
Obliczanie niepewności
metody:
„Oznaczanie kadmu wydzielanego z
wyrobów ceramicznych metodą
spektrometrii absorpcji atomowej
(AAS)
„
Przykład zaczerpnięty z przewodnika
EUROCHEM/CITAC
Grudzień 2002

Wprowadzenie
Przykład ilustruje oszacowanie niepewności metody
empirycznej , oznaczania metalu wydzielonego z
wyrobów
ceramicznych,
szklanych,
szklano-
ceramicznych oraz wyrobów z emalią szklistą. Metoda
jest stosowana do oznaczania metodą spektroskopii
absorpcji atomowej (AAS) ilości ołowiu lub kadmu
ługowanego z powierzchni wyrobów ceramicznych za
pomocą 4% (v/v) wodnego roztworu kwasu octowego.
Wyniki otrzymane tą metodą analityczną powinny być
porównywalne z innymi wynikami otrzymanymi ta sama
metodą.
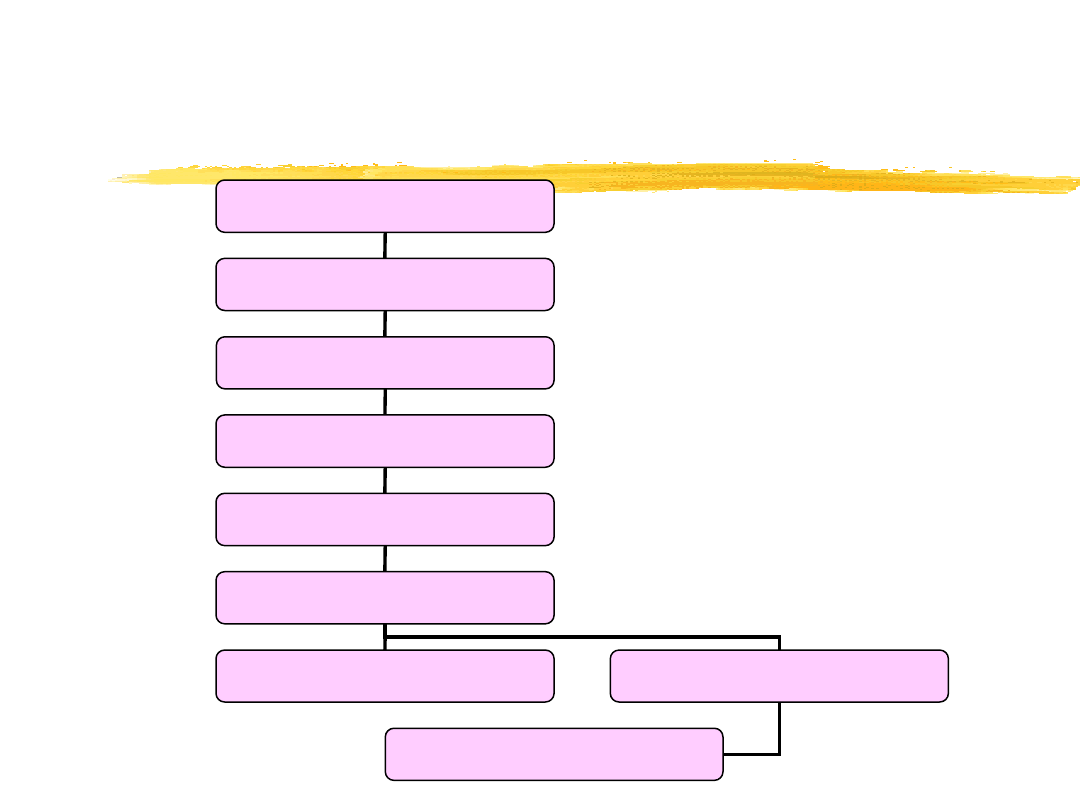
Procedura oznaczania metalu
ulegającego ekstrakcji
przygotowanie
Kondycjonowanie powierzchni
Napełnianie
4% v/v kwasem octowym
Ługowanie
Oznaczenie metodą AAS
WYNIK
Kaibracja AAS
Przygotowanie wzorców do kalibracji
Homogenizacja ługu
Wielkość mierzona
2
dm
mg
f
f
f
d
V
c
r
temp
czas
kwas
V
L
o
Gdzie:
r – masa wymytego kadmu wyrażanego na jednostkę
powierzchni naczynia
c
o
- zawartość kadmu w roztworze ekstraktu
d – współczynnik rozcieńczenia
V
L
– objętość wyługowanego roztworu
f
kwas
, f
czas
, f
temp
– wpływ stężenia kwasu czasu,
temperatury

Czynniki wpływające na
uzyskany wynik
Próbkę kondycjonuje się w (22 ± 2)
o
C. Określa się powierzchnie wyrobu. W
niniejszym przykładzie zmierzona powierzchnia wynosi 2,37 dm
2
Kondycjonowana próbkę napełnia się 4 % (v/v) roztworem kwasu w
temperaturze (22 ± 2)
o
C do poziomu 1 mm poniżej punktu przelania,
mierzonego od górnego brzegu próbki, albo w granicach do 6 mm od najwyższej
krawędzi próbki o płaskim lub nachylonym brzegu
Użytą ilość 4% (v/v) kwasu octowego zapisuje się z dokładnością ± 2% (w tym
przypadku zużyto 332 ml kwasu)
Próbkę pozostawia się w temperaturze (22 ± 2)
o
C w ciągu 24 godzin chroniąc w
odpowiedni sposób przed stratami w wyniku odparowania
Po ostaniu roztwór miesza się, żeby go ujednorodnić, pobiera się próbkę
analityczną i w razie potrzeby rozcieńcza d – krotnie, a następnie analizuje
metodą AAS przy odpowiedniej długości fali z wykorzystaniem krzywej
kalibracyjnej wyznaczonej metodą najmniejszych kwadratów.
Oblicza się wynik i przedstawia jako ilość kadmu w całej objętości roztworu
ekstrahującego i wyraża w miligramach kadmu na centymetr kwadratowy
powierzchni.
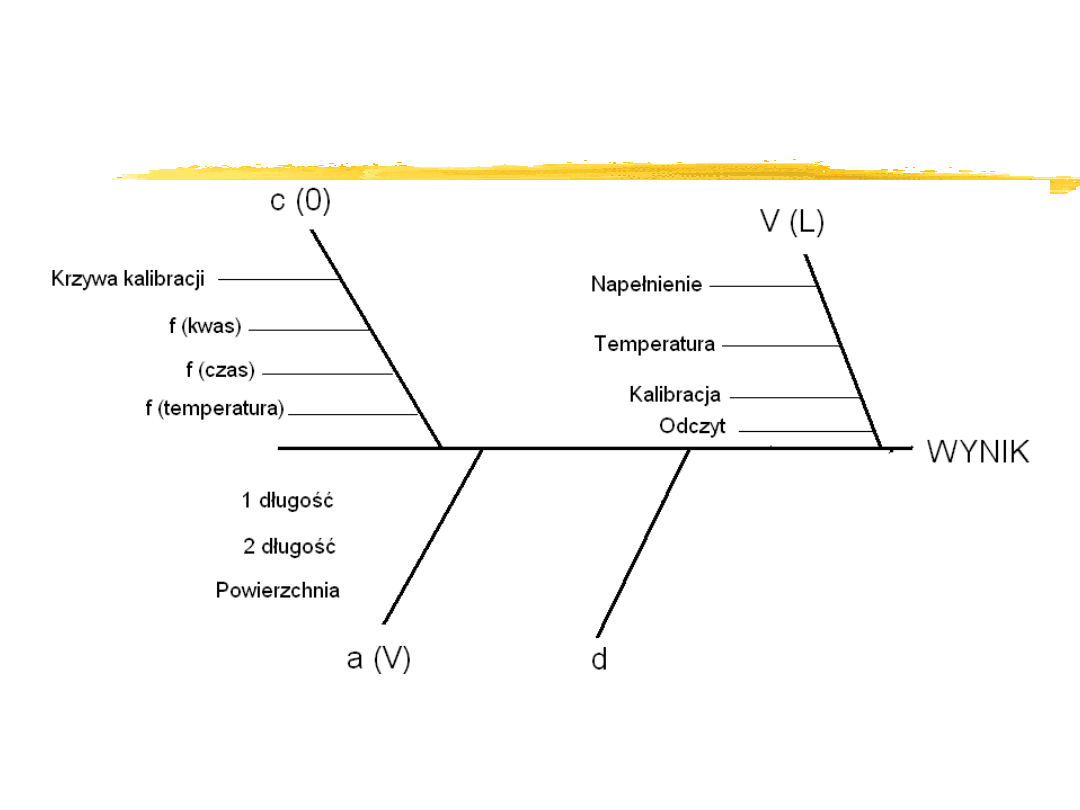
Identyfikacja i analiza źródeł
niepewności
Diagram Ishikawy, schemat przyczyn i skutków.

Wyrażenie liczbowe źródeł
niepewności
Czynniki jakie należy uwzględnić przy obliczaniu
niepewności to:
Współczynnik rozcieńczenia d
Objętość V
L
Stężenie kadmu c
0
Pole powierzchni a
v
Wpływ temperatury f
temp
Wpływ czasu f
czas
Stężenie kwasu f
kwas

Wyrażenie liczbowe źródeł
niepewności
Współczynnik rozcieńczenia
W niniejszym przykładzie rozcieńczanie roztworu ługu
poekstrakcyjnego nie było konieczne, dlatego tego udziału
niepewności nie brano pod uwagę

Wyrażenie liczbowe źródeł
niepewności
Objętość V
L
Na niepewność objętości mają wpływ:
Napełnianie
Temperatura
Odczyt
Kalibracja
Wyrażenie liczbowe źródeł
niepewności
Objętość V
L
Napełnianie -
metoda ta
wymaga napełnienia naczynia
do 1 mm od brzegu. W
przypadku typowych naczyń
stołowych lub kuchennych 1
mm
stanowi
około
1
%
wysokości naczynia. Naczynie
jest
zatem
wypełniane
w
99,5%
± 0,5% objetości
(tzn. V
L
będzie wynosić w
przybliżeniu 0,995 ± 0,005
objętości naczynia)
ml
6676
,
0
6
332
005
,
0
Wyrażenie liczbowe źródeł
niepewności
Objętość V
L
Temperatura – zakres
dopuszczalnych temperatur
kwasu octowego mieści się
od 20 do 24
0
C. Zmienność
temperatury może
spowodować niepewność
oznaczenia objętości.
Niepewność standardowa
objętości 332 ml przy
założeniu rozkładu
prostokątnego temperatury
wynosi:
ml
08
,
0
3
10
1
,
2
2
332
4
3
)
(
2
O
H
T
V
T
u
Wyrażenie liczbowe źródeł
niepewności
Objętość V
L
Odczyt – objętość zapisuje się
w praktyce z dokładnością
2%, gdyż cylinder miarowy
daje błąd około 1% (tj. 0,01
V
L
). Niepewność standardową
oblicza się przy założeniu
rozkładu trójkątnego
ml
36
,
1
6
332
01
,
0
Wyrażenie liczbowe źródeł
niepewności
Objętość V
L
kalibracja
–
zgodnie
ze
specyfikacja producenta błąd
wynikający z kalibracji cylindra
o pojemności 500 ml mieści
się w przedziale 500
2,5 ml.
Niepewność standardową oblicza
się przy założeniu rozkładu
trójkątnego
ml
02
,
1
6
5
,
2
Objętość V
L
Połączenie składowych, zgodnie z prawem propagacji
błędu, daje niepewność standardową u(Vl) objętości V:
Więc względna niepewność standardowa objętości
wynosi:
ml
V
u
83
,
1
02
,
1
36
,
1
08
,
0
67
,
0
)
(
2
2
2
2
0055
,
0
332
83
,
1
)
(
ml
ml
V
V
u
Wyrażenie liczbowe źródeł
niepewności
Wyrażenie liczbowe źródeł niepewności
Stężenie kadmu c
o
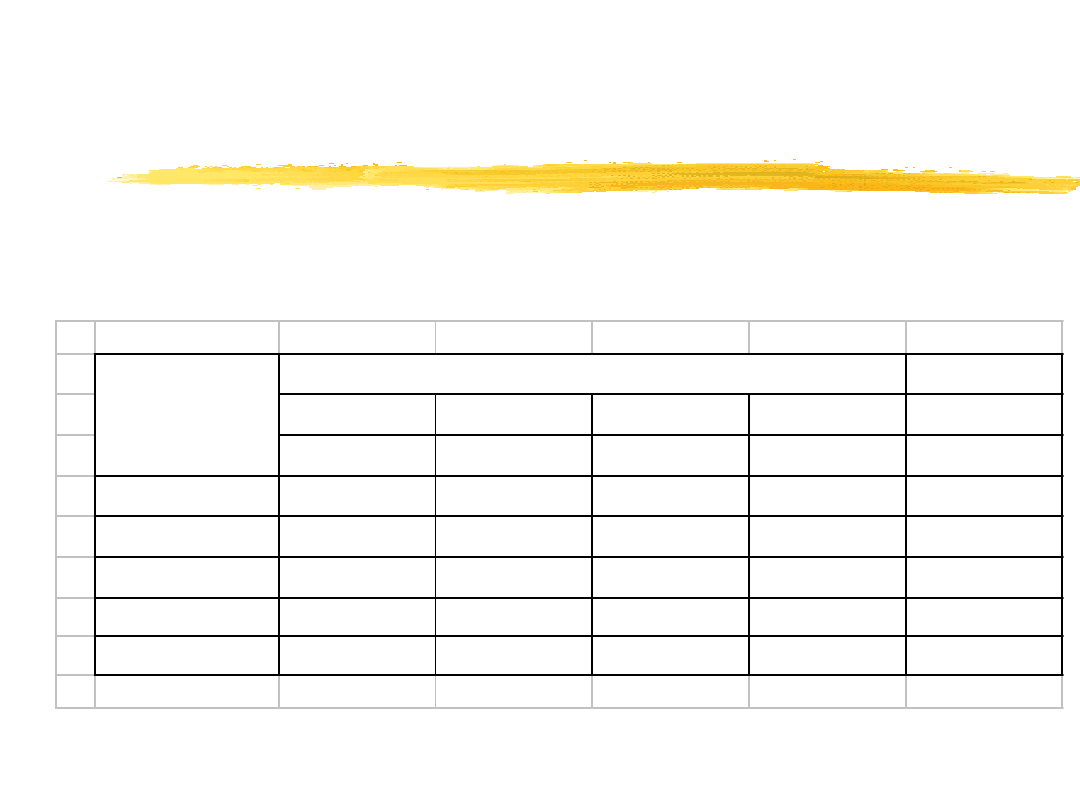
Tabela Wyniki kalibracji
Wzorzec 1 Wzorzec 2
Wzorzec 3
Wzorzec 4
Wzorzec 4
0,1 mg/l
0,3 mg/l
0,5 mg/l
0,7 mg/l
0,9 mg/l
1
0,028
0,084
0,135
0,180
0,215
2
0,029
0,083
0,131
0,181
0,230
3
0,029
0,081
0,133
0,183
0,216
SD
0,0006
0,0015
0,0020
0,0015
0,0084
Średnia
0,0287
0,0827
0,1330
0,1813
0,2203
Powtórzenie
Wartość absorbancji zintegrowanej.
Wyrażenie liczbowe źródeł niepewności
Stężenie kadmu c
o
Krzywa kalibracyjna wyrażona jest równaniem:
Gdzie:
A
j
– j-ty pomiar absorbancji i-tego wzorcowego roztworu kalibracyjnego.
C
i
– stężenie i – tego wzorcowego roztworu kalibracyjnego
B
1
– nachylenie krzywej kalibracyjnej
B
o
– przecięcie krzywej kalibracyjnej z osią x
o
i
j
B
c
B
A
1
Wyrażenie liczbowe źródeł
niepewności
Stężenie kadmu c
o
Wyniki dopasowania krzywej kalibracyjnej są następujące:
0,0029
0,0050
Odchylenie
standardowe
0,997
Współczynnik korelacji
r
0,0087
B
0
0,2410
B
1
Wartość
Wyrażenie liczbowe źródeł
niepewności
Stężenie kadmu c
o
Niepewność związana z krzywa kalibracyjną określa zależność:
Gdzie:
S – resztkowe odchylenie standardowe
p – liczba pomiarów do oznaczenia c
0
n – liczba pomiarów do kalibracji
- średnia wartość stężenia różnych roztworów kalibracyjnych (liczby n
pomiarów)
c
o
– stężenie oznaczanego składnika
i – wskaźnik numeru wzorcowego roztworu kalibracyjnego,
j – wskaźnik numeru pomiarów do wyznaczenia krzywej kalibracji
xx
S
c
c
n
p
B
S
c
u
2
0
1
0
1
1
)
(
c
Wyrażenie liczbowe źródeł
niepewności
Stężenie kadmu c
o
Resztkowe odchylenie standardowe S, należy obliczyć z
zależności:
Po podstawieniu danych otrzymujemy wartość
resztkowego odchylenia standardowego:
Natomiast S
xx
wynosi:
2
1
2
1
0
n
c
B
B
A
S
n
j
j
j
0,005486
S
2
,
1
1
2
n
j
j
xx
c
c
S

Wyrażenie liczbowe źródeł
niepewności
Stężenie kadmu c
o
Roztwór po ługowaniu mierzono dwukrotnie.
Uzyskano wyniki:
0, 26 mg/l
0,26 mg/l
Średnia c
0
=0,26 mg/l
Wyrażenie liczbowe źródeł
niepewności
Stężenie kadmu c
o
Po podstawieniu danych niepewność związana z oznaczeniem stężenia
za pomocą krzywej kalibracyjnej (bez uwzględniania niepewności
wzorców) wynosi:
L
mg
c
u
018
,
0
2
,
1
5
,
0
26
,
0
15
1
2
1
241
,
0
005486
,
0
)
(
2
0
Wyrażenie liczbowe źródeł
niepewności
Pole powierzchni a
v
Obliczone pole powierzchni naczynia: 2,37 dm
2
Niepewność mierzenia długości naczynia wynosi: ±2 mm, P=95 %
Długości typowych naczyń wachają się w zakresie 1 – 2 dm, stąd
szacowana niepewność ich pomiaru wynosi: 1 mm = 0,01 dm
Przybliżenie matematyczne podczas obliczania pola powierzchni
naczynia, wynikające z nieregularnych kształtów naczynia daje
szacunkowy udział niepewności 5%, przy P=95%
Po zastosowaniu prawa propagacji otrzymujemy:
2
2
2
2
06
,
0
96
,
1
37
,
2
05
,
0
01
,
0
01
,
0
)
(
dm
a
u
V
Wyrażenie liczbowe źródeł
niepewności
Wpływ temperatury f
temp
Z informacji literaturowych i przeprowadzonych badań
wynika, że zmiana wymywania metalu ze wzrostem
temperatury jest w przybliżeniu liniowa, a jej gradient
wynosi: około 5% /
0
C
W przypadku dopuszczalnego zakresu temperatur: ± 2
0
C
dopuszczalnego w metodzie empirycznej prowadzi to do
określenie współczynnika f
temp
= 1 ±0,1.
Przy założeniu rozkładu prostokątnego daje to wynik
niepewności:
ml
f
u
temp
06
,
0
3
1
,
0
)
(
Wyrażenie liczbowe źródeł
niepewności
Wpływ czasu f
czas
W
przypadku
powolnych
procesów
takich
jak
wymywanie
(ługowanie), ilość wymywana jest w przybliżeniu porcjonalna do
czasu, gdy zmiany czasu są małe. Średnia zmiana stężenia w ciągu
ostatnich sześciu godzin ługowania wynosi około 1,8 mg/L przy
stężeniu 86 mg/l, co stanowi około 0,3 % / h.
W przypadku czasu (24 ± 0,5)h stężenie wymywanego kadmu
wymaga poprawki za pomocą współczynnika f
czas
, który wynosi:
1 ± (0,5·0,003)=1 ± 0,0015
Przy założeniu rozkładu prostokątnego daje to wynik niepewności:
ml
f
u
czas
001
,
0
3
015
,
0
)
(

Wyrażenie liczbowe źródeł
niepewności
Wpływ stężenia kwasu f
kwas
Dane literaturowe: zmiana stężenia kwasu z 4 na 5 %
powoduje zmianę ilości wymywanego metalu z 92,2 do
101,2 mg/L,
To powoduje zmianę współczynnika f
kwas
równą 101,9 –92,2/92,2 = 0,097
Stężenie stosowanego w badaniu kwasu wynosi:
4 ± 0,008 %
Wiec niepewność współczynnika f
kwas
wynosi:
0,008 · 0,097 = 0,0008
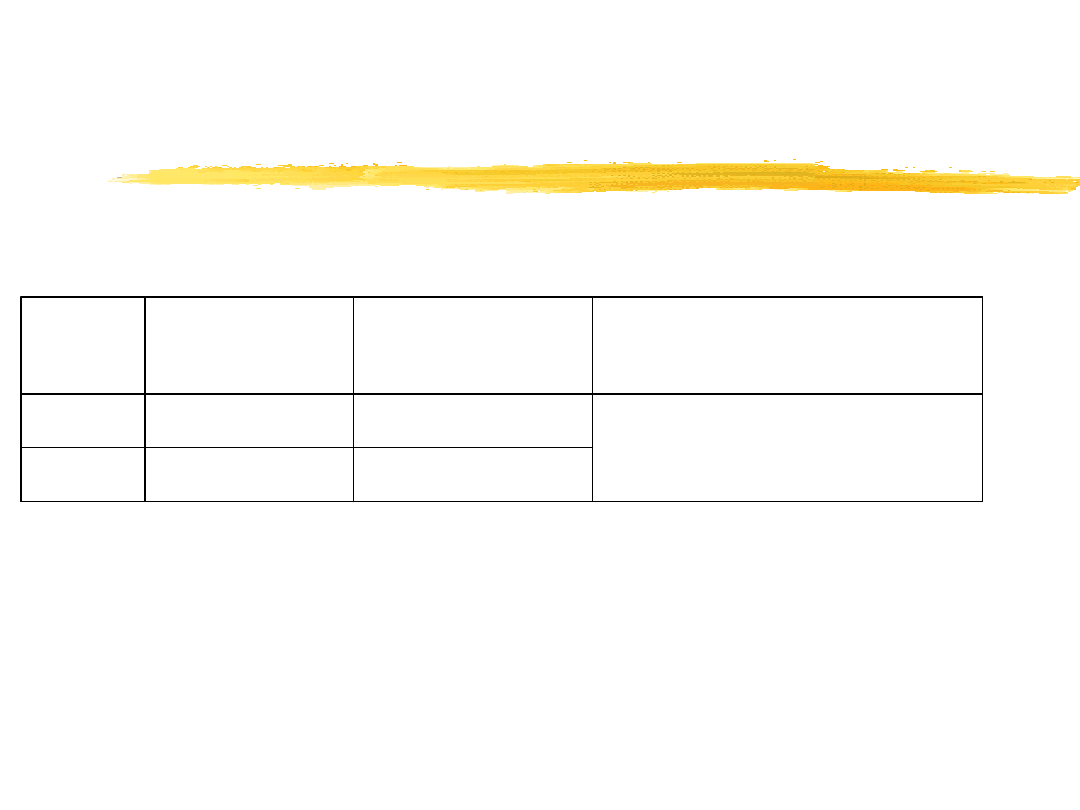
Wartości pośrednie i ich
niepewności w analizie
wymywanego kadmu
0,025
0,06
2,37 dm
2
Powierzchnia naczynia
a
V
0,0008
0,0008
1,0
Wpływ stężenia kwasu
f
kwas
0,001
0,001
1,0
Wpływ czasu
f
czas
0,06
0,06
1,0
Wpływ temperatury
f
temp
0,0054
0,00181
0,3321 L
Objętość ekstraktu
V
L
0,069
0,018 mg/l
0,26 ml/L
Zawartość kadmu w
roztworze ekstraktu
c
o
Względna
niepewność
standardowa
u (x)/x
Niepewność
standardow
a
u (x)
Wartość
x
opis
Obliczenie wyniku i niepewności
złożonej
Wynik otrzymujemy po podstawieniu danych do wzoru:
Po podstawieniu danych otrzymujemy: r = 0,036 mg·dm
-2
W celu obliczenia złożonej niepewności standardowej
korzystamy z wyrażenia:
2
dm
mg
f
f
f
d
V
c
r
temp
czas
kwas
V
L
o
2
2
2
2
2
2
)
(
)
(
)
(
)
(
)
(
)
(
)
(
temp
temp
czas
czas
kwas
kwas
V
V
L
L
o
o
c
f
f
u
f
f
u
f
f
u
a
a
u
V
V
u
c
c
u
r
r
u
095
,
0
06
,
0
001
,
0
0008
,
0
025
,
0
0054
,
0
069
,
0
)
(
2
2
2
2
2
2
r
r
u
c
2
0034
,
0
095
,
0
)
(
dm
mg
r
r
u
c

Obliczenie niepewności
rozszerzonej U (r)
Wartość niepewności rozszerzonej uzyskuje się po przez
wprowadzenie współczynnika rozszerzenia równego
k= 2
U
r
= 0,0034·2= 0,007 mg·dm
-2
Stąd ilość wymywanego kadmu mierzona według BS
8748:1986 wynosi:
(0,036 ±0,007) mg·dm
-2
(k=2, P = 0,95)
Wyszukiwarka
Podobne podstrony:
niepewno Ť¦ç przyk éady
niepewno Ť¦ç mineralizacja
Niepewność jako źródło stresu
test4, 1˙ Napisz pi˙˙ przyk˙adowych wynik˙w pomiar˙w pewnej wielko˙ci, ilustruj˙cych fakt, ˙e domin
RZUT POZIOMY, ✔ ★Weterynaria, weta, Biofizyka , cd, biofizyka
cd 8 На дороге ожидани alla pugachova 8
cd 2 Ах, как хочется жить! alla pugachova 2
Wspo¦ü éczesne metody zabiegowego leczenia kamicy moczowej
GEOFIZYKA 2 cd
9 Zginanie uko Ťne zbrojenie min beton skr¦Öpowany
Ginekologia fizjologia kobiety i wczesnej ciÄ…ĹĽy I
więcej podobnych podstron