
Environmentally Benign
Manufacturing
for
Transportation Industries
A Workshop Preread Package
and Perspectives
16 September 2001
Notice:
This material is based upon work supported by the National Science Foundation under Grant No. 0094832.
Any opinions, findings, and conclusions or recommendations expressed in this material are those of the
author(s) and do not necessarily reflect the views of the National Science Foundation.

CONTENTS
1. The Call to the Workshop ...................................................................................................... 1
2. Introduction ........................................................................................................................... 2
3. EBM and the Transportation Sector ....................................................................................... 3
4. The Foundation: The WTEC Workshop on Environmentally Benign
Manufacturing Technologies .................................................................................................. 6
5. A Functional Model for the Environmentally Benign Transportation Manufacturing
Enterprise............................................................................................................................... 8
6. Other EBM Links and References of Interest ......................................................................... 9
Appendix A: WTEC EBM Panel Technology Area Summaries ................................................ 10
Appendix B: Environmentally Benign Manufacturing: The IMTI Perspective........................... 14
Appendix C: NSF Recent EBM-Related R&D Grants............................................................... 20
Appendix D: EBM Best Practices ............................................................................................. 26

16 September 2001
1
Environmentally Benign Manufacturing
for Transportation Industries
1. T
HE
C
ALL TO THE
W
ORKSHOP
On September 26-28, approximately 60 invited experts will assemble in Ypsilanti, Michigan for
a three-day workshop on Environmentally Benign Manufacturing (EBM). To kick off the activ-
ity, the group will hear from experts about environmental technology, policy, and application.
These presentations will set the stage for the exploratory phase of the workshop. The recent re-
port on EBM published by the World Technology Evaluation Center (WTEC) will be high-
lighted as a BENCHMARK and starting point, and attendees will take a journey from the
CURRENT STATE of practice to the identification of a VISION for an environmentally benign
future. In transitioning from where we are today to where we need to be, the NEEDS will be
identified. Finally, a RESEARCH AGENDA will be developed that defines the priority actions
that should be taken.
We urge all attendees to come with an open mind and in anticipation of a stimulating and excit-
ing time of exploration and interaction.
This prereading package provides an overview and some perspectives on the subject of environ-
mentally benign manufacturing as it relates to the transportation sector of the U.S. industrial
base, and provides a baseline “functional model” that workshop participants will use as a frame-
work for identifying challenges, goals, and requirements.
This document also identifies many of the challenges highlighted by other activities such as the
recent WTEC EBM Panel (see Appendix A); describes some of the EBM initiatives being taken
by sector leaders such as Ford, General Motors, and Boeing; and provides some broad manufac-
turing industry perspective distilled from the IMTI manufacturing industry technology roadmaps
(Appendix B). We have also included abstracts of recent EBM-related R&D grants by the Na-
tional Science Foundation (Appendix C) and EBM-related Best Practices from the U.S. Navy’s
Best Manufacturing Practices (BMP) program (Appendix D).
Workshop participants are encouraged to download and review the complete WTEC EBM Panel
report, which is available at
http://itri.loyola.edu/ebm/
. Chapters 5 and 6 of the report (pages 43
to 113) provide an in-depth discussion of material and product technology issues, and crosscut-
ting technologies and applications, of interest to the manufacturing sector.

16 September 2001
2
2. I
NTRODUCTION
While the nation’s manufacturers have made great strides over the past 20 years in producing
more environmentally acceptable products and implementing manufacturing facilities, processes,
and materials that are more environmentally friendly, the call for greater change is clear. The
National Research Council study, Manufacturing Challenges for 2020
1
defines six grand chal-
lenges, one of which is Environmental Compatibility. The report lays down the gauntlet with the
call to “reduce production waste and product environmental wastes to zero.” The report
further states that, “The goal of manufacturing enterprises will be to develop cost-effective,
competitive products and processes that do not harm the environment, use as much recycled
material for feedstock as is possible, and create no significant waste in terms of energy, materi-
als, or human resources.”
Achieving this goal dictates a multifaceted approach. Success dictates the development of mate-
rials and processes that can replace existing practices without introducing unacceptable cost or
performance risk. Design For Environment (DFE) technologies must assure that life-cycle issues
are given prominence in every design. Finally, operational and regulatory issues must be re-
solved to assure the execution of processes that protect the environment on a level playing field
that does not unfairly restrict business opportunity or global competitiveness.
Important challenges still lie ahead. New products and components introduce new demands. For
example, ceramic components can greatly increase life and reduce the environmental concerns of
high-performance engines, but there has been little market penetration because the parts cannot
yet be produced cost-competitively. Are there alternative materials or processes that can resolve
this issue? As another example, the Partnership for the Next Generation Vehicle (PNGV) pro-
gram is now being revamped with a new set of goals based on the conclusion that the 80-mile-
per-gallon car is not reasonable, and no amount of funding would make it attainable.
2
Is this
technically true, or do sunk investments in manufacturing methods and facilities and the rigidity
of the supporting infrastructure force this concession? There are alternatives to the internal com-
bustion engine that do make the goal achievable, but the costs of materials and processes for
their manufacture contribute to the conclusion that change will come slowly.
Is it acceptable to turn away from solutions that are technically possible but impractical because
of business or social drivers? Environmental concerns must be balanced against cost, perform-
ance, and social conscience. Maintaining the proper balance is a challenge to our society.
Regulatory compliance will continue to be a driving factor in the equation, and will continue to
be a highly variable factor for years to come because of differences across national and regional
boundaries. How do we impact the balance in EBM? How do we identify the high-priority is-
sues that need solution? What technologies can deliver dramatic impact in the marketplace and
support the goal of zero wastes? These are some of the issues that will be explored in detail in
the Environmentally Benign Manufacturing workshop.
1
Visionary Challenges for 2020, Committee on Visionary Manufacturing Challenges, National Academy Press, Washington, D.C. 1998.
pp27 and 28.
2
http://books.nap.edu/books/030907602X/html/1.html
.
16 September 2001
3
3. EBM and the Transportation Sector
The transportation sector is a highly visible contributor to global environmental concerns. Motor
vehicles consume half the world's oil, account for a quarter of its greenhouse-gas emissions, and
are the single largest source of air pollution in a majority of the world's cities. Materials and
processes in transportation manufacturing are a significant concern, contributing 14% of the con-
sumed energy, 65% of the particulate emissions, 67% of the solid waste, and 94% of the metals
waste to water.
3
Increased use of plastics, alloys, and composite
materials has made cars and trucks lighter and
more fuel efficient, but created new challenges in
terms of how to manufacture these kinds of mate-
rials affordably and to recycle them at the end of
the product’s life.
U.S. transportation industry progress towards en-
vironmentally friendly products and operations is
problematic because of the high cost, which im-
pacts our ability to compete in the global market-
place. While a small segment of the consuming
public favors “green” products, substantive im-
provements in the area of environmentally benign
manufacturing have primarily been driven by
regulatory mandates.
The most visible challenges to the transportation
sector are to produce more efficient engines and
to transition to more environmentally friendly
sources of motive power, such as electricity and
alternative fuels. The less-visible challenge is to reduce the amount of environmentally insulting
materials such as solvents, heavy metals, and toxic compounds produced by various manufac-
turing operations.
In the product realm, initiatives such as PNGV
4
are working to develop environmentally friendly
cars with up to triple the fuel efficiency of today's cars without sacrificing affordability, perform-
ance, or safety.
In the manufacturing realm, the transportation sector must address virtually the entire gamut of
EBM issues. This sector is a microcosm of the global manufacturing base, inasmuch as produc-
ing a car, truck, or jet aircraft requires contributions from all sectors: metal refining and metal-
working, chemicals, plastics, textiles, electronics, and even agriculture (for wood and leather
components, and the paper used in operating and maintenance manuals).
Transportation-related manufacturing relies heavily on core processes that pose environmental
concerns:
•
Casting, sheetmetal working, and machining (scrap and heavy metals contamination)
3
Timothy G. Gutowski et al, WTEC Panel Report on Environmentally Benign Manufacturing, April 2001.
4
PNGV, launched in 1993, is a public/private partnership between the U.S. government, Daimler Chrysler, Ford, and General Motors that aims
to strengthen America's competitiveness by developing technologies for a new generation of vehicles.
Materials and processes in transportation
manufacturing are a major contributor to
environmental issues.

16 September 2001
4
•
Glass manufacturing (energy consumption, heat generation, and release of greenhouse gases
– CO
2
, NOx, and SOx)
•
Painting/coating (emissions of volatile organic compounds and hazardous air pollutants –
VOCs and HAPs)
•
Plating (release of toxics and caustics)
•
Joining (VOCs from adhesives)
•
Plastics processing (energy consumption, difficulty of recycle)
•
Parts washing (release of solvents to groundwater).
The challenge in all of these process areas is to engineer out the hazardous substances, move
closer to scrap-free “net shape” operations, and achieve precise closed-loop control in a zero-
waste, zero-emissions processing environment.
In the area of metalcasting, for example, industry has targeting clean melting/remelting processes
and improved sand-casting mold materials as keys to improving environmental attributes of
manufacturing operations. Specific goals identified in Beyond 2000: A Vision for the American
Metalcasting Industry, include
•
100% pre- and post-consumer recycling
•
75% reuse of foundry byproducts
•
100% elimination of waste streams.
The WTEC report identifies system-level tools and data, and technology development, as two
keys to solving the EBM challenge. The tools and data are essential to understanding and quan-
tifying the environmental impacts of existing and new processes, materials, and operations so
that companies can make informed and accurate decisions in the product and process design
stage. Improved process and product technologies are also key to realizing significant advances
in environmentally friendly products and processes. Energy efficiency and reduced emissions
drive the demand for new kinds of engines and reduced vehicle weight, which in turn require in-
novative new materials – such as composites, ceramics, new alloys and engineered plastics – and
the manufacturing processes to produce them cost-effectively.
The WTEC study focused on two major process areas – metals and polymers – and two major
product areas – automobiles and electronics. Appendix A provides a synopsis of the WTEC
team’s findings in each of these areas.
Progress is being made in all of these areas, as individual companies in the transportation indus-
try and related sectors respond to increasingly rigorous environmental regulations and public
concerns. New processing technologies such as hydroforming and superplastic forming for
sheetmetal working, microwave drying of core coatings for casting, powder and slurry-based
painting, dry machining, and reaction injection molding offer environmental advantages but re-
quire significant R&D to make them operationally affordable and performance-competitive.
Individual companies are making a big difference. Ford Motor Company is tackling the EBM
challenge aggressively with steps such as innovating a chromium-free pre-paint coating process
and introducing dry machining systems. Ford became the first automaker to have all its plants
certified to the ISO 14001 standard for environmental management, and its Lima Engine Plant

16 September 2001
5
was one of the first such facilities to obtain ISO 14001 certification. Within a year of imple-
mentation, the plant reduced water consumption by nearly 200,000 gallons per day, eliminated
production of boiler ash, and increased the use of returnable packaging from 60% to 99%.
5
General Motors’ focus on EBM has helped the company reduce pollution from its North Ameri-
can manufacturing operations by 24% over the last 2 years through process innovations in water-
based paints, sulfur dioxide scrubbers for process boilers, and lost-foam engine casting. By year-
end 2002, GM's goals are to reduce non-product output by 30% and reduce energy and water use
by 20% from 1995 levels.
6
While the aerospace industry has undergone an amazing decade of consolidation, its manufac-
turing operations are unchanged in the broad sense. Machining, casting, forging, plating, plastics
processing, etc. are much the same as in the automotive sector, although the products are more
complex and involve more exotic materials and higher precision.
Boeing has applied lean manufacturing principles and strong recycling and hazardous-material
replacement initiatives to improve the environmental performance of its operations while at the
same time ramping up production capacity to meet a booming demand for new aircraft. In 1998
Boeing recycled 92 million pounds of material, including 35 million pounds of aluminum alloy
and 23 million pounds of steel, which provided $50 million in cost savings. Improved manu-
facturing processes and materials have helped the company reduce Toxic Release Inventory
(TRI) emissions by greater than 82% since 1991.
7
NASA is tackling the global warming issue in its Aerospace Technology Enterprise program
8
,
which is committed to reducing NOx and CO
2
emissions of future aircraft engines by 80% and
50%, respectively, over the next 25 years. NASA's strategies for reducing emissions include:
•
Develop airframe technologies that reduce fuel consumption and CO
2
and NOx emissions
•
Develop advanced engine system technologies to reduce emissions that impact local air
quality and affect the global climate
•
Develop more efficient operations near airports to reduce aviation fuel burn and emissions
•
Develop alternative propulsion systems, airframe concepts, and fuels that dramatically re-
duce or completely eliminate emissions from civil aviation aircraft.
5
http://www.ford.com/servlet/ecmcs/ford/index.jsp?SECTION=ourCompany&LEVEL2=environmentalInitiatives&LEVEL3=cleaner
Manufacturing&LEVEL4=allFordPlants14001Certified
.
6
http://www.gm.com/company/gmability/environment/plants/ourplants.html
.
7
http://www.boeing.com/companyoffices/aboutus/environment/index.htm
.
8
http://www.aerospace.nasa.gov/goals/emissions.htm
.

16 September 2001
6
4. T
HE
F
OUNDATION
: T
HE
WTEC W
ORKSHOP ON
E
NVIRONMENTALLY
B
ENIGN
M
ANUFACTURING
T
ECHNOLOGIES
In July 2000, the World Technology Evaluation Center (WTEC) at Loyola College, sponsored
by the National Science Foundation and the U.S. Department of Energy, hosted manufacturing
experts from across the nation to reviews the status of EBM technologies, applications, and poli-
cies in Europe and Japan in comparison to those in the U.S. Topics covered include metals and
metal manufacturing, polymers, automotive applications, electronics, and energy-related issues,
all of which are applicable to the transportation manufacturing sector. Much of the workshop
was devoted to understanding global and cultural drivers for change and assessing where major
U.S industries and the R&D and education communities stand relative to emerging models for
environmentally responsible manufacturing enterprises.
Key issues and frustrations facing U.S. manufacturers, as highlighted in the “Strategic Vision”
presentation
9
by Dr. David T. Allen of the University of Texas at Austin, include:
•
Energy and material consumption
•
Waste reduction and reduced use of materials of concern
•
Packaging
•
Producer responsibility/takeback
•
Environmental management systems
•
Integrated product policy
•
Lack of tools to examine trade-offs between environmental issues, and between environ-
mental issues and issues such as cost and quality
•
Data availability and consistency
•
Ability of environmental design tools to respond to design cycle times.
Major findings cited in the WTEC final report are as follows
10
:
1. Motivation at the corporate level: The panel saw a clear trend towards the “internalization”
of environmental concerns by manufacturing companies, particularly large international
companies. For a variety of reasons, large companies like Sony, Toyota, Hitachi, Volvo,
Daimler Chrysler, IBM, Motorola, Ford, Dupont and others profess to behave in environ-
mentally responsible ways and provide reports and data from self-audits to demonstrate this
commitment. The motivations for this behavior are many, including cost reduction, risk
mitigation, market advantage, regulatory flexibility, and corporate image. At the core
though, the panel was convinced that many companies really do understand the problem:
any long-term sustainable business policy must address the relationship to the environment.
2. Strategies at the national level: The development of a strategy is a critical part of EBM. In
general, companies develop strategies that are compatible with their national strategies,
while multinational companies need to respond to the strategies of many countries. The
strategies of the EU, Japan and the United States are strongly influenced by their national
concerns and societal structures. In capsule form, the main issues are as follows:
9
David Allen, A Strategic Vision for Environmentally Benign Manufacturing, WTEC Workshop on Environmentally Benign Manufacturing
Technologies; 13 July 2000.
http://itri.loyola.edu/ebm/views/top.htm
.
10
Timothy G. Gutowski et al, WTEC Panel Report on Environmentally Benign Manufacturing, April 2001.

16 September 2001
7
•
In Japan: 1) a focus on the conservation of resources including reductions in energy, ma-
terials, solid wastes, and greenhouse gases; 2) an alignment of internal resources by pub-
lic education, environmental leadership, consensus building, and tools development in-
cluding LCA (Life Cycle Assessment), DFE (Design for the Environment), and ISO
14000 certification; and 3) a systematic implementation of EBM as a competitive strat-
egy.
•
In Europe: 1) a concern for solid wastes and toxic materials; 2) a product take-back fo-
cus; 3) a systems orientation built upon interdisciplinary agenda-setting and tools devel-
opment; and 4) a strong political basis for environmental concerns.
•
In the United States: 1) a regulatory focus on pollution by medium; 2) a materials, proc-
ess, technology, and cost orientation; 3) a reliance on free enterprise to solve system-level
problems; and 4) a tendency toward adversarial positions which are solved by litigation.
3. Systems-level problem solving: To be successful, progress in EBM requires integration of
technology, economic motivation, regulatory actions and business practices. Examples
abound of missed opportunities when any element is missing. Fundamental to this systems
approach is dialog and cooperation between stakeholders. In the most effective firms, a
clear strategy is developed and woven into business practices. The setting of targets and
constancy of mission are essential to this process. By far the most highly coordinated ef-
forts seen by the panelists were in Japan. For example, Toyota views “lean manufacturing”
and “green manufacturing” as essentially the same thing.
4. Analytic tools for addressing products: The emphasis in Europe and Japan is shifting to the
environmental consequences of products in all of their stages of life. Along with this shift,
there is a clear need for analytic tools to assist in the assessment of life-cycle consequences
of actions and policies and to guide design decisions for new products and processes. The
Japanese have a national program to develop LCA, and are integrating these tools into engi-
neering design practice. The Europeans have large coordinated projects within industries
and run by academics to develop LCA tools, and they are ahead in educating university stu-
dents to develop these tools.
5. Technology highlights: While the panel saw no “silver bullet” technologies to solve envi-
ronmental problems, technology clearly plays a central role. The main feature required is
that the technology must work in an integrated systems approach to the problem. Some
technology highlights include: a complete system for recycling PVC from construction ma-
terials in Japan; a strong emphasis on technology development and transfer in Japan and
Europe; the use of plastics as reducing agents in steelmaking in Japan and Germany; a steel
can production facility in Japan that increases recyclability, reduces wastes, and reduces
costs; and car doors reinforced with natural fibers in Germany.
16 September 2001
8
5. A F
UNCTIONAL
M
ODEL FOR THE
E
NVIRONMENTALLY
B
ENIGN
T
RANSPORTATION
M
ANUFACTURING
E
NTERPRISE
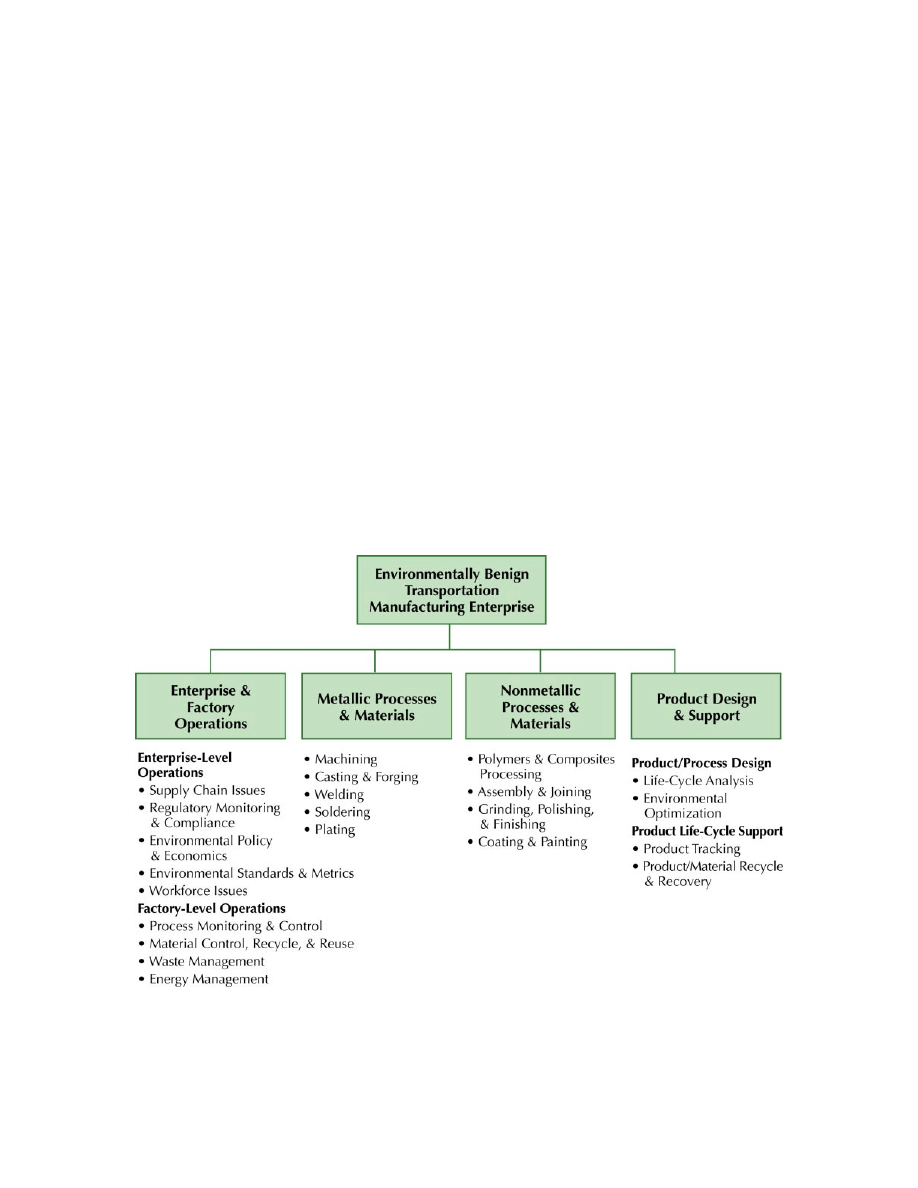
Environmental considerations and issues vary across different levels of the transportation manu-
facturing supply chain and among different industry subsectors (e.g., aerospace and automotive).
However, for the purposes of needs assessment and R&D planning, the subject area can be bro-
ken down into four primary elements as indicated below:
1. Enterprise and Factory Operations – The processes and activities that go on “above the
shop floor” of the factory, that influence and direct how products are made and supported
with respect to the drivers of environmental responsiveness and regulatory compliance.
2. Metallic Processes & Materials – The physical manufacturing operations and materials
employed to produce parts and components composed of steel, iron, aluminum, titanium,
and other metals.
3. Nonmetallic Processes & Materials – The physical manufacturing operations and materi-
als employed to produce parts and components composed of plastic, rubber, cloth, leather,
glass, composites, and other nonmetallic materials.
4. Product Design & Support – The processes and systems applied to conceive, develop, and
support transportation products, and the processes employed in their manufacture.
Functional Model for the Environmentally Benign
Transportation Manufacturing Enterprise
16 September 2001
9
6. O
THER
EBM L
INKS AND
R
EFERENCES OF
I
NTEREST
•
Assessment of Environmentally Benign Manufacturing (EBM) Technologies, Final Report, World
Technology Evaluation Center at Loyola College, MD,
http://itri.loyola.edu/ebm/ebm.pdf
•
Environmentally Conscious Design and Manufacturing Research Group, Michigan Technological Uni-
versity,
http://www.me.mtu.edu/research/envmfg/
•
Consortium on Green Design and Manufacturing,
http://www.greenmfg.me.berkeley.edu/green/Home/Index.html
•
Design for the Environment Program, U.S. EPA, Office of Pollution Prevention and Toxics,
http://www.epa.gov/opptintr/dfe/about.htm
•
ISO 14000 Compliance Information Center,
http://www.iso14000.com/
•
NAVSO P-3680: Environmental Guideline Document - How to be Green and Stay in the Black; Office
of Naval Research Best Manufacturing Practices Program,
http://www.bmpcoe.org/
•
Economic Input-Output Life-Cycle Assessment, Carnegie Mellon Green Design Initiative,
http://www.eiolca.net/

16 September 2001
10
A
PPENDIX
A
WTEC EBM P
ANEL
T
ECHNOLOGY
A
REA
S
UMMARIES
“The area of environmentally benign manufacturing addresses the central long-term dilemma for manufacturing:
how to achieve economic growth while protecting the environment. The conflict is fundamental, rooted in part in the
materials conversion process, which takes from the earth and gives to the customer, the stockholder, and to those
who make a living or derive support from this enterprise, and in part in consumerism, which focuses on current
needs often with disregard for the future. The resolution of this conflict is a serious issue for society to address, for
in the near future it will threaten our well-being. The question then for environmentally conscious manufacturers is
how to incorporate both economy and environment into their business plans.”
– WTEC Panel Report on Environmentally Benign Manufacturing
Metals
Metals represent a recycling success story. Struc-
tural, precious, and base metals are all recycled at
rates that are near or above 50%. However, metal
usage is slowly being eroded by competition from
other materials, especially polymers. The chal-
lenge to metals is to compete with these alternative
materials while maintaining and improving recy-
clability. Trends towards higher strength metals
and alloys, used in thinner sections, while im-
proving the competitiveness of metals, will make
their recycling more difficult. To preserve and
expand the benefits of metals, new technologies
will have to be developed along with new materi-
als. These include new methods to identify and
sort alloys, remove coatings, and to eliminate and
neutralize contaminants.
Metals processing remains a significant source of
environmental problems. Many of these problems
are associated with waste materials and related
emissions from the basic processes of refining,
machining, forming, casting and forging. The
wastes include contaminated cuttings and chips,
waste coolants, lubricants, casting sands, parts
washing fluids, etc. Because of the high disposal
costs for each of these, manufacturers are self-
motivated to reduce, reuse and eliminate, but they
need new technologies from which to choose. Ex-
amples of needed EBM research include: dry ma-
chining, bioactivity monitoring and control of ma-
chining coolants, true net shape component form-
ing methods, alternative methods to control fric-
tion in metal forming, new casting sand binders,
etc.
In addition, the primary processing of metals re-
mains a serious threat to the environment. New
work to reduce energy requirements and related
CO2 and greenhouse gas emissions is needed.
Currently, both the steel and aluminum industries
have been designated as “industries of the future”
by the U.S. Department of Energy, and as such
have developed cooperative research programs to
address these issues.
Polymers
Polymers compete against other materials by vir-
tue of their light weight and low cost. This can
make them desirable, and in fact environmentally
friendly, during the “use phase” of the product.
For example, the use of polymers and composites
in automobiles has helped to lower weight and
therefore lower fuel consumption. But these same
attributes conspire to make recycling a difficult
economic challenge. A lower material density
actually increases transportation costs per kg of
material, and the low cost of virgin materials
makes recycling targets very difficult to meet.
The primary problem is with the details of the re-
verse logistics stage, especially with streams that
are extremely heterogeneous (mixed plastics) or
dirty (contaminated with metal and paper). Major
attention needs to be focused on the collection,
transportation, cleaning and sorting of a suffi-
ciently pure waste stream to make plastics recy-
cling economically viable. To accelerate recy-
cling, new technologies can help. For example,
small-scale recycling technologies would reduce
transportation and infrastructure needs. New bulk-

16 September 2001
11
handling, cleaning, and sorting techniques are also
necessary.
Composites also pose a challenge. These materi-
als can provide enormous benefits at the use
phase, but equally enormous challenges at the end-
of-life phase. One possible route to recyclable
composites could involve organic and/or biode-
gradable fibers. Other strategies could be based
upon new materials with designed-in “disassem-
bly” schemes. Polymers and polymer composites
can also be used in various materials exchanges
and as fuels. For example, there are pilot pro-
grams in Japan and Germany to use polymers as a
reducing agent in steel making.
The processing challenges for polymers are in
some ways quite similar to metals, in that many of
the benefits should be self-motivating for the
processors. However, there is a need for new
technologies that concentrate on energy efficiency,
and the reduction in volatile organics. These can
include new efficient heating and cooling meth-
ods, new tooling, closed-loop control, and new
materials and additives to reduce solvents, residual
organics and other materials of concern.
One particularly interesting area is that of bio-
polymers and bio-materials. There is significant
activity worldwide in such areas as biodegradable
polymers synthesized from petroleum, organic
fibers and fillers, and biodegradable polymers de-
rived from various crops and biomass. While this
work looks very interesting, the overall effect of
these materials on the environment is still not well
known. For example, a recent analysis has shown
that some new routes from crops to bio-polymers
are actually more energy intensive than the con-
ventional routes from petroleum. Much new work
is needed to follow through the entire life cycle for
these materials.
Finally, the primary production of polymers from
petroleum remains a serious challenge to the envi-
ronment. These processes, contained in the pe-
troleum and chemical industries, are subject to
several initiatives to move from end-of-pipe treat-
ments to proactive “clean technologies” ap-
proaches. Several studies sponsored by the United
States’ Environmental Protection Agency have
shown the combined economic and environmental
gains that can be obtained by these means.
Automobiles
In automobiles we see the plastic, glass, ceramic
and metal parts coming together to make a product
that has been growing worldwide three times
faster than the population, and in the United States
six times faster than the population. This type of
growth and the potential new growth, as the
worldwide standard of living increases, not only
threatens the environment, but can threaten the
automobile itself. For if infrastructure and road-
way construction does not keep pace (and it cannot
in the already high population density regions of
the world) then the automobile may ultimately fail
as a viable form of transportation in these regions.
It is this type of scenario that has helped to focus
the attention of some of the automobile companies
on their environmental impact.
Many of the major environmental impacts associ-
ated with automobiles actually come during the
vehicle use phase. In fact, transportation in gen-
eral constitutes about one-third of all the energy
needs in the U.S.—and is growing. Furthermore,
autos and light vehicles contribute significant
amounts of air pollutants and smog producing
agents to the atmosphere. Legislation has helped
to motivate vehicle improvements, but increases in
fuel consumption per car, cars owned, miles trav-
eled, and congestion have counteracting effects.
For one to three months each year many major
U.S. cities still cannot meet minimum air quality
standards. This is an area that begs for leadership,
public education, and policies that reflect the true
cost of vehicle ownership. New directives from
Europe that simultaneously set serious new fuel
economy goals (on the order of a 40% improve-
ment in seven years) and strict product take-back
requirements (95% recycle for model year 2015)
should help by encouraging the development of
new technologies and design strategies. Further-
more, Europe is providing a role model of envi-
ronmentally responsible behavior for the rest of
the world. Effects from the European initiative
have already diffused to other parts of the world,
both in terms of national legislation as well as in-
ternational design strategies for firms that sell
autos to Europe and elsewhere in the world. Vehi-
cle recycling already exists as a successful free
enterprise activity in the U.S., but its performance
and viability has been declining as the volume of
metals used in automobiles declines. It is criti-

16 September 2001
12
cally important that auto recycling be improved to
reclaim automobile shredder residue (ASR), in-
cluding various polymers, rubber and glass com-
ponents. This will require coordinated and inten-
tional design and materials selection decisions on
the part of the automobile manufacturers. Tech-
nology needs include identification of both materi-
als and contaminants, sorting and reprocessing
technologies, life cycle analysis tools, new materi-
als, and coatings removal technologies.
During manufacturing, much of the waste and
wastewater used over the lifetime of a car is pro-
duced, significant amounts of energy are con-
sumed, and various emissions are released to the
atmosphere. Perhaps leading the list of environ-
mental focus areas for automobile manufacturing
is vehicle painting. Various technologies can be
implemented to reduce the environmental load
from painting, including wastewater cleaning and
recycling, and emissions treatment. New paint
technologies now also offer water-based paints
and powder sprays. In addition, new approaches
are looking at prepainted steel sheets and molded-
in class A finishes for plastic parts. This work
needs further support, plus a thorough systems-
level assessment that includes the potential im-
pacts of increased inventories and scrap rates due
to off-color results. Many other areas of automo-
bile manufacturing also need attention; some of
them have already been mentioned in the sections
on metal and plastics parts manufacturing. In ad-
dition, however, a few areas stand out for further
attention. These include technologies for parts
washing and glass manufacturing, as well as the
environmental effects of various manufacturing
systems designs. During the visit to Toyota, pan-
elists saw examples of “lean” manufacturing,
which by virtue of the emphasis on the reduction
of waste were clear emulations of “green” manu-
facturing. For example, one Toyota assembly
plant in Tsutsumi produced only 18 kg of landfill
waste per vehicle.
Finally, WTEC panelists are concerned that the
divestiture of parts manufacturing plants by the
big six automakers will have a deleterious effect
on the environment unless there is significant sup-
port for environmental technology development
aimed at second and third tier suppliers.
Electronics
The growth of electronics in our society is an im-
pressive story. On the one hand it has led to an
enormous boost to the economies of many coun-
tries, providing convenience, entertainment, and
ready access to information and services, but on
the other hand many of the manufacturing proc-
esses to make electronic devices are both seriously
wasteful and use and emit toxic and dangerous
materials. Furthermore, the dual trends of grow-
ing consumption and decreasing product life spans
present a serious end-of-life issue. For example,
the trend for PCs is a projected six-fold increase in
the obsolescence rate over a six year span to about
65 million PCs/year in 2003. Furthermore, as the
PC has evolved, there is a tendency toward mate-
rial compositions that are less easy to recycle.
Silicon chips are no longer gold-backed, the vol-
ume of precious and base metals used on printed
wiring boards (PWBs) has decreased, and the
housings are more commonly made of engineering
thermoplastics than steel.
However, by and large, the metals in electronics
products can still be recycled, while the chips,
which are expensive to produce, cannot be recy-
cled or reused. A major problem in the recycling
of electronics is the presence of flame retardants in
the plastics, required by U.S. fire-prevention
regulations. In Japan and Europe, plastics are in-
cinerated rather than recycled and the presence of
brominated flame retardants (BFRs) raises the
concern of dioxin formation during the burning
process. Unfortunately, BFRs are very difficult to
detect economically in a recycling process. Since
most products sold in the United States contain
these substances, and plastics cannot effectively be
sorted by whether or not they contain BFRs, it is
assumed that most recycled plastic from electronic
products, particularly ABS, contains flame re-
tardants. Consequently, many OEMs are reluctant
to include recycled plastics in new products that
may be sold in Europe. This dilemma has inspired
a variety of responses from industry ranging from
skepticism concerning the particular BFRs and the
mechanisms by which they could become harmful,
to enthusiastically embracing this problem as a
“green” marketing opportunity should a viable
alternative be found. This particular issue clearly
illustrates the complexity of EBM for international
markets.

16 September 2001
13
In addition to the end-of-life issues surrounding
electronics, there are significant environmental
impacts associated with electronics manufacturing,
particularly from wafer fabrication processes.
These processes, which are characterized by gase-
ous deposition, ultra-clean manufacturing envi-
ronments, and in some cases low yields, result in
high amounts of waste and wastewater, high usage
of energy, and the emission of materials of con-
cern including perfluoro compounds. Because of
the importance of these issues they have received
research support through a variety of programs
sponsored by SEMATECH, NSF and the EPA.
Strategies to address issues at the wafer fab level
have been outlined in the SIA (Semiconductor In-
dustry Association) roadmap.
A separate set of environmental issues is also en-
countered at the PWB and board level assembly
steps. These include laminate manufacture and
processing, cleaning, plating, etching, and various
through-hole-plating and interconnect technolo-
gies. However, a current major focus is on lead-
free solders. Driven primarily, if not exclusively,
by the European Union’s WEEE Directive, there
has been a strong incentive for electronic compa-
nies worldwide to develop alternatives to tin-lead
(Sn-Pb) solder.
There is, however, resistance to converting to Pb-
free solders. One of the challenges with Pb-free
solders is the difficulty in achieving satisfactory
reliability during the use phase. A second problem
with Pb-free solders is that they typically have
higher melting temperatures and therefore require
increased process temperatures. Since this is one
of the final processes seen by the PWB, all the
materials and components on the board must be
able to withstand the increased thermal exposure.
This means that alternative, and probably more
expensive, components and substrates will need to
be used. In addition, many of the Pb-free alterna-
tives are difficult to control (leading to scrap), and
difficult to rework (leading to additional scrap) or
disassemble. Some contain elements that are in-
compatible with recycling processes.
Finally, if a full life-cycle analysis is done it is
unclear that Pb-free solders are actually more en-
vironmentally friendly. If material availability,
impacts of extraction, increased processing diffi-
culties, and end-of-life issues are accounted for,
Sn-Pb solder may actually be a better choice. Ul-
timately the best solution may be completely new
attachment technologies that do not use solder,
such as adhesive flip chip.
16 September 2001
14
A
PPENDIX
B
E
NVIRONMENTALLY
B
ENIGN
M
ANUFACTURING
:
T
HE
IMTI P
ERSPECTIVE
Future manufacturing enterprises will draw on a rich base of scientific knowledge, innovative materials
and unit processes, and total integration of product life cycles and facilities to cost-effectively design,
manufacture, support, and recycle products with no adverse impacts to the environment.
11
–Manufacturing Success in the 21
st
Century
As we move deeper into the next millennium, we face increasing conflicts between the drive to industri-
alize and the need to protect and conserve the global environment. To manufacturers, this dilemma is
played out in decisions every day. What to make, how to make it, and where to make it – all of these de-
cisions must take near- and long-term environmental impacts into account.
There is little denial that environmental concerns are very real. Industrial operations and modern products
(most notably, automobiles) continue to pour millions of tons of pollutants into the atmosphere and
groundwater every year, generating acid rain and contaminating vital watersheds. Chlorinated fluorocar-
bons from refrigerants and packaging materials are degrading the Earth’s ozone layer and contributing to
global warming. Industrial unit operations continue to pump process water contaminated with heavy
metals and toxic compounds into our watersheds, albeit at “safe” levels determined by regulatory agen-
cies. Farming continues to leach pesticides into groundwater, often with disastrous results on wildlife.
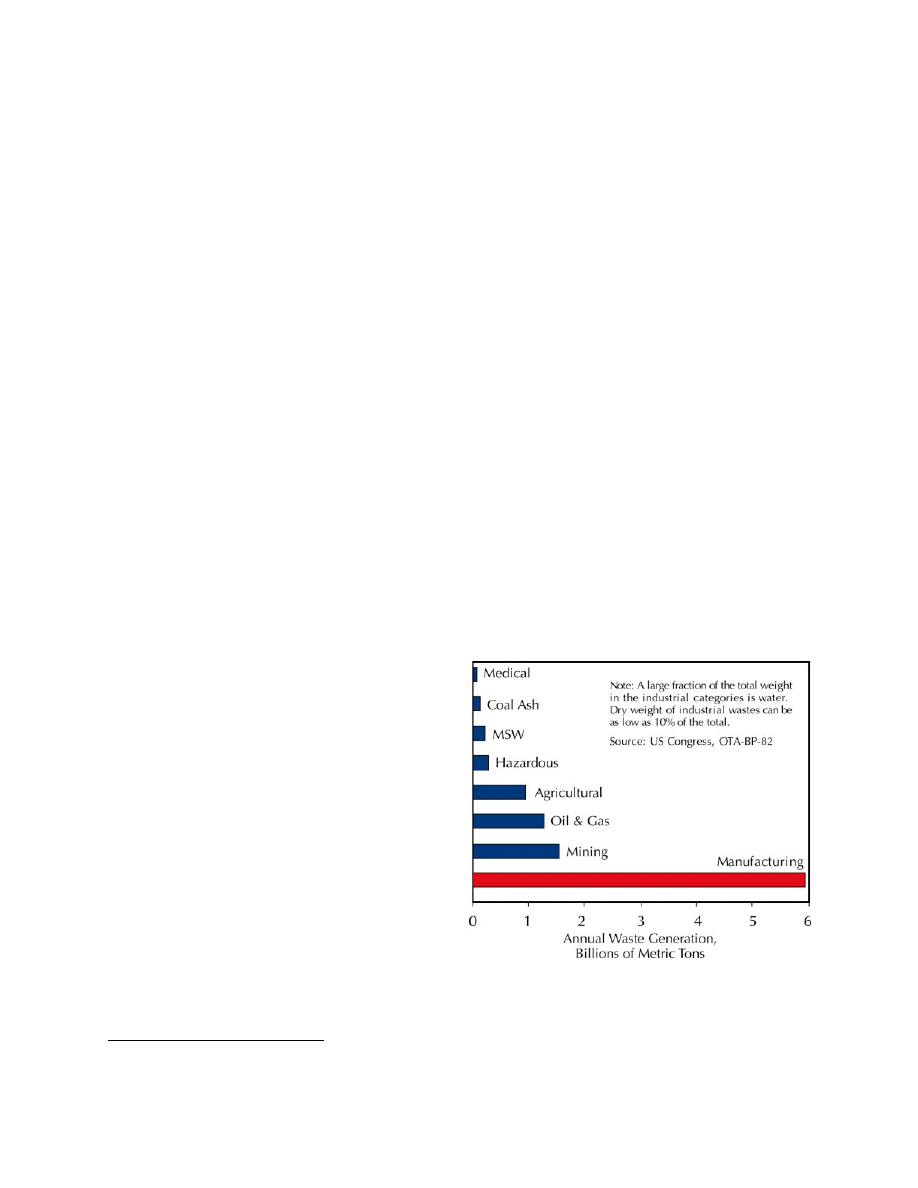
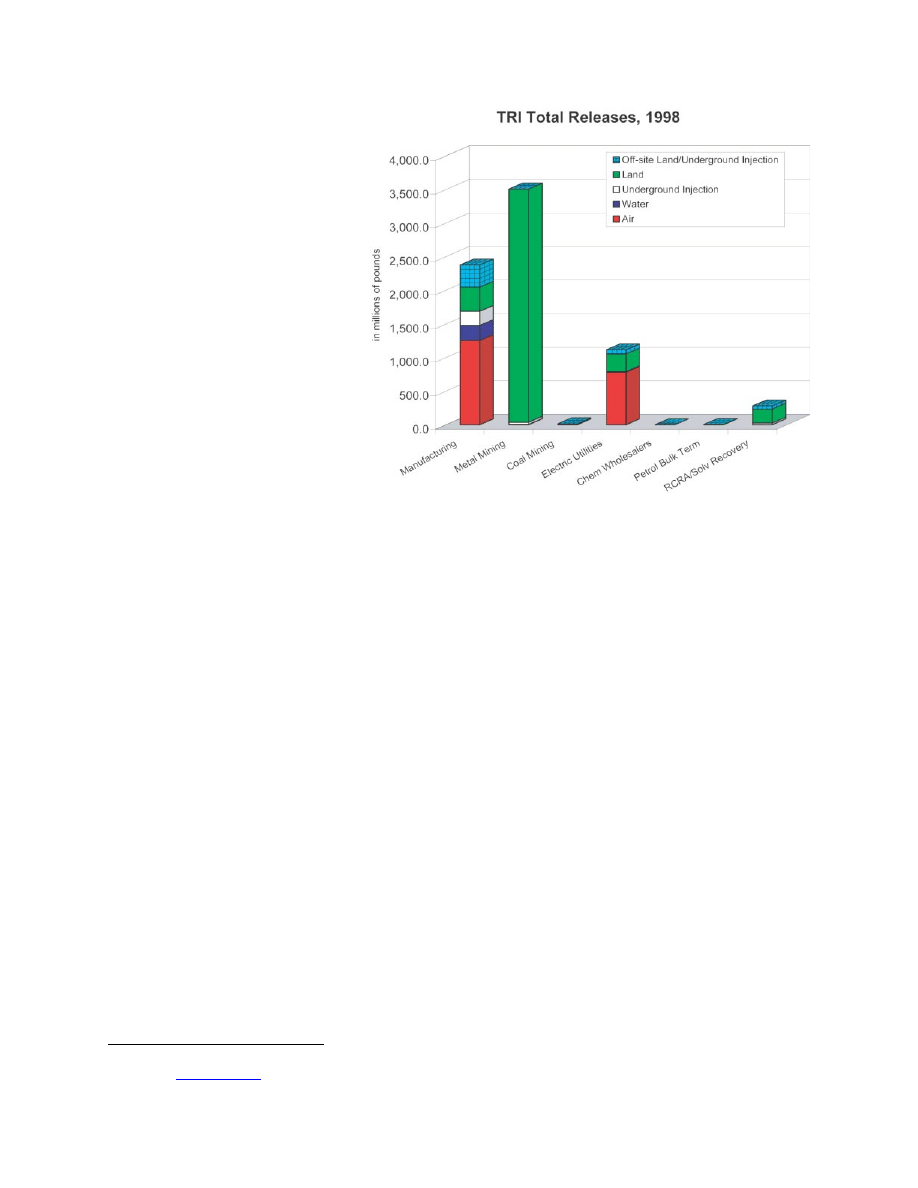
Figure 1 shows the major waste types by weight in the U.S. using data from the Office of Technology
Assessment (Wernick, 1996). These figures become even more significant when one realizes that the
U.S. produces more waste than any other nation. Hence, U.S. manufacturing might be characterized as
the most wasteful industrial activity, in the most wasteful nation. Note also that a large portion of this
waste is water waste.
12
Among the industries selected by the U.S. Envi-
ronmental Protection Agency (EPA) for toxic mate-
rials monitoring, manufacturing releases are larger
than all other activities except metals mining, which
is closely related to manufacturing. This is shown in
Figure 2, which gives the 1998 EPA Toxic Release
Inventory (TRI) results by industrial categories.
In terms of energy usage, manufacturing dominates
all other industrial activities, taking up 80% of the
total. And, because most of our energy consump-
tion in the U.S. is from carbon-based fuels – oil,
natural gas, and coal – manufacturing’s contribution
to carbon emissions is roughly the same, around
80%, again dominating all industrial activities
(DOE/EIA, 1998). Hence, when all of these factors
are considered, we see that manufacturing is per-
haps the most significant industrial activity in terms
of potential environmental impact.
11
Marks, Douglas and Richard E. Neal, Manufacturing Success in the 21
st
Century: A Strategic View, IMTI Inc., July 2000.
12
Timothy G. Gutowski et al, WTEC Panel Report on Environmentally Benign Manufacturing, April 2001.
Figure 1. Major waste types by weight in the
United States (1985) (Wernick et al. 1996).
16 September 2001
15
The rising tide of environmental
concern in the U.S. and Europe does
promise hope for the future. The real
challenge for manufacturers is how
to balance the demands of the public
and regulators for environmental re-
sponsibility against the pressures of
profit-conscious stockholders.
Better process technology and a shift
away from heavy industry has paid
excellent environmental dividends.
According to the U.S. EPA, toxic
materials releases from U.S. manu-
facturing operations dropped 45%
from 1987 to 1998 (Figure 2).
However, in many cases, technology
is not the problem. Technology ex-
ists to have near-zero-emission fac-
tory stacks, 99% filtered process
water, and leach-proof landfills. Fi-
nancially, though, we can’t always
afford it. As long as manufacturers
have competitors that operate in countries with lax environmental laws, they have little choice but to
lobby against restrictions that could hurt their competitiveness, or to relocate hazardous operations to
countries where liability is less an issue.
One interesting and troubling trend: OEMs are moving to divest themselves, through outsourcing, of en-
vironmentally problematic operations such as metalworking. Many of these subcontractors will be left
“holding the bag” as environmental regulations are tightened and as accountability is demanded for leg-
acy environmental issues. These smaller firms do not have the resources to go much beyond compliance
in day-to-day operations.
It is clear that environmental sustainability will increasingly be a basic cost of doing business. In a many
European countries, automakers must now accept vehicles back at the end of their life for recycle and dis-
posal. This model of life-cycle responsibility will likely spread to other industries and countries over the
next decade.
While technology is not a magic bullet to solve environmental issues associated with manufacturing and
industrial operations, it is perhaps the best weapon in our arsenal to make meaningful improvements
without bankrupting individual companies and entire industries. The IMTI Roadmaps
13
identify a number
of technology advances that will help future manufacturers:
• Design innovative products and processes that are optimized for environmental attributes as well as cost
and performance.
• Operate and manage processes and facilities with greatly improved control of hazardous materials.
• Manage products and processes that are sustainable from a life-cycle perspective, ensuring that end-of-
life issues are fully considered from the earliest stages of product conception.
13
Copies of the IMTI roadmaps for Manufacturing Processes & Equipment, Modeling & Simulation, Intelligent Control, and other areas are
available at
www.IMTI21.org
.
Figure 2. TRI releases for 1998 by category (EPA, 1998).
16 September 2001
16
Following are highlights of a few of the “nugget” capa-
bilities targeted for development by the IMTI plans that
will help meet the Environmental Responsibility chal-
lenge.
Zero Net Life-Cycle Waste
Eco-Industrial Parks – that’s the expression used to
describe the symbiotic relationship where waste
streams from one company become raw materials for
others. In a study of a Brownsville, Texas/Matamoros,
Mexico industrial park, the team analyzed five scenar-
ios ranging from “best practice” internal recycling to
fully cooperative, collocated factories. They docu-
mented returns on investment as high as 359% per year,
and net annual economic benefits of up to $8.2 mil-
lion.
14
“Eliminate waste!” is the battle cry of CEOs who have
embraced lean manufacturing to protect increasingly
fragile profit margins and appease stockholders. From
the environmental perspective, many firms address
waste generation and disposal issues reluctantly in re-
sponse to regulatory mandates and public concerns.
In the IMTI vision, intelligent design advisors drawing
on a rich base of environmental science and regulatory
understanding will help product and process engineers
“design out” waste on the front end. This emphasis
will encompass the entire product life cycle and include
recycling, reuse, and remanufacturing of products and
materials at the end of their useful lives.
High-fidelity material and process models used with
internet-based clearinghouses for “process partnering”
will encourage creation of zero-discharge manufactur-
ing complexes. These physically integrated production communities will use the waste from one com-
pany’s processes as feedstock for the processes of other companies.
High-precision discrete and continuous manufacturing processes managed by intelligent control systems
and operational decision aids will ensure efficient process execution, while providing robust protection
against undesirable releases.
Engineered Materials & Surfaces
While we are still years away from being able to translate the groundbreaking work now being done in the
nanotechnology arena into a commercially viable ability to engineer products and processes at the mo-
lecular levels, engineered materials offer tremendous potential to reduce the environmental impact of
manufacturing products and processes.
Key EBM-related goals in this area include the replacement of hazardous and problematic materials with
environmentally benign substitutes that:
•
Offer comparable cost and performance
14
Pollution Prevention, Eco-Industrial Parks, Research Triangle Institute, 16 July 2000.
http://www.rti.org/units/ese/p2/lca.cfm#life
.
Environmentally Benign
Manufacturing:
Delivering a Sustainable Future
Most products are designed for one-time use be-
fore becoming part of the 250 trillion tons of waste
generated annually worldwide. With the global
population expected to double to 10 billion early in
this century and with commensurate increases in
consumption of manufactured goods in develop-
ing countries, that number could grow to a quad-
rillion tons annually.
The long-term financial and environmental costs
associated with that waste stream far exceed the
short-term economic benefits associated with
those products. Mere depletion of resources will
bring nations’ economies to an abrupt halt if they
aren’t buried under the sheer mass of their own
waste first. Today’s manufacturing practices,
which recycle no more than 5% of the total waste
stream worldwide, are not sustainable for the fu-
ture by any measure.
IMTI’s vision of the future manufacturing enter-
prise embraces a closed-loop, “cradle-to-cradle”
life-cycle approach to the manufacturing cycle.
Rich bases of technical knowledge, coupled with
intelligent systems that help designers and others
make the best decisions at every turn, will pro-
mote innovation in design, technology, and mate-
rials, thus eliminating waste while drastically
curbing the release of toxic and hazardous sub-
stances into the environment. Manufacturers,
suppliers, and customers will be linked in a life-
cycle network that maximizes recovery and recy-
cle of all materials used in products and in the
processes that create and sustain them.

16 September 2001
17
•
Can be produced with processes generating less waste and requiring less energy
•
Extend end-product life and simplify recycling
•
Reduce friction, thus reducing the need for lubricants.
Engineered materials and surfaces are already providing myriad benefits in all kinds of industries. An
oxide coating on structural steel prevents corrosion and eliminates the need to paint. High-quality fin-
ishes on plastic components in automobiles (with the color embedded in the plastic) eliminates the paint-
ing problem up front and makes recycle more cost-effective.
15
New materials have led to more efficient
photovoltaic cells that have increased the efficiencies of solar power systems by 500%, while reducing
costs by 90% since 1990. More efficient motors and lightweight materials for windmill turbines have
reduced construction and operating costs by 90% since 1981, making their power generation costs compa-
rable with coal.
In the IMTI vision, advances in material processing technologies will enable design of cost-effective, en-
vironmentally benign products using customized materials and surface properties in virtually any quan-
tity.
New processing and deposition techniques will enable creation of custom materials and surfaces that vary
in 3-D composition and properties to meet environmental requirements as well as functional needs, as in
the case of load-bearing structures or components that demand a graduated combination of flexibility and
rigidity plus high resistance to environmental extremes.
The ability to engineer products at the molecular level will enable replacement of environmentally unde-
sirable materials (e.g., asbestos and chlorinated fluorocarbons) with low-cost materials that are environ-
mentally benign and safely biodegradable. This capability will also support design of products for ease of
disassembly and recycle at the end of their useful life, and provide greater protection against release of
hazardous constituents through robust packaging and containment designs virtually impermeable to acci-
dent, malice, or mishandling.
“Smart materials” in all types of containers and packaging will adapt to their external environments to
prevent inadvertent release of hazardous constituents, not unlike today’s self-sealing tires. Such materials
may eventually be programmable at a molecular level, enabling “push-button” recycle, recovery, and re-
use of constituent materials.
Self-Correcting, Adaptive Operational Systems
Improved control of processes translates to improved efficiency and competitiveness as well as improved
environmental performance. Citgo Petroleum’s refinery in Corpus Christi, Texas, has made widespread
use of smart control systems to reduce costs and enhance all aspects of performance. Neural net-based
expert systems help control process units throughout the refinery to ensure greater consistency and effi-
ciency in unit operations. Installation of a neural net-based emissions prediction system coupled to the
plant’s monitoring system enables the facility to ensure emissions are continuously controlled to the low-
est possible limits.
16
Self-correcting systems are not a new concept. Continuous process industries such as pharmaceutical and
chemical manufacturers do an outstanding job of designing efficient processes and executing those proc-
esses reliably over long periods. The long lifespan of such processes makes them amenable to process
modeling and incremental buildup from bench to pilot to operational scale. Analysis, tuning, and design
enhancement at each step enable the process to be optimized for efficiency, throughput, safety, and reli-
ability.
15
Physics Success Stories, American Institute of Physics, 16 July 2000.
http://www.aip.org/success
.
16
Austin Weber, 1996 Automated Plant of the Year Advanced Technology Propels Citgo Toward 21st Century, Gensym Corporation, October
1996.
http://www.gensym.com/expert_operations/stories/citgo.htm
.

16 September 2001
18
Process variability is a critical issue in every industry, and the designer’s challenge is to provide sufficient
margins at every step of the process to accommodate variability while minimizing resulting impacts to
cost and quality.
Improved effectors, sensors, and feedback-based control mechanisms have gone a long way toward as-
suring process performance and quality in the discrete as well as continuous processing industries. In the
IMTI vision of the future, truly intelligent control mechanisms designed to emulate biological feedback
systems and linked to “armies” of low-cost modular sensors and effectors will continuously monitor and
tune processes for optimum performance.
Linked to a knowledge base of process history, physical and chemical dynamics, and enterprise experi-
ence, the new generation of control systems will be able to respond in real time to impending process up-
sets that threaten safety parameters, and will be a source of continuous advice and assistance to human
operators and supervisors.
Totally Integrated Life-Cycle Management
More and more, companies are managing products from a life-cycle perspective to respond to customer
preferences and find ways to enhance the overall cost-effectiveness of their operations. Home Depot sells
carpet made from recycled plastic drink bottles. Collins and Aikman Floorcovering in Dalton, Georgia
does one better. They take responsibility for any product they have ever made by offering to reclaim and
reuse it after its useful life. The company warrants that no product reclaimed for recycling will ever go in
a landfill or be incinerated. Literally millions of pounds of carpet “mined” from old buildings are reused
in a closed-loop operation.
Many of the worst environmental insults we are addressing today are the result of processes originally
designed with no real understanding of their long-term impact. While there is still much to learn, there is
growing realization that diligence in design of products and processes will reduce the possibility and se-
verity of environmental insults. Hopefully, continuing technology advances will also help deliver ways to
repair the damage already done.
The IMTI vision of the product realization process – the full realm of activities that take an idea from a
scribble on a chalkboard to a delivered product – is of a process that integrates all life-cycle considera-
tions into each step of the process to help arrive at the best decisions all along the way, ensuring that end-
of-life issues are addressed up-front in the design process.
Powerful, intelligent design advisors drawing on a deep, openly shared base of knowledge about material
properties, the chemistry of environmental interactions, and best practices for design and manufacturing
will help product and process designers develop solutions that are environmentally beneficial, not just
“acceptable,” in every stage of product life.
Today’s leading-edge applications are moving toward life-cycle product management solutions. Con-
struction equipment, trucks and buses, and even some private vehicles are connected via satellite net-
works to manufacturers and service organizations to gather data for logistical support and maintenance to
assure peak performance. And in Europe, when their useful lives are over, cars are driven to a recycling
center for disassembly instead of being junked.
Prognostics – proactive diagnostics – and health management (PHM) technology is already appearing for
household appliances, enabling products to “phone home” to the factory or service rep when internal sen-
sors indicate an impending problem. Next-generation military systems such as the Joint Strike Fighter,
now in development, are incorporating PHM capabilities as part of a total product support information
management network that includes tracking and disposition of hazardous materials.
Products will be designed from inception to maximize longevity, supportability, reuse, recycle, and other
attributes with environmental impacts. Some will even be equipped with built-in monitoring and com-

16 September 2001
19
munications to ensure safe, compliant usage and final disposition. Many of these systems will provide
feedback directly to their manufacturers to help enhance the next generation of products.
Manufacturing processes and equipment will be designed to flexibly accept and use recycled feedstock
and process byproducts (e.g., scrap) as easily as virgin raw materials, creating and delivering products
with recycle content as high as 100%. Closed-loop supply chains and recycle communities at local, re-
gional, national, and international levels will connect different manufacturing operations that can use each
other’s waste and byproducts as feedstock.

16 September 2001
20
A
PPENDIX
C
NSF R
ECENT
EBM-R
ELATED
R&D G
RANTS
The following is a series of project abstracts drawn from recent National Science Foundation grants in the
area of EBM.
Optimization and Control of Metalworking
Fluids in Environmentally Benign Manufac-
turing Systems
PI: Steven J. Skerlos, University of Michigan
This grant provides funding for development of a
research and education program focused on devel-
oping environmentally benign metalworking fluid
systems. Metalworking fluids (MWFs) are ubiq-
uitous in manufacturing, comprise a major per-
centage of process costs, and contain significant
environmental and health hazards. This funding
supports a major new initiative to eliminate these
liabilities by researching the relationships between
MWF chemistry, machining performance, system
economics, and the effectiveness of state of the art
MWF re-use technology. These relationships are
researched in four phases: 1) physicochemical
characteristics of MWFs will be classified based
on their ability to affect machining performance;
2) optimal MWF application rates will be estab-
lished; (3) the fundamental mechanisms of MWF
deterioration will be determined; and 4) the effec-
tiveness of re-use technologies in addressing
MWF deterioration mechanisms and health haz-
ards will be modeled. The knowledge generated
by these tasks will be fully integrated into tangible
process planning, monitoring, and control tech-
nologies that will achieve cost-effective and envi-
ronmentally benign MWF systems.
The educational component of this program will
focus on outreach and transfer of EBDM strategies
to manufacturing stakeholders. This includes
transfer of advanced research in environmental
product design and manufacturing, as well as basic
education regarding how to achieve simultaneous
improvement of economic and environmental per-
formance. The EBDM education program will
engage a diversity of stakeholders, including uni-
versity students, practicing engineers, and gov-
ernmental providers of technical assistance. At the
university level, several original curriculum ele-
ments will be developed, including two EBDM
courses, two web-based EBDM educational tools,
and a modular EBDM sequence for undergraduate
design and manufacturing programs. The Envi-
ronmental and Sustainable Technology Research
and Teaching Laboratory (EAST RTL) will be
established to facilitate the integration of EBDM
research and education, and will be exclusively
dedicated to furthering the integration of manu-
facturing and environmental technologies.
Ultraviolet Light Surface Treatment of Poly-
mers and Metals - An Environmentally Benign
Manufacturing Process for Enhanced Paint and
Adhesive Performance
PI: Lawrence T. Drzal, Michigan State University
There is a growing need for a fast, robust, efficient
and environmentally benign surface treatment
process for plastics and metals that can be easily
incorporated into the manufacturing environment.
This New Technologies for the Environment
(NTE) project emphasizes high risk/high return,
exploratory feasibility study into the ability to use
UV light, in air, to clean and surface treat polymer
and metals surfaces as a replacement technology
for abrasion, solvent and detergent based cleaning
methods to prepare surfaces to painting and/or ad-
hesive bonding. The UV source will illuminate a
surface with photons of sufficient energy and in-
tensity in air to create atomic oxygen and ozone to
both decompose surface contaminants and oxidize
and increase the surface energy of the surface be-
ing illuminated. If this process could be accom-
plished, it would reduce VOCs, detergent-fouled
wastewater, and fine particulates. This technology
also has the potential to be very cost effective
through its energy efficiency.
Preliminary research has shown the potential
ubiquitous nature of this process to a large variety
of polymer and metal surfaces. Research in this
portion of the project will be directed at the fun-
damental scientific and engineering aspects of this

16 September 2001
21
process, which would allow life-cycle considera-
tions for costs and efficient materials reuse in a
sustainable materials stream.
Surface Engineering of Metals with Plasma
Polymers
PI: Giles Dillingham, BTG
This SBIR Phase I project will conduct research to
replace current environmentally damaging metal
pretreatment processes with an environmentally
benign process. In the approach the metal surface
is etched then coated with a sub-micron film of
plasma polymerized SiO2. Current metal pre-
treatment processes for painting and adhesive
bonding perform well, but generate tremendous
volumes of wastes, including hexavalent chro-
mium and various inorganic acids. To obtain per-
formance superior to the current state-of-the-art
wet chemical surface treatments, the surface
chemistry and morphology of the plasma polym-
erized films need to be tailored for specific inter-
actions with the adhesive. Effects of variables
including substrate chemistry, monomer chemis-
try, and ion kinetic energy on surface chemistry
and morphology of plasma polymers will be de-
termined. Then, the effect of the resulting struc-
ture on the strength and durability of adhesive
joints will be determined.
By combining in-situ analytical techniques with
accelerated aging and mechanical testing of adhe-
sive specimens, a superior, environmentally be-
nign process based on plasma polymerization will
be developed and commercialized. These primers
will have well understood morphologies and sur-
face compositions tailored to the adhesive chem-
istry through control of the deposition conditions
and/or chemical derivitization of the plasma poly-
mer surface.
Engineered Zeolite Catalyst for Paraffin Alky-
lation
PI: Mitrajit Mukherjee, Epsilon Tech
This SBIR Phase I project aims to develop a new
class of engineered zeolite catalysts for the petro-
chemical and refining industry. A looming refor-
mulated gasoline boom is driving the development
of solid-acid catalysts routes to alkylates. The in-
tent is to replace sulfuric and hydrofluoric acids
with safer and more environmentally benign solid-
acid catalysts in the 60-million tons/year alkylates
market. Although zeolites have been tried as a
potential candidate, they deactivate rapidly on
stream. The deactivation is mainly due to the for-
mation of 'coke' deposits that plug up pore mouth
openings and block the active sites. The novel
zeolite catalyst uses smart structure-directing
agents to create highly ordered micro and macro-
pores. The larger pores provide efficient access
and quick diffusion of reagents to the micro-
porous system, while the smaller pores can offer
high-surface area and size selectivity; thus specific
catalytic and sieving functions. Engineered zeolite
catalysts will be synthesized, characterized and
tested for activity and stability as part of the Phase
I research. It is expected that the unique pore ar-
chitecture will reduce intra-pore diffusive barriers
leading to higher product selectivity and a signifi-
cantly longer catalyst life compared to conven-
tional zeolitic systems.
This new class of engineered zeolites can be used
effectively as a solid-acid catalyst for fast liquid
phase reactions such as the production of iso-
octanes, cumene and EB.
Environmentally Conscious, Economically Fea-
sible Electronics Manufacturing
PI: Mark A. Palmer, Virginia Commonwealth
University
This New Technologies for the Environment
(NTE) project will assess the feasibility of using
lead-free solder with existing manufacturing
equipment, through novel processing. Using this
process may have the added benefit that fluxes,
potentially hazardous organic materials, may be
eliminated from the solder paste as well. Solder
joints will be prepared by a solid state process,
known as sintering where by powders are joined
without melting the powder. Sintering is widely
used to manufacture ceramics and high tempera-
ture metals. In the process proposed here, solders
considered as alternatives to lead-tin solder will be
heated to slightly below their melting point and
allowed to sinter. Were these alternatives used in
conventional processing, electronic materials
would be exposed to temperatures 50C higher than
if lead-tin were used. By sintering, the tempera-
ture will actually be reduced. This technique can
also be used to form cold solder joints with me-
chanical integrity. This means that a wider range
of materials can be considered.

16 September 2001
22
Laser-Triggered Multiple Hollow-Cathode
Transient Plasmas for a Multi-Component Film
Manufacturing Process
PIs: Sarath Witanachchi and Pritish Mukherjee,
University of South Florida
This NSF/DOE Partnership in Basic Plasma Sci-
ence and Engineering project addresses the devel-
opment of a new process to generate highly ion-
ized plasma plumes of metallic species for multi-
component film growth. Multiple, laser-triggered
hollow-cathode plasma sources are used for the
deposition of stoichiometric multi-component
films. The process affords precise control of the
transient plasma dynamics and the plasma plumes
can be made directional by external fields, thereby
allowing the deposition of material on steps, facets
or vias. The basic mechanisms involved in the
formation, propagation and gas phase interactions
of multiple transient metallic plasmas triggered by
synchronized laser pulses is studied through
Langmuir probe and in-situ optical diagnostics.
These studies include the dynamics and plasma
chemistry of multiple colliding plasmas as well as
the effect of various plasma parameters on film
stoichiometry, rate and area of growth, and the
crystallinity and morphology of the films. A theo-
retical model is developed to simulate species
propagation in a transient plasma plume.
Applications that include the deposition of Cu,
TiN and CuInSe2 films are used to illustrate the
general feasibility of the proposed manufacturing
process. This novel process will lead to high-
throughput, high-quality, cost-effective, environ-
mentally benign industrial applications in the fab-
rication of coatings and films.
Integrated Environmental and Economic
Performance Monitoring
PIs: Bert Bras, Chen Zhou, Leon F. McGinnis,
Georgia Tech Research Corp. (GIT)
This grant provides funding for research to inte-
grate environmental and economic performance
information for manufacturers. This research will
attempt to help industry see, in real time, opportu-
nities for improving both economic and environ-
mental performance. The objective is to develop
new business/process instrumentation and corre-
sponding methods of analysis that will quantify
and qualify the joint environmental and economic
performance of manufacturing plants.
This project will extend familiar cost management
principles (in particular Activity-Based Costing)
into environmental management in order to create
a combined economic and environmental perform-
ance measurement framework. A model of a
manufacturing plant's processes using an Activity-
Based Cost, Mass, and Energy approach will be
developed. Manufacturing process sensors will be
used to enhance response time of performance
measurements. The data streams will be inte-
grated into a web-browser based display that pro-
vides read-outs of the plant's performance at vari-
ous levels of detail. The tools will be imple-
mented and tested in an actual manufacturing
plant. This test-bed will be used to assess the
findings and lessons learned with respect to devel-
oping integrated economic and environmental as-
sessments.
If successful, this research will provide new busi-
ness and process instrumentation and correspond-
ing methods of analysis that will quantify and
qualify the joint environmental and economic per-
formance of manufacturing plants. These tools
will advance the cause of environmentally con-
scious manufacturing (and ultimately, sustainable
development) by providing a basis for bench-
marking a manufacturing plant with other plants
and other industries. Companies will use these
methods to accelerate their contributions to a more
sustainable society.
Environmentally Benign Manufacturing -
Casting by Design
PI: Paul H. Steen, Cornell University
This New Technologies for the Environment
(NTE) exploratory research project proposes a
novel technology to enable continuous casting of
molten metals, in a single step, to the specifica-
tions of the designer. To cast aluminum foil, e.g.,
in a single step, would reduce CO
2
emissions to
the atmosphere by 250,000 tons per year, in the
U.S. alone. Every kilogram of aluminum saved in
reducing manufacturing waste translates into elec-
tricity saved at the energy-hungry smelter. The
technology is based on controlling length scales
previously uncontrolled.

16 September 2001
23
Successful casting by design, or `tunable' casting,
will use substrate modification to manipulate
product quality. The goal is to condition the sub-
strate by imposing thermal gradients before the
contact zone. Gray-scales in ink-jet printing are
produced by the spacing and arrangements of ink
dots of the same size. In much the same way, the
proposed gradients will be established with ar-
rangements and spacing of hot spots. Laser heat-
ing will induce the hot spots.
Machining of Elastomers and Elastomer-Steel
Composites
PIs: John S. Strenkowski and Albert J. Shih, North
Carolina State University
This grant provides funding to develop new meth-
ods for machining elastomers and elastomer-steel
composites. Several machining methods will be
investigated including high speed milling using
ultra-sharp cutters, machining of elastomers with
induction-heated tools, and machining of cryo-
genically-cooled elastomers. An understanding of
the tool-workpiece interaction will be developed
using finite element techniques that address the
large strain and highly deforming elasto-
viscoplastic response of elastomers. The models
will be used to determine tool forces, workpiece
temperatures and deformation, and surface rough-
ness of a machined elastomer as a function of op-
erating conditions and tool geometry. Appropriate
material property data will be developed in close
collaboration with several industrial partners to
characterize the elastomer response at the elevated
temperatures and high strain-rates anticipated in
machining. Tools and operating conditions that
result in smooth surface finishes and damage-free
parts will be identified, and cutting tests will be
performed to verify the models based upon tool
forces and surface finish.
This research will lead to new understanding of
the fundamental mechanisms of chip formation
during machining of elastomers at both elevated
temperatures and cryogenic conditions. This un-
derstanding is critical for identifying tools and op-
erating conditions to improve the machinability of
a wide range of elastomeric products such as
shock isolators, sound and vibration absorbers,
seals, tires, electrical and thermal insulators, foot-
wear, tubing, and other applications requiring a
highly flexible or stretchable material. As com-
pared with traditional expensive and time-
consuming molding processes, the machining
methods investigated in this research promise a
practical alternative for rapid production of preci-
sion elastomeric parts for a multitude of custom
applications at significantly lower cost. This re-
search also offers the potential for the develop-
ment of new manufacturing processes for cost-
effective and environmentally conscious tire recy-
cling.
Selection of Industrial Coatings Based on Envi-
ronmental and Societal Impact Characteristics
PIs: John K. Gershenson, R. Ryan Dupont, and
Richard Ratliff, Michigan Technological Univer-
sity
This grant provides for development of a method
for quickly comparing different industrial coating
choices based on their environmental and societal
impacts and their performance in a given applica-
tion. The method will expedite the selection of
industrial coatings during conceptual design by
developing a set of expressions that relate coating
key performance criteria (hardness, corrosion re-
sistance, chemical resistance, etc.) to environ-
mental and societal impacts (human health effects,
resource depletion, energy utilization, etc.). The
research will seek to produce a taxonomy of audit-
able environmental characteristics relevant in the
selection of industrial coatings; an underlying
method for trading off environmental concerns
over the entire life-cycle of an industrial coating
from its production, through its use, removal, and
reapplication; and the relationships used in indus-
trial coatings selection to balance environmental
impact and cost as a measure of functionality.
If successful, this research will yield a fundamen-
tal bridge between design, the environment, and
auditing, allowing all three to operate with a single
schedule of environmental and societal impact.
Specifically, the project will provide a rapid,
quantitative methodology for identifying the most
environmentally benign candidate for a given
coating application, which minimizes energy and
resource utilization, without conducting exhaus-
tive analyses of the systems. After application by
design engineers, the result could be reduced envi-
ronmental impact from everyday products.

16 September 2001
24
Superheated Water and Steam Degreasing of
Working Stocks, Parts, and Equipment in Ma-
chining, Manufacturing and Production
PI: Walter J. Weber, University of Michigan
This NSF/EPA Technologies for a Sustainable
Environment project will identify and develop an
environmentally benign, innovative, efficient, low-
cost technique for degreasing working stocks,
parts and other metal surfaces using superheated
water and steam. By utilizing the unique proper-
ties of pure superheated water for this purpose it is
anticipated that the current use of conventional
hazardous organic and alkaline solvents will be
markedly reduced.
The research will demonstrate that superheated
water and/or steam (SHWS) will provide the same
level of degreasing as conventional solvents. Op-
timum superheated water temperatures for effec-
tive degreasing will be correlated to quantifiable
parameters of grease components, such as drop-
ping point, thickener type and grease condition.
Alternating sequences of superheated water and
steam treatments will be tailored to specific types
of grease to provide optimal degreasing effective-
ness. The alternating sequence schemes will be
coupled with reactor configurations and mixing
scenarios that will enhance the SHWS degreasing
process. It is expected that the energy costs for
heating water and steam will be more than bal-
anced by the reduction of treatment and disposal
costs below those associated with traditional or-
ganic and alkaline solvent systems. For difficult
degreasing situations that require solvent modifi-
ers such as surfactants and chelating agents, su-
perheating the water will allow minimization of
these additives, reducing direct costs and waste-
water problems.
This NSF sponsored project, complemented by
similar support from EPA for this research, is ex-
pected to result in significant reduction of solvent
use in industrial parts cleaning operations.
Rapid Fabrication of Titanium Boride (TiB2)
Anodes for Electrolysis of Aluminum
PI: Jacob J. Stiglich, Materials Modification Inc.
This SBIR Phase II project will develop non-
consumable and wettable titanium diboride
(TiB2)-based cathodes with near-theoretical den-
sities and purity. Phase I demonstrated that tita-
nium and boron powders could be reactively con-
solidated to produce near-theoretical density TiB2
parts using plasma pressure compaction. A 4-inch
diameter by 3/8-inch thickness near-net shape
cathode will be fabricated for evaluation in Phase
II, and a novel water jet nozzle and abrasive jet
mixer tube will be developed based on TiB2.
Phase II will also develop zirconium dioxide
(ZrO2)- and titanium (Ti)-toughened titanium di-
boride composites for evaluation as cutting tools.
TiB2 electrodes are expected to provide better per-
formance, cost-effectiveness, a hazard-free work-
place, and environmentally benign processing in
aluminum production; and it is now thought that
rapidly consolidated, near net-shape TiB2 parts
can also be used in cutting tools for hard metal
machining, in mixing tubes for abrasive jets, and
in nozzles for water jets.
Fundamentals of a Novel Advanced Oxidation
Process for Foundries that Improves Green
Sand Performance and Diminishes Air Emis-
sions
PIs: Fred S. Cannon, Robert C. Voigt, and Charles
M. Kurtti, PA State University Park
This GOALI award is to develop the fundamental
understanding of an environmentally benign
manufacturing process modification for metal
casting. During metal casting, the molten metal
solidifies within a mold and takes on a complex
shape. Green sand molds include some coal and
adhesives; and when these experience the high
temperatures of molten metal, they can emit vola-
tile organic compounds (VOCs). A novel ad-
vanced oxidation (AO) process has been installed
at five full-scale foundries, and has successfully
decreased these emissions by 30-75%. Moreover,
this process has also diminished by 10-30% the
amount of clay, coal, and sand required; and it has
decreased casting defects by 10%. The research
objectives are to (a) better understand the funda-
mental engineering kinetics that underlie advanced
oxidation processing; (b) at the bench and pilot
scale, build on these fundamentals to yet further
diminish emissions and enhance green sand per-
formance with the AO process. The potential im-
pact and success of this research could be to ad-
vance the understanding of this AO process to
where it will diminish total U.S. air pollution by

16 September 2001
25
0.1 to 1% (relative to all air pollution sources). At
the same time, enhancement of these features will
save money, prevent pollution, reduce waste to
landfills, broaden foundries' opportunities, and
create U.S. jobs in the vital foundry industry.
Tests will measure VOC emissions and green sand
performance in a manner that facilitates enhanced
behavior while also advancing basic process un-
derstanding and engineering understanding.
Bench scale tests will also mimic key features of
the thermal exposure that foundry green sands ex-
perience, in order to acquire fundamental insight
via well-controlled experiments.
Front-End-of-Line Photoresist Stripping Proc-
ess for Electronic Device Manufacturing
PI: David G. Boyers, Phifer Smith Corporation
This SBIR project is directed toward assessing the
performance of a new a front-end-of-line (FEOL)
photoresist stripping process for electronic device
manufacturing. A sulfuric acid and oxidant mix-
ture (SOM) continues to be used for stripping
photoresist from semiconductor wafers. Recently,
several groups of researchers have investigated the
use of ozone dissolved in DI water (DIO) for
photoresist stripping. The use of ozone dissolved
in water in lieu of SOM offers a number of ad-
vantages including: 1) decreased chemical dis-
posal cost, 2) decreased rinse DI water consump-
tion, 3) increased user safety, 4) decreased chemi-
cal cost. Phifer Smith Corporation has developed
a new process which has achieved an etch rate that
is two to four times faster than the fastest DIO
process. We have defined four goals for phase I:
1) modify our existing wet processing test appa-
ratus, 2) measure the etch rate for positive and
negative I-line and DUV photoresist, 3) measure
the etch rate for positive I-line and positive DUV
photoresist ion implanted at dose levels of 1E13,
1E14, and 1E15, 4) develop a preliminary design
for a FEOL wafer cleaning process for evaluation
in phase II. This process can be applied to high-
speed photoresist stripping and post ash residue
removal. It may also find application in post-etch
residue removal for front-end-of-line semicon-
ductor manufacturing processes. Finally, it may
also find application in other industries as a resi-
due free, environmentally benign, cleaning proc-
ess.
Copper Selective Silica-Polyamine Extraction
Materials for Processing Copper Ore Leach
Liquors
PI: Robert J. Fischer, Purity Systems, Inc.
This SBIR Phase I project will develop a silica-
polyamine composite material to be used in an
efficient, environmentally benign system to selec-
tively extract copper from copper ore leach liq-
uors. In this process the copper is extracted from
the acidic leach solution into an organic solvent,
typically kerosene, where it is concentrated and
then released back into an aqueous solution for
final processing. While this process is superior to
smelting with regards to environmental impact and
efficiency it still possesses environmental liabili-
ties, chiefly toxic, flammable organic solvents and
unfavorable economic factors namely solvent and
solvent modifier loss. In this Phase I project, a
material with a long useful lifetime, that will sepa-
rate copper from low copper concentration acidic
leach liquors containing ferric iron efficiently and
effectively at high processing rates without using
organic solvents, will be produced.
Presently thousands of tons of copper are pro-
duced in the United States and abroad using a sol-
vent extraction process. The process using these
new materials will produce highly concentrated
copper solutions ready for final copper recovery.
The cost of these materials is predicted to be sig-
nificantly less than the resin-based materials cur-
rently being tested for this application.

16 September 2001
26
A
PPENDIX
D
EBM B
EST
P
RACTICES
The following is a series of EBM-related Best Practices abstracts drawn from the U.S. Navy’s Best Manu-
facturing Practices (BMP) program.
Hazardous Material Management
In 1984, Lockheed Martin Tactical Aircraft Sys-
tems (LMTAS) adopted a corporate goal of zero
discharge of hazardous waste. This effort was
motivated by the high cost of compliance and li-
abilities with environmental regulations. A proac-
tive formal emissions remediation management
program was established using a team approach to
achieve the zero discharge goal. Initial baselines
were established and plans were developed for
hazardous waste elimination and elimination of
underground tanks.
By 1987, goals and baselines were expanded to
include a multimedia approach to pollution pre-
vention. By 1988, an aggressive plan to reduce
hazardous waste by 90% was well underway with
11 completed projects and 11 ongoing projects.
The Air Force partnered with the company on fa-
cilities and research and development projects. In
1991, a formal Hazardous Material Management
Program Office was established which adopted a
goal-oriented approach to pollution prevention.
Metrics indicate progress in every major environ-
mental area, and monthly and quarterly measure-
ments are conducted with annual updates. The
planning focus is on projects since projects can be
tied to very specific goals. To date, more than 50
successful zero discharge projects have been com-
pleted. Examples of these projects include:
•
Waterborne Primer (1985)
•
High Energy Value Waste Segregation (1987)
•
Ultrafiltration of Non-recyclable Coolant (1988)
•
Mechanical Sealant Removal Process (1989)
•
Non-halogenated Substitutes for 'Safety Solvent'
(1990)
•
47 Closed Systems for Paint Gun Cleaning
(1991)
•
Aqueous Degreaser (T-529 and T-530) (1992)
•
Low Vapor Pressure Cleanup Solvents (1992)
•
Reuse Hazardous Waste Drums (1993)
•
Spent Lead-Acid Battery Recycling (1994).
Pollution prevention initiatives have saved more
than $25 million on hazardous waste disposal
alone. LMTAS was selected from a field of 70
large technology companies to receive the Clean
Texas 2000 1995 Governor's Award for Environ-
mental Excellence.
LMTAS continues to meet the environmental
challenge by working with government and indus-
try groups to help develop national environmental
standards such as National Aerospace Standard
411, the National Emission Standards for Hazard-
ous Air Pollutants, and Control Technology
Guidelines. The company is also working with the
DOD Joint Group for Acquisition Pollution Pre-
vention. There are eight current projects and more
than a dozen new projects planned. A decade of
progress has produced major positive results and a
strong team is in place and actively addressing
remaining issues.
Point of Contact: John Horton, (817) 763-3060
Email: john.a.horton@lmco.com
Hazardous Waste and Pollution Prevention
In 1990, the CEO of Northrop Grumman posted a
challenge to reduce hazardous waste generation by
90% between 1990 and 1996. By meeting this
challenge, the company would reduce corporate
liability, operational costs, and em-
ployee/community exposure. The success of this
senior-level direction was outstanding. Not only
did Northrop Grumman meet this environmental
goal by 1996, it also received 16 separate envi-
ronmental excellence awards for its efforts (e.g.,
EPA's Stratospheric Ozone Protection Award;
California Water Pollution Control Association's
Industry of the Year; International Waste Man-
agement Board's Waste Reduction Award). Sev-
eral initiatives also influenced the company's suc-
cess such as process and equipment changes; ma-
terial reuse and recycling; alternative materials;
employee training; and activity tracking of haz-
ardous materials.

16 September 2001
27
Material specifications of airframes manufactured
at Northrop Grumman created obstacles which
would have been less severe in a commercial
manufacturing atmosphere. These obstacles, al-
though difficult, were not impossible. In fact,
Northrop Grumman achieved a 99.99% reduction
in ozone depleting chemical materials by 1996.
Through its environmental activities, the company
realized a 77% reduction in toxic air emissions by
1995, and a 100% reduction by 1996. In addition,
process changes enabled an 89% reduction in
manifested hazardous waste by 1996.
Upon reaching the environmental goals set in
1990, Northrop Grumman decided that the goals
had not been set high enough. In 1997, the envi-
ronmental technical activity thrust was split into
three areas of concentration (waste minimization,
chemical emissions reduction, and environmental
design systems) to eliminate hazards at the source.
Waste minimization set a new goal to reduce the
company's waste by another 50% by the year
2001. Chemical emissions reduction efforts con-
tinue to decrease all emissions of toxic chemicals.
The environmental design systems group now uses
computer aided design and data management to
incorporate environmental considerations
throughout the manufacturing processes.
Point of Contact: Ed Levy, (310) 331-540
Email: elevy48430@aol.com
Paint Fumes Management
Nascote installed a regenerative thermal oxidation
system from the Salem Corporation to control
volatile organic compound (VOC) emissions from
its paint lines due to escalating production levels.
When the company began operations, it received
certification from the Illinois Environmental Pro-
tection Agency (IEPA) to operate its paint lines
under the 'small plant' plant classification that
stipulated emissions of less than 249 tons per year
of VOCs per coating line. The plant was designed
to come up to full production in three stages, each
stage to include additional pollution control
equipment to comply with the IEPA standards.
Stage one consisted of thermal incineration of all
bake oven air, and the following two stages in-
cluded the abatement of spray booth exhaust as
production levels increased. Production levels,
however, increased more rapidly than expected
and Nascote began exceeding the VOC emission
limits in early 1988, prematurely entering into
stages two and three. Although extensions of op-
erating certification were obtained that permitted
the plant to operate through 1989, Nascote deter-
mined that installation of an abatement system
would be necessary to meet IEPA requirements
and to satisfy the EPA requirement to demonstrate
best available control technology.
The regenerative thermal oxidation system from
Salem Corporation is a regenerative system that
reuses assets such as heat, energy, and pressure,
which would otherwise be wasted. Regenerative
thermal incineration destroys fume emissions and
odors by effectively reusing the heat of combus-
tion. This particular system is a multi-chamber
configuration that operates in an alternating in-
let/outlet mode while the off-line chamber is
purged of trapped contaminants. This ensures that
all contaminants trapped in the matrix beds and
retention areas are purged with clean air after each
inlet cycle. Through this purging process and the
high thermal efficiency (96%), up to 99% of all
volatile organic compounds are destroyed.
At Nascote, a $10 million investment in this sys-
tem allowed the company to greatly exceed IEPA
and EPA requirements, thereby avoiding potential
bottlenecks in the future as production capacity
increased, and ensuring environmentally responsi-
ble operations.
Point of Contact: Wayne Broadwater, (618) 327-
4381
Paint Sludge Recycling
Nascote contracted with Environmental Purifica-
tion Industries (EPI) of Toledo, Ohio to send paint
sludge through EPI's paint waste recycling proc-
ess. Nascote's paint lines included an overspray
capture system that generated paint sludge; a ma-
terial classified as hazardous waste by the EPA.
Prior to 1993, paint sludge was collected and
shipped in 55-gallon drums to a fuel blending fa-
cility and burned, a process that still resulted in
pollutants being released into the atmosphere. As
costs increased with this process, Nascote began
investigating alternative disposal methods to im-
prove the environment and reduce costs.
EPI accepts paint waste under a highly controlled
procedure and processes it into a granular, inert
powder that can be used as a filler or pigment for

16 September 2001
28
products used by the roofing, rubber, paint, plas-
tics, and sealer/caulking industries. The new
process reduces the chance of spills through bulk
handling and shipping of the paint sludge. Strict
recordkeeping and tracking procedures are fol-
lowed by EPI who issues a recycling certificate
verifying the waste has been completely recycled.
This certification process complies with the Re-
source, Conservation, and Recovery Act for con-
serving energy and raw materials by recycling
waste.
Since 1993, over 5 million pounds of paint sludge
shipped to EPI from Nascote's paint overspray
capture system has been recycled. In addition to
eliminating 100% of the waste formerly dis-
charged into the environment, Nascote's system
reflected an annual disposal cost savings of ap-
proximately $100 thousand.
Point of Contact: Wayne Broadwater, (618) 327-
4381
Paint Solvent Recycling
Nascote implemented a paint solvent recycling
program which eliminated problems associated
with recycling spent purge solvent from its paint-
ing system. The new method has also produced
substantial savings for the company.
On both of Nascote's robotic paint lines, a solvent
was used to achieve proper paint consistency and
to purge the nozzles between frequent paint color
changes. Both the color and prime lines generated
spent purge solvent as a waste. The spent solvent,
classified as a hazardous waste, was collected and
shipped to a fuel blending facility where the waste
was combined with other materials and burned.
However, this method still released pollutants into
the atmosphere during incineration of the blended
material. In addition, the EPA required that at least
70% of all spent solvent be captured, and only
30% of the spent solvent could be collected for
shipment to the blending facility using the old
method.
Under the current recycling or disposal method,
initiated in mid-1996, a more efficient capture
method collects over 85% of all spent solvent.
Nascote pumps the spent material directly into
tanker trucks and ships it to Gage Products in
Ferndale, Michigan who recycles the material by
cleaning out the impurities and returns the clean
material to Nascote for reuse. Any spent solvent
not captured is mixed with the paint sludge and
treated separately. As a result of the current cap-
ture method, Nascote shows a 91% average recy-
clable rate for solvent and consequently, the
amount of new solvent purchased is greatly re-
duced.
The new method has virtually eliminated spent
solvent as a hazardous waste to the environment.
Since May 1996, Nascote has shipped nearly
60,000 gallons of solvent to Gage Products for
recycling, and the company projects annual sav-
ings of over $100 thousand per year by recycling
spent solvent.
Point of Contact: Wayne Broadwater, (618) 327-
4381
Powder Coat Painting and Infrared Curing
Oven
Kurt Manufacturing developed a new top coating
system to process parts (castings) at a recently ac-
quired facility. Although Kurt had experience with
an existing electro-deposition painting (E-Coat)
system at another facility, the company was seek-
ing to improve its capabilities. Since the E-Coat
system was costly and required considerable
space, Kurt investigated epoxy powder coating
systems using conventional ovens for curing.
They worked with Morton Thiokol, the powder
epoxy paint supplier, and Ransburg Gema Powder
Coat Equipment to develop techniques and an in-
frared-based oven system that reduced processing
time from 20 minutes to approximately 2 minutes
of curing time. The process is both environmen-
tally cleaner and safer than many alternative
painting methods.
Kurt wanted to identify which powder paint
would:
•
Cure in a 1 to 3 minute range (instead of 20
minutes at 350 degrees)
•
Seal and cover imperfections in castings
•
Retain high gloss consistency
•
Be machinable after painting, and not peel, chip,
or crack.
Initially the powder would burn and blister on
overbaked parts, and chip and break away on un-
derbaked parts. Kurt determined that powder
coating and infrared curing would work if it were

16 September 2001
29
properly controlled. Kurt designed and constructed
its own infrared oven to fit the needs of this proc-
ess. The temperature and internal work area of the
oven were adjustable to accommodate parts of
varying size and heat requirements.
The powder paint process includes treatment of
parts in a phosphate solution (for paint adhesion),
then drying the solution followed by powder
coating by a triboelectric gun at a temperature
controlled station which collects excess powder
spray. Next, the powder coating is cured in the
infrared oven, and finally the parts are cooled.
The parts are moved through this process by an
overhead conveyor line.
Major advantages of powder painting/infrared
curing over other techniques include:
•
Up to 96% of the powder is recovered at the
painting station
•
No mixing of paints is required
•
No downtime to clean equipment
•
No heat or cooling loss due to external exhaust
•
Defective parts can be cleaned with air prior to
baking and repainted
•
Low maintenance and no waste disposal costs
•
Compact oven size (7x9 feet)
•
Low energy requirements for oven due to instant
heat from quartz lamps
•
Elimination of warped parts due to heat.
Disadvantages include the need for temperature
and humidity control at the spraying station and
difficulty in stripping parts that have defective
painting.
Kurt has reduced cycle times for the painting and
curing process, realized smaller space require-
ments, overall system cost savings, and reduction
of environmental impact over alternative methods
as a result of this process. The cost of the infrared
oven was $40K to $50K, and the total cost of the
powder system approximately $120K.
Point of Contact: Dale Owens, (612) 572-4561
Pressure Nutsche
Since 1988, Polaroid has been implementing a
multimillion-dollar program to replace the tradi-
tional centrifuges and dryers at its Chemical Op-
erations Division with pressure nutsche technol-
ogy. This change has been improving the com-
pany's Toxic Use and Waste Reduction perform-
ance and will reduce the Division's air emissions
by 80% in 1999.
Previously, products were isolated; washed on fil-
ter presses or in centrifuges; and dried in vacuum
tray dryers. These dryers produced high VOC
emissions, required labor-intensive material han-
dling, and had long cycle times. The process also
exposed employees to VOC emissions, solvents,
and fire risks. Pressure nutsches work as self-
contained vessels to filter, dry, and separate
chemical mixtures while removing vapors and
emissions. Polaroid introduced pressure nutsches
to improve safety for employees, prevent pollu-
tion, and provide increased operational perform-
ance. The nutsches have also been accepted by
environmental agencies as complying with the
Clean Air Act requirements. To offset the high
cost of pressure nutsches ($2 million each), Polar-
oid has been upgrading its facilities gradually.
Polaroid modified the pressure nutsches to facili-
tate its material handling and cleaning operations.
Benefits gained over the past 5 years include a
decrease in baseline VOC emissions from 180 to
40 tons per year; a 95% reduction in VOC emis-
sions from filtration and drying operations over
traditional processes; and a 20% to 30% increase
in solvent collection for on-site reuse or off-site
fuel burning. Pressure nutsche technology has
also improved employee safety by reducing sol-
vent exposure, minimizing drum handling; and
decreasing fire hazards from flammable solvents.
Employees are no longer handling solvent-wet
cakes. Operational benefits include improved ef-
ficiency, reduced cycle times, increased product
yields by 2% to 5%, and reduced labor hours.
Point of Contact: Tim Hawes, (617) 386-089
Email: hawesr@cliffy.polaroid.com
Source Reduction and Water Reuse
Committed to reducing waste in all aspects of its
business, Sharretts' primary goal is optimizing
water usage while minimizing waste. Sharretts
has identified and implemented several innovative
ideas in these areas, resulting in mutually benefi-
cial results for the company and the environment.
Several techniques and process modifications have

16 September 2001
30
also been established to further reduce the amount
of water used in process operations.
After significant analysis and investigation, Shar-
retts determined that the effluent from the plant's
treatment system was sufficiently clean for reuse
in other areas of the plant. After treating the
plant's process water, the water reuse system cap-
tures the water in a water reuse tank and recircu-
lates it through the various processes. Excess wa-
ter is then discharged to the publicly owned
Treatment Works. Sharretts is also using a filter
press to reduce the water content in the sludge
produced during the wastewater treatment process.
The filtered water is adjusted to the proper pH
level and then redistributed through the water re-
use system for replenishment of process water.
Sharretts implemented cascading rinses for the
running rinse tanks in all of its major plating lines.
This provides improved rinse quality with less
water. Primary modifications for this improve-
ment were the installation of baffling and some
piping changes. In addition, Sharretts installed
restrictors in running rinse lines to manage and
control the amount of water used at each location,
while still providing sufficient water quantities to
maintain product quality.
Another technique used at Sharretts is drag-out
control. Contaminants can be carried (dragged
out) from the previous processing tank to the next
bath. By increasing the dwell time over the previ-
ous processing tank after the parts are removed,
contaminants dragged to the next bath are mini-
mized. This reduces the water quantity needed for
rinsing and increases the lifespan of the baths.
Sharretts has optimized its dwell times while still
allowing for maximum productivity and through-
put on each of its lines.
Sharretts has also installed evaporators on the still
rinse tanks after the zinc-plating baths. The rinses
are processed through a filtration system to re-
move contaminants and are then pumped through
an evaporator. After the water is evaporated, the
remaining concentrated liquid is pumped into the
plating bath as a chloride addition, which reduces
the amount of input materials required for the
bath. Additional benefits include decreased water
quantities to be processed through the plant treat-
ment system, reduction of the volume of water
purchased for plant operations, reduced hazardous
waste generation, increased material savings, and
elimination of chlorides from the waste treatment
system. Sharretts uses a similar system on the still
rinse tanks after the cleaner stages on two of its
production lines.
With these improvements, Sharretts estimates that
its hazardous waste production has decreased from
240,000 lb/year in 1994 to 130,000 lb/year in
1997. In addition, the company has decreased its
chemical costs for wastewater treatment from
$35,000 to $21,000 over the same timeframe.
Point of Contact: Tom Sharretts, (717) 767-670
Spring Coating Environmental Requirements
As the result of the Pennsylvania Department of
Environmental Regulations (PaDER) provisions of
the Federal Clean Air Act Standards, DPI deter-
mined that two different coatings used on assem-
bled springs were non-compliant. The coatings
(one a black, tar-based coating for multi-leaf
springs and the other, a zinc-based coating for ta-
pered springs) contained excessive Volatile Or-
ganic Compounds (VOCs) for meeting the new
PaDER requirements. Faced with the expensive
options of either purchasing equipment to capture
VOCs or incurring progressive fines, DPI took
steps to identify, test, and utilize new coating ma-
terials that would fully meet the new environ-
mental standards. This requirement for identifying
new coating materials with acceptable levels of
VOCs was complicated by additional needs to
meet salt spray tests, application-ease require-
ments, and simple part preparation, in addition to
presenting a satisfactory finished appearance. The
time available to find a solution was also limited
by the regulating agency.
To meet these requirements, DPI formed a Project
Task Team with representation from the plant's
production, manufacturing engineering, mainte-
nance, purchasing and product engineering ele-
ments. The team developed solution parameters
that included the range of environmental concerns
(PaDER regulations, employee exposure, and
waste disposal issues), quality issues, process ca-
pacity, and projected costs in addition to the time
deadlines. Discussions were held with numerous
paint manufacturers regarding the coating needs
and revealed a concurrent requirement that thor-
ough pre-application cleaning was a specification
included with many of the suggested materials.

16 September 2001
31
After investigating cleaning methods, the team
determined it should avoid coatings with pre-
cleaning requirements if possible because of po-
tentially high added costs and the environ-
mental/safety problem associated with many
cleaning methods.
A number of sample products were obtained from
paint manufacturers and all were submitted to salt
spray testing durations compatible with the quality
requirements of DPI. Paints passing the first salt
spray tests were subjected to additional similar
tests as well as ASTM-specified tests (hardness,
chip resistance, and adhesion) where applicable.
The results of these tests, together with application
methodologies and costs considerations, prompted
the team to recommend a water soluble alkyd-
based paint as a replacement for the black coating
and a water-based, high performance vinyl coating
as a replacement for the zinc-based coating. Nei-
ther required a pre-application cleaning of spring
assemblies.
DPI, through successful team investigation, has
found replacement coatings for both product lines
that exceed environmental VOC requirements and
require no pre-application cleaning. Implementa-
tion is ahead of the PaDER required timetable.
Tests prove that both replacement coatings may be
applied using the cost-effective method of dipping,
and then air drying. This application method will
eliminate over 90% of the labor required for the
replaced zinc-based coating. Implementing the
replacement coatings saved over $500K compared
to adding environmental control equipment
Point of Contact: Harry Pehote, (717) 257-5003
Temperature Control with Environmental
Responsibility
In the late 1980s, Cincinnati Milacron was faced
with the challenge of producing more accurate,
higher tolerance machine tools at a lower market
price. Statistically, machine tolerance require-
ments increase 30% every six years. Typical ma-
chining center tolerances have increased from the
one thousandth of an inch range of the 1970s to
less than 20% of that in the 1990s. During the
same timeframe, rapid traverse rates and spindle
speeds have increased by 400% and 300%, re-
spectively, while market prices have decreased by
30%. Cincinnati Milacron recognized that tem-
perature control was a necessity for meeting this
challenge.
Existing resources were available to Cincinnati
Milacron. A coal-fired steam plant was located
on-site and a portion of the production complex
already had air handling ducts in place. The exis-
tence of the steam plant dictated the use of ab-
sorption chillers in lieu of chlorofluorocarbons.
By working with a company that dealt in second-
hand equipment, Cincinnati Milacron only needed
to purchase two new chillers. The rest of the
equipment was secured in used, but excellent con-
dition at a greatly reduced price, including cooling
towers and pumps.
Cincinnati Milacron's temperature control system
has proven successful. Not only does the system
meet production requirements, but it allows the
company to work with the local manufacturing
community in an environmentally conscious,
manufacturing initiative. Cincinnati Milacron also
reconfigured its coal-fired steam plant to burn
supplemental fuels. This action eliminated the
high costs previously endured by the company
when it sent a substantial amount of by-products
(produced as oils) to disposal facilities. The ex-
pected closure of landfills to wood products pre-
sented another challenge. Cincinnati Milacron
purchased a wood chipper to dispose of its wooden
pallets, and installed an automated system that
incorporates the chips into the coal-burning proc-
ess.
In addition to its own, Cincinnati Milacron has set
up contracts with several local companies to bene-
ficially use their by-products, including wood and
oil filter media. By charging a fee for this service,
Cincinnati Milacron can partially offset its ex-
penses and more fully utilize natural resources.
This initiative has enabled the company to gener-
ate up to 10% of its steam requirements, while
partially eliminating a disposal situation for itself
and the local community.
Point of Contact: Michael Donley, (513) 841-771
Wyszukiwarka
Podobne podstrony:
Nate Green Built for Show
Nate Green Built for Show
WD AV GP (green power for dvr)
Handbook for the New Paradigm by George Green
The Big Book of Juicing 150 of the Best Recipes for Fruit and Vegetable Juices, Green Smoothies, and
Surviving in the U S While Waiting for Your Green Card (w jez angielskim) Poradnik nielegalnego imig
Linear mixed integer models for biomass supply chains with transport, storage
US Patent 1,655,114 Apparatus For Aerial Transportation
Picture Flashcards Transport for Teaching English to Kids
Green tea catechins as brain permeable, natural iron chelators antioxidants for the treatment of neu
For detection of transparent materials
EŚT 07 Użytkowanie środków transportu
IK Transport a środowisko
Figures for chapter 5
Figures for chapter 12
Urządzenia transportu pionowego
EKONOMIKA TRANSPORTU IX
więcej podobnych podstron