Radioelektronik Audio-HiFi-Video 2/2003
W serii artyku³ów
zapoznamy Czytelników
z ogólnymi zasadami
monta¿u powierzczhnio-
wego. Bêd¹ omówione
ró¿ne rodzaje monta¿u,
stosowane laminaty,
podzespo³y powierzchnio-
we (SMD), a tak¿e zasady
projektowania p³ytek
oraz procesy
technologiczne.
Koñcowy artyku³ tego
cyklu powiêcimy
naprawom obwodów
drukowanych o monta¿u
powierzchniowym.
P
³ytki drukowane, szczególnie wie-
lowarstwowe (rys.1) stanowi³y
wielki prze³om w konstrukcji uk³a-
dów elektronicznych, ich wpro-
wadzenie umo¿liwi³o automatyczny mon-
ta¿ uk³adów elektronicznych. Kolejnym kro-
kiem milowym w rozwoju konstrukcji i tech-
nologii uk³adów elektronicznych by³o wpro-
wadzenie monta¿u p³askiego, na powierzch-
ni p³ytki, bez przewlekania wyprowadzeñ
przez otwory, przy u¿yciu elementów SMD
(Surface Mounting Devices). Obecnie stosu-
je siê kilka ró¿nych sposobów monta¿u
uk³adów elektronicznych, a wród nich:
q
monta¿ przewlekany, lutowanie rêczne,
q
monta¿ przewlekany, lutowanie na fali,
q
monta¿ SMD na pascie z dozownika,
lutowanie w piecu rozp³ywowym (ma³e se-
rie, pojedyncze egzemplarze),
q
monta¿ SMD ns pacie nanoszonej sza-
blonem, lutowanie w piecu rozp³ywowym
(du¿e serie),
q
monta¿ SMD, podzespo³y klejone, a po-
tem lutowanie na fali,
q
monta¿ mieszany _ przewlekany i SMD.
W tablicy 1 przedstawiono wiatowe tenden-
cje w zakresie technik monta¿u elementów i
podzespo³ów elektronicznych na p³ytkach
drukowanych. Zaprezentowano zmiany, jakie
dokona³y siê w ostatnich latach i prognozê na
przysz³oæ. Wnioski, jakie mo¿na wysnuæ
z przedstawionych danych s¹ nastêpuj¹ce:
q
maleje szerokoæ cie¿ek,
q
ronie gêstoæ upakowania, wzrasta licz-
ba warstw,
q
maleje gruboæ p³ytek, pojawiaj¹ siê roz-
wi¹zania elastyczne,
q
zmniejsza siê podzia³ka (raster) rozsta-
wienia wyprowadzeñ uk³adów scalonych,
pojawiaj¹ siê uk³ady w obudowach z ra-
strem 0,3 mm,
q
malej¹ wymiary podzespo³ów biernych,
q
malej¹ ceny uk³adów scalonych w prze-
liczeniu na jedno we/wy.
Wszystko to stawia przed projektantami
konstruktorami i organizatorami produkcji
prasowanie osnów (noników) w³óknistych
nasycanych ¿ywicami. Takim nonikiem mo-
¿e byæ papier, tkanina lub mata szklana. Ma-
teria³y te nasyca siê ¿ywicami fenolowymi,
epoksydowymi, poliestrowymi lub poliami-
dowymi. Do takiego uk³adu warstw izolacyj-
nych (rys. 3) jest dodawana folia miedziana.
Laminaty fenolowo-papierowe s¹ niedrogie
i nadal stosuje siê je na p³ytki do sprzêtu po-
wszechnego u¿ytku. ¯ywice epoksydowe
bywaj¹ wzmacniane papierem (FR-3) lub
w³óknami szklanymi (FR-4 lub FR-5), To
ostatnie rozwi¹zanie bywa stosowane naj-
czêciej. Najpowszechniej stosowane ro-
dzaje laminatów przedstawiono w tablicy 2.
Zwykle na laminat FR-4 sk³ada siê do 8
warstw prepregu, czyli ¿ywicy wype³nionej
w³óknem szklanym. W zale¿noci od liczby
warstw, ich gruboæ mo¿e zmieniaæ siê
P£YTKI DRUKOWANE
I ICH WP£YW
NA KONSTRUKCJE
ELEKTRONICZNE
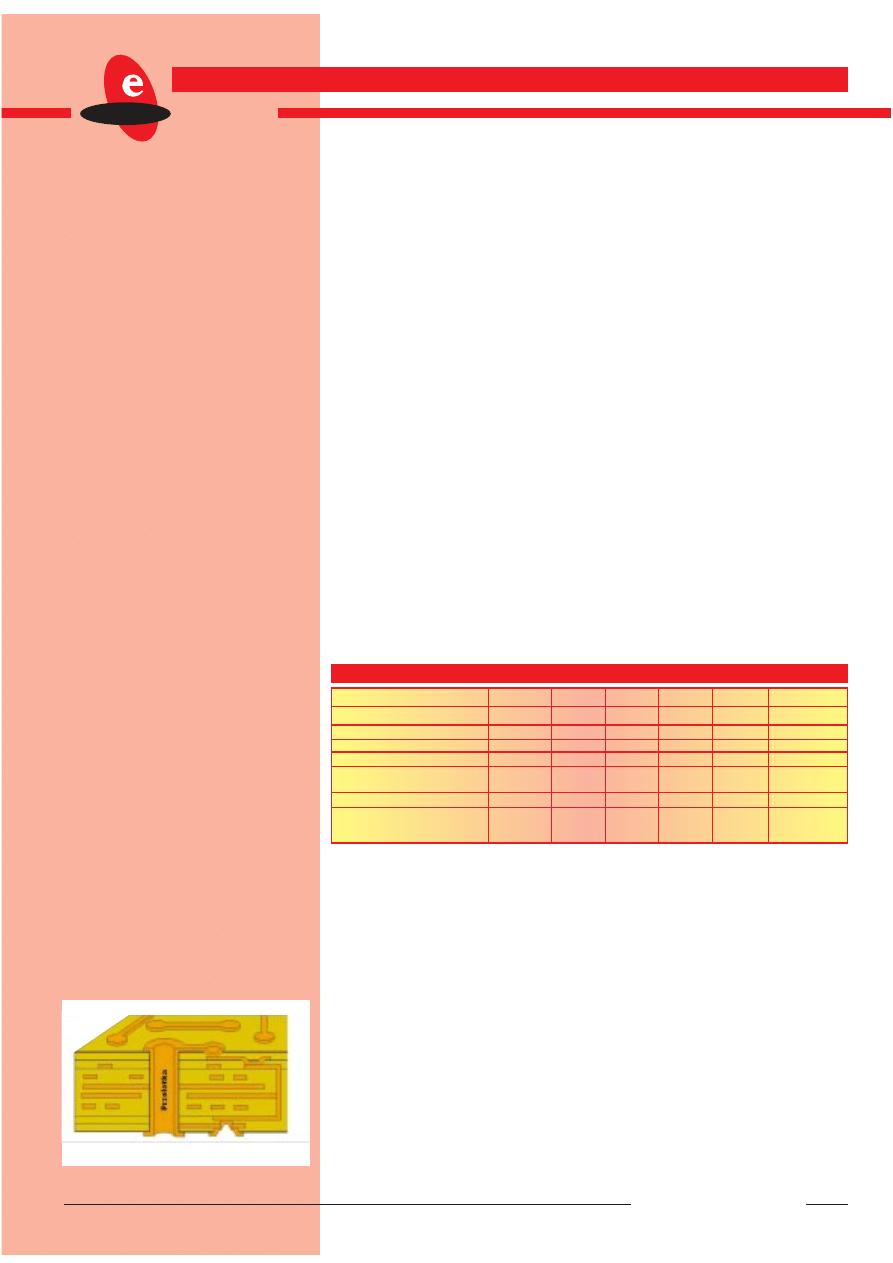
Parametr
Jednostki
1990 r.
1995 r.
1998
2000 r.
2005 r.
Szerokoæ cie¿ek
µ
m 150 100 75 50 25
(?)
Gêstoæ podzespo³ów
szt./cm
2
10 15
÷
20 20 35
50
Liczba warstw
_
4
4
÷
6 4
÷
6 6
÷
8 10
Gruboæ p³ytki
mm
0,6
0,8
0,6
0,4
elastyczne
Rozstaw wyprowadzeñ
uk³adów scalonych
mm
0,5
0,4
0,4
0,3
0,2
Wymiary podzespo³ów biernych
0,01
*
0603 0402 0402 0201 0101
Koszt w odniesieniu
do jednego wejcia/wyjcia
0,01 USD
_
1,0
0,5
÷
0,8 0,5
0,2
T a b l i c a 1. wiatowe tendencje w zakresie konstrukcji p³ytek drukowanych
*
W tym zapisie dwie pierwsze cyfry oznaczaj¹ d³ugoæ podzespo³u w setnych czêciach cala, np. 0,08 czyli ok.
2 mm, a ostatnie dwie szerokoæ 0,05 czyli ok. 1,25 mm.
Rys. 1. Przekrój p³ytki wielowarstwowej
technologami sprzêtu elektronicznego no-
we trudnoci. Przestrzeganie narzuconych
regu³ projektowania i cis³ych re¿imów tech-
nologicznych staje siê kluczowym czynnni-
kiem sukcesu.
Jak wynika z prognoz, obserwuje siê wyrany
wzrost bezporedniego monta¿u nieobudowa-
nych elementów pó³przewodnikowych na
plytkach drukowanych. Na rys. 2 przedstawio-
no sposób monta¿u struktury pó³przewodni-
kowej metod¹ Flip Chip.
Laminaty
Podstawowymi matera³ami pod³o¿owymi p³y-
tek drukowanych s¹ laminaty. S¹ to tworzy-
wa warstwowe, które otrzymuje siê przez
w zakresie 0,65
÷
1,6 mm. FR-4 ma zalety
charakterystyczne dla materia³u kompozy-
towego. Nie jest drogi, daje siê ³atwo produ-
kowaæ w skali masowej, oraz, jak na mate-
ria³ o tak ma³ej masie, ma dobre w³aciwo-
ci wytrzyma³ociowe. Jest odpowiedni do
zastosowañ w elektronice powszechnego
u¿ytku, natomiast nie nadaje siê na pod³o-
¿a uk³adów profesjonalnych.
Wady laminatu FR-4 s¹ zwi¹zane z pro-
dukcj¹ p³ytek oraz z ich monta¿em. Najpo-
wa¿niejsz¹ wad¹ laminatu na etapie produk-
cji jest trudnoæ wiercenia otworów. Tarcie
wiert³a o cianki otworu powoduje nadtapia-
nie ¿ywicy, która zasmarowuje krawêdzie fo-
lii miedzianej, utrudnia to póniejsz¹ meta-
lizacjê otworów p³ytek wielowarstwowych.
21
Konstruktorzy zwi¹zani z monta¿em zwra-
caj¹ uwagê na kilka wad laminatów. Po
pierwsze materia³ nie jest stabilny wymiaro-
wo. Trzeba wiêc wprowadzaæ nadmiarowe
znaki bazowe w pobli¿u podzespo³ów wy-
magaj¹cych pozycjonowana na p³ytce. Mo¿-
na w ten sposób kompensowaæ niedok³ad-
noci zwi¹zane z niesta³oci¹ wymiarów.
Po drugie temperatura zeszklenia ¿ywicy T
g
mieci siê w przedziale 120
÷
160
o
C, a w
trakcie lutowania p³ytka jest wystawiona na
dzia³anie temperatur wy¿szych i ¿ywica ule-
Radioelektronik Audio-HiFi-Video 2/2003
ga miejscowo up³ynnieniu, co prowadzi do
powstania naprê¿eñ mechanicznych na po-
wierzchni p³ytki. Wyjciem z sytuacji jest
zastosowanie dro¿szego laminatu FR-5,
który ma lepsz¹ odpornoæ ciepln¹.
Po trzecie, du¿e niedopasowanie wspó³-
czynników rozszerzalnoci sk³adników lami-
natu powoduje wytworzenie naprê¿eñ w po-
³¹czeniach lutowanych.
Wreszcie po czwarte, tkanina szklana nie
jest obojêtna dla rodowiska, podczas ciê-
cia lub wiercenia powstaje py³ szklany i kurz
¿ywiczny, które musz¹ byæ specjalnie utyli-
zowane.
n
Ryszard Kisiel
Cezary Rudnicki
Rodzaj ¿ywicy
Materia³ wzmacniaj¹cy i jego forma
Oznaczenie
Fenolowa
papier
kartka
FR-2, X, XP, XX, XXP, XPC
bawe³na
tkanina
C, CE, L, LE
azbest
kartka, tkanina
A, AA
szk³o
w³ókna, tkanina
G-2, G-3
nylon
w³ókna
N-1
Aminowa
szk³o
tkanina
ES-1, ES-3, G-5, G-9
Epoksydowa
papier
kartka
FR-3
szk³o
tkanina
G-10, G-11, FR-4, FR-5
Alkidowa
szk³o
mata
GPO-1, GPO-2
Silikonowa
szk³o
tkanina
_
T a b l i c a 2. Najczêciej stosowane typy laminatów do wykonywania sztywnych p³ytek drukowanych
Rys. 2. Monta¿ metod¹ Flip Chip
Pod³o¿e p³ytki
1
2
3
Prepreg
Folia Cu
4
Kontakt
Pole
kontaktowe
Struktura
Rys. 3. Uproszczony sposób wykonywania lamina-
tów: 1 _ tkanina szklana, 2 _ impregnacja ¿ywic¹,
3 _ utwardzanie, 4 _ sk³adanie warstw izolacyjnych
i folii Cu
Firma Microchip wprowadzi³a na rynek
dwa mikrokontrolery rodziny PICmicro
Flash PIC16F630 i PIC16F676. Nowe mi-
krokontrolery odznaczaj¹ siê niewielk¹
liczb¹ wyprowadzeñ (14), zintegrowanym
przetwornikiem a/c, precyzyjnym wewnê-
trznym oscylatorem, komparatorem oraz
krótkim czasem gotowoci do pracy.
W konstrukcji mikrokontrolerów wykorzy-
stano technikê Microchipa elektrycznego
kasowania komórek pamiêci typu PMOS.
Zapewnia ona uzyskanie najlepszych pa-
rametrów w tej klasie pamiêci programu
i jednouk³adowych pamiêci danych
EEPROM tj. liczby cykli zapisu i odczytu,
niezawodnoci przechowywania danych
i odpornoci na przypadkowy zapis. Kody
programowania wykorzystywane przez
nowe mikrokontrolery s¹ kompatybilne
z kodami aktualnie produkowanych przez
firmê Microchip mikrokontrolerów typu
flash PIC12F629 i PIC12F675, co pozwa-
la na niedrogie uaktualnianie ju¿ istniej¹-
cych projektów. Mikrokontrolery PIC16F630
i PIC16F676 charakteryzuj¹ siê szerokim
NOWE MIKROKONTROLERY Z PAMIÊCI¥ FLASH
zakresem napiêæ pracy od 2 do 5,5 V i ty-
powym pr¹dem spoczynkowym rzêdu
100 nA przy napiêciu 2 V. Z innych w³asno-
ci nowych kontrolerów warto wymieniæ
krótki czas potrzebny na rozpoczêcie pra-
cy _ równy 2
µ
s, mo¿liwoæ pracy w kon-
figuracji uk³adu czasowego sterowanego
zewnêtrznym oscylatorem kwarcowym
oraz funkcjê upienia (sleep) predyspo-
nuj¹c¹ je do zastosowañ w sprzêcie o ma-
³ym poborze mocy. Mikrokontrolery za-
wieraj¹ 1792-bajtow¹ pamiêæ programu
typu flash, 64-bajtow¹ pamiêæ RAM oraz
128-bajtow¹ pamiêæ EEPROM. Mikrokon-
troler PIC16F676 ma ponadto 10-bitowy,
omiokana³owy przetwornik a/c zasilany
wewnêtrznie lub z zewnêtrznego ród³a
napiêcia odniesienia. Oba uk³ady zawiera-
j¹ te¿ precyzyjny, stabilny (
±
2%) w szero-
kim zakresie temperatur i napiêæ wewnê-
trzny oscylator, komparator z wewnêtrz-
nym ród³em napiêcia odniesienia i z mo¿-
liwoci¹ wyboru jednej z 32 wartoci tego
napiêcia oraz zerowanie wykrywania ni-
skiego napiêcia zasilania. Nowe mikro-
kontrolery s¹ dostêpne w niewielkich obu-
dowach typu TSSOP, PDIP oraz SOIC
z 14 wyprowadzeniami maj¹cymi rozmia-
ry podobne do obudów tych typów z 8
wyprowadzeniami i wyranie mniejszymi
od obudów z 18 wyprowadzeniami. Wiê-
cej informacji na temat nowych mikrokon-
trolerów mo¿na znaleæ na stronie pro-
ducenta www.microchip.com.
Uk³ad oferuje autoryzowany dystrybutor
firma GAMMA.
e-mail: info
@
gamma.pl, tel/fax
(0-22)862 75 00, 862 75 01
(lh)
Wyszukiwarka
Podobne podstrony:
2003 02 14
2003 02 42
02 (20)
2003 02 25
2003 02 04
2003 02 38
2003 02 26
2003 02 01
2003 02 23
edw 2003 02 s28
2003 02 Fosdem February 2003, K Nieznany
2003 02 40
2001 02 20
2003 02 27
Wykłady Maćkiewicza, 2008.02.20 Językoznawstwo ogólne - wykład 13, Językoznawstwo ogólne
2003 02 Szkoła konstruktorów
edw 2003 02 s22
więcej podobnych podstron