
POLITECHNIKA SZCZECIŃSKA
INSTYTUT INŻYNIERII MATERIAŁOWEJ
ZAKŁAD METALOZNAWSTWA I ODLEWNICTWA
PODSTAWY NAUKI O MATERIAŁACH II (Tworzywa Metaliczne)
Temat ćwiczenia:
OBRÓBKA CIEPLNO-CHEMICZNA
I. Cel ćwiczenia:
Celem ćwiczenia jest:
- poznanie podstawowych zabiegów obróbki cieplno-chemicznej oraz procesów
technologicznych im towarzyszącym,
- zapoznanie się ze strukturami warstw dyfuzyjnych oraz ich wpływem na
właściwości warstw powierzchniowych,
- przeanalizowanie wpływu składników stopowych stali na właściwości warstw po
obróbce cieplno-chemicznej,
- poznanie podstawowych zasad doboru obróbki cieplno-chemicznej oraz jej
parametrów w zależności od wymagań stawianych wyrobom metalowym,
- obserwacja zmian struktury w wybranych próbkach powstałych w wyniku
przeprowadzonych procesów obróbki cieplno-chemicznej,
Wstęp
Obróbka cieplno-chemiczna jest zabiegiem wytwarzania warstw powierzchniowych
poprzez wprowadzenie do struktury materiału obcego pierwiastka na drodze dyfuzji w
podwyższonych temperaturach. Celem tego procesu jest uzyskanie żądanych właściwości w
warstwie wierzchniej najczęściej podwyższonej twardości i odporności na ścieranie (ale
także np. odporności korozyjnej) przy zachowaniu nie zmienionych właściwości rdzenia
przedmiotu obrabianego.
Do podstawowych obróbek cieplno-chemicznych należą: azotowanie, nawęglanie, ich
kombinacje z innymi pierwiastkami takimi jak tlen, siarka. Do rzadziej stosowanych
zabiegów należą chromowanie, aluminiowanie, krzemowanie, borowanie, itd.
Tworzenie warstwy dyfuzyjnej w procesach obróbki cieplno-chemicznej jest efektem
następujących procesów:
- uzyskania atomowego pierwiastka stopującego tzw. in statu nascendi . Źródłem
pierwiastka może być związek chemiczny zawierający ten pierwiastek znajdujący
się: w stanie gazowym, ciekłym lub stałym;
- adsobcji tego pierwiastka na powierzchni obrabianego materiału. Proces ten zależy
od stanu wyjściowego powierzchni materiału np. stopnia jej rozwinięcia, ilości
miejsc aktywnych, istniejących na powierzchni zaadsorbowanych zanieczyszczeń,
wzajemnego powinowactwa między materiałem obrabianym a wprowadzanym
pierwiastkiem stopującym;
- dyfuzji zaadsorbowanego pierwiastka w głąb materiału. Pierwiastek ten musi
rozpuszczać się w materiale obrabianym. Intensywności przebiegu tego procesu
zależy od temperatury, istniejącego gradientu stężenia pierwiastka na powierzchni,
dyfuzyjności materiału obrabianego tzn np. istniejącego zdefektowania, wielkości
ziaren itp.
Obróbka cieplno-chemiczna
1

Obróbka cieplno-chemiczna
2
II. PODSTAWOWE ZABIEGI OBRÓBKI CIEPLNO-CHEMICZNEJ
Nawęglanie
Nawęglanie polega na wprowadzeniu węgla do warstwy powierzchniowej celem
podwyższenia twardości i odporności na ścieranie. Warunkiem koniecznym dla wprowadzenia
węgla do stali jest uzyskanie atomów węgla in statu nascendi. Źródłem węgla w procesach
nawęglania są najczęściej CO i CH4, których rozkład do węgla atomowego w warunkach obróbki
przebiega wg następujących reakcji:
2CO = CO
2
+ C
CH
4
= 2H
2
+ C
Nawęglanie stosuje się przeważnie dla elementów, które powinny mieć ciągliwy rdzeń. Najczęściej
stosowane są stale o zawartości węgla do 0,20 %. W wyjątkowych przypadkach, gdy wymagane są
wyższe wytrzymałości rdzenia (np. w kołach zębatych) można stosować stale zawierające do 0,35
% węgla. Proces nawęglania przeprowadza się w temperaturach powyżej A
c3
w zakresie
występowania austenitu, gdyż rozpuszczalność węgla w austenicie jest zacznie większa niż w
ferrycie co pozwala uzyskiwać wysokie zawartości węgla. Proces nawęglania przeprowadza się
najczęściej w zakresie temperatur 920 ÷ 950°C. Wyższych temperatur nie stosuje się mimo, iż
intensyfikowałoby to przebieg procesów dyfuzyjnych, ale równocześnie podwyższenie temperatury
powodowałoby nadmierny wzrost gruboziarnistości rdzenia
Zawartość węgla na powierzchni nie powinna przekraczać 1 %. Przykładowa struktura warstwy
pokazana jest na rys. 1. Zwiększenie zawartości węgla powyżej 1 % jest niekorzystne gdyż
powoduje powstanie w górnej części warstwy struktury perlitycznej z siatką grubych wydzieleń
cementytu po granicach ziaren. (rys. 2a). Taka struktura jest niepożądana, gdyż powierzchnia może
łuszczyć się i odpryskiwać podczas pracy, a powstające twarde wykruszenia znacznie przyspieszają
proces zużycia. Prawidłowa struktura warstwy nawęglonej powinna składać się w stanie
znormalizowanym (parząc od powierzchni) z struktury perlitycznej, ferrytyczno-perlitycznej z
wzrastającą w kierunku rdzenia zawartością ferrytu oraz struktury ferrytycznej z wtrąceniami
perlitu (rys. 2b).
Do najważniejszych parametrów warstwy nawęglonej należą jej twardość oraz grubość. W efekcie
nawęglania uzyskuje się najczęściej warstwę o grubości 0,6 ÷ 2 mm. Twardość struktury
perlitycznej uzyskiwanej na powierzchni, w stanie znormalizowanym wynosi ok. 200 HB i jest to
twardość nie wystarczająca z punktu widzenia odporności na ścieranie. Równocześnie należy
pamiętać iż przeprowadzenie zabiegu nawęglania w temperaturze powyżej 920°C spowodowało
rozrost ziaren rdzenia. Dlatego po nawęglaniu niezbędne jest przeprowadzenie obróbki cieplnej. Ze
względu na duże różnice zawartości węgla między rdzeniem i warstwą powierzchniową
przeprowadza się dwa oddzielne zabiegi obróbki cieplnej:
1. normalizację rdzenia w temperaturze 900 ÷ 920°C z chłodzeniem w oleju – obróbka ta
powoduje uzyskanie drobnoziarnistej struktury rdzenia, ale równocześnie ze względu na
wysoką temperaturę na powierzchni powstaje gruboziarnisty martenzyt z bainitem.
2. hartowanie wg parametrów dla stali eutektoidalnej lub nadeutektoidalnej (30 ÷ 50°C powyżej
A
c3
i chłodzenie w wodzie). Po hartowaniu stosowane jest odpuszczanie niskie.
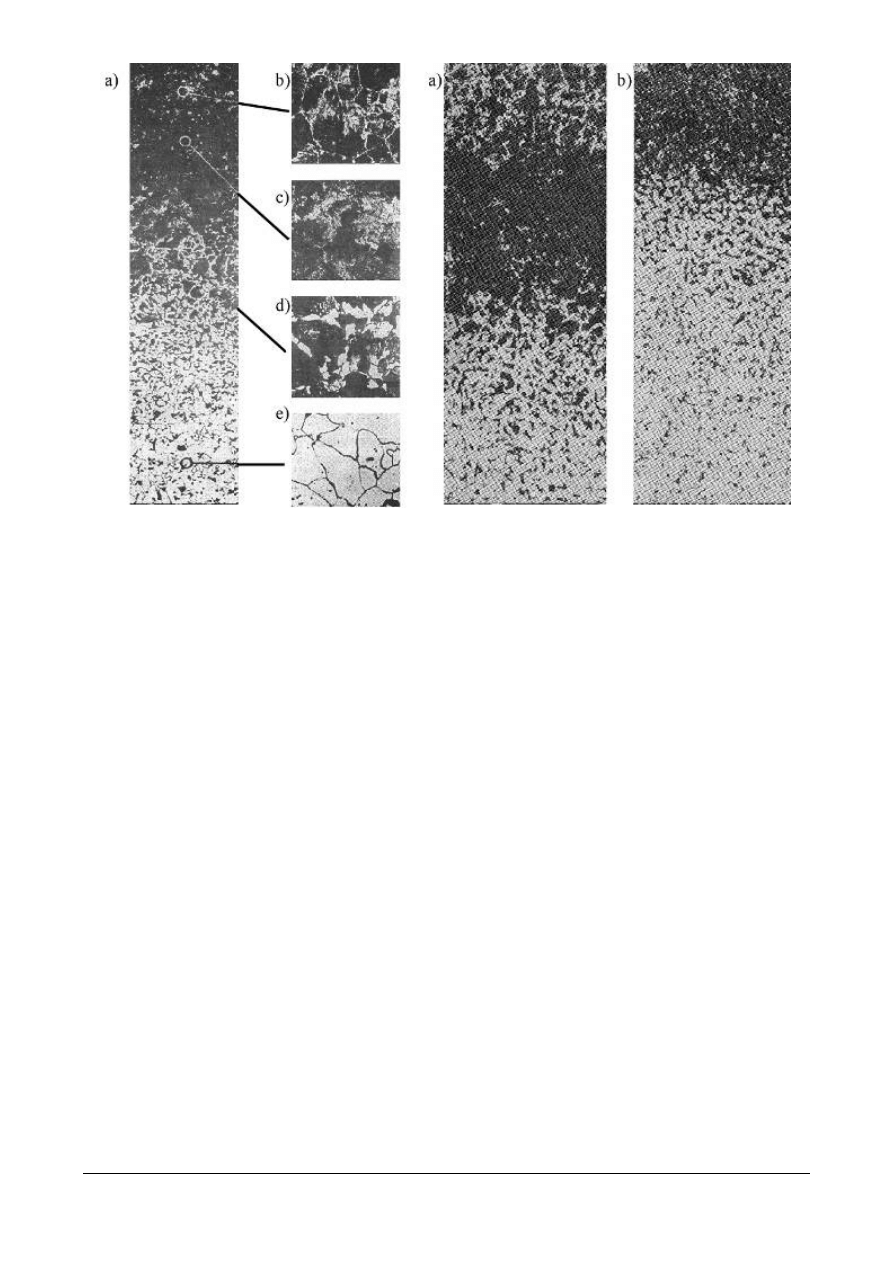
Rys. 1.Warstwa nawęglona na stali 15; a)
pow. 100x, b, c, d, e) pow. 500x
Rys. 2. Struktury warstw nawęglonych w stanie
normalizowanym: a) ze strefą
nadeutektoidalną, b) ze strefą eutektoidalną.
pow. 100x
Azotowanie
Azotowanie polega na wprowadzeniu azotu do warstwy powierzchniowej stali, celem
nadania jej wysokiej twardości, odporności na ścieranie, podwyższenie odporności na
zmęczenie, a także w niektórych wypadkach poniesienie odporności na korozję.
Źródłem azotu w obróbkach gazowych jest najczęściej amoniak, który w warunkach
procesu rozkłada się według równania:
2NH3 = 6H +2N
Podwyższenie twardości warstwy powierzchniowej uzyskuje się głównie dzięki obecności
faz azotkowych w wytworzonej warstwie wierzchniej. Ponieważ azotki żelaza nie
zapewniają wysokiej twardości, najczęściej azotuje się stale stopowe z dodatkami
zapewniającymi tworzenie się drobnodyspersyjnych, twardych azotków. Do takich
pierwiastków zalicza się: Al. Ti, V, Mo, Cr.
Grubość warstw azotowanych najczęściej nie przekracza 01
÷
0,6 mm. Twardość warstwy
wynosi w zakresie 900
÷
1200 HV. Proces azotowania prowadzi się najczęściej w zakresie
temperatur 520
÷
570°C. Czas obróbki może wynosić nawet kilkadziesiąt godzin. Proces
azotowania ze względu na niską temperaturę procesu (w porównaniu z nawęglaniem) może
być stosowany na materiałach po uprzedniej obróbce cieplnej.
Przykładowe warstwy azotowane uzyskane na różnych podłożach pokazano na rys. 3
÷
8.
Obróbka cieplno-chemiczna
3
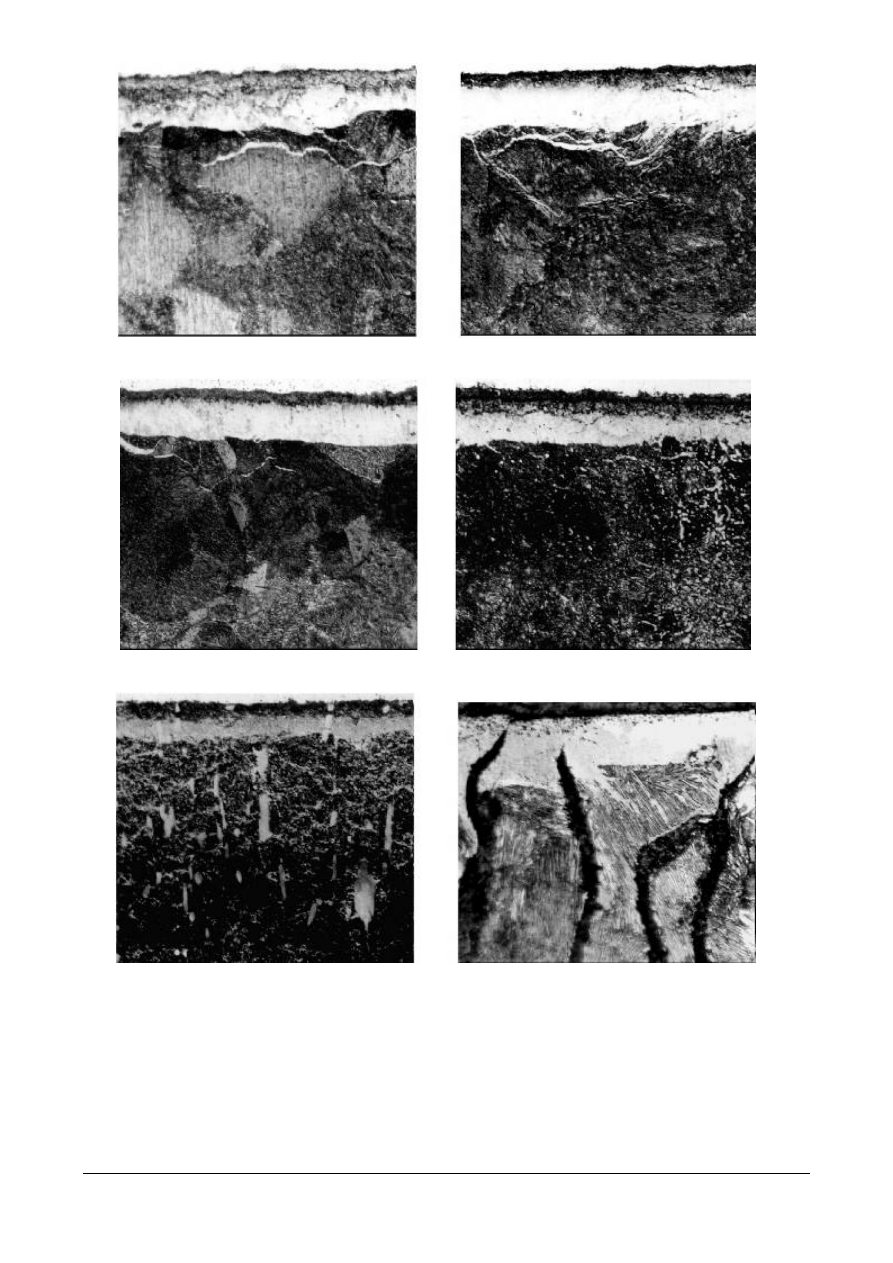
Rys.3 Warstwa azotowana na stali
25HM, pow. 800x
Rys.4 Warstwa azotowana na stali
40HM, pow. 800x
Rys.5 Warstwa azotowana na stali 40H,
pow. 800x
Rys.6 Warstwa azotowana na stali
ŁH15, pow. 800x
Rys.7 Warstwa azotowana na stali
NC11, pow. 800x
Rys.6 Warstwa azotowana na żeliwie
szarym, pow. 800x
Obróbka cieplno-chemiczna
4
III. Przebieg ćwiczenia:

Obróbka cieplno-chemiczna
5
Ćwiczenie polega na obserwacji i analizie wybranych struktur stali poddanych różnym
procesom obróbki cieplno-chemicznej.
Wykonanie ćwiczenia:
-
przygotowanie mikroskopu metalograficznego do obserwacji,
-
obserwacja struktur próbek bezpośrednio po procesie nawęglania oraz po obróbce cieplnej,
oraz struktur po azotowaniu na różnych materiałach,
-
analiza i porównanie różnic między strukturami, identyfikacja charakterystycznych
elementów warstw dyfuzyjnych ,
-
narysowanie i opisanie struktury zgładów.
IV. Pytania kontrolne:
1. Co to jest i w jakim celu przeprowadza się obróbkę cieplno-chemiczną?
2. Jakie warunki muszą wystąpić aby możliwe było uzyskanie warstw dyfuzyjnych?
3. Omówić podstawowe rodzajów obróbki cieplno-chemicznej.
4. Omówić znaczenie procesu dyfuzji dla powstawania warstw powierzchniowych?.
5. Scharakteryzować podstawowe cechy warstw dyfuzyjnych.
6. Porównać właściwości warstw azotowanych i nawęglanych.
7. Omówić znaczenie obróbki cieplnej dla procesu nawęglania.
8. Narysować typową budowę warstwy dyfuzyjnej.
9. Omówić rolę aktywacji powierzchni w procesie azotowania.
Literatura:
1.
Rudnik St., Metaloznawstwo, PWN, Warszawa 1996,
2. Prowans St., Materiałoznawstwo, PWN, Warszawa, 1997
3. Przybyłowicz K., Metaloznawstwo, WNT, Warszawa 1996
4. Wesołowski K., Metaloznawstwo i obróbka cieplna, WNT, Warszawa 1981
5. Wendorff Z., Metaloznawstwo, WNT, 1971
Document Outline
- II. PODSTAWOWE ZABIEGI OBRÓBKI CIEPLNO-CHEMICZNEJ
- Ćwiczenie polega na obserwacji i analizie wybranych struktur
Wyszukiwarka
Podobne podstrony:
05 Majid 5744 Nieznany (2)
cw PAiTS 05 id 122324 Nieznany
2015 04 09 08 25 05 01id 28644 Nieznany (2)
NAI2006 05 id 313056 Nieznany
05 Spoinyid 5835 Nieznany
matma dyskretna 05 id 287941 Nieznany
cwiczenie 05 id 125057 Nieznany
05 Wykonywanie, odczytywanie i Nieznany
714[01] Z1 05 Malowanie farba e Nieznany
05 TSid 5852 Nieznany (2)
05 Wodaid 5865 Nieznany (2)
pp test odp zima 05 air boratyn Nieznany
lab pwsp 05 id 258618 Nieznany
Zestaw 05 id 587909 Nieznany
05 5id 5463 Nieznany (2)
2009 10 05 praid 26669 Nieznany
26429 05 id 31506 Nieznany
05 procesyid 5808 Nieznany (2)
więcej podobnych podstron