
Agata Lewkowska
*
Koncepcja sposobu akceptacji części
w branży motoryzacyjnej
Wstęp
Celem artykułu jest zaprezentowanie sposobu akceptacji nowych czę-
ści wytwarzanych przez dostawców w łańcuchu dostaw branży motoryza-
cyjnej jako zdefiniowanej praktyki. Problematyka artykułu skupia się na
logicznym uporządkowaniu zasad towarzyszących procesowi zatwierdza-
nia części wraz z opisem przywołanych dokumentów jakościowych poka-
zując jednocześnie, w jaki sposób ich przedłożenie klientowi wpływa na
realizację produktu wolnego od problemów jakościowych i spełniających
jego wymagania.
1. Powstanie zasad dla akceptacji części
Zatwierdzanie nowych części do produkcji, które byłyby wytwarzane
w warunkach pozwalających uzyskać najwyższą jakość stanowi niezwykle
dużą odpowiedzialność. Przede wszystkim osoba odpowiedzialna za ową
akceptację musi posiadać dostateczne dowody, że nowy komponent będzie
wolny od wad. Masowy charakter produkcji w branży motoryzacyjnej oraz
żądanie klientów posiadania samochodu najwyższej jakości zmusiło pro-
ducentów do stworzenia zasad, zgodnie z którymi dostawca powinien
przedstawić, w jaki sposób spełnia wymagania klienta oraz kontroluje swój
produkt.
Tak jak norma QS 9000 dedykowana dla branży motoryzacyjnej
(w której swoje źródło ma norma ISO/TS 16949: 2009) została stworzona
przez grupę General Motors Corporation, Ford Motor Company i Chrysler
Corporation, tak też powstał osobny podręcznik definiujący zasady akcep-
tacji części pod nazwą PPAP – Production Part Approval Process (proces za-
twierdzania części do produkcji). Stanowi on zbiór wymagań adresowa-
nych do pośrednich i bezpośrednich dostawców komponentów do pro-
dukcji, materiałów oraz części zamiennych. Jego celem jest dostarczenie
dowodów, że wszelkie wymagania klienta są zrozumiałe przez dostawcę
*
Mgr inż. Agata Lewkowska, Kolegium Zarządzania i Finansów, Szkoła Główna Han-
dlowa
Koncepcja sposobu akceptacji części w branży motoryzacyjnej
217
oraz że jego proces wytwarzania ma potencjał do spełnienia tych wymagań
w trakcie seryjnej produkcji.
Proces PPAP jest silnie skoncentrowany na podejściu procesowym zo-
rientowanym na klienta zgodnie z normą ISO/TS 16949: 2009. Zaletą podej-
ścia procesowego jest stosowanie nadzoru nad powiązaniami między po-
szczególnymi procesami oraz ich wzajemnymi oddziaływaniami w sieci
procesów. Jeśli w systemie zarządzania jakością takie podejście będzie za-
stosowane, to oznacza ono:
‒
zrozumienie i spełnienie wymagań,
‒
potrzebę rozumienia procesów w kategorii generowania wartości do-
danej,
‒
przygotowywanie raportów o wynikach dotyczących skuteczności i
funkcjonowania procesu,
‒
ciągłe doskonalenie procesów w oparciu o informacje z ich monitorin-
gu
1
.
PPAP jest jednym z ważniejszych procesów jakościowych w branży
motoryzacyjnej obok takich procesów jak FMEA, APQP, SPC, MSA, QSA
2
.
Umiejscowienie tych metod jakościowych w środowisku normy ISO/TS
16949: 2009 prezentuje rysunek 1. Natomiast proces zatwierdzania części
do produkcji pokazuje rysunek 2.
PPAP ma zastosowanie do wszystkich producentów materiałów, czę-
ści, usług serwisowych oraz materiałów skategoryzowanych jako gazy
i płyny, jeśli wchodzą bezpośrednio do produktu gotowego jako jeden
z „numerów części”, przy czym produkty katalogowe (standaryzowane)
mogą być z niego zwolnione za zgodą klienta.
1
ISO/TS 16949: 2009, s. x.
2
FMEA – Failure Mode and Effect Analysis (analiza potencjalnych ryzyk i ich skutków),
APQP – Advanced Product Quality Planning and Control Plan (zaawansowane
planowanie jakości wyrobu i plan kontroli), SPC – Statistical Process Control
(statystyczne sterowanie procesami), MSA – Measurement System Analysis (analiza
systemów pomiarowych), QSA – Quality System Assesment (ocena system jakości).
Agata Lewkowska
218
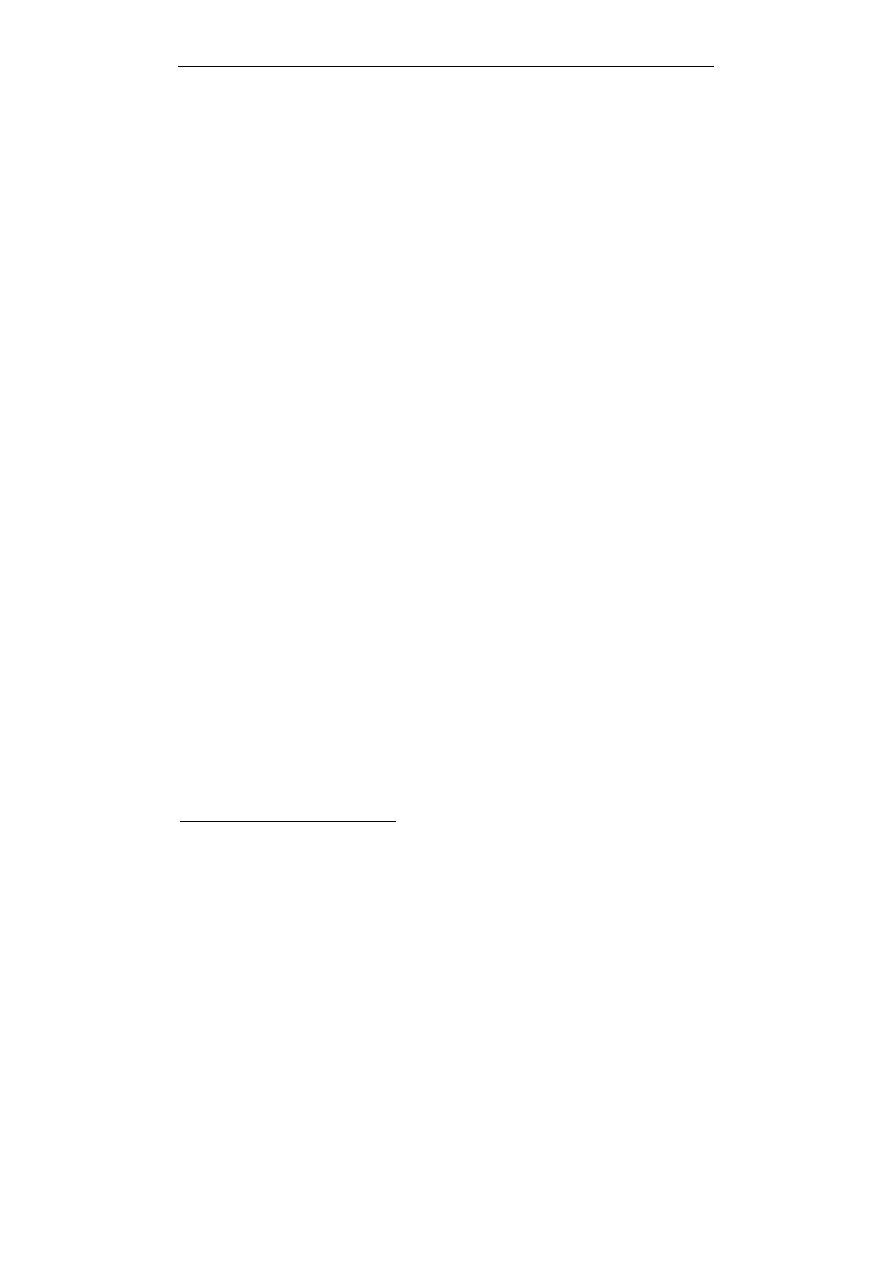
Rysunek 1. Miejsce procesu PPAP w środowisku normy ISO/TS 16949:2009
ISO/TS 16949:2002
Na podstawie
ISO 9001:2000
Zasady certyfikacji
CSR
CSR
CSR
CSR
CSR
General
Motors
Ford
Motor
Company
Daimler
Chrysler
VW
Volvo
IATF
(AIAG,
VDA)
QS 9000:
FMEA
APQP
SPC
PPAP
MSA
QSA
VDA:
FMEA
APQP
SPC
PPAP
MSA
QSA
- dokument
- organizacja
CSR – Customer Specification Requirements
Źródło: [Hamrol, 2005, s. 174].
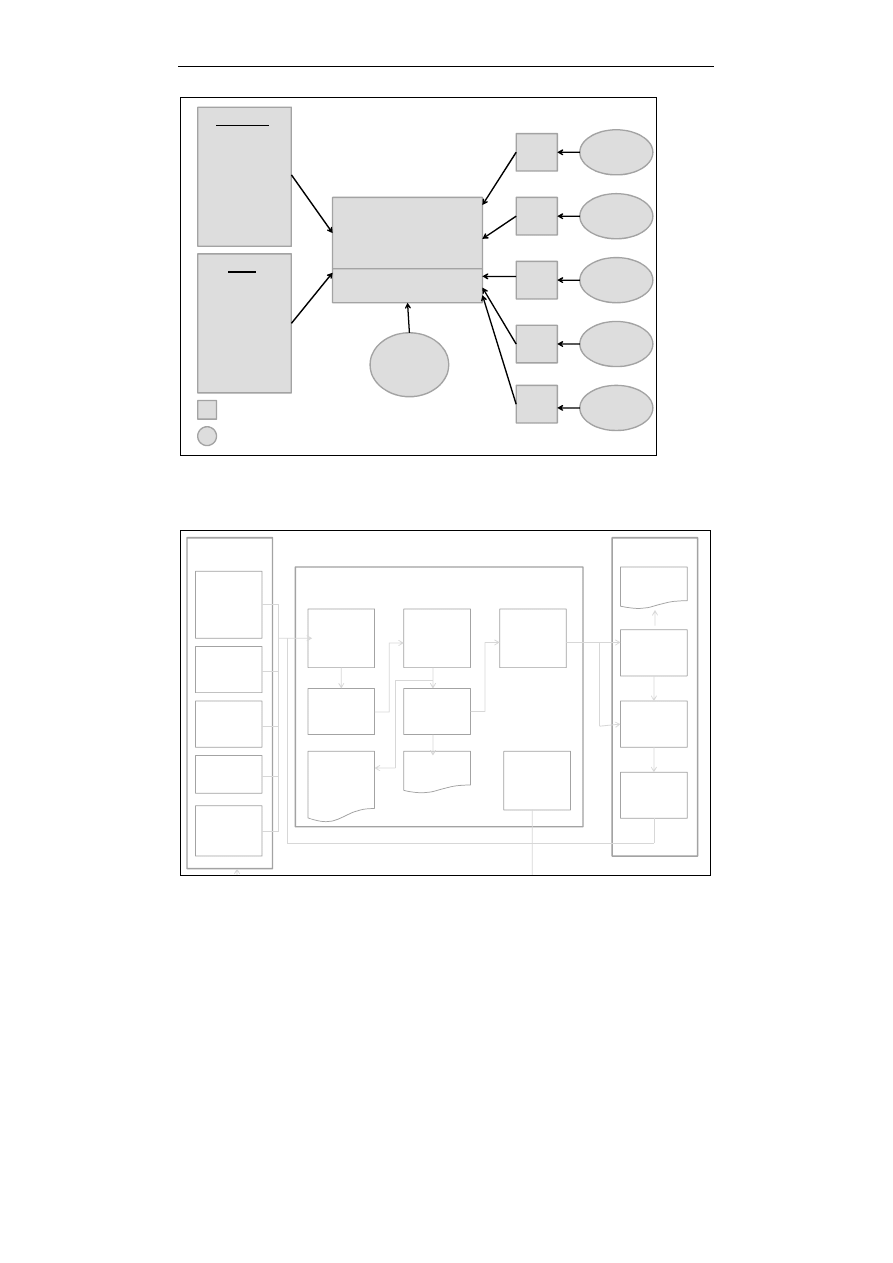
Rysunek 2. Proces zatwierdzania części do produkcji
KLIENT
Zamówienie
klienta/
Specjalne
wymagania
Klienta
Wymagania
projektowe
klienta
Wymagania
projektowe
procesu klienta
Specyfikacje
klienta
Wymagania
logistyczne
klienta
KLIENT
Zapisy z
zatwierdzenia
PSW
Otrzymanie
PPAP i
zatwierdzenie
PSW
Walidacja
procesu
Zmiany klienta
w produkcie,
Specyfikacji itp.
ORGANIZACJA
Powołanie
właściciela
Projektu i
zespółu
Zatwierdzenie
PSW
Wymagania
PPAP
właściwe dla
odpowiednie
go poziomu
Zebranie
informacji
Przygotowanie
PSW
Przedłożenie
(ponowne
przedłożenie)
PSW (PPAP)
Zebranie wy-
maganych do-
kumentów
PPAP
Zmiany
zainicjowane
przez
dostawcę
Źródło: [PPAP, 2009, s. ii].

Koncepcja sposobu akceptacji części w branży motoryzacyjnej
219
2. Okoliczności przedkładania dokumentacji PPAP
Podręcznik procesu zatwierdzania części do produkcji jasno definiuje
okoliczności, w których dostawca jest zobowiązany przedstawić dokumen-
tację PPAP. Są to poniższe sytuacje [PPAP, 2009, s. 3, 13]:
–
zupełnie nowa część lub produkt nigdy wcześniej nie dostarczana,
–
poprawienie niezgodności z poprzedniego PPAP,
–
zmiana materiału lub w specyfikacji technicznej obecnie wytwarza-
nego produktu,
–
produkcja przy użyciu nowego lub zmodyfikowanego (z wyjątkiem
psującego się) narzędzia lub formy, włączając także wymianę lub
dodatkowe narzędzie,
–
modyfikacja produkcji w celu poprawy produktywności np. poprzez
zmianę w sekwencji procesu produkcyjnego,
–
produkcja z narzędzia lub maszyny przeniesionego do innej lokacji,
–
zmiana poddostawcy,
–
produkcja na maszynie nieużywanej dłużej niż 12 miesięcy,
–
zmiana w metodzie kontrolnej,
–
zmiana poddostawcy surowców,
–
zmiana technologii produkcji.
Dostawca tylko w przypadku zatwierdzenia może wysyłać do do-
stawcy nowe lub zmienione części.
3. Wymagania procesu PPAP
Obowiązkiem dostawcy jest przedłożenie określonych przez klienta
dokumentów wchodzących w skład PPAP. Muszą one być przygotowane
na podstawie znaczącej partii produkcyjnej (ang. significant production run),
która oznacza produkcję od jednej do ośmiu godzin z wytworzeniem mi-
nimum 300 kolejnych sztuk. Dodatkowo owa partia produkcyjna musi być
wytworzona w docelowej dla produktu lokalizacji, przy użyciu docelo-
wych maszyn, narzędzi, sprawdzianów i metod kontroli [PPAP, 2009, s. 3].
Wymagania PPAP obejmują poniższe dokumenty:
‒
zapisy projektowe (jeśli dostawca był odpowiedzialny za fazę projek-
towania komponentu),
‒
skład materiałowy (może być przedstawiony jako numer IMDS
3
),
3
IMDS – International Materials Data System (międzynarodowa baza użytych materia-
łów dla przemysłu motoryzacyjnego. Służy ona do komunikowania klientowi składu
materiałowego dla konkretnego numeru części. Jest ona dostępna pod adresem
http://mdsystem.com/index.jsp).

Agata Lewkowska
220
‒
autoryzowane przez klienta dokumenty zmian inżynierskich (w przy-
padku wprowadzonych zmian w projekcie, które były uzgodnione z
klientem, ale nie zatwierdzone w wyniku PPAP),
‒
zgoda klienta na zmiany inżynierskie (dokument potwierdzający zgodę
klienta na zmiany w projekcie przed zatwierdzeniem PPAP),
‒
FMEA projektu (analiza potencjalnych ryzyk i ich skutków zdefiniowa-
nych podczas projektowania, dotyczy jeśli dostawca był odpowiedzial-
ny za fazę projektowania komponentu),
‒
mapa przepływu procesu (ang. flow chart),
‒
FMEA procesu (analiza potencjalnych ryzyk i ich skutków zdefiniowa-
nych dla procesu produkcyjnego),
‒
plan kontroli (zdefiniowane m.in. metody kontroli, częstotliwość, wiel-
kość próbek, reakcja na niezgodność),
‒
MSA (analiza systemów pomiarowych zdefiniowanych w planie kon-
troli, wykonywana najczęściej dla charakterystyk specjalnych, czyli ta-
kich, które są najbardziej znaczące ze względu na proces montażu, bez-
pieczeństwo lub funkcjonalność),
‒
raport pomiarowy (zmierzenie próbek produktu i przedstawienie zapi-
sów),
‒
zapisy wyników testów przeprowadzanych dla sprawdzenia działania
lub składu materiałowego,
‒
zapisy ze statystycznej kontroli procesu robione dla charakterystyk spe-
cjalnych (celem tego wymagania jest sprawdzenie, czy proces jest zdol-
ny wyprodukować części zgodne z wymaganiami klienta. Do kontroli
używa się wskaźników
C
p,
C
pk,
P
p,
P
pk
),
‒
certyfikat laboratorium dokonującego pomiarów w ramach PPAP (dla
zewnętrznych laboratoriów certyfikat wydany przez akredytowaną
jednostkę),
‒
raport zgodności wyglądu (raport dotyczący wizualnych wymagań
takich jak kolor, czy faktura i przedkładany, jeśli dotyczy),
‒
próbki części dostarczone w ilości określonej przez klienta,
‒
próbka wzorcowa (ang. master sample jedna sztuka reprezentująca zmia-
nę/nową część będącą przedmiotem przedłożenia dokumentacji PPAP
klientowi, powinna ona być przechowywana tyle co czas życia produk-
tu, bądź do następnego PPAPu dla tego numeru kodowego),
‒
lista środków pomiarowych (dodatkowo zamieszcza się informację
o numerze w rejestrze środków kontrolno-pomiarowych oraz datę na-
stępnej kalibracji),
Koncepcja sposobu akceptacji części w branży motoryzacyjnej
221
‒
specjalne wymagania klienta (dokumenty z zapisem zgodności ze
szczególnymi wymaganiami uzgodnionymi z klientem),
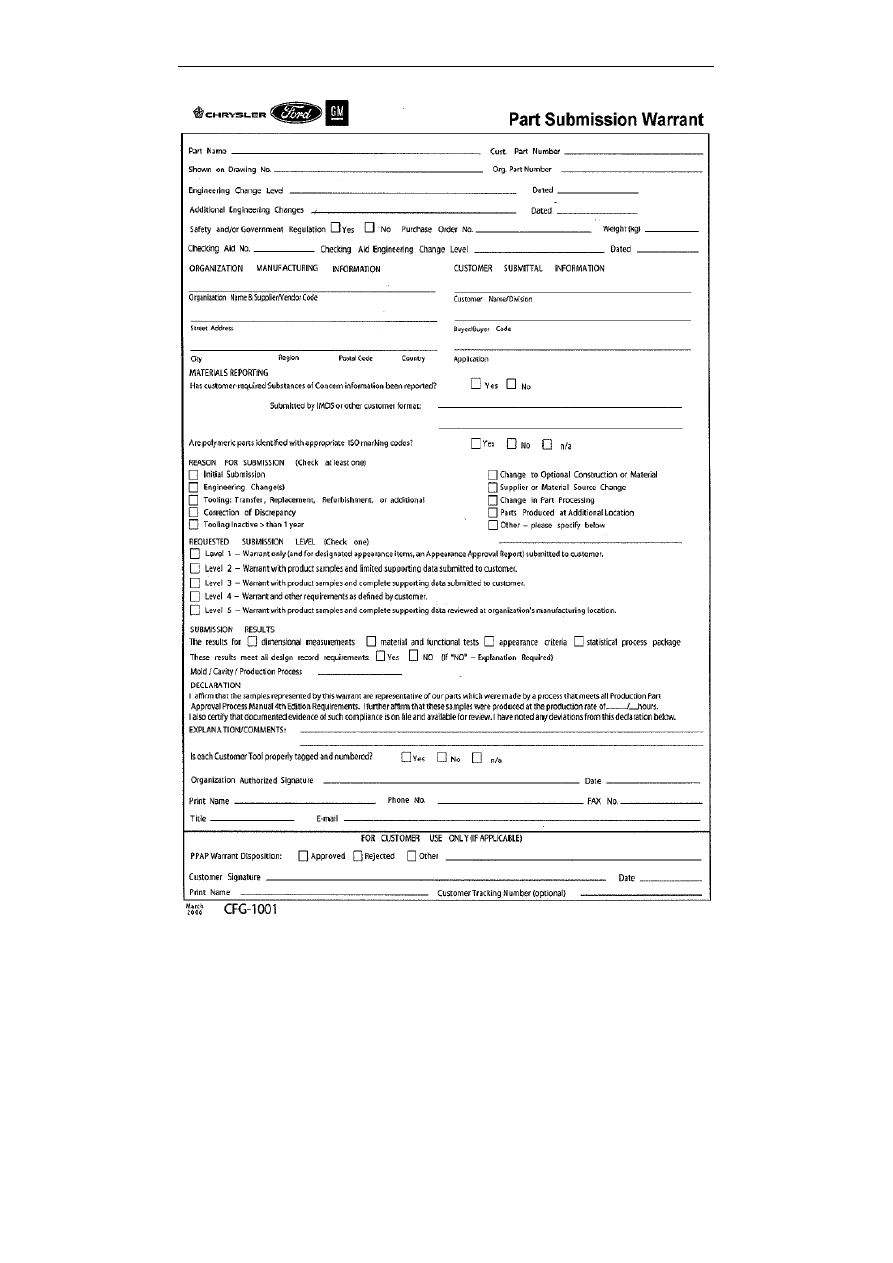
‒
PSW (ang. Part Submission Warrant, najważniejszy dokument zbierający
wszystkie podstawowe informacje dotyczące PPAPu pokazany na ry-
sunku 3).
Wymagana dokumentacja PPAP musi być przedstawiona dla każdej
linii produkcyjnej lub stanowiska (jeśli są zduplikowane), gniazda, formy
lub wzorca. Wymagania z podręcznika stworzonego przez grupę General
Motors Corporation, Ford Motor Company i Chrysler Corporation jednak-
że pozostawiają wymagania klienta jako najważniejsze i referencyjne pod-
czas tworzenia dokumentacji PPAP.
4. Poziomy przedkładania wymagań procesu PPAP klientowi
Przedstawione w poprzednim rozdziale dokumenty stanowią pełny
zbiór wymagań procesu PPAP przedkładanego klientowi i stanowiącego
dowód, że jego wymagania są zrozumiałe przez dostawcę oraz że jego pro-
ces wytwarzania ma potencjał do spełnienia tych wymagań w trakcie se-
ryjnej produkcji. Jednakże zanim dokumenty zostaną przekazane kliento-
wi, decyduje on, na jakim poziomie dostawca musi je przygotować. Ozna-
cza to, że nie w każdej sytuacji należy przygotować komplet dokumentów
potwierdzających spełnienie wymagań. Tablica 1 prezentuje poziomy
przedkładania wymagań procesu PPAP klientowi wraz z ich omówieniem.
Tablica 1. Poziomy przedkładania wymagań procesu PPAP klientowi
Poziom PPAP
Zakres wymagań PPAP
Poziom 1
Tylko PSW (oraz jeśli ma zastosowanie raport zgodności wy-
glądu)
Poziom 2
PSW z próbkami części i z wybranymi dokumentami określo-
nymi przez klienta
Poziom 3
PSW, próbki, wszystkie wymagane przez PPAP dokumenty
Poziom 4
PSW i wybrane dokumenty określone przez klienta
Poziom 5
PSW, próbki, wszystkie wymagane przez PPAP dokumenty,
które będą przedłożone klientowi w fabryce dostawcy
Źródło: [PPAP, 2009, s. 17].
Jeśli klient nie podał poziomu, na którym należy przygotować doku-
mentację PPAP, domyślnie wymagany jest poziom 3.
Agata Lewkowska
222
Rysunek 3. PSW - Part Submission Warrant
Źródło: [PPAP, 2009, s. 25].

Koncepcja sposobu akceptacji części w branży motoryzacyjnej
223
5. Statusy przedłożonych klientowi wymagań procesu PPAP
Zatwierdzenie PPAP przedłożonego klientowi jest potwierdzeniem,
że wszystkie wymagania zostały zrozumiane przez dostawcę oraz że
jego proces wytwarzania spełni wymagania klienta w trakcie seryjnej
produkcji. Dlatego też PPAP może zostać:
‒
zatwierdzony,
‒
warunkowo dopuszczony,
‒
odrzucony.
Zatwierdzenie jest zielonym światłem dla dostawcy na dostarczanie
klientowi części zgodnych z przedłożoną dokumentacją PPAP. Jeśli było to
kolejne przedłożenie PPAP dla tego samego numeru kodowego, z momen-
tem podpisania ostatniej rewizji PSW przez klienta lub ustalenia z nim ter-
minu dostawy części po zmianie dostawca jest zobowiązany przysyłać tyl-
ko części opisane w ostatniej dokumentacji PPAP.
Warunkowe dopuszczenie wiąże się z wprowadzeniem działań kory-
gujących i ponownym przedłożeniu PPAP lub jego części (w zależności od
wymagań klienta). Oznacza ono także, że dostawca może dostarczać części
opisane w dokumentacji PPAP, ale tylko w określonym czasie lub ilości.
Odrzucenie oznacza, że wszystkie wymagania klienta nie zostały zro-
zumiane przez dostawcę, a jego proces wytwarzania nie będzie spełniał
wymagań klienta w trakcie seryjnej produkcji. Ponowne przedłożenie
PPAP jest możliwe po udokumentowanych działaniach korygujących.
Zakończenie
Przemysł samochodowy jest jednym z najbardziej prężnych i znaczą-
cych sektorów gospodarki światowej. Wiodący producenci kształtują tech-
niki produkcji i jakości podnosząc swoją konkurencyjność. Przykładem
takiego działania jest stworzenie przez tzw. Wielką Trójkę, tzn. Daimler-
Chrysler Corporation, Ford Motor Company i General Motors Corporation
podręcznika dla dostawców i producentów samochodów definiującego
proces zatwierdzania części do produkcji pod nazwą PPAP – Production
Part Approval Process.
Biorąc pod uwagę złożoność procesów przy jednoczesnym spełnieniu
wymagań klientów, zapewnienie jakości musi się odbywać w sposób kon-
trolowany dla każdego ogniwa w łańcuchu dostaw. Niewątpliwie proces
PPAP pełni tu rolę zapobiegającą potencjalnym niezgodnościom od poje-
dynczej części do produktu końcowego, jakim jest samochód, pozwalając
przy tym eliminować słabe ogniwa. O skuteczności tego procesu może

Agata Lewkowska
224
świadczyć fakt, iż zaczynają go zapożyczać przedsiębiorstwa z poza branży
motoryzacyjnej.
Literatura
1.
Hamrol A. (2005), Zarządzanie jakością z przykładami, Wydawnictwo
PWN, Warszawa.
2.
ISO/TS 16949: 2009.
3.
Production Part Approval Process
(PPAP) (2009), Reference Manual,
DaimlerChrysler Corporation, Ford Motor Company, and General
Motors Corporation, AIAG, USA.
Streszczenie
Artykuł prezentuje sposób akceptacji nowych lub zmienianych części wy-
twarzanych przez dostawców w łańcuchu dostaw branży motoryzacyjnej jako
zdefiniowanej praktyki. Autorka skupia się na logicznym uporządkowaniu
zasad towarzyszących procesowi zatwierdzania części PPAP wychodząc od
powstania i znaczenia zdefiniowania zasad akceptacji części, sytuacji, w jakich
stosuje się PPAP, wymagań PPAP, poziomów przedkładania wymagań klien-
towi i zatwierdzenia PPAP przez klienta, aby zapewnić, że wszystkie wymaga-
nia klienta zostały zrozumiane przez dostawcę oraz że jego proces wytwarzania
spełnia wymagania klienta w trakcie seryjnej produkcji. Wymagania są adre-
sowane do pośrednich i bezpośrednich dostawców komponentów do produk-
cji, materiałów oraz części zamiennych.
Słowa kluczowe
PPAP, akceptacja części, motoryzacja, proces
Part approval conception in automotive industry (Summary)
The article presents defined rules how to approve new or modified parts
in supply chain in automotive industry. Author makes focus on creation and
meaning of PPAP – Production Part Approval Process, situations in which
PPAP is used, its requirements, levels of submission to customer and PPAP
approval possibilities. The purpose of PPAP is to define if all customer re-
quirements and specifications are properly understood by suppliers and that
his manufacturing process has the potential to produce product consistently
meeting these requirements during actual production run. PPAP applies to or-
ganizations supplying production parts, service parts and production materials.
Keywords
PPAP, part approval, Automotive, process
Wyszukiwarka
Podobne podstrony:
2 PE 2012 2id 21154 Nieznany (2)
biol prob styczen 2012 id 87360 Nieznany
chemia 3 etap gim 2012 id 11187 Nieznany
EiZI Projekt GiG4 2012 id 15450 Nieznany
Analiza kosztow 2012 id 60726 Nieznany (2)
2012 W2id 28118 Nieznany
pp A1 2012 id 381123 Nieznany
9 10 pierwotne kzn 2012 13 net Nieznany (2)
czerwiec 2012 2 id 128513 Nieznany
PA termin 3 2012 id 345017 Nieznany
advanced level 2012 sample ques Nieznany (2)
dwujezyczna 2012 id 144693 Nieznany
6 ZKM marzec 19 2012 id 44004 Nieznany (2)
alfik 2012 3 id 56900 Nieznany
Egzamin 2012 poziom rozszerzony Nieznany (2)
Proseminarium7 10 2012 id 40197 Nieznany
więcej podobnych podstron