BEZPIECZEŃSTWO PRACY - nauka i praktyka" 7-8/1999, str. 21-24
mgr inż. AGNIESZKA BROCHOCKA
Centralny Instytut Ochrony Pracy
Materiały filtracyjne z dwuskładnikowych włóknin
pneumotermicznych
Podstawowym materiałem przeciwareozolowych ochron układu oddechowego są powszechnie wytwarzane
materiały filtracyjne zaliczane do dwóch głównych grup: włókniny igłowane, powstałe w wyniku zgrzeblenia
surowca włókienniczego (włókien) i włókniny otrzymywane bezpośrednio z polimeru. W ostatnich latach
obserwuje się znaczący rozwój technik wytwarzania włóknin bezpośrednio z polimeru, takich jak:
•
spun-bonded
•
rozwłókniania folii
•
pneumotermiczna znana w literaturze światowej jako melt-blown
Spośród wymienionych technologii największe zastosowanie do konstrukcji sprzętu ochrony układu
oddechowego znalazła technologia włóknin pneumotermicznych.
Powstała ona w amerykańskim Morskim Laboratorium Badawczym, a pierwsze prace w tej dziedzinie
opublikował Wente [
2
]. Prowadził on badania zmierzające do uzyskania wysoko skutecznego materiału do
filtracji aerozoli, a ich wynikiem były włókniny zbudowane z super cienkich włókien (poniżej l
μm).
Publikacje znane z literatury omawiają głównie warunki wytwarzania włóknin w szczególności techniczne
rozwiązania głowic i dysz. Brak jest natomiast kompleksowego opracowania ujmującego zagadnienia
technologii i właściwości włóknin w odniesieniu do przebiegu zjawiska filtracji aerozoli.
Wprowadzenie ładunku elektrycznego do formowanej włókniny wpłynęło na efektywne zwiększanie
intensywności filtracji przy stałym poziomie oporów przepływu powietrza. Oprócz mechanicznego
zatrzymywania dużych cząstek pyłów, dzięki siłom elektrycznym występuje przyciąganie małych cząstek
przechodzących zwykle przez materiał filtracyjny bez ładunku elektrycznego.
Najpowszechniej stosowaną metodą nanoszenia ładunku elektrycznego jest ładowanie koronowe,
polegające na wytworzeniu różnicy potencjałów między dwiema elektrodami, z których jedną stanowi
przewodząca prąd struna, a drugą - uziemiony wałek odbiorczy włókniny.
Badania prowadzone nad zjawiskiem filtracji aerozoli w filtrach stosowanych do ochrony układu
oddechowego [
2
,
3
] wykazały niestabilność wielkości ładunku zgromadzonego w materiałach filtracyjnych
wytwarzanych tą metodą. Istnieje zatem potrzeba opracowania innego sposobu powstawania ładunków
elektrycznych w materiałach filtracyjnych. Powinien on zapewniać trwalsze związanie ładunków z
elementarnym składnikiem włókniny, jakim jest włókno. Z danych literaturowych [
2
,
4
,
5
] wynika, że
wymagania te spełnia elektryzowanie w wyniku wytworzenia efektu tryboelektrycznego. Prace takie
podejmowano w odniesieniu do włóknin igłowanych.
Z uwagi na znaczne grubości włókien stosowanych do ich wytwarzania (średnica 15-25
μm) i w
konsekwencji dużą porowatość, przydatność tych materiałów była ograniczona do filtracji wstępnej (dużych
cząstek aerozoli).
W celu poprawy skuteczności filtracji podjęto próby opracowania mieszankowych włóknin igłowanych
wykorzystujących efekt tryboelektryczny [
4
,
5
,
6
]. Prezentowane wyniki prac wykazują, iż efekt ten
uzyskany przy zastosowaniu dwóch rodzajów włókien pochodzących z różnych miejsc szeregu
tryboelektrycznego (różnoimienne ładunki), wpływał znacząco na poprawę skuteczności filtracji tych
materiałów. Jednakże trudności technologiczne w przerobie surowca włókienniczego bez preparacji
antyelektrostatycznej, która przeciwdziała zjawisku elektryzacji, sprawiają, że technologia ta do dziś nie
znalazła powszechnego zastosowania.
Alternatywą dla elektretowych włóknin igłowanych mogłaby być technika pneumotermiczna. Jednoczesne
formowanie dwóch różnych włókien (dwa różne polimery) stwarza teoretyczne możliwości wywołania
ładunków różnoimiennych i zwiększenia skuteczności filtracji wytworzonej z nich włókniny. Skłoniło to
autorów do podjęcia badań zmierzających do określenia możliwości wytworzenia dwuskładnikowej
włókniny pneumotermicznej z efektem tryboelektrycznym.
W kraju prowadzono badania nad procesem otrzymywania włóknin pneumotermicznych z polipropylenu,
który ze względu na bardzo dobre właściwości przetwórcze jest spośród innych polimerów najczęściej
przetwarzanym surowcem.
Z opublikowanych materiałów wynika, że podejmowano także próby [
2
] wytworzenia włókniny
pneumotermicznej z mieszanki polimerów o różnych własnościach dielektrycznych. Ponieważ do tego celu
wykorzystywano tylko jedną wytłaczarkę, ograniczało to rodzaj stosowanego granulatu polimerów o
zbliżonych właściwościach. Ze względu na brak kontroli stopnia równomierności wymieszania proces był
trudny do monitorowania, a włóknina o dobrych parametrach powstawała jedynie w wąskim przedziale
temperatur poszczególnych stref grzejnych, wydatku polimeru i powietrza. Nie ma natomiast jakiejkolwiek
informacji o próbach wytwarzania włóknin z dwóch różnych polimerów wytłaczanych niezależnie przez dwie
współpracujące ze sobą wytłaczarki. W związku z tym zastosowano rozwiązanie techniczne umożliwiające
przeprowadzenie takich eksperymentów. Przygotowano stanowisko do wytwarzania włóknin, stosując
rozwiązanie z dwiema wytłaczarkami działającymi niezależnie.
W tej pracy skoncentrowano się nad procesem wytwarzania materiałów filtracyjnych na bazie
dwuskładnikowych włóknin pneumotermicznych wytłaczanych jednocześnie z dwóch wytłaczarek. Przyjęto,
iż polimery różnić się będą charakterystyką elektryczną, w szczególności zaś odmiennymi właściwościami
dielektrycznymi. Założono, iż takie formowanie włóknin pozwoli na tryboelektryczne wywoływanie ładunków
różnoimiennych w istotny sposób poprawiających efektywność filtracji aerozoli. Podstawą przyjęcia takiej
tezy były wyniki prac dotyczących włóknin igłowanych wytwarzanych z mieszanek włókien pozbawionych
preparacji różniących się parametrami stałej dielektrycznej [
4
] oraz włóknin pneumotermicznych
wytwarzanych z mieszanki polimerów o różnych własnościach dielektrycznych przy wykorzystaniu jednej
wytłaczarki.
Charakterystyka materiału badawczego
Jak wykazały badania wstępne [
2
,
3
,
4
] metodą pneumotermiczną można wytwarzać włókniny z różnych
surowców termoplastycznych. Najbardziej odpowiedni dla tej technologii - jak już wspomniano wcześniej -
jest polipropylen zarówno z powodu łatwego przetwarzania, jak i ze względów ekonomicznych.
Z przeglądu literatury [
3
,
1
] wynika, że do wytwarzania włóknin metodą pneumotermiczną należy stosować
polimer o wysokich wartościach wskaźnika płynięcia (niska lepkość). Z dostępnych w kraju polimerów do
dalszych badań wytypowano poliester produkowany w Toruńskich Zakładach Włókien Chemicznych
ELANA typ Elpet 2A, polipropylen typ Malen P S-702 produkowany przez Petrochemię Płocką, polistyren
koreański typ PSM-118, poliamid produkowany przez Gorzowskie Zakłady Włókien Chemicznych STILON
S.A. typ S-23, S-25 oraz poliamid szwajcarski GRILON typ A28 Natur. Granulaty z poliamidu 6 wytwarzane
w Zakładach STILON noszą nazwę handlową STILAMIDY S. Charakteryzują się one dobrymi
właściwościami dielektrycznymi, niskim współczynnikiem tarcia oraz odpornością na działanie wielu
substancji chemicznych. Wadą tych granulatów jest duża absorbcja wody.
Charakterystyka procesu technologicznego
Schemat stanowiska badawczego do formowania włóknin dwuskładnikowych metodą pneumotermiczną
przedstawiono na rysunku 1. Stanowisko składa się z dwóch wytłaczarek typu BX-12, z których każda ma
własne oprzyrządowanie. Wspólnym ich elementem jest urządzenie odbiorcze służące do formowania runa
włóknistego.
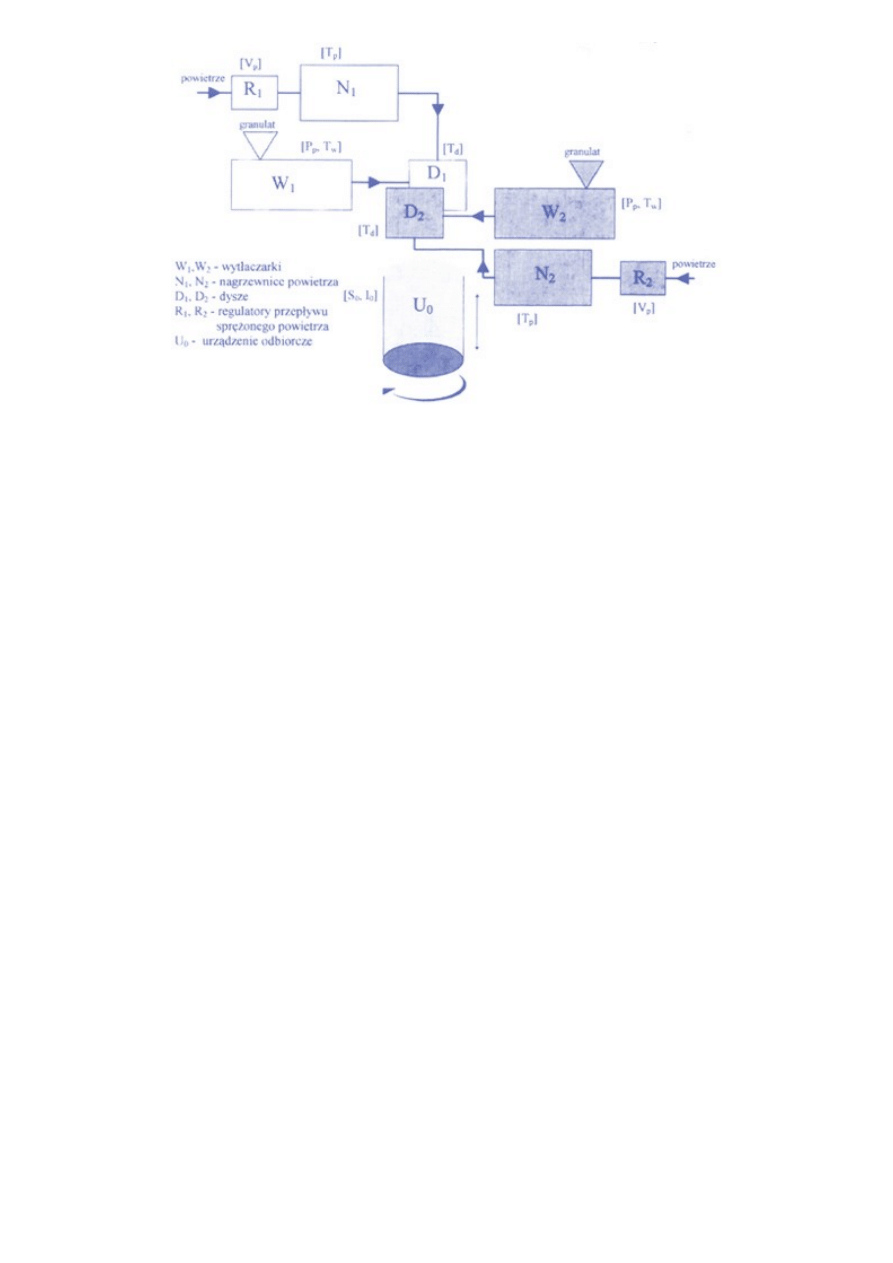
Rys. 1. Schemat blokowy stanowiska doświadczalnego do formowania dwuskładnikowych włóknin metodą
pneumotermiczną
Wprowadzone do wytłaczarek W
1
, W
2
granulaty polimerów zostają stopione i wstępnie ogrzane do
temperatur T
w
. Stopy polimerów o wydatkach P
p
są wprowadzane do dysz (D
1
, D
2
), gdzie zostają ogrzane
do temperatur T
d
i wytłaczane przez odpowiednio rozmieszczone otworki. Po wyjściu z otworków są
rozdmuchiwane silnymi strumieniami gorącego powietrza o temperaturach T
p
i wydatkach V
p
zasilanych z
nagrzewnic powietrza (W
1
, N
2
). Powstające mikrowłókienka są rozciągane w strefie między dyszami a
urządzeniem odbiorczym U
0
. Obracający się ze stałą prędkością walec zbiera padające na niego włókienka
tworząc zwarte runo (włókninę).
Walec ten obraca się wokół własnej osi ze stałą prędkością obrotową 91 obr/min oraz przesuwa się
jednocześnie ruchem jednostajnym z nastawianą prędkością. Może on również przesuwać się w kierunku
pionowym, następuje wtedy zmiana odległości między wylotem dysz a powierzchnią walca.
Do zasilania dysz stopionym polimerem zastosowano wytłaczarki laboratoryjne firmy AXON o średnicy
ślimaka 12 mm. Każda z nich ma cztery strefy grzewcze o możliwości regulacji temperatur wytłaczania w
zakresie 20-999°C. Podstawowym elementem wytłaczarki jest ślimak, którego prędkość obrotowa zależy
od obrotów silnika regulowanych za pomocą falownika. Ślimak jest luźno połączony z wałem napędowym i
utrzymywany w miejscu przez przeciwnie skierowane ciśnienie wytwarzane wskutek uplastyczniania się
materiału. Do cylindra ślimaka zamocowano lej dozujący, do którego wsypuje się granulat. Cylinder ślimaka
w strefie pobierania granulatu jest zaopatrzony w kanały chłodzące.
Przebieg badań
Wszystkie badane włókniny uzyskano na omówionym stanowisku doświadczalnym. Badaniom poddano
następujące włókniny jednorodne i dwuskładnikowe:
•
włókniny jednorodne
PP - włóknina polipropylenowa
PA - włóknina poliamidowa
PES - włóknina poliestrowa
PS - włóknina polistyrenowa
•
włókniny dwuskładnikowe
PP/PP - włóknina z granulatu polipropylenowego
PP/PA - włóknina z granulatu polipropylenowego i poliamidowego
PP/PES - włóknina z granulatu polipropylenowego i poliestrowego
PP/PS - włóknina z granulatu polipropylenowego i polistyrenu
Włókniny przeznaczone do badań miały jednakową masę powierzchniową wynoszącą ok. 120 g/m
2
. Dla
konkretnego przypadku ustalono warunki technologiczne pracy pierwszej i drugiej wytłaczarki, a następnie
ich wspólnego działania. Prace te prowadzono dla jednego rodzaju polimeru - polipropylenu. Te same
czynnności powtórzono dla następujących polimerów: poliamidu, poliestru i polistyrenu. Efektem tych prac
było wytworzenie ww. mieszankowych włóknin pneumotermicznych.
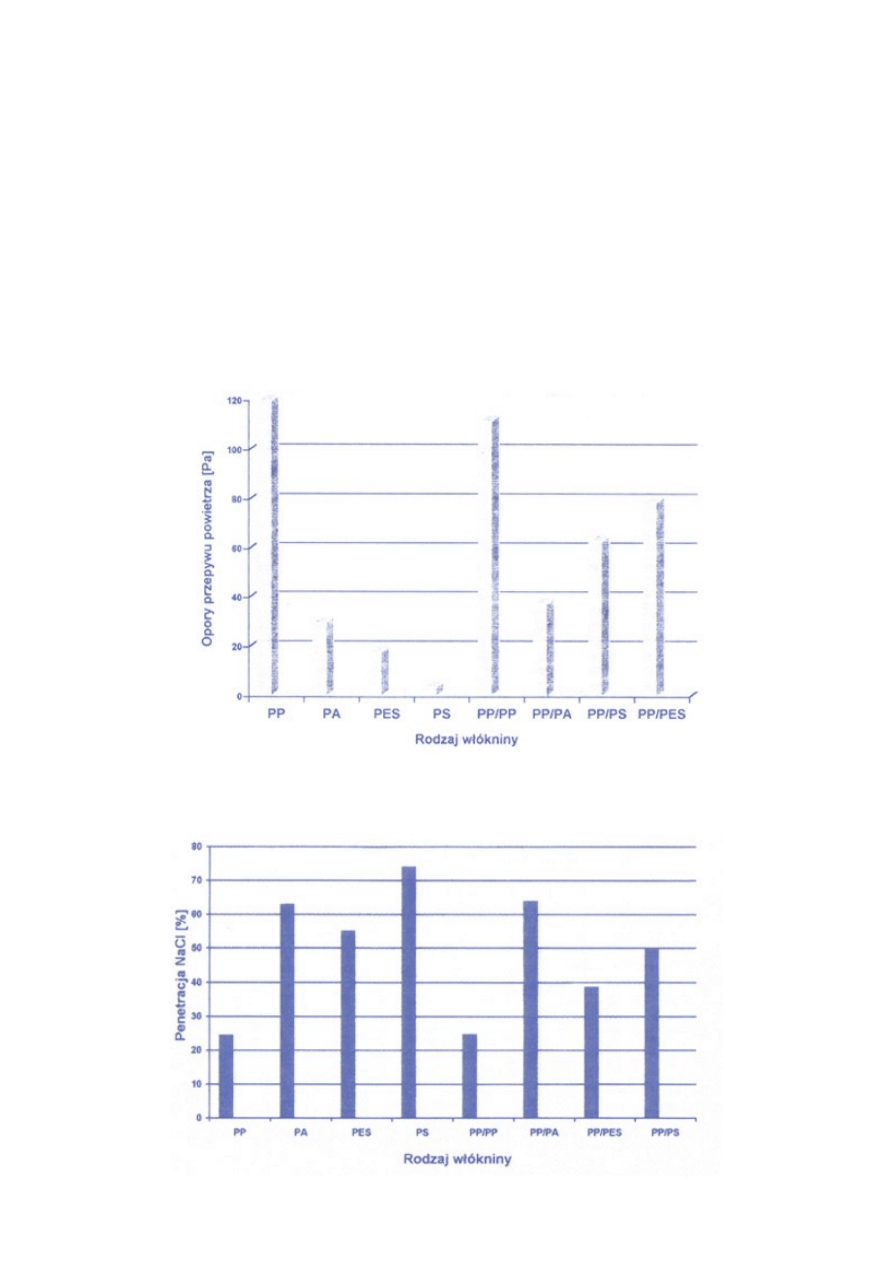
Dla jedno- i dwuskładnikowych włóknin wyznaczono właściwości filtracyjne:
Opór przepływu powietrza
Wyznaczenie oporu przeprowadzono w warunkach ciągłego przepływu powietrza o objętościowym
natężeniu 95 l/min. Opór przepływu określano za pomocą mikromanometru elektronicznego jako różnicę
ciśnień statycznych przed i za włókniną.
Penetracja aerozolem chlorku sodu
Wskaźnik penetracji, rozumiany jako stosunek koncentracji aerozolu za filtrem do koncentracji aerozolu
przed filtrem, wyznaczono stosując aerozol chlorku sodu, w którym masowa mediana średnicy cząstek
wynosiła 0,6
μm. Penetrację określano przy objętościowym natężeniu przepływu 95 l/min. Wyniki badań
przedstawiono w tabeli, a przebieg zmian oporów przepływu powietrza i wskaźnika penetracji NaCl na
rysunkach 2 i 3.
Rys. 2. Wartości oporów przepływu powietrza dla pneumotermicznych włóknin jednorodnych i
dwuskładnikowych
Rys. 3. Wartości penetracji NaCL dla włóknin pneumotermicznych jednorodnych i dwuskładnikowych
CHARAKTERYSTYKA WŁAŚCIWOŚCI FILTRACYJNYCH PNEUMOTERMICZNYCH WŁÓKNIN
JEDNORODNYCH l DWUSKŁADNIKOWYCH
Właściwości filtracyjne
Rodzaj włókniny
PP PA PES PS PP/PP PP/PA PP/PES PP/PS
Opory przepływu powietrza [Pa] 141 30
18
4
112
37.7
79.2
63
Wskaźnik penetracji NaCl [%]
23.5 63 55.1 74
24.7
64
38.6
49.6
Wnioski
Przedstawione w tabeli 1 wyniki badań penetracji i oporu przepływu powietrza wykonane dla wytworzonych
pneumotermicznych włóknin jednorodnych i dwuskładnikowych wykazały, że włókniny te posiadały
zadowalające właściwości pod względem oporu przepływu powietrza, przy jednoczesnej znacznej wartości
penetracji chlorku sodu. Najniższe opory oddychania uzyskała jednorodna włóknina poliamidowa,
poliestrowa i polistyrenowa oraz dwuskładnikowa włóknina polipropylenowo-poliestrowa. Natomiast
najniższy wskaźnik penetracji NaCl uzyskała jednorodna włóknina polipropylenowa, dwuskładnikowa
włóknina z granulatów polipropylenowych oraz dwuskładnikowa włóknina z granulatu polipropylenowego i
poliestrowego. Jednak zastosowanie włóknin pneumotermicznych z dwóch polimerów w stosunku do
jednorodnej włókniny polipropylenowej nie spowodowało polepszenia penetracji.
Zaprezentowane wyniki badań oporu przepływu powietrza i penetracji metodą chlorku sodu należy
rozpatrywać jednocześnie, gdyż materiały filtracyjne stosowane w sprzęcie ochrony układu oddechowego
muszą stanowić kompromis między wysoką skutecznością usuwania cząstek z przepływającego przez nie
powietrza a niską wartością oporu przepływu powietrza, decydującym o fizjologicznym komforcie ochrony.
Z przedstawionych wykresów (rys.
2
,
3
) wynika, że pod względem oporów przepływu powietrza każdy
rodzaj wytworzonej włókniny spełnia wymagania norm i może być stosowany w sprzęcie ochrony układu
oddechowego. Jednakże wartość penetracji klasyfikuje te materiały powyżej najniższej klasy ochronnej.
Spełnienie wymagań w zakresie obu tych parametrów jednocześnie decyduje dopiero o własnościach
filtracyjnych materiałów przeznaczonych na ochrony układu oddechowego. Z tego względu wytworzone
dwuskładnikowe włókniny pneumotermiczne nie spełniają tych wymagań. Mogą być wykorzystywane
jedynie jako filtr wstępny, którego zadaniem jest oczyszczanie powietrza z grubych cząstek, a który
umieszczony jest przed filtrem głównym. Właściwości uzyskanego materiału dają podstawę do
prowadzenia dalszych prac związanych z wprowadzeniem ładunku elektrycznego metodą wyładowań
koronowych, która przyczyniłaby się do uzyskania włókniny filtracyjnej spełniającej wymagania norm w
zakresie obu parametrów filtracyjnych.
PIŚMIENNICTWO
[1] Ciach T., Czwarno L., Gradoń L.: Metody zwiększania sprawności filtracji materiałów włókninowych.
Gotowe włókniny filtracyjne. Prace Wydziału Inżynierii Chemicznej i Procesowej Politechniki Warszawskiej,
T.XXII, z. 1-2, 1995
[2) Ciach T., Czwarno L., Gradoń L.: Metody zwiększania sprawności filtracji materiałów włókninowych.
Włókniny pneumotermiczne. Prace Wydziału Inżynierii Chemicznej i Procesowej Politechniki Warszawskiej,
T.XXII, z. 1-2, 1995
[3] Krzyżanowski J.: Struktura właściwości włóknin formowanych z polipropylenu techniką
pneumotermiczną przy zmiennych parametrach energetycznych. Praca doktorska IW, 1986
[4] Smith P.A., East G.C., Brown C.R., Wake D.: Generation of triboelectric charge in extile fibre mixtures
and their use as air filters. Journal of Elektrostatic t.21, s. 81, 1988
[5] Brochocka A.: Efekt tryboelektryczny w materiałach włókninowych. Bezpieczeństwo Pracy nr 10,
październik 1997
[6] Gajewski A.S.: Elektryczność statyczna. Instytut Wydawniczy Związków Zawodowych, Warszawa 1987
Wyszukiwarka
Podobne podstrony:
Bezpieczenstwo Pracy id 83546 Nieznany (2)
BEZPIECZENSTWO PRACY id 83388 Nieznany
Kodeks pracy 2 id 238409 Nieznany
bezpieczeL,,stwo id 83362 Nieznany (2)
karta pracy id 101250 Nieznany
bezpieczne szczepienia id 83941 Nieznany (2)
Bezpieczenstwo zima id 83651 Nieznany
prawo pracy 2 id 387699 Nieznany
Ekonomia Pracy id 156008 Nieznany
materiaLy Prawo pracy id 284270 Nieznany
Kodeks Pracy 7 id 238405 Nieznany
Bezpieczna kapiel id 83433 Nieznany (2)
Bezpieczenstwo sieci id 83776 Nieznany
Bezpieczne wakacje id 83944 Nieznany
Bezpieczenstwo sciaga id 83454 Nieznany (2)
Bezpieczniki v klasa id 83970 Nieznany (2)
dowody przed sadem pracy id 141 Nieznany
Prawo pracy 6 id 387711 Nieznany
więcej podobnych podstron