenitu nieprzemienionego.
96. Twardość wtórna w stalach stopowych i przyczyny
- zjawisko twardości wtórnej w stalach stopowych,
● twardość wtórna
⇒
wzrost twardości
⇒
wydzielanie się węglików zarodkujących niezależnie
(niezależnie od cząstek cementytu)
⇒
wzrost dyspersji (często koherentne),
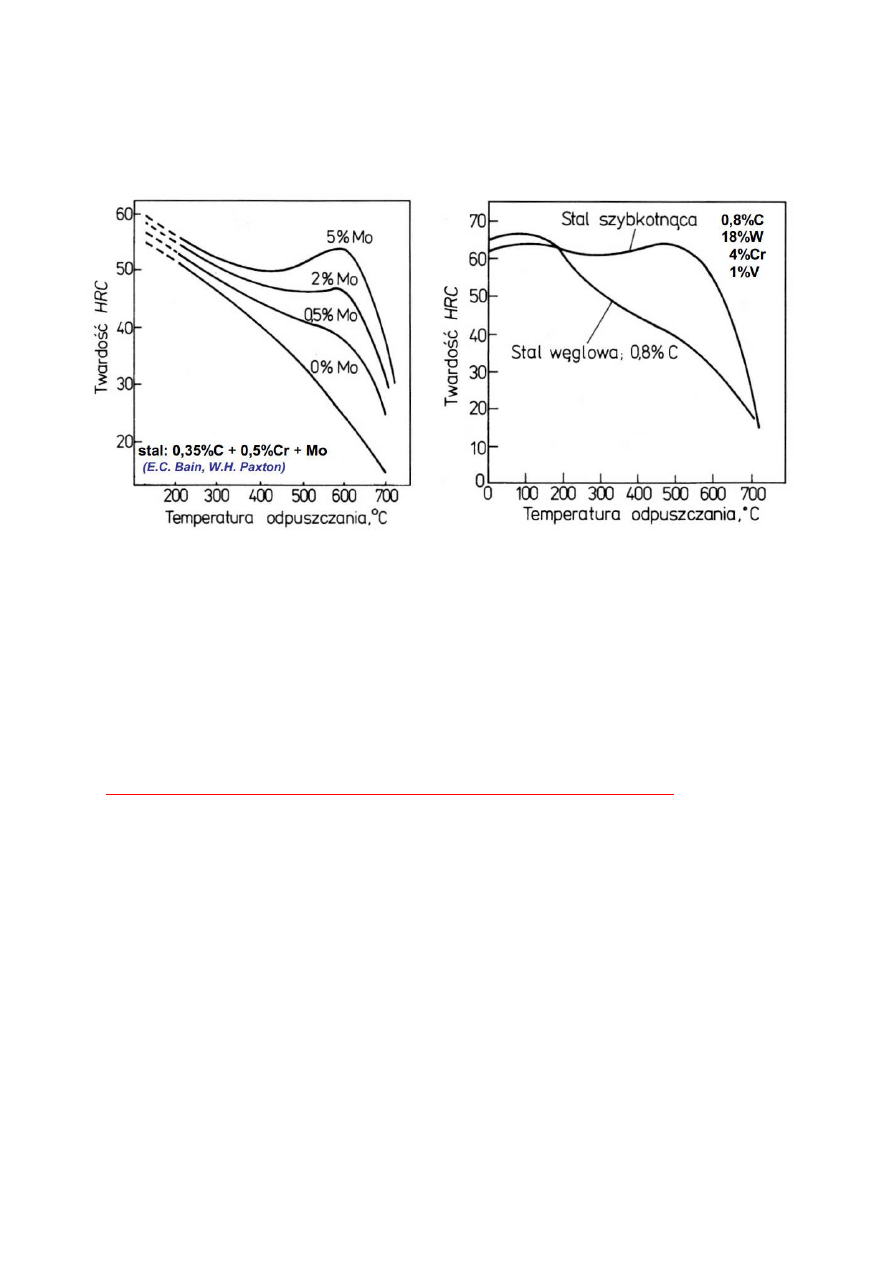
Materiałoznastwo II 51 z 77
- zarodkowanie węglików dopiero > 450°C, niezależne, głównie na dyslokacjach,
- węgliki Mo, W i V (wcześniej muszą być rozpuszczone w austenicie),
- głównie wykorzystywane w stalach narzędziowych (szybkotnących, do pracy na gorąco)
oraz innych pracujących w podwyższonych temperaturach (np. w energetyce),
Reasumując: zjawisko twardości wtórnej przy odpuszczaniu stali stopowych (przyczyny
powstawania):
- powodowane jest opóźnieniem przemian odpuszczania w obecności znacznych zawartości
Si lub Cr,
- można ją uzyskać stosując znaczne zawartości W, Mo, V,
- uzyskujemy ją w wyniku ponownego zahartowania tylko warstwy powierzchniowej, a
następnie niskiego odpuszczania,
- powstaje w wyniku niezależnego zarodkowania koherentnych z ferrytem węglików w
temperaturach wysokiego odpuszczania.
97. Niskostopowe stale spawalne o podwyższonej wytrzymałości, własności.
Przez pojecie stali niskostopowych rozumie się stale, do których wprowadzono składniki
stopowe (Mn, Cr, Ni, V, Mo itp.) w ilości nie przekraczającej 2% pojedynczego składnika,
przy sumarycznej zawartości tych składników poniżej 5%. Pod względem
charakterystycznych właściwości i zastosowań konstrukcyjnych stale niskostopowe
podlegające spawaniu dzieli się na trzy grupy:
- stale niskostopowe o podwyższonej wytrzymałości (stale węglowo manganowe, stale z
mikrododatkami, stale ulepszanie cieplnie),
- stale niskostopowe dla energetyki,
- stale do ulepszania cieplnego .
Wzrost zawartości węgla i składników stopowych pogarsza spawalność tych stali. Wzrasta
bowiem niebezpieczeństwo występowania pęknięć zimnych, głównie w strefie wpływu ciepła
złączy. Zwykle w SWC występuje wzrost twardości, spowodowany zwiększoną skłonnością
tych stali do podhartowania.

Materiałoznastwo II 52 z 77
Ocenę spawalności stali niskostopowych można przeprowadzić, znając ich skład chemiczny,
opierając się na równoważniku węgla Ce.
Jeżeli
Ce < 0,42% - stal łatwo spawalna,
Ce = 0,42-0,60% - stal o ograniczonej spawalności,
Ce > 0,60% - stal trudno spawalna.
Do wstępnej oceny spawalności wykorzystywane jest również kryterium twardości
(HVmaks< 350). Na ogół przy spawaniu stali niskostopowych, przy wyższym równoważniku
węgla, stosowane są następujące środki technologiczne:
- stosowanie podwyższonych energii liniowych luku,
- stosowanie podgrzewania wstępnego,
- zastosowanie niskowodorowych procesów spawania i prawidłowych rozwiązań
konstrukcyjnych złączy.
98. Czynniki decydujące o spawalności stali.
Spawalność metalurgiczna zależy od: składu chemicznego, sposobu prowadzenia wytopu
stali, struktury, zawartości oraz rozmieszczenia wtrąceń niemetalicznych i gazów, a także
naprężeń własnych
Spawalność technologiczna zależy od: metody spawania, mocy źródła ciepła użytego do
spawania, temperatury przedmiotu i otoczenia w czasie spawania, prędkości stygnięcia i
grubości spoin, rodzaju połączeń spawanych.
Spawalność konstrukcyjna zależy od: sztywności spawanej konstrukcji, grubości łączonych
przekrojów, położenia i grubości spoin, rodzaju połączeń spawanych.
Wyjściowym kryterium oceny spawalności stali, jest określenie spawalności stali w praktyce,
jest to określenie spawalności na podstawie składu chemicznego odniesionego do grubości
spawanych elementów. Skład powinien być tak dobrany aby ograniczyć zmiany struktury,
występujące po spawaniu w strefie wpływu ciepła. Należy uważać przed zahartowaniem owej
strefy, która wykazuje się duża twardością i mała plastycznością co może prowadzić do
pękania złącza.
Ogólnie za łatwo spawalne stale uważa się stale nie zawierające powyżej 0,25% węgla (C)
Przy większej wartości niezbędne jest podgrzewanie stali przed spawaniem, albo też stale
uznaje się za trudno lub niespawalne.
Zawartość węgla-
Ocenę spawalności stali niskostopowych można przeprowadzić, znając
ich skład chemiczny, opierając się na równoważniku węgla Ce. Jeżeli:
Ce < 0,42% - stal łatwo spawalna,
Ce = 0,42-0,60% - stal o ograniczonej spawalności,
Ce > 0,60% - stal trudno spawalna.
Skład chemiczny stali-
-
Mn – mangan – wpływa korzystnie na spawalność stali, ponieważ krytyczna szybkość
studzenia zostaje obniżona.
- Cr – chrom – jest silnym składnikiem węglikotwórczym, jego węgliki podwyższają
wytrzymałość stali na ścieranie - jednak spawalność słabnie przy stalach
wysokochromowych.
- Mo – molibden – wpływa korzystnie na spawalność stali, ponieważ obniża krytyczną
szybkość studzenia.
- V – wanad – zmniejsza ziarnistość i hamuje samohartowność stali, przez co poprawia się
spawalność.
- W – wolfram – wykształca bardzo twarde węgliki, a tym samym obniża spawalność stali.

Materiałoznastwo II 53 z 77
99 Regulowane walcowanie opis zachodzących procesów
Szczególnym rodzajem obróbki cieplno–mechanicznej jest regulowane walcowanie, które
umożliwiło na dużą skalę produkcję wyrobów hutniczych walcowanych o wysokiej
wytrzymałości, wysokiej granicy plastyczności i niskiej temperaturze przechodzenia w stan
kruchy. Stale przeznaczone do regulowanego walcowania są stalami niskowęglowymi
zawierającymi mikrododatki pierwiastków przejściowych (Nb, Ti, V) oraz pierwiastków
międzywęzłowych (N i B). W temperaturze wstępnego walcowania obecne w strukturze
wydzielenia faz międzywęzłowych hamują rozrost ziaren austenitu.
Schemat regulowanego walcowania stali
1.
Stal nagrzana do temperatury powyżej temperatury rekrystalizacji podlega
walcowaniu wstępnemu, w trakcie, którego zachodzi rekrystalizacja dynamiczna.
Z rekrystalizowany austenit cechuje się drobnoziarnistością.
2.
Po zakończeniu walcowania wstępnego i obniżeniu temperatury wsadu poniżej
temperatury rekrystalizacji austenitu prowadzi się walcowanie wykończające
podczas, którego przebiega wyłącznie zdrowienie dynamiczne i statyczne
odkształconego austenitu.
3.
Podczas chłodzenia w powietrzu od temperatury końca walcowania do temperatury otoczenia
silnie wydłużone i spłaszczone ziarna austenitu ulegają przemianie
w drobnoziarnisty ferryt.
Niska zawartość węgla (do 0,2%C)
i mikrododatków stopowych (do 0,1%)
w tych stalach zapewnia im dobrą spawalność, natomiast drobnoziarnista struktura
ferrytyczna uzyskana w wyniku regulowanego walcowania oraz dyspersyjne wydzielenia
cząstek faz międzywęzłowych (węglików, azotków i węgliko-azotków) zapewniają im
wysoką granicę plastyczności i niską temperaturę przechodzenia w stan kruchy.
100. Stale stopowe do nawęglania. Kryteria doboru, obróbka, własności
Nawęglanie – zabieg cieplny polegający na dyfuzyjnym nasyceniu węglem warstwy
powierzchniowej obrabianego materiału. Nawęglaniu poddaje się stale niskowęglowe (do
0,25% zawartości węgla), by zmodyfikować własności warstwy wierzchniej materiału w
dalszych fazach obróbki np. zwiększyć jej twardość, a co za tym idzie odporność na ścieranie,
przy równoczesnym pozostawieniu miękkiego, elastycznego rdzenia stali niskowęglowej.
Zawartość węgla w strefie nawęglania wzrasta do 1–1,3%, a głębokość nawęglania wynosi
najczęściej 0,5 do 2 mm.
W procesie nawęglania można wyodrębnić dwa etapy:
1.
absorpcja, tj. pochłanianie węgla w postaci atomowej przez powierzchnię metalu
2.
przenikanie węgla w głąb materiału
W warstwie nawęglanej można wyróżnić 3 strefy:
•
strefa nadeutektoidalna zawierająca perlit oraz węgliki żelaza, które w czasie
nawęglania przechodzą w siatkę cementytu na granicy ziaren

Materiałoznastwo II 54 z 77
•
strefa eutektoidalna zawierająca tylko perlit; grubość tej warstwy zależy od szybkości
dyfuzji (im większa szybkość dyfuzji, tym większa grubość tej strefy)
•
strefa podeutektoidalna zawierająca perlit i ferryt
Metody nawęglania
•
Nawęglanie w proszkach: Przedmiot umieszczany jest w specjalnej skrzynce
wypełnionej sproszkowanym węglem drzewnym, najczęściej dębowym, bukowym lub
brzozowym, wymieszanym ze środkami przyśpieszającymi nawęglanie takimi jak
węglan baru, węglan sodu itp. Nawęglanie proszkowe prowadzi się w temperaturze
około 900–950 °C. Przedmiot nawęglony często hartuje się powierzchniowo.
•
Nawęglanie gazowe: Przedmiot umieszcza się w atmosferze gazowej, najczęściej
gazu ziemnego lub innego gazu powstałego przy rozkładzie produktów naftowych.
Nawęglanie gazowe prowadzi się w temperaturach 850–950 °C przy stałej cyrkulacji
gazu w specjalnych piecach muflowych. Nawęglanie gazowe jest bardziej
skomplikowane od proszkowego oraz wymaga specjalnych instalacji, lecz jest
dokładniejsze i znacznie szybsze.
•
Nawęglanie w ośrodkach ciekłych: Proces przeprowadza się w temperaturze około
850 °C. Nawęglaczem jest mieszanka soli z dodatkiem karborundu SiC.
•
Nawęglanie w złożach fluidalnych: Przedmiot zanurza się w złożu fluidalnym
(tworzonym przez cząstki tlenku glinu lub piasku unoszone przez gorący gaz
nasycający przepływający od dołu przez złoże).
•
Nawęglanie próżniowe: Nawęglanie w obniżonym ciśnieniu w atmosferze metanu
lub innych gazów. Zaletami tej metody jest dobra adsorpcja i niskie zużycie gazu.
•
Nawęglanie jonizacyjne: Metoda polega na nagrzewaniu w piecu próżniowym w
atmosferze węglowodorowej. Po przyłożeniu napięcia następuje wytworzenie plazmy,
a w konsekwencji wytworzenie jonów węgla, które bombardują powierzchnię metalu.
Obecnie po procesie nawęglania stosuje się dalszą obróbkę cieplną (hartowanie do
temperatury właściwej dla rdzenia, hartowanie do temperatury właściwej dla powierzchni i
niskie odpuszczanie), a jej zaniechanie jest traktowanie jako błąd technologiczny. Procesy
podobne do nawęglania to azotowanie oraz procesy łączone, np. węgloazotowanie
(cyjanowanie).
Stale stopowe do nawęglania to grupa stali zawierających do 0,25% węgla, które są
przeznaczone do utwardzania powierzchniowego metodą nawęglania, lub cyjanowania (
jednoczesne azotowanie i nawęglanie ). Po nawęglaniu uzyskuje się twardą powierzchnię
przy zachowaniu ciągliwości rdzenia w stanie zahartowanym i nisko odpuszczonym 150-
180
o
C. Stale konstrukcyjne do nawęglania stosowane są w przypadku potrzeby uzyskania
dużej odporności powierzchni na ścieranie oraz kiedy konieczne jest uzyskanie dużej
twardości. Ścieralność powierzchni jest tym mniejsza, im większa jest jej twardość, dużą
twardość osiąga się przez wzbogacenie warstwy powierzchniowej w węgiel i następne
zahartowanie. Największą twardość po nawęglaniu uzyskują stale w których składzie
występują chrom i molibden. Części o małych przekrojach wykonuje się ze stali zawierającej
chrom i mangan, duże elementy wykonuje się ze stali zawierającej chrom i nikiel lub
chrom+nikiel+molibden.
Na własności warstwy nawęglonej wywierają wpływ zarówno warunki przeprowadzania
procesu nawęglania, jak i własności zastosowanego gatunku stali.
Własności warstwy nawęglonej charakteryzują następujące czynniki:

Materiałoznastwo II 55 z 77
-Głębokość nawęglenia zależna przede wszystkim od temperatury i czasu nawęglania,
mniejsze znaczenie ma skład chemiczny stali i ośrodek nawęglający
-Zawartość węgla w strefie przypowierzchniowej, zależna jest przede wszystkim od składu
chemicznego ośrodka nawęglającego i od składu chemicznego stali, mniejsze znaczenie ma
temperatura i czas przeprowadzanego nawęglania,
-Sposób przejścia od strefy powierzchniowej do rdzenia, zależny od zawartości węgla na
powierzchni i w rdzeniu oraz od głębokości nawęglenia, niezależny jest od składu
chemicznego stali. Jeżeli w warstwie powierzchniowej osiągnie się dużą zawartość węgla, a
głębokość nawęglenia jest niewielka, przejście to będzie zawsze gwałtowne.
Bardzo płytkie nawęglenie obniża twardość powierzchniową, głębokie zaś może wywołać
zbytnią kruchość całego elementu. Strefa powierzchniowa jest tym twardsza, (jednocześnie
bardziej krucha), im więcej zawiera węgla, a maksymalną twardość osiąga się przez
zastosowanie odpowiedniego hartowania, przy możliwie jak najniższej temperaturze.
Najwyższą twardość powierzchni osiąga się przez nawęglenie stali chromowych i
chromowo-molibdenowych, które odznaczają się wytwarzaniem dużej ilości węglików,
zwłaszcza przy nieco wyższej zawartości chromu w stali. Aby zapobiec nadmiernemu
wzbogaceniu w węgiel, należy stosować łagodnie działające środki nawęglające.
Twardość zbliżoną do stali chromowych i chromowo-molibdenowych, można osiągnąć
również na stalach węglowych, zawartość węglików w warstwie powierzchniowej jest przy
tym mniejsza niż w stalach z zawartością chromu.
Mniejszą twardość osiąga się przy nawęglaniu stali chromowo-niklowych, które w pewnych
warunkach wykazują skłonność do tworzenia niepożądanej siatki węglików, w celu
uniknięcia jej należy po nawęgleniu stosować szybkie chłodzenie lub nie dopuszczać do
wytworzenia się wolnych węglików przez łagodnie działające środki nawęglające kosztem
zmniejszenia twardości.
Wybór gatunku
Przy wyborze stali do nawęglania, istotną sprawą jest wytrzymałości rdzenia nawęglonego
przedmiotu. Zależnie od przeznaczenia wytrzymałość na rozciąganie zmienia się w stalach do
nawęglania w szerokich granicach - od 490 do około 1370 MPa, granica plastyczności Re
(R
p0,2
) od 245 do około 880 MPa, jednocześnie najczęściej wymaga się od rdzenia dużej
udarności i ciągliwości, aby skompensować niebezpieczeństwo, które przedstawia warstwa
powierzchniowa o dużej twardości i kruchości. Z tego względu zawartość węgla w stalach do
nawęglania wynosi zazwyczaj od 0,10 do 0,25% C, wytrzymałość ponad 735 MPa, uzyskuje
się dzięki obecności pierwiastków stopowych.
Stałe stopowe do nawęglania, w porównaniu ze stalami węglowymi mają znacznie większą
wytrzymałość na rozciąganie zarówno w stanie zmiękczonym, jak i zahartowanym. Dzięki
większej hartowności tak dużą wytrzymałość na rozciąganie można prócz tego uzyskać w
przedmiotach o większych rozmiarach, przy jednoczesnej dobrej ciągliwości, to znaczy o
dużym wydłużeniu, przewężeniu i udarności.
Po nawęgleniu i zahartowaniu, elementy wykonane ze stali stopowej charakteryzuje duża
wytrzymałość rdzenia, której nie można uzyskać przy użyciu stali węglowych. Z tego
względu stal stopową do nawęglania stosuje się na wysoko obciążone, ważne elementy
konstrukcyjne silników, pojazdów mechanicznych i samolotów oraz części maszyn, które ze
względu na warunki pracy muszą mieć dużą twardość powierzchniową zapewniającą znaczną
odporność na ścieranie.
Żądanych w rdzeniu własności wytrzymałościowych nie można jednak osiągnąć właściwą i
normalną metodą zwykłego ulepszania (hartowania i odpuszczania), ponieważ już po
odpuszczeniu przy 150°C twardość warstwy nawęglonej zaczyna się zmniejszać. Poza tym,
aby uzyskać najwyższą twardość powierzchniową, warunki hartowania trzeba dostosować do
składu chemicznego warstwy nawęglonej, dla której właściwa temperatura hartowania leży

Materiałoznastwo II 56 z 77
znacznie niżej niż temperatura hartowania właściwa dla rdzenia. Wskutek tego rdzeń ulega
jedynie częściowemu zahartowaniu i zazwyczaj wykazuje własności wytrzymałościowe
niższe od optymalnych, możliwych do osiągnięcia przy całkowitym zahartowaniu.
Wobec tego, że własności stali do nawęglania nie można, zmieniać przez odpuszczanie, skład
chemiczny stali jest zasadniczym czynnikiem rozstrzygającym o własnościach
wytrzymałościowych rdzenia. Określa on również hartowność stali, lecz w odniesieniu do
przedmiotów nawęglonych własność ta ma mniejsze znaczenie ze względu na niezupełne
zahartowanie, któremu ulega zazwyczaj rdzeń nawęglonego przedmiotu.
W przypadku stosowania tych stali bez nawęglania (jako miękkich stali do ulepszania),
hartowność stanowi istotne kryterium ich użytkowania, podobnie jak przy właściwych stalach
stopowych do ulepszania cieplnego. Dobierając odpowiednio zawartość pierwiastków
stopowych można uzyskać jednocześnie potrzebną wytrzymałość rdzenia w wymaganym
przekroju i pożądaną twardość powierzchniową po nawęgleniu.
Ponieważ każdy gatunek pozwała na osiągnięcie tylko bardzo wąskiego zakresu
wytrzymałości rdzenia oraz charakterystycznej dla siebie struktury i twardości warstwy
nawęglonej, aby pokryć szeroką rozpiętość R
m
(490 do około 1370 MPa) i różnorodne
wymagania dotyczące twardości powierzchniowej, potrzebne jest stosowanie różnych
gatunków stali do nawęglania.
101 Stale stopowe do ulepszania cieplnego, charakterystyka, kryteria doboru, własności
Do grupy stali konstrukcyjnych stopowych do ulepszania cieplnego zalicza się stale
stosowane na odpowiedzialne części maszynowe, które powinno cechować połączenie dużej
wytrzymałości (granicy plastyczności, wytrzymałości na zmęczenie) ze znaczną ciągliwością
i udarnością (odpornością na kruche pękanie).
Tę optymalną - z użytkowego punktu widzenia - kombinację własności mechanicznych osiąga
się dzięki uzyskaniu struktury sorbitu w wyniku zastosowania ulepszania cieplnego, tj.
połączonych zabiegów hartowania z następnym wysokim odpuszczeniem. Zastosowanie tego
zabiegu powoduje pewnego rodzaju „ulepszenie” własności w stosunku do stali stosowanej w
stanie surowym, lub podlegającej tylko normalizowaniu, w której nie nastąpiły zmiany
strukturalne wywołane przez hartowanie i odpuszczanie. Ponieważ ulepszanie cieplne w
sposób decydujący określa zespół użytkowych własności wytrzymałościowych części
konstrukcyjnej, nazwa zabiegu „ulepszanie cieplne” przyjęta została przed kilkudziesięciu
laty do określenia grupy stali, stosowanej na odpowiedzialne, bardzo obciążone części
maszyn, które powinny odznaczać się optymalnym zespołem takich własności.
Są to stale o średniej zawartości węgla (najczęściej 0,30÷0,40% C), w większości
niskostopowe, o łącznej zawartości pierwiastków stopowych nieprzekraczającej 3%, rzadziej
średniostopowe, w których łączna zawartość tych składników wynosi 3-5%, w wyjątkowych
tylko przypadkach przekraczając 5%.
Podstawowymi pierwiastkami stopowymi, występującymi w tych stalach są: mangan, krzem,
chrom, nikiel i molibden, rzadziej wanad i wolfram.
Skład chemiczny tych materiałów jest niekiedy podstawą dalszego ich podziału, np. na stale
chromowo-niklowe, chromowo-molibdenowe, chromowo-niklowo-molibdenowe itp. Ze
względu na wysokie wymagania użytkowe są to stale wyższej jakości, w których zawartość
fosforu i siarki jest ograniczona do max. 0,035% każdego pierwiastka, a w niektórych
przypadkach do max. 0,025% lub nawet jeszcze mniej (stale przetapiane elektrożużlowo).
W podanej wyżej definicji stali do ulepszania należy zaznaczyć, że istotną i wyróżniającą
cechą tych materiałów jest struktura uzyskana w wyniku ulepszania, warunkująca osiągnięcie
optymalnych własności mechanicznych. Zabieg ulepszania cieplnego nie zawsze umożliwia

Materiałoznastwo II 57 z 77
uzyskanie tych samych efektów strukturalnych, a w związku z tym stopień „ulepszania”
własności może być różny. Efekt ten może być pełny (odpowiadający uzyskaniu struktury
sorbitu) albo niepełny (mieszaniny sorbitu i innych składników strukturalnych, struktury
odpuszczonego dolnego bainitu); w tym ostatnim przypadku nie osiąga się optymalnych
własności. Zasięg tego efektu może być również ograniczony tylko do powierzchniowych
warstw części konstrukcyjnej, w których przy hartowaniu osiągnięto krytyczną szybkość
chłodzenia.
Istotną cechą występującą w stalach konstrukcyjnych do ulepszania cieplnego jest możliwość
uzyskania różnorodnej struktury (zależnie od wielu zmiennych czynników, jak skład
chemiczny stali i jej hartowność, wymiary hartowanego przedmiotu, sposób chłodzenia przy
hartowaniu), konsekwencją zaś tego jest możliwość znacznej rozpiętości wartości własności
wytrzymałościowych.
Struktura i własności wytrzymałościowe stali do ulepszania cieplnego
Optymalne własności mechaniczne stali do ulepszania cieplnego zależą od struktury
powstałej w wyniku ich zahartowania i odpuszczenia. Bardzo istotne jest określenie
warunków, w jakich tę pożądaną strukturę można uzyskać. Informacji na ten temat
dostarczają dwie podstawowe cechy charakteryzujące stal konstrukcyjną do ulepszania
cieplnego:
- hartowność, tj. zdolność do tworzenia przy hartowaniu struktury martenzytycznej, o której
to właściwości można wnioskować z wykresów przemian austenitu, krzywych hartowności
lub średnic krytycznych,
- podatność struktury martenzytycznej na odpuszczanie
Własności wytrzymałościowe stali konstrukcyjnych zależą od struktury uzyskanej po
hartowaniu. Własności te mogą zmieniać się w szerokich granicach, zależnie od hartowności
stali, wielkości przekroju hartowanego przedmiotu i sposobu chłodzenia; jako najbardziej
charakterystyczne należy tu wymienić trzy następujące przypadki:
1. Jeżeli w stali po hartowaniu występuje wyłącznie struktura martenzytyczna lub
przynajmniej o dużym, przeważającym udziale martenzytu, to po następnym odpuszczeniu
otrzymuje się strukturę sorbityczną, wykazującą optymalne połączenie dużej wytrzymałości
(Re, Rm) i ciągliwości (A, Z, K); osiągnięte wartości tych własności zależą od temperatury
odpuszczania. W porównaniu z innymi strukturami sorbit wykazuje przede wszystkim:
- dużą wartość stosunku (Re : Rm) • 100, która zwykle wynosi ok. 90% i praktycznie nie
zależy od składu chemicznego stali,
- niską temperaturę przejścia w stan kruchy, zależną jednak od składu chemicznego stali,
sposobu chłodzenia po odpuszczaniu i innych czynników.
2. W miarę zmniejszania się udziału martenzytu w strukturze hartowania i zwiększania się
udziału innych składników strukturalnych (bainit dolny i górny, perlit i ferryt) przy tej samej
temperaturze odpuszczania wytrzymałość na rozciąganie będzie coraz to mniejsza, przy czym
taką strukturę (składającą się „z sorbitu i innych składników strukturalnych) cechuje:
- zmniejszenie wartości stosunku (Re : Rm) • 100, zależne od rodzaju niemartenzytycznych
składników i ich udziału w strukturze hartowania;
dla bainitu stosunek ten zwykle waha się w granicach 74÷85%,
dla struktur ferrytyczno-perlitycznych w granicach 60÷70%, a niekiedy mniejszy,
-podwyższenie przejściowej temperatury kruchości do około 0°C, a nawet powyżej, wskutek
czego w temperaturze pokojowej „obserwuje się zwykle zmniejszenie udarności w
porównaniu ze strukturą sorbityczną;
-mimo znacznego zmniejszenia wytrzymałości na rozciąganie — brak poprawy wydłużenia
(A) i przewężenia (Z).
3. W pewnych szczególnych przypadkach uzyskanie dużej wytrzymałości możliwe jest tylko,
gdy struktura stali jest bainityczna. Dotyczy to mianowicie hartowania bardzo dużych
Materiałoznastwo II 58 z 77
przekrojów, których nie można chłodzić z szybkością warunkującą uzyskanie martenzytu. W
zwykłych stalach stopowych do ulepszania uzyskuje się wówczas niemartenzytyczne
składniki strukturalne o małej twardości i malej granicy plastyczności, zwykle mniejszej od
40 kG/mm2 (ok. 30 N/mm2). Zmieniając skład chemiczny stali można jednak niekiedy
uzyskać w szerokim zakresie szybkości chłodzenia strukturę bainitu dolnego, powstającego z
austenitu w temperaturach zbliżonych do temperatury przemiany martenzytycznej. Ze
względu na to, że własności wytrzymałościowe bainitu dolnego i martenzytu są podobne,
więc po odpuszczeniu uzyskuje się przy znacznej wytrzymałości (Re do 7 kG/mm2, -tj. około
690 N/mm2) dostatecznie dużą ciągliwość, tj. udarność, wydłużenie i przewężenie. Taki
zespół własności wytrzymałościowych w grupie stali do ulepszania cieplnego wykazują tylko
niektóre stale (np. 25H2N4WA); jest on natomiast typowy dla tzw. stali bainitycznych,
przeznaczanych na ciężkie odkuwki o dużej wytrzymałości wg normy branżowej BN-
65/0661-01.
102. Sposoby obróbki cieplnej stali stopowych konstrukcyjnych.
Założone właściwości elementów maszyn i elementów konstrukcyjnych ze stali do ulepszania
cieplnego uzyskuje się po obróbce cieplnej polegającej na hartowaniu, zwykle w zakresie 820
- 950
°C i wysokim odpuszczaniu. Temperatura odpuszczania mieści się najczęściej w
zakresie 500 - 680°C i może być tym wyższa, im większe jest w stali stężenie węgla i
pierwiastków węglikotwórczych.
Podwyższenie temperatury odpuszczania stali o określonym składzie chemicznym powoduje
zmniejszenie własności wytrzymałościowych i zwiększenie własności plastycznych w
związku z nasileniem procesu rozpadu martenzytu.
Po ulepszaniu cieplnym strukturę stali stanowi martenzyt wysoko odpuszczony.
Niektóre elementy konstrukcyjne, od których wymaga się dużej o stężeniu węgla 0,4-0,5% i
zastosować po zahartowaniu niskie odpuszczanie.
Poza ulepszaniem cieplnym, większość stali tej grupy można poddawać hartowaniu
izotermicznemu, pod warunkiem, że uzyskane własności spełniają warunki podane w normie.
Elementy o większych przekrojach należy chłodzić po odpuszczaniu w oleju celem
przeciwdziałania kruchości odpuszczania, chyba że są wykonane ze stali z dodatkiem
molibdenu.
103. Stale sprężynowe, ogólna charakterystyka, własności mechaniczne po obróbce
cieplnej.
Materiał stosowany na elementy sprężyste powinien cechować się bardzo dobrymi
własnościami sprężystymi, tzn. wysoką granicą sprężystości R
sp
oraz dużą wartością
stosunków tej wielkości do granicy plastyczności R
e
lub R
0,2
i wytrzymałości na rozciąganie
R
m.
Pożądana jest duża wytrzymałość na zmęczenie przy ograniczonych wymaganiach
dotyczących własności plastycznych.
Stale sprężynowe zawierają około 0,5 – 1,25%C (najczęściej 0,5 – 0,8%C), od którego przede
wszystkim zależą własności wytrzymałościowe i granica sprężystości.
W części stali podstawowym pierwiastkiem stopowym w tych stalach jest krzem,
najintensywniej zwiększający R
sp
, R
e
i R
m
. Stale sprężynowe krzemowe charakteryzują się
jednak małą hartownością i z tego względu są stosowane na sprężyny o mniejszych
przekrojach.
Większą hartownością charakteryzują się stale sprężynowe z podwyższonym stężeniem
manganu.
Dodatek chromu jeszcze intensywniej zwiększa hartowność i odporność stali na
Materiałoznastwo II 59 z 77
odpuszczanie, jednocześnie zmniejszając wartość naprężeń w materiale.
Podobny wpływ wywiera wanad (bardziej węglikotwórczy od chromu), zapewniając stalom
sprężynowym drobnoziarnistość, zmniejszając szybkość przemian martenzytu i zmian
własności wytrzymałościowych podczas odpuszczania oraz ograniczając skłonność stali do
odwęglenia.
Stale chromowo-wanadowe stosuje się na najsilniej obciążone sprężyny, w tym także o
dużych przekrojach. Sprężyny ze stali chromowo-wanadowych, a także ze stali chromowo-
krzemowych mogą pracować w temperaturze około 300°C, natomiast w pozostałych – w
temperaturze nieprzekraczającej 150°C.
104. Obróbka cieplna resorów i sprężyn.
Obróbka cieplna resorów i sprężyn polega na austenityzowaniu w temperaturze 800 - 870°C
i hartowaniu w oleju lub wodzie zależnie od gatunku stali, a następnie średnim odpuszczaniu
w temperaturze 250 – 500°C. Po takiej obróbce cieplnej sprężyny mają strukturę martenzytu
odpuszczonego o wymaganych własnościach mechanicznych. Wytrzymałość zmęczeniowa
stali jest w dużym stopniu zależna od struktury warstwy wierzchniej, dlatego podczas obróbki
cieplnej konieczne jest zabezpieczenie sprężyn przed odwęgleniem przez zastosowanie
atmosfery ochronnej lub kąpieli solnej.
Sprężyny szczególnie odpowiedzialne są wytwarzane z taśm lub drutów szlifowanych i
obrabiane cieplnie wyłącznie w ośrodkach o potencjale węglowym większym od stężenia
węgla w stali.
Wiele sprężyn wykonuje się również z innych stali, np. ze stali narzędziowych węglowych
lub stopowych, a do pracy w podwyższonych temperaturach ze stali narzędziowych
szybkotnących.
Sprężyny pracujące w środowiskach korozyjnych wykonywane są ze stali nierdzewnych
hartowanych i odpuszczonych lub utwardzonych przez zgniot.
Warstwę wierzchnią piór resorów można dodatkowo poddać obróbce usuwającej miejsca
potencjalnego spiętrzenia naprężeń dającego początek złomowi zmęczeniowemu.
105. Stale na łożyska toczne, struktura i właściwości po obróbce cieplnej.
Elementy łożyska tocznego pracujące w ekstremalnych warunkach wytężeniowych wymagają
stali wysokiej jakości. Od stali łożyskowych wymaga się wąskiej i ściśle utrzymywanej tolerancji
składników stopowych i zanieczyszczeń oraz odpowiedniej struktury. Takie stale są poddawane
hartowaniu, a następnie odpuszczaniu niskiemu w temp. 150-250 C. Uzyskujemy w ten sposób
strukturę martenzytu odpuszczania o stosunkowo dużej twardości 58-63 HRC. Inne właściwości to:
-zmniejszenie naprężeń hartowniczych (poprzez zmianę struktury oraz relaksację naprężeń),
- zachowanie wysokiej twardości i wytrzymałości (Rm , R0,2 ) ale bardzo mała ciągliwość (K),
- duża odporność na ścieranie
Stale na łożyska toczne, są także poddawane wyżarzaniu sferoidyzującemu, które polepsza
skrawalność i umożliwia otrzymanie najwłaściwszej struktury przed hartowaniem.
106. Stale narzędziowe do pracy na zimno, podział, własności i obróbka cieplna.
Stale narzędziowe do pracy na zimno dzielimy na: niestopowe i stopowe (nisko-, średnio-, i
wysokostopowe)
Wymagania i ich realizacja:
- główne:
duża twardość
i
odporność na ścieranie
,
-
niskie odpuszczanie (ok. 180°C)
po hartowaniu z nad A1 stali zaeutektoidalnej,
(zwykle martenzyt odpuszczania + nierozpuszczone węgliki + austenit szczątkowy < 10%)

Materiałoznastwo II 60 z 77
- często dodatkowo
ciągliwość (udarność)
obciążenia dynamiczne, wstrząsy,
- stal o obniżonej zawartości węgla (ale niższa twardość i odporność na ścieranie),
- zmniejszenie ilości C tylko w martenzytycznej osnowie (ubogi w C i M austenit z węglikami),
- podwyższenie temperatury odpuszczania (często wymaga efektów twardości wtórnej),
- zwykle
hartowność
,
- hartowanie w oleju lub nawet w powietrzu
⇒
mniejsze zmiany wymiarowe, zniekształcenia,
- w niektórych
duży udział węglików
stale ledeburytyczne (wysokochromowe),
- niektóre przewidziane do obróbki cieplno-chemicznej (np. naweglanie),
Obróbka cieplna tej grupy polega na hartowaniu i odpuszczaniu w takich temperaturach aby
otrzymać strukturę martenzytu odpuszczania.
Narzędiowe stale niestopowe hartuje się w temperaturze 760-800C, chłodzi w wodzie i
odpuszcza w 180-300C, wygrzewając w temp. odpuszczania przez 2h. Dobór temp. odpuszczania
zależy od wymaganej twardości i ciągliwości narzędzia. Twardość niestopowych stali narzędziowych
po odpuszczaniu w 200C mieści się między 53 a 64 HRC.
Większa hartowność narzędziowych stali stopowych do pracy na zimno umożliwia
hartowanie narzędzi w oleju. Umożliwia to obróbkę cieplną narzędzi o znacznych przekrojach i
złożonych kształtach. Temperatura austenityzowania wzrasta wraz ze zwiększeniem się stężenie
pierwiastków węglikotwórczych w stali. Zapewnia to bowiem rozpuszczenie w roztworze stałym γ
wystarczające ilości węglików stopowych. Ponieważ część węglików zwiększających odporność na
ścieranie powinna pozostać nierozpuszczona stale zaeutektoidalne hartuje się z temperatury o 30-
60C wyższej od A
C1.
Stale narzędziowe stopowe do pracy na zimno w stanie zahartowanym wykazują strukturę
martenzytu z austenitem szczątkowym i węglikami nierozpuszczonymi podczas austenityzowania.
Odpuszczania tych stali odbywa się w temp 150-260C.
107. Ledeburytyczne stale narzędziowe do pracy na zimno, zastosowania, obróbka cieplna.
Stale o zawartości węgla powyżej 1,4% to stale ledeburytyczne; po odlaniu występuje w
strukturze ledeburyt przemieniony – mieszanina eutektyczna węglików i perlitu. Stale mają dużą
hartowność, pozwalającą na hartowanie narzędzi o mniejszych przekrojach w powietrzu, a dzięki
dużemu udziałowi objętościowemu twardszych od cementytu węglików stopowych (głównie chromu)
należą do bardzo odpornych na ścieranie. Duża regularność odkształceń po hartowaniu bez zmiany
kształtu powoduje że stosuje się je do wyrobu narzędzi o skomplikowanych kształtach, m.in. na płyty
tnące do wykrojników, pierścienie do przeciągania, szczęki i rolki do walcowania i wytłaczania itp.
Obróbka cieplna jak dla stali narzędziowych stopowych do pracy na zimno. (Część
zagadnienia 106)
108. Stale szybkotnące struktura przed i po hartowaniu.
Stale szybkotnące stosowane są na narzędzia skrawające pracujące w bardzo ciężkich
warunkach; dużych szybkościach skrawania i dużych przekrojach wióra, dzięki zdolności
zachowania twardości, odporności na ścieranie do temperatury 600°C oraz zależnych od nich
własności tnących stali. Wszystkie stale szybkotnące mają wysokie stężenie węgla (0,77 –
1,4%) i dodatki stopowe przede wszystkim; wolfram - do 18%, molibden - do 8,7%, wanad -
do 4%, chrom ok. 4%, a kilka z nich kobalt do 10%.
Zawartość węgla jest tak dobrana, aby w stanie wyżarzonym związać w węglikach
prawie całkowicie pierwiastki stopowe – Mo, W, V i Cr, a w temperaturze austenityzowania
do hartowania część rozpuścić (dla nasycenia austenitu i zwiększenia hartowności stali) i
część pozostawić dla zapobieżenia rozrostu ziaren austenitu i zwiększenia odporności na
ścieranie. Rola dodatków stopowych w stalach szybkotnących jest następująca:
Materiałoznastwo II 61 z 77
• Chrom zwiększa hartowność, wzmacnia efekt twardości wtórnej, zmniejsza szybkość
utleniania,
• Wolfram i molibden – podstawowe dodatki stosowane zamiennie; 1% Mo zastępuje 2% W,
opóźniają procesy występujące podczas odpuszczania.
• Wanad – zwiększa odporność na ścieranie, jest najsilniej węglikotwórczym pierwiastkiem
wśród pozostałych dodatków stali szybkotnących, węgliki typu MC, bardzo twarde i trwałe w
wysokich temperaturach przyczyniają się do efektu twardości wtórnej, rys. 2b,
• Kobalt – zwiększa twardość w podwyższonych temperaturach (ale nie tworzy węglików)
oraz jako jedyny zwiększa przewodność cieplną, szczególnie w wysokiej temperaturze
wskutek czego narzędzia ze stali z kobaltem mogą skrawać z większą szybkością
Wśród stali szybkotnących można wyróżnić stale wolframowe, molibdenowe i
kobaltowe. Z uwagi na własności tnące stale kobaltowe są uważane za najlepsze.
Stale szybkotnące należą do stali ledeburytycznych, tzn. w stanie odlanym i
powolnym chłodzeniu mają strukturę złożoną z drobnego perlitu, węglików wtórnych i
ledeburytu - eutektyki przemienionej – w skład której wchodzi perlit drobny, węgliki
pierwotne i wtórne.
Po hartowaniu struktura stali składa się z martenzytu listwowego z austenitem
szczątkowym (ok. 30%) oraz węglików nierozpuszczonych podczas austenityzowania.
109. Obróbka cieplna stali szybkotnących.
Po przeróbce plastycznej półwyroby ze stali szybkotnącej podlegają wyżarzaniu
zmiękczającemu w temperaturze 800 - 850°C przez ok. 10 godz. Zapewnia ono zmniejszenie
twardości poniżej 300HV i dobrą obrabialność dzięki strukturze równomiernie rozłożonych
węglików, których udział objętościowy osiąga 30%, w osnowie ferrytu stopowego. Narzędzia
ze stali szybkotnących podlegają hartowaniu i odpuszczaniu.
Mała przewodność cieplna jest powodem stosowania podgrzewania stopniowego narzędzi do
temperatury austenityzowania w kąpielach solnych, z wygrzaniem w ok. 550 i 850°C.
Temperatura austenityzowania jest bardzo wysoka, około 50 do 70°C niższa od temperatury
solidusu i wynosi około 1280°C. Umożliwia to rozpuszczenie się takiej ilości węglików w
austenicie aby został on nasycony pierwiastkami stopowymi i węglem dla zwiększenia
hartowności, a jednocześnie pozostawienie pewnej ilości węglików nie rozpuszczonych, które
zahamują rozrost ziaren austenitu. Bardzo ważnym parametrem obróbki jest czas
austenityzowania, który wynosi 80 do 150 s i jest niezależny od wielkości narzędzia.
Chłodzenie z temperatury austenityzowania odbywa się stopniowo w kąpieli solnej o
temperaturze ok. 550°C i następnie w spokojnym powietrzu. Większe narzędzia można
chłodzić w oleju.
Odpuszczanie przeprowadza się bezpośrednio po hartowaniu, zwykle dwukrotnie w
temperaturze od 550 ÷ 600°C przez 2 godz. i chłodzi w powietrzu. Najkorzystniejsza jest
temperatura 20 ÷ 30°C wyższa od wykazującej maksymalną twardość wtórną, co daje
twardość do ok. 3 HRC wyższą od uzyskanej po zahartowaniu. Podczas pierwszego
odpuszczania z martenzytu i austenitu szczątkowego wydzielają się drobnodyspersyjne
węgliki, a podczas chłodzenia z temperatury odpuszczania następuje przemiana austenitu
szczątkowego w martenzyt hartowania. Po pierwszym odpuszczaniu struktura stali zawiera
więc martenzyt odpuszczony, martenzyt hartowania, węgliki pierwotne i drobnodyspersyjne
oraz pozostały austenit szczątkowy. Drugie odpuszczanie ma na celu usunięcie kruchości
martenzytu hartowania i dalsze obniżenie udziału austenitu szczątkowego. Po drugim
odpuszczaniu struktura stali złożona jest z martenzytu odpuszczonego, węglików pierwotnych
i drobnodyspersyjnych oraz śladów austenitu szczątkowego.
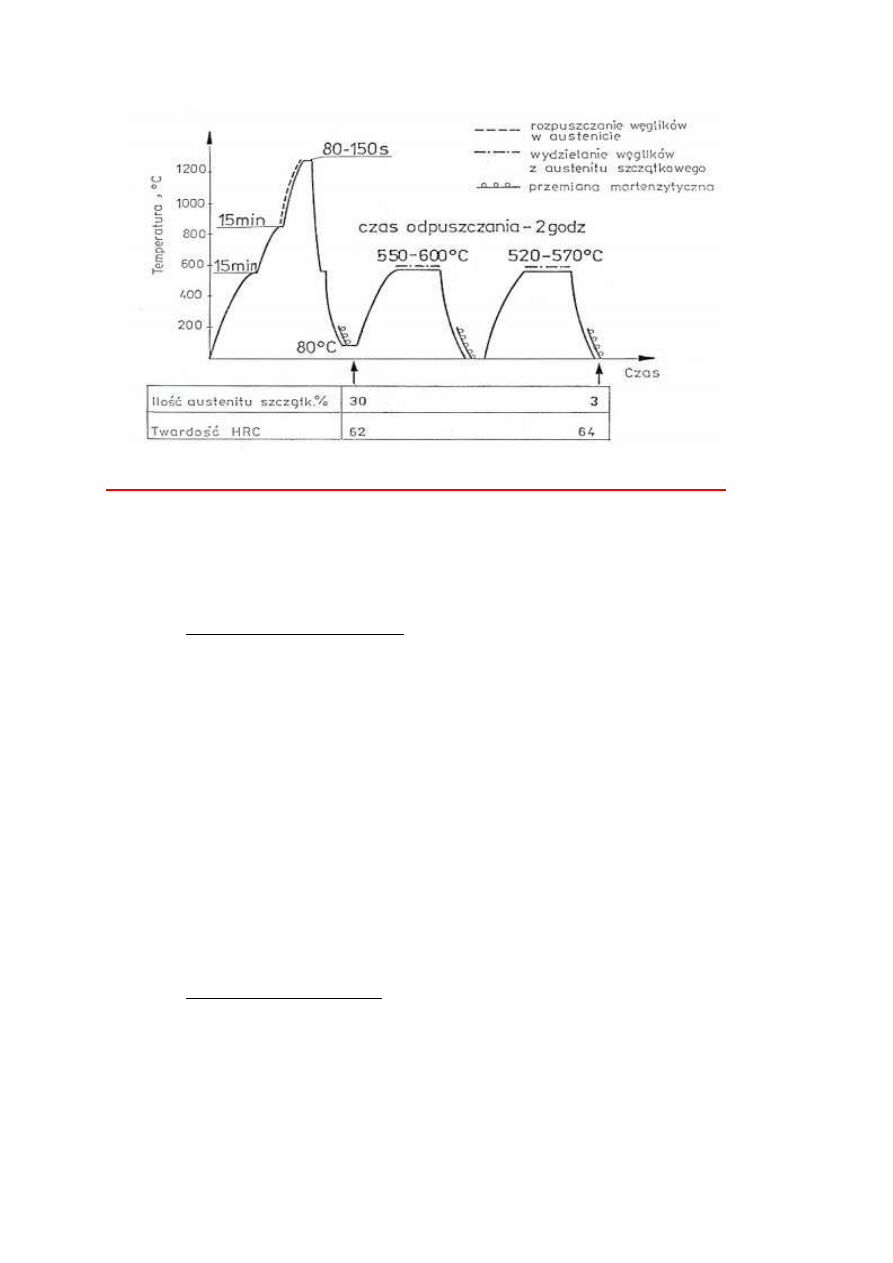
Materiałoznastwo II 62 z 77
110. Podział stali narzędziowych według hartowności i odporności na odpuszczanie.
Podstawą podziału stali narzędziowych do pracy na zimno i na gorąco jest temperatura
powierzchni narzędzia, która powinna być niższa od 200°C dla stali do pracy na zimno, a dla
stali przeznaczonych na narzędzia do pracy na gorąco wynosi zwykle powyżej 200°C. Stale
szybkotnące przeznaczone głównie do obróbki skrawaniem i w produkcji formowania mogą
nagrzewać się do temperatury 600°C.
1)
Stale narzędziowe niestopowe do pracy na zimno
o
Zawartość węgla: 0,45-1,20% C
o
Temperatura hartowania: 810-770
o
C (Spada ze wzrostem zawartości C)
o
Temperatura odpuszczania: 180
o
C
Mała hartowność stali, zahartowanie na wskroś można uzyskać tylko dla średnic do 10
mm. Nie zahartowany rdzeń o strukturze, najczęściej drobnego perlitu, jest bardziej
miękki ale jednocześnie bardziej ciągliwy, co pozwala stosować taką stal na narzędzia
narażone na obciążenia dynamiczne.
• Austenityzowanie w temperaturach 30–50°C powyżej linii Ac3 (stale
podeutektoidalne) a powyżej linii Ac1 (stale eutektoidalne i nadeutektoidalne)
• Chłodzenie w wodzie
• Struktura po hartowaniu: martenzyt (stal podeutektoidalna i eutektoidalna),
martenzyt z kulkowym cementytem drugorzędowym (stal nadeutektoidalna)
• Odpuszczanie niskie, w temperaturze ~180°C w celu usunięcia naprężeń.
Zostaje zachowana struktura hartowania i wysoka twardość.
2)
Stale narzędziowe stopowe do pracy na zimno
o
Węgiel: 0,2-2,3%
o
Temp. Hartowania: 840-970
o
C
o
Temp. Odpuszczania: 180
o
C
o
Dodatki stopowe: Cr do 17%, Mo do 1,3%, V do 1,0%, W do 2,2%, Ni do
4,3, Mn do 2,5 i Si do 1,0%
Materiałoznastwo II 63 z 77
W porównaniu ze stalami niestopowymi mają: (1) zwiększoną hartowność, co daje
możliwość produkcji większych narzędzi o bardziej skomplikowanych kształtach, z
uwagi na stosowanie podczas hartowania łagodniejszych ośrodków chłodzących (olej,
powietrze); (2) podwyższoną odporność na ścieranie wskutek obecności drobnych
węglików pierwiastków stopowych (Cr, Mo, V, W).
•Hartowanie i odpuszczanie niskie (wyższe od temperatury pracy).
•Kilkustopniowe nagrzewanie narzędzi ze stali wysokostopowych o
skomplikowanych kształtach dla zminimalizowania naprężeń cieplnych.
• Austenityzowanie w temperaturach 30–50°C powyżej linii Ac1 (stale
nadeutektoidalne), powyżej linii Accm (stale ledeburytyczne). W stalach
nadeutektoidalnych podczas austenityzowania węgliki wtórne pozostają
nierozpuszczone, w stalach ledeburytycznych rozpuszczają się w większości
węgliki wtórne, a pozostają nie rozpuszczone węgliki pierwotne. Podczas
austenityzacji pozostawia się więc pewną część węglików nie rozpuszczoną, co
zwiększa odporność na ścieranie.
• Odpuszczanie w 180°C. Zostaje zachowana struktura martenzytu z węglikami
nie rozpuszczonymi podczas austenityzacji, co zapewnia wysoką twardość i
odporność na ścieranie.
3)
Stale narzędziowe do pracy na gorąco (>200
o
C)
o
Węgiel: 0,25-0,60%
o
Dodatki stopowe: Cr do 5,5%, Mo do 3,2%, V do 2,1%, Si do 1,0%, w
niektórych gatunkach Ni do 2%, W do 9,5%, Co ok.4,5%
Dobre właściwości mechaniczne w podwyższonych temperaturach (wysoka
wytrzymałość, twardość, dobra ciągliwość), a w wypadku dużych wymiarów narzędzi, np.
matryc — duża hartowność.
Dostateczna odporność na szybkie zmiany temperatury; w wyniku wielokrotnego
nagrzewania i chłodzenia wierzchniej warstwy narzędzi wytwarza się z upływem czasu na ich
powierzchni siatka pęknięć. Zjawisko to zwane zmęczeniem cieplnym jest podstawową
przyczyną zużywania się narzędzi do pracy na gorąco.
• Hartowanie i wysokie odpuszczanie (temperatura wyższa od temperatury
pracy narzędzia)
•Temperatura austenityzacji: stale średniostopowe 1010–1040°C,
wysokostopowe 1120–1150°C. Nagrzewanie dużych narzędzi prowadzi się
stopniowo z małymi szybkościami, a czas austenityzacji narzędzi o dużych
wymiarach może dochodzić do kilku godzin. Chłodzenie w oleju lub
powietrzu. Struktura stali po hartowaniu to martenzyt z niewielką ilością
austenitu szczątkowego i węglikami stopowymi nie rozpuszczonymi podczas
austenityzacji.
• Odpuszczanie stali średniostopowych 500–550°C, wysokostopowych w
600°C ma na celu uzyskanie dobrej udarności i odporności na odpuszczające
działanie ciepła. Struktura po odpuszczaniu to martenzyt odpuszczony, węgliki
drobnodyspersyjne wydzielone podczas odpuszczania i większe węgliki, nie
rozpuszczone podczas austenityzacji.
Materiałoznastwo II 64 z 77
4)
Stale narzędziowe szybkotnące
o
Węgiel: 0,80-1,60%
o
Dodatki stopowe: W do 18%, Mo do 8,7%, V do 4%, Cr do 4%; w
kilku gatunkach stali Co do 10%
o
Wysoka twardość (65 HRC)
Stale szybkotnące stosowane są na narzędzia skrawające pracujące w bardzo ciężkich
warunkach; dużych szybkościach skrawania i dużych przekrojach wióra, dzięki
zdolności zachowania twardości, odporności na ścieranie do temperatury 600°C oraz
zależnych od nich własności tnących stali.
Po obróbce plastycznej półwyroby ze stali szybkotnącej podlegają wyżarzaniu
zmiękczającemu w temperaturze 800–850°C przez ok. 10 godz. Zapewnia ono
zmniejszenie twardości poniżej 300HV i dobrą obrabialność dzięki równomiernemu
rozłożeniu węglików , w osnowie ferrytu stopowego. Gotowe narzędzia hartuje się i
odpuszcza.
• Podgrzewanie stopniowe z uwagi na małą przewodność cieplną
•Temperatura austenityzowania około 1280°C, co umożliwia rozpuszczenie takiej
ilości węglików w austenicie aby został on nasycony pierwiastkami stopowymi i
węglem dla zwiększenia hartowności, a jednocześnie pozostawienie części węglików
nie rozpuszczonych, które zahamują rozrost ziaren austenitu
•Chłodzenie stopniowe w kąpieli solnej lub oleju o temperaturze ok. 550°C i następnie
w spokojnym powietrzu. Struktura stali po hartowaniu: martenzyt z austenitem
szczątkowym (ok. 30%) i nierozpuszczone podczas austenityzowania węgliki
• Dwukrotne odpuszczanie w temperaturze od 550–600°C przez 2 godz. z
chłodzeniem w powietrzu. Podczas pierwszego odpuszczania z martenzytu i austenitu
szczątkowego wydzielają się drobnodyspersyjne węgliki, a podczas chłodzenia
następuje przemiana austenitu szczątkowego w martenzyt hartowania. Drugie
odpuszczanie ma na celu usunięcie kruchości martenzytu hartowania i dalsze
obniżenie udziału austenitu szczątkowego
111. Stale narzędziowe do pracy na gorąco obróbka cieplna, własności.
Są przeznaczone na narzędzia, których temperatura powierzchni nagrzewa się powyżej 200°C
i jednocześnie narażone są na częste i nagłe zmiany temperatury, odpuszczające działanie
ciepła, duże naciski i ścieranie. Stosowane są m.in. na matryce, narzędzia do wyciskania,
walce hutnicze, formy odlewnicze.
Stale do pracy na gorąco muszą odznaczać się:
• Dobrymi własnościami mechanicznymi w podwyższonych temperaturach (wysoką
wytrzymałością, twardością, dobrą ciągliwością), a w wypadku dużych wymiarów
narzędzi w nich wykonywanych (matryce) muszą mieć dużą hartowność,
• Dostateczną odpornością na szybkie zmiany temperatury; w wyniku wielokrotnego
nagrzewania i chłodzenia wierzchniej warstwy narzędzi wytwarza się z upływem czasu
na ich powierzchni siatka pęknięć. Zjawisko to zwane zmęczeniem cieplnym jest
podstawową przyczyną zużywania się narzędzi do pracy na gorąco.
Wszystkie gatunki tych stali mają zbliżoną średnią zawartość węgla, w granicach od 0,25 do
0,60% i należą do średniostopowych i wysokostopowych, z udziałem chromu (do 5,5%),
molibdenu (do 3,2%) i wanadu (do2,1%), krzemu (do 1%), w niektórych gatunkach;
Materiałoznastwo II 65 z 77
wolframu (do 9,5%), kobaltu (ok. 4,5%) i niklu (do 2%). Skład chemiczny, warunki obróbki
cieplnej przedstawiono w tabl. 3. Oznaczenie stali składa się z liczby wskazującej na
zawartość węgla w setnych częściach procenta, czasem poprzedzonej literą X, następnie z
symboli pierwiastków w kolejności ich udziału, na końcu występuje liczba, lub liczby
niekiedy wskazujące na udział pierwiastków.
Stale średniostopowe mają lepszą przewodność cieplną niż wysokostopowe i dlatego
mniejszą skłonność do tworzenia pęknięć wskutek zmęczenia cieplnego. Stosuje się je do
wyrobu matryc kuźniczych, kowadeł do pras i młotów. Stosunkowo krótki czas kontaktu
narzędzia z obrabianym materiałem powoduje, że odporność na odpuszczające działanie
ciepła, w tym wypadku ma mniejsze znaczenie. Natomiast z uwagi na duże naciski i wstrząsy
w czasie kucia muszą wykazywać dostateczną twardość i dużą ciągliwość. Stale
wysokostopowe do pracy na gorąco stosowane są na matryce do pras i formy do odlewów pod
ciśnieniem, gdzie kontakt gorącego materiału jest stosunkowo długi i silniejsze nagrzewanie
powierzchni narzędzia, przy spokojniejszych warunkach pracy. Dodatki stopowe; wolfram,
molibden i wanad dają podczas odpuszczania efekt twardości wtórnej lub hamują spadek
twardości przy odpuszczaniu.
Obróbka cieplna stali narzędziowych do pracy na gorąco polega na hartowaniu i wysokim
odpuszczaniu. Temperatura austenityzacji stali średniostopowych wynosi 1010 - 1040°C, a
wysokostopowych 1120 - 1150°C. Nagrzewanie do hartowania dużych narzędzi prowadzi się
stopniowo z małymi szybkościami, a czas austenityzacji narzędzi o dużych wymiarach może
dochodzić do kilku godzin. Chłodzenie przeprowadza się w oleju lub powietrzu. Po
hartowaniu stal ma strukturę martenzytu z niewielką ilością austenitu szczątkowego i
węglikami stopowymi nie rozpuszczonymi podczas austenityzacji.
Odpuszczanie stali średniostopowych w zakresie 500 – 550°C, a wysokostopowych w 600°C
ma na celu zapewnienie dobrej udarności w warunkach pracy i odporność na odpuszczające
działanie ciepła. Po odpuszczaniu struktura składa się z martenzytu odpuszczonego,
drobnodyspersyjnych węglików wydzielonych podczas odpuszczania i większych
skoagulowanych, nie rozpuszczonych podczas austenityzacji.
112.Stale żaroodporne i zaworowe, charakterystyka, obróbka cieplna.
Stale żaroodporne (PN-EN 10095)
Ż
aroodporność: cecha materiałów stosowanych powyżej 550ºC, wynikająca z ich
odporności na działanie gorących gazów i produktów spalania, a także odporności na
działanie stopionych soli i metali oraz dobrych właściwości mechanicznych podczas krótko- i
długotrwałych naprężeń cieplnych.
Ż
aroodporność jest związana ze skłonnością stopu do tworzenia zgorzeliny — warstwy
produktów korozji na powierzchni, o zwartej budowie i ściśle przylegającej do podłoża. Stop
posiada wtedy dobrą żaroodporność, gdyż dyfuzja jonów ze środowiska i jonów metalu w
przeciwnym kierunku jest utrudniona, a szybkość tworzenia się zgorzeliny jest mała.
Stal żaroodporna to stal, głównie ferrytyczna lub austenityczna, charakteryzująca się
żaroodpornością (wg definicji jw.).
Zastosowanie — mało obciążone mechanicznie części aparatury chemicznej, kotłów, pieców
przemysłowych, części palników gazowych,skrzynie do nawęglania itp.
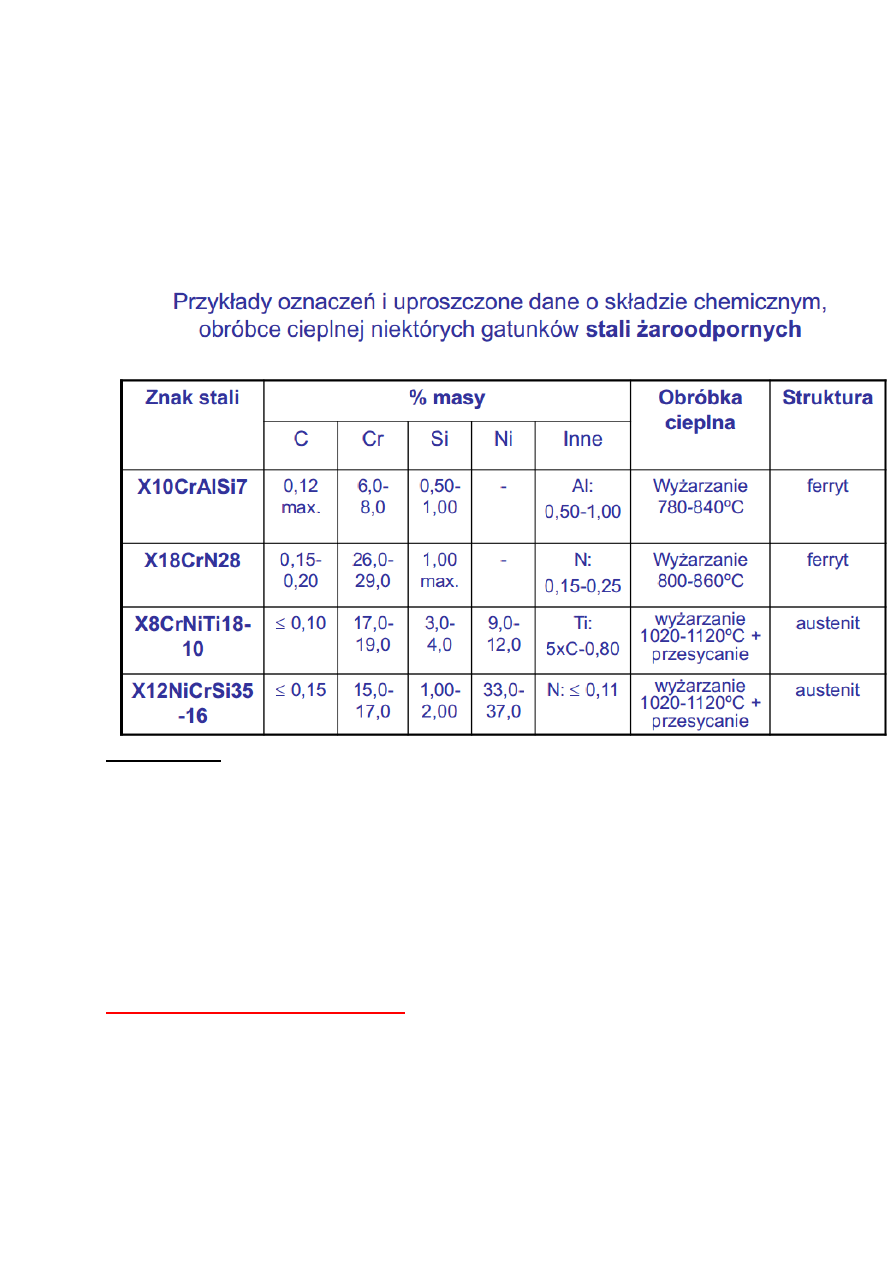
Materiałoznastwo II 66 z 77
Pierwiastki korzystnie wpływające na żaroodporność stali:
Chrom — podstawowy pierwiastek zwiększający żaroodporność. W atmosferach
utleniających tworzy na powierzchni stali ochronną warstwę tlenków. Dodatek ok. 5% Cr
zapewnia żaroodporność w temperaturze do ok. 650°C. Zwiększenie stężenia chromu do ok.
30% powoduje wzrost żaroodporności do ok. 1100°C.
Krzem i aluminium, mimo analogicznego wpływu na żaroodporność, występują w
ograniczonej ilości ok. 2%, ze względu na niekorzystny wpływ na plastyczność stali. Nikiel
nie zwiększa żaroodporności stali.
Stale zaworowe należą do grupy stali żarowytrzymałych z przeznaczeniem na zawory
wylotowe silników spalinowych. Są to stale chromowo-krzemowo-molibdenowe, oraz stale
chromowo-niklowo-wolfra-mowo-molibdenowe z dodatkiem do 0,5% azotu przeznaczone na
najsilniej obciążone zawory wylotowe i wlotowe silników lotniczych i samochodowych. W
zależności od składu chemicznego struktura tych stali może być ferrytyczna H10S2M lub
austenityczna 4H14N14W2M z wydzieleniami wąglików.,
•
Stale o strukturze austenitycznej poddaje się przesycaniu z temperatury 1050-1100
°
C
z chłodzeniem w wodzie i starzeniu w temperaturze 700-750
°
C. W wyniku tej obróbki
otrzymuje się strukturę austenitu z Adyspersyjnymi wydzieleniami węglików M
6
C,
M
23
C
6
oraz węglikoazotków.
113. Pełzanie, sposoby przeciwdziałania.
Pełzaniem nazywamy proces odkształcania plastycznego związany z bardzo małą szybkością
odkształcania. Podczas pełzania w stałej, wysokiej temperaturze metal ulega odkształceniu
plastycznemu pod działaniem prawie stałego naprężenia lub stałego obciążenia, a wielkością
zmieniającą się w czasie jest szybkość odkształcenia.
W zależności od temperatury i naprężenia można wydzielić trzy rodzaje pełzania:
[1]
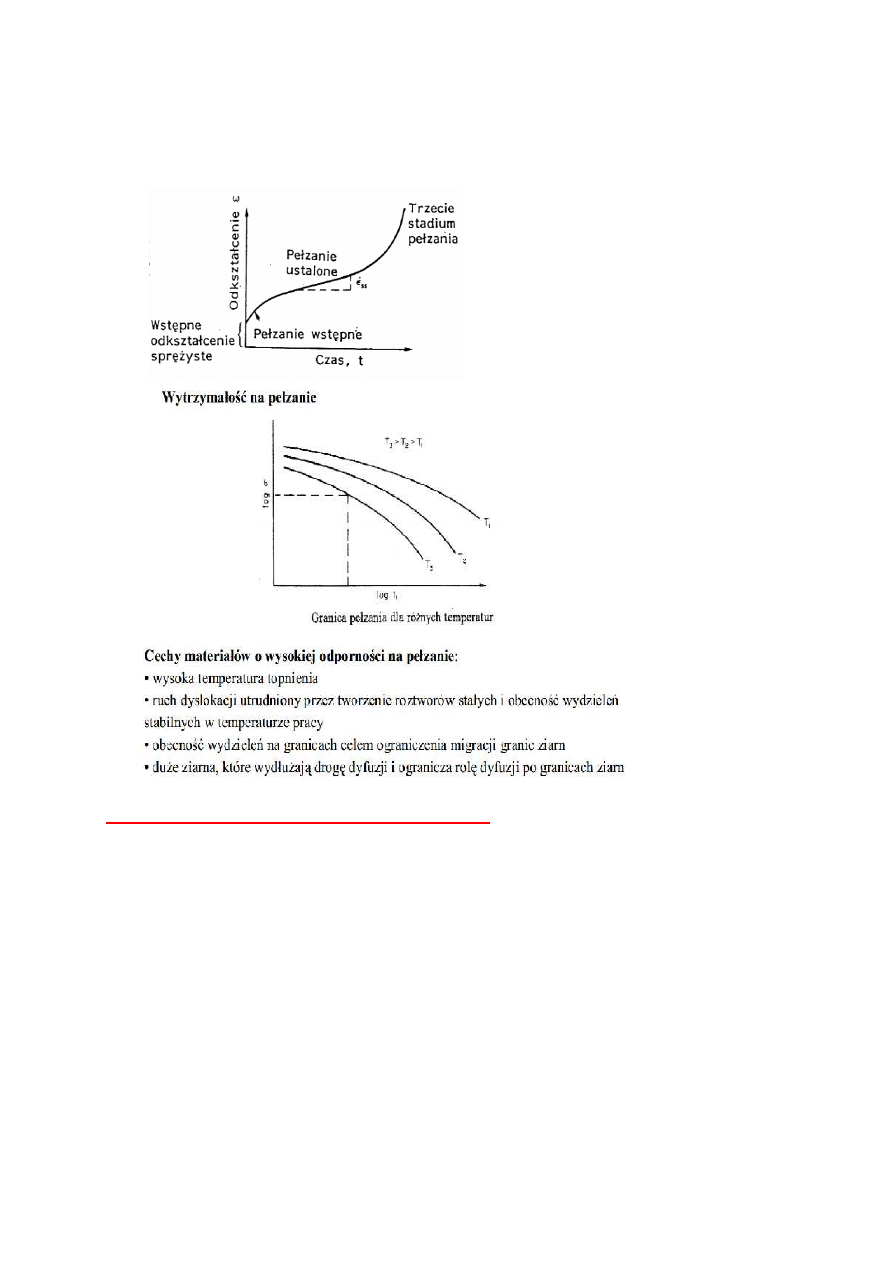
Materiałoznastwo II 67 z 77
•
niskotemperaturowe,
•
wysokotemperaturowe,
•
dyfuzyjne.
114.Stale żarowytrzymałe, rodzaje, obróbka cieplna.
Stal żarowytrzymała posiada odporność na odkształcenia w temp. wyższych od 500°C, czyli
na pełzanie. Żarowytrzymałości sprzyjają te czynniki, które ograniczają samodyfuzję,
prowadzą do powstania trwałych wydzieleń obcych faz, zwłaszcza na granicach ziarn oraz
grube ziarno. W stalach austenitycznych współ. samodyfuzji są znacznie mniejsze niż w
ferrytycznych, dzięki czemu są one bardziej odporne na pełzanie.
Stale niżej stopowe o strukturze ferrytyczno-perlitycznej są stosowane w niższych zakresach
temp. Stale wyżej stopowe, w których podstawowym pierwiastkiem stopowym jest Cr (13-
25%) z dodatkiem Al, Si, Ti są ferrytyczne i mogą być stosowane w zależności od ilości
dodatków stopowych, od 950-1100°C.
Jeżeli zawartość Cr w stalach ferrytycznych jest większa niż 13%, to podczas wygrzewania w
temp. 400-500°C powstaje kruchość, zwana kruchością 475. Można ją usunąć przez
krótkotrwałe wygrzanie powyżej temp. 600°C. W stalach wysokochromowych
wygrzewanych w temp. 600-850°C pojawia się kruchość związana z wydzielaniem się fazy
sigma. obydwa rodzaje kruchości usuwa przesycenie od temp. 1000°.
Materiałoznastwo II 68 z 77
Austenityczne stale żarowytrzymałe to stale chromowo-niklowe z dodatkiem Si, Mo i
mikrododatkami (N, V, Nb, Ti). Zakres temp. pracy tych stali wynosi 850-1150°C i jest tym
wyższy im więcej jest dodatków stopowych.
Stale ferrytyczno-austenityczne są to stale, w których dwufazową strukturę osiąga się przez
zwiększenie udziału pierwiastków ferrytotwórczych i zmniejszenie ilości Ni, przez co obniża
się ich cena, a wytrzymałość nawet rośnie. Są to stale zwane duplex. Mogą być stosowane
jako żarowytrzymałe i odporne na korozję. Do stali wprowadza się mikrododatki Ti, N, Ce,
Nb.
115. Stale nierdzewne ferrytyczne, martenzytyczne i dwufazowe, obróbka cieplna tych stali.
Od stali nierdzewnych wymaga się odporności na korozję atmosferyczną i słabe roztwory
soli, kwasów i ługów.
Stale ferrytyczne – przy zawartości Cr 17%i C<0,05% ferryt jest stabilny, aż do temp.
topnienia. Wykorzystano to do stworzenia stali nierdzewnych ferrytycznych. Są one odporne
na korozję atmosferyczną, na działanie wody i pary wodnej, gorących par ropy naftowej.
Najniżej węglowe są spawalne.
Stale martenzytyczne. Wzrost zawartości C lub N powoduje pojawienie się w stalach
chromowych w zakresie 1000-1100°C pola dwufazowego (ferryt+austenit), które rozszerza
się ze wzrostem zawartości tych pierwiastków. Dzięki temu można je hartować. Hartowność
tych stali jest duża i mogą być hartowane na powietrzu. Po hartowaniu są jednak kruche. Nie
zachodzi w nich przemiana bainityczna, lecz perlityczna z maksimum w temp. 700°C.
Wygrzanie stali w tej temp. przez okres 2 h powoduje zmianę struktury na perlityczną i tym
samym jej zmiękczenie. Po zahartowaniu zawierają dużą ilość austenitu szczątkowego.
Tworzeniu się martenzytu można zapobiec przez wprowadzenie tytanu w ilości koniecznej do
związania C i N. Również Al. stabilizuje ferryt i wiąże N.
Strukturę austenityczną uzyskuje się w stalach prawie bezwęglowych C<0,1%, zawierających
Cr i Ni. Wymagana jest zawartość Ni ok. 8%. . Stale austenityczne wykazują dobrą odporność
na działanie kwasu azotowego, nie są natomiast odporne na kwasy redukcyjne (solny,
siarkowy).
116.Stale kwasoodporne austenityczne.Charakterystyka.
Do stali kwasoodpornych zalicza się stale austenityczne chromowo-niklowe:
- zawierają 17-25% Cr, 8-14% Ni oraz Mn lub N (Zawartośc niklu musi być odpowiednio dobrana do
ilości chromu. Nikiel jest drogi dlatego doży się do tego by było go jak najmniej.)
- ze względu na podobieństwo oddziaływania w niektórych stalach część niklu jest zastąpiona
manganem,jednak konieczne jest zachowanie min.4% Ni
- stale te stosuje się po przesyceniu z temp.1050-1100°C w wodzie. Po przesyceniu stale mają
strukturę austenityczną z bliźniakami,dającą dobre właściwości plastyczne, a tym samym dużą
podatnośc do obróbki plastycznej.W stalach z dodatkiem 2-3,5% Mo stabilizowanych tytanem o
dużym udziale chromu,po przesyceniu może wystąpic ferryt δ,który odznacza się znacznie większym
stężeniem chromu.Jest on metastabilny i w temp.450-550°C wykazuje kruchośc, a w wyżej temp..
ulega przemianie na ferryt α i austenit co może spowodowac zmniejszenie odporności na pękanie i
korozję
- stale te wykazują dużą ciągliwośc,niedużą granicę plastyczności,znacznie większą wytrzymałośc i
udarnośc na rozciąganie.Jeżeli wymaga się od nich dużej wytrzymałości to należy ją stosowac w
stanie zgniecionym.
- są odporne na działanie korozyjne kwasu
siarkowego,fosforowego,octowego,mrówkowego,cytrynowego itp.Nie są natomiast odporne na
działanie kwasu solnego oraz innych kwasów nieorganicznych z wyjątkiem kwasu azotowego.
- stale austenityczne są wrażliwe na korozję naprężeniową,selektywną oraz wżerową
Materiałoznastwo II 69 z 77
117.Rodzaje korozji.Korozja międzykrystaliczna stali kwasoodpornych.
Rodzaje korozji,ze względu:
* na rodzaj środowiska,w którym zachodzi korozja:
- korozja atmosferyczna - morska
- ziemna - elektrolityczna
- biologiczna
- wysoko/nisko tempreturowa
*mechanizm działania:
- chemiczna
- elektrochemiczna
*rodzaj zniszczeń:
-równomierna - szczelinowa
- wżerowa - międzykrystaliczna
- selektywna - naprężeniowa,wodorowa i zmęzceniowa
- erozyjna,kawitacyjna i cierna
Korozja międzykrystaliczna stali kwasoodpornych
W przypadku ponownego nagrzania przesyconej stali austenitycznej w zakresie temp.500-800°C np.
podczas spawania,procesów technologicznych lub pracy, na granicy ziaren powstaje cienka ciągła
siatka węglika M23C6.Zawiera on około 60% Cr i 5,5% C,resztę stanowi żelazo.Powstaje węglika
powoduje zmniejszenie zawartości chromu w sąsiedztwie granic ziaren <12% Cr i zmniane
potencjału elektrochemicznego w strefie i postępującą korozję w środowiskach kororzyjnych np.wody
morskiej.Korozja ta nazywa się korozją międzykrystaliczną i zachodzi bardzo szybko,powodujący
całkowity zanik spójności między ziarnami oraz gwałtowne zmniejszenie właściwości mechanicznych
.W stalach austenitycznych korozja ta może wystąpic w sąsiedztwie spoin, po obydwu ich stronach w
odległości kilku milimetrów od nich, w miejscach wystąpienia temperatury uczulającej.
118.Stale odporne na ścieranie.
Stale odporne na ścieranie:
- zalicza się do nich głównie stale narzędziowe wysokostopowe o wysokiej zawartości węgla
- z reguły zawierają około 11-14% Mn
- bardzo często elementy zrobione z tych stali wykonywane są metodą odlewania bez obróki np.
skrawaniem (z względu na ich dużą twardośc), przez co z teoretycznego punktu widzenia jest to
staliwo
- mają strukturę austenityczną
- najbardziej znaną stalą odporną na ścieranie jest stal Hadfielda.
Zawiera 1,1-1,3% C 12-13% Mn.
Po ochłodzeniu do temperatury pokojowej, jest mieszaniną austenitu i cementytu
manganowego. Stal ta charakteryzuje się bardzo dużą skłonnością do umocnienia podczas
pracy, gdyż pod wpływem zgniotu tworzą się w niej mikrobliźniaki. Twardość takiej stali
wynosi ok. 500 HB.
- stosowane są na gąsiennice pojazdów gąsiennicowych, kosze,kły koparek oraz rozjazdy kolejowe i
tramwajowe
119. Stopy aluminium, stosowane podziały, charakterystyka, zastosowanie.
Podziały stopów aluminium:
-ze względu na sposób wytwarzania (Niektóre stopy mogą byś stosowane w obu
przypadkach
):
-stopy odlewnicze
-stopy do obróbki plastycznej
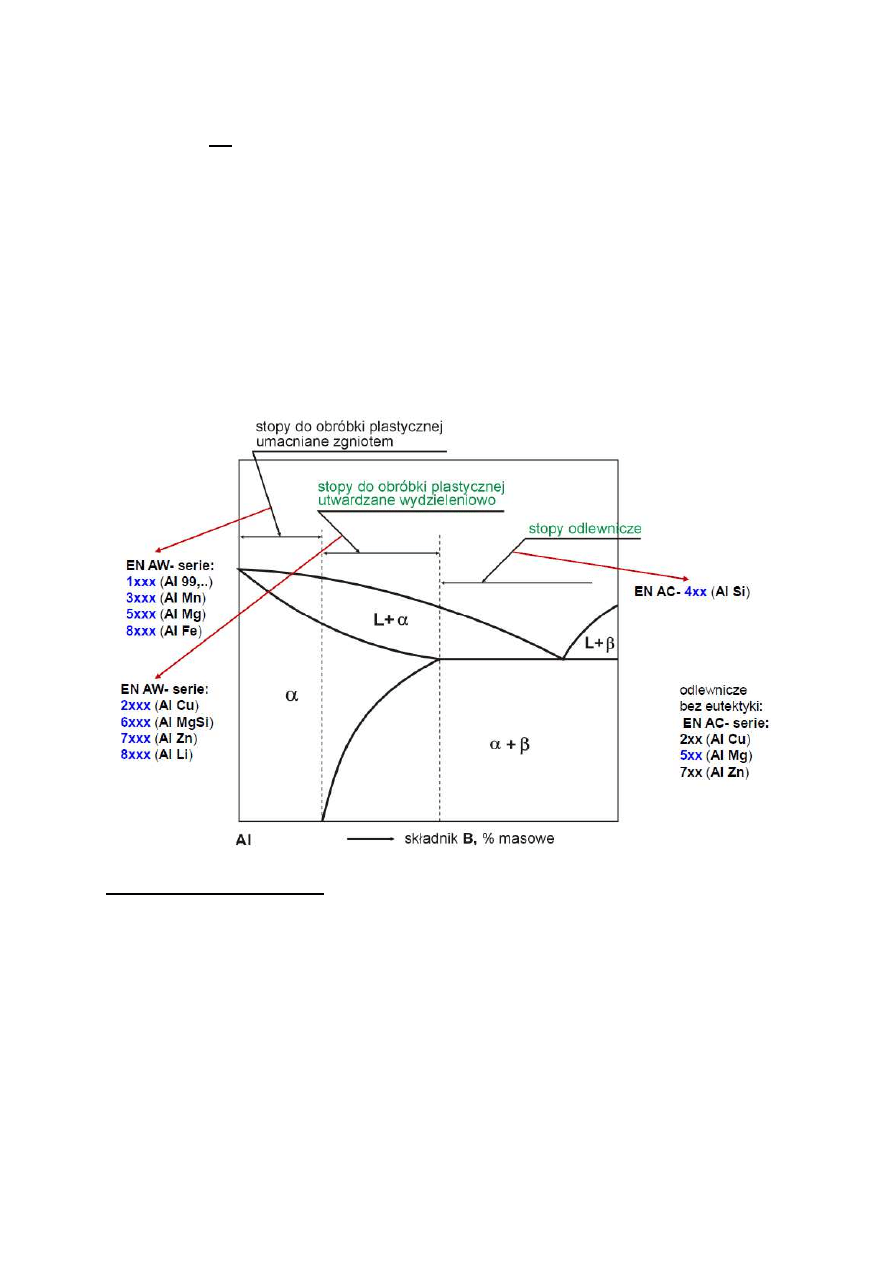
Materiałoznastwo II 70 z 77
-ze względu na podatność do utwardzania wydzieleniowego
-stopy nie utwardzane wydzieleniowo
-stopy utwardzane wydzieleniowo (domena stopów do obróbki plastycznej, coraz
częściej stosowana również w stopach odlewniczych)
-ze względu na ilość pierwiastków stopowych
-stopy dwuskładnikowe
-stopy wieloskładnikowe
Obecnie prawie wyłącznie stosowane są stopy wieloskładnikowe
-ze względu na rodzaj głównego dodatku stopowego
stopy Al-Si (siluminy), Al-Cu (durale miedziowe), Al-Mg, Al-Zn, Al-Mn(Fe), Al-Li...
-ze względu na usytuwanie na wykresie równowagi
Charakterystyka i własności
Czyste aluminium:
- metal plastyczny i ciągliwy;
- mała wytrzymałość na rozciąganie ( Rm < 50 MPa);
- mała twardość (15 HB);
- metal lekki (ρ = 2,7Mg/m3);
- średnio topliwy (TT = 660°C );
- dobra przewodność cieplna i elektryczna;
- odporne na korozję ( ze względu na to, że na ich powierzchni wytwarza się samorzutnie
tlenek blokujący dalszy postęp korozji);
- można je umacniać tylko odkształceniowo;
- krystalizuje w sieci A1;
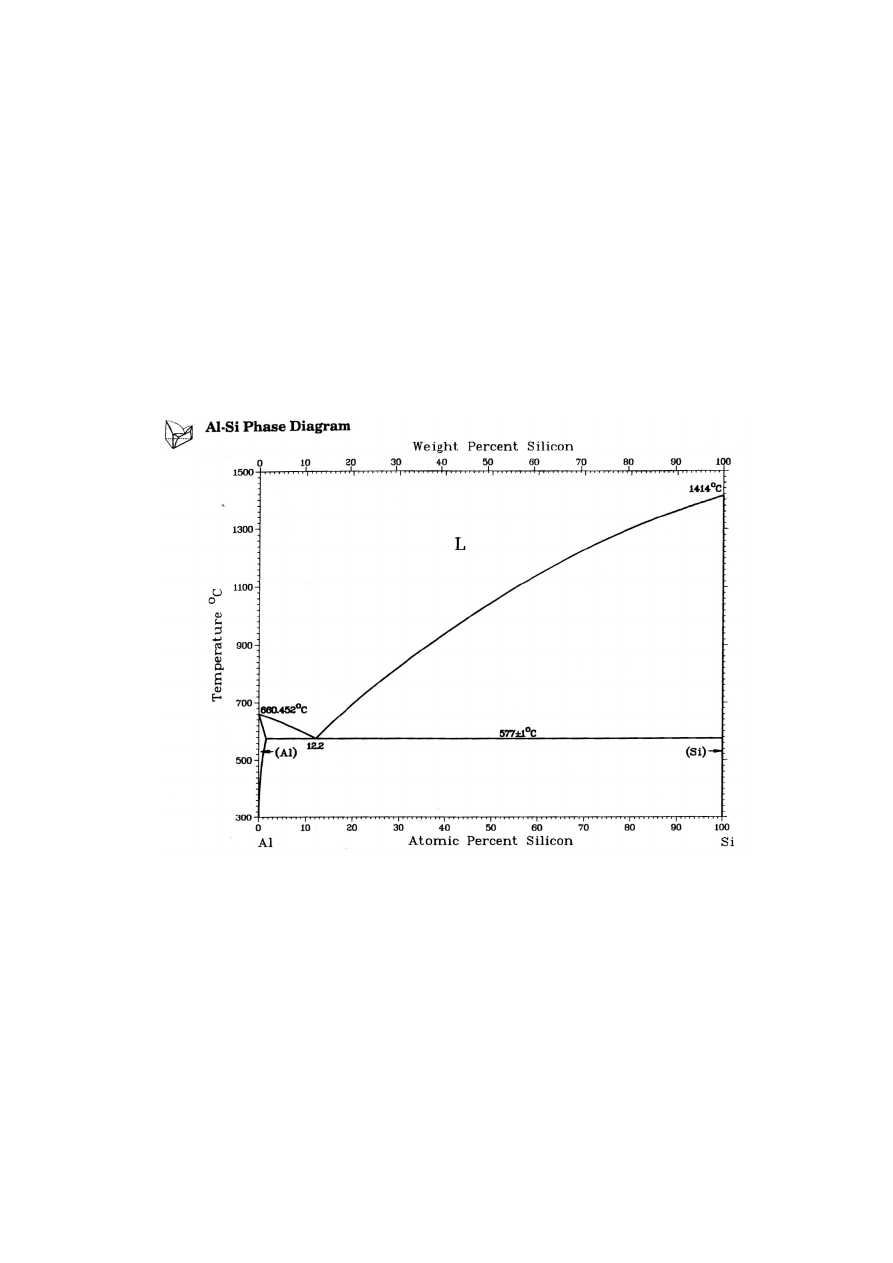
Materiałoznastwo II 71 z 77
- temp. wrzenia 2494°C;
- duży połysk, ale matowieje pod działaniem czynników atmosferycznych;
- odporny na działanie HNO3, kwasów organicznych i tłuszczowych;
- łatwo rozpuszcza się w HCl, w podwyższonej temperaturze i w H2SO4;
-Czysty metal ma gorsze właściwości wytrzymałościowe i mniejszą twardość niż stopy
Siluminy (stopy Al-Si):
Podział:
1)
Wieloskładnikowe: poza Si zawierają dodatki Cu, Mg, Mn(Ni); dodatki te znaczne
polepszają właściwości mechaniczne stopu przez utwardzanie wydzieleniowe.
2)
Dwuskładnikowe:
• Podeutektyczne, zawierające od 4 do 10% Si
• Eutektyczne, zawierające od 10 do 13% Si
• Nadeutektyczne, zawierające od 13 do 30% Si
Właściwości: Twardość zapewniają kryształy Si, jego wydzielenia zapewniają dobrą
odporność na ścieranie, lecz pogarszają obrabialność stopów. Dodatek Cu poprawia
właściwości mechaniczne w podwyższonych temperaturach i obrabialność stopów. Dodatek
Ni zwiększa żaroodporność.
Siluminy mają bardzo dobre właściwości odlewnicze oraz można je stosować na odlewy o
skomplikowanych kształtach i cienkich ściankach. Mały skurcz, duża rzadkopłynność, mała skłonność
do pękania, krzepną w stałej temp. i nie wykazują skłonności do segregacji, dobra odporność na
korozję.
zastosowanie:
- eutektyczne i nadeutektyczne, np. tłoki silników spalinowych (znaczna żarowytrzymałość),
- podeutektyczne, np. elementy dla przemysłu okrętowego i elektrycznego, pracujące w
podwyższonej temperaturze i w wodzie morskiej,

Materiałoznastwo II 72 z 77
- wieloskładnikowe stopy Al z Si, np. głowice silników spalinowych, alufelgi oraz inne
odlewy w przemyśle maszynowym.
S
topy odlewnicze Al-Mg
-
największa odporność na korozję i mała gęstość
(Mg - 1,7g/cm3),
- własności odlewnicze gorsze niż siluminów (nie wchodzimy w obszar eutektyki),
- struktura dwufazowa jest niekorzystna więc:
- przesycanie,
- w niektórych możliwe starzenie - w stopach Al-Mg-Si (utwardzają wydzielenia Mg2Si),
zastosowanie:
- odlewy o dużej odporności na korozję a także silnie obciążone i narażone na uderzenia,
np. armatura morska, elementy aparatury chemicznej, elementy samochodów,
Stopy odlewnicze Al-Cu
– stosowane rzadziej niż stopy Al-Si i Al-Mg.
- trudności technologiczne przy wytwarzaniu odlewów (skłonność do pęknięć na gorąco oraz
porowatości skurczowej),
- możliwe utwardzanie wydz
ieleniowe odlewów (Cu, Mg) => Zwiększenie stężenia Cu oraz Mg
powoduje podwyższenie własności wytrzymałościowych i zmniejszenie własności plastycznych oraz
podatności durali na obróbkę plastyczną
Zastosowanie:
-
na średnio i bardzo obciążo
ne elementy samochodów i maszyn (przemysł motoryzacyjny, lotniczy,
budowlany)
Wieloskładnikowe stopy na bazie układu Al-Zn
(durale cynkowe)
- 0,8÷8,4%
Zn oraz do 3,7%
Mg, do 2,6%
Cu oraz niekiedy dodatki Mn, Cr, Ti, Zr,
- najwyższe właściwości wytrzymałościowe ze wszystkich stopów aluminium,
(Rm do ok. 700 MPa, Rp0,2 do ok. 600 MPa, A5 = 2÷5% )
wady:
- mała odporność
na działanie podwyższonej temperatury,
- mała odporność
na korozję
(szczególnie naprężeniową) – często platerowane Al,
zastosowanie:
- głównie jako stopy do obróbki plastycznej szeroko stosowane na elementy maszyn,
pojazdów,
taboru kolejowego, konstrukcji lotniczych,
- niektóre stopy można stosować jako odlewnicze, np. EN AC-AlZn5Mg, ale nawet po
przesycaniu
i naturalnym starzeniu właściwości są niskie (Rm min 190MPa, Rp0,2 min 120 MPa, A5 =
4%)
*
stopy Al z litem (wieloskładnikowe)
- opracowane niedawno ( do 4% Li),
-
specjalne metody metalurgiczne
(reaktywność Li z tlenem),
-
mniejsza gęstość stopów o ok. 8¸10%
(gęstość Li = 0,53 g/cm3)
=> lżejsze elementy!
- stopy wieloskł
adnikowe do obróbki
plastycznej utwardzane wydzieleniowo,
- wytrzymałość równa lub wię
ksza w
porównaniu z duralami klasycznymi,
- dobra odporność na zmęczenie,
Materiałoznastwo II 73 z 77
- dobra udarność w niskich temperaturach,
zastosowanie:
- elementy nowoczesnych samolotów (poszycie, podłogi, użebrowanie)
120. Obróbka cieplna stopów aluminium, wpływ na własności.
Durale mogą być poddawane utwardzaniu wydzieleniowemu dzięki czemu uzyskują
wysoką wytrzymałość na rozciąganie, przy znacznej plastyczności. Wadą tych stopów jest
stosunkowo niska odporność na korozję. Proces utwardzania stanowi połączone operacje
technologiczne przesycania oraz starzenia.
Przesycanie - polega na uzyskiwaniu przesyconego roztworu stałego (stopu) poprzez
nagrzanie stopu (do temperatury w której następuje rozpuszczenie wydzieleń w roztworze
stałym) i następnie szybkim jego schłodzeniu tak aby te wydzielenia nie powstały w czasie
chłodzenia. Uzyskuje się w ten sposób roztwór w stanie nierównowagowym (przesyconym) -
w roztworze rozpuszczone jest więcej składnika stopowego niż to odpowiada warunkom
równowagi w danej temperaturze.
Starzenie
-
zachodzi wskutek dążenia przez stop znajdujący się w stanie metastabilnym do
stanu równowagi. Osiągnięcie stanu równowagi jest możliwe poprzez wydzielenie z
przesyconego roztworu stałego nadmiaru rozpuszczonego składnika stopowego (miedzi). To
wydzielanie może zachodzić samorzutnie przy temperaturze otoczenia i wtedy nosi nazwę
starzenia naturalnego. Można przyspieszyć ten proces podgrzewając stop. Powstające w
czasie starzenia wydzielenia są bardzo drobne i równomiernie rozmieszczone w roztworze.
Obecność takich wydzieleń umacnia stop podnosząc jego wytrzymałość.
Durale miedziowe:
Obróbka cieplna: przesycanie 495-510stC + starzenie naturalne lub sztuczne (100-200stC)
Durale cynkowe:
Obróbka cieplna: przesycanie (465-480) + starzenie (120-150stC) Starzenie samorzutne musi
trwać min. 60 dni i nie jest stosowane.
121. Odlewnicze stopy aluminium, modyfikowanie, własności, zastosowanie.
Po odlaniu struktura siluminów zawiera grubokrystaliczną fazę -
ββββ
- praktycznie czysty
Si(szczególnie przy wolnym chłodzeniu). Konsekwencją tego jest drastyczny spadek ich
plastyczności. Celem poprawy własności, siluminy poddaje się procesowi modyfikacji:
Siluminy podeutektyczne i eutektyczne, modyfikuje się
sodem
, dodawanym w
postaci mieszaniny NaF,NaCl i KCl. Dodatek Na obniża temp. przemiany eutekt. oraz
powoduje przesunięcie punktu eutektycznego do większego stężenia ( w prawo) - do ok.13%
Si. Strukturę takiego stopu stanowi drobnoziarnista eutektyka (
α + β )
z wydzieleniami
drobnymi fazy
− α.
Siluminy nadeutektyczne, (duże wydzielenia
β {
Si
}),
modyfikuje się
fosforem
,
tworzącym dyspersyjne cząstki stające się heterogencznymi zarodkami krystalizacji cząstek
fazy
β
{Si}- w wyniku czego otrzymuje się w temp. otocznia drobnokrystaliczną eutektykę
(
α +β)
oraz
drobne wydzielenia cząstek fazy
− β{
Si
}
o dużej dyspersji.
Materiałoznastwo II 74 z 77
Efektem modyfikacji siluminów jest wzrost ich własności mechanicznych
Siluminy eutektyczne i nadeutektyczne wykazujące wysoką żarowytrzymałość są stosowane
na wysokoobciążone tłoki silników spalinowych.
Z siluminów podeutektycznych wytwarza się silnie obciążone części dla przemysłu
okrętowego i elektrycznego, pracującego w podwyższonej temperaturze i w H
2
O morskiej.
Wieloskładnikowe stopy Al z Si są stosowane m.in. na głowice silników spalinowych oraz inne
odlewy w przemyśle samochodowym.
122. Mosiądze, stosowane podziały, zastosowanie, własności.
Mosiądz – stop miedzi i cynku, zawierający do 40% cynku. Może
zawierać dodatki innych metali, takich
jak ołów, aluminium, cyna, mangan, żelazo, chrom oraz krzem. Topi się w temp. poniżej
1000 °C (zależnie od gatunku). Powyżej temperatury 907 °C główny składnik stopowy
mosiądzu tj. cynk zaczyna parować powodując tworzenie się zgaru.
Mosiądz ma kolor pomarańczowożółty, przy mniejszych zawartościach cynku zbliżający się
do naturalnego koloru miedzi. Stop ten jest odporny na korozję, ciągliwy, łatwy do obróbki
plastycznej. Posiada dobre właściwości odlewnicze. W niektórych zastosowaniach jego wadą
jest stosunkowo duża gęstość (8,4–8,7 g/cm³).
Mosiądze są na ogół łatwe do obróbki i odporne na korozję. Mosiądz otrzymuje się przez
stapianie składników, a także przez elektrolityczne nakładanie powłok mosiężnych
(mosiądzowanie). Zastosowanie do wyrobu blach, drutów, rur, śrub, części maszyn i
przyrządów.
W normalnych warunkach eksploatacji mosiądz wykazuje dobrą odporność na korozję
atmosferyczną i w wodzie. Jednak w miękkiej, zawierającej chlor wodzie mosiądz podlega
procesowi odcynkowania. Mosiądz jest także narażony na mechanizm korozji
zwany sezonowym pękaniem.
Klasyfikacja:
Ze względu na skład mosiądze dzieli się na:
•
Mosiądze dwuskładnikowe – M95 (CuZn5), M90 (CuZn10), M68 (CuZn32), M60
(CuZn40).
•
Mosiądze ołowiowe – zawierające dodatki ołowiu. Ołów dodawany jest w celu
polepszenia skrawalności materiału. Do mosiądzów ołowiowych należą MO64
(CuZn34Pb3), MO60 (CuZn38Pb1.5), MO59 (CuZn39Pb2),.
•
Mosiądze specjalne – zawierają dodatki takich pierwiastków
jak cyna, aluminium, mangan, żelazo, krzem i/lub nikiel. Należą do nich:
•
Mosiądze cynowe – MC90 (CuZn10Sn), MC70 (CuZn28Sn), MC62 (CuZn38Sn),
•
Mosiądze aluminiowe – MA77 (CuZn20Al2)) MA58 (CuZn38Al3Mn2Fe)
•
Mosiądze manganowe – MM59 (CuZn40Mn), MM55 (CuZn40Mn3Fe)
•
Mosiądz niklowy – MN65 (CuZn29Ni6).
•
Mosiądz krzemowy – MK80 (CuZn16Si3) stosowany także jako odlewniczy.
•
Mosiądze wysokoniklowe – to stopy miedzi, cynku i niklu z dodatkiem manganu. Ze
względu na srebrzysty kolor stop ten popularnie nazywany jest nowym
Materiałoznastwo II 75 z 77
srebrem lub argentanem. Stop ten ma bardzo dobre własności sprężyste i oporność na
korozję – MZN18 (CuNi18Zn27), MZ20N18 (CuNi18Zn20), MZN15 (CuNi15Zn21),
MZN12 (CuNi12Zn24). Mosiądze wysokoniklowe używane są na części sprężyste,
okucia i wyroby jubilerskie. Ponieważ po wypolerowaniu przypominają kolorem srebro,
używane są do produkcji cukiernic, pater, kielichów, sztućców i innych przedmiotów
ozdobnych.
Zastosowanie:
Mosiądze z dodatkiem cyny nazywane są „złotem mannheimskim”, znalazły one
zastosowanie do wyrobu sztucznej biżuterii (80–90% Cu, 7–20% Zn, do 9% Sn)
Mosiądz manganowy MM59 (CuZn40Mn) jest używany do produkcji polskich monet
obiegowych o nominałach 1, 2 i 5 groszy. Z mosiądzu są również monety II
Rzeczypospolitej o nominale 2 i 5 groszy z roku 1923 (pozostałe roczniki bito z brązu).
Z mosiądzu wytwarza się armaturę, osprzęt odporny na wodę morską, np.śruby okrętowe,a
także amunicję, okucia budowlane, w szczególności klamki. Ponadto, elementy maszyn w
przemyśle maszynowym, samochodowym, elektrotechnicznym, okrętowym,
precyzyjnym, chemicznym. Ważnym zastosowaniem mosiądzu jest produkcja instrumentów
muzycznych. Jest on wytrzymalszy od brązu, ponieważ zawiera cynk nadający mu
wytrzymałość, a co za tym idzie – twardość. Jest on bardzo przydatny do obróbki plastycznej
na zimno, np. podczas produkcji łusek amunicji. Ponadto z mosiądzu wytwarza
się monety, medale, świeczniki, puchary,kłódki, moździerze, pomniki, elementy ozdobne
(klamry, klamki) i wiele innych drobnych części oraz wyrobów jak np. odważniki, okucia,
ramy obrazów itp.
Mosiądz dostarczany jest w postaci sztab do odlewania lub prętów, drutów, blach, taśm i rur.
123. Stopy miedzi bez cynku, rodzaje, zastosowanie, własności.
Stopy miedzi –
stopy
metali, w których głównym składnikiem jest
miedź
. Wyjątkiem są
tylko stopy
srebra
i
złota
, które nawet jeśli zawierają tylko 10% jakiegoś z nich nazywa się
już stopami tych metali, mimo że zawierają głównie miedź. W zależności od przeznaczenia,
stopy miedzi dzielą się na odlewnicze i do przeróbki plastycznej.
Wyróżniamy następujące stopy miedzi, w których nie występuje cynk:
•
Brązy są stopami miedzi, w których głównym składnikiem stopowym ponad 2% jest:
cyna, aluminium, krzem, beryl, ołów i inne. W zależności od głównego składnika
stopowego nosi taką nazwę np. brąz krzemowy, brąz ołowiowy itp.
•
Miedzionikle są przerabianymi plastycznie stopami miedzi, w których głównym
składnikiem stopowym jest nikiel w ilości powyżej 2%. Cechą szczególną miedzionikli
jest odporność na ścieranie i korozje oraz dobra plastyczność która umożliwia
wytwarzanie z nich np. monet (MN25)
•
Stopy oporowe miedzi są stopami z niklem (do 41%), cynkiem (do 28%), manganem (do
13%), aluminium (do 3,6%) i żelazem (do 1,5%). Charakteryzują się stosunkowo
wysokim oporem elektrycznym (rezystywnością) i małym współczynnikiem cieplnym
oporu. W tym zagadnieniu należy pamiętać, że opisuje ono stopy miedzi bez cynku,
ale pozostawiłem podgrupę, dla informacji, że istnieją też stopy oporowe z cynkiem!
•
Miedź stopowa jest to główna grupa stopowa miedzi, zawierająca nie więcej niż 2%
głównego dodatku stopowego. Znormalizowane gatunki obejmują miedź arsenową,
chromową, cynową, kadmową, manganową, niklową, siarkową, srebrową, tellurową i
cyrkonową.
Materiałoznastwo II 76 z 77
•
Stopy wstępne miedzi są pomocniczymi, dwu- lub trzyskładnikowymi stopami,
wytwarzanymi w celu ułatwienia wprowadzenia dodatków stopowych lub
technologicznych (odtlenianie). Stop zawierający 50% Al stosowany jest jako dodatek
stopowy przy produkcji brązów i mosiądzów aluminiowych, stop zawierający 12% P —
jako dodatek stopowy lub jako odtleniacz.
WAŻNE: Mosiądze SĄ STOPAMI MIEDZI W KTÓRYCH GŁÓWNYM
SKŁADNIKIEM STOPOWYM JEST CYNK
124. Materiały stosowane na łożyska ślizgowe.
Praca łożyska ślizgowego zależy w dużym stopniu od własności pary materiałów: czopa i
panwi łożyska. Ponieważ czopy wałów są najczęściej stalowe, o dość zbliżonych
własnościach, zatem w celu uzyskania możliwie najkorzystniejszych warunków pracy łożyska
należy dobierać odpowiednie materiały na panwie łożysk (materiały łożyskowe).
Od materiałów łożyskowych wymaga się wysokiej wytrzymałości mechanicznej na
obciążenia statyczne i dynamiczne, odporności na zatarcie, odporności na korozję, małego
współczynnika tarcia odpowiedniej rozszerzalności cieplnej, dobrego przewodzenia ciepła,
dobrej odkształcalności, dobrej obrabialności, a także niskiej ceny. Mimo, że istnieje bardzo
dużo różnych materiałów łożyskowych, żaden z nich nie spełnia wszystkich wymagań. Przy
doborze materiałów łożyskowych należy więc kierować się tymi ich cechami, które są
najbardziej istotne dla pracy określonych łożysk.
Do najczęściej stosowanych materiałów należą stopy łożyskowe, np. stopy cynowe, zwane
babbitami, o składzie: 89%Sn, 8%Sb i 3%Cu lub zbliżonymi(np. krajowy stop Ł83 zawiera
83%Sn, 11% Sb i 6%Cu). Stopy te odznaczają się bardzo dobrymi własnościami ślizgowymi,
dobrą odkształcalnością, odpornością na zatarcie i odpornością na korozję. Stosuje się je w
postaci warstwy wylewnej na podłożu stalowym. Podobne własności mają stopy ołowiowe,
np. Ł16 (16%Sb, 2%Cu, 16%Sn, reszta Pb). Są one nieco bardziej miękkie, ale tańsze.
Do materiałów często stosowanych należą brązy odlewnicze cynowe i ołowiowe o dużej
twardości i wytrzymałości. Używane są do pracy w najcięższych warunkach, m.in. przy
obciążeniach zmiennych i uderzeniowych, gdzie własności wytrzymałościowe są ważniejsze
od własności ślizgowych.
Mosiądze maja niższą wytrzymałość a, ale lepszą odporność na pracę w podwyższonej
temperaturze. Dobre własności antykorozyjne mają stopy aluminium z miedzią, niklem i
krzemem. Ich wadą jest duża rozszerzalność cieplna. Żeliwo jest rzadziej stosowane ze
względu na dość dużą twardość i mają odkształcalność. Do celów specjalnych stosuje się
panewki wielowarstwowe, np. panewki stalowe pokryte warstwą srebra o grubości 0.5-0.7mm
następnie warstwą ołowiu (ok. 0.005mm) z dodatkiem indu. Materiały wielowarstwowe
dobiera się drogą prób do warunków pracy danych łożysk . np. Do łożysk w tłokowych
silnikach lotniczych.
Jeżeli smarowanie łożysk jest bardzo utrudnione lub ze względu na warunki pracy należy go
unikać (w tradycyjnej formie), stosuje się panewki z materiałów porowatych. Najczęściej są
to tuleje prasowane, spiekane i nasycane olejem. Po rozgrzaniu łożyska smar wypływa na
powierzchnię panwi, a po obniżeniu temperatury cofa się w głąb porów
Poza stopami metali na panewki łożysk stosuje się również tworzywa sztuczne (polimery).
Mają one szerokie zastosowanie ze względu na korzystne własności ślizgowe, takie jak: mały
współczynnik tarcia suchego, zdolność samodocierania, odporność na ścieranie, właściwość
tłumienia drgań, cichobieżność, odporność na korozję i łatwość kształtowania. Wadami

Materiałoznastwo II 77 z 77
polimerów są przede wszystkim słabe właściwości mechaniczne, mała przewodność cieplna i
duża rozszerzalność a także zmiana wymiarów wskutek zmian warunków otoczenia. W celu
poprawy ich własności stosuje się różne metody modyfikacji.
Na panewki stosuje się także inne materiały jak twarde drewno (gwajak, dąb), gumę oraz
grafit, a w mechanizmach precyzyjnych kamienie szlachetne (rubin, szafir), szkło i inne
materiały.
W chwili obecnej na panewki łożysk ślizgowych stosuje się również intermetale. Są to
związki międzymetaliczne stanowiące fascynującą grupę nowych materiałów będących
połączeniem tytanu i aluminium w prawie jednakowych udziałach. Wynikowa struktura
związku jest całkiem inna od struktury składników. Związki międzymetaliczne nadają się na
panewki łożysk ze względu na niski ciężar właściwy i dobre własności zachowane w
wysokich temperaturach.
Opracowanie stworzone przez studentów PWr z W-10, kierunek MBM.
Wyszukiwarka
Podobne podstrony:
Nasze opracowanie pytań 1 40
Nasze opracowanie pytań 1 40
Opracowanie pytań z anatomii
opracowanie pytań z optyki
Maszyny Elektryczne Opracowanie Pytań Na Egzamin
opracowanie pytan id 338374 Nieznany
opracowanie pytan karafiata
Opracowanie pytań 2 kolokwium
cw 3 broma opracowanie pytan 810
Nhip opracowanie pytan id 31802 Nieznany
filozofia opracowanie pytań
opracowanie pytan Automatyka
pytania egz ekonimak II, OPRACOWANIE PYTAŃ NA EGZAMIN
Zestaw 88 Kasia Goszczyńska, materiały farmacja, Materiały 3 rok, Od Ani, biochemia, biochemia, opra
opracowane zestawy, OPRACOWANIE PYTAŃ NA EGZAMIN
Opracowanie pytań MAMET METALE
egzamin z sorbentów opracowanie pytań 1 2 JM
więcej podobnych podstron