6. Informacja merytoryczna
6.1. Definicja tarcia
Jeżeli dwa ciała:
•
stykają się ze sobą,
•
występuje pomiędzy nimi siła wzajemnego oddziaływania o składowej normalnej do po-
wierzchni styku różnej od zera,
•
jedno ciało przemieszcza się względem drugiego z prędkością względną styczną do po-
wierzchni kontaktowej -to przemieszczenie względne tych ciał wymaga pewnej siły F
stycznej do powierzchni kontaktowej S, niezbędnej do pokonania
siły tarcia
T
(rys. III/4 a)
.
Przedstawiona sytuacja jest typowa dla procesów obróbki plastycznej, gdzie narzędzie
oddziaływuje na powierzchnię przedmiotu kształtowanego pewną siłą normalną, a równocześnie
materiał przemieszcza się względem narzędzia w kierunku stycznym do powierzchni kontaktu,
a więc występują siły tarcia (rys. III/4 b).
S
b)
dS
σ
yy
σ
yx
(x)
x
y
N
σ
yy
(x)
a)
F
v
∆S
∆T
∆N
N
T
σ
yx
v
Rys. III/4. Schemat działania sił tarcia:
a) podczas przesuwania ciała po powierzchni: N - składowa normalna siły nacisku, T - siła tarcia, F - siła
wywołująca przemieszczenie, v - wektor prędkości względnej, S - nominalna powierzchnia styku,
∆T - siła tarcia
działająca na elemencie powierzchni
∆S; b) przy prasowaniu płyty pomiędzy dwoma kowadłami:
σ
yx
- jednostkowa siła tarcia (naprężenie tarcia),
σ
yy
- naprężenie normalne

Pojęcie siły tarcia stosuje się globalnie do całej powierzchni kontaktowej. Lokalnie
(w określonym punkcie) tarcie może być określone przez podanie
jednostkowej siły tarcia
(
naprężenia tarcia
)
σ
yx
:
σ
yx S
T
S
=
→
±
∆
∆
∆
0
lim
(III.1)
gdzie
∆T jest siłą tarcia działającą na elemencie powierzchni ∆S, kierunek y jest normalny do
powierzchni kontaktowej, x jest kierunkiem wektora prędkości materiału v względem narzędzia.
Znak „+” lub „-” wybiera się w zależności od zwrotu wektora prędkości v. Średnie naprężenie
tarcia t
yx
określa zależność:
t
T
S
yx
= ±
(III.2)
6.2. Charakterystyka i mechanizmy tarcia w obróbce plastycznej. Czynniki
wpływające na siły tarcia
Tarcie
występujące podczas obróbki plastycznej jest zjawiskiem bardzo skomplikowanym,
ponieważ:
- rzeczywista powierzchnia kontaktowa nie jest równa nominalnej, lecz składa się z wielu
mikroobszarów przylegania
, których sumaryczna powierzchnia zwiększa się wraz ze
wzrostem nacisku, a pozostałe części obydwu powierzchni oddzielone są szczelinami;
- obydwie stykające się powierzchnie nie są idealnie czyste, lecz pokryte tzw.
warstwami
adsorpcyjnymi
o grubości ok. 10
-7
– 10
-6
mm, które składają się z atomów lub cząsteczek
substancji znajdujących się w atmosferze i utrzymywanych na powierzchniach
oddziaływaniem sił atomowych [1];
- oprócz warstw adsorpcyjnych na stykających się powierzchniach tworzą się w tempera-
turze otoczenia warstwy tlenków o grubościach ok. 10
-6
– 10
-5
mm [1];
- warstwy tlenkowe i adsorpcyjne tworzą
warstwę graniczną
, której własności wywierają
istotny wpływ na wartości sił tarcia;
- naciski jednostkowe na powierzchniach narzędzi mogą osiągać wartości rzędu 2500 MPa, są
więc bardzo duże w porównaniu z typowymi naciskami, występującymi pomiędzy
powierzchniami współpracujących ze sobą części maszyn (10 MPa, wyjątkowo 20 - 50 MPa)
[3];
- wektory przemieszczeń i prędkości względnych styczne do powierzchni kontaktowej nie są
jednakowe na całej powierzchni (np. w pewnych obszarach przemieszczenia względne nie
występują wcale);
- występują niejednorodne rozkłady nacisków normalnych i jednostkowych sił tarcia na po-
wierzchni styku narzędzia i przedmiotu kształtowanego, a także
anizotropia tarcia
(zależność naprężenia tarcia
σ
yx
od orientacji osi x względem kierunkowego układu śladów
obróbki narzędzia kształtującego);
- w pewnych przypadkach może nastąpić
przywieranie
materiału do narzędzia
kształtującego (przemieszczanie cząstek materiału zachodzi wtedy wewnątrz jego objętości,
a nie bezpośrednio na powierzchni);

- własności powierzchni narzędzia i przedmiotu odkształcanego kontaktujących się ze sobą
mogą ulegać istotnym zmianom - zachodzą procesy zużycia narzędzia i ścierania warstwy
materiału, przebiegające na ogół z różną intensywnością w różnych miejscach powierzchni
styku (różne naciski jednostkowe!), co wywiera wpływ na stan powierzchni wyrobu;
- podczas nagrzewania materiału do obróbki plastycznej na jego powierzchni tworzą się grube
warstwy tlenków (
zgorzelina
) o różnorodnych własnościach fizycznych i składzie
chemicznym zależnym od temperatury i atmosfery pieca grzewczego, przy czym skład
chemiczny warstwy wierzchniej materiału również może ulegać zmianie - w efekcie zmiana
warunków nagrzewania i temperatury obróbki może spowodować zarówno wzrost, jak i
spadek sił tarcia;
- w czasie odkształcania przy dużych naciskach i wysokich prędkościach względnych
dyssypacja cieplna pracy tarcia może doprowadzić do lokalnego wzrostu temperatury
w mikroobszarach przylegania aż do temperatury topnienia - co prowadzi do spadku sił
szczepności
i zmniejszenia tarcia;
- stosuje się różne rodzaje smarów, które w większym lub mniejszym stopniu oddzielają od
siebie powierzchnie narzędzia i przedmiotu kształtowanego - wskutek wysokich nacisków
jednostkowych utrzymanie ciągłej warstwy smaru nie zawsze jest możliwe, co ma wpływ na
występowanie różnorodnych mechanizmów tarcia (tzw.
warstwy podsmarne
o porowa-tej
strukturze, nanoszone metodami chemicznymi na powierzchnię wyrobu, sprzyjają za-
chowaniu ciągłej warstwy smaru).
W
zależności od warunków panujących na powierzchni kontaktowej rozróżnia się:
-
tarcie
czyste
- przy oddziaływaniu czystych powierzchni;
-
tarcie
suche
- w obecności warstw adsorpcyjnych, tlenków i zanieczyszczeń, bez smaru;
-
tarcie płynne
- warstwa ośrodka lepkiego całkowicie oddziela od siebie powierzchnie
narzędzia kształtującego i przedmiotu odkształcanego;
-
tarcie graniczne
- warstwa ciekłego smaru oddzielająca współpracujące powierzchnie jest
granicznie cienka, a smar jest powierzchniowo aktywny [3];
-
tarcie pó p ynne
- powierzchnie narzędzia kształtującego i przedmiotu odkształcanego są
tylko częściowo oddzielone od siebie warstwą smaru (ośrodka lepkiego), gdyż wskutek
dużych nacisków jednostkowych warstwa ta uległa w pewnych miejscach przebiciu;
ł ł
ł
-
tarcie pó suche
- warstwa smaru występuje jedynie na niewielkich fragmentach po-
wierzchni kontaktowej.
Tarcie czyste jest przypadkiem wyidealizowanym i może występować tylko w specjalnych
warunkach (np. w próżni). W obróbce plastycznej zazwyczaj występują przypadki tarcia
półsuchego i półpłynnego, rzadziej - tarcie płynne i graniczne. Szczegółowy opis mechanizmów
tarcia można znaleźć w literaturze (np. [1,2]). W dalszym ciągu podamy jedynie najważniejsze
informacje.
Istotne znaczenie dla powstawania sił tarcia suchego ma
szczepność mikroobszarów
przylegania
. Zbliżenie dwóch fragmentów czystych powierzchni metalicznych wskutek
działania siły normalnej na odległość oddziaływania sił atomowych powoduje powstanie
połączenia metalicznego. Jest to zjawisko
adhezji
. Na powierzchni kontaktowej tworzy się
szereg połączeń (mostków). Sumaryczna powierzchnia mikroobszarów przylegania zależy od
rodzaju stykających się materiałów, wartości nacisku jednostkowego i charakterystyk
chropowatości obydwu stykających się powierzchni. Siłę tarcia można wyrazić jak następuje:

T
S
S
o
i
o
p
o
i
=
=
=
∑
τ
τ
τ
S
ϕ
(III.3)
gdzie:
τ
0
- średnia wartość naprężenia stycznego, wywołującego ścinanie połączenia
metalicznego, S
p
- suma powierzchni S
i
mikroobszarów przylegania. Współczynnik φ wyraża
stosunek powierzchni S
p
do nominalnej powierzchni kontaktowej S:
ϕ =
S
S
p
(III.4)
W procesach obróbki plastycznej pod wpływem wysokich nacisków następuje
uszkodzenie warstwy granicznej i ułatwiony kontakt czystych powierzchni. Ponadto przedłużenie
czasu styku powierzchni powoduje wzrost sił szczepności w mikroobszarach przylegania. Siła
tarcia wzrasta więc wraz ze wzrostem nacisku, stopnia odkształcenia oraz powierzchni styku,
maleje natomiast, gdy zwiększa się prędkość ruchu względnego. Siła tarcia może ulegać
okresowym zmianom, odpowiadającym kolejnym fazom ścinania istniejących połączeń
i tworzenia nowych (drgania przy tarciu).
Jeżeli rzeczywista powierzchnia S
p
(wzór (III.3)) narasta proporcjonalnie do wartości
siły normalnej N, to (przy założeniu stałej wartości
τ
0
) otrzymujemy prawo tarcia suchego
(Amontonosa - Coulomba):
T
= N
µ
(III.5)
lub, dla jednostkowych sił tarcia:
σ
µσ
yx
yy
= ±
(III.6)
gdzie:
µ - współczynnik proporcjonalności, zwany
wspó czynnikiem tarcia
,
σ
ł
yy
- naprężenie
normalne.
Warunki tarcia przy stałym nacisku są inne w momencie rozpoczęcia ruchu, a inne pod-
czas jego trwania. W związku z tym rozróżnia się zwykle dwie wartości współczynnika tarcia:
statyczną
, odnoszącą się do momentu rozpoczęcia poślizgu, oraz
kinematyczną
- gdy ruch
ma już charakter ustalony. Wartości te mogą się znacznie od siebie różnić, jednak dla
niektórych materiałów (np. dla porowatych spieków) są bardzo zbliżone, a nawet identyczne.
Jak wiadomo z elementarnego kursu fizyki, współczynnik tarcia
µ jest - dla danej pary
materiałów - wielkością stałą (przy małych naciskach i ustalonej charakterystyce chropowatości
powierzchni). Wykorzystanie tego stwierdzenia do opisu tarcia w obróbce plastycznej byłoby
znacznym uproszczeniem, ze względu na złożoność mechanizmów, warunkujących powstawanie
sił tarcia. W związku z tym stosowanie związków (III.5) lub (III.6) wymaga przyjęcia
dodatkowych założeń:
- współczynnik
µ należy traktować jako pewien współczynnik proporcjonalności pomiędzy
naprężeniem stycznym i normalnym na elemencie powierzchni kontaktowej w konkretnym
procesie kształtowania, przy czym jego wartość może się zmieniać w szerokich granicach,
w zależności od wartości lokalnych nacisków jednostkowych, stanu powierzchni, prędkości
względnej, sposobu smarowania i rodzaju smaru (w warunkach tarcia półsuchego i
półpłynnego), a także temperatury i innych czynników;
- w obliczeniach konkretnych procesów obróbki plastycznej należy stosować adekwatne
wartości współczynników tarcia wyznaczane doświadczalnie, przy czym metody badawcze
winny uwzględniać rzeczywiste warunki realizacji procesów technologicznych.
Przy bardzo dużych naciskach jednostkowych suma powierzchni mikroobszarów przy-
legania staje się bliska nominalnej powierzchni kontaktowej. Związek (III.5) (lub (III.6))
prze-staje obowiązywać, a naprężenie tarcia osiąga wartość maksymalną, uwarunkowaną
wytrzymałością połączeń szczepnych na całej powierzchni (
ϕ = 1 we wzorze (III.4)). Jeżeli τ
0
jest mniejsze od granicy plastyczności na ścinanie materiału odkształcanego, to ścięcia połączeń
metalicznych następują na powierzchni kontaktowej. W przypadku przeciwnym - materiał
przywiera do narzędzia, tworząc
narosty
. Jest to zjawisko niepożądane, gdyż powoduje złą
jakość powierzchni wyrobu. Maksymalna wartość naprężenia tarcia jest więc równa granicy
plastyczności na ścinanie materiału kształtowanego:
σ
yx max
= k. W warunkach płaskiego stanu
odkształcenia:
σ
σ
yx
p
max
=
3
(III.7)
zgodnie z warunkiem plastyczności Hubera - Misesa, lub:
σ
σ
yx
p
max
=
2
(III.8)
przy warunku Treski. Jest to przypadek
stałego tarcia
, niezależnego od wartości nacisków
jednostkowych
σ
yy
. Zamiast (III.6) obowiązuje związek:
σ
yx
k
= ±
(III.9)
W analizie procesów obróbki plastycznej, związki typu (III.6) lub (III.9) są
wykorzystywane jako
warunki brzegowe dla naprężeń
na powierzchni kontaktowej. Zwraca
się uwagę, że równanie (III.9) określa bezpośrednio jedną ze składowych tensora naprężenia,
jest więc bardzo dogodne w konkretnych obliczeniach. Może być jednak stosowane tylko
w ograniczonym zakresie - gdy naprężenia tarcia są duże w porównaniu z wartością naprężenia
uplastyczniającego (obróbka plastyczna na gorąco), lub przy bardzo dużych naciskach
jednostkowych (prasowanie płyt o małych wysokościach). Równanie (III.6) podaje jedynie
związek pomiędzy składowymi
σ
yx
i
σ
yy
tensora naprężenia (warunek typu mieszanego), co
komplikuje obliczenia. W związku z tym często wykorzystuje się warunek przybliżony:
σ
µ
yx
k
= ±
∗
(III.10)
który zakłada stałą (niezależną od nacisku normalnego) wartość naprężenia tarcia mniejszą od
maksymalnej (0
< µ* < 1 jest stałym współczynnikiem). Warunek (III.10) jest dość dobrze
spełniony przy odkształcaniu porowatych spieków metali, dla których doświadczalnie
stwierdzono brak zależności pomiędzy naprężeniem normalnym i stycznym na powierzchni
kontaktowej.
Dla tarcia płynnego obowiązują zależności, wynikające z prawa liniowej lepkości
Newtona:
T
v
h
S
x
= ± η
(III.11)
σ
η
yx
x
v
h
= ±
(III.12)
gdzie:
η - współczynnik lepkości dynamicznej smaru, h - grubość warstwy smaru, v
x
- prędkość
materiału względem narzędzia w kierunku x.
Zwraca się uwagę, że:
- bezwzględna wartość siły tarcia jest wprost proporcjonalna do powierzchni kontaktowej
S i prędkości v
x
oraz odwrotnie proporcjonalna do grubości warstwy smaru (wzór (III.11));
- bezwzględna wartość naprężenia tarcia
rośnie
ze wzrostem prędkości v
x
(wzór (III.12)),
odwrotnie niż w przypadku tarcia suchego.
Przedstawione
wyżej uwagi dotyczą sił tarcia występujących na powierzchniach
kontaktowych przedmiotu odkształcanego z narzędziem (
tarcie zewnętrzne
). Podczas
kształtowania plastycznego materiałów rozdrobnionych (np. proszków metali) połączenia
szczepne tworzą się nie tylko pomiędzy narzędziem i materiałem obrabianym, ale również
wewnątrz odkształcanej objętości (pomiędzy poszczególnymi cząstkami materiału
rozdrobnionego), co utrudnia ich względne przemieszczenia. Zjawisko to określa się mianem
tarcia wewnętrznego
(przez analogię do podobnego zjawiska związanego z niesprężystym
zachowaniem się materiałów litych przy małych obciążeniach, powodującego m. in. tłumienie
drgań swobodnych, występowanie histerezy sprężystej itp.).
6.3. Wpływ tarcia na przebieg procesów obróbki plastycznej
Praca L siły zewnętrznej F potrzebna do realizacji procesu obróbki plastycznej przy
założeniu (III.6) wyraża się wzorem:
dS
u
dV
d
L
L
ds
F
L
S
yy
V 0
ij
ij
t
p
s
0
p
ij
k
∫
∫ ∫
∫
µσ
+
ε
σ
=
+
=
=
ε
(III.13)
gdzie: L
p
- praca odkształceń plastycznych, L
t
- praca wykonana przeciwko siłom tarcia,
σ
ij
- składowe tensora naprężenia, ε - końowe wartości składowych tensora odkształcenia
plastycznego,
|u| - długość wektora przemieszczenia względnego, V - objętość strefy
uplastycznionej, s
ij
p
k
- całkowite przemieszczenie narzędzia. Udział pracy tarcia L
t
w całkowitej
pracy L określa
wspó czynnik sprawności
procesu
η
ł
t
:
η
t
p
p
p
L
L
L
L
L
=
=
+
t
(III.14)
Obecność tarcia w procesach obróbki plastycznej wywołuje następujące skutki:
- ulegają zmianie parametry siłowo - energetyczne: rośnie całkowita praca i moc potrzebna do
realizacji procesu, wzrastają więc także siły i naciski jednostkowe na powierzchniach
narzędzi, co prowadzi do ich szybszego zużycia;
- występowanie przywierania materiału do narzędzia i tworzenie narostów wpływa na po-
gorszenie jakości powierzchni wyrobu;
- dyssypacja cieplna pracy tarcia przy dużych wartościach nacisków jednostkowych oraz
prędkości względnych prowadzi do znacznego wzrostu temperatury w obszarach
sąsiadujących z powierzchnią kontaktową - może się okazać, że niezbędne jest ograniczenie
tych prędkości, a tym samym obniżenie wydajności procesu (inaczej narzędzie ulegnie

zniszczeniu lub przedwczesnemu zużyciu, względnie zajdą niepożądane zmiany w strukturze
i własnościach warstwy wierzchniej materiału kształtowanego);
- pojawienie się naprężeń stycznych na powierzchni kontaktowej (zmiana warunków
brzegowych) powoduje zmianę stanu naprężenia i odkształcenia w całej objętości
kształtowanego materiału - w szczególności tarcie jest jedną z przyczyn powstawania
niejedno-rodności odkszta ceń
, a więc również niejednorodnych własności materiału
oraz niepożądanych deformacji powierzchni swobodnych.
ł
ł
Jak
widać, skutki działania tarcia są niepożądane. W związku z tym w procesach obróbki
plastycznej dąży się do ograniczenia (zmniejszenia) wartości sił tarcia. Jednak obecność sił
tarcia może okazać się niezbędna w realizacji niektórych procesów obróbki plastycznej - np.
podczas walcowania pewna siła tarcia jest niezbędna, gdyż umożliwia uchwycenie materiału i
nadanie mu określonego ruchu. Bezwzględny wymóg ograniczania sił tarcia może nie dotyczyć
pewnych fragmentów powierzchni kształtowanych wyrobów (na których nie występują
przemieszczenia względne lub gdy tarcie przenosi część siły potrzebnej do kształtowania).
6.4. Ograniczanie działania sił tarcia
Podstawowym sposobem ograniczania sił tarcia w obróbce plastycznej jest odpowiednie
smarowanie
. Smar po naniesieniu na powierzchnię przedmiotu odkształcanego lub narzędzia
tworzy warstwę oddzielającą częściowo lub całkowicie obydwie powierzchnie. Do pod-
stawowych własności smaru zalicza się
lepkość
i
aktywność powierzchniową
, które
warunkują utrzymywanie się na powierzchni w warunkach wysokich nacisków jednostkowych.
Ze względu na dużą różnorodność warunków realizacji procesów obróbki plastycznej nie ma
smarów uniwersalnych. Każdy proces wymaga odrębnego podejścia do problemu smarowania i
wykorzystania odpowiednich substancji smarujących. W chwili obecnej istnieją
wyspecjalizowane firmy, zwykle związane z przemysłem naftowym, które produkują
odpowiednie smary z prze-znaczeniem do konkretnych procesów, gatunków kształtowanych
materiałów, zakresów temperatur itp.
Różnorodność wymagań stawianych smarom można objaśnić na przykładach:
- w obróbce plastycznej na zimno - zwłaszcza przy wysokich naciskach jednostkowych i
dużych prędkościach względnych - smar, oprócz swej podstawowej roli, jaką jest
zmniejszenie tarcia, winien również intensywnie chłodzić narzędzie i materiał kształtowany
(działanie
ch odząco
-
smarujące
) - oprócz odpowiedniej lepkości i aktywności
powierzchniowej wymagana jest więc
duża
pojemność cieplna
;
- współczynnik lepkości dynamicznej substancji smarującej winien być odpowiednio dobrany
do wartości nacisków jednostkowych (a więc rodzaju kształtowanego materiału) oraz
prędkości względnej - im większe naciski, tym większa winna być lepkość smaru;
podwyższenie współczynnika lepkości, podobnie jak wzrost prędkości względnej, zwiększa
wprawdzie tarcie, jednak przy dużych prędkościach rośnie grubość warstwy smaru, co
pozwala na utrzymanie sił tarcia na odpowiednio niskim poziomie (patrz wzór (III.11));
- w obróbce plastycznej na gorąco - zwłaszcza gdy czas zetknięcia się narzędzia z przed-
miotem obrabianym jest duży - istotna jest przede wszystkim
odporność smaru na
tempe
-
raturę
(istnieje niewiele substancji, które mogą spełniać rolę smaru
w temperaturach rzędu 1000
o
C) oraz
niskie
przewodnictwo cieplne
, ze względu na
zabezpieczenie narzędzia przed przegrzaniem.

We wszystkich przypadkach smar powinien mieć następujące cechy:
- łatwość nanoszenia na powierzchnie kształtowanego przedmiotu i narzędzia,
- chemiczną pasywność względem materiału kształtowanego i materiału narzędzia,
- nieszkodliwość dla pracowników i środowiska naturalnego,
- łatwość usuwania z powierzchni po zakończeniu obróbki.
Stosuje
się następujące rodzaje smarów:
-
smary p ynne
: oleje mineralne i roślinne oraz emulsje (oleje z dodatkiem wody) jako
ośrodki chłodząco - smarujące, oleje o podwyższonej lepkości z dodatkiem parafiny lub
stearyny, oleje z dodatkiem substancji powierzchniowo-aktywnych (np, związków chloru);
ł
ł
-
smary proszkowe
: mydła w postaci proszku lub płatków, grafit, dwusiarczek molibdenu
(dwie ostatnie substancje stosuje się również jako dodatki do smarów płynnych);
-
szk o
(w postaci proszku lub waty szklanej), stosowane w wysokich temperaturach [3].
Stworzenie warunków tarcia płynnego można osiągnąć przy zastosowaniu podawania
ciekłego smaru do strefy oddziaływania narzędzia i przedmiotu kształtowanego pod ciśnieniem
(
smarowanie hydrostatyczne
), lub poprzez specjalne ukształtowanie profilu narzędzia: smar
jest zabierany przez przemieszczający się materiał i wprowadzany do szczeliny o malejącej
stopniowo grubości, przez co jego ciśnienie wzrasta (
hydrodynamiczne podawanie smaru
).
Utrzymanie smaru na powierzchni przy wysokich naciskach jednostkowych, oprócz
odpowiednich własności smaru, wymaga czasem specjalnych zabiegów przygotowania po-
wierzchni kształtowanego wyrobu. Jednym ze sposobów jest wspomniane już nanoszenie
metodami chemicznymi
warstw podsmarnych
(np. fosforanów lub szczawianów na
powierzchnie stalowe). Warstwy podsmarne powinny mieć porowatą strukturę, sprzyjającą
utrzymaniu smaru. Innym sposobem obniżenia tarcia jest stosowanie tzw.
rozdzielaczy
.
Sposób ten polega na pokrywaniu powierzchni kształtowanego materiału cienką warstwą metalu
plastycznego (miedź, ołów), który tworzy z materiałem narzędzia słabe połączenia szczepne.
Smary nanosi się różnymi sposobami, zarówno przed, jak i w czasie obróbki, wyłącznie
na te fragmenty powierzchni materiału lub narzędzia, na których działanie sił tarcia wpływa
niekorzystnie na przebieg procesu kształtowania. Fragmenty powierzchni, na których tarcie nie
występuje (np. nie ma przemieszczeń względnych), względnie przenosi część sił kształtowania,
pozostawia się nie smarowane.
W przypadku kształtowania wyrobów z materiałów rozdrobnionych (np. proszków metali)
istotne jest zmniejszenie sił tarcia działających pomiędzy poszczególnymi cząstkami materiału.
Można to osiągnąć przez zastosowanie
środka poślizgowego
, który należy zmieszać
z materiałem rozdrobnionym przed procesem kształtowania. Dla proszków metali często
stosowanym środkiem poślizgowym jest stearynian cynku.
Dla ograniczenia sił tarcia istotna jest charakterystyka chropowatości powierzchni oraz
gatunek i twardość materiału narzędzia. Gładka powierzchnia i wysoka twardość materiału
narzędziowego sprzyja zmniejszeniu sił tarcia.
Obniżenie sił tarcia można również osiągnąć drogą pośrednią - obniżenia nacisków
jednostkowych. Uzyskuje się w to poprzez zmianę panującego stanu naprężenia. Na przykład,
w procesach walcowania i ciągnienia stosuje się tzw.
naciąg
i
przeciwciąg
(dodatkowe

rozciąganie walcowanego pasma lub ciągnionego drutu czy pręta). Część pracy odkształcenia
plastycznego jest wtedy wykonana przez naprężenia rozciągające, co powoduje zmniejszenie
naprężeń normalnych na powierzchni kontaktowej, a więc spadek sił tarcia.
Eliminację sił tarcia na pewnych fragmentach powierzchni kontaktowej można uzyskać
przez zastosowanie odpowiedniej kinematyki procesu. Przykładowo, podczas
wyciskania
z
nieruchomym wsadem
, możliwość przemieszczania się wsadu względem pojemnika, a więc
również siła tarcia materiału o jego ścianki zostaje znacznie ograniczona.
Zmniejszenie
sił tarcia obserwuje się również podczas
procesów dynamicznych
, gdy
prędkości względne są duże (krótki czas styku narzędzia z materiałem kształtowanym), a także
w
procesach pulsacyjnych
, realizowanych z częstotliwością pulsacji siły lub przemieszczenia
rzędu kilkuset Hz (bądź też z częstotliwościami ultradźwiękowymi).
Na
zakończenie dodamy, że - jeżeli tylko jest to możliwe - należy dążyć do zamiany tarcia
ślizgowego na
toczne
(np. zamiast klasycznego ciągnienia stosuje się ciągnienie po-między
swobodnie obracającymi się walcami, wygniatanie gwintów wewnętrznych o dużych średnicach
można zastąpić walcowaniem głowicami rolkowymi itp). Pozwala to na obniżenie sił
i momentów potrzebnych do realizacji procesów oraz umożliwia stosowanie wysokich prędkości
obróbki, a więc podwyższenie wydajności. Niebezpieczeństwo wystąpienia wysokich temperatur
w strefie kontaktu narzędzia i przedmiotu obrabianego jest w przypadku tarcia tocznego
znacznie ograniczone, a narzędzie zachowuje wysoką trwałość.
6.5. Doświadczalne metody wyznaczania współczynnika tarcia
Współczynnik tarcia można wyznaczyć:
- wykonując niezależne pomiary sił: stycznej i normalnej, wchodzących do wzoru (III.5), lub
określając stosunek tych sił, bez mierzenia ich wartości;
- badając kształt oraz wymiary odkształcanych próbek i porównując je z wartościami
wyznaczonymi teoretycznie przy założonych z góry wartościach współczynnika tarcia
(wykorzystuje się wpływ tarcia na stan odkształcenia).
6.5.1. Wyznaczanie współczynnika tarcia przy walcowaniu
W metodzie zaproponowanej przez I. M. Pawłowa mierzy się siłę nacisku N działającą na
walec, siłę powstrzymującą uchwycenie materiału F oraz kąt chwytu
α (rys. III/5 a). Z
warunków równowagi walca (rys. III/5 b) i materiału (rys. III/5 c) wynika, że:
Rys. III/5. Wyznaczanie współczynnika tarcia
metodą Pawłowa: a) schemat,
b) układ sił działających na walec,
c) układ sił działających na połowę pasma;
siły F i N są mierzone niezależnie za pomocą dwóch
dynamometrów
F
T
c)
b)
a)
α/2
α/2
R
T=
µR
α
/2
α
N
N
N
T=
µR
F/2
R
N R
R
=
+
cos
sin
α
µ
α
2
2
F
R
R
2
2
=
−
µ
2
α
α
cos
sin
(III.15)
Dzieląc stronami równania (III.15) i wykonując odpowiednie przekształcenia otrzymujemy:
µ
α
α
=
+
−
F
N
tg
F
N
tg
2
2
1
2
2
(III.16)
Siły N i F winny być zmierzone w początkowym stadium poślizgu walców, gdyż inaczej
powierzchnia materiału ulegnie starciu i zmieni się współczynnik tarcia.
Inny sposób polega na wykorzystaniu
warunku chwytu
(rys. III/6). Z warunku
równowagi sił działających na materiał wynika:
P
c)
d)
b)
a)
α
N
x
T
x
T=
µ
N
(D-
∆
h
max
)/2
D
Rys. III/6. Schemat sił działających na
pasmo materiału w momencie chwytu
T =
µR
R
α
max
∆
h
µ
α
α
R
R
cos
sin
max
max
=
(III.17)
czyli:
µ
α
= tg
max
(III.18)
gdzie
α
max
jest graniczną wartością kąta chwytu: jeżeli
α < α
max
- materiał jest wciągany
pomiędzy walce, gdy
α > α
max
- uchwycenie materiału nie nastąpi. Wykorzystując (III.18) oraz
związki geometryczne (rys. III/6):
cos
max
α =
−
D
h
D
∆
(
)
2
2
max
D
h
D
1
sin
∆
−
−
=
α
(III.19)
otrzymuje się:

(
)
max
max
max
h
D
h
D
2
h
∆
−
∆
−
∆
=
µ
(III.20)
W celu wyznaczenia współczynnika tarcia wystarczy więc określić graniczną wartość gniotu
bezwzględnego
∆h
max
. W przedstawionej metodzie nie ma potrzeby wyznaczania wartości sił:
normalnej i stycznej (mierzy się ich stosunek, równy współczynnikowi tarcia).
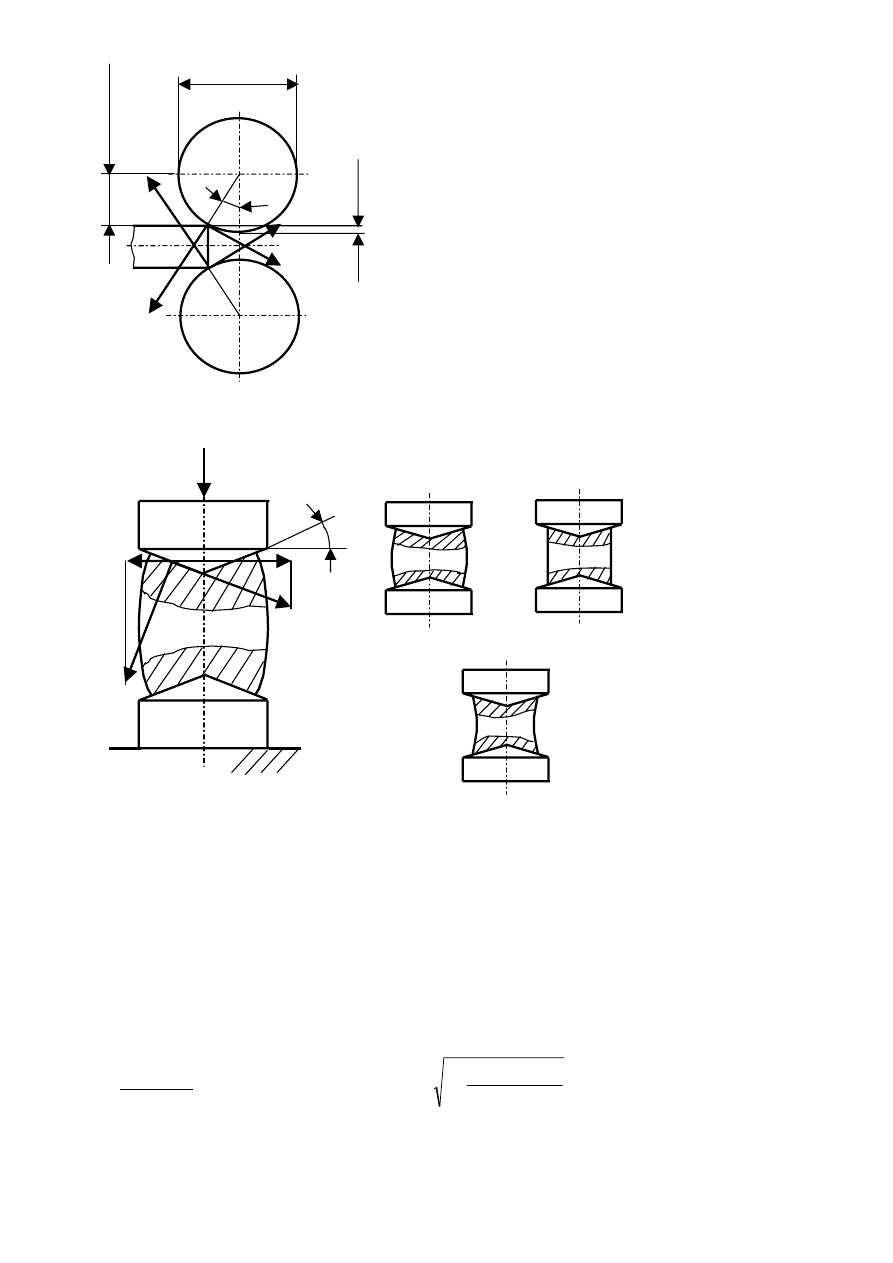
6.5.2. Wyznaczanie współczynnika tarcia przy kuciu lub prasowaniu
Przy wyznaczaniu współczynnika tarcia podczas kucia i prasowania wykorzystuje się
najczęściej:
-
metodę stożków
(Siebela i Pompa),
-
metodę spęczania klina
(I. J. Tarnowskiego),
-
metodę niezależnego pomiaru sił
: normalnej i stycznej,
-
metodę spęczania pierścieni
.
Wyznaczone
powyższymi metodami wartości współczynnika tarcia mogą być również
wykorzystane w analizie innych procesów kształtowania objętościowego.
Metoda stożków (rys. III/7 a) polega na spęczaniu walcowych próbek ze stożkowymi
wybraniami w powierzchniach czołowych za pomocą stożkowych kowadeł z odpowiednio
dopasowanymi kątami nachylenia tworzących. W zależności od kąta
α otrzymujemy trzy
przypadki odkształcania się próbki (rys. III/7 b, c, d):
b) N
x
< T
x
,
µ > tg α,
c) N
x
= T
x
,
µ = tg α,
d) N
x
> T
x
,
µ < tg α.
Określenie współczynnika tacia polega więc na dobraniu takiego kąta
α, dla którego próbka
zachowuje kształt walcowy. Nie ma potrzeby wyznaczania sił T i N.
W metodzie spęczania klina na boczną powierzchnię próbki nanosi się szereg równo-
ległych rys i mierzy się odległości x
1
i x
2
rysy, która nie uległa deformacji (przekroju
neutralnego) od końców próbki (rys. III/8). Ponieważ klin jest w równowadze, więc suma
rzutów wszystkich sił na oś poziomą wynosi zero, co daje:
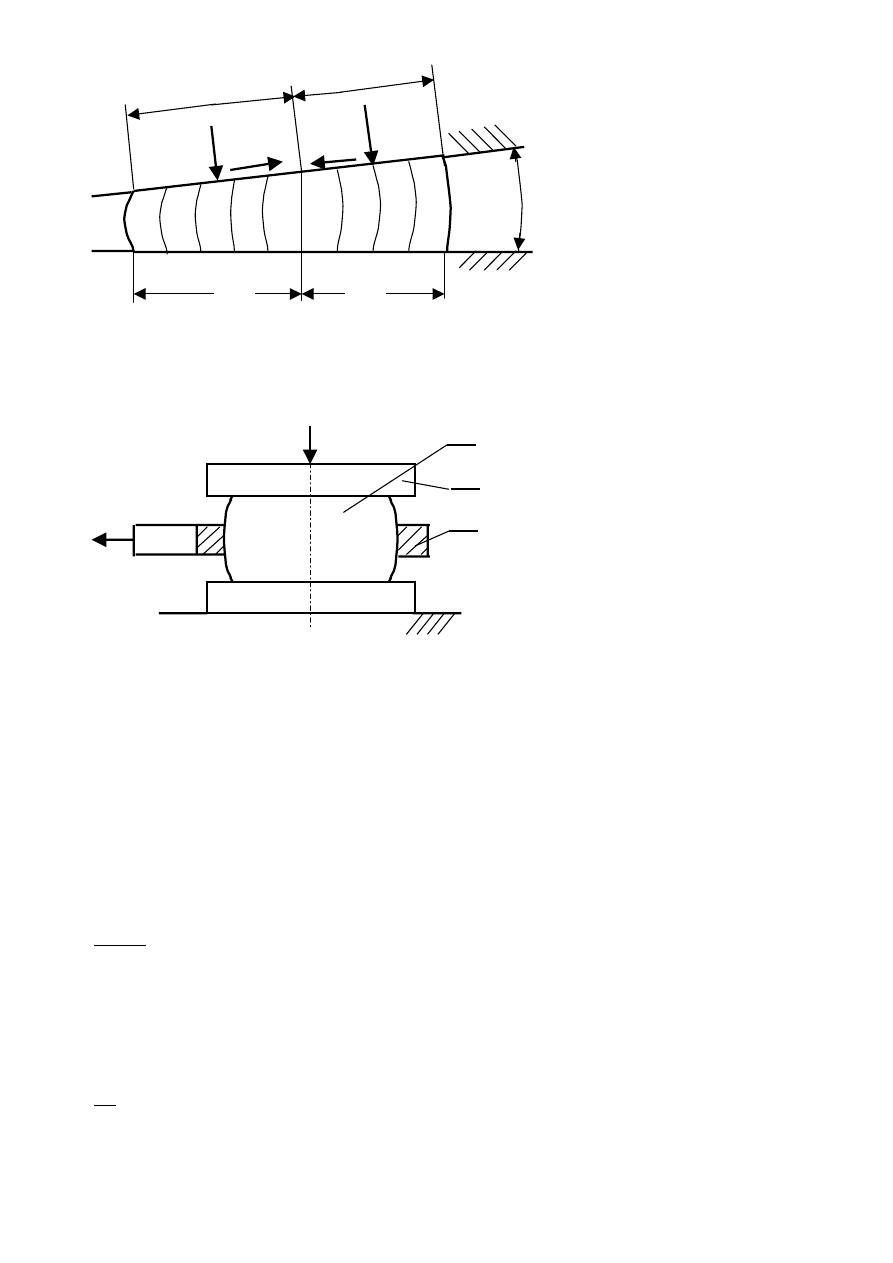
Rys. III/8. Schemat wyznaczania współczynnika tarcia metodą spęczania próbki klinowej
1
3
2
P
x
2
x
1
α
T
2
T
1
N
1
N
2
l
2
l
1
F
Rys. III/9. Schemat wyznaczania współczynnika tarcia na podstawie niezależnego pomiaru sił:
1 - próbka, 2 - kowadło, 3 - uchwyt do przesuwania próbki
N
N
N
N
1
2
2
1
0
sin
sin
cos
cos
α
α µ
α µ
α
+
+
−
=
(III.21)
Przy założeniu, że siły N
1
i N
2
są proporcjonalne do odpowiednich długości l
1
i l
2
, a zatem
również do x
1
i x
2
, można związek (III.21) napisać w postaci:
x
x
x
x
1
2
2
1
0
sin
sin
cos
cos
α
α µ
α µ
α
+
+
−
=
(III.22)
Ostatecznie:
µ
α
=
+
−
x
x
x
x
tg
1
2
1
2
(III.23)
W
metodzie
niezależnego pomiaru sił (rys. III/9) próbkę ściska się pomiędzy dwoma
kowadłami 2 znaną siłą F i mierzy się równocześnie siłę P działającą na uchwyt 3, która
wywołuje ruch próbki 1 względem kowadeł. Współczynnik tarcia wyznacza się ze wzoru:
µ =
P
F
2
(III.24)
Można badać wpływ wielkości siły normalnej na współczynnik tarcia oraz różnice statycznych
i kinematycznych wartości współczynnika tarcia. Przy dużych naciskach wyznaczone wartości
współczynników są wartościami średnimi dla całej powierzchni kontaktowej.
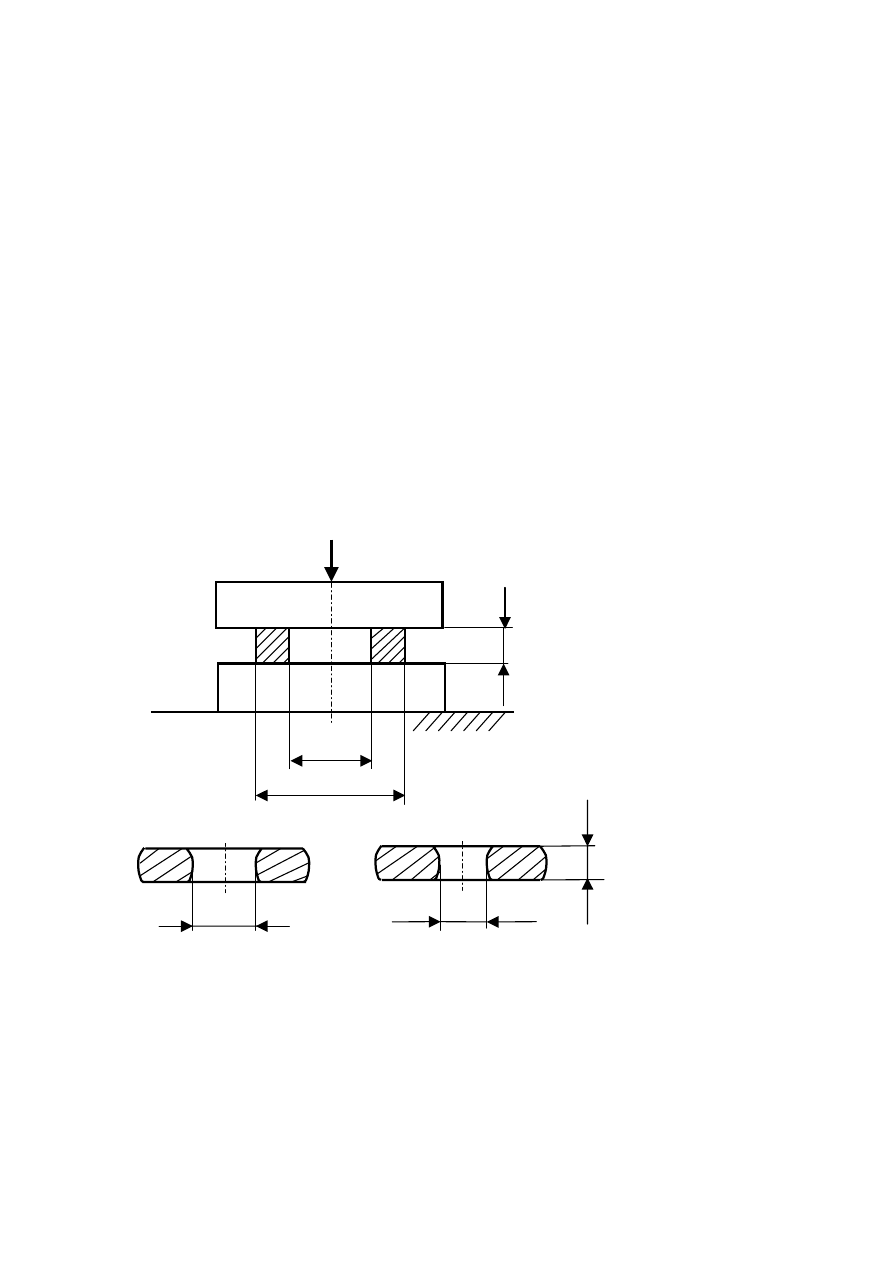
Schemat spęczania pierścienia pokazano na rys. III/10. Przy małym tarciu pierścień
ulega poszerzeniu, a jego wewnętrzna średnica po spęczaniu d
1
> d
0
(b). Przy dużych siłach
tarcia na pewnej średnicy materiał przywiera do narzędzia, a w związku z tym część materiału
przemieszcza się do wewnątrz, a część - na zewnątrz (c). Średnica wewnętrzna może więc
zmaleć (lub, w granicznym przypadku, nie zmienić się). Metoda bardzo dobrze nadaje się do
porównawczych badań tarcia w różnych warunkach, np. przy różnych smarach, różnych
chropowatościach powierzchni narzędzi itp. Jeżeli nie jest potrzebna znajomość wartości współ-
czynników tarcia, to wystarczy porównać średnice wewnętrzne pierścieni po spęczaniu
w różnych warunkach, przy czym wymiary początkowe badanych pierścieni oraz stopień
odkształcenia muszą być identyczne. Im większą średnicę wewnętrzna pierścienia otrzymuje się
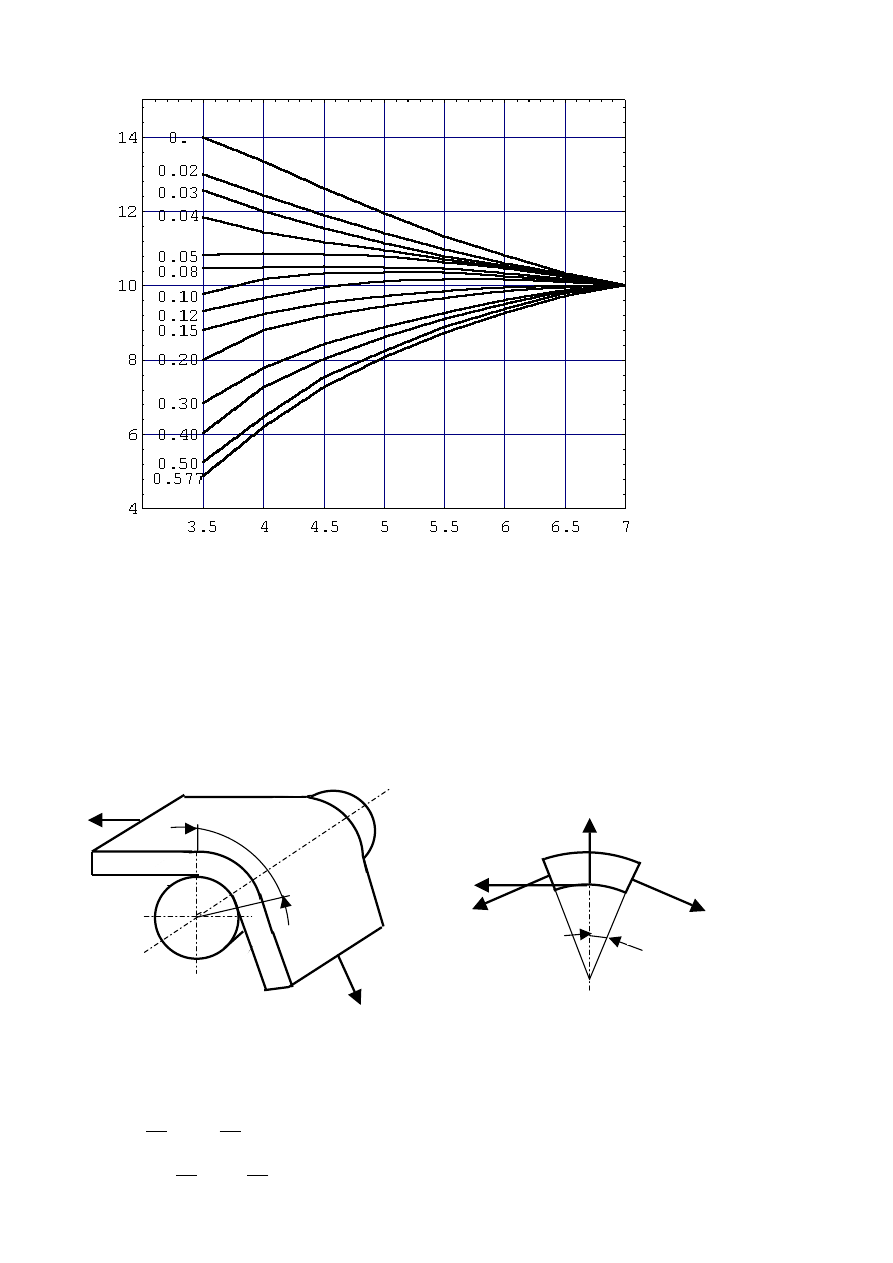
po spęczaniu, tym mniejsze były siły tarcia. Wyznaczanie liczbowych wartości współczynników
tarcia polega na porównaniu rzeczywistych wymiarów pierścieni po spęczaniu (średnicy
wewnętrznej i wysokości) z rozwiązaniem teoretycznym, które opisuje wpływ tarcia na kształt
spęczanego pierścienia. Rozwiązanie takie otrzymuje się numerycznie - nie można więc podać
zależności typu
µ = f(h
1
/h
0
,d
1
/d
0
) w postaci zamkniętej. W związku z tym wykorzystuje się
odpowiednie nomogramy lub wykresy, z których - dla znanych wymiarów h
0
, d
0
oraz h
1
i d
1
-
można odczytać wartość współczynnika tarcia (rys. III/11).
c)
b)
a)
D
0
µ
2
µ
1
d
2
d
1
h
h
0
F
d
0
Rys. III/10. Schemat spęczania pierścienia (a) i wymiary próbek po spęczaniu dla różnych
wartości współczynnika tarcia (b, c): d
1
> d
0
, d
2
< d
0
,
µ
2
>
µ
1
h [mm]
d
1
[mm]
Rys.III/11. Wykres do wyznaczania wartości współczynników tarcia na podstawie wymiarów
spęczanych pierścieni (dla wymiarów początkowych: D
0
= 20 mm, d
0
= 10 mm, h
0
= 7 mm)
6.5.3. Wyznaczanie współczynnika tarcia w procesach tłoczenia
Współczynnik tarcia można wyznaczyć w próbie rozciągania paska blachy podpartego
stemplem z zakończeniem walcowym przez pomiar sił F
1
i F
0
(rys. III/12). Z warunku
równowagi elementu próbki wynika:
F
1
F
0
d
α/2 F+dF
dP
µdP
ϕ
F
Rys. III/12. Schemat próby rozciągania paska blachy podpartej walcowym
stemplem (a) i układ sił działających na element blachy (b);
ϕ - kąt opasania
(
)
(
)
0
2
d
sin
F
2
d
sin
dF
F
dp
0
dp
2
d
cos
F
2
d
cos
dF
F
=
α
−
α
+
−
=
µ
−
α
−
α
+
(III.25)
gdzie dp oznacza nacisk stempla na powierzchni dS. Przyjmując, że:
cos
, sin
d
d
d
α
α
α
2
1
2
≅
≅
2
, po
wykonaniu odpowiednich przekształceń pominięciu małej wartości wyższego rzędu
dF
d
α
2
otrzymujemy:
dF
F
d
= µ α
(III.26)
Całkowanie (III.26) przy warunku brzegowym: dla
α = 0, F = F
0
daje:
F F e
=
0
µα
(III.27)
oraz, dla
α = φ:
F
F e
1
0
=
µϕ
(III.28)
Ostatecznie:
µ
ϕ
=
1
1
0
ln
F
F
(III.29)
6.5.4. Badania tarcia w procesach prasowania proszków lub spieków w matrycach
zam-kniętych
Podczas prasowania proszku lub materiału spiekanego w matrycy zamkniętej (rys.
III/13) składającej się z dwóch połówek 3 i 4 mierzy się niezależnie siły F
1
, F
2
lub F
m
oraz siłę
boczną P
b
działające odpowiednio na: stempel górny 1, stempel dolny (korek) 2, matrycę (od
dołu) i połówkę matrycy. Sumaryczną siłę tarcia na ściankach matrycy wyznacza się z
zależności:
2
4
3
1
F
m
/2
F
m
/2
F
2
F
1
P
b
P
b
T
2
T
1
Rys. III/13. Schemat
badania tarcia podczas
prasowania proszku w
dzielonej matrycy:
1 - stempel górny,
2 - stempel dolny (korek),
3, 4 - połówki dzielonej
matrycy

T T T
F
F
F
m
= +
=
= −
1
2
1
2
(III.30)
Średnią jednostkową siłę tarcia określa związek:
t
T
dh
=
π
(III.31)
gdzie: d - średnica otworu matrycy h - wysokość prasowanej próbki. Średnią wartość współ-
czynnika tarcia można oszacować w przybliżeniu jak następuje:
µ =
T
P
b
2
(III.32)
7. Literatura
1. W. Dobrucki: Zarys obróbki plastycznej metali. Wyd. „Śląsk”, Katowice 1975
2. M. Gieżyńska: Tarcie, zużycie i smarowanie w obróbce plastycznej metali. WNT, Warszawa
1982
3. M. Morawiecki, L. Sadok, E. Wosiek: Przeróbka plastyczna. Podstawy teoretyczne. Wyd.
„Śląsk”, Katowice 1986
Wyszukiwarka
Podobne podstrony:
03 Sejsmika04 plytkieid 4624 ppt
03 Odświeżanie pamięci DRAMid 4244 ppt
podrecznik 2 18 03 05
od Elwiry, prawo gospodarcze 03
Probl inter i kard 06'03
TT Sem III 14 03
03 skąd Państwo ma pieniądze podatki zus nfzid 4477 ppt
03 PODSTAWY GENETYKI
Wyklad 2 TM 07 03 09
03 RYTMY BIOLOGICZNE CZŁOWIEKAid 4197 ppt
Rada Ministrow oficjalna 97 03 (2)
Sys Inf 03 Manning w 06
więcej podobnych podstron