1
1. Kierunki rozwoju technologii bezubytkowej 29.02.2012
Informacje:
Zaliczenie: 3 wykłady razem po 4 pytania na 1 kartce od każdego
Hasła:
Automaty komórkowe (cellular automata)
Metody badań nieniszczących
Anizotropia materiałów/wyrobów
Wzrost dendrytów
1.1. Tolerancja uszkodzeń w projektowaniu i eksploatacji wyrobów odlewanych
Klasyfikacja materiałów konstrukcyjnych (podstawowy podział):
Wiązania metaliczne
Ceramika o wiązaniu kowalencyjnym albo jonowym
Polimery (wiązania kowalencyjne i Van der Waalsa)
METALE
ŻELAZNE
STAL
STALIWO
ŻELIWO
NIEŻELAZNE
LEKKIE
ALUMINIUM
MAGNEZ
CIĘŻKIE
MIEDŹ
CYNK
CYNA

2
2. Kierunki rozwoju technologii bezubytkowej 05.03.2012
Walenty Jasiński – Wykłady z materiałoznawstwa
www.zmio.zat.edu.pl/Tworzywa_metaliczne/03
2.1. Pojęcia
Konwersja materiałowa – poszukiwanie zastępczych materiałów
Żeliwo ADI – struktura – grafit kulkowy, osnowa bainityczna (po obróbce cieplnej), austenit szczątkowy przyczyną
utrudnienia rozchodzenia się fal dźwiękowych
Grafit – właściwości smarujące, większa odporność na zacieranie żeliw. Większa wytrzymałość zmęczeniowa żeliwa
– mikropęknięcia kończą się napotykając na grafit kulkowy (tłumienie drgań, redukcja hałasu)
K
IC
[N/m
3/2
]
ΔK
IH
[N/m
3/2
] – oba to współczynniki na odporność na pękanie
Eutektyka fosforowa – poprawia lejność
Modyfikowanie żeliw (grafit płatkowy sferoidalny): magnez, cer
Właściwości żeliwa szarego:
Dobra lejność
Mały skurcz
Odporność na ?
Żeliwo sferoidalne:
Modyfikowanie z żeliwa szarego
Sferoidyzacja (Mg, Ce)
Siarka utrudnia pozbycie się zanieczyszczeń (drobnodyspersyjne wydzielenia tlenków siarki
DROSS
ADI: Rm 800 do 1400 Mpa Sfero: Rm 700 do 900 MPa
A
5
=8,1%
Żeliwo ADI – grube odlewy trudne do otrzymania, różne struktury na zewnątrz i w środku
ATAS
Przegrzane żeliwo – niszczenie zarodków grafitu
Stabilność procesu i składu
Czynniki wpływające na jakość:
Skład chemiczny
Materiał wsadowy (wolny węgiel)
Grafit kulkowy tworzy szczelną strukturę dendrytów austenitu
Prawo Ficka: przepływ = różnica gradientów/opór przepływu
Grafity:
Spicky
Exploted all 3: nieszczelność otoczenia austenitycznego powoduje kontakt z cieczą i wzrost sferoidalnych ziaren
grafitu i ich deformację
Chunky
2,5 do 3 % - wzrost grafitu przy krystalizacji
Ostatni etap krystalizacji – puchnięcie, siły wewnętrzne (sztywność formy)
C
E
(równoważnik węglowy): węgiel + 1/3 krzemu
3
3. Kierunki rozwoju technologii bezubytkowej 13.03.2012
3.1. Pojęcia
Konwersja materiałowa – poszukiwanie nowych materiałów zastępczych.
Współczynniki bezpieczeństwa zależne od eksploatacji, obszaru zastosowań.
ZABIELENIE ZWROTNE
SIARKI 0,02% w składzie żeliwa do sferoidazji
PIERWIASTKI
+
-
Al., C, Si, Ti, Ni, Cu, P, Co, Zr, Nb, W, Mn, Mo, Cr ,V, S, Mg, Ce, Te, B
Stale austenityczne – nie są ferromagnetykami, nie koroduje.
Mg i Ce – sferoidyzacja grafitu
Dla żeliw zawartość chromu do 0,2%.
Metoda oznaczania składu chemicznego – metoda spektralna
Ziarenkowanie (oznaczanie zasadowości, kwasowości)
Wyiskrzenie, pojemnik z argonem, badanie widma
Odlewanie małych plasterków (40 mm średnicy, grubość do 5 mm), kokile miedziane otrzymanie żeliwa białego
Magnez dodawany w postaci FeSiMg (Mg 6-8%)
Na 1 tonę wsadu: 13-14 kg
W żeliwie: 0,01%S, 40-60 ppm
Zbyt duża zawartość magnezu (ma właściwości silnie węglikotwórcze) niestabilność i powstawanie porowatości
skurczowych.
ATAS – sieci neuronowe, wprowadzenie informacji na temat stopu, uczenie sieci.
Odlewanie klinów: im większa wysokość zabielenia tym większa zdolność do tworzenia porowatości (brak grafitu do
kompensacji skurczu).
Postmodyfikacja – dodawanie modyfikatorów do strugi przy zalewaniu (rozpylenie pyłu)
Wpływ temperatury kadzi na stabilność procesu.
Analiza offline:
Udział człowieka
Kontrola braków
Analiza krzywych stygnięcia
Próbnik do badania zawartości tlenu
grafityzujące
węglikotwórcze
4
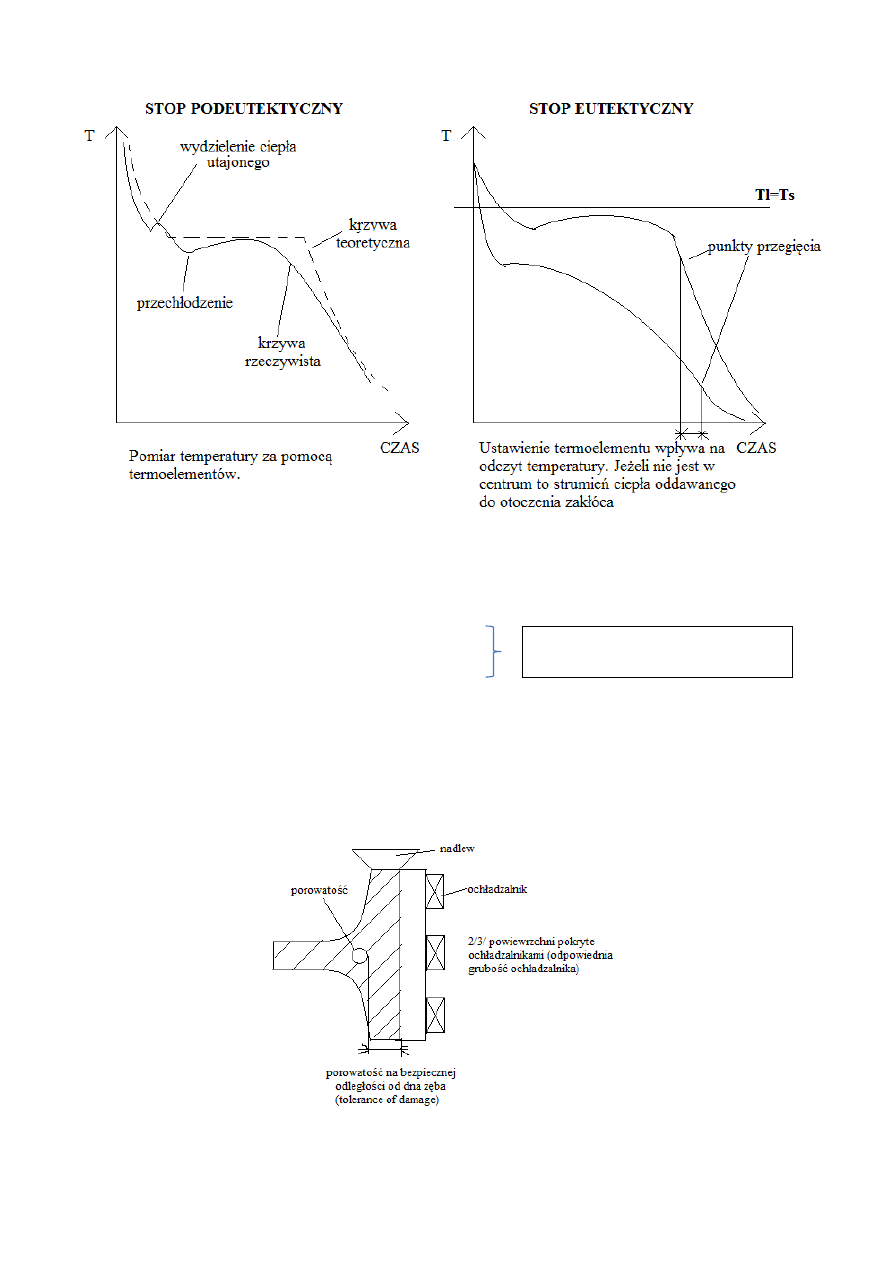
3.2. Krzywa krzepnięcia
3.3. Wykorzystywanie symulacji do walidacji
Jeśli uda się w symulacji uzyskać pomiarowy czas, to potem trzeba to odnieść do pomiaru w środku.
Żeliwo sferoidalne – dyfuzja (krzepnięcie objętościowe)
Żeliwo szare – krzepnięcie warstwowe
Narastanie frontu nie wiąże się z fazą zakrzepłą.
Stopy eutektyczne krzepną w objętości (żeliwo sferoidalne)
Kompensacja skurczu, górna penetracja z nadlewu do odlewu.
3.4. Zmienna struktura w głąb odlewu (ochładzalniki)
Poszukiwanie wytężenia na granicy wytrzymałości.
Takie same czasy krzepnięcia różny
mechanizm krystalizacji!
5
Zróżnicowanie i przenikanie się struktur.
Temp. 1550ºC – szkodliwa dla żeliwa, węgiel atomowy redukuje SiO
2
, krzem wchodzi do kąpieli, tlen ulatuje do
atmosfery.
Dyskretyzacja obszaru stało-ciekłego
Zagęszczenie obszaru obserwacji (siatki MES) w celu dokładniejszej obserwacji zmian w obszarze likwidus-solidus.
Automaty komórkowe (CA – cellular automata)
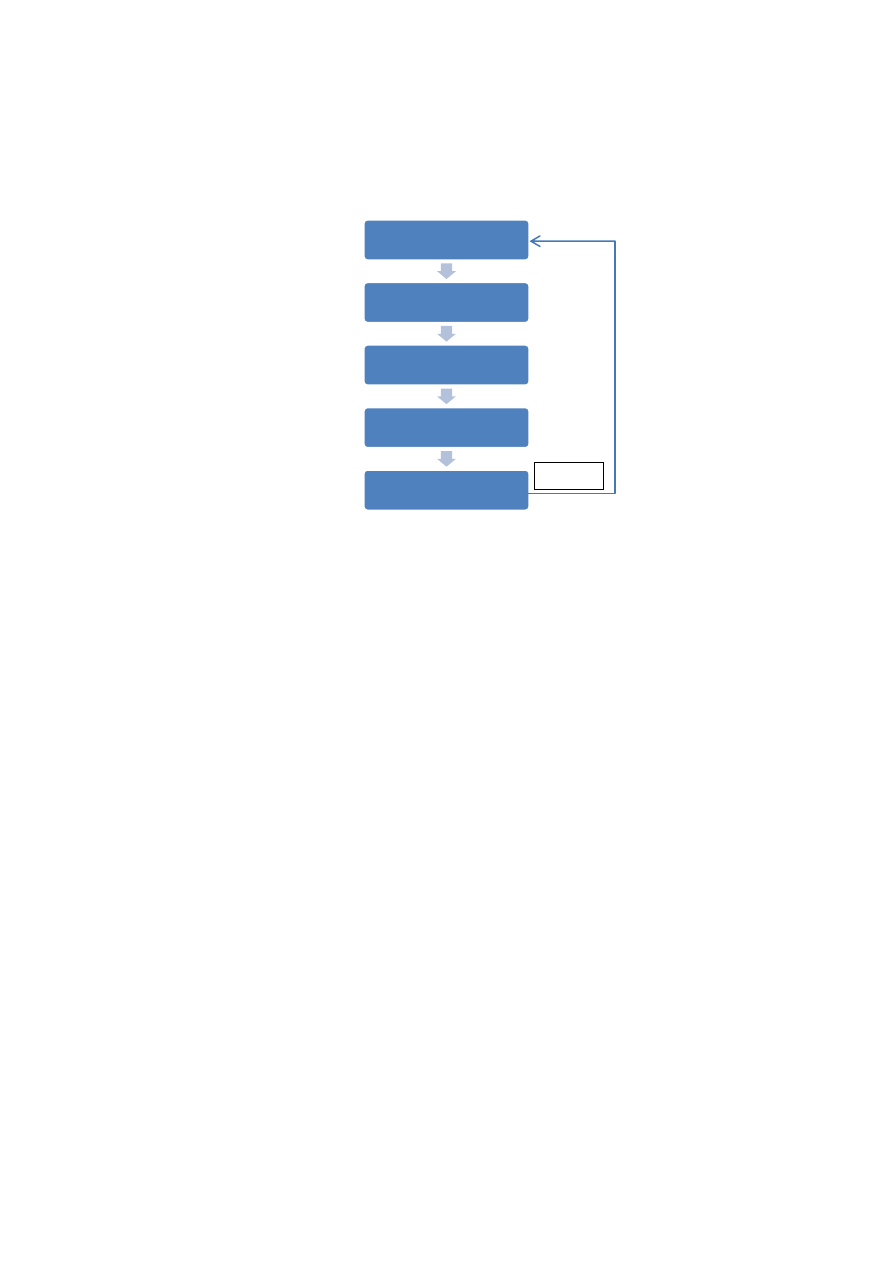
3.5. Baza danych, Dane Materiałowe - MES
Konwersja pliku i impact do innego środowiska powoduje powstanie błędów, które często są trudne/niemożliwe do
skorygowania.
STL – siatka trójkątów
DAS – Dendrite ARM spacing – odległość między ramionami dendrytów (nacisk kładziony na strukturę
pierwotną)rozdrobnienie dotyczy jednego ziarna
Mikroskop skaningowy – chłodzenie ciekłym azotem
MES, MRS, MEB – metoda elementów brzegowych
Dyskretyzacja przestrzenna czasowa pozwala rozwiązywać równanie nieliniowe.
Zalewanie syfonowe najkorzystniejsze (brak turbulencji, brak erozji formy)
Warunek brzegowy (przepływ ciepła):
- temperatura (I rodzaju)
- strumień (II rodzaju)
Strefa dross – wtrącenie niemetaliczne, wypływa z grubych odlewów
Badania ultradźwiękowe pozwalają określić wadi i ich położenie w odlewie. Dross dotyczy grubych odlewów. W
cienkich ściankach dross jest oznaczony pomiędzy ziarnami.
Geometria Modelowanie
Siatkowanie
Parametry symulacyjne
Wyniki
Korekta
TAK

6
4. Kierunki rozwoju technologii bezubytkowej 14.03.2012
Modelowanie i symulacja powstawania mikrostruktury odlewów ze stopów Al-Si z zastosowaniem automatów
komórkowych
Odlew z gradientem właściwości strukturalnych i mechanicznych
Formuły empiryczne:
1. Równanie Halla-Petcha:
R
m
= R
m os
+ K
1
d
α
– im większe ziarno, tym gorsze właściwości mechaniczne, uwzględnia tylko osnowę
odlewu
Ferryt (2*10
-11
% węgla)
2. Równanie Marcrotta
R
m
= R
m os
+ K
1
d
α
-0,5
+ K
2
*g(albo ro nie wiem)
-0,
4.1. Wprowadzenie – właściwości mechaniczne odlewów
W zasadzie wszystkie odlewy charakteryzują się gradientem parametrów struktury na przekroju, co wiąże się
ze zróżnicowaniem ich lokalnych właściwości mechanicznych.
Dla odlewu wykonanego z określonego gatunku stopu, o znanej jakości metalurgicznej, o rozkładzie
przetrzennym tych właściwości decydują warunki krzepnięcia wynikające z konfiguracji i masywności odlewu oraz z
uwarunkowań technologii formy. A zwłaszcza ze zróżnicowania materiałów formy, np. rodzaju masy formierskiej,
obecności ochładzalników.
Rys. Grubość ścianki odlewu
1. Równanie
a. Halla Petcha
b. Badania zespołu CAD/CAE
2. Równanie zmodyfikowane przez Marcrotta
Rys. dwa rysunku
4.2. Wirtualizacja – modelowanie + symulacja
Wirtualizacja procesu krystalizacji odlewów:
o
Wymaga złożonych modeli (sprzężenie wiodących zjawisk fizykochemicznych), z powstawaniem
warunku ich rozwiązłości i efektywności oraz praktycznej przydatności.
Modelowanie procesu:
o Identyfikacja mechanizmu tych zjawisk,
o
Ujęcie zjawisk w postaci zapisu matematyczno-fizycznego, dopasowanego do przebiegu procesu czyli
określonych
warunków
geometrycznych,
termofizycznych,
początkowych,
brzegowych,
rozwiązywalnego metodami numerycznymi (znacząco mniejsza liczba uproszczeń),
Modelowanie „twarde” (hard modelling) na bazie równań różniczkowych i praw fizycznych,
Modelowanie „miękkie” (soft modelling) – zależności empiryczne wynikające np. z analiz statystycznych,
w tym analizy wielowymiarowej oraz meto ANW (sieci neuronowe),
Modelowanie z uwzględnieniem zjawisk na poziomie makro i mikroskopowym (dla obiektów rzeczywistych),
Modelowanie na poziomie nano (dla obszarów wydzielonych o objętości rzędu 10
6
mm
3
),
………
4.3. Sprzężenia w modelu krystalizacji – zastosowanie FEM i CA
Równanie Fouriera-Kirchhoffa
4.4. Rozkład gęstości zarodków
Rys.

7
4.5. Model krystalizacji – model zarodkowania + model wzrostu
4.6. Zagadnienia modelowania multifizycznego
Przepływ cieczy (wypełnienie),
Proces wymiany ciepła,
Proces krystalizacji (powstawanie struktury krystalicznej)
Naprężenia, odkształcenia, deformacja,
Zjawiska wywołane polem elektromagnetycznym,
4.7. Specjalizowanie multifizyczne systemy symulacyjne
(przykłady systemów do aplikacji w przemyśle – w technologiach materiałowych)
Dla odlewnictwa
ProCast
MAGMASOFT
NovaFlow&Solid
CALCASOFT
Dla obróbki plastycznej
PAM-STEMP
FORGE
DEFORM
MSC.MARC MENTAT
Dla tworzyw sztucznych
MOLDFLOW
PAM-FORM
Dla spawalnictwa
SYSWELD
8
5. Kierunki rozwoju technologii bezubytkowej 21.03.2012
5.1. Specjalne metody odlewania:
- odlewanie ciśnieniowe
Żywica furanowa (alkohol furylany) do mas formierskich
Bentonit (8-12% w masie) – dodatek do masy formierskiej (piasek)
Żywica (1% w masie) – dodatek do masy formierskiej (piasek)
Żywica – właściwość drugorzędna wyższe w porównaniu z formami wilgotnymi. Gdy zawartość alkoholu furylowego
spada trzeba dodać więcej żywicy, żeby uzyskać takie same właściwości.
5.2. Odlewanie ciśnieniowe (stopy nieżalazne)
Gorącokomorowe (455ºC w dół stopy cynku w dół)
Ciśnienie może dochodzić do 100 MPa
Odlewy cienkościenne
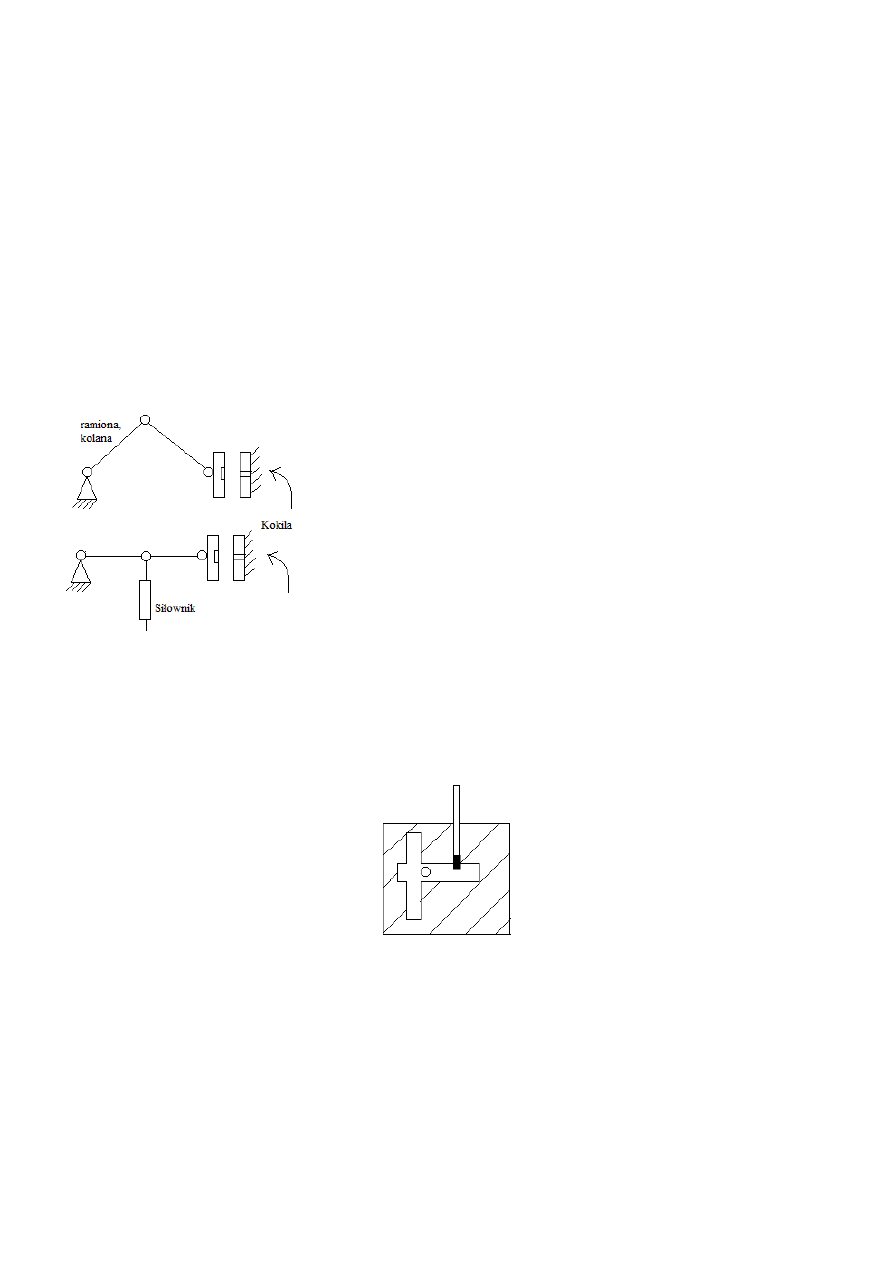
System kolanowy – system cięgien, które w fazie zwarcia
Kolana się prostują i blokują kokilę!
8%-12% dodaje się bentonitu do materiału ziarnistego suchego (płukanego)
1% żywicy do masy
Tłok, cylinder – stale do pracy na gorąco nie wytrzymały przy aluminium (za
wysokie temperatury)
Dla stali – solidus 1450ºC
Niskostopowej
Chińskie pismo – wtrącenia żelaza w stopach aluminium
Stopy aluminium traci się NaOH
Stal mogłaby się rozpuszczać powoli ~ gorącej komorze (niebezpieczeństwo)
- wprowadzenie metalu do układu wlewego
- wypełnienie wnęki formy (system próżniowy)
- okres multiplikacji ciśnienia (akumulator ciśnienia)
Zimnokomorowe
5.3. Odlewanie tiksotropowe (w stanie stało-ciekłym)
Squeeze casting – lokalnie, nie w całej objętości
Lokalny squeeze casting, zasilenie węzła cieplnego ważny jest odpowiedni moment wykonania prasowania
Wytworzenie wlewków o strukturze reocast (odlewanie ciągłe)
Podgrzewanie (przejście całej eutektyki w stan ciekły, sferycznych kształt fazy ciekłej, udział fazy stałej
poniżej 50%)
Przyłożone ciśnienie pozostaje upłynnienie i wypełnienie wnęki formy metalem w stanie ciekło-stałym
Wyroby:
- elementy do zamocowania podzespołów do silnika
- element tylnego zawieszenia
5.4. Krzepnięcie kierunkowe (odlewanie precyzyjne)
Łopatki turbin do silników turboodrzutowych
(superstopy na bazie niklu, kobaltu)
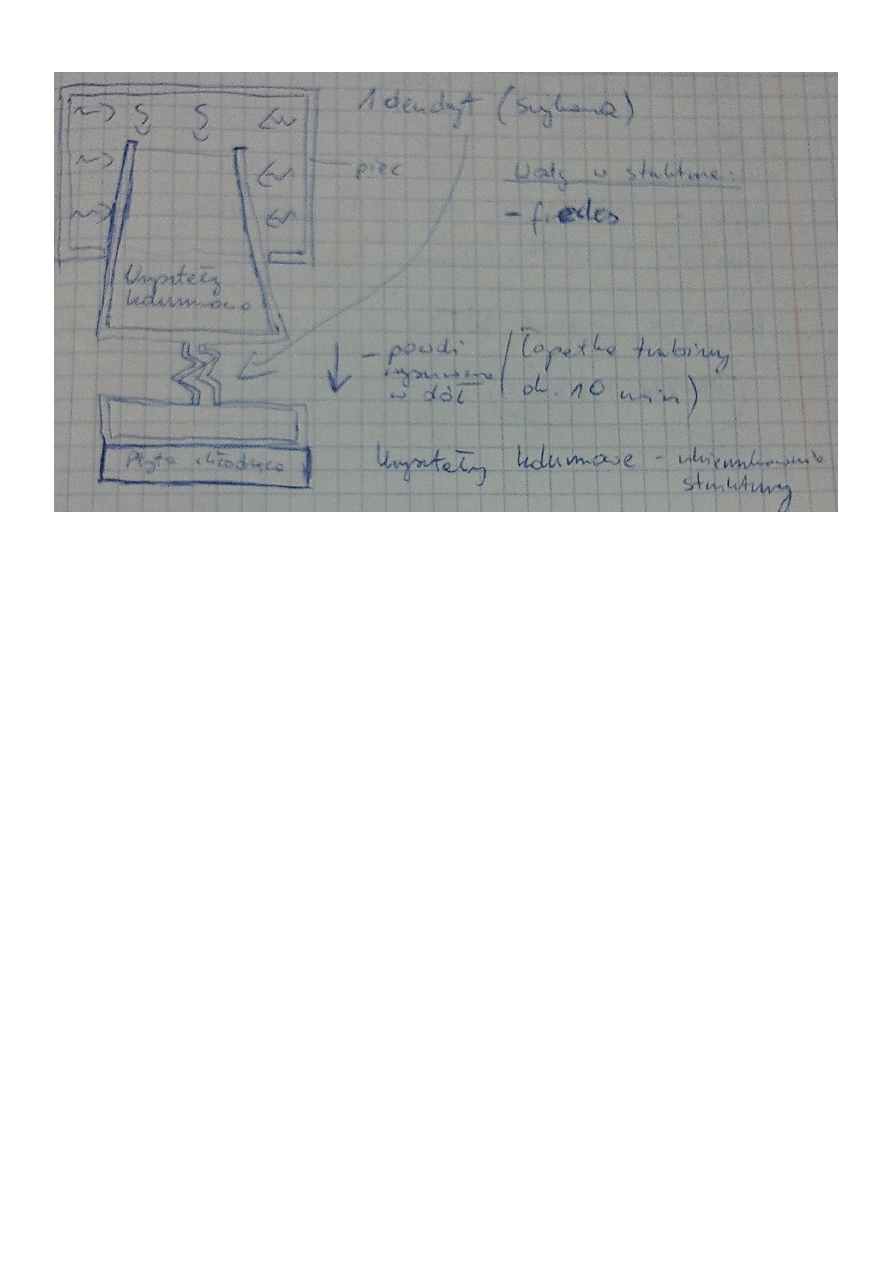
9
Formy ceramiczne (tak jak w wytopionych modelach) nie mają dna jest tam ochładzalnik
Pomiar tekstury: głowica goniometryczna, figura bienowa
5.5. Nieniszczące badania materiałów
Phased array – badania ultradźwiękowe, głowica wieloelementowa, sterowanie elektroniczne
Magnez:
– sprzyja sferoidyzacji grafitu
- węglikotwórczy
Współczynnik k (segregacja)
K
O
= C
s
/C
k
Gdzie: C
s
– stężenie w stanie stałym, C
k
– stężenie w stanie ciekłym
SZYBKOŚĆ STYGNIĘCIA = GRADIENT –PRĘDKOŚĆ WYSUWANIA [K/S’]
Ultradźwięki: 4500(żeliwo) – 6000 m/s (staliwo)
Fraktografia – badania przełomu
Kruche pękanie:
K
I
= σ*(pi*a)
1/2
, gdzie K
I
to współczynnik odporności na kruche pękanie, a – głębokość szczeliny
Krytyczna wartość K
c
dla żeliw sferoidalnych mieści się w granicach 563-940N.mm
3/2
Normalne badanie UT
PNEN 12680-3
Wyszukiwarka
Podobne podstrony:
KRTB-odlewn-zagadnienia 2015, Studia Politechnika Poznańska, Semestr VIII (MiBM), Kierunki rozwoju t
Kierunki rozwoju technologii?zubytkowych folia
Kierunki rozwoju technologii współspalania
Kierunki rozwoju technologii?zubytkowych wtryskiwanie
Wyklad 2 Kierunki rozwoju techniki kotlowej
Wspolczesne Materialy Kompozytowe Wybrane Kierunki Rozwoju Nowych Technologi
rozwój technologii informatycznej w turystyce
Technologia Remediacji wykład część 1
technologie bioenergetyczne wykłady, Ochrona Środowiska, Technologie bioenergetyczne
Technologie informacyjne - wykład 2-4, AM SZCZECIN, Informatyka - Wykłady
Mleczarstwo - wykład nr 2, Nauka, Technologia mleczarska, Wykłady
Sprawozdanie nr 3 (3), sem II, Podstawy Technologii Okrętów - Wykład.Laboratorium, Laboratorium nr 3
Milczarek Dariuz Między Waszyngtonem a Brukselą – możliwe kierunki rozwoju po
Kierunki rozwoju hotelarstwa w Polsce(1), Hotelarstwo
Mao Tse tung, KIERUNEK ROZWOJU RUCHU MŁODZIEŻOWEGO
Technologia sciekw Wyklady-sciaga, do Szkoły, matura, praca mgr i podyplom., encyklopedie, ściągi, T
więcej podobnych podstron