
2008-12-11
1
Materiały kompozytowe
Charakterystyka materiałów kompozytowyc
h
Materiał kompozytowy jest kombinacją dwóch lub więcej materiałów (elementy
wzmacniające, wypełniacze i lepiszcze stanowiące osnowę kompozytu) różniących się
rodzajem lub składem chemicznym w skali makroskopowej.
Składniki materiałów kompozytowych zachowują swoją tożsamość, ponieważ całkowicie
nie rozpuszczają się w sobie, jak również nie łączą się w inne elementy, natomiast
oddziałują wspólnie. Zwykle składniki te mogą być identyfikowane fizycznie i wykazują
powierzchnie rozdziału między sobą.
Materiały kompozytowe są zwykle sztucznie wytwarzane dla uzyskania własności,
które nie mogą być uzyskane oddzielnie przez żaden z występujących składników.
Materiały kompozytowe są stosowane nie tylko w celu zapewnienia odpowiednich
własności mechanicznych, lecz również elektrycznych, cieplnych, trybologicznych, związanych
z pracą w różnych środowiskach i innych.
Materiały
kompozytowe
najczęściej
zawierają
włókna
lub
cząsteczki
faz
i
są
sztywniejsze
i
bardziej
wytrzymałe
niż
ciągła
faza
osnowy.
Wiele
elementów
wzmacniających zapewnia także dobrą przewodność cieplną i elektryczną oraz niższy
współczynnik rozszerzalności cieplnej oraz/lub dobrą odporność na zużycie. Są jednak wyjątki,
które mogą również występować w materiałach kompozytowych, jak polimery modyfikowane
kauczukiem, w których nieciągła faza jest bardziej podatna i bardziej ciągliwa niż polimer, co
skutkuje zwiększeniem udarności. Podobnie, druty stalowe mogą być stosowane do
wzmacniania żeliwa szarego w bębnach hamulcowych samochodów ciężarowych i ciągników.
2008-12-11
2
Klasyfikacja materiałów kompozytowych
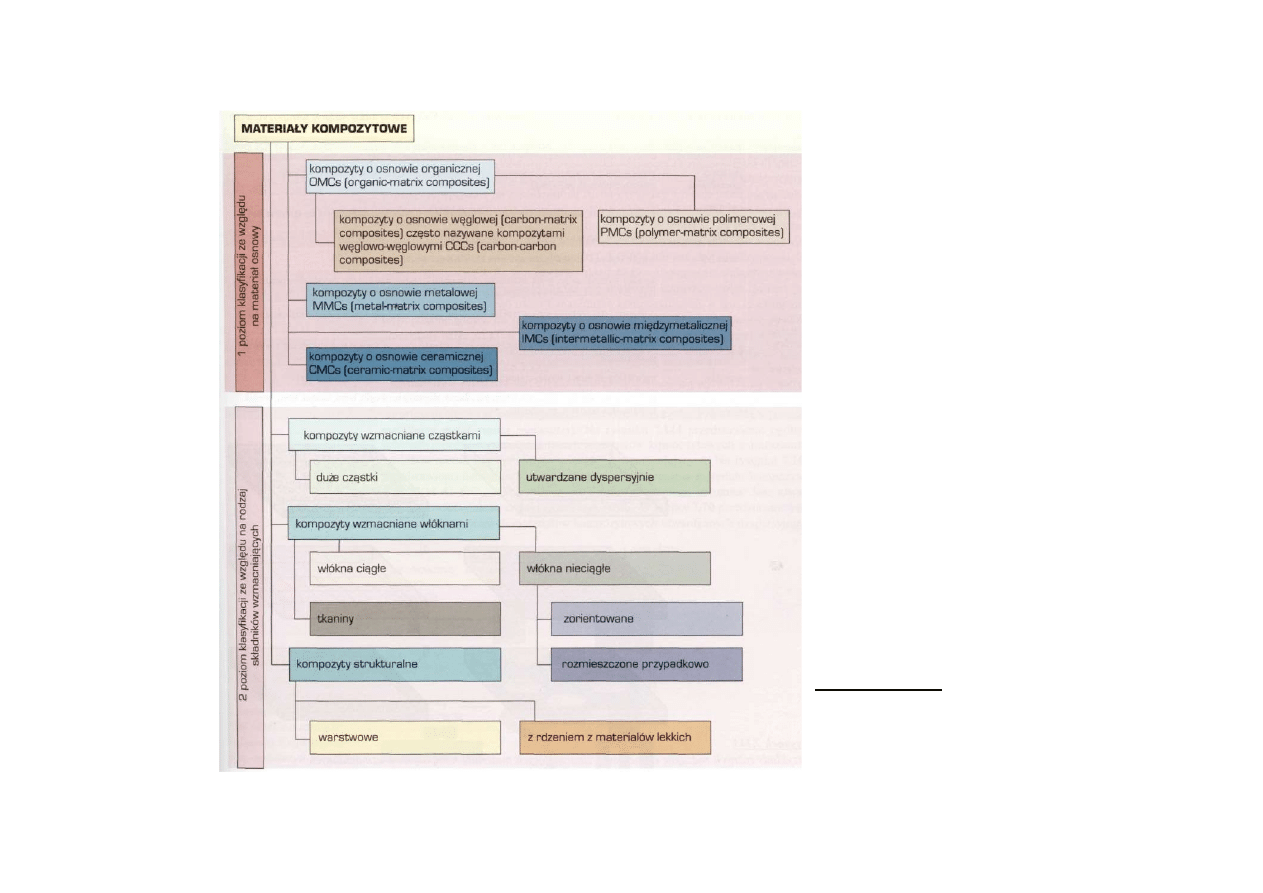
Materiały kompozytowe można sklasyfikować na dwóch odrębnych poziomach (rys. 13.1).
Pierwszy poziom klasyfikacji dotyczy bowiem materiału osnowy. Drugi poziom klasyfikacji
uwzględnia cechy geometryczne elementów wzmacniających, które mogą być wytwarzane
z różnych materiałów.
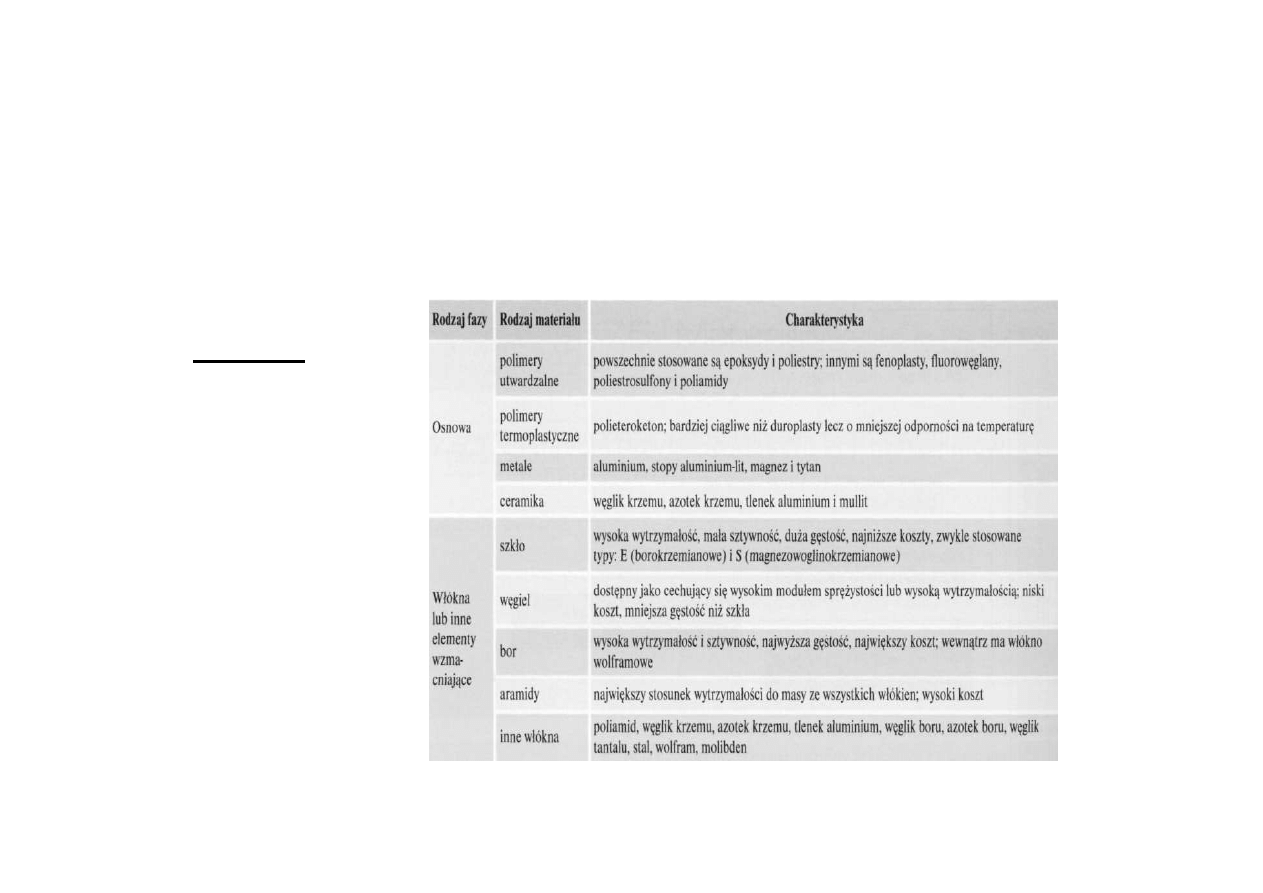
W tablicy 13.1 zestawiono materiały stosowane na wzmocnienie i osnowy materiałów
kompozytowych.
Tablica 13.1
Typy i charakterystyka
ogólna
materiałów
osnowy
i
elementów
wzmacniających
w
materiałach
kompozytowych
2008-12-11
3
Rysunek 13.1
Ogólna klasyfikacja
materiałów kompozytowych.
2008-12-11
4
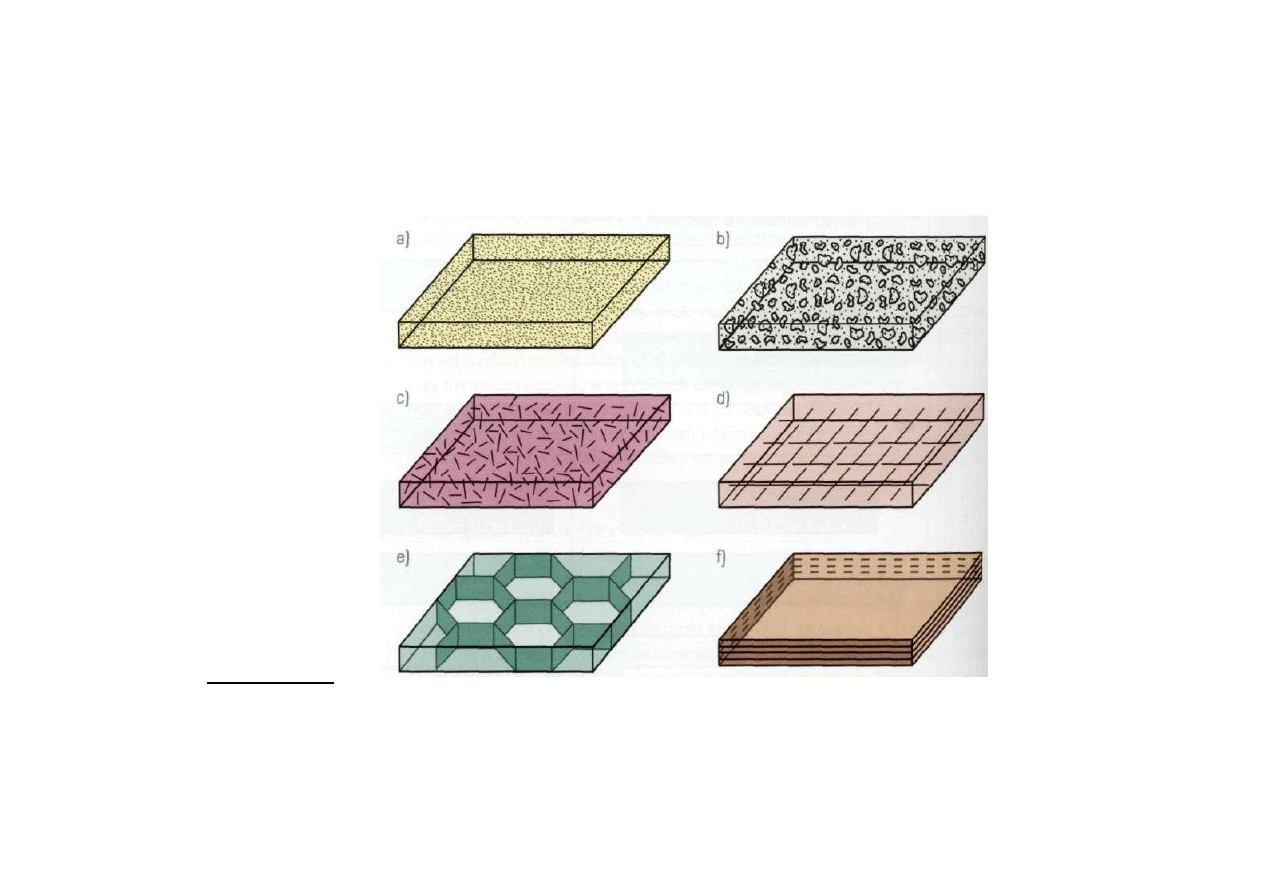
Na rysunku 13.2 przykładowo podano różne rodzaje elementów wzmacniających
występujących w materiałach kompozytowych. Przez zmianę udziału, wielkości, kształtu,
rozkładu i orientacji elementów wzmacniających można kształtować własności materiałów
kompozytowych
.
Rysunek 13.2
Przykłady
różnych
rodzajów
elementów
wzmacniających
materiały
kompozytowe
wzmacnianych: a) cząstkami dyspersyjnymi, b) płatkami, c) włóknami nieciągłymi, d) włóknami
ciągłymi w postaci tkaniny, e) szkieletowo, f) warstwowo w laminatach.
2008-12-11
5
Materiały kompozytowe wzmacniane cząstkami faz
Materiały kompozytowe utwardzane dyspersyjnie
Materiały kompozytowe o osnowie metalowej mogą zawierać cząstki dyspersoidów o
średnicy 10 - 250 nm. Cząstki te, zwykle tlenki metali, rozmieszczone w osnowie wpływają na
zablokowanie ruchu dyslokacji i nawet jeżeli nie są koherentne z osnową wpływają na jej
umocnienie. Cząstki te nie mogą rozpuszczać się w osnowie, chociaż niewielka
rozpuszczalność może wpłynąć na poprawę przyczepności dyspersoidów i osnowy.
Metalurgia proszków jest często
stosowaną technologią wytwarzania
materiałów
kompozytowych
utwardzanych
dyspersyjnie
o
osnowie metalowej, a ta odrębna
grupa materiałów kompozytowych
jest oznaczana jako P/M MMCs
{powder
metallurgy
metal-matrix
composites).
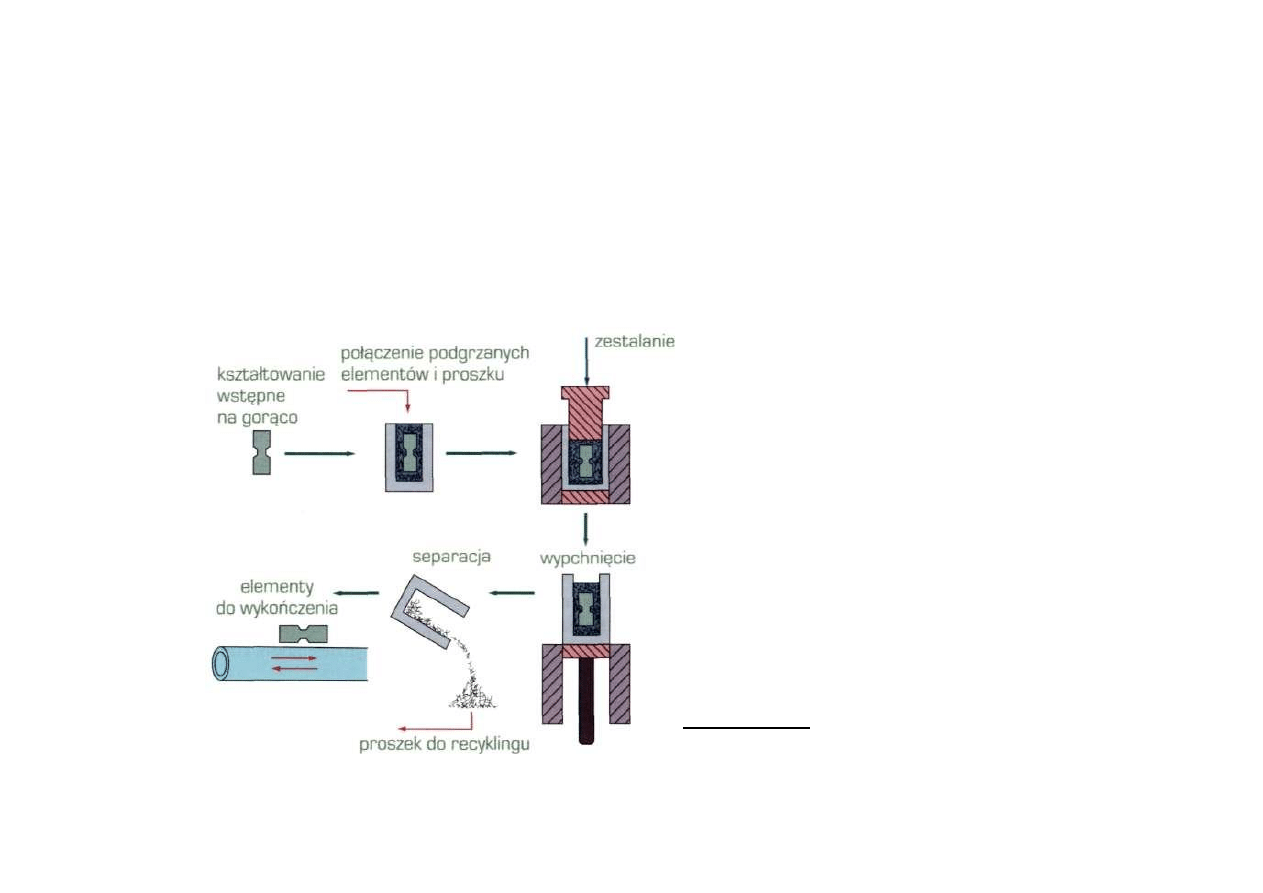
Na rysunku 13.3 przedstawiono
ogólnie
schemat
procesu
wytwarzania
takich
materiałów
kompozytowych
z
mieszaniny
proszków metali i dyspersyjnych
cząstek faz wzmacniających.
Rysunek 13.3
Schemat procesu CERACON wytwarzania
materiałów kompozytowych P/M MMCs.
2008-12-11
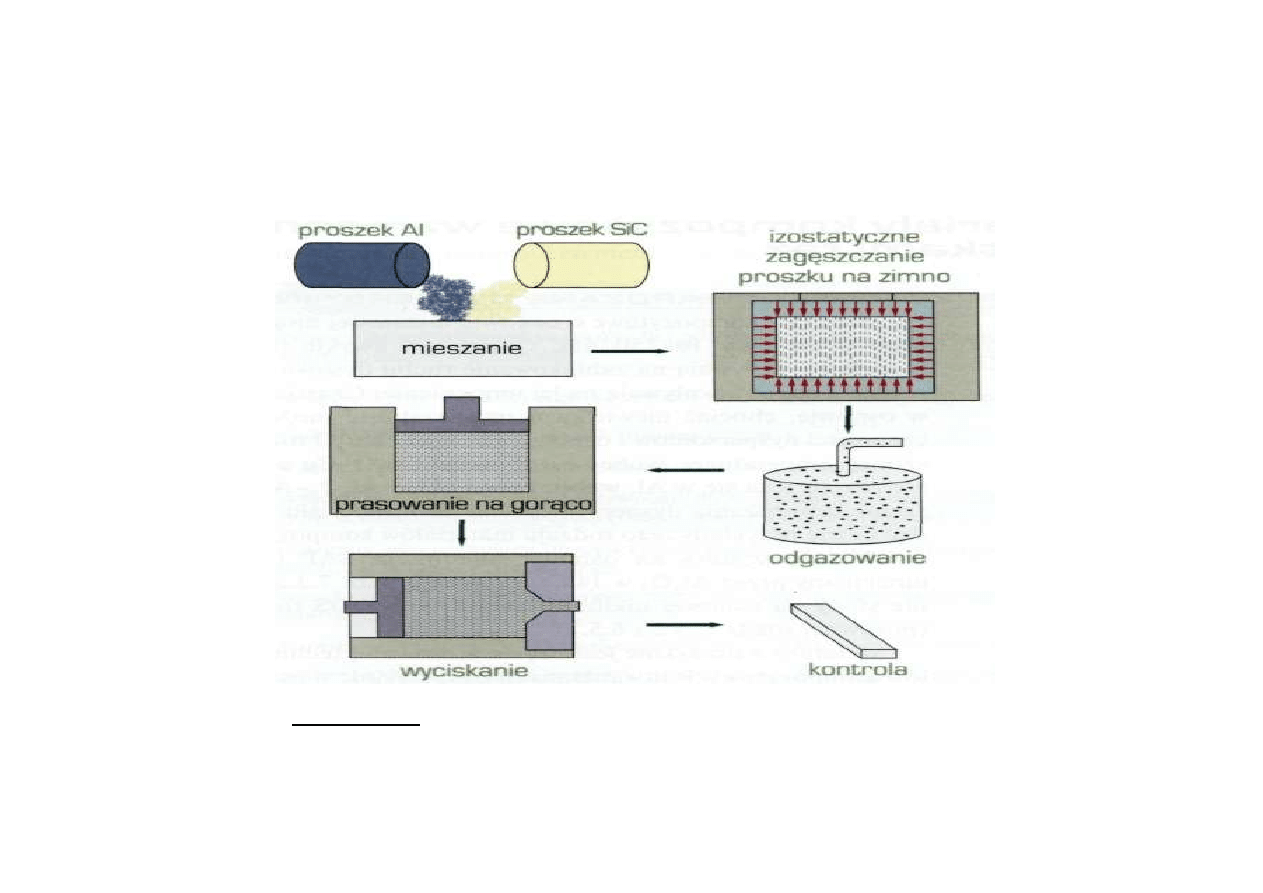
6
Na rysunku 13.4 przedstawiono natomiast szczegółowo proces wytwarzania materiału
kompozytowego P/M Al-SiC , w którym osnowę stanowi aluminium, natomiast fazą
utwardzającą dyspersyjnie są cząstki (particulates) SiC.
Rysunku 13.4
Schemat procesu wytwarzania materiału kompozytowego P/MAl-SiC
p

2008-12-11
7
Materiały kompozytowe wzmacniane dużymi cząstkami
W przypadku tej grupy materiałów kompozytowych, ze względu na relatywnie duże rozmiary
cząstek wzmacniających i brak ich koherencji z osnową metalową, nie może nastąpić
utwardzanie wydzieleniowe, które z natury rzeczy nie występuje również w pozostałych
grupach materiałów polimerowych z osnową organiczną oraz ceramiczną. Te grupy materiałów
kompozytowych uzyskują natomiast kombinację własności użytkowych będącą wynikiem
oddziaływania zarówno osnowy jak i rozmieszczonych w niej cząstek drugiej fazy, często
gwarantujących zwiększenie własności wytrzymałościowych.
Do tej grupy materiałów kompozytowych zaliczane są liczne cermetale, węgliki spiekane i
inne spiekane materiały narzędziowe, w których twarde cząstki, np. ceramiczne lub
węglikowe, są spiekane z udziałem lepiszcza, stanowiącego osnowę metalową materiału
kompozytowego jak również supertwarde materiały narzędziowe i materiały ścierne, w
przypadku których twarde cząstki odpowiednio diamentu, regularnego azotku boru, węglika
krzemu lub tlenku aluminium są umieszczane odpowiednio w osnowie metalowej, ceramicznej,
szklanej lub polimerowej.
Do tej grupy materiałów kompozytowych należy zaliczyć również liczne materiały
polimerowe, w których zastosowano wypełniacze. Typowym przykładem jest wulkanizowany
kauczuk wypełniony proszkiem sadzy, z ziarnami o średnicy 5 - 500 nm, w wyniku czego
następuje zwiększenie wytrzymałości, sztywności, twardości, odporności na zużycie oraz
odporności cieplnej gumy. Wypełniacze w postaci węglanu wapnia, granulek szklanych i
różnych glinek są dodawane do licznych materiałów polimerowych, wpływając na zwiększenie
sztywności, twardości, odporności na zużycie, wytrzymałości na pełzanie oraz przewodności
cieplnej, jednak obniżających wytrzymałość i ciągliwość. Wprowadzenie granulek szklanych
powoduje przy tym znaczne zmniejszenie masy materiału kompozytowego.
2008-12-11
8
Beton i asfalt: jako materiały kompozytowe
Charakterystyka betonu
Beton należy do najpowszechniej stosowanych w świecie materiałów kompozytowych, w
których zarówno osnowa jak i cząstki wzmacniające są materiałami ceramicznymi.
W betonie zarówno piasek jak i pozostałe kruszywa (zwykle pochodzenia naturalnego, jak
żwir) są rozmieszczone w osnowie z cementu portlandzkiego lub innych jego rodzajów (m.in.
hutniczego, magnezjowego, aluminiowego, anhydrytowego, pucolanowego), twardniejącego w
reakcjach składników mineralnych z wodą, w wyniku czego cząstki kruszywa są utrzymywane
w ustalonym
miejscu,
a
beton
wykazuje
dużą
wytrzymałość
na
ściskanie.
Bardzo
drobnoziarniste lepiszcze cementowe złożone z różnych składników w różnych proporcjach, w
tym z 3CaOAl
2
0
3
, 2CaOSi0
2
, 3CaOSi0
2
, 4CaOAl
2
0
3
Fe
2
0
3
oraz z innych minerałów, tworzy stały
żel wiążący cząstki kruszywa w wyniku reakcji hydratacji (uwodnienia), przebiegających w
obecności wody:
2008-12-11
9
W celu właściwego pokrycia cząstek kruszywa cementem, co zapewnia wzajemne połączenia
między nimi, konieczny jest wystarczający udział objętościowy cementu w suchej masie betonowej
lub zaprawie murarskiej, który zwykle nie jest mniejszy od 15%.
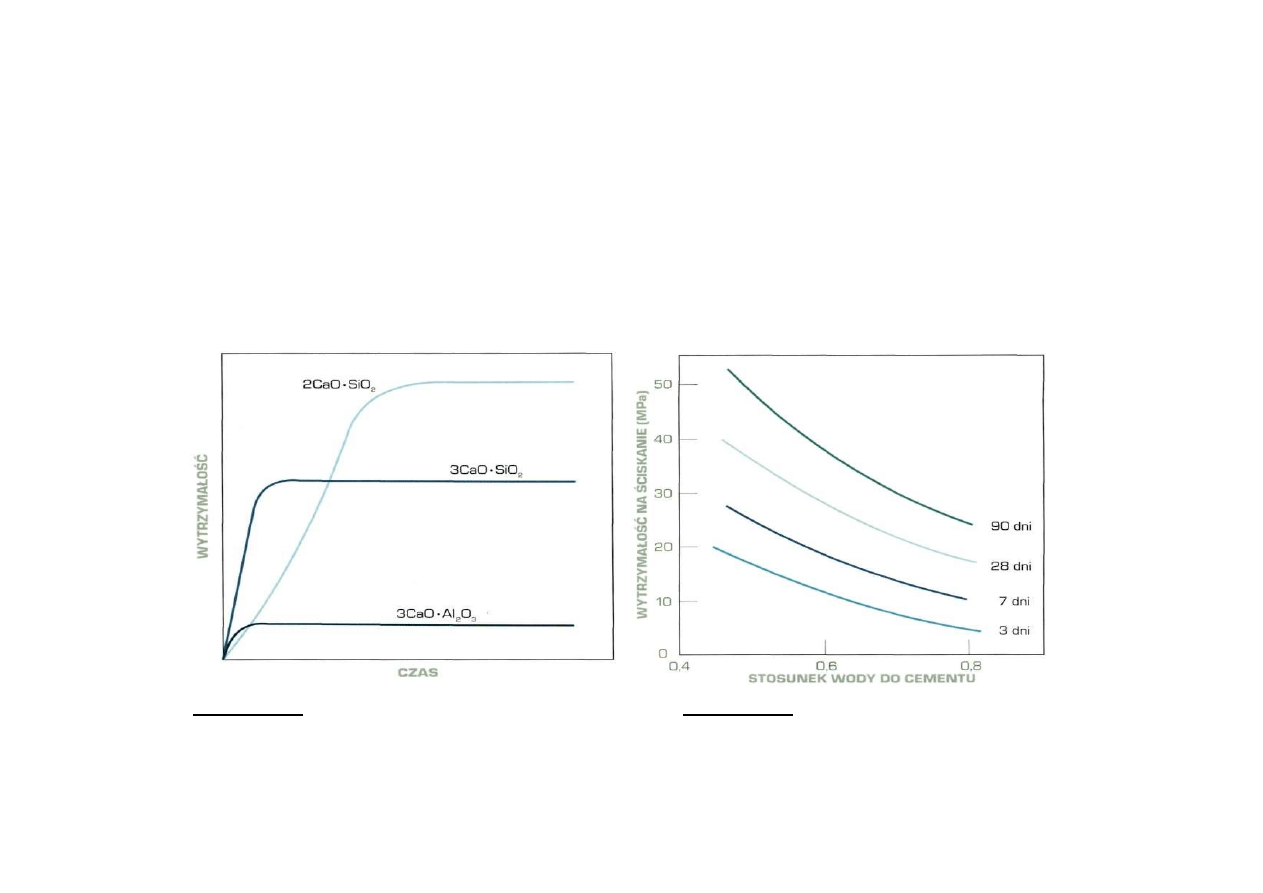
Własności betonu oraz czas wiązania zależą od proporcji między poszczególnymi składnikami
mineralnymi, gdyż np. 2CaOAl
2
0
3
reaguje relatywnie wolno w czasie hydratacji, zapewniając
natomiast relatywnie wysokie własności wytrzymałościowe, w odróżnieniu od 3CaOSi0
2
i
3CaOAl
2
0
3
o niskich własnościach wytrzymałościowych lecz krótkim czasie wiązania (rys. 13.5).
Zwykle czas wiązania betonu wynosi 28 dni, natomiast nawet do roku mogą trwać niektóre
dodatkowe procesy związane z tymi reakcjami (rys. 13.6).
Rysunek 13.5
Schemat zależności szybkości hydratacji oraz
wytrzymałości składników mineralnych cementu
portlandzkiego
Rysunek 13.6
Zależność wytrzymałości na ściskanie betonu
od czasu reakcji hydratacji.
2008-12-11
10
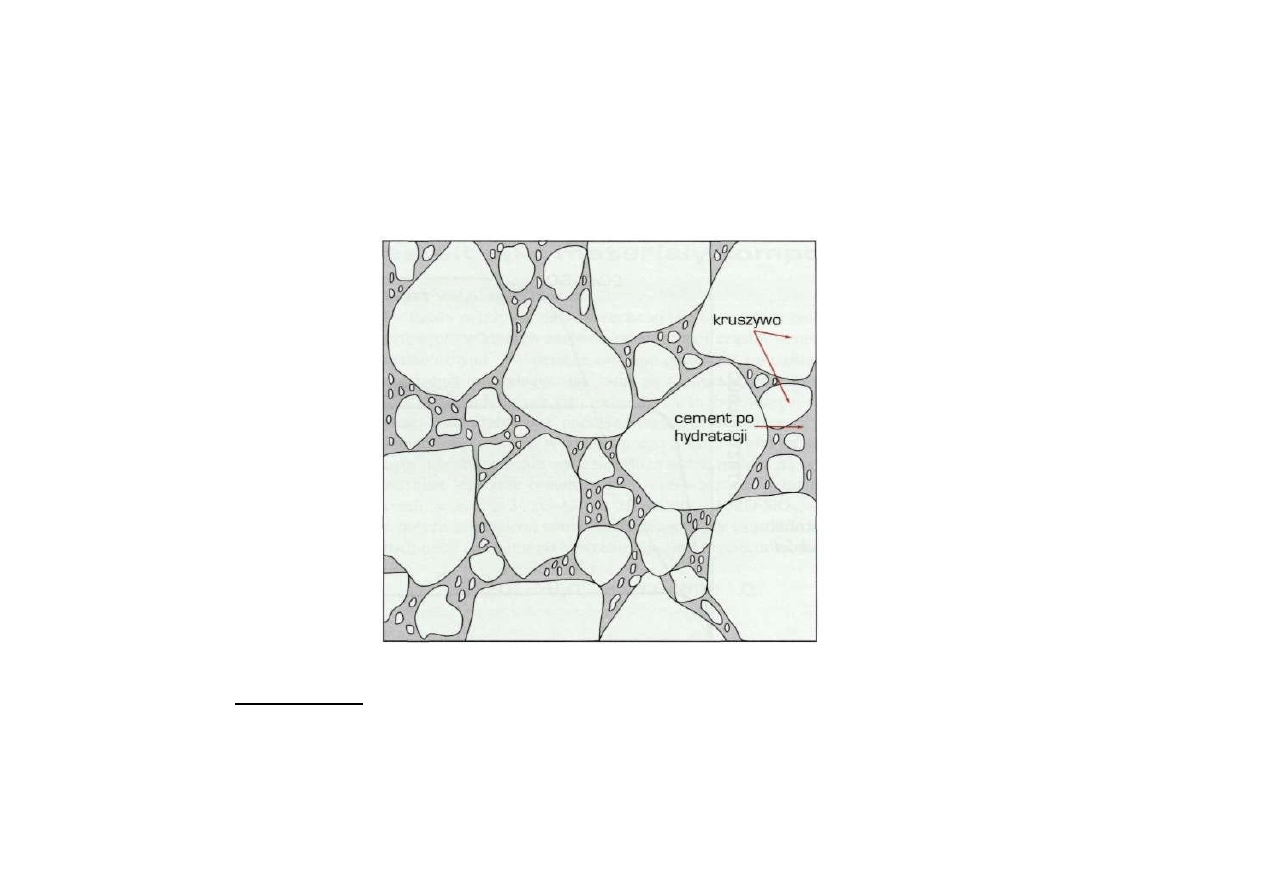
Na rysunku 13.7 przedstawiono schematycznie strukturę betonu.
Ze względu na pęknięcia i pory beton ma małą wytrzymałość na rozciąganie, natomiast
około 10-krotnie większą wytrzymałość na ściskanie, zawartą w zakresie 20-30 MPa.
Rysunek 13.7
Schematyczna struktura betonu, składającego się z kruszywa (żwiru i piasku) w osnowie
zhydratyzowanego cementu.

2008-12-11
11
Żelbeton i beton sprężony
Dla zwiększenia wytrzymałości na rozciąganie beton może być zbrojony prętami lub siatką
stalową, przenoszącymi naprężenia rozciągające, tworząc żelbeton.
Stosowany jest również beton sprężony, w którym pręty stalowe są poddane naprężeniom
rozciągającym w czasie zalewania i wiązania betonu, następnie usuwanym, co wywołuje w
betonie naprężenia ściskające, umożliwiając przenoszenie większych naprężeń rozciągających
równych sumie dopuszczalnego naprężenia rozciągającego betonu oraz wstępnie
wywołanego naprężenia ściskającego. Naprężenie ściskające w betonie można również
wywołać przez napięcie rozciąganych prętów stalowych umieszczonych w rurach zalanych w
betonie
.
Charakterystyka asfaltu
Asfalt jest materiałem kompozytowym złożonym z kruszywa, którym najczęściej jest
piasek i drobny żwir oraz osnowy, którą jest bitum, czyli polimer termoplastyczny
uzyskiwany najczęściej z ropy naftowej.
Asfalt jest stosowany na nawierzchnie dróg i ulic. Do modyfikowania osnowy asfaltu
używane są benzyna lub nafta, ułatwiające mieszanie w stanie płynnym i skracające czas
tężenia asfaltu. W typowym asfalcie występuje objętościowo 5 - 10% bitumu, z czego ok. 2 -
5% stanowią pory decydujące o uszkodzeniach i pękaniu asfaltu oraz o przełomach
związanych z wnikaniem wody w te pory i następnym jej zamarzaniem w warunkach
zimowych.
Stosowany jest również tzw. glasasfalt, w którym kruszywem jest kruszone szkło,
nierzadko właśnie w ten sposób utylizowane po zakończeniu eksploatacji w pierwotnej postaci
szyb, butelek lub innych produktów ze szkła.

2008-12-11
12
Włókna wzmacniające materiały kompozytowe
Materiały kompozytowe wzmacniane włóknami najczęściej są stosowane w celu
zapewnienia zwiększonej wytrzymałości statycznej i zmęczeniowej w tym wytrzymałości
właściwej oraz sztywności, co uzyskuje się przez wprowadzenie włókien wytrzymałych,
sztywnych lecz zwykle kruchych do miękkiej lecz ciągliwej osnowy.
Osnowa przekazuje jedynie przyłożone obciążenie do włókien, które w większości je
przenoszą. Materiały kompozytowe tej grupy mogą przy tym wykazywać wysokie własności
wytrzymałościowe zarówno w temperaturze pokojowej jak i podwyższonej.
Stosuje się wiele materiałów wzmacniających. Już w starożytnym Egipcie stosowano słomę
jako włókna wzmacniające cegły z gliny i mułu rzecznego, które w rzeczywistości były
pierwszymi w świecie materiałami kompozytowymi wytworzonymi przez człowieka. Pręty
stalowe służą do wzmacniania betonu, tworząc żelbeton. Włókna szklane w osnowie
polimerowej powszechnie są stosowane w lotnictwie. Włókna borowe, węglowe, polimerowe
i ceramiczne są stosowane do wzmacniania materiałów kompozytowych z osnową
polimerową,
metalową,
ceramiczną,
a
nawet
o
składzie
odpowiadającym
fazom
międzymetalicznym.
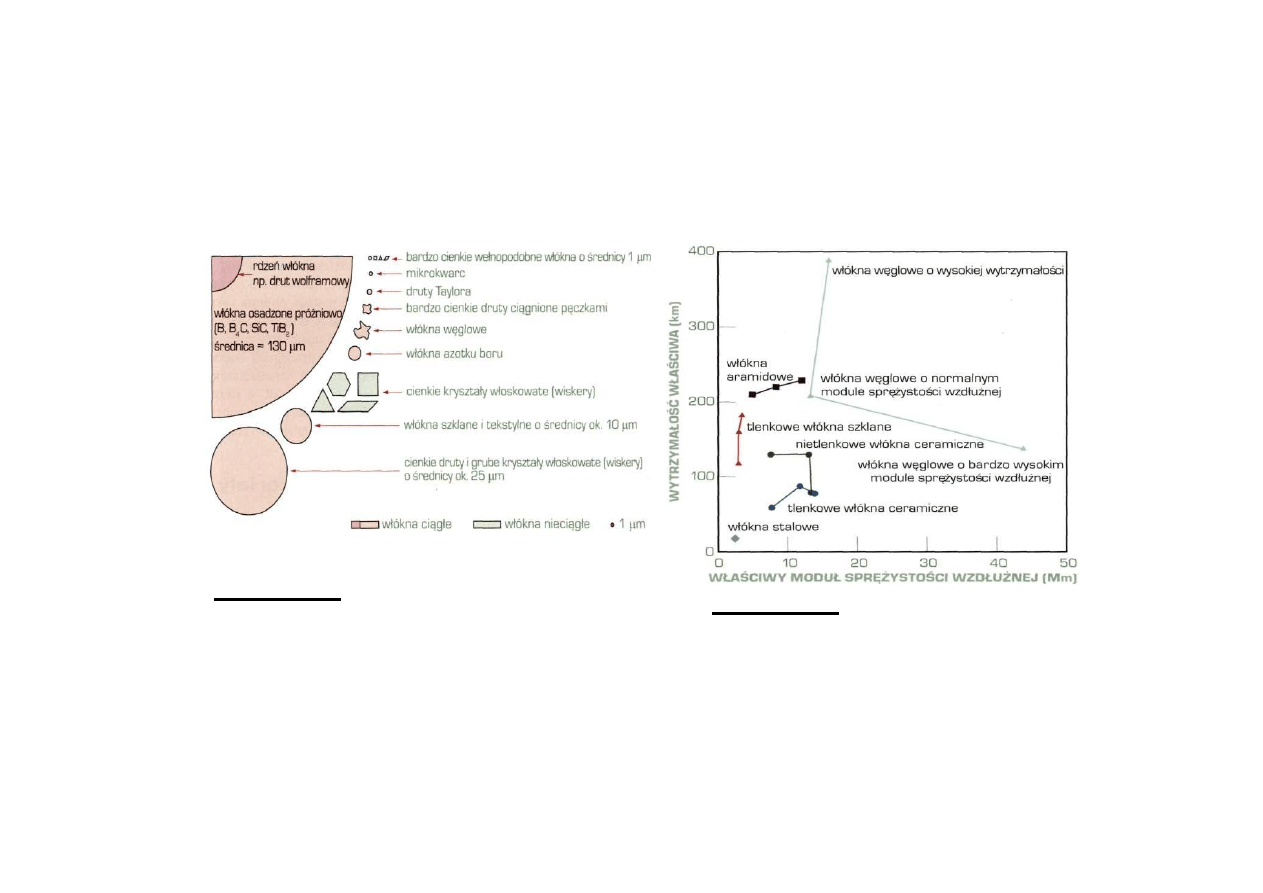
Na rysunku 13.8 porównano schematycznie kształty i wymiary przekroju poprzecznego
różnych materiałów stosowanych jako włókna wzmacniające w materiałach kompozytowych.
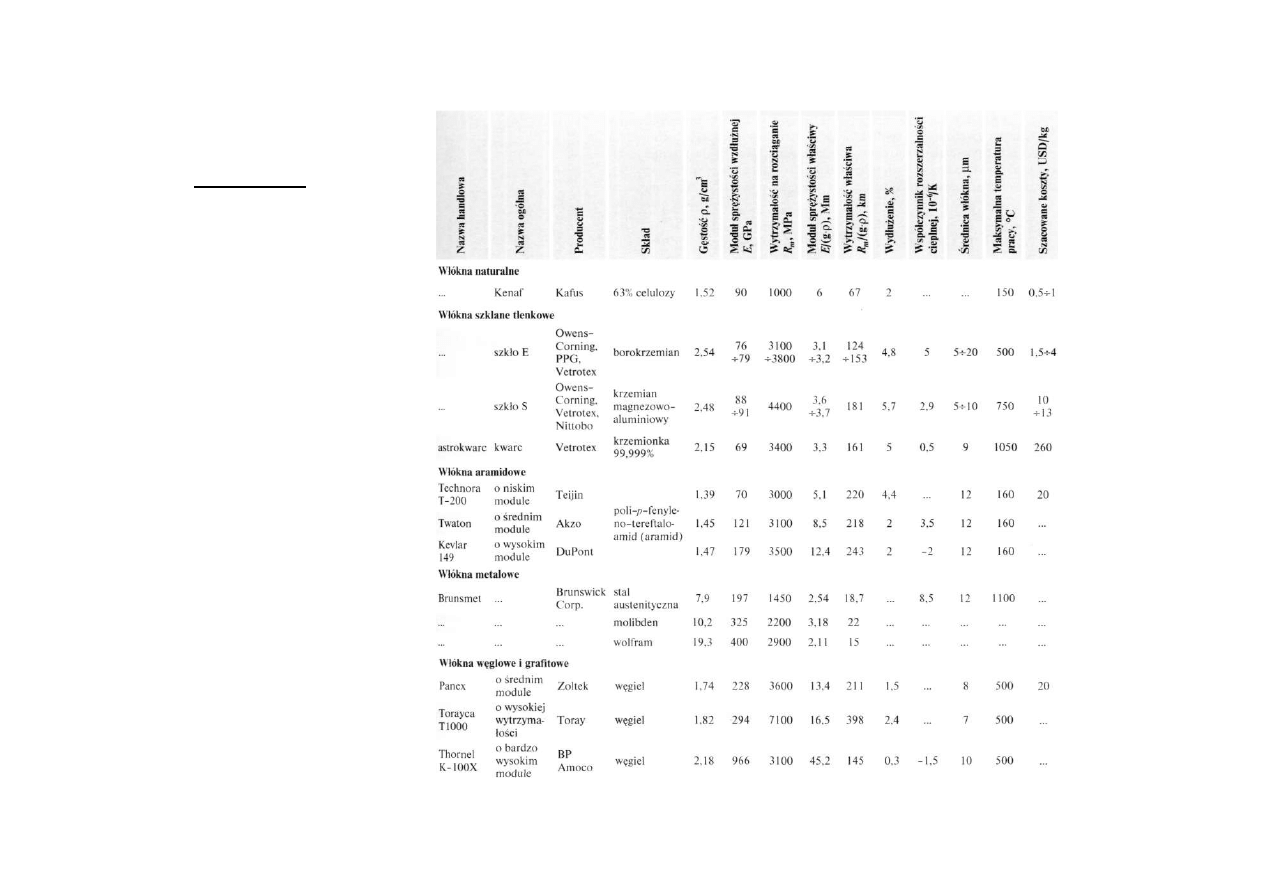
W tablicy 13.2 podano przykładowo porównanie własności włókien stosowanych do
wzmacniania materiałów kompozytowych.
Na rysunku 13.9 porównano natomiast własności mechaniczne właściwe wybranych
włókien stosowanych w materiałach kompozytowych.
2008-12-11
13
Rysunek 13.8
Wielkość i kształt przekroju poprzecznego
różnych faz wzmacniających kompozyty.
Rysunek 13.9
Porównanie właściwych własności
mechanicznych wybranych włókien
stosowanych w materiałach
kompozytowych.
2008-12-11
14
Tablica 13.2
Porównanie
własności
włókien stosowanych w
materiałach
kompozytowych.
2008-12-11
15
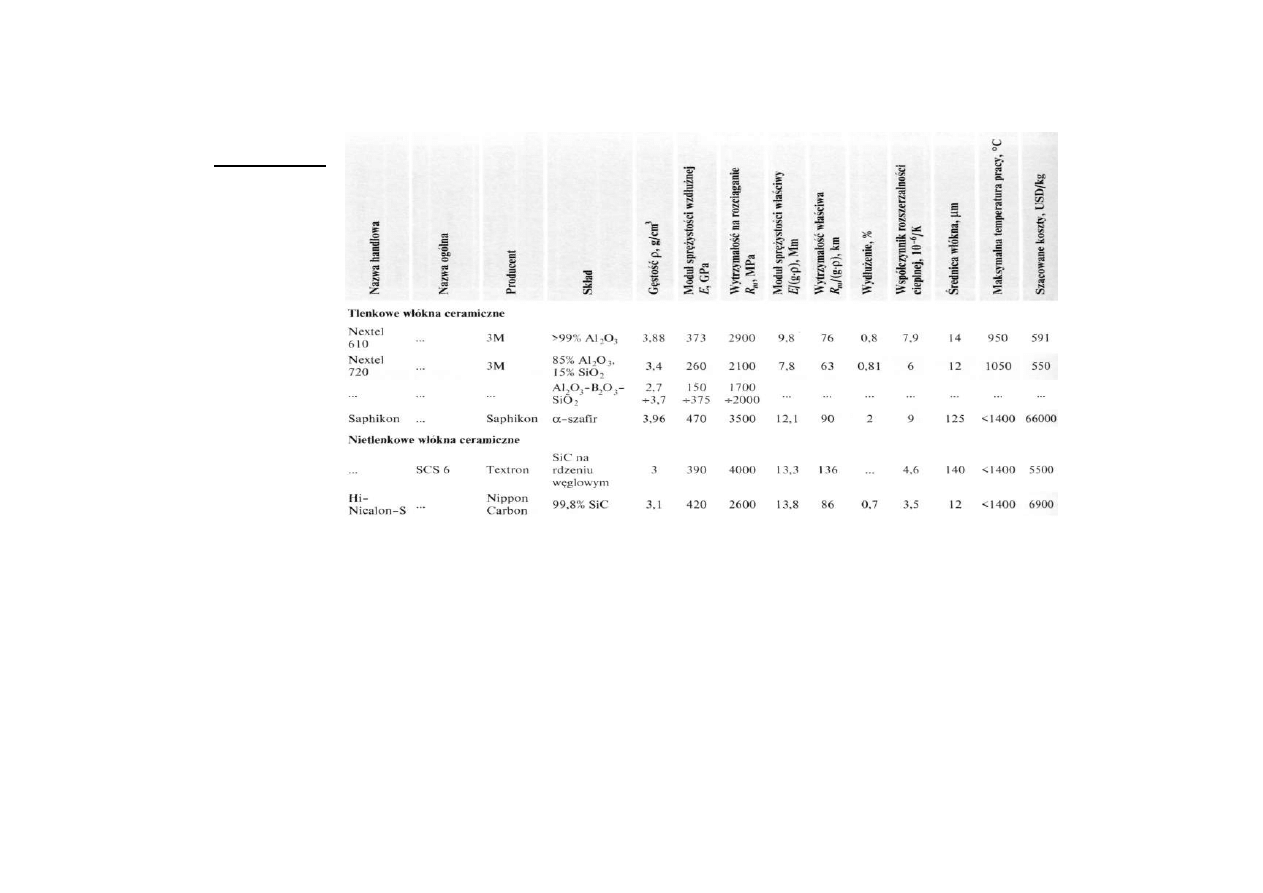
Tablica13.2
(ciąg dalszy)
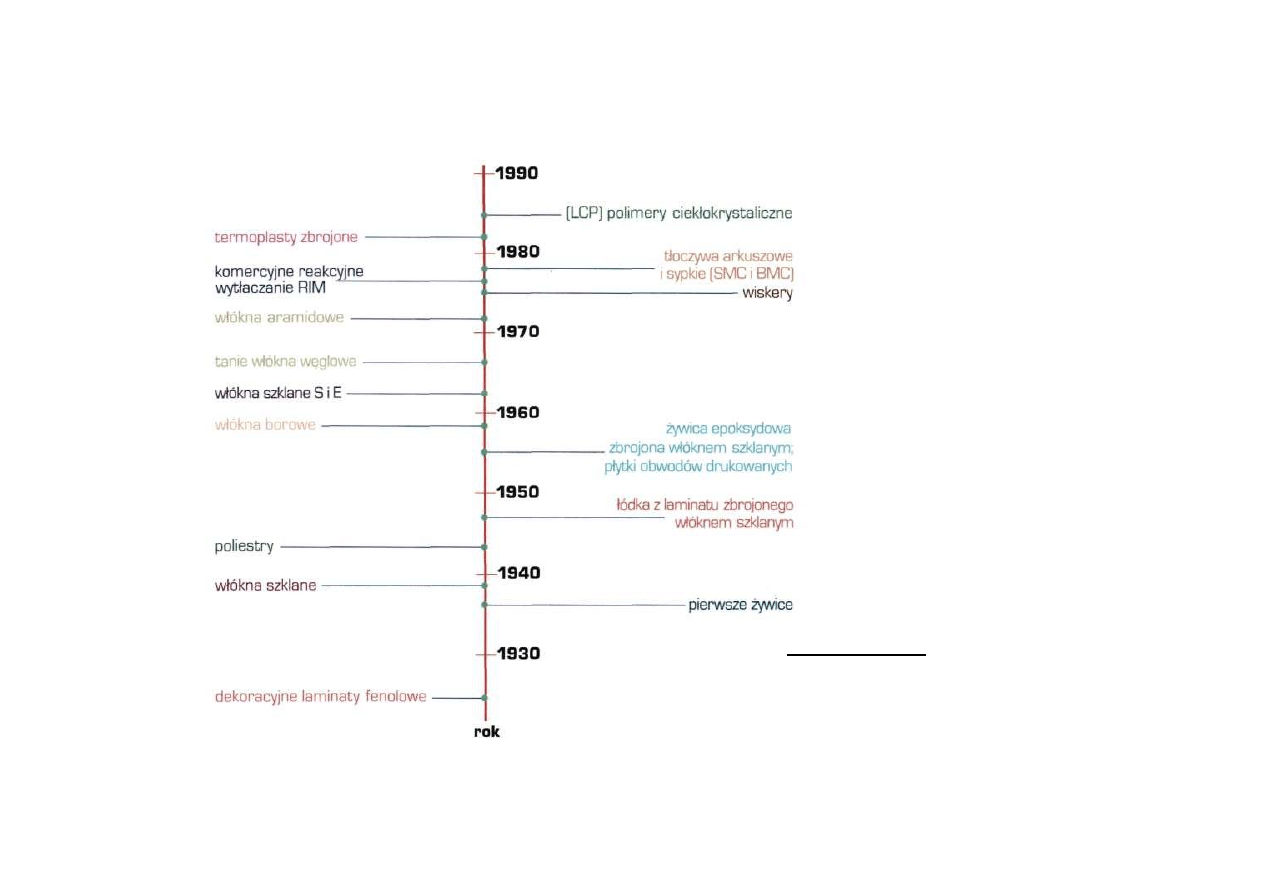
Rysunek 13.10 przedstawia chronologię wdrażania różnych włókien do wzmacniania
materiałów kompozytowych o osnowie polimerowej.
Opisane włókna zyskały bardzo szerokie zastosowanie ze względu na bardzo wysokie
walory użytkowe. Należy jednak zwrócić uwagę, że ich cena jest zróżnicowana nawet o
ok. 50000 razy.
Włókna szklane stosowane są bardzo powszechnie, przy wystarczającym wzmocnieniu
materiałów kompozytowych, zwłaszcza o osnowie polimerowej, gdyż ich relatywny koszt
właściwy (koszt 1 kg materiału) waha się od 1 do 3.
2008-12-11
16
Rysunek 13.10
Chronologia wdrażania włókien
do wzmacniania materiałów
kompozytowych o osnowie
polimerowej

2008-12-11
17
Włókna wzmacniające mogą tworzyć wiązki połączone w:
- przędzę utworzone z ponad 10000 razem skręconych włókien,
- kabel zawierający kilkaset do ponad 100000 nieskręconych włókien,
- niedoprzęd zawierający nieskręcone wiązki włókien, przędzy lub kabli.
Często włókna są cięte, a ich długość nie przekracza 10 mm i są rozmieszczane
przypadkowo w osnowie materiałów kompozytowych, zwłaszcza o osnowie polimerowej.
Włókna aramidowe, węglowe, ceramiczne tlenkowe i beztlenkowe wykazują bardzo
dobre własności użytkowe jednak przy wysokiej cenie, gdyż relatywny koszt odniesiony do
kosztu włókien szklanych waha się od ok. 15 dla włókien aramidowych i węglowych do ok.
4500 dla włókien SiC, co decyduje o ograniczonym zastosowaniu tych materiałów. W
bardzo szczególnych przypadkach znajdują natomiast zastosowanie włókna szafirowe,
gdzie wymaga się szczególnych własności wzmacniających, gdyż relatywna cena tego
materiału przekracza 45000.
2008-12-11
18
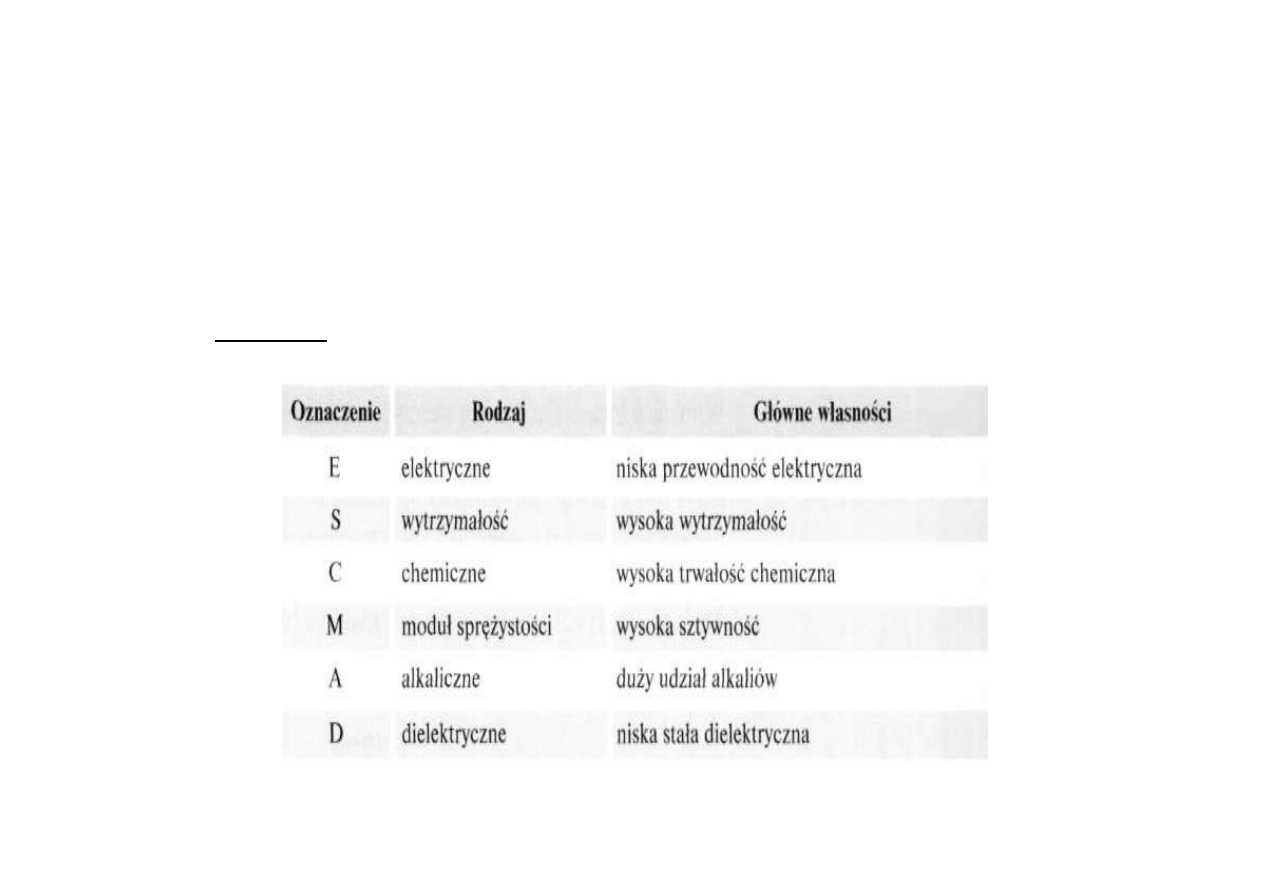
Włókna szklane
Wśród włókien szklanych można wyróżnić włókna o wysokiej odporności na korozję ECR, o
wysokiej wytrzymałości S, R i Te, o niskiej stałej dielektrycznej D oraz włókna o bardzo
wysokiej wytrzymałości z czystej krzemionki lub kwarcu, które mogą być stosowane w
wysokiej temperaturze. Ponadto stosowane są włókna klasy A i C, włókna otworowe i
dwuskładnikowe. W tablicy 13.3 przedstawiono główne własności różnych włókien szklanych.
Tablica 13.3
Główne własności włókien szklanych
2008-12-11
19
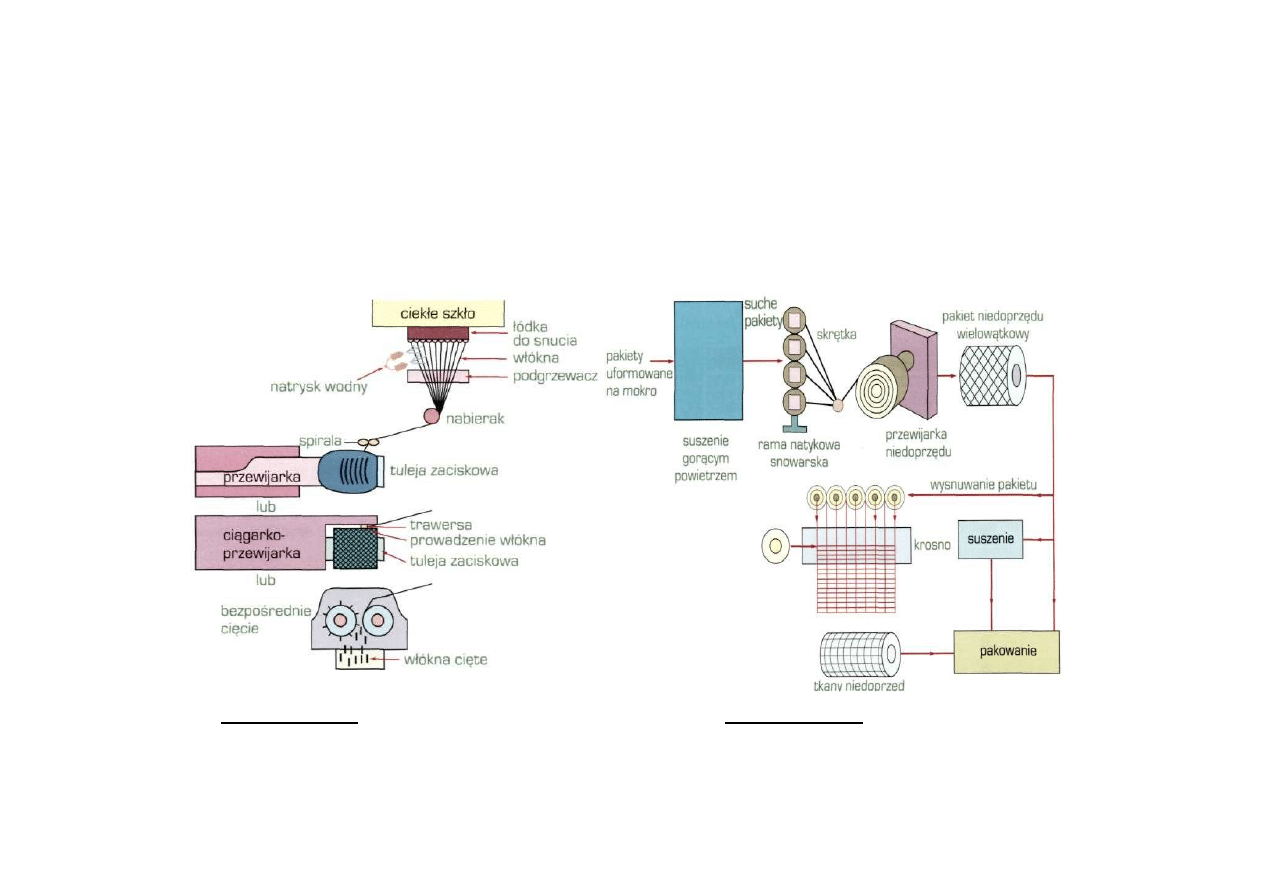
Włókna szklane uzyskuje się ze szkła stopionego w piecu. Proces formowania włókien
szklanych przedstawiono na rysunku 13.11. Na rysunku 13.12 przedstawiono natomiast
proces wytwarzania niedoprzędu (rowingu) z włókien szklanych.
Włókna szklane mogą być stosowane pojedynczo lub jako rowing do wytwarzania tkanin i
mat stosowanych do wzmacniania materiałów kompozytowych. Włókna szklane mogą być
także wykorzystywane w materiałach kompozytowych w postaci skrętki.
Rysunek 13.11
Schemat procesu formowania
włókien szklanych.
Rysunek 13.12
Schemat wytwarzania niedoprzędu
z włókien szklanych.
2008-12-11
20
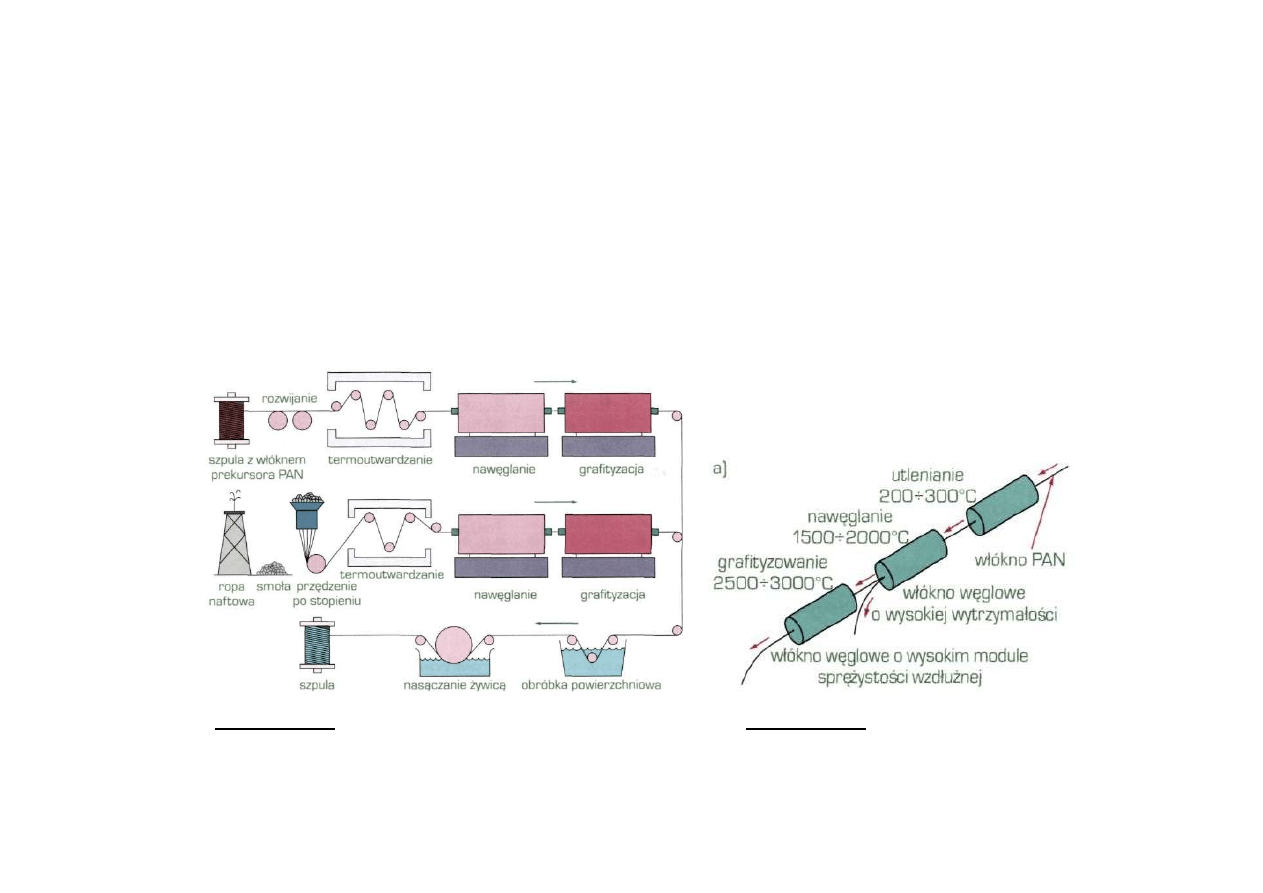
Włókna węglowe
Znaczenie komercyjne włókna węglowe zyskały jednak pod koniec lat 50-tych XX wieku. W
wyniku pirolizy następuje zwęglenie tzw. prekursorów, którymi jak stwierdzono głównie w latach
60-tych i 70-tych XX wieku może być poliakrylonitryl PAN, smoła (rys. 13.13 i 13.14) ale także
sztuczny jedwab, fenol, lignina, imidy, amidy, polimery winylu i różne naturalne pochodne celulozy.
Do typowych zastosowań włókien węglowych należą materiały kompozytowe stosowane w
lotnictwie, na produkty sportowe, m.in. kije do gry w golfa, ramy rowerów oraz liczne artykuły
powszechnego użytku, w tym w technice komputerowej.
Rysunek 13.13
Schemat procesu technologicznego otrzymywania
włókien węglowych z poliakrylonitrylu PAN oraz smoły.
Rysunek 13.14
Metoda wytwarzania włókien węglowych.
2008-12-11
21
Włókna aramidowe i ceramiczne
Włókna aramidowe, znane także jako PPD-T, powstają w wyniku reakcji kondensacji
diaminy parafenylenu i chlorku tereftaliolu. Włókna aramidowe należą do polimerów
ciekłokrystalicznych, co decyduje o ich anizotermicznych własnościach i szczególnie dużych
własnościach wytrzymałościowych w kierunku wzdłużnym.
Najpowszechniej stosowany proces wytwarzania włókien ceramicznych polega na
przędzeniu i obróbce cieplnej prekursorów chemicznie pochodnych wytwarzanym włóknom.
Włókna tlenkowych materiałów ceramicznych powstają w procesach zol-żel (sol-gel od
solution - rozpuszczanie, gelled - żelowanie, zwykle przez suszenie). Włókna SiC lub Si
3
N
4
przędzie się z organiczno-metalicznych preceramicznych prekursorów polimerowych, następnie
usieciowanych i w wyniku obróbki cieplnej przekształcanych w materiał ceramiczny.
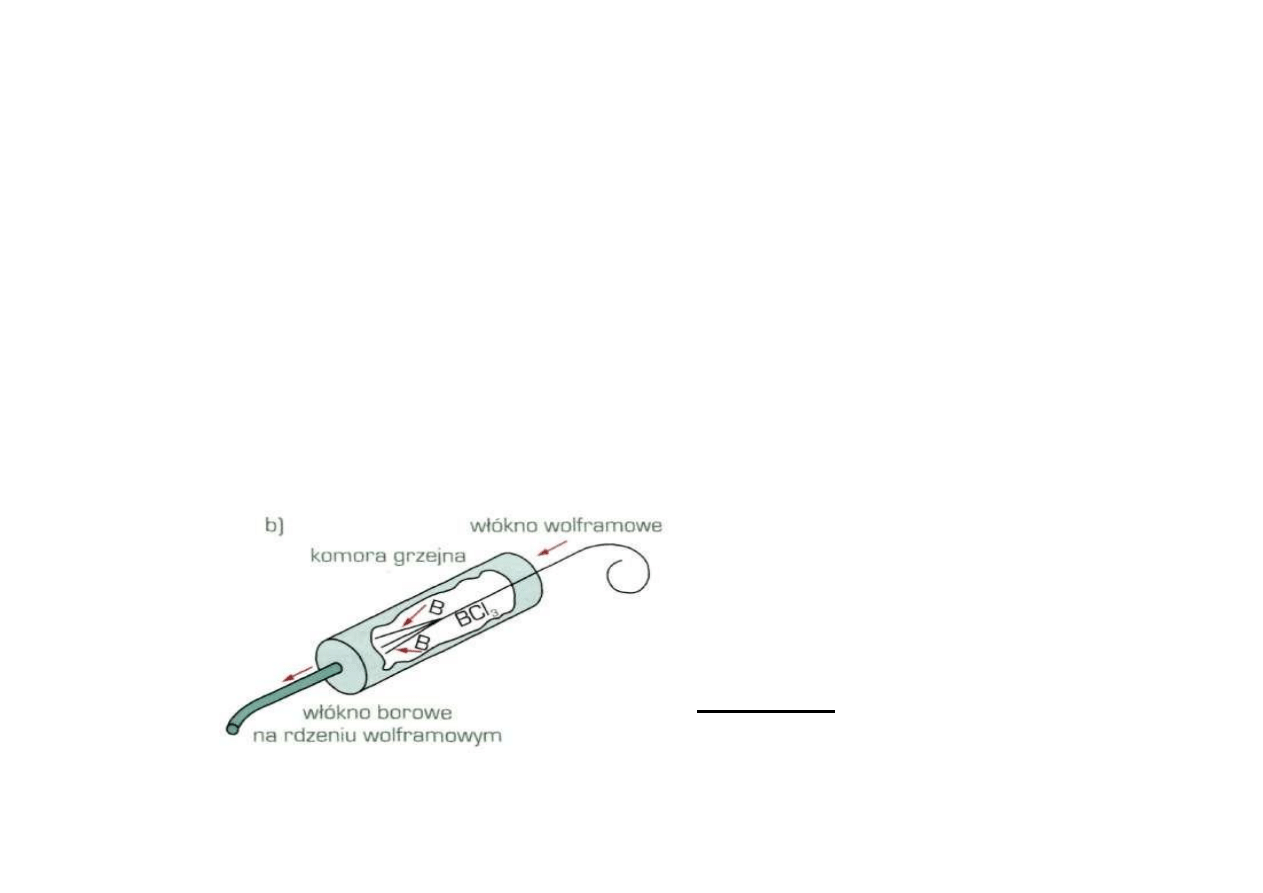
Włókna borowe wytwarza się przez preimpregnację drutu wolframowego mieszaniną
borowo-epoksydową, w skład której wchodzi m.in. trójchlorek boru BCl
3
, który następnie ulega
redukcji przez H
2
, w wyniku czego w specjalnym reaktorze następuje pokrycie powierzchni
czystym borem (rys. 13.15).
Rysunek 13.15
Metoda wytwarzania włókien borowych.
Wyszukiwarka
Podobne podstrony:
Mat 13 Pompówka
Mat %2013%20 %20Pomp%F3wka
Mat 13 Pompówka
Mat %2013%20 %20Pomp%F3wka
Mat 13 Pompówka
WYKLAD z fizyki atomowej i mol w3-4 2008, Fizyka, 13.Fizyka jądrowa, mat ch1
MAT IIst sem 1 zima 12 13
MAT IIst sem 2 plan LATO 12 13
przykladowe zadania z fizyki jadrowej, Fizyka, 13.Fizyka jądrowa, mat ch1
Chemia II 12 13 podst 00 mat
Chemia II 12 13 podst 0b mat
ZIF2014 Mat pomoc nr 1 Ubezp finansowe (UKK i Gwarancje) v 6 03 z dnia 13 06 2014
Wyklad2 mat
13 ZMIANY WSTECZNE (2)id 14517 ppt
więcej podobnych podstron