
Instytut Technologii Maszyn i Automatyzacji
Instrukcja Zakładu Metrologii i Badań Jakości
Nr 1
Podstawy Metrologii
METODY POMIAROWE
POMIARY POŚREDNIE, BEZPOŚREDNIE I POŚREDNIE
PRZYRZĄDAMI NONIUSZOWYMI I CZUJNIKOWYMI
Opracował
dr inż. Stanisław Fita

Instytut Technologii Maszyn i Automatyzacji
Zakład Metrologii i Badań Jakości
Opracował: dr inż. Stanisław FITA
2
1. Pomiar a sprawdzanie.
Według normy pomiar są to czynności doświadczalne mające na celu wyznaczenie
wartości wielkości. Definicja ta jest bardzo ogólna i nie mówi jak należy go realizować Z tego
punktu widzenia, bardziej szczegółowe jest stwierdzenie, że:
mierzenie polega na porównaniu cechy o nieznanym stanie ze znanymi stanami tej samej
cechy, aż do ustalenia takiego stanu o znanej mierze, który jest równoważny stanowi
mierzonemu; jako miarę cechy przyjmuje się miarę równoważnej jej cechy wzorcowej. Dążenie
do matematycznego sformalizowania tej definicji doprowadziło do zapisu, że:
mierzenie jest eksperymentem prowadzącym do wyznaczenia liczb modelujących
konkretne cechy przedmiotów i zdarzeń (J. Jaworski).
Opis sposobu pomiaru obejmuje, oprócz czynności ściśle pomiarowych, również takie, jak:
przygotowanie mierzonych przedmiotów i przyrządów pomiarowych, wzajemne ustawienie
przedmiotu i przyrządu, konserwację przedmiotów i przyrządów po pomiarach oraz obliczenia
i zapisanie wyniku pomiaru. Niekiedy rozróżnia się pomiar oraz mierzenie i przypisuje temu
ostatniemu terminowi czynności ściśle pomiarowe (R. Kolman).
W przypadku stosowania sprawdzianów mówi się o sprawdzaniu, które polega na
stwierdzeniu czy wartość mierzonej wielkości mieści się w przewidzianych granicach. Na przykład
czy średnica wałka mieści między wymiarami granicznymi. Niekiedy uważa się, że sprawdzanie
jest pojęciem szerszym od mierzenia. Aby sprawdzić poprawność wykonania, na przykład wałka,
trzeba zmierzyć jego wymiary, odchyłki kształtu, chropowatość powierzchni, twardość itp. Jest to
raczej kontrola wykonania, niż sprawdzanie.
2. Metody pomiarowe. Klasyfikacja.
Metody pomiarowe klasyfikuje się według różnych kryteriów. Najczęściej dzieli się je
ze względu na sposób:
– uzyskania wyniku pomiaru,
– porównania dokonywanego w trakcie procesu pomiarowego,
– przetwarzania
sygnału pomiarowego.
W pomiarach warsztatowych można jeszcze podzielić pomiary z uwagi na wykorzystywaną bazę
pomiarową na odniesieniowe i bezodniesieniowe, oraz z uwagi na sposób odbierania sygnału
pomiarowego na stykowe i bezstykowe. Należy jednak pamiętać, że klasyfikacja ta nie jest
Instytut Technologii Maszyn i Automatyzacji
Zakład Metrologii i Badań Jakości
Opracował: dr inż. Stanisław FITA
3
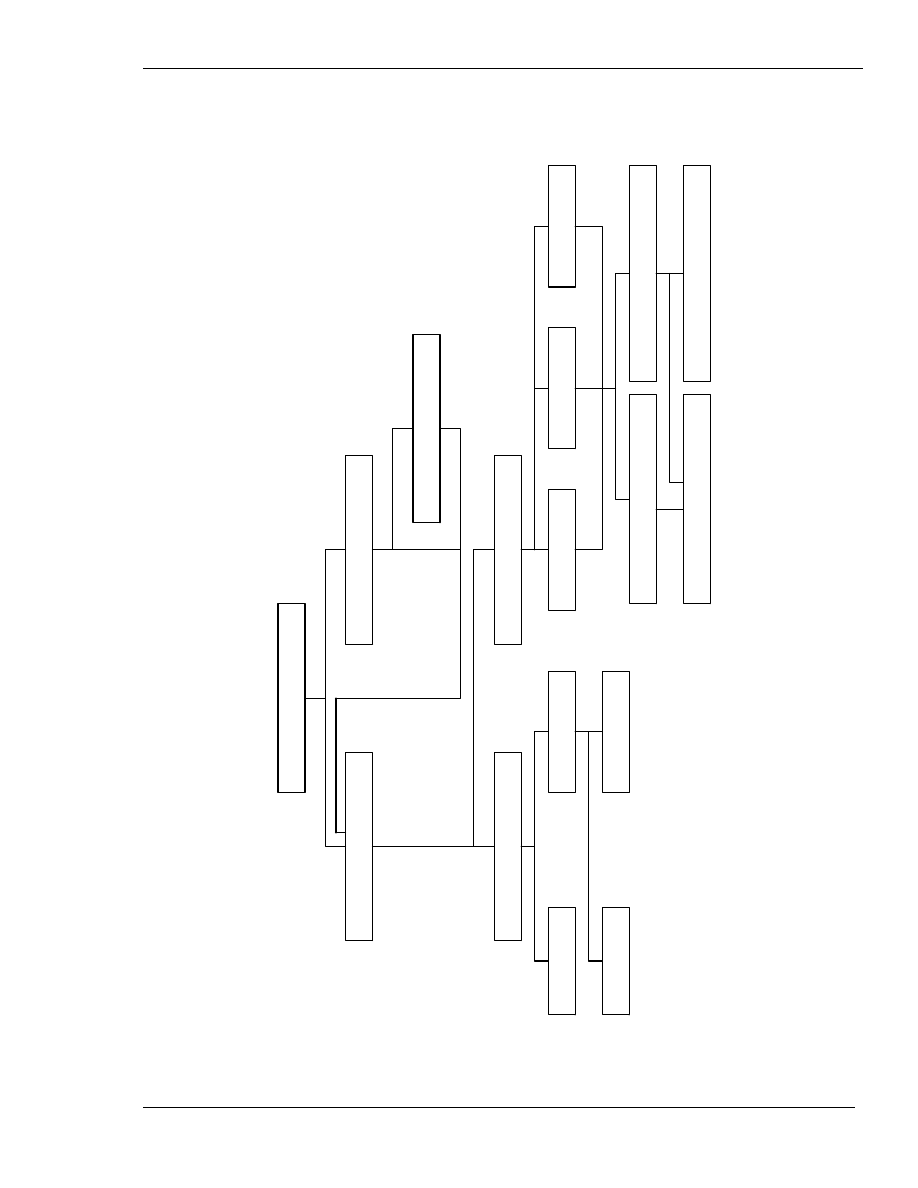
Meto
dy pomia
row
e
Metod
a
bezw
zgl
ę
dna
Po
średnie
Be
zp
o
śre
dnie
Met
ody zer
o
w
e
Me
tody w
ychy
łow
e
K
lasyczn
a
Ró
żnicow
a
P
o
rów
naw
cza
Ró
żnicow
a
Komp
ensacyjn
a
Komparacyjn
a
Pod
staw
ienia
R
ó
w
now
aż
enie r
ę
cz
ne
Równ
o
w
a
żenie auto
m
atyczne
Ró
wn
o
w
aż
enie ci
ąg
łe
R
ó
w
now
a
żenie prog
ramow
e
R
ys. 1. Klasyfikacj
a
metod pomiarow
ych

Instytut Technologii Maszyn i Automatyzacji
Zakład Metrologii i Badań Jakości
nie jest sztywna, a jedynie umowna, ponieważ ten sam pomiar można zakwalifikować
(w niektórych przypadkach) do różnych metod, nawet dla tego samego kryterium.
Ze względu na sposób otrzymania wyniku wyróżnia się metodę pomiarową bezpośrednią,
pośrednią i złożoną.
Metoda pomiarowa bezpośrednia - metoda, dzięki której wartość wielkości mierzonej
otrzymuje się bezpośrednio, bez potrzeby wykonywania dodatkowych obliczeń opartych na
zależności funkcyjnej mierzonej wielkości od innych wielkości. Równanie tej metody ma postać:
X
c
Y
⋅
=
gdzie:
Y – surowy wynik pomiaru,
c –
stała przyrządu (zwykle c = 1)
X –
wartość odczytana.
Metoda pomiarowa pozostaje bezpośrednia nawet wówczas, gdy trzeba wykonania
pomiarów uzupełniających dla określenia wartości wielkości wpływowych, w celu wprowadzenia
odpowiednich poprawek (np. poprawki na temperaturę). Metodą tą realizowane są na przykład
pomiary masy wagą uchylna, pomiary długości przymiarem kreskowym czy też mikrometrem.
Metoda pomiarowa pośrednia polega na tym, że wartość wielkości mierzonej otrzymuje się
pośrednio z pomiarów bezpośrednich innych wielkości związanym odpowiednio (znaną
zależnością) z wielkością mierzoną. Wynik pomiaru jest wtedy funkcją wielkości mierzonych:
(
)
n
3
2
1
X
,
X
,
X
,
X
f
Y
K
=
gdzie:
X
1
, X
2
, X
3
,
…X
n
– surowe wyniki pomiarów wielkości mierzonych bezpośrednio.
Przykładem realizacji tej metody jest pomiar gęstości ciała na podstawie pomiarów jego
masy i objętości, a w pomiarach długości, pomiar średnicy wałka na podstawie pomiaru
długości cięciwy i jej strzałki.
Metoda polegająca na bezpośrednim wyznaczaniu wartości pewnej liczby wielkości albo
na pośrednim wyznaczaniu wartości tych wielkości grupowanych w różnych kombinacjach, co
wymaga rozwiązań odpowiednich układów równań, jest metodą złożoną. Ogólnie może to być
następujący układów równań:
(
)
(
)
(
)
⎪
⎪
⎭
⎪
⎪
⎬
⎫
=
=
=
0
Y
,
Y
,
Y
,
Y
X
,
X
,
X
,
X
f
0
Y
,
Y
,
Y
,
Y
X
,
X
,
X
,
X
f
0
Y
,
Y
,
Y
,
Y
X
,
X
,
X
,
X
f
n
3
2
1
n
3
2
1
n
n
3
2
1
n
3
2
1
2
n
3
2
1
n
3
2
1
1
K
K
M
K
K
K
K
Opracował: dr inż. Stanisław FITA
4

Instytut Technologii Maszyn i Automatyzacji
Zakład Metrologii i Badań Jakości
Opracował: dr inż. Stanisław FITA
5
Metoda ta jest wykorzystywana na przykład do pomiaru masy poszczególnych odważników
kompletu, gdy znana jest masa jednego z nich i gdy są znane wyniki porównań mas różnych
możliwych kombinacji odważników. W pomiarach długości i kąta metodę tę stosuje się,
na przykład do wyznaczania odchyłki kąta prostego trzech kątowników, przez wzajemne
porównanie par tych kątowników ustawianych na płycie pomiarowej.
Sposób porównywania bardziej różnicuje metody pomiarowe niż sposób otrzymania
wyniku. I tak, norma wyróżnia metodę podstawową i kilka odmian metod porównawczych. Można
też spotkać inny podział metod porównawczych (Z. Orzeszkowski). Metody porównawcze dzieli
się na trzy grupy, a mianowicie: metody bezpośredniego porównania, metody różnicowe i metody
pośredniego porównania oraz wyodrębnia z metody zerowej metodę kompensacyjną i metodę
komparacyjną.
Zgodnie z wcześniej wymienioną normą, poszczególne metody definiuje się następująco:
Metoda pomiarowa podstawowa polega na pomiarach wielkości podstawowych wymienionych
w definicji wielkości. Metoda ta jest też czasem nazywana metodą bezwzględną. Przykładem
metody podstawowej jest pomiar wartości ciśnienia za pomocą manometru obciążnikowo-
tłokowego. W metodzie tej za podstawę przyjmuje się definicję ciśnienia jako stosunku siły
normalnej do pola przekroju, na które działa siła. Jest to wiec metoda pośrednia. Natomiast
w pomiarach wielkości podstawowych będzie to metoda bezpośrednia.
Metoda pomiarowa porównawcza polega na porównaniu wartości wielkości mierzonej
z inna wartością tej samej wielkości lub też ze znaną wartością innej wielkości jako funkcji
wielkości mierzonej. Pomiarem porównawczym, zgodnie z definicją, jest pomiar objętości cieczy
za pomocą wzorca pojemności, a także pomiar ciśnienia za pomocą manometru. Niekiedy uważa
się, że tylko w porównywaniu dwóch wielkości tego samego rodzaju ma się do czynienia z metodą
porównawczą.
Metoda pomiarowa bezpośredniego porównania polega na porównani całkowitej wartości
wielkości mierzonej z wartością znaną tej samej wielkości, która w postaci wzorca wchodzi
bezpośrednio do pomiaru. Pomiary długości za pomocą przymiaru kreskowego, objętości cieczy
za pomocą pojemnika, masy za pomocą wagi przez zrównoważenie mierzonej masy ciała
odpowiednią sumą mas odważników są przykładami metody bezpośredniego porównania. Należy
dodać, że przykłady pierwszy i trzeci są ilustracją metody podstawowej, ponieważ długość i masa
są wielkościami podstawowymi.
Odmianami metody bezpośredniego porównania są metody podstawiania i przestawiania.
Pierwsza z nich polega na zastąpieniu wartości wielkości mierzonej wartości A znaną tej samej
wielkości, wybraną w ten sposób, aby skutki wywołane przez te wartości były takie same.
Przykładem takiego pomiaru jest wyznaczanie masy za pomocą wagi i odważników metodą
Bordy. Druga z metod polega na zrównoważeniu wartości wielkości mierzonej najpierw ze znaną

Instytut Technologii Maszyn i Automatyzacji
Zakład Metrologii i Badań Jakości
Opracował: dr inż. Stanisław FITA
6
wartością A tej samej wielkości, następnie na podstawieniu wielkości mierzonej na miejsce A
i ponownym zrównoważeniu jej za pomocą wartości B tej samej wielkości. Jeżeli pozycja
wskazówki pokazującej równowagę jest jednakowa w obu przypadkach, to wartość wielkości
mierzonej jest równa pierwiastkowi kwadratowemu z iloczynu A i B. Metodę tę stosuje się do
wyznaczania masy za pomocą wagi i odważników kontrolnych metodą podwójnego ważenia
Gaussa.
Jedną z częściej stosowanych jest metoda pomiarowa różnicowa. Polega ona na
porównaniu wartości wielkości mierzonej z niewiele różniącą się od niej znaną wartością tej samej
wielkości i pomiarze różnicy tych wartości. Metodą tą mierzy się odchyłkę A od wymiaru
nominalnego N średnicy D wałka; wymiar nominalny jest wtedy wartością znaną, odtwarzaną
przez stos płytek, a średnica D wartością wielkości mierzonej.
Metoda pomiarowa zerowa jest odmianą metody różnicowej. Polega na sprowadzeniu do
zera różnicy miedzy wartością wielkości mierzonej a wartości a znaną tej samej wielkości z nią
porównywaną. Porównanie ze sobą wartości pewnej wielkości może być zastąpione przez
porównanie odpowiadających im wartości innej wielkości. Jeżeli do pomiaru odchyłki średnicy
wałka tak dobierze się wysokość stosu płytek, że wskazanie czujnika - gdy pod jego końcówką
znajduje się stos płytek a potem wałek - będzie takie same, to metoda różnicowa stanie się
metodą zerową.
W pomiarach elektrycznych oraz pomiarach wielkości nieelektrycznych metodami
elektrycznymi stosuje się dwie odmiany metody zerowej, a mianowicie metodę kompensacyjną
i metodę komparacyjną.
Metoda kompensacyjna charakteryzuje się tym, że wielkości mierzonej przeciwstawia się
wzorcową wielkość kompensującą tego samego rodzaju o znanej wartości, która kompensuje
fizyczne działanie wielkości mierzonej na detektor. W stanie równowagi fizycznej działanie
wielkości mierzonej i kompensującej są jednakowe i przeciwnie skierowane, dlatego następuje
pełna kompensacja ich działania. Fizyczne działanie wielkości można kompensować tylko wtedy,
gdy jej sygnał jest nośnikiem energii Jako przykład realizacji tej metody podaje się wagę
równoramienną, w której następuje kompensacja momentów.
Jeżeli jedną lub obie porównywane wielkości przetworzy się tak, aby reprezentowały
wielkości jednakowe, będące nośnikami energii, a następnie je skompensuje, to taka metoda
pomiaru nazywa się komparacyjną.
leszcze jedną odmianą metody różnicowej jest metoda koincydencyjna. Polega ona na
wyznaczaniu przez obserwację koincydencji pewnych wskazów lub sygnałów małej różnicy
między wartością wielkości mierzonej i z nią porównywanej znanej wartości tej samej wielkości
Metodą tą mierzy się czas; obserwuje się koincydencję wzorcowych sygnałów czasu z sygnałami
zegara porównawczego. Podobny jest pomiar ułamkowych części milimetra za pomocą noniusza

Instytut Technologii Maszyn i Automatyzacji
Zakład Metrologii i Badań Jakości
suwmiarki.
Również często jest stosowana metoda pomiarowa wychyleniowa. Jest to metoda
porównawcza, polegająca na wyznaczaniu wartości wielkości mierzonej na podstawie wychylenia
wskazówki urządzenia wskazującego lub ogólniej - na podstawie zmiany wzajemnego położenia
wskazówki i podziałki Jest ona stosowana podczas pomiaru ciśnienia za pomocą manometru
z elementem sprężystym, pomiaru masy za pomocą wagi uchylnej, a także napięcia
woltomierzem z analogowym urządzeniem wskazującym W każdym z tych przykładów występuje
niezgodność rodzaju wielkości mierzonej i wzorcowej cała wartość wielkości mierzonej jest wtedy
przetwarzana w przyrządzie na wielkość tego samego rodzaju co wzorcowa, a następnie
porównania. Zwykle metoda wychyleniowa polega na wywołaniu momentu siły, zależnego od
wartości wielkości mierzonej. Moment ten jest równoważony przez przeciwnie skierowany moment
wytworzony elementem sprężystym, którego odkształcenia powodują ruch części ruchomej
urządzenia wskazującego Wychylenie tej części wskazuje wartość wielkości mierzonej na
podziałce wywzorcowanej w jednostkach wielkości mierzonej.
Ze względu na sposób przetwarzania sygnału pomiarowego rozróżnia się metodę
analogową i cyfrową. W metodzie analogowej wartość wielkości mierzonej, która zmienia się
w sposób ciągły, odpowiada również wielkość wyjściowa (wskazanie) o ciągłych wartościach.
W metodzie cyfrowej ciągłym przedziałom wartości wielkości mierzonej są przyporządkowane
nieciągłe (dyskretne) przydziały wartości wielkości wyjściowej To znaczy, że wartości wyjściowe
mają formę cyfrową, która składa się z całkowitej liczby kwantów
Jeśli odbiorca wyniku jest obserwator, to stosowany jest dziesiętny system zapisu cyfr, jeśli
maszyna cyfrowa - system kodowany dwójkowo. Gdy w układzie pomiarowym tylko urządzenie
wskazujące pracuje cyfrowo, a proces pomiarowy przebiega analogowo, wówczas metoda taka
nie może być uważana za w pełni cyfrową.
Ze względu na sposób określenia wyniku rozróżnia się następujące rodzaje pomiarów:
Pomiary bezpośrednie
, w których wynik y otrzymuje się wprost ze wskazania" narzędzia
pomiarowego, jako wartość x mierzonej wielkości, co można przedstawić za pomocą
następującego związku:
x
y
=
Przykładem pomiaru bezpośredniego jest określenie długości przedmiotu przez porównanie
z przymiarem kreskowym.
Pomiary pośrednie
, w których wynik y oblicza się z zależności:
(
)
n
2
1
x
,
x
,
x
f
y
K
=
Opracował: dr inż. Stanisław FITA
7
Instytut Technologii Maszyn i Automatyzacji
Zakład Metrologii i Badań Jakości
Opracował: dr inż. Stanisław FITA
8
jaką jest związany z wartościami x
1
, x
2
,
…x
n
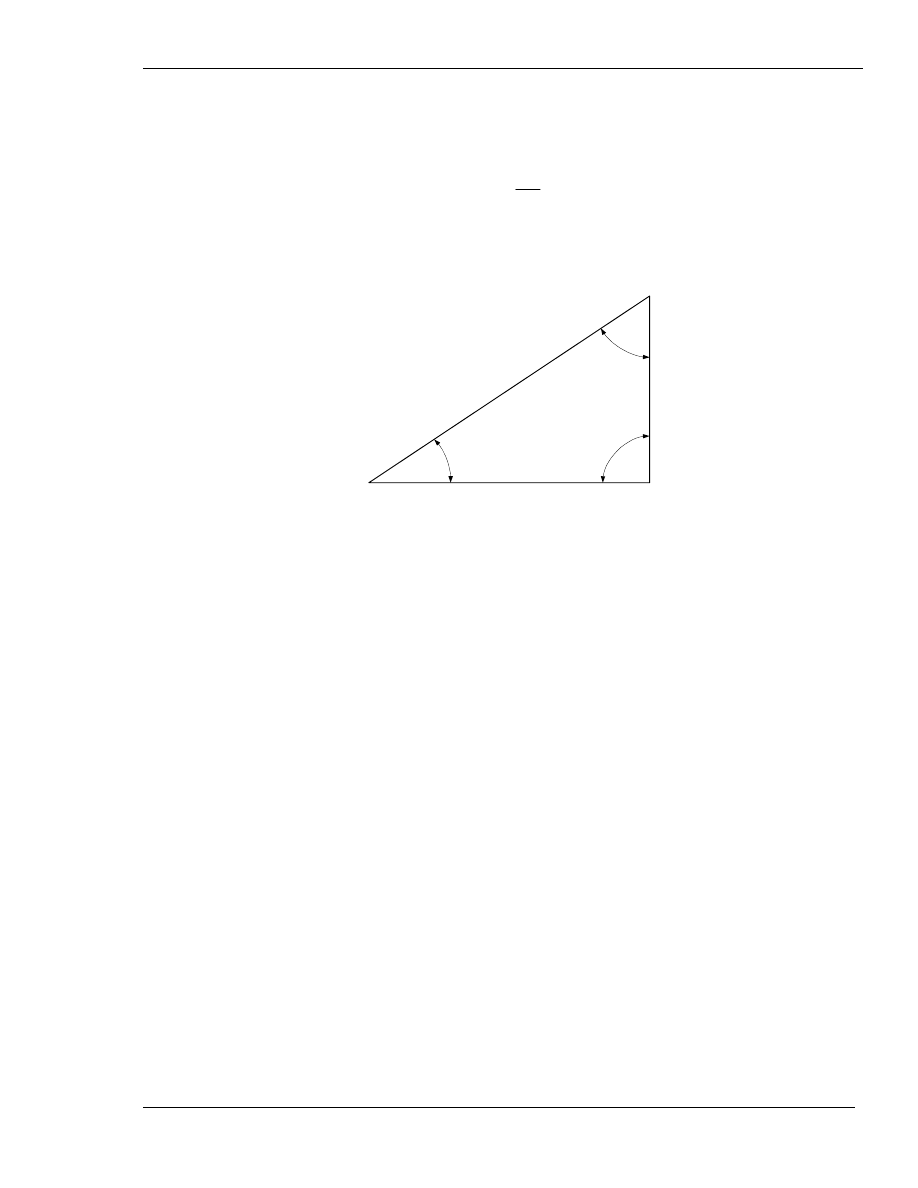
wielkości mierzonych bezpośrednio. Np. pomiar taki
ma miejsce, gdy kąt
α (rys. 2) określamy z zależności:
AB
BC
tg
arc
mierząc długość boków AB i BC w trójkącie prostokątnym ABC.
A
C
B
β
γ
α
Rys. 2.
Pomiary złożone (uwikłane)
, w których m wyników y
i
i n wartości x
j
bezpośrednio lub
pośrednio mierzonych wielkości są związane zespołem m równań:
(
)
n
2
1
i
i
x
,
x
,
x
f
y
K
=
Wyniki y
i
otrzymuje się, rozwiązując równania. Przykładem tego rodzaju pomiarów może być
wzorcowanie galwanometru połączonego z termoparą, dla której zależność wskazania E od
temperatury
θ gorącego końca termopary określa związek:
(
) (
)
2
0
0
B
A
E
θ
−
θ
+
θ
−
θ
=
gdzie:
θ
0
– temperatura zimnych końców termopary
A i B
– stale układu pomiarowego.
Stałe A i B określa się z otrzymanych dwóch wskazań E
1
i E
2
galwanometru, jeśli gorący
koniec termopary osiąga kolejno dwie znane wartości
θ
1
i
θ
2
temperatury. Podstawiając
wymienione wartości do wzoru, otrzymujemy zespół dwóch równań, których rozwiązanie określa
stałe A i B. Mając te stałe możemy ustalić zależność wskazań E galwanometru od temperatury
θ
Instytut Technologii Maszyn i Automatyzacji
Zakład Metrologii i Badań Jakości
gorącego końca termopary.
Zasadę, na której oparty jest sposób przeprowadzenia pomiaru, nazywamy metodą
pomiarową
. Rozróżnia się następujące ważniejsze metody pomiarowe:
Metoda bezpośredniego porównania
polega na porównaniu całkowitej wartości
mierzonej wielkości z wartością znaną tej samej wielkości, która w postaci wzorca wchodzi
bezpośrednio do pomiaru. Przykładem jest pomiar długości, za pomocą przymiaru kreskowego
lub. pomiar objętości cieczy za pomocą pojemnika.
Metoda przez podstawienia
polega na zastąpieniu wartości wielkości mierzonej
wartością znaną tej wielkości, wybraną w ten sposób, aby skutki wywołane przez te dwie wartości
były takie same. Jako przykład może służyć metoda podstawieniowa Bordy pomiaru masy
polegająca na tym, że wstępnie zrównoważoną na wadze mierzoną masę zastępuje się
odważnikami doprowadzającymi wagę do poprzedniego wskazania. Odważniki zastępujące masę
określają jej miarę.
Metoda przez przestawienie
jest odmianą metody bezpośredniego porównania i polega
na zrównoważeniu wartości x wielkości mierzonej najpierw znaną wartością a
1
tej wielkości,
następnie na podstawieniu wielkości mierzonej na miejsce a
1
i ponownym zrównoważeniu jej ze
znaną wartością a
2
tej samej wielkości. Jeżeli wskazania przyrządu pomiarowego są jednakowe w
obu przypadkach, to wartość wielkości mierzonej jest równa:
2
1
a
a
x
=
Na tej zasadzie oparta jest np. metoda podwójnego ważenia Gaussa stosowana do pomiaru masy
za pomocą wagi i odważników.
Metoda różnicowa
jest metodą porównawczą polegającą na porównaniu wartości
wielkości mierzonej z niewiele różniącą się od niej znaną wartością tej samej wielkości' i pomiarze
różnicy tych wartości. Przykładem tej metody może być pomiar za pomocą czujnika różnicy
długości przedmiotu mierzonego i płytki wzorcowej.
Metoda zerowa
jest metodą różnicową, w której różnicę wartości wielkości mierzonej i
znanej wartości tej samej wielkości z nią porównywanej sprowadza się do zera. Przykładem może
być pomiar oporu elektrycznego za pomocą mostka Wheatstone'a i wskaźnika równowagi.
Metoda koincydencyjna polega na zaobserwowaniu zgodności wskazań lub sygnałów
odpowiadających wartości wielkości mierzonej i z nią porównywanej znanej wartości wielkości
tego samego rodzaju. Przykładem tej metody jest pomiar długości za pomocą suwmiarki, w
którym zetknięciu szczęk suwmiarki z przedmiotem mierzonym w miejscach określających jego
długość odpowiada wskazanie noniusza na podziałce suwmiarki.
Opracował: dr inż. Stanisław FITA
9
Wartością nominalną wzorca miary
jest wartość podana na nim, którą on powinien

Instytut Technologii Maszyn i Automatyzacji
Zakład Metrologii i Badań Jakości
Opracował: dr inż. Stanisław FITA
10
odtwarzać.
Wskazaniem narzędzia pomiarowego
jest wartość wielkości mierzonej wskazana przez
to narzędzie. Pojęcie wskazania odnosi się również do wzorców miar, w przypadku których jest.
ono równoważne wartości nominalnej wzorca.
Stałą narzędzia pomiarowego
nazywa się współczynnik, przez który należy pomnożyć
wskazanie tego narzędzia w celu otrzymania wyniku pomiaru. Jeśli narzędzie wskazuje
bezpośrednio wartość wielkości mierzonej, to jego stała jest równa jedności. Jeśli wskazania
narzędzia pomiarowego wyrażone są w innej jednostce niż jednostka miary, wielkości mierzonej,
to jego stała jest liczbą mianowaną. Natomiast jeśli wskazania narzędzia pomiarowego są
wyrażone w jednostce wielkości mierzonej, to jego stała jest liczbą oderwaną. Narzędzie
wielozakresowe z jedną podziałką ma wiele stałych odpowiadających poszczególnym zakresom
pomiarowym.
Obserwacja wskazania narzędzia pomiarowego
polega na systematycznym śledzeniu
jego wskazań. Odczytanie wskazania narzędzia pomiarowego polega na liczbowym określaniu
wartości tego wskazania.
Doświadczenie
polega na zebraniu spostrzeżeń na podstawie zaobserwowanych .faktów.
Eksperyment
jest zabiegiem wywołującym efekt w określonych warunkach.
Wartość wielkości mierzonej, otrzymana z przeprowadzonego pomiaru nazywa się
wynikiem pomiaru
. Wynik pomiaru jest surowy, gdy nie zawiera poprawek lub gdy nie jest
określona jego niedokładność. Wynik pomiaru jest poprawiony, gdy uwzględnia poprawki
wynikające z systematycznych błędów pomiaru.
Powtarzalność pomiarów
jest stopniem zgodności kolejnych ich wyników otrzymanych
przy pomiarze tej samej wartości wielkości w niezmienionych warunkach i przez tego samego
obserwatora.
Odtwarzalność pomiaru
jest stopniem zgodności wyników pomiarów tej samej wartości
wielkości otrzymanych bądź w rożnych warunkach, bądź za pomocą różnych narzędzi
pomiarowych, różnych metod bądź też przez różnych obserwatorów.
Adaptacyjność
pomiaru polega na samoczynnym dostosowaniu się sposobu i narzędzia
pomiarowego do zmieniających się warunków lub powstałych w czasie pomiaru wymagań.
3. Ilość informacji w wyniku pomiaru.
W naukach przyrodniczych i w technice głównym źródłem informacji są wyniki pomiarów
charakteryzujące stany i procesy zachodzące w świecie materialnym. Idealizując rzeczywiście
zachodzące fakty, można założyć, że dostarczana przez pomiary informacja może napływać
Instytut Technologii Maszyn i Automatyzacji
Zakład Metrologii i Badań Jakości
w sposób ciągły, tj. określać procesy, które charakteryzują się wielkościami przyjmującymi
dowolne wartości w danym zakresie. Jednak wielkości fizyczne mają charakter ziarnisty, tzn.,
że mogą zmieniać się tylko z określonym stopniowaniem, gdyż fakty w świecie materialnym
zachodzą tylko skokami i mogą być notowane tylko ze skończoną dokładnością. Gdyby, jakieś
zjawisko zmieniało się w sposób ciągły w określonym zakresie, to w tym zakresie
charakteryzowałoby się nieskończenie wielu wartościami, zatem pełne poznanie zjawiska
wymagałoby nieskończonej ilości informacji. Takie założenie prowadzi do sprzeczności. Na
przykład założenie ciągłości energii prowadzi do niedorzecznego wniosku, że całka energii widma
promieniowania ma wartość nieskończenie wielką. Zmusiło to Plancka do stworzenia teorii
kwantów zakładającej, że materia może promieniować energię jedynie skończonymi porcjami
zwanymi kwantami, które są proporcjonalne do częstotliwości promieniowania. Ciągłe krzywe
matematyczne, za pomocą których przedstawia się zależności między wielkościami fizycznymi,
stanowią, dogodną idealizację, lecz w ściślejszym ujęciu, powinny to być krzywe schodkowe. Np.
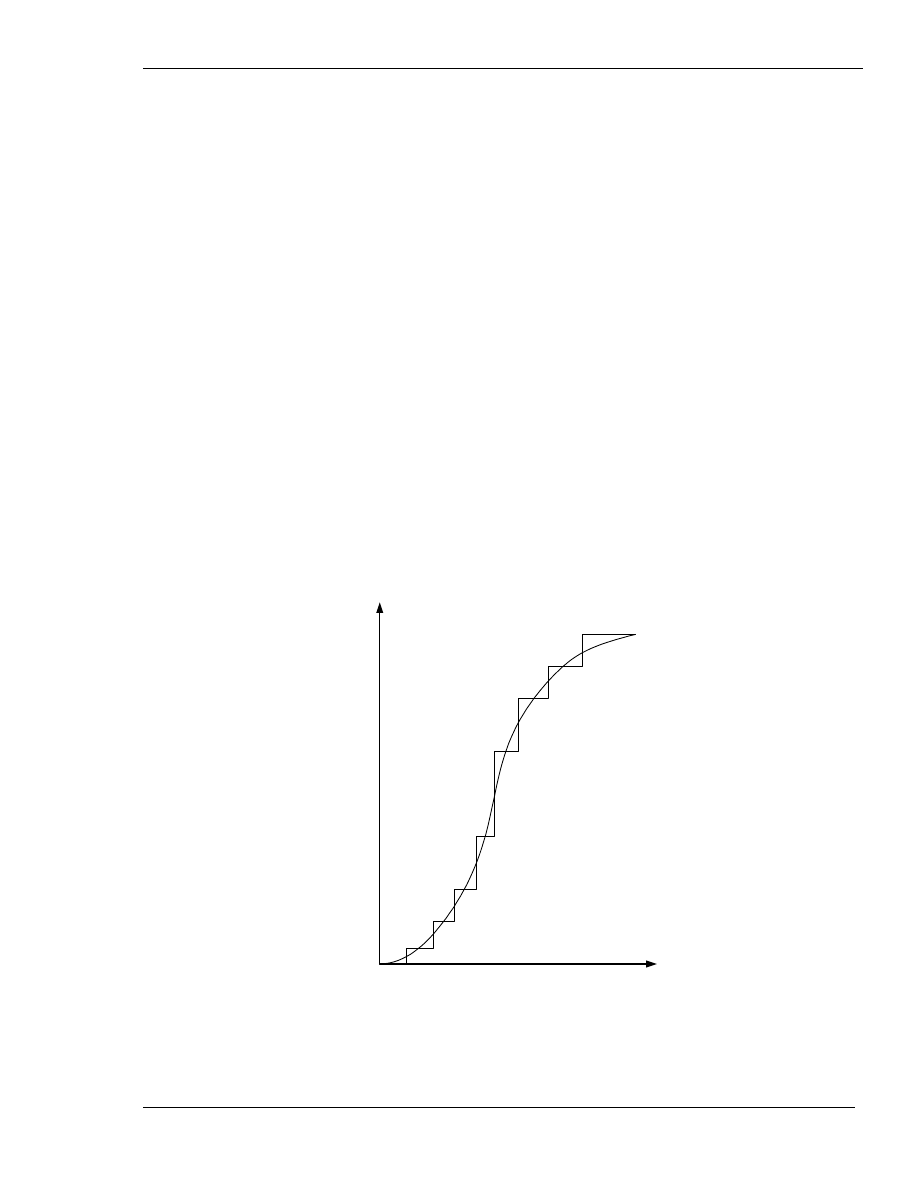
zależność natężenia I prądu anodowego (rys. 3) od napięcia V siatki w triodzie przedstawia się
zwykle w postaci linii ciągłej w kształcie litery S. Prąd ten, jak wiadomo, jest strumieniem
elektronów, może zatem zmieniać się tylko skokami. Zatem krzywa zależności I do V powinna być
schodkową linią łamaną, której idealizacją z dostateczną dokładnością w praktyce może być linia
ciągła.
I
V
Pr
ą
d an
odow
y
Napięcie na siatce w triodzie
Rys. 3.
Wyniki pomiarów mają również charakter ziarnisty, gdyż wyrażają się jako wielokrotności
najmniejszej części jednostki, jaka może być notowana przy pomiarze. Ponadto, na skutek
Opracował: dr inż. Stanisław FITA
11

Instytut Technologii Maszyn i Automatyzacji
Zakład Metrologii i Badań Jakości
niedoskonałości narzędzi pomiarowych, zakłócających wpływów zewnętrznych, ograniczonej
wrażliwości obserwatora i nieokreśloności, jaką zawsze jest obarczona wielkość mierzona, żaden
wynik pomiaru nie może być nieskończenie dokładny. Dwie wielkości uznane za jednakowe przy
zastosowaniu do ich porównania określonej dokładności pomiaru mogą okazać się niejednakowe
przy zastosowaniu dokładności większej. Podobnie wartość wielkości uważana za stałą przestaje
nią być, gdy dokładniejsze pomiary wykrywają dotychczas nieuchwytne jej zmiany.
Informację zawartą w wyniku pomiaru można traktować, jako odpowiedź na pytanie, jaką
miarę należy przypisać wielkości mierzonej. Przyjęto określać ilość informacji liczbą
elementarnych odpowiedzi „tak" lub „nie", jakich wymaga uzyskanie tej informacji. Wtedy
jednostką ilości informacji jest tzw. bit (BInary uniT), czyli jednostka dwójkowa, to jest ilość
informacji równoważna jednej odpowiedzi elementarnej na pytanie elementarne. Zatem b bitów
odpowiada informacji wymagającej postawienia b pytań elementarnych, aby odpowiedzieć, który
z N = 2
b
teoretycznie możliwych przypadków zachodzi, przy czym:
N
log
b
2
=
Najskuteczniejszym sposobem poszukiwania wymagającej wielu pytań elementarnych
pożądanej informacji jest kolejny podział tych pytań na dwie grupy, zapewniające w każdej grupie
największą swobodę wyboru, który wtedy składa się z szeregu tzw. dychotomi, czyli kolejnych
podziałów na dwie części. Na przykład gdy wiadomo, że liczba całkowita x znajduje się
w przedziale zamkniętym od 1 do 16, to jej określenie wymaga odpowiedzi na cztery pytania
elementarne, gdyż
4
16
log
b
2
=
=
b. Stosując zasadę dychotomi, pytania te mogą być kolejno
następujące:
1) Czy x jest większe od 8?
Nie
2) Czy x jest większe od 4?
Tak
3) Czy x jest większe od 6?
Tak
4) Czy x jest równe 8?
Nie
Zatem x = 7. Ilość uzyskanej w ten sposób informacji wynosi 4 bity, gdyż jej uzyskanie
w najbardziej niesprzyjających warunkach wymaga odpowiedzi na cztery pytania elementarne
dotyczące szesnastu przypadków możliwych.
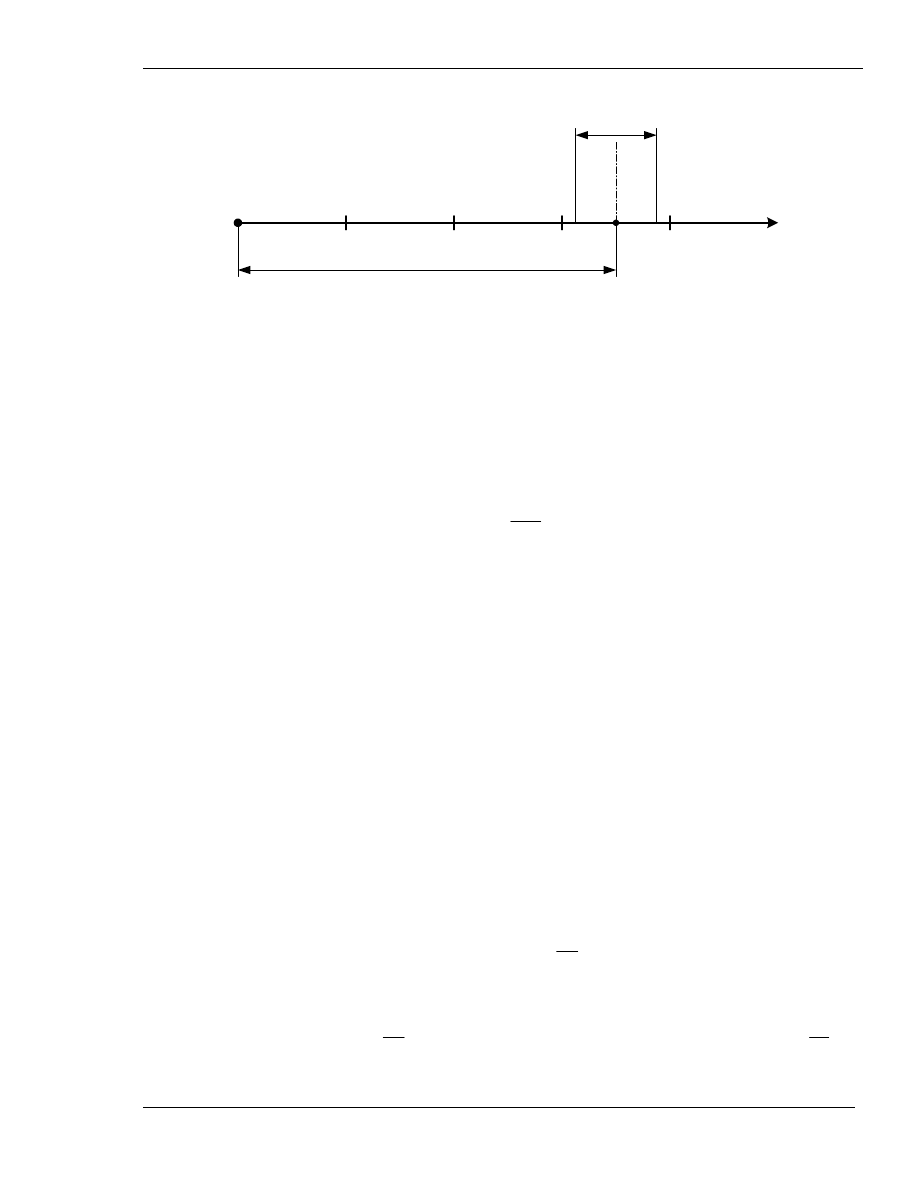
Odpowiedź na pytanie, jaka jest miara danej wielkości jest pełna tylko wtedy, gdy
jednocześnie z wartością tej miary podaje się obarczającą ją niedokładność określenia. Dlatego
ilość informacji zawartą w wyniku pomiaru wielkości x, można ocenić, znając jego niedokładność
±
∆x, to jest stopniowanie 2∆x, z jakim została zmierzona ta wielkość za pomocą zastosowanych
środków pomiaru (rys. 4).'
Opracował: dr inż. Stanisław FITA
12
Instytut Technologii Maszyn i Automatyzacji
Zakład Metrologii i Badań Jakości
0
x
1
2
∆x
+
∆x
-
∆x
x
Rys. 4.
Przed wykonaniem pomiaru nie wiadomo, w którym z przedziałów
(
x
x
,
x
x
)
∆
+
∆
−
znajduje się
wartość x wielkości mierzonej. Powstaje zatem potencjalne zagadnienie, który z N
0
teoretycznie
możliwych przypadków zachodzi, przy czym:
x
2
x
N
0
∆
=
N
0
określa tzw. liczbę kwantowania wielkości mierzonej, czyli liczbę przedziałów lub stopni
(kwantów), w których wartość tej wielkości a priori może się znajdować. Znalezienie wartości
mierzonej ma więc charakter probabilistyczny, gdyż polega na ustaleniu jedynie z dużym
prawdopodobieństwem, w którym z określonych niedokładnością pomiaru przedziałów znajduję
się poszukiwana wartość wielkości.
Po przeprowadzeniu pomiaru powinno się mieć pewność, że wartość zmierzonej wielkości
znajduje się w określonym przedziale
(
)
x
x
,
x
x
∆
+
∆
−
. Przedział ten stanowi miarę niepewności,
wewnątrz którego nie można mówić o bliższym określaniu wartości x. Ilość I informacji zawarta w
wyniku pomiaru jest równa różnicy b
0
bitów, jakich wymaga usunięcie nieokreśloności, co do
wartości wielkości x przed pomiarem przy N
0
przypadkach możliwych i liczby b
1
bitów
charakteryzujących nieokreśloność po pomiarze przy N
1
< N
0
przypadkach możliwych. Zatem:
1
0
2
1
0
N
N
log
b
b
I
=
−
=
Ponieważ w przybliżeniu
0
0
N
1
p
=
jest prawdopodobieństwem przed pomiarem i
1
1
N
1
p
=
jest
prawdopodobieństwem po pomiarze, z jakim można przypuszczać, że wielkość x ma wartość x
1
,
Opracował: dr inż. Stanisław FITA
13

Instytut Technologii Maszyn i Automatyzacji
Zakład Metrologii i Badań Jakości
zatem powyższy wzór można napisać w postaci:
0
1
2
p
p
log
I
=
Jeśli na skutek uzyskanej informacji mamy. pewność, że zmierzona wielkość znajduje się
w przedziale
(
, to p
1
= 1, czyli N
1
= 1, zatem wzór przybiera postać:
)
x
x
,
x
x
∆
+
∆
−
0
2
N
log
I
=
gdzie N
0
jest liczbą .przedziałów lub stopni (kwantów), w których wielkość x mogłaby a priori się
znajdować, biorąc pod uwagę niedokładność pomiaru.
Po przejściu na logarytmy dziesiętne, otrzymamy:
0
N
lg
3219
,
3
I
=
Na przykład, gdy zmierzona długość x = 1000 mm i niedokładność pomiaru wynosi
∆x = ±0,1 mm,
to N
0
= 5000, zatem ilość uzyskanej informacji jest równa I = 12,3 bitów.
Niedokładność pomiaru wyrażona w jednostce wielkości mierzonej i podana w postaci
granic ±
∆x nazywa się niedokładnością bezwzględną, którą określają zwykle liczby mianowane,
np. ±0,1 mm. Niedokładność względną
δ pomiaru określa stosunek wartości 2∆x; kwantowania
wielkości mierzonej do znalezionej wartości x tej wielkości:
0
N
1
x
x
2
=
∆
=
δ
Niedokładność względna jest równa odwrotności liczby kwantowania N
0
wielkości mierzonej i
wyraża się liczbą oderwaną.
Istnieje możliwość zmniejszenia niedokładności pomiaru za pomocą dwóch urządzeń
pomiarowych, z których jedno kwantuje wielkość mierzoną w przedziałach dużych, natomiast
drugie ocenia wartość wielkości wewnątrz każdego z poprzednio kwantowanych przedziałów.
W ogólnym ujęciu jeśli przyrząd pomiarowy składa się z m takich kolejnych urządzeń, przy czym
niedokładność względna pomiaru za pomocą i-tego urządzenia jest równa
δ
i
, to niedokładność
względna całego przyrządu pomiarowego wynosi:
Opracował: dr inż. Stanisław FITA
14
i
m
1
i
δ
Π
=
δ
=
Instytut Technologii Maszyn i Automatyzacji
Zakład Metrologii i Badań Jakości
przy czym każde z urządzeń powinno zapewniać uzyskanie wymaganej dokładności oceny
uzyskiwanej za pomocą urządzenia ostatniego.
Na przykład, gdy. w suwmiarce zakres pomiarowy 140 mm ulega kwantowaniu co 1 mm i
w każdym przedziale milimetrowym tego zakresu ocena mierzonej długości może być dokonana
z niedokładnością bezwzględną w granicach ±0,1 mm za pomocą noniusza, to
δ
1
= 1 : 140 i
δ
2
=
0,2 : 1. Zatem niedokładność względna suwmiarki wynosi:
3
2
1
10
43
,
1
−
⋅
=
δ
δ
=
δ
w odniesieniu do wymiaru 140 mm.
Podobnie w maszynie do pomiarów długości zakres pomiarowy 3 m jest kwantowany co
100 mm za pomocą wzorca kreskowego i każdy stumilimetrowy przedział tego zakresu może być
kwantowany co 1 mm za pomocą wzorca z podziałką milimetrową i mikroskopu. Następnie w
każdym milimetrowym przedziale mierzoną długość można ocenić z niedokładnością
bezwzględną nie przekraczającą ±1,5
µ
m za pomocą urządzenia mikrometrycznego. Wtedy
δ
1
=
0,1 : 3,
δ
2
= 1 : 100 i
δ
3
= 0,003 :1. Zatem niedokładność względna maszyny pomiarowej jest
równa:
6
3
2
1
10
−
=
δ
δ
δ
=
δ
Jeśli niedokładność względna pomiaru wynosi
δ, to ze wzorów można określić ilość
informacji, jaką zawiera wynik pomiaru. Ilość ta wyrażona w bitach jest równa
δ
−
=
δ
=
lg
3219
,
3
1
lg
3219
,
3
I
W ten sposób niedokładność pomiaru jest ściśle związana z ilością zawartej w jego wyniku
informacji.. Teoria informacji zaczyna w coraz większym stopniu znajdować zastosowanie w
metrologii i niewątpliwie w najbliższej przyszłości stanie się jedną z głównych podstaw
teoretycznych w zakresie dokładnych pomiarów.
Opracował: dr inż. Stanisław FITA
15
Document Outline
Wyszukiwarka
Podobne podstrony:
metr spr 3 id 296866 Nieznany
metr tech 4 id 296884 Nieznany
podst metr 4 instr
opiekun roby instr id 336626 Nieznany
APT LAB instr 4 id 67339 Nieznany (2)
podst metr 5 instr
LabLAN2 Instr id 260972 Nieznany
B 6 instr id 75381 Nieznany
CW 3 instr id 121823 Nieznany
MR podst infor dhj id 309293 Nieznany
metr tech 2 id 296883 Nieznany
praw podst def niepelnos id 385 Nieznany
APT LAB instr 3 id 67338 Nieznany
metr spr 3 id 296866 Nieznany
więcej podobnych podstron