
Akademia Górniczo – Hutnicza
im. Stanisława Staszica w Krakowie
Wydział Wiertnictwa, Nafty i Gazu
Techniki i Technologie Bezwykopowe
Temat: „Przekroczenie rzeki i terenów zielonych dla instalacji rury
stalowej o średnicy 736[mm] na dystansie 300[m] dla przesyłu gazu”
Szczepan Słaby
Wydział WNiG
rok 3, grupa 3
Kraków 2012
Wstęp teoretyczny:
Technika przewiertów sterowanych jest
połączeniem konwencjonalnych technik
bezwykopowego pokonywania przeszkód
naturalnych i inżynierskich oraz wierceń
kierunkowych stosowanych w górnictwie
naftowym.
Polega
ona
na
wykonaniu
otworu
pilotowego,
jego
rozwierceniu
do
wymaganej średnicy i wciągnięciu w tak
przygotowany
otwór
końcowy
projektowanej
rury
lub
kabla.
Podstawowymi parametrami decydującymi o
zastosowaniu tej techniki są długość i
średnica przewodu oraz lokalne warunki
geologiczne.
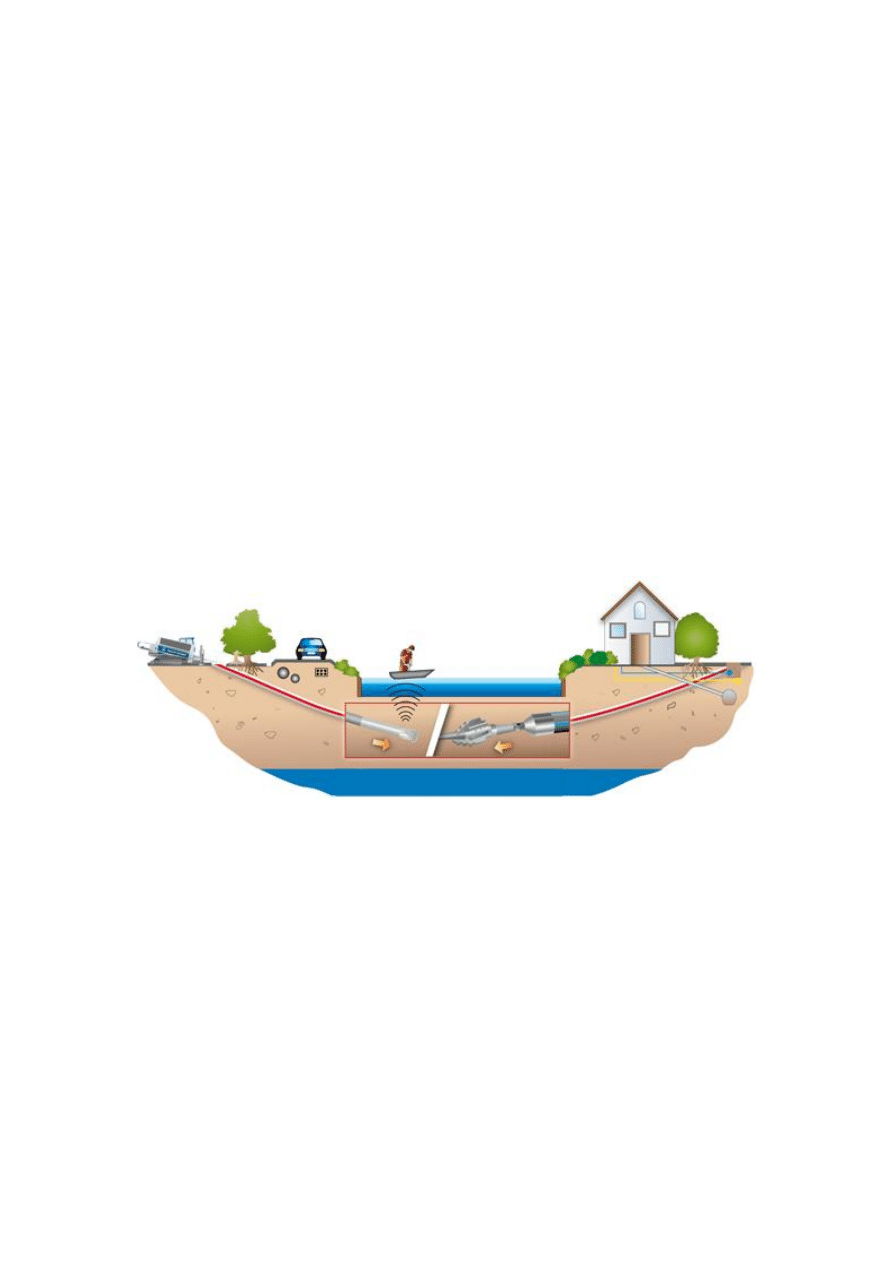
Cała tajemnica sterowania polega na
specjalnie
skonstruowanej
głowicy
wiercącej, za pomocą której możemy
precyzyjnie zdalnie sterować odwiertem. W
głowicy wiercącej umieszczona jest sonda,
dzięki której jesteśmy w stanie na bieżąco
kontrolować i korygować trasę przewiertu.
W razie wystąpienia na trasie urządzeń
podziemnych czy przeszkód terenowych
mamy możliwość ominięcia ich poprzez
zmianę kierunku i głębokości wiercenia.
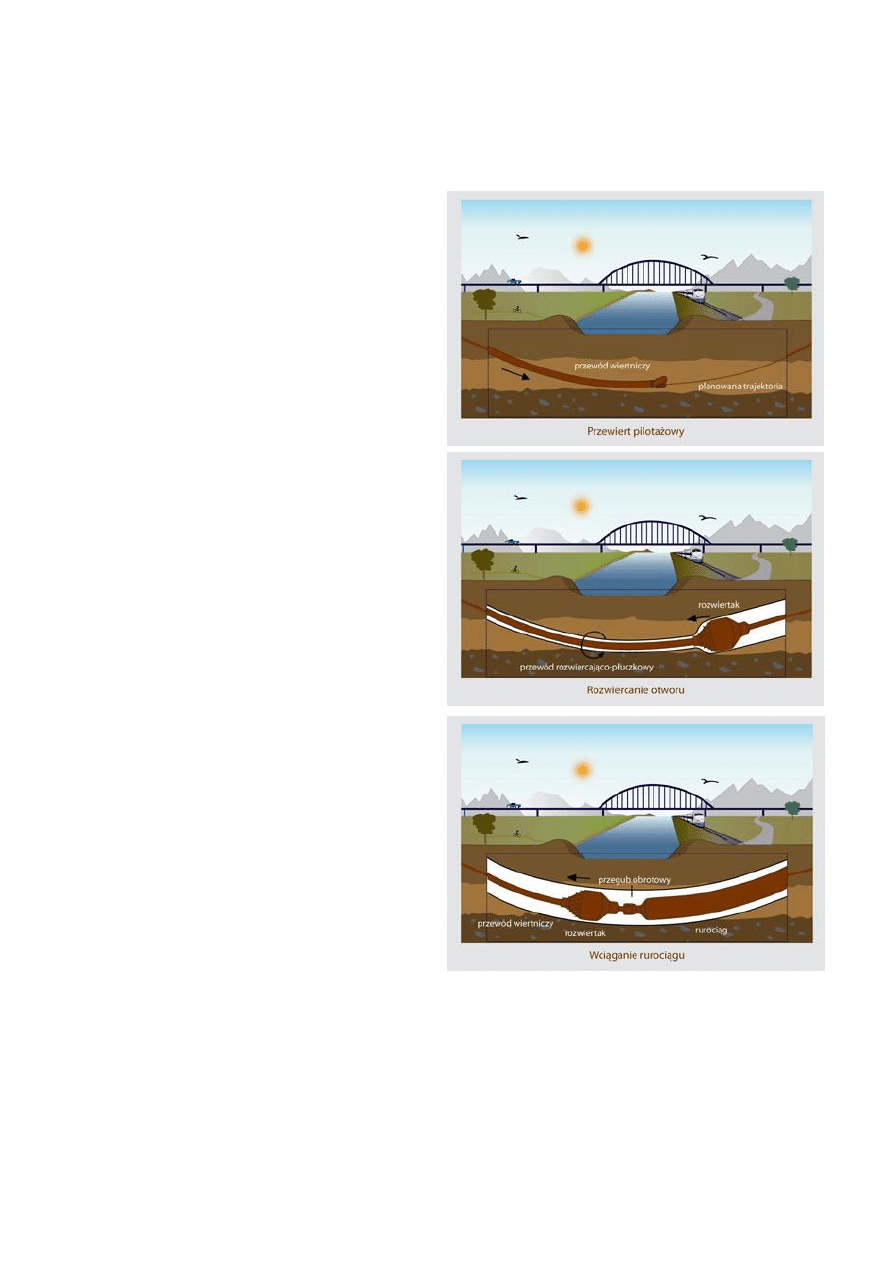
Technologia
przewiertu
sterowanego
obejmuje trzy etapy :
wiercenie pilotowe
rozwiercanie gruntu,
wciąganie rurociągu.
W etapie pierwszym, w zaplanowanej osi rurociągu, wykonuje się otwór pilotowy. Otwór ten
zaczyna się drążyć ukośnie w dół pod kątem od 11° do 20°, zwanym kątem wejścia.
Następnie na projektowanej głębokości zmienia się kierunek na poziomy. Drążenie otworu
pilotowego polega na wciskaniu w grunt żerdzi wiertniczych z jednoczesnym ich obracaniem.
Żerdzie wiertnicze (połączone ze sobą zazwyczaj
połączeniami gwintowanymi), wciskane w grunt tworzą przewód wiertniczy. Na początku
przewodu wiertniczego znajduje się głowica pilotowa skośnie ścięta (ukształtowana
ekscentrycznie), a bezpośrednio za nią w specjalnej obudowie umieszczona jest sonda
nadawcza. Tylko w pierwszym etapie robót możliwe jest sterowanie przewiertem. Przy
jednoczesnym wciskaniu w grunt i obracaniu głowicy pilotowej oraz przewodu wiertniczego,
trajektoria przewiertu jest prostoliniowa. Jeżeli natomiast głowica pilotowa wraz z
przewodem wiertniczym jest tylko wciskana w grunt, bez obracania, następuje skręt w
kierunku zależnym od położenia głowicy pilotowej. Średnica otworu pilotowego jest
uzależniona od użytej głowicy pilotowej oraz średnicy żerdzi. Natomiast średnica głowicy
pilotowej zależy od rodzaju gruntu. Czym grunt jest miększy, tym średnica większa.
Urabianie gruntu głowicą pilotową wspomagane jest zazwyczaj płuczką wiertniczą (w
większości przypadków na bazie bentonitu), podawaną przewodem wiertniczym do głowicy
pilotowej.

Możliwości zastosowania metody przewiertów sterowanych:
Istotnym czynnikiem warunkującym możliwość wykonania przewiertu sterowanego
jest kombinacja dwóch parametrów: długości i średnicy rurociągu. Dodatkowym czynnikiem
niezwykle ważnym są lokalne warunki geologiczne.
Klasyfikacja wiertnic pod względem wielkości przedstawia się następująco:
• wiertnice małe - wykorzystuje się do układania rurociągów na dystansie do 120 m. Średnice
z reguły nic przekraczają 200 mm.
• wiertnice średnie - mają zastosowanie przy dystansach do 300 m. Maksymalne średnice rur
w tej klasie wynoszą 500 mm.
• wiertnice duże - przeznaczone są do układania rurociągów o średnicach do 1200 mm.
Zakres wiercenia dochodzi do 2000 m.
Projektowanie przewiertu i przygotowanie placu budowy:
W fazie projektowania przewiertu należy określić głębokość posadowienia rury, punkt
wejścia i wyjścia, promienie krzywizn oraz kąty wejścia i wyjścia. Kąt wejścia, tj. kąt pod
którym wprowadzana jest w grunt głowica wiercąca, znajduje się zazwyczaj w zakresie od
21% - 36% (12° - 20°). Wielkość kąta zależy od rozmiarów wiertnicy i od tego, kto jest jej
producentem. Przy projektowaniu powinno przyjmować się kąt równy 30% (15°) dla
uproszczenia obliczeń przyjmuje się 1° = 2%. co można uzyskać niezależnie od
zastosowanego typu wiertnicy.
Dla rur PE i HDPE ograniczeniem jest promień gięcia żerdzi, a nie samej rury. Dla
rur stalowych odwrotnie. Maksymalne odchylenie żerdzi na jej całkowitej długości nie może
przekraczać - w zależności od średnicy żerdzi - od 6% do 11%.
W zależności od klasy wiertnicy stosuje się żerdzie długości:
1,50 – 2,00 m dla wiertnic małych,
3,00 – 3,50 m dla wiertnic średnich,
4,5-5,5 m dla wiertnic dużych.
W wiertnicach 40 tonowych i większych długość żerdzi może dochodzić do 10 metrów.
W fazie projektowania należy pamiętać również o drogach dojazdowych na plac budowy. O
ile większość wiertnic jest na podwoziu gąsienicowym i nie potrzebuje żadnych dróg, o tyle
zestawy do przygotowywania i przechowywania płuczki montowane są przeważnie na
przyczepach ciężarowych i wymagają przygotowania odpowiednich dojazdów.

Etapy wykonania przewiertu sterowanego:
Przewiert pilotażowy: Do tego celu służy głowica wiercąca zakończona specjalną płytką
sterującą odchyloną od osi głowicy pod kątem 15% - 20%.
W głowicy umieszczona jest sonda, która podaje kąt nachylenia głowicy względem poziomu,
głębokość głowicy w stosunku do powierzchni oraz, kąt obrotu sondy czyli dokładne
położenie płytki sterującej względem osi wiercenia. Głowica wiercąca jest tak ukształtowana,
że w przypadku równoczesnego obracania i pchania głowicy tor przewiertu jest
prostoliniowy. W przypadku, gdy nie obracamy głowicą, a jedynie wpychamy ją w grunt,
następuje skręt w kierunku zależnym od położenia płytki sterującej.
Poszerzanie otworu i przeciąganie rurociągu: Po wykonaniu otworu pilotażowego, głowica
wiercąca zostaje zdemontowana, a na jej miejsce montuje się odpowiedni rozwiertak.
Rozwiercanie może być jednokrotne lub wielokrotne. Po osiągnięciu przez rozwiertak punktu
wejścia wiertnicy demontujemy go łącząc ze sobą żerdzie, a po drugiej stronie w punkcie
wyjścia montujemy kolejny większy rozwiertak.
Operację rozwiercania powtarza się, aż do uzyskania odpowiedniej średnicy otworu.
Rozwiercony otwór powinien być większy od średnicy wprowadzanej rury PE lub HDPE:
-
ok. 25% dla długości przewiertów do 100 m,
-
ok. 35% dla długości 100 m - 300 m,
-
ok. 50 % dla długości powyżej 300 m.
Dla rur stalowych średnica rozwiercania powinna być większa o ok. 50% ze względu
na duży promień gięcia rury. W przypadku rur o mniejszych średnicach istnieje możliwość
przeciągania jednocześnie kilku rur w zależności od średnicy rozwierconego otworu.
Minimalna głębokość posadowienia rury nie powinna być mniejsza od 8 średnic otworu
rozwiercanego.

Założenia projektu:
Projekt przedsięwzięcia zakłada przekroczenie rzeki i terenów zielonych dla instalacji rury
stalowej o średnicy 736 mm na dystansie 300 m dla przesyłu gazu, pod dnem rzeki Wisła,
w miejscowości Sierosławice/Świniary.
Rysunek 1 Lokalizacja
Planowana inwestycja będzie wykonana w miejscowościach:
Punkt wejścia: Sierosławice nad rzeką Wisłą. Wieś leży na terenie województwa
małopolskiego, w powiecie Proszowickim, gmina Nowe Brzesko.
Punkt wyjścia: Świniary
wieś w województwie małopolskim, w powiecie bocheńskim,
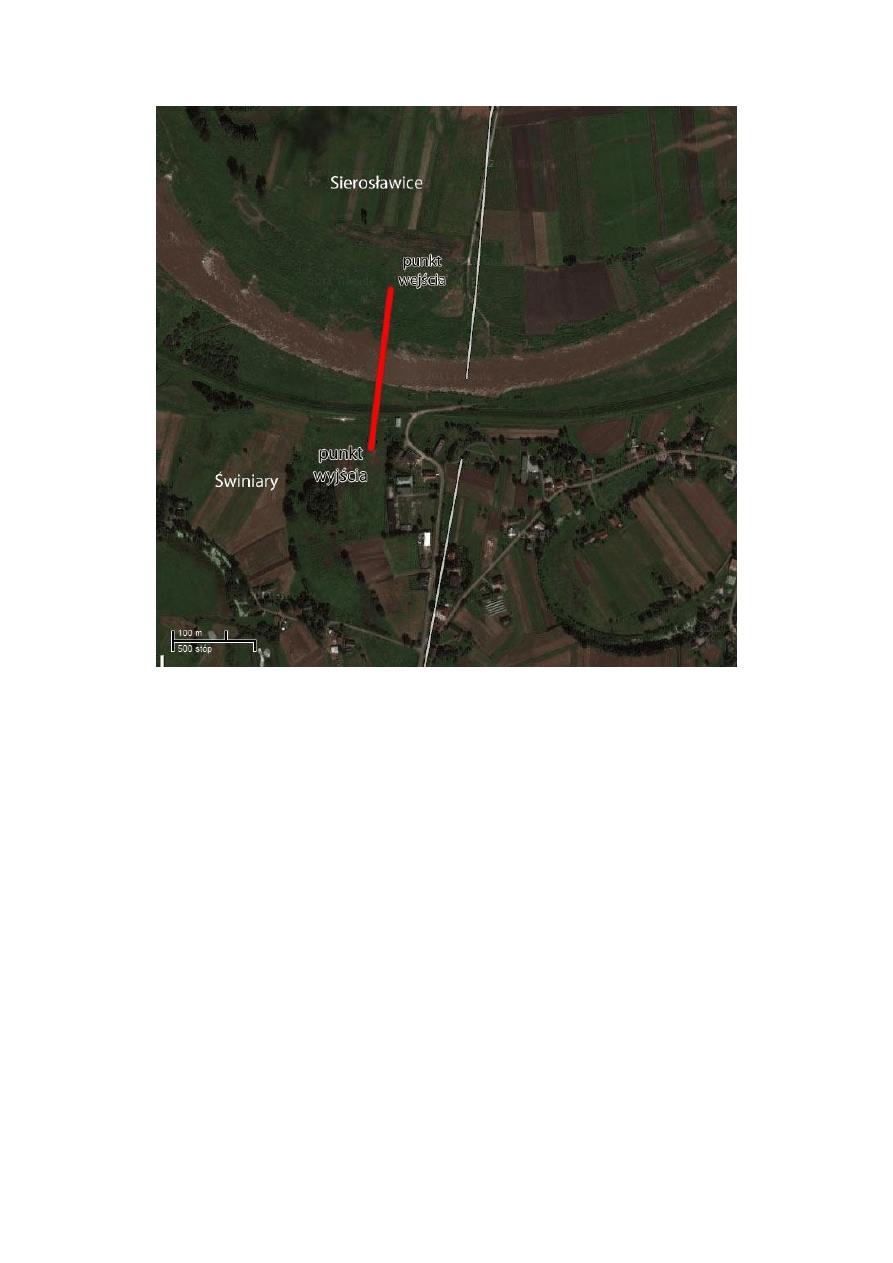
Rysunek 2 (widok z lotu ptaka)
Plan sytuacyjny:
Plan sytuacyjny przedstawia nam miejsce planowanej Na tym obszarze wytyczono trasę
przebiegu przewiertu horyzontalnego. Obszar inwestycji znajduje się na terenie o delikatnym
spadku w kierunku rzeki Wisły, teren ten nie wymaga niwelacji.
Projektuje się wykonanie przewiertu o długości 300 m. Rurociąg jest przeznaczony dla
przesyłu gazu, pod dnem rzeki Wisła, a użyte rury mają być wykonane ze stali, o średnicy
736 mm.
Wywiad środowiskowy oraz historyczny wyklucza istnienie podziemnej
infrastruktury lub innych trudnych przeszkód na drodze przewiertu.
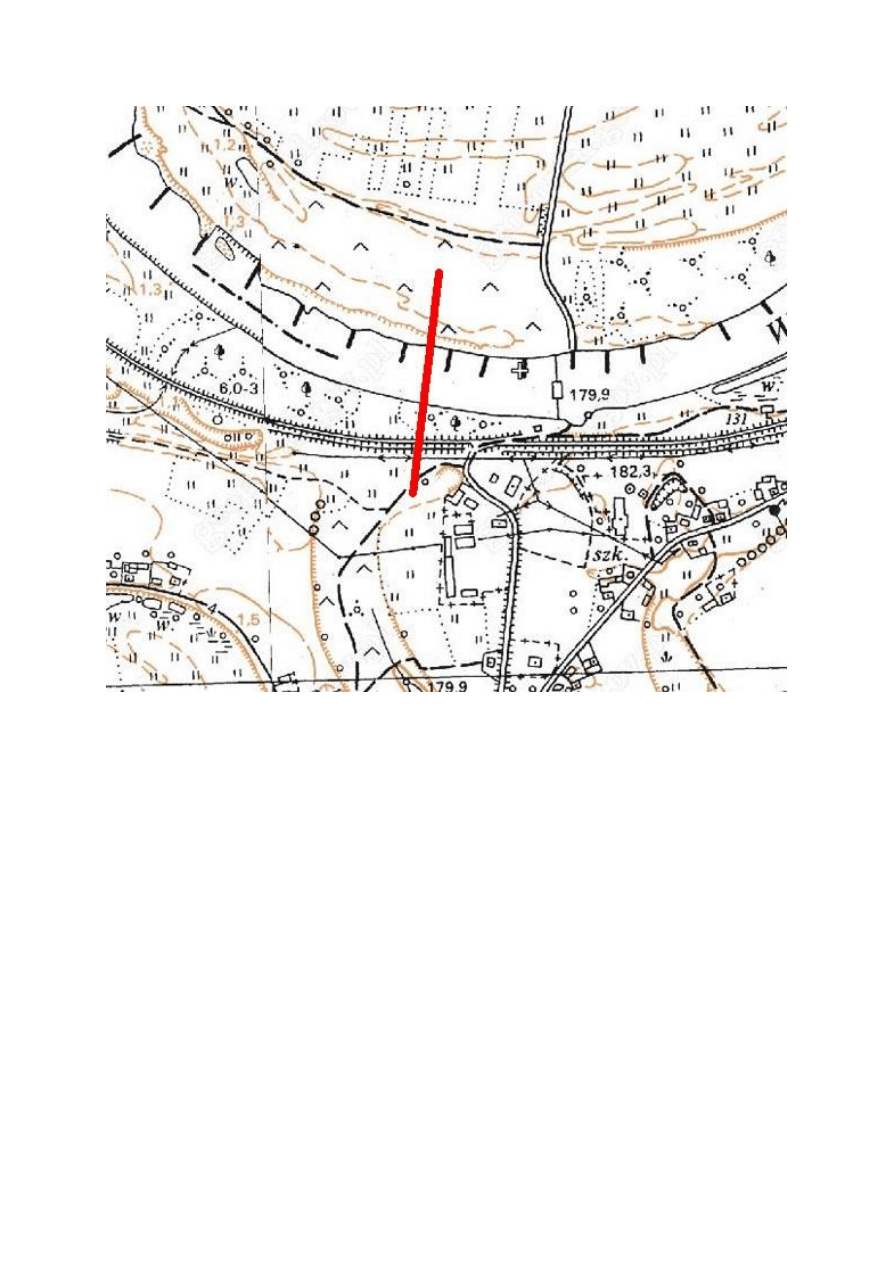
Rysunek 3 (mapa RASTER)
Na rzucie z góry widać długość przewiertu horyzontalnego która wynosi 300 m. Szerokość
Wisły w miejscu przewiertu horyzontalnego wynosi 60 m. Punkt wejścia oddalony jest o
145 m od rzeki Wisła, natomiast punkt wyjścia oddalony jest o 95 m od drugiego brzegu
Wisły.
W pobliżu rzeki znajduje się wał przeciwpowodziowy oraz obszary zielone (łąki, pastwiska)
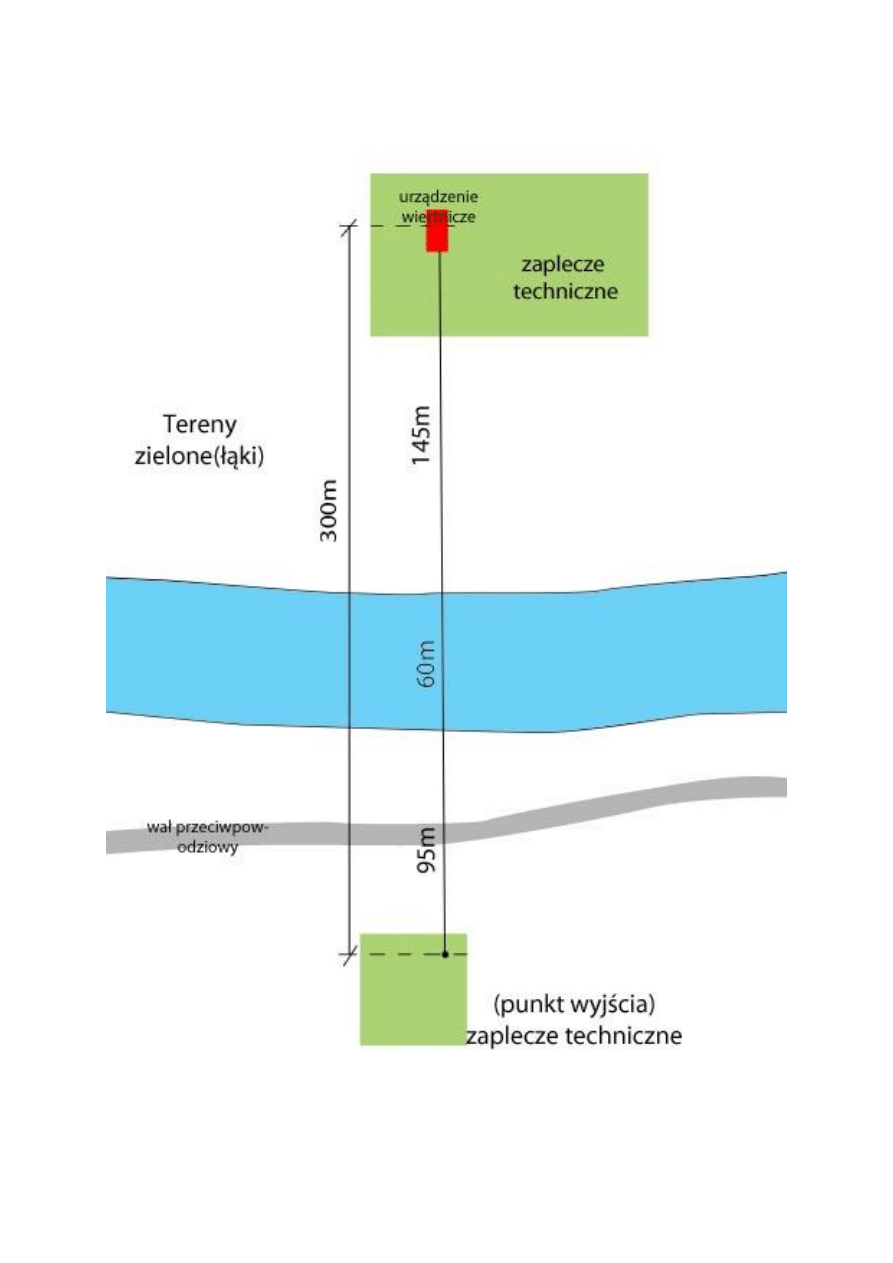
Rzut z góry (plan sytuacyjny)
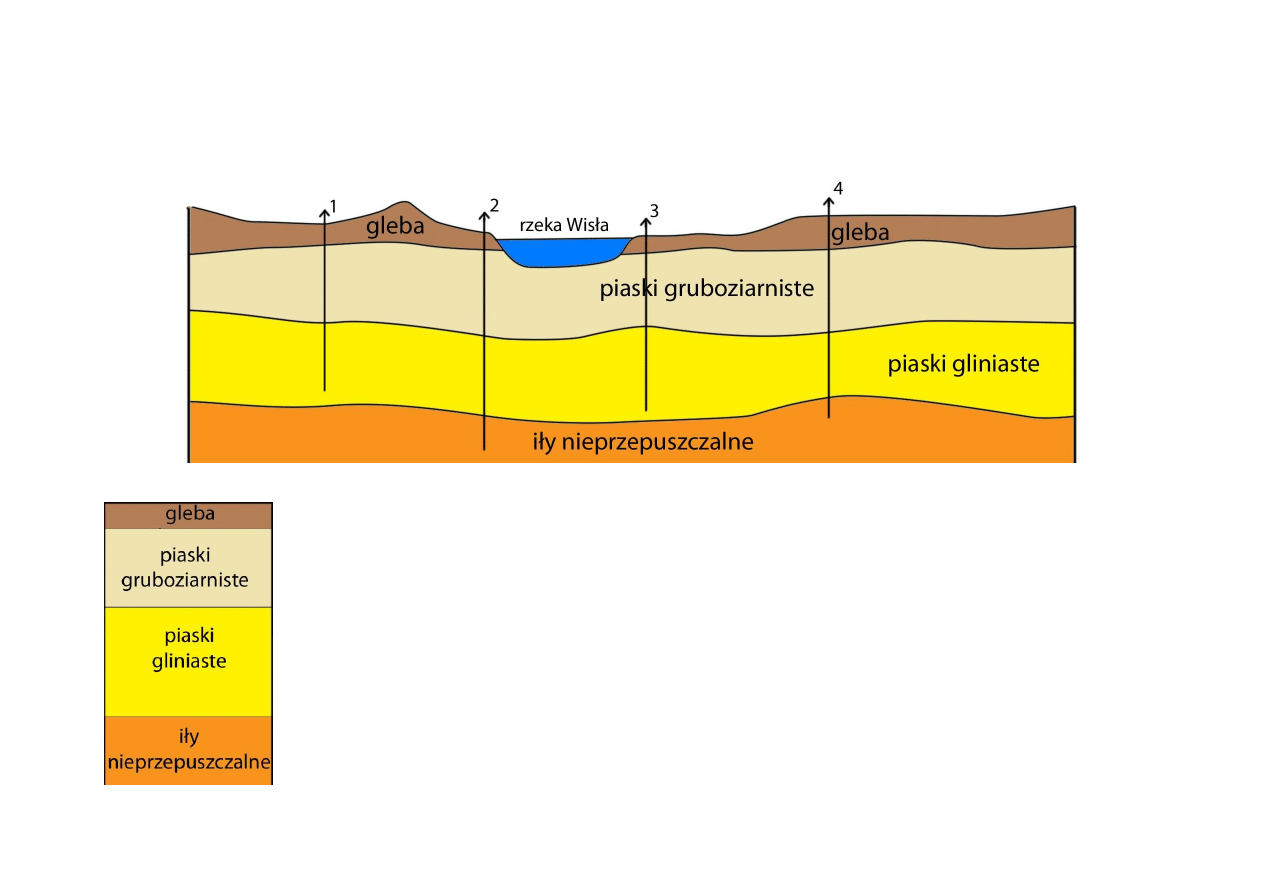
Głębokość Wisły w najgłębszym miejscu wynosi 1,5 metra. W celu dokładnego poznania zalegających warstw skalnych, ich miąższości
wykonano 4 rdzeniowe otwory badawcze.
Profil litologiczny
Wykonano badanie gruntu za pomocą otworów badawczych co 50 – 100m. Na podstawie wyników otrzymanych z
otworów badawczych sporządzono litologię terenu objętego pracami.
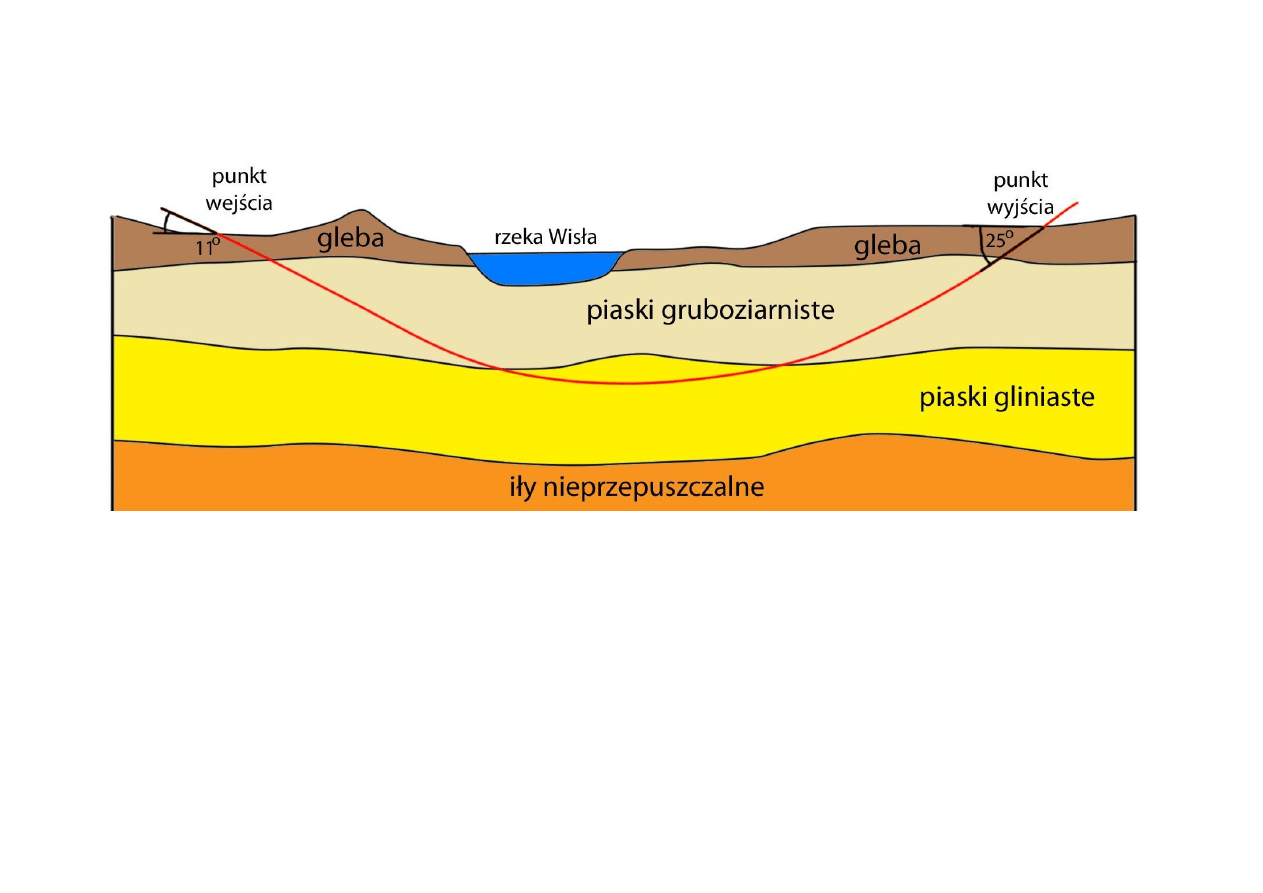
Profil podłużny z poziomami stratygraficznymi
W punkcie wejścia przewód wiertniczy jest wprowadzony pod kątem 11
o
W punkcie wyjścia przewód wiertniczy wychodzi pod kątem 25
o
W trakcie wykonywania przewiertu oś otworu jest krzywiona.

Wybór optymalnego profilu wiertniczego
Do wyboru optymalnego profilu wiertniczego należy określić trajektorie przewiertu.
W oparciu o założenia projektowe odniesione do topografii terenu jak i litologii. W tym celu
należy przeanalizować takie dane jak:
Wymagana średnica, długość i przeznaczenie rurociągu – 736 [mm], 300 [m],
transport gazu
Minimalna wymagana grubość skał nadkładu– 3,5 [m];
Typ wgłębnego systemu pomiarowego oraz jego dokładność – otwory badawcze;
Materiał projektowanego rurociągu – stal;
Panujące na danym terenie warunki geologiczne;
Wymagane wartości kątów wejścia i wyjścia – około 10
0
;
Możliwości urządzenia wiertniczego.
Badania Geotechniczne
Klasyfikacja i ocena istniejącej dokumentacji:
Dokumentacja geodezyjna jest aktualna została opracowana w 2007 roku. Dokumentacja
geologiczna danego obszaru pochodzi z lat siedemdziesiątych XX wieku. . Ze względu na
jakość wykonywanych wtedy prac geologicznych zaleca się przeprowadzenie powtórne badań
geologicznych i geotechnicznych. W miejscu prowadzenia inwestycji nie przebiegają żadne
instalacje podziemne takie jak sieci energetyczne, wodociągowe, kanalizacyjne i gazownicze.
Próby penetracyjne:
W obszarze planowanej inwestycji została przeprowadzona standardowa metoda penetracyjna
polegająca na wbijaniu ze stałą energią uderzeniową sondy w grunt. Po przeprowadzeniu tej
próby stwierdzono że warstwa piasków gruboziarnistych, piasków gliniastych oraz iłów
nieprzepuszczalnych jest spoista.
Badania Geofizyczne
W obszarze inwestycji zostały przeprowadzone badania geofizyczne polegające na odbiciu
elektromagnetycznym „Georadar”. Pozwoliły one na określenie warstw granicznych oraz
określenie miąższości poszczególnych warstw. Badania były przeprowadzane z powierzchni
terenu i z wody.
Badania Historyczne:
Badania historyczne na obecną chwilę nie są zbyt dokładne i mogę wystąpić problemy
podczas realizowania inwestycji jaką jest przewiert sterowany pod dnem rzeki Wisła. Na
mapach topograficznych nie są naniesione żadne informację o zmianie linii brzegowej Wisły
oraz o budynkach które mogły znajdować się w pobliżu miejsca inwestycji
Otwory Badawcze
Wzdłuż planowanej osi trajektorii przewiertu zostały wykonane cztery otwory badawcze. Po
jednym otworze po obu stornach Wisły oraz dwa otwory bliżej planowanych punktów wejścia
i wyjścia rurociągu. Otwory zostały wykonane metodą obrotową z pobraniem rdzenia, na
głębokość 3 metrów poniżej planowanej trajektorii przewiertu sterowanego. Po pobraniu
rdzeni, otwory badawcze zostały wypełnione pęczniejącymi osadami iłowymi.
Dobór sprzętu wiertniczego:
Metodyka doboru parametrów mechanicznych urządzenia do HDD
W celu wykonania procesu wiercenia horyzontalnego przewiertu sterowanego w sposób
bezawaryjny niezbędne jest posiadanie maszyny przewiertowej, dysponującej odpowiednią
mocą hydrauliczną. Wybór urządzenia o zbyt małej mocy może utrudnić lub całkowicie
uniemożliwić proces wiercenia, natomiast urządzenie o zbyt dużej mocy zwiększa koszt
inwestycji.
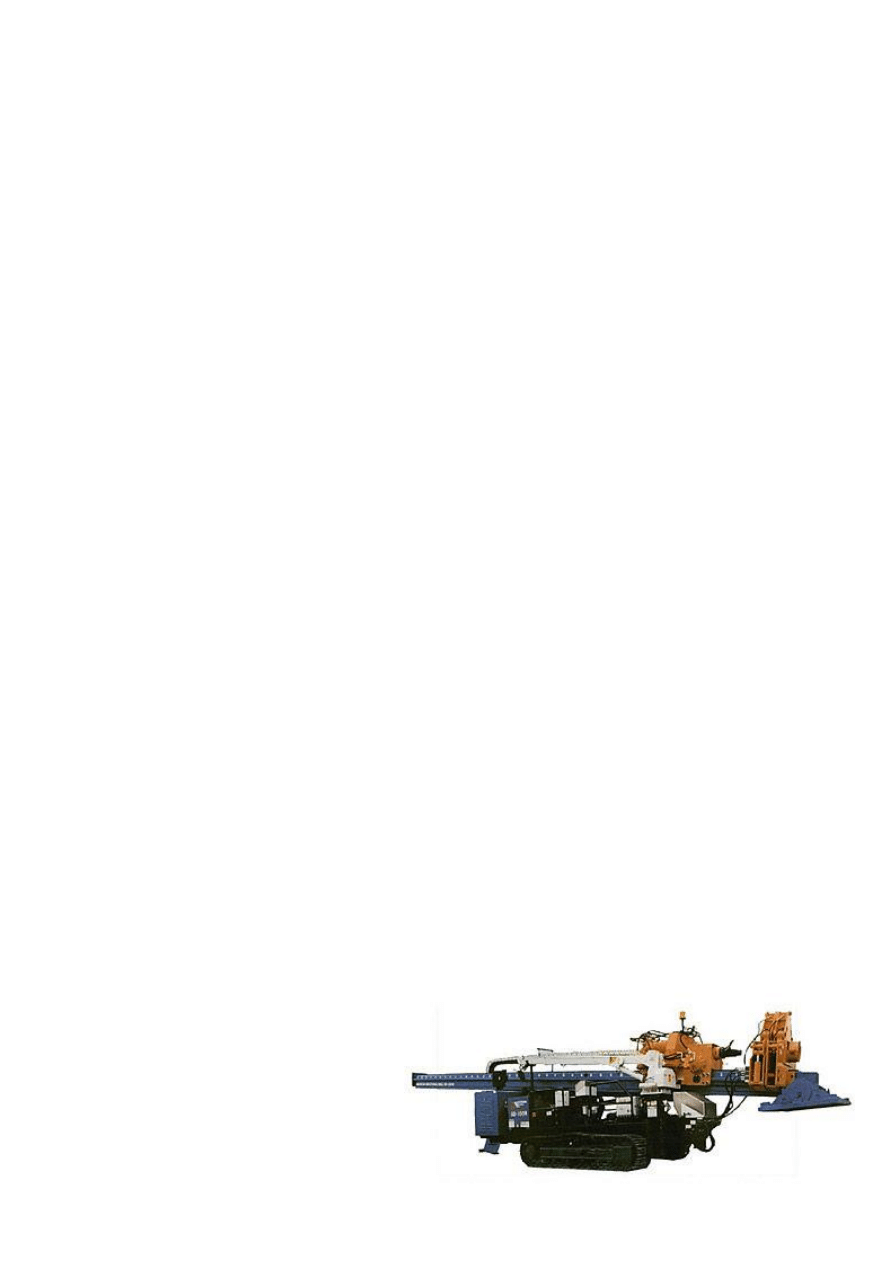
Do wykonania tej roboty została wybrana wiertnica American Augers DD100B
znajdująca się na wyposażeniu firmy NAWITEL.
Dane techniczne wiertnicy American Augers DD100B:
Siła uciągu/pchania – 45ton,,
Kąt wejścia 12
0
– 25
0
Moment obrotowy – 27100Nm
Obroty wrzeciona – 50 / 250 obr/min
Głowica obrotowa – Wirth 5
Możliwość regulacji kąta wejścia 5
o
– 25
o
żerdzie wiertnicze: długość 9,20m, promień gięcia 250m
zbiornik na paliwo - 568L
Silnik Diesel
Moc - 260HP / 194kW
Maksymalna prędkość ciągnięcia - 30m/min
Pozostałymi elementami wchodzącymi w skład zespołu wiertniczego jest:
samochód ciężarowy MERCEDES - wyposażony w dźwig HDS,
samochód ciężarowy MAN z zabudową warsztatową
zestaw niskopodwoziowy
pompa bentonitu FMC ( 1016 l/min ; 50 bar )
system recyclingu
system mieszania ( zbiornik ~20m3 )
nawigacja Tensor i True Trucker
Sprawdzam wybrane urządzenie ze względu na:
Analiza mocy mechanicznej potrzebnej do realizacji procesu wiercenia.
Moc mechaniczna niezbędna do wykonania otworu wiertniczego o zadanej średnicy
wyraża wzór:
gdzie:
N
P
– moc potrzebna na przemieszczanie przewodu wiertniczego lub rury
okładzinowej [W],
N
N
– moc potrzebna na obracanie narzędzia wiercącego [W],
N
S
– moc potrzebna na zwiercenie struktury skały [W].
moc potrzebna na przemieszczanie przewodu wiertniczego lub rury okładzinowej.
Moc potrzebną na obracanie przewodu wiertniczego wyznacza się ze wzoru:
-Moc potrzebną na przesuwanie przewodu wiertniczego wzdłuż trajektorii osi otworu
wiertniczego wyznacza się ze wzoru:
gdzie:
ω– prędkość kątowa przewodu wiertniczego [s
–1
],
v – prędkość przesuwania (przeciągania lub pchania) przewodu wiertniczego [m/s].
-Moc potrzebna na przemieszczanie przewodu wiertniczego lub rury okładzinowej związana
jest z siłą tarcia przewodu wiertniczego o ścianę otworu.
gdzie:
N
PO
– moc potrzebna na obracanie przewodu wiertniczego [W],
N
PP
– moc potrzebna na przesuwanie przewodu wiertniczego wzdłuż trajektorii osi
otworu wiertniczego [W].
N
P0
= ω ∙ M = 1,5 ∙ 27100 = 40650[W]
𝑁
𝑃𝑃
= 𝑣 ∙ 𝑇 = 0,05 ∙ 444800 = 222400[𝑊]
𝑁
𝑃
= 𝑁
𝑃𝑃
+ 𝑁
𝑃0
= 40650 + 222400 = 263050[𝑊]
moc potrzebna na obracanie narzędzia wiercącego.
gdzie:
M
N
– moment obrotowy narzędzia wiercącego [N·m],
F
N
– ciężar narzędzia wiercącego [N].
µ – współczynnik tarcia przewodu wiertniczego o ścianę otworu wiertniczego [–],
W praktyce wiertniczej ciężar stosowanych narzędzi wiertniczych (świdrów
i poszerzaczy) jest zależny od ich wymiarów geometrycznych.
-dla świdrów
Do wiercenia pilotowego stosujemy świder o średnicy 9 7 8
⁄ ′′
𝐹
𝑁0
=
3,14
4
∙ 77010 ∙ 0,3048 ∙ 0,2508
2
= 1159,59[𝑁]
– dla poszerzaczy otwartych
gdzie:
c – współczynnik [–],
γ– ciężar właściwy poszerzacza [N/m
3
],
L
N
– długość robocza poszerzacza [m].
Stosujemy poszerzacze otwarte typu DS. Fly Cutters firmy IDS
𝐹
𝑁1
= 0,25 ∙
3,14
4
∙ 77010 ∙ 0,762 ∙ 0,356
2
= 2336,43[𝑁]
𝐹
𝑁2
= 0,25 ∙
3,14
4
∙ 77010 ∙ 0,762 ∙ 0,457
2
= 3850,21[𝑁]
𝐹
𝑁3
= 0,25 ∙
3,14
4
∙ 77010 ∙ 0,762 ∙ 0,508
2
= 4757,51[𝑁]
𝐹
𝑁4
= 0,25 ∙
3,14
4
∙ 77010 ∙ 0,762 ∙ 0,610
2
= 6859,8[𝑁]
𝑁
𝑁0
= 1,5 ∙ 5 ∙
0,3112
2
∙ 1159,59 = 13661,1[𝑊]
𝑁
𝑁1
= 1,5 ∙ 5 ∙
0,457
2
∙ 2336,43 = 27525,4[𝑊]
𝑁
𝑁2
= 1,5 ∙ 5 ∙
0,559
2
∙ 3850,21 = 45359,22[𝑊]
𝑁
𝑁3
= 1,5 ∙ 5 ∙
0,660
2
∙ 4757,51 = 56048,1[𝑊]
𝑁
𝑁4
= 1,5 ∙ 5 ∙
0,762
2
∙ 6859,8 = 80815,1[𝑊]
moc potrzebna na urabianie skały lub gruntu
Gdzie:
n – prędkość obrotowa narzędzia [1/s],
110 [
𝑅𝑒𝑣
𝑚𝑖𝑛
] = 1,5[
1
𝑠
]
P – nacisk na świder [N],
45 [𝑇] = 450000 [𝑁]
D – średnica narzędzia wiercącego [m]
k
G
– współczynnik świdra gryzowego zależny od twardości skał [–],
k
G
wynosi [0,0791÷0,275]
k
G
=0,2[-]
Otwór pilotowy:
N
s0
= 0,2 ∙ 25000
1,5
∙ 0,2508
2,5
∙ 1,5 = 37355,1[W]
Zatem podsumowując maksymalne wartości poszczególnych składników:
N = 263050+ 80815,1 + 37355,1 = 381220,2 [W]
Wybrane urządzenie jest zatem odpowiednie do tego przewiertu.
Obliczenia:
Dane:
Średnica rury: D
R
736 mm
Długość przewiertu: L
300 m
Maksymalny wydatek pompy: Q
max
1016 l/min
k dla poszerzeń
0,9
K dla pilotowego i instalacji
0,95
1. Obliczenie Średnicy poszerzeń
Średnica końcowa otworu:
D
k
= (1,4 – 2,0)·D
R
D
k
= 1,5·736 mm = 1104 mm → (z tabeli) 1067 mm (42”)
Zakładam 17 poszerzeń
Średnica otworu pilotowego:
k
D
n
n
D
1
1
0
0
D
mm
5
,
251
1067
1
17
1
17
→ (z tabeli) 250,8 mm (9
7
/
8
”)
Średnicę poszerzeń liczmy ze wzoru:
0
1 D
i
D
i
Średnica 1 poszerzenia:
1
D =
mm
7
,
354
8
,
250
2
→ (z tabeli) 356 mm (14”)
Średnica 2 poszerzenia:
2
D =
mm
4
,
434
8
,
250
3
→ (z tabeli) 457 mm (18”)
Średnica 3 poszerzenia:
3
D =
mm
6
,
501
8
,
250
4
→ (z tabeli) 508 mm (20”)
Średnica 4 poszerzenia:
4
D =
mm
8
,
560
8
,
250
5
→ (z tabeli) 559 mm (22”)
Średnica 5 poszerzenia:
5
D =
mm
3
,
614
8
,
250
6
→ (z tabeli) 610 mm (24”)
Średnica 6 poszerzenia:
6
D =
mm
6
,
663
8
,
250
7
→ (z tabeli) 660 mm (26”)
Średnica 7 poszerzenia:
7
D =
mm
4
,
709
8
,
250
8
→ (z tabeli) 711 mm (28”)
Średnica 8 poszerzenia:
8
D =
mm
4
,
752
8
,
250
9
→ (z tabeli) 762 mm (30”)
Średnica 9 poszerzenia:
9
D =
mm
1
,
793
8
,
250
10
→ (z tabeli) 813 mm (32”)
Średnica 10 poszerzenia:
10
D =
mm
1
,
831
8
,
250
11
→ (z tabeli) 864 mm (34”)
Średnica 11 poszerzenia:
11
D
mm
8
,
868
8
,
250
12
→ (z tabeli) 914 mm (36”)
Średnica 12 poszerzenia:
12
D
mm
3
,
904
8
,
250
13
→ (z tabeli) brak poszerzacza
Średnica 13 poszerzenia:
13
D
mm
41
,
938
8
,
250
14
→ (z tabeli) brak poszerzacza
Średnica 14 poszerzenia:
14
D
mm
34
,
971
8
,
250
15
→ (z tabeli) brak poszerzacza
Średnica 15 poszerzenia:
15
D
mm
2
,
1003
8
,
250
16
→ (z tabeli) brak poszerzacza
Średnica 16 poszerzenia:
16
D
mm
1
,
1034
8
,
250
17
→ (z tabeli) brak poszerzacza
Średnica 17 poszerzenia:
17
D
mm
1064
8
,
250
18
→ (z tabeli) 1067 mm (42”) średnica końcowa
Z założonych 17 poszerzeń wybieram 6 ze względu na zbyt duże koszty
przewiertu i nieopłacalność inwestycji.
Pominięcie poszerzeń umożliwia mi
zastosowanie odpowiedniego narzędzia wiercącego oraz odpowiednio wydajnej pompy
płuczkowej.
Faza przewiertu
Średnice [mm]
Średnica [”]
Pilot= średnica świdra
250,8
9
7
/
8
Poszerzenie 1
457
18
Poszerzenie 2
559
22
Poszerzenie 3
660
26
Poszerzenie 4
864
34
Poszerzenie 5
914
36
Poszerzenie 6 (Faza
końcowa D
k
)
1067
42
2. Objętość płuczki:
Otwór pilotowy:
- objętość jednostkowa płuczki:
mb
m
D
V
pł
3
2
0
198
,
0
4
1
4
0
- prędkość pracy:
min
54
,
1
198
,
0
016
,
1
3
,
0
)
5
,
0
2
,
0
(
0
max
0
m
V
Q
pł
w
- ilość płuczki na bieżący etap:
3
0
32
,
56
95
,
0
54
,
1
300
016
,
1
3
,
0
m
k
L
Q
V
w
n
1 poszerzenie:
- objętość jednostkowa płuczki:
mb
m
D
D
V
pł
3
2
2
1
1
0
46
,
0
4
1
)
(
4
0
- prędkość pracy:
- ilość płuczki na bieżący etap:
3
1
0
8
,
123
9
,
0
11
,
1
300
016
,
1
5
,
0
m
k
L
Q
V
w
n
min
11
,
1
19
,
0
067
,
1
5
,
0
)
0
,
1
4
,
0
(
1
0
max
1
0
m
V
Q
pł
w
2 poszerzenie:
- objętość jednostkowa płuczki:
mb
m
D
D
V
pł
3
2
1
2
2
2
1
33
,
0
4
1
)
(
4
- prędkość pracy:
min
15
,
1
33
,
0
016
,
1
4
,
0
)
0
,
1
4
,
0
(
2
1
max
2
1
m
V
Q
pł
w
- ilość płuczki na bieżący etap:
3
2
1
9
,
87
9
,
0
15
,
1
300
016
,
1
4
,
0
m
k
L
Q
V
w
n
3 poszerzenie:
- objętość jednostkowa płuczki:
mb
m
D
D
V
pł
3
2
2
2
3
3
2
39
,
0
4
1
)
(
4
- prędkość pracy:
min
05
,
1
39
,
0
016
,
1
4
,
0
)
0
,
1
4
,
0
(
3
2
max
3
2
m
V
Q
pł
w
- ilość płuczki na bieżący etap:
3
3
2
4
,
104
9
,
0
05
,
1
300
016
,
1
4
,
0
m
k
L
Q
V
w
n
4 poszerzenie:
- objętość jednostkowa płuczki:
mb
m
D
D
V
pł
3
2
3
2
4
4
3
98
,
0
4
1
)
(
4
- prędkość pracy:
min
42
,
0
98
,
0
016
,
1
4
,
0
)
0
,
1
4
,
0
(
4
3
max
4
3
m
V
Q
pł
w
- ilość płuczki na bieżący etap:
3
4
3
7
,
263
9
,
0
42
,
0
300
016
,
1
4
,
0
m
k
L
Q
V
w
n
5 poszerzenie:
- objętość jednostkowa płuczki:
mb
m
D
D
V
pł
3
2
4
2
5
5
4
28
,
0
4
1
)
(
4
- prędkość pracy:
min
46
,
1
28
,
0
016
,
1
4
,
0
)
0
,
1
4
,
0
(
5
4
max
5
4
m
V
Q
pł
w
- ilość płuczki na bieżący etap:
3
5
4
4
,
75
9
,
0
46
,
1
300
016
,
1
4
,
0
m
k
L
Q
V
w
n
6 poszerzenie (instalacja rurociągu):
- objętość jednostkowa płuczki:
mb
m
D
D
V
pł
3
2
5
2
6
6
5
48
,
0
2
1
)
(
4
- prędkość pracy:
min
85
,
0
48
,
0
016
,
1
4
,
0
)
0
,
1
4
,
0
(
6
5
max
6
5
m
V
Q
pł
w
- ilość płuczki na bieżący etap:
3
6
5
7
,
135
95
,
0
85
,
0
300
016
,
1
4
,
0
m
k
L
Q
V
w
n
Całkowita objętość płuczki bez recyklingu:
3
22
,
847
7
,
135
4
,
75
7
,
263
43
,
104
9
,
87
8
,
123
32
,
56
m
V
płł
Średnica wiercenia d[m]
V
pł
[
𝒎
𝟑
𝒎𝒃
]
V
w
[
𝒎
𝒎𝒊𝒏
]
Vpł
c
[m
3
]
D
0
0,2508
0,198
1,54
56,32
D
1
0,457
0,46
1,11
123,80
D
2
0,559
0,33
1,25
87,90
D
3
0,660
0,39
1,05
104,40
D
4
0,864
0,98
0,42
263,70
D
5
0,914
0,28
1,46
75,40
D
6
1,067
0,48
0,85
135,70
Suma:
847,22m
3
Masa płuczki (dla płuczki bez recyklingu):
Do sporządzenia płuczki zostanie użyty bentonit. Przyjmuję 10[kg] dla 1m
3
płuczki.
Masa suchego bentonitu:
]
[
10 kg
V
M
pł
SB
]
[
2
,
8472
10
22
,
847
kg
M
SB
Masa suchego bentonitu potrzebnego do sporządzenia 847,22m
3
płuczki wynosi
8472,2kg.
Przyjmując gęstość płuczki:
ρ
pł
= 1025 [
𝑘𝑔
𝑚
3
],
wyliczam masę:
𝑚
𝑝ł𝑏𝑒𝑧𝑟𝑒𝑐𝑦𝑘𝑙𝑖𝑛𝑔𝑢
= 𝜌
𝑝ł
∙ 𝑉
𝑝ł𝑐𝑎ł
= 1025 ∙ 847,22 = 868400,5[𝑘𝑔] = 868,5 [𝑡]
Objętość płuczki z recyklingiem:
]
[
4
3
2
m
f
L
D
V
k
k
pł
]
[
38
,
402
5
,
1
300
067
,
1
4
3
2
m
V
pł
Masa płuczki (dla płuczki z recyklingiem):
Masa suchego bentonitu:
]
[
10 kg
V
M
pł
SB
]
[
8
,
4023
10
38
,
402
kg
M
SB
Masa suchego bentonitu potrzebnego do sporządzenia 402,38m
3
płuczki wynosi
4023,8kg.
Przyjmując gęstość płuczki:
ρ
pł
= 1025 [
𝑘𝑔
𝑚
3
],
wyliczam masę:
𝑚
𝑝ł𝑧𝑟𝑒𝑐𝑦𝑘𝑙𝑖𝑛𝑔𝑖𝑒𝑚
= 𝜌
𝑝ł
∙ 𝑉
𝑝ł 𝑟𝑧𝑒𝑐𝑧
= 1025 ∙ 402,38 = 412438,5 [𝑘𝑔] = 412,44[𝑡]

Kosztorys
Koszt projektu – 15 000zł,
Koszt badań geologicznych – 6 000zł,
Koszt badań geofizycznych – 6 000zł,
Koszt testów laboratoryjnych – 5 000zł,
Koszt wody do sporządzenia płuczki wiertniczej – 1 250zł,
Koszt bentonitu do sporządzenia płuczki wiertniczej - 3 850zł,
Koszt przewiertu horyzontalnego – 700 000zł,
Koszt rur stalowych o średnicy 736mm – 250 000zł,
Koszt transportu – 15 000zł,
Koszt montażu i demontażu wiertnicy – 14 000zł,
Koszt serwisu pomiarowego – 20 000zł,
Koszt utylizacji zużytej płuczki wiertniczej – 13 000zł,
Koszt odbioru technicznego – 10 000zł.
Wynajem recyklingu – 4000 zł
Całkowity koszt inwestycji
1’063’100 zł
Podsumowanie
Całość prac w ramach powyższego projektu łącznie z przewiertem, montażem
i demontażem wiertnicy, ustawieniem się, a następnie złożeniem serwisu płuczkowego
(zbiorniki na płuczkę, system oczyszczania płuczki, pompy oraz obsługa) i serwisu
kierunkowego trwała od 12.09.2011r. do 2.11.2011r.
Wiercenie na odcinku 300 [m] wykonano maszyną American Augers DD100B o
maksymalnej sile uciągu 45[ton] i maksymalnej wydajności pompy płuczkowej 1016 [l/min].
Rura przewodowa o średnicy 736 [mm] wykonana jest ze stali.
Prace zostały wykonane fachowo i zostały zwieńczone sukcesem. Prace zostały wykonane w
czasie objętym umową, postępowały zgodnie z dokumentacją techniczną i harmonogramem
robót.
Literatura
Wiśniowski R., Ziaja J.: Projektowanie wielkogabarytowych horyzontalnych
przewiertów sterowanych.
Rocznik AGH Wiertnictwo Nafta Gaz, t. 24/1, 2007
Wiśniowski R., Ziaja J, Gościński Ł.: Dobór narzędzi wiercących stosowanych w
sterowanych przewiertach horyzontalnych w oparciu o program komputerowy
„Horizon”
Rocznik AGH Wiertnictwo Nafta Gaz, t. 24/1, 2007
Wiśniowski R., Stryczek S. : Projektowanie trajektorii horyzontalnego przewiertu
sterowanego.
Rocznik AGH Wiertnictwo Nafta Gaz, t. 24/2, 2007
Wiśniowski R., Ziaja J.: Dobór parametrów mechanicznych urządzeń wiertniczych
stosowanych w technologiach HDD.
Rocznik AGH Wiertnictwo Nafta Gaz, t. 23/1,
2006
Wiśniowski R., Ziaja J.:
Przegląd narzędzi wiercących stosownych do wykonywania
horyzontalnych przewiertów sterowanych. Rocznik AGH Wiertnictwo Nafta Gaz, t.
22/1, 2005
Ziaja J., Baniak K. :Analiza techniczna technologii wykonywania przewiertu
horyzontalnego pod rzeką Usziwicą w Brzesku Okocim. Rocznik AGH Wiertnictwo
Nafta Gaz, t. 22/1, 2005
Ziaja J: Zasady projektowania HDD wg. DCA
http://www.nawitel.pl/index.php/pDocId/9/pCmd/1/pMenuId/5
(stan na 19,01,2012r)
http://74.208.148.4/en/resources/equipmentlibrary/viewmodel.php?id=81
(stan na 19,01,2012r)
Wyszukiwarka
Podobne podstrony:
Przkrocznie rzeki i terenów zielonych
Przekroczenie terenów zielonych i rzeki poprawiony
Przekroczenie terenów zielonych i rzeki 2
Funkcje terenow zielonych w mieście
instrukcja bhp przy zakladaniu i konserwacji zieleni i terenow zielonych
Tomaszewicz,projektowanie urbanistyczne, klasyfikacja terenów zielonych
Opis zawodu Ogrodnik terenów zielonych, Opis-stanowiska-pracy-DOC
Funkcje terenow zielonych w mieście
SST KSZTALTOWANIE TERENOW ZIELONYCH
Funkcje terenow zielonych w mieście
Projekt melioracji użytków zielonych doliny rzeki
ROŚLINY ZAWSZE ZIELONE
ROZRÓD Badanie terenowe i laboratoryjne mleka
ZielonySkarbiec
więcej podobnych podstron