
1
Materiałoznawstwo. Techniki wytwarzania.
BHP Sem. III
Opracował:
Mgr inż. Łukasz Posak

2
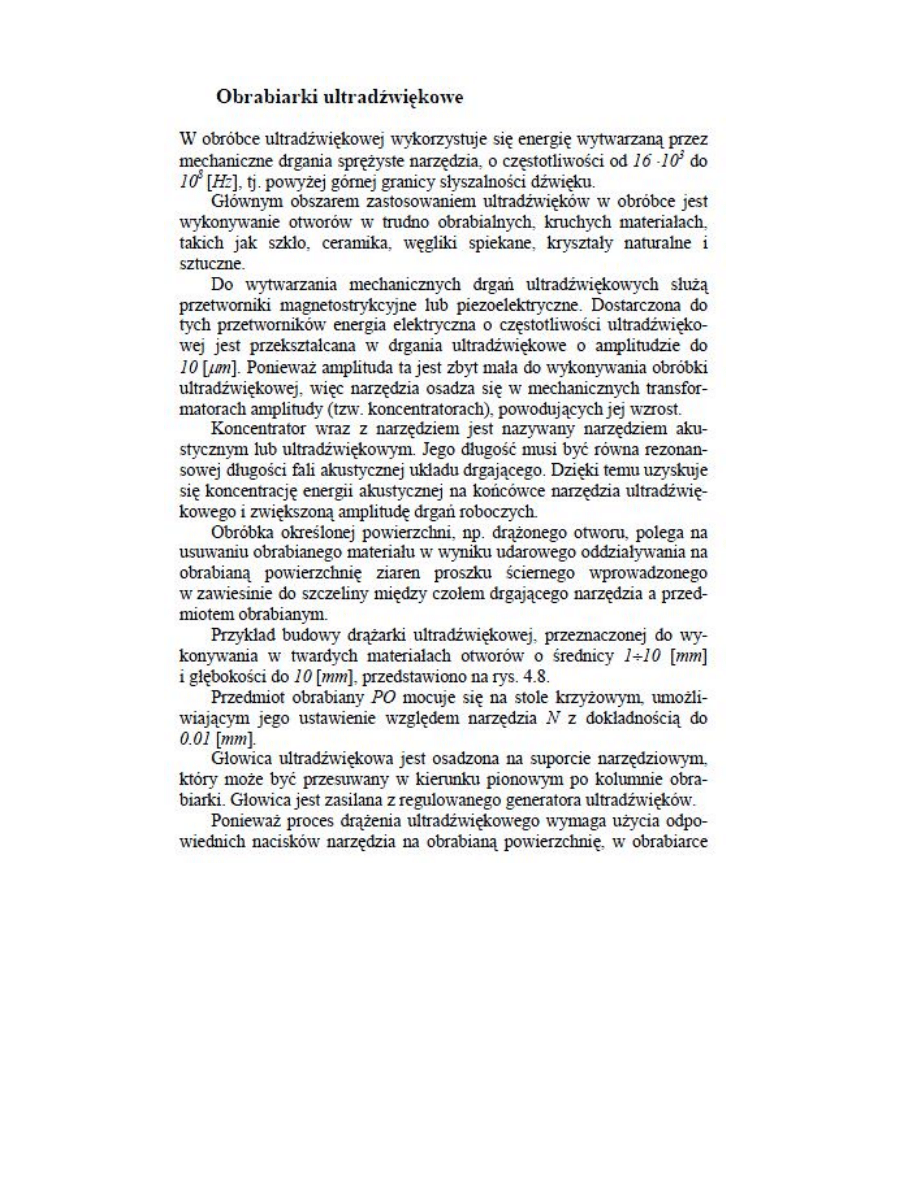
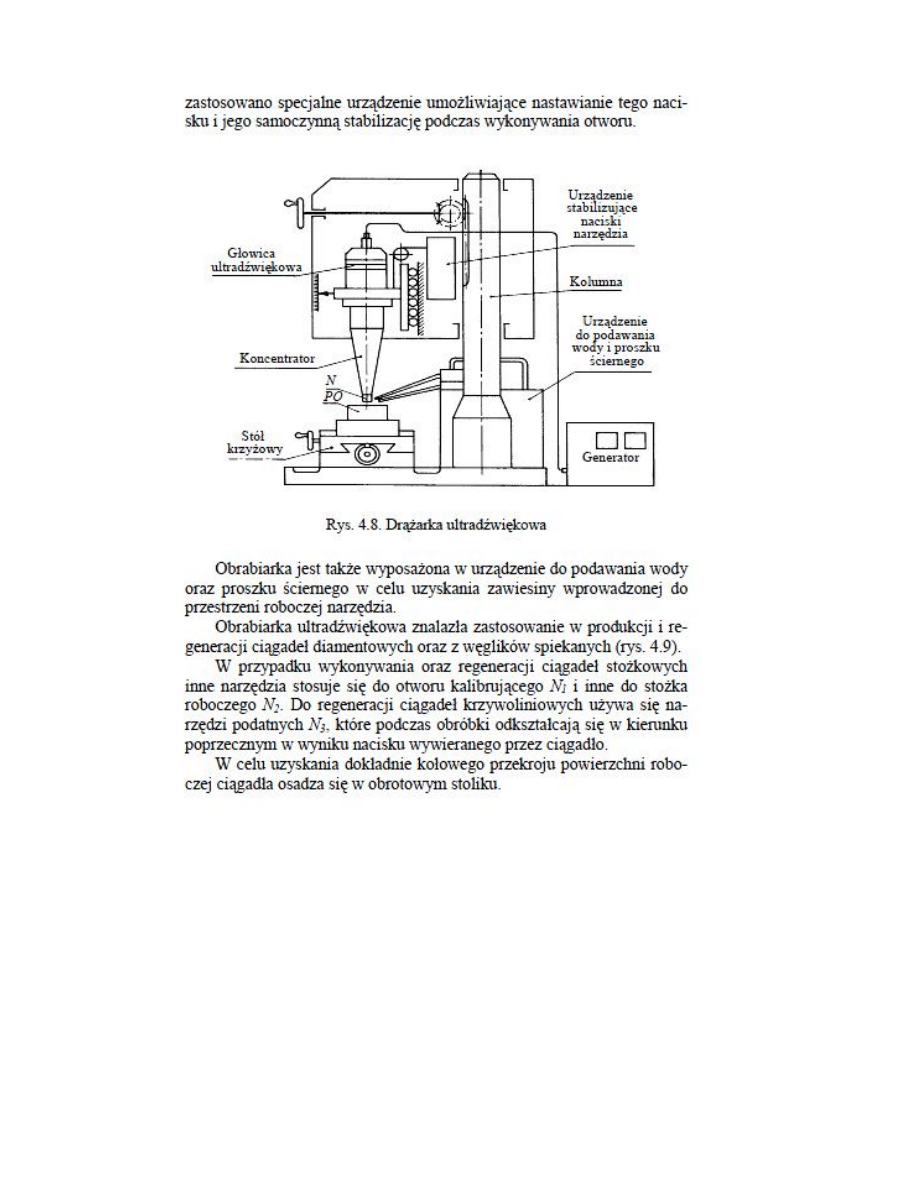
1. Obróbka ręczna i maszynowa
Podstawowe prace ślusarskie to: trasowanie, ścinanie, przecinanie, prostowanie, gięcie,
cięcie, piłowanie, wiercenie, gwintowanie, skrobanie, nitowanie oraz różne roboty
montażowe.
Trasowanie. Czynności związane z wyznaczaniem linii lub określonych miejsc na
obrabianym przedmiocie nazywamy trasowanie.
Do trasowania potrzebne są specjalne przedmioty i narzędzia jak: rysik, suwmiarka treserska,
znacznik, punktak, kątownik, środkownik., a przde wszystkim płyta traserska, na której
wykonuje się niemal wszystkie roboty traserskie.
Prostowanie i gięcie.
Prostuje się materiały i przedmioty które uległy zgnieceniu. Prostuje się blach, pręty,
płaskowniki kształtowniki, jak również przedmioty hartowane i odlewane.
Gięcie ma na celu nadanie wytwarzanym przedmiotom pożądanego kształtu i właściwych
wymiarów. Gięcie rur wymaga stosowania przyrządów. Przyrządami tymi są wzorniki oraz
przyrządy rolkowe w niektórych przypadkach stosowane są specjalne maszyny (giętarki
wrzecionowe i bezwrzecionowe). W zależności od wymiarów i właściwości materiałów rury
można wyginać na zimno lub na gorąco. Zwykle przed zginaniem rury wypełnia się piaskiem
co zabezpiecza je przed zgnieceniem.
Ścinanie, przecinanie wycinanie , przerzynanie i cięcie.
Do ręcznego ścinania i przecinania metali służą przecinaki. Do wycinania rowków służą
wycinaki.
(- przecinak – pręt ze stali hartowanej z jednej strony zaopatrzony w ostrze o kącie 35-80
o
)
Przecinanie wykonuje się narzędziem wieloostrzowym, zwanym piłom ręczną bądź
mechaniczną.. Robocza część piły nosi nazwę brzeszczotu. Materiały metalowe o dużych
przekrojach tnie się na piłach mechanicznych np.: piła ramowa.
Do cięcia blach używa się nożyc ręcznych, dźwigowych, krążkowych lub gilotynowych.
Rury tnie się za pomocą nożyc krążkowych do rur wyposażonych w trzy rolki tnące
Piłowanie.
Piłowanie odbywa się za pomocą pilnika i ma na celu usunięcie nadmiaru materiału
z obrabianego przedmiotu., aby nadać mu właściwy kształt i wymiary a powierzchnią –
określoną gładkość. Używane w ślusarstwie pilniki dzieli się na: zdzieraki, równiaki, gładziki
i jedwabniki., różniące się gęstościom nacięć i wysokością zębów.
Do piłowania mechanicznego służą maszyny zwane pilarkami wykonujące ruch obrotowy lub
posuwisto zwrotny z kompletem pilników maszynowych .
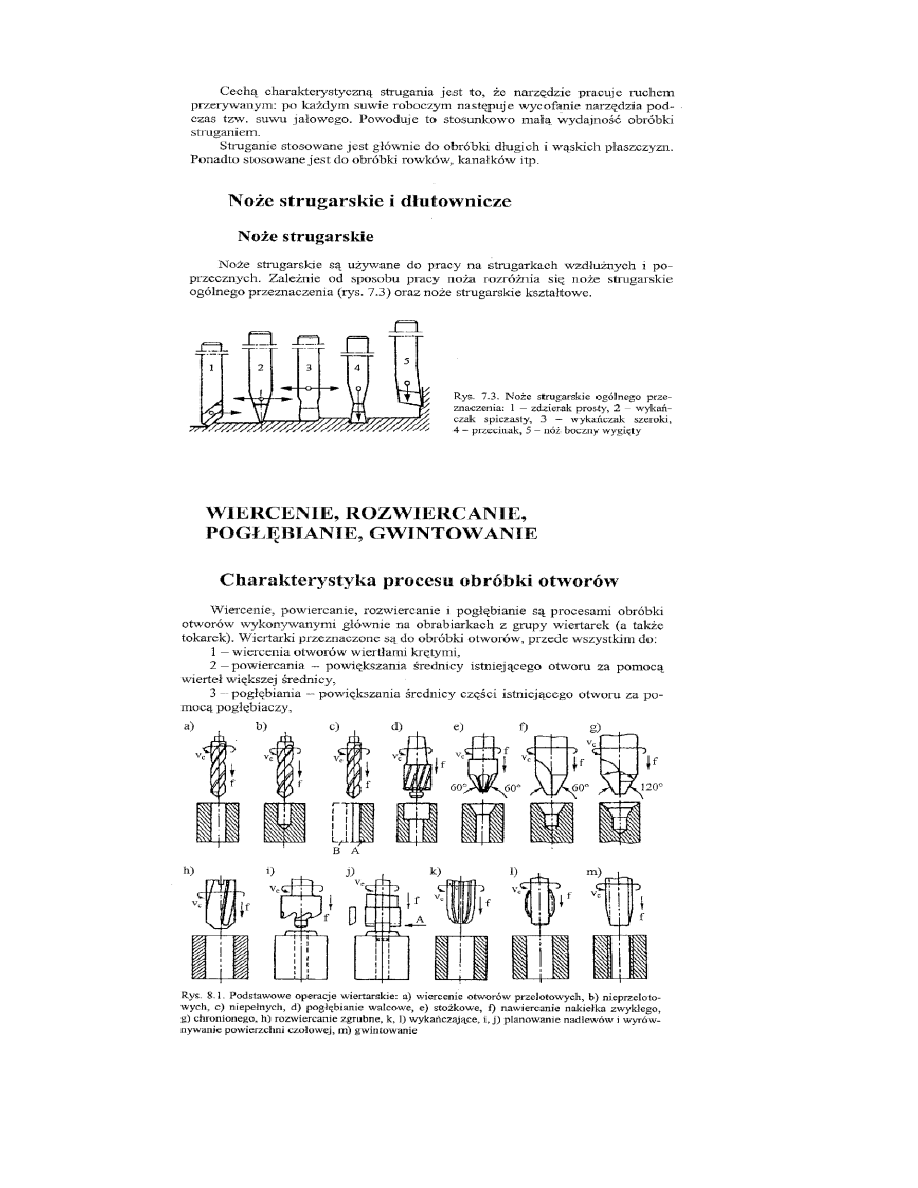
Wiercenie.
Do wiercenia otworów używa się wiertarek o napędzie ręcznym, pneumatycznym lub
elektrycznym. Najczęściej są stosowane wiertarki elektryczne lub stołowe (kolumnowe)
Budowa wiertła. Wiertło zbudowane jest z części roboczej i części chwytowej. Obie te
części łączą się za pośrednictwem szyjki (rysunek)
Kąt wiertła 118-160
0
.

3
Rozwiertaki służą do otrzymania dokładniejszych wymiarów i gładszej powierzchni.
Najczęściej są używane rozwiertaki stałe i nastawne do otworów walcowych oraz rozwiertaki
stażkowe do otworów o małych zbieżnościach. Rozwiertaki stożkowe stosuje się
w kompletach utworzonych z trzech narzędzi różniących się między sobą budową.
(rozwiertak wstępny, drugi – zdzierak trzeci – wykańczak)
Gwintowanie.
Do ręcznego gwintowania otworów służą gwintowniki składające się z dwóch lub trzech
sztuk. Pierwszy jest przeznaczony do zgrubnego, drugi do średniego trzeci do
wykańczającego. Gwintowanie prętów odbywa się za pomocą narzynek.
Skrobanie
Skrobanie powierzchni polega na zbieraniu z niej bardzo cienkich warstw materiału za
pomocą skrobaka . Ma ono na celu uzyskanie płaskości lub walcowości powierzchni . Zwykle
skrobaniu poddaje się części maszyn które podczas pracy przesuwają się jedna po drugiej.
Skrobanie powierzchni poprzedza się tuszowaniem.
Docieranie
Docieranie ma na celu usunięcie śladów poprzedniej obróbki za pomocą proszków ręcznych.
Do docierania używa się proszków diamentu, węglika boru, węglika krzemu, elektrokorundu
i korundu.
Powszechnie do docierania żeliwa, mosiądzu, miedzi o raz aluminium stosuje się proszki
karborundowe a do docierania stali elektrokorund.
Jako narzedzie używa się docieraków wykonanych z drewna, ołowie miedzi , i miękkiej stali.
Jako środki smarujące używa się zwykle naftę benzynę, terpentynę, oleje mineralne, tłuszcze
zwierzęce.
4
2.
Obróbka skrawaniem.
Obróbka skrawaniem polega na kształtowaniu elementów przez usuwanie za pomocą
ostrza skrawającego nadmiaru materiału.
Podstawowe rodzaje obróbki skrawaniem to:
-Toczenie
-Frezowanie;
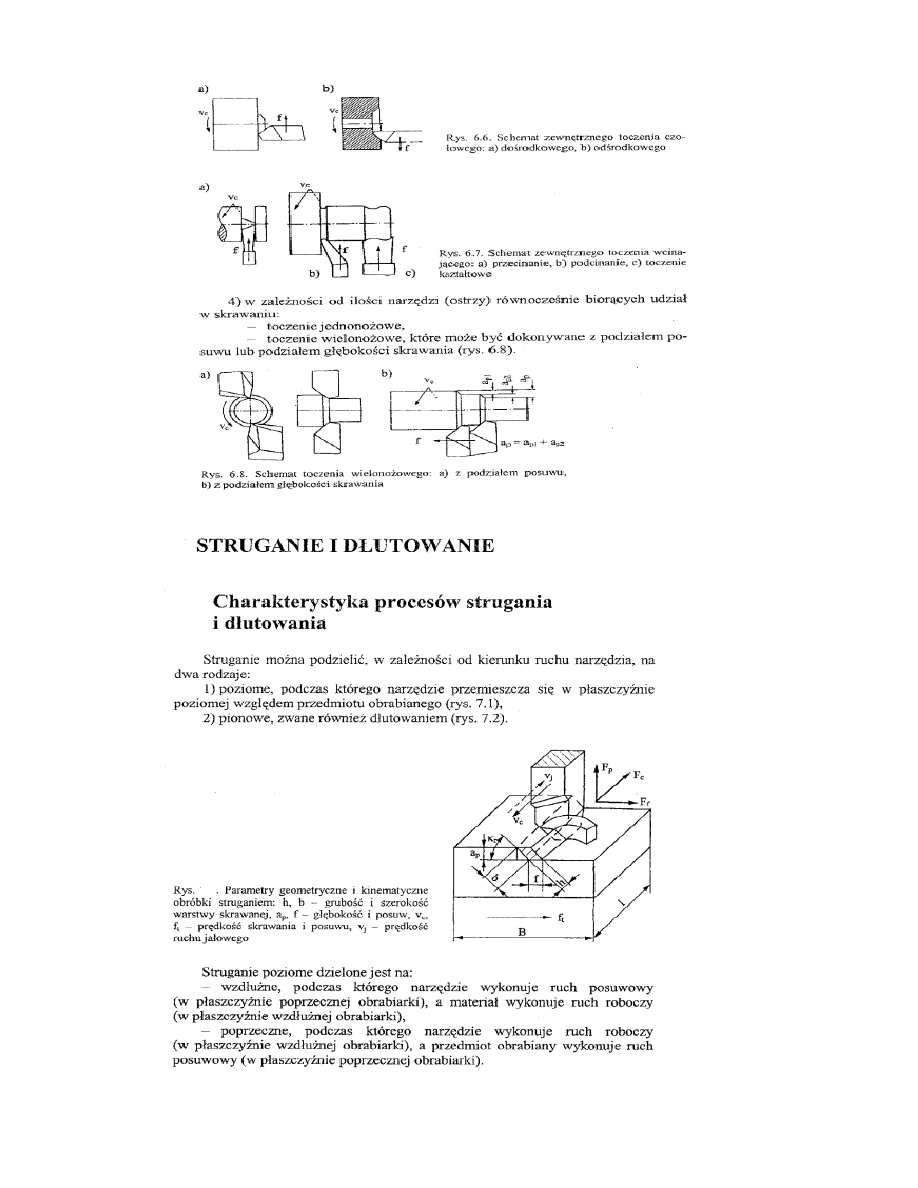
-Struganie, dłutowanie; przeciąganie, przepychanie;
-Wiercenie
-Szlifowanie.
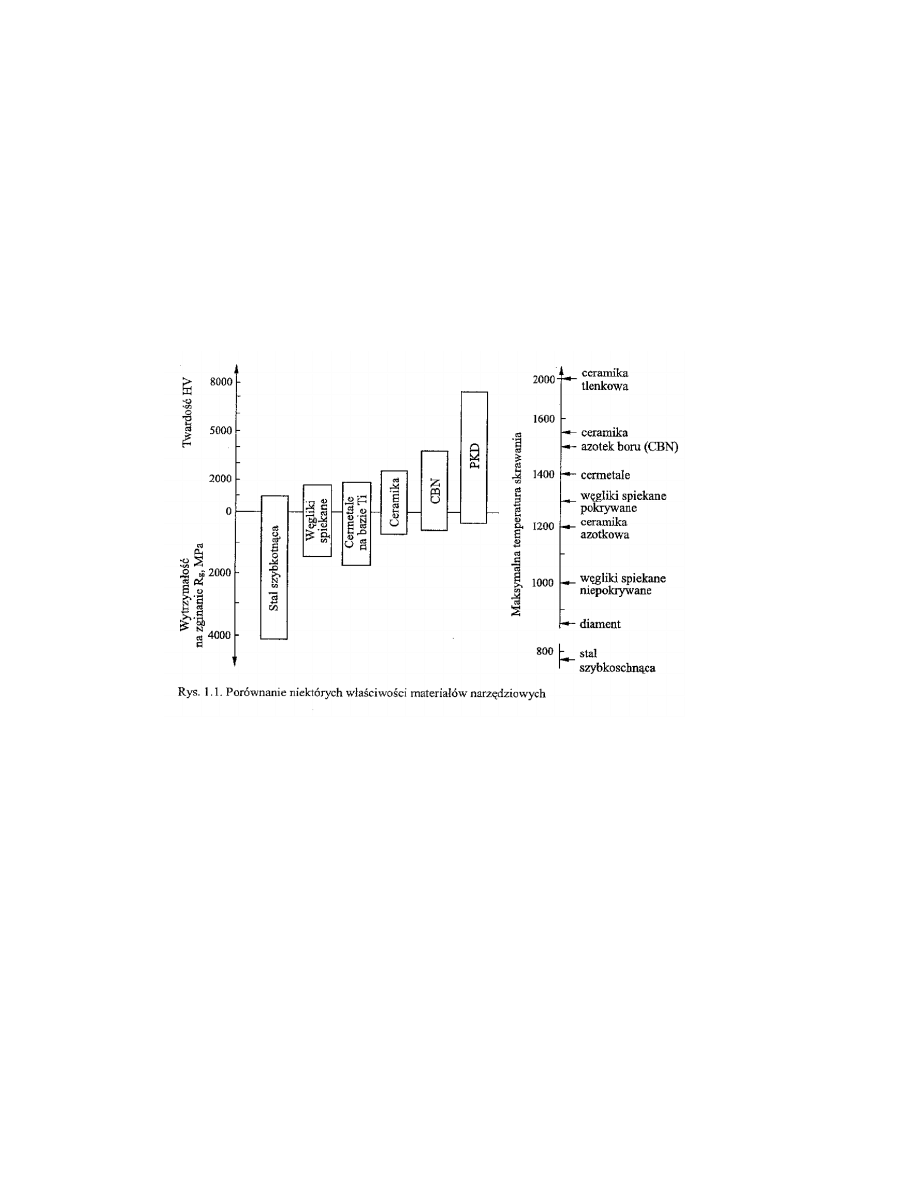
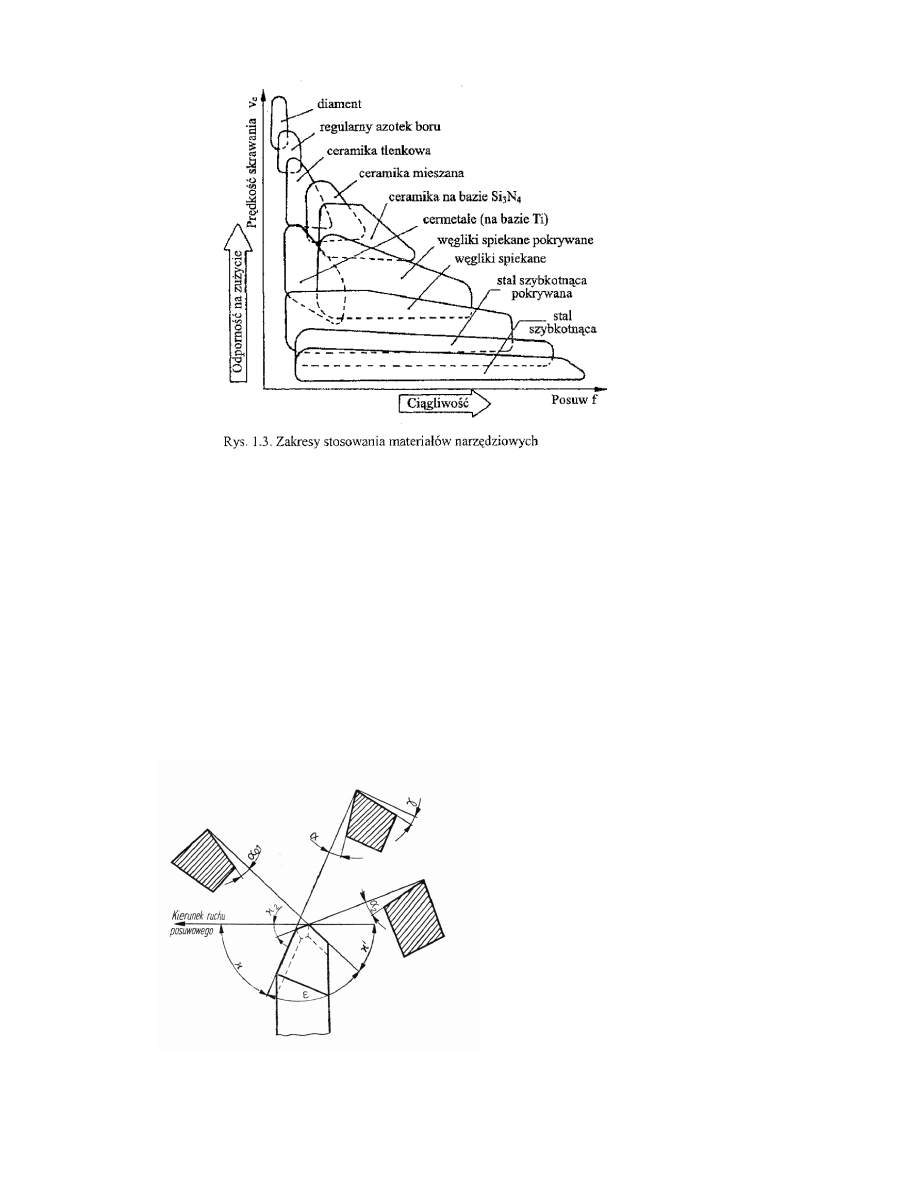
Materiały narzędziowe
5
Elementy geometryczne ostrza skrawającego.
Nóż tokarski składa się z dwóch zasadniczych części : chwytu i części roboczej.
Chwyt noża tokarskiego służy do zamocowania narzędzia w imaku tokarki. Część robocza
narzędzia jest ukształtowana przez kilka powierzchni widocznych są to
- powierzchnia natarcia,
- główna powierzchnia przyłożenia,
- pomocnicza powierzchnia przyłożenia,
- przejsciowa powierzchnia przyłożenia
Powierzchnia natarcia ma najcięższe zadanie do wykonania ponieważ przejmuje cały
nacisk wióra oddzielanego od obrabianego materiału.
Geometria noża.
Oznaczenie katów :
α
– kąt przyłożenia,
α
01
– pomocniczy kąt przyłożenia,
α
2
– przejściowy kąt przyłożenia,
γ
– kąt natarcia,
χ
’-
przejściowy kąt przystawienia
Rys. Geometria ostrza noża tokarskiego
6
W płaszczyźnie podstawowej wyróżniamy :
- główny kąt przystawienia,
- pomocniczy kąt przystawienia,
- kąt wierzchołkowy
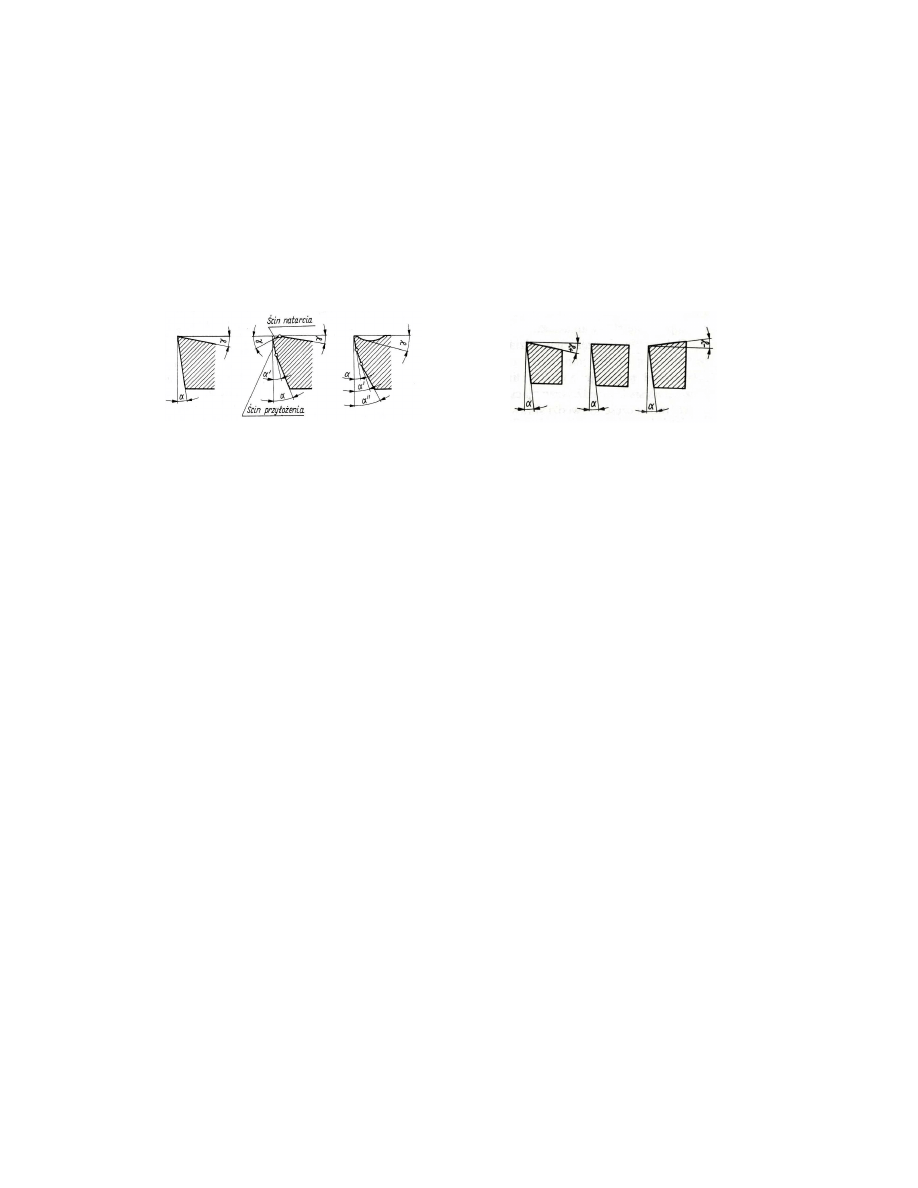
W płaszczyźnie przekroju ostrza Po wyróżniamy :
- kąt przyłożenia główny -
- kąt ostrza główny-
- kąt natarcia główny -
a)
b)
Rys. Powierzchnia przyłożenia i natarcia noża tokarskiego
a) kształt powierzchni natarcia i przyłożenia b) wartości kąta natarcia
Kąt przyłożenia zmniejsza tarcie między obrabianym przedmiotem a powierzchnią
przyłożenia natarcia.
Parametry skrawania:
- prędkość skrawania;
- Głębokość skrawania;
- Posuw na obrót
7
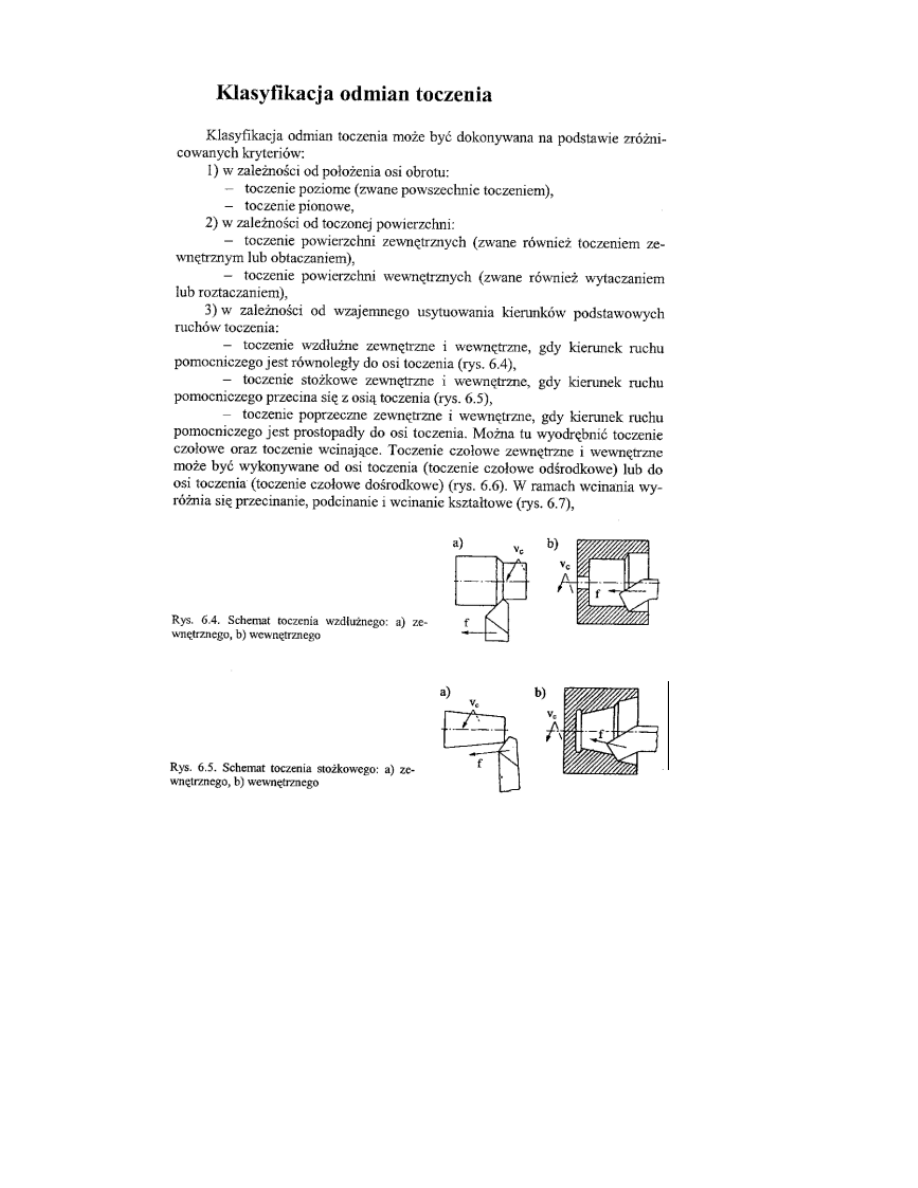
Toczenie.
Podczas toczenia , część obrabiana obraca się wokół wrzeciona tokarki, wykonując
ruch główny nazwany roboczym. Jednocześnie narzędzie wykonuje ruch prostoliniowy
zwany ruchem posuwowym.
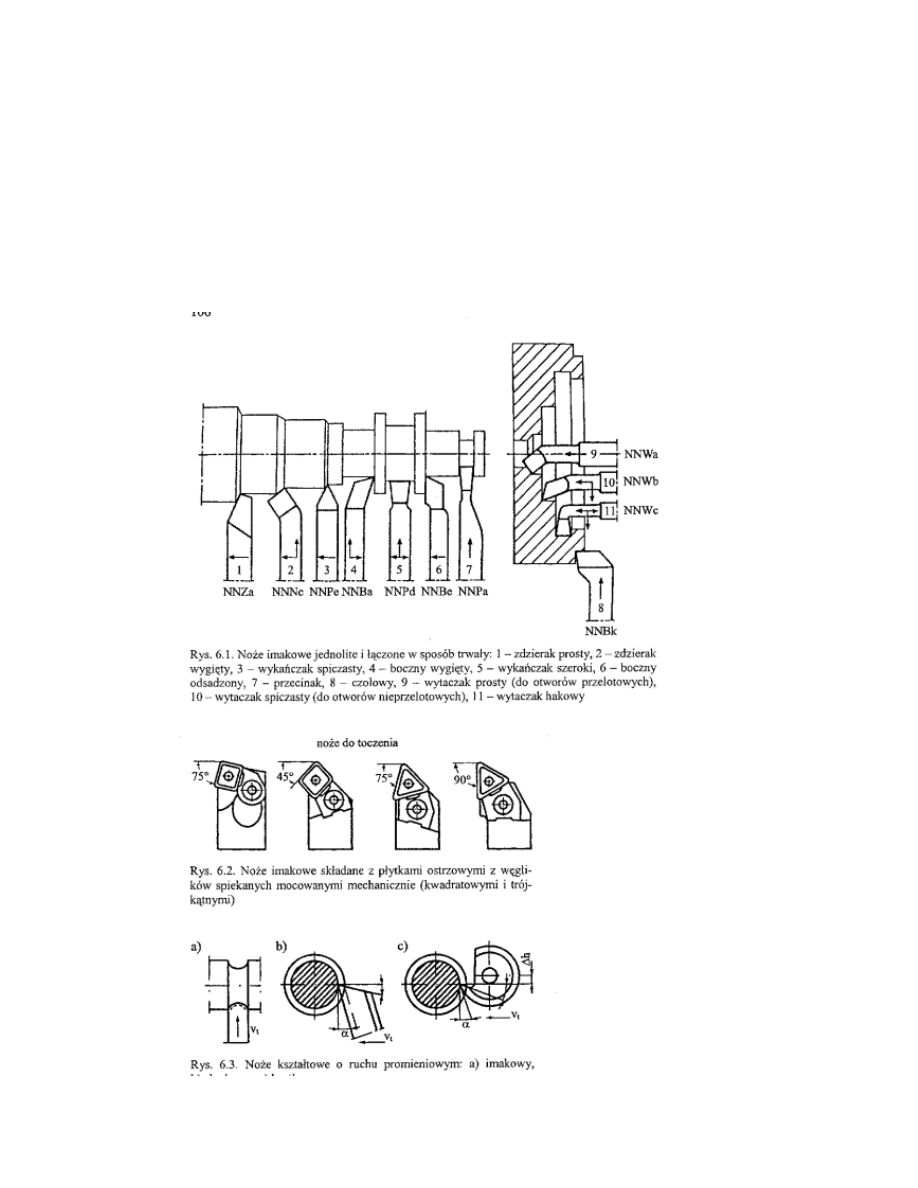
Podstawowymi narzędziami stosowanymi w procesach obróbki skrawaniem przez toczenie
są noże tokarskie..
Przyjmując jako podstawę podziału przeznaczenie noży rozróżnia się:
Noże do obtaczania – obtaczaki;
Noże do wytaczania – wytaczaki;
Noże do przecinania- przecinaki;
Noże do toczenia kształtowego – zwane nożami kształtowymi.
8
9
10
11
12
13
14
15
16
17
18
19
20
21

22
„Obróbka plastyczna”
Obróbka plastyczna - metoda obróbki metali polegająca na wywieraniu
narzędziem na obrabiany materiał nacisku przekraczającego granicę jego plastyczności,
mającego na celu trwałą zmianę kształtu i wymiarów obrabianego przedmiotu.
Podczas
obróbki
plastycznej
uzyskuje
się
poprawę
własności
mechanicznych.
Proces kształtowania może przebiegać w warunkach: na gorąco, na półgorąco lub na zimno
-
zależy
to
od
temperatury
rekrystalizacji
odkuwki.
Technologia obróbki plastycznej była już znana 3000 lat przed naszą erą.
Obecnie
jest uważana za jedną z ważniejszych technologii obróbki metali.
Rodzaje obróbki plastycznej :
- Przy kształtowaniu brył:
1. kucie
- matrycowe,
- swobodne,
2. walcowanie
- wzdłużne
- poprzeczne
- skośne
- poprzeczno-klinowe
3. ciągnienie
4. wyciskanie
- wyciskanie współbieżne
- wyciskanie przeciwbieżne
- wyciskanie dwukierunkowe
- wyciskanie poprzeczne
- Przy kształtowaniu blach
1. cięcie (rozdzielenie materiału bez powstawania wiórów)
2. gięcie
3. formowanie elektrodynamiczne
4. tłoczenie
5. walcowanie
Ze względu na rodzaj do obróbki plastycznej w procesie tym mają
zastosowanie
takie maszyny jak ciągarki , giętarki, kuźniarki, młoty, prasy, walcarki, zaginarki,
zgniatarki
obrotowe i zwijarki .
Najczęściej stosowanymi narzędziami do obróbki plastycznej są matryce, ciągadła,
wyoblaki , kowadła i walce.
Obróbka plastyczna jak każdy rodzaj obróbki ma swoje zalety i wady.
Zalety
obróbki
plastycznej
to:
1. Oszczędność materiału - wyroby otrzymywane metodami obróbki plastycznej są
wytwarzane masowo. Pozwala to na ograniczenie kosztów jednostkowych i takie
dostosowanie linii produkcyjnej aby cena wytwarzania elementów była jak najniższa.
2. Stosunkowo niskie koszty jednostkowe - w przypadku walcowania gwintów jak
również elementów uzębionych takich (koła zębate, wielokarby), zauważa się
poprawę własności mechanicznych w porównaniu z obróbka skrawania oraz poprawia
się gładkości elementów.

23
3. Polepszenie własności fizykalnych i mechanicznych przerobionego materiału.
4. Przeróbka plastyczna zachowuje ciągłość włókien, co zapewnia lepsze własności
mechaniczne gotowego wyrobu.
5. Możliwość nadawania skomplikowanych kształtów, które w innych technologiach
są trudne bądź niemożliwe do osiągnięcia.
Wadą obróbki plastycznej jest wysoki koszt narzędzi.
„Kucie”
Kucie to proces technologiczny, rodzaj obróbki plastycznej, polegający na
odkształcaniu
materiału
za
pomocą
uderzeń
lub
nacisku
narzędzi.
Narzędzia - czyli matryce lub bijaki umieszczane są na częściach ruchomych
narzędzi. Proces ten również może być realizowany w specjalnych przyrządach kuźniczych.
Podczas kucia nadaje się kutemu materiałowi odpowiedni kształt, strukturę i własności
mechaniczne. Materiałem wsadowym jest przedkuwka, natomiast produktem jest odkuwka.
Procesy kucia są najczęściej prowadzone na gorąco. Dzięki temu praca i siła
niezbędne do kształtowania przedmiotu są małe, a zdolność materiału do odkształceń
plastycznych szczególnie duża.
Metoda kucia jest metodą umożliwiającą wytworzenie części o dużej wytrzymałości,
które można stosować w urządzeniach mocno obciążonych lub urządzeniach wymagających
długiej i bezawaryjnej pracy. Kucie jest metodą dość kosztowną dla niewielkiej liczby części
wykonanych, ale zarazem stosunkowo tanią i bardzo szybką w przypadku produkcji
wielkoseryjnej.
Kuciewobodne
Polega
na
kształtowaniu
plastycznym
wyrobu
za
pomocą
narzędzi
nie
ograniczających przemieszczania się materiału w kierunkach prostopadłych do kierunku
wywieranej siły uderzenia. Kucie to jest procesem długotrwałym, który stosuje się
w produkcji niewielkiej ilości sztuk przedmiotu.
Kucie półswobodne
Kucie półswobodne posiada cechy kucia swobodnego oraz dodatkowo ogranicza się
płynięcie metalu w jednym kierunku.
Kucie matrycowe
Kucie matrycowe polega na kształtowaniu wyrobu w wykroju matrycy składającej
się z dwóch części, zamocowanych na młotach, prasach korbowych, prasach hydraulicznych,
prasach śrubowych, walcarkach, kuźniarkach, elektrosprężarkach. Dolna część matrycy
spoczywa
na
nieruchomej
części
młota
mechanicznego,
zwanej
szabotą.
Górna część matrycy, umocowana w ruchomej części młota, zwanej bijakiem może podnosić
się ku górze. Jeżeli w czasie pracy młota zostanie w obszarze wykroju dolnej części matrycy
umieszczony nagrzany materiał, to uderzenie górnej części matrycy spowoduje wypełnienie
wykroju
matrycy
materiałem.
Powstaje
wówczas
produkt
zwany
odkuwką.
24
Kucie matrycowe ma zastosowanie do wyrobu odkuwek o ciężarze nie przekraczającym
kilkuset kilogramów.
Zaletami procesu kucia matrycowego są:
1. niewielki czas wykonania wyrobu,
2. możliwość produkowania odkuwek o skomplikowanych kształtach,
3. możliwość zatrudnienia w produkcji pracowników przyuczonych ,
4. małe straty materiału wskutek stasowania małych naddatków na obróbkę.
Rozróżniamy takie rodzaje kucia matrycowego jak:
1. kucie matrycowe w matrycach otwartych (powstaje odpad w postaci odcinanej
wypływki)
2. kucie matrycowe w matrycach zamkniętych (kucie bezodpadowe)
3. kucie precyzyjne
Podczas kucia w matrycach wsad jest ściskany między częściami matrycy,
wypełniając przestrzeń utworzoną przez powierzchnie jej wykrojów.
Właściwe wypełnienie wykrojów matrycy zależy od kształtów odkuwki i wykroju oraz od
właściwego dobrania wsadu do danej operacji tzw. przedkuwki.
Zależnie od rodzaju oraz ilości wykrojów rozróżnia się następujące rodzaje matryc:
-otwarte jednowykrojowe,
-otwarte wielowykrojowe,
-otwarte wielokrotne,
-zamknięte jednowykrojowe.
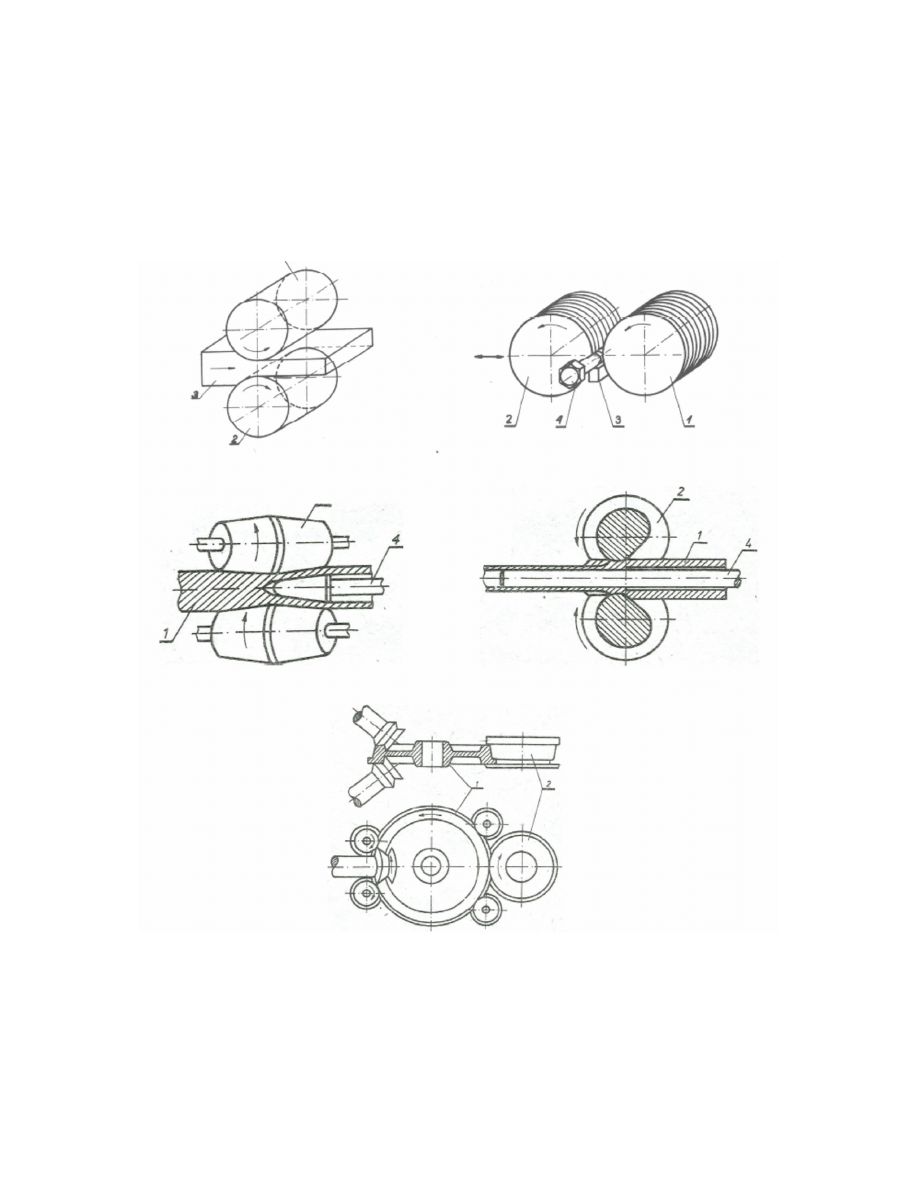
WALCOWANIE
W procesie walcowania żądany kształt przedmiotu otrzymuje się za pomocą odkształcenia
plastycznego materiału między obracającymi się i współpracującymi ze sobą walcami,
tarczami lub rolkami. Ze względu na rodzaj ruchu walcowanego materiału, kształt
i ustawienie walców, rozróżnia się walcowanie:
- wzdłużne (rys.1a), w którym materiał wykonuje ruch postępowy, a walce o osiach
wzajemnie równoległych obracają się w kierunkach przeciwnych - otrzymuje się głównie
blachy, taśmy, pręty i kształtowniki;
- poprzeczne (rys.1b), w którym materiał wykonuje ruch obrotowy, a walce o osiach
równoległych obracają się w zgodnym kierunku – wykonuje się śruby, wkręty i koła zębate;
- skośne (rys.1c), w którym materiał wykonuje ruch postępowo-obrotowy, a walce o osiach
wzajemnie skośnych obracają się w zgodnych kierunkach – wytwarza się tuleje rurowe, kule
itp.;
- okresowe (rys.1d), w którym materiał wykonuje ruch postępowy lub
25
postępowo - zwrotny, a walce o osiach równoległych (o przekrojach niekołowych) obracają
się przeciwnych kierunkach – produkuje się tuleje rurowe, przedkuwki w formie prętów
o zmiennym przekroju, wyroby ornamentowe, itp.;
- specjalne, które jest kombinacją omówionych sposobów walcowania - wykonuje się koła
wagonowe (rys.1e) i inne wyroby o złożonym kształcie.
Proces walcowania może odbywać się na gorąco lub na zimno. W przypadku stali węglowej
temperatura walcowania na gorąco wynosi ok. 100-150
0
C poniżej linii solidusu
.
Rys.1. Schematy procesów walcowania: a – wzdłużne, b – poprzeczne, c – skośne, d –
okresowe,
e – specjalne
26
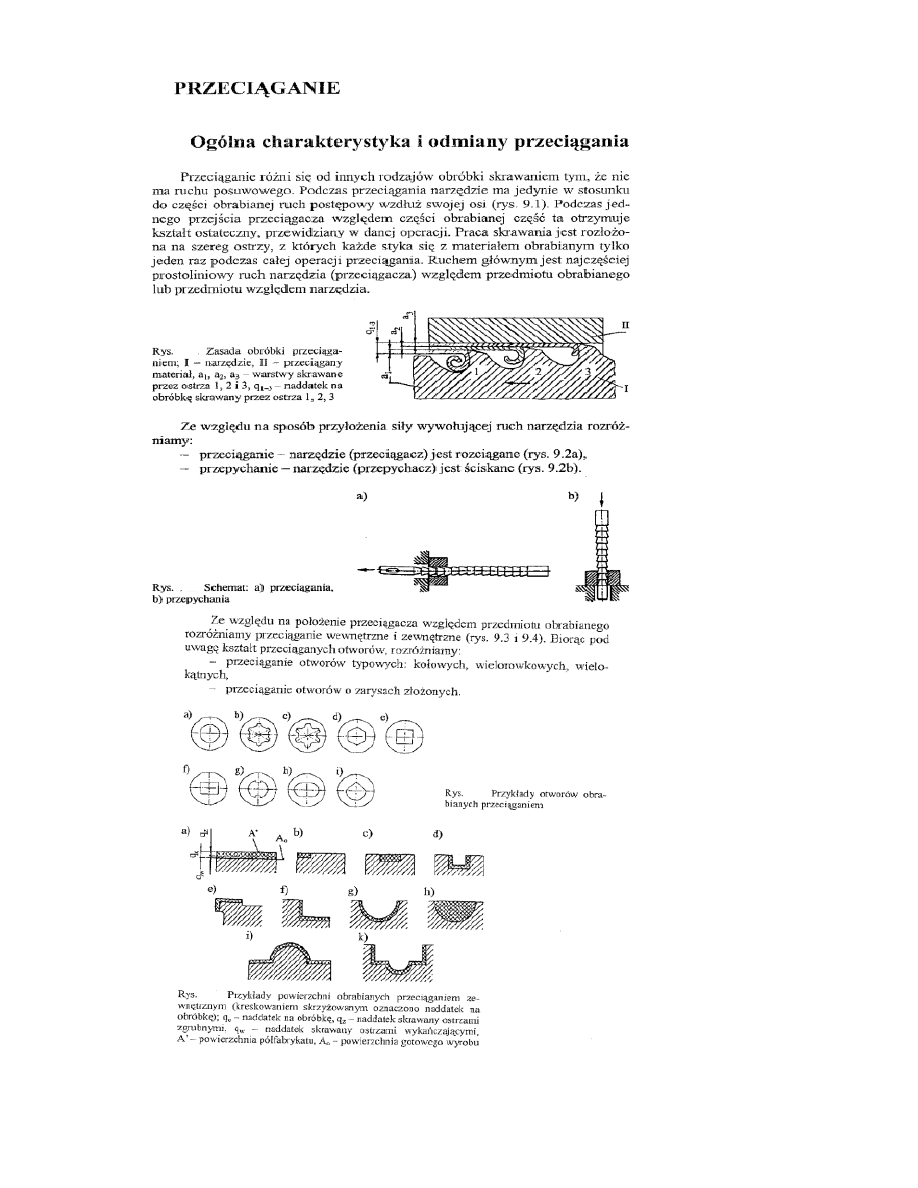
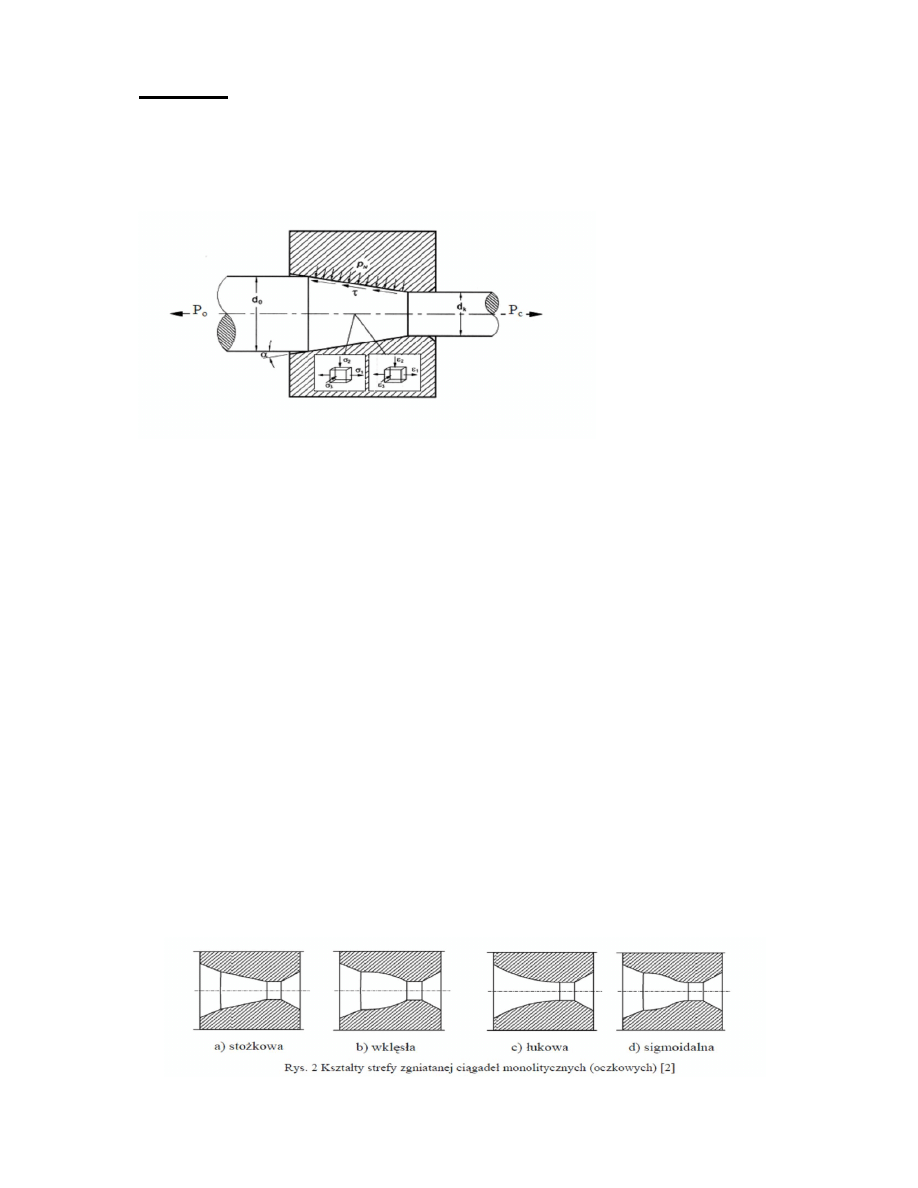
Ciągnienie
Ciągnienie
jest procesem plastycznej przeróbki metali, przeprowadzanym najczęściej na
zimno, w którym odkształcany półwyrób pod wpływem przeciągania go przez otwór
narzędzia lub pomiędzy nienapędzanymi walcami, zmienia kształt oraz pole przekroju
poprzecznego [3]. Na rys. 1 pokazano schemat ciągnienia drutu okrągłego.
Rys. Schemat ciągnienia drutu okrągłego, działania sił oraz stany naprężenia i odkształcenia w osi ciągnionego
metalu [1]
Wyroby otrzymywane w procesie ciągnienia charakteryzują się bardzo gładką
powierzchnią żądanymi własnościami mechanicznymi. Ciągnienie stosowane jest głównie do
otrzymywania:
• prętów okrągłych i kształtowych o dużych przekrojach, charakteryzujących się
wysokimi właściwościami mechanicznymi, dużą dokładnością wymiarów oraz
wysoką jakością powierzchni
• prętów kształtowych o małych i bardzo małych przekrojach,
• drów cienkich o średnicach mniejszych niż 4 mm
• rur o różnych kształtach i przekrojach,
• rur cienkościennych o małych i bardzo małych średnicach (średnice poniżej 1mm i
grubości ścianki rzędu dziesiętnych części milimetra
Materiał wyjściowy do wyrobu drutu
Materiałem wyjściowym do wyrobu drutu jest walcówka, prasówka lub pręty z odlewu
ciągłego oraz pręty kute ze sprasowanych proszków. Najczęściej do wyrobu używa się
walcówki, tj. drutu walcowanego o średnicy 5-8 mm. W przypadku niektórych metali
nieżelaznych, dających się dobrze przerabiać na gorąco, materiałem wyjściowym jest tzw.
prasówka, tj, drut o średnicy 6-8 mm otrzymany sposobem wyciskania współbieżnego na
gorąco.
Zasadniczym narzędziem do ciągnienia jest ciągadło. Ciągadła wykonuje się ze stali
narzędziowych, z węglików spiekanych oraz diamentów.
27
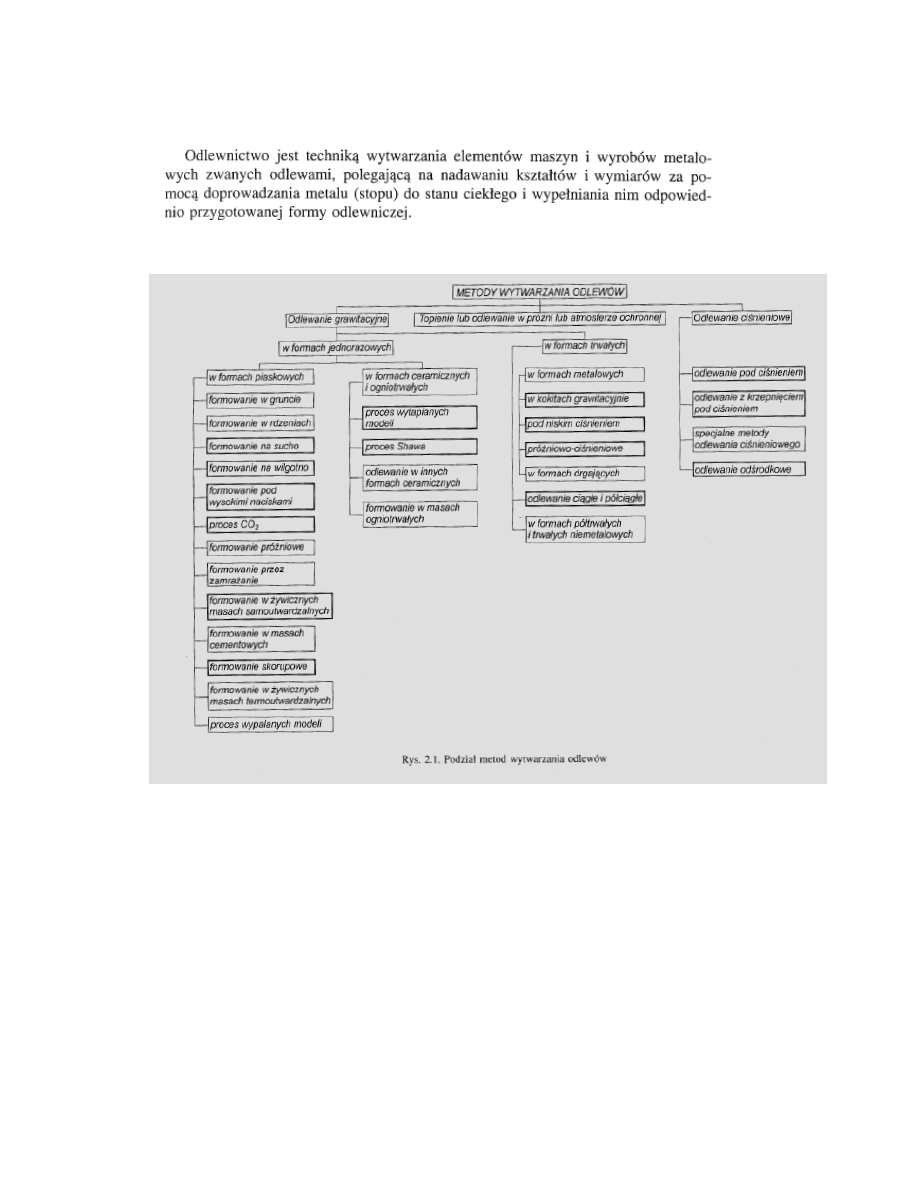
ODLEWNICTWO
1. Podział metod wytwarzania odlewów
Typowy proces wytwarzania odlewów składa się z pięciu następujących po sobie etapów:
- wykonanie modelu przedmiotu;
- wykonanie formy odlewniczej;
- przygotowanie metalu do wypełnienia formy;
- zalewanie formy odlewniczej;
- wyjęcia z formy i wykończenie odlewu.
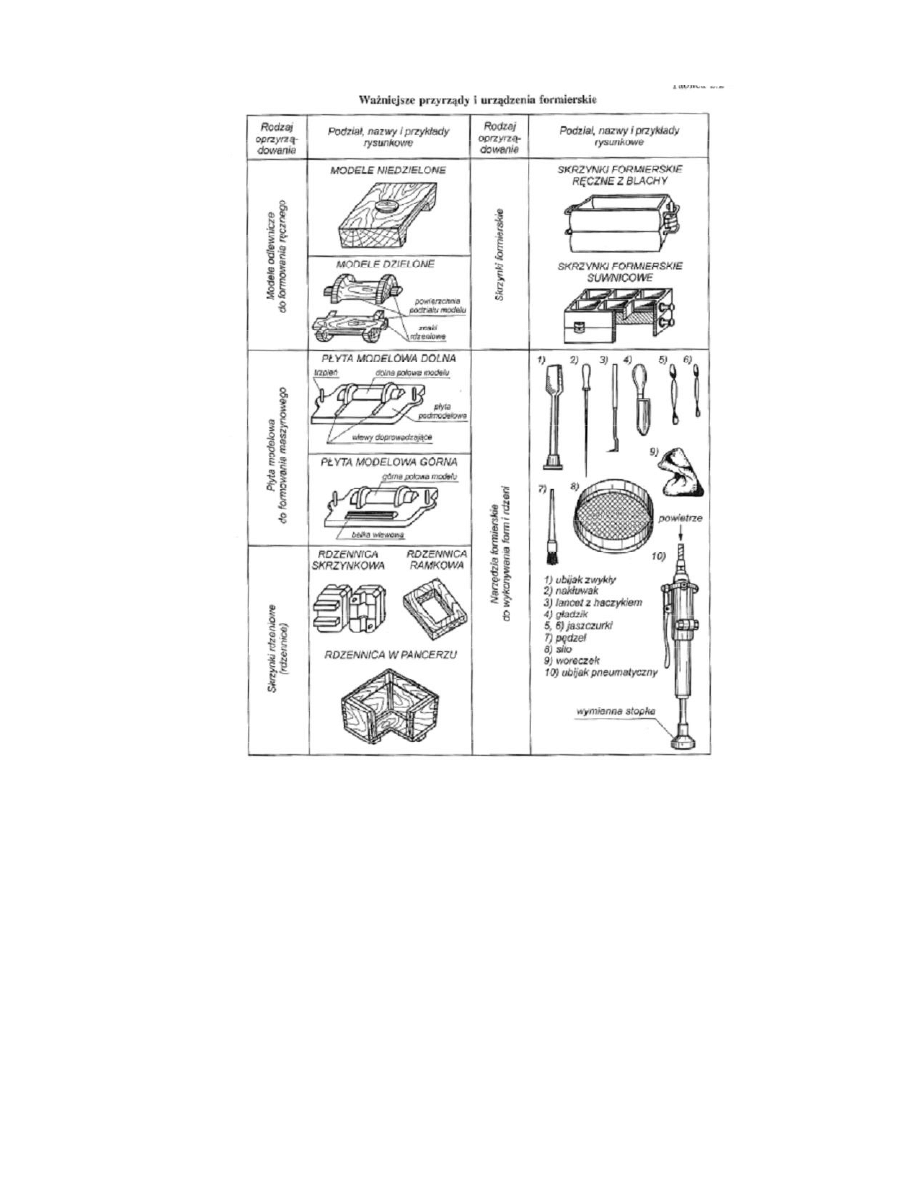
Modele.
Model jest przyrządem odtwarzającym kształt odlewanego przedmiotu oraz kształty
elementów pomocniczych, umożliwiających wypełnienie formy metalem.
Na modele używa się najczęściej drewna. Jednakże wykonuje się również modele z metali
gipsu i tworzyw sztucznych
28
Masy formierskie.
Podstawowymi materiałami formierskimi są piaski o określonych własnościach, do
masy formierskiej dodaje się ponadto glinę, spoiwa, pył z węgla kamiennego lub
koksu, składniki rozluźniające i utrzymujące wilgoć.
Dobre masy formierskie powinny się odznaczać przepuszczalnością, spoistością,
plastycznością, ogniotrwałością wytrzymałością mechaniczną.
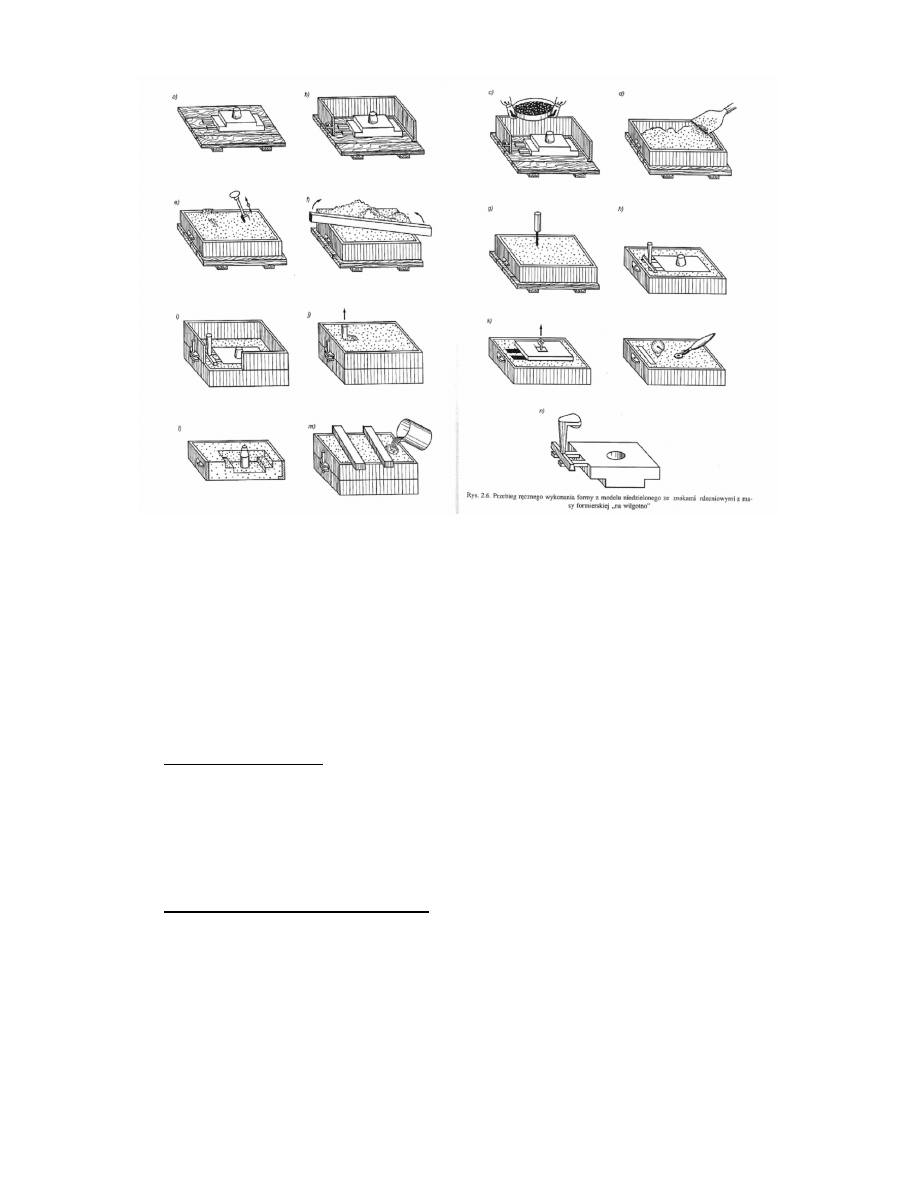
Formowanie.
Formy odlewnicze wykonuje się najczęściej w skrzynkach formierskich żeliwnych lub
stalowych. Zależnie od wielkości rozróżnia się skrzynki do formowania ręcznego oraz
formowania maszynowego
29
Materiały na odlewy.
Metale stosowane na odlewy dzieli się na stopy żelaza oraz stopy metali nieżelaznych.
Do surowców żelaznych zalicza się surówki, żelazostopy, oraz złom żeliwny i złom
stalowy.
Surowce nieżelazne to głównie miedź, aluminium, magnez, cynk, oraz stopy miedzi
jak mosiądze i brązy, stopy aluminium z krzemem lub cynku z aluminium pod nazwą
znali.
Specjalne metody wytwarzania odlewów
.
Odlewanie kokilowe
Odlewanie w formach kokilowych spełnia wymaganie wielokrotnego wykorzystania
jednej form. Sposób ten jedna wiąże się z trudnościami w procesie produkcyjnym
powodowanym szybkim krzepnięciem metalu w formie oraz nagrzewaniem się kokili.
Odlewanie kokilowe znajduje coraz większe zastosowanie do wykonywania odlewów
ze stopów metali nieżelaznych głównie stopów aluminium magnezu i cynku. Zależnie
od kształtu wykonuje się kokile złożone z dwóch lub więcej części.
Odlewanie do form skorupowych.
Odlewanie w formach skorupowych przeprowadza się za pomocą płyt modelowych.
Płytę modelową z połówką modelu, pokrywa się piaskiem kwarcowym zmieszanym
z niewielką ilością syntetycznej żywicy i ogrzewa się do temp. 220-280
°
C. Pod
wpływem ciepła żywica topnieje i pokrywa płytę z połową modelu warstwą masy.
Po wykonaniu tej czynności ogrzewa się płytę do temp. 300
°
C. W tych warunkach
następuje twardnienie masy i po ostudzeniu płyty zdejmuje się utworzoną skorupę.
Na jedną formę składają się zwykle dwie połówki skorupowe wykonane na dwóch
płytach modelowych. W celu dokładnego złożenia formy jedna płyta jest zaopatrzona

30
w dwa stożkowe wstępy, a druga w dwa stożkowe wgłębienia. Połówki formy
prawidłowo złożone łączy się klamrami lub skleja. Tak wykonana forma służy do
wykonania jednego odlewu. Zalewanie form skorupowych można wykonać zwykłym
sposobem przez
wlanie metalu łyżką do stojącej formy lub ciśnieniowo przy pomocy specjalnej
maszyny.
Odlewanie odśrodkowe
Odlewy odśrodkowe powstają w wyniku wlania określonej ilości roztopionego
metalu do wirującej formy. Pod wpływem działania siły odśrodkowej, cząstki
roztopionego metalu dążą do wypełnienia najbardziej odległych i wolnych miejsc
w formie odlewniczej, co umożliwia otrzymanie odlewu wyróżniającego się dużą
ścisłością, brakiem pęcherzy oraz jednakową grubością ścianek odlewu. Odlewy
odśrodkowe stosuje się przede wszystkim przy produkcji rur.
Odlewanie po ciśnieniem.
Odlewami pod ciśnieniem, nazywamy odlewy, które otrzymuje się przez wtrysk
określonej ilości roztopionego metalu do formy. Wtrysk dokonuje się pod ciśnieniem.
Odlewy po ciśnieniem wykonuje się w zasadzie z metali lekkich lub innych metali nie
żelaznych, odznaczających się łatwą topliwością Cechą charakterystyczną odlewów
pod ciśnieniem jest przede wszystkim ich wysoka dokładność wymiarowa, bardzo
mała chropowatość powierzchni, czyniąca zbyteczną dalszą obróbkę mechaniczną
oraz brak pęcherzy powietrza. Największą trudnością przy odlewach ciśnieniowych
jest
dokładność
wykonania
formy
oraz
wybrania
takiego
rozwiązania
konstrukcyjnego, aby umożliwiało łatwe i szybkie wyjmowanie gotowych odlewów.
Z tych przyczyn odlewy wtryskowe opłacają się przy produkcji wielkoseryjnej,
a przede wszystkim przy produkcji masowej.
Odlewanie metodą traconego wosku
.
Odlewanie metodą traconego wosku stosuje się przy odlewaniu drobnych części
maszyn i urządzeń oraz narzędzi. Wielka zaletą wymienionej metody, jest możliwość
uzyskania odlewów narzędzi o dokładnych wymiarach, a nawet bardzo
skomplikowanych kształtach. Dokładność wymiarów uzyskanych metodą wosku
traconego jest duża i wynosi 0.1 do 0.2 mm w zależności od wielkości odlewanego
przedmiotu. Odlewanie metodą traconego wosku, parafiny lub żywic syntetycznych
i umieszczenia go w stalowej matrycy. Model pokrywa się odpowiednią ilością warstw
masy ceramicznej w postaci zawiesiny drobno mielonego piasku kwarcowego
w roztworze krzemianu etylu, kwasu solnego, lub alkoholu etylowego rozcieńczonego
wodą. Po wyschnięciu podsuszoną formę umieszcza się w piecu i w temp. 100 – 150
°
C
wytapia się model, po czym poddaje się formę wygrzewaniu w temp. około 850
°
C dla
nadania odpowiedniej twardości. Po wypaleniu forma jest przygotowana do zalewania.
31
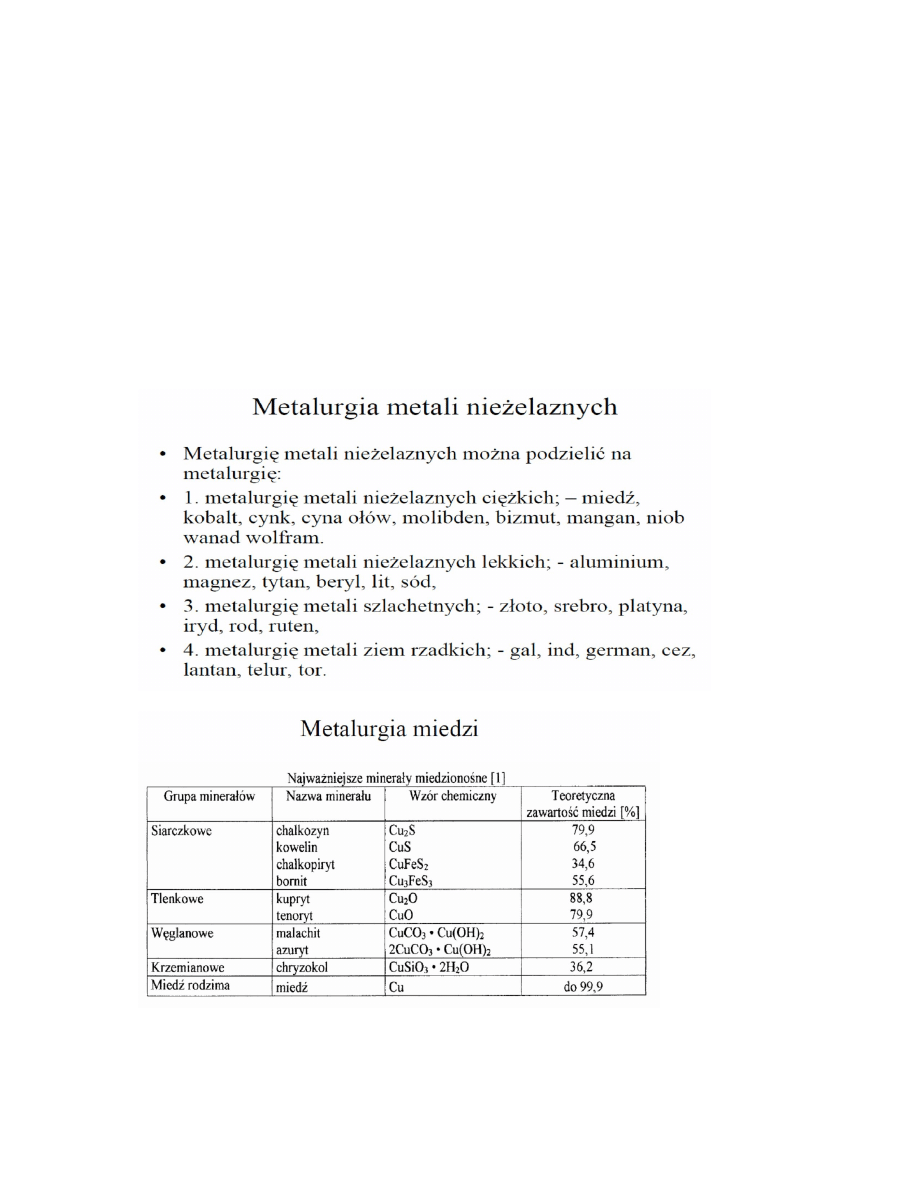
Metalurgia stali
Metalurgia - nauka o metalach obejmująca m.in. przeróbkę plastyczną, odlewnictwo,
metaloznawstwo i metalurgię ekstrakcyjną. Przedmiotem badań metalurgii jest
przeróbka rud metali aż do produktu końcowego (np. kabel miedziany, drzwi
samochodowe, profile aluminiowe). W języku potocznym utożsamiana jest często
z hutnictwem, przy czym hutnictwo zajmuje się wyłącznie metalurgią ekstrakcyjną.
Obecnie procesy ekstrakcji metali stanowią niewielki odsetek przedmiotów badań
metalurgii, która skupia się głownie na przetwórstwie metali, czyli wytwarzaniu
przedmiotów użytkowych.
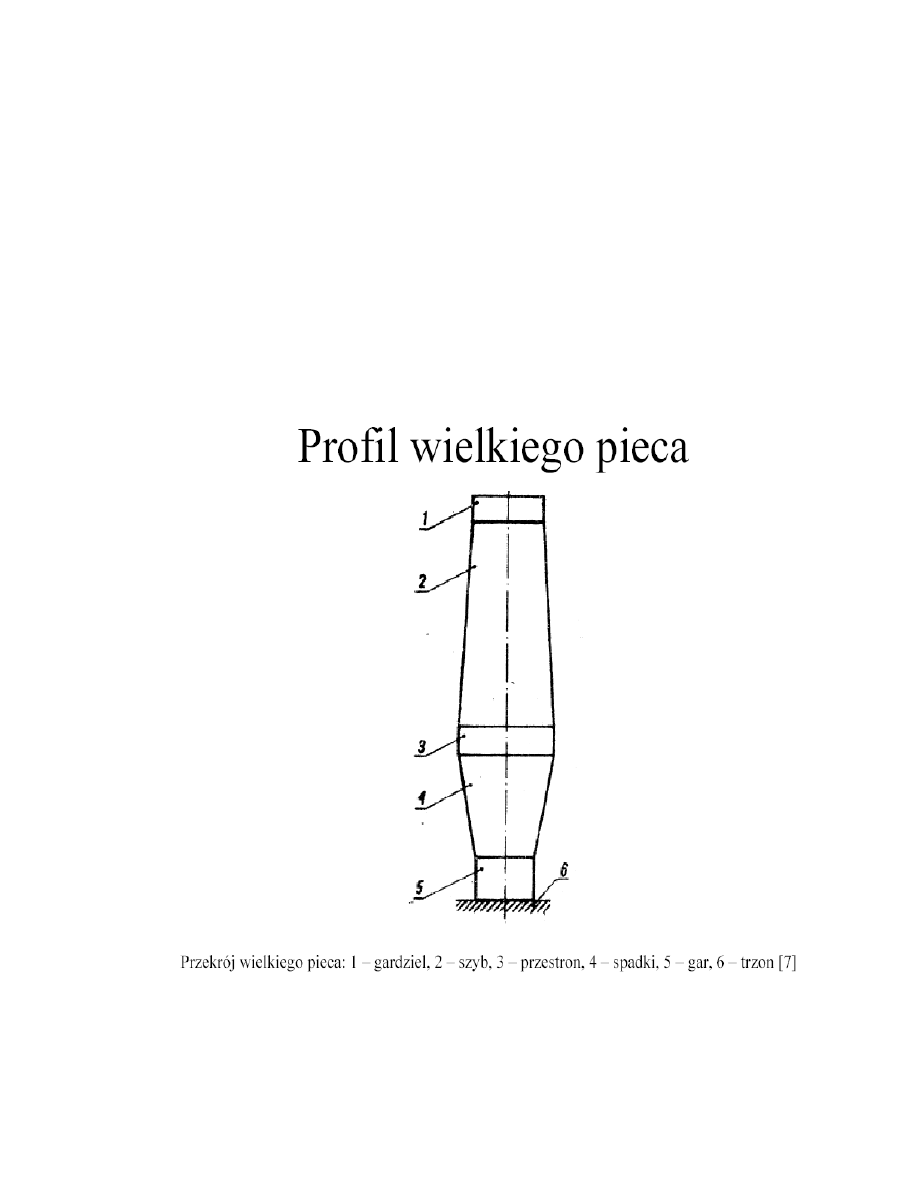
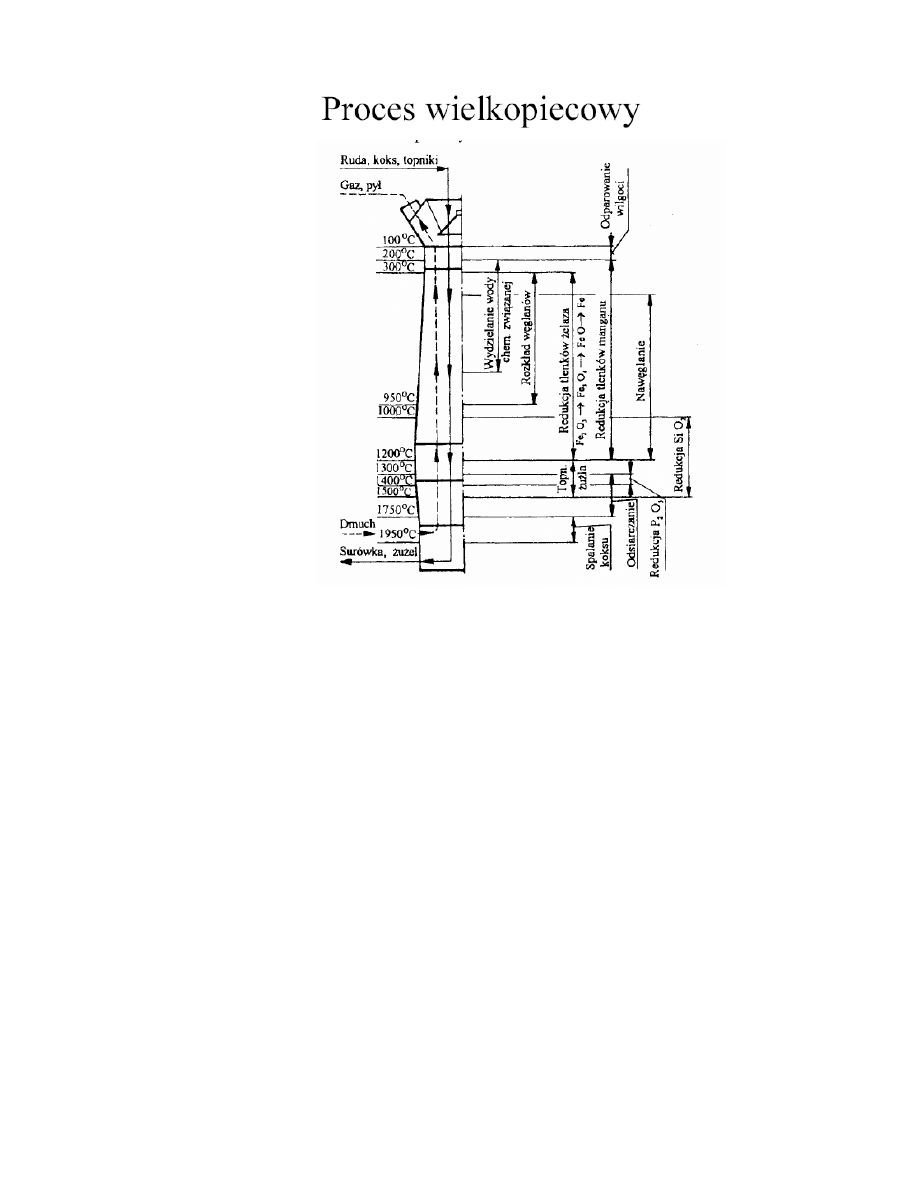
Proces wielkopiecowy
32
Grupy procesów zachodzących w
wielkim piecu:
1. Procesy wstępne: odparowanie wilgoci, wydzielanie wody krystalizacyjnej, rozkład
węglanów, usuwanie części lotnych z koksu
2.Redukcja tlenków żelaza.
3. Nawęglanie żelaza.
4.Tworzenie się i topnienie żużla.
5. Redukcja pozostałych składników surówki,
6. Odsiarczanie.
7. Procesy spalania paliwa
Surówka - stop żelaza z węglem (>2%), krzemem, manganem, fosforem i siarką
będący produktem redukcji rudy w piecu. Nazwa pochodzi stąd, że jest to półprodukt
przewidziany do dalszej przeróbki, czyli surowiec
Surówka hutnicza przeznaczona do dalszej przeróbki odlewana jest w postaci
bloczków zwanych gąskami.
33
Klasyfikacje surówki:
Ze względu na budowę (strukturę) rozróżnia się surówki:
biała, o białym przełomie, zawierająca węgiel wyłącznie w stanie związanym
w postaci cementytu
szara, o szarym przełomie, zawierająca węgiel w stanie wolnym, w postaci
grafitu
pstra (połowiczna), zawierająca skupienia węgla zarówno w stanie związanym
Wytwarzanie
stali
Produkcja stali polega na oczyszczeniu żelaza z węgla i innych domieszek, a następnie
dodaniu w sposób kontrolowany określonych ilości węgla oraz metali, takich jak
chrom, mangan, nikiel czy wanad. Domieszka węgla daje stali możliwość utwardzania
jej w procesie obróbki cieplnej, natomiast inne metale są dodawane w celu
poprawienia jej różnorodnych własności, między innymi odporności na korozję,
twardości,
łatwości
obróbki
czy
odporności
na
temperaturę.
Pierwszą skuteczną metodą produkcji większych ilości stali był proces wymyślony w
1856 roku przez inżyniera Henry’ego Bessemera. Skonstruowany przez siebie piec do
wytopu stali nazwał on konwertorem
.
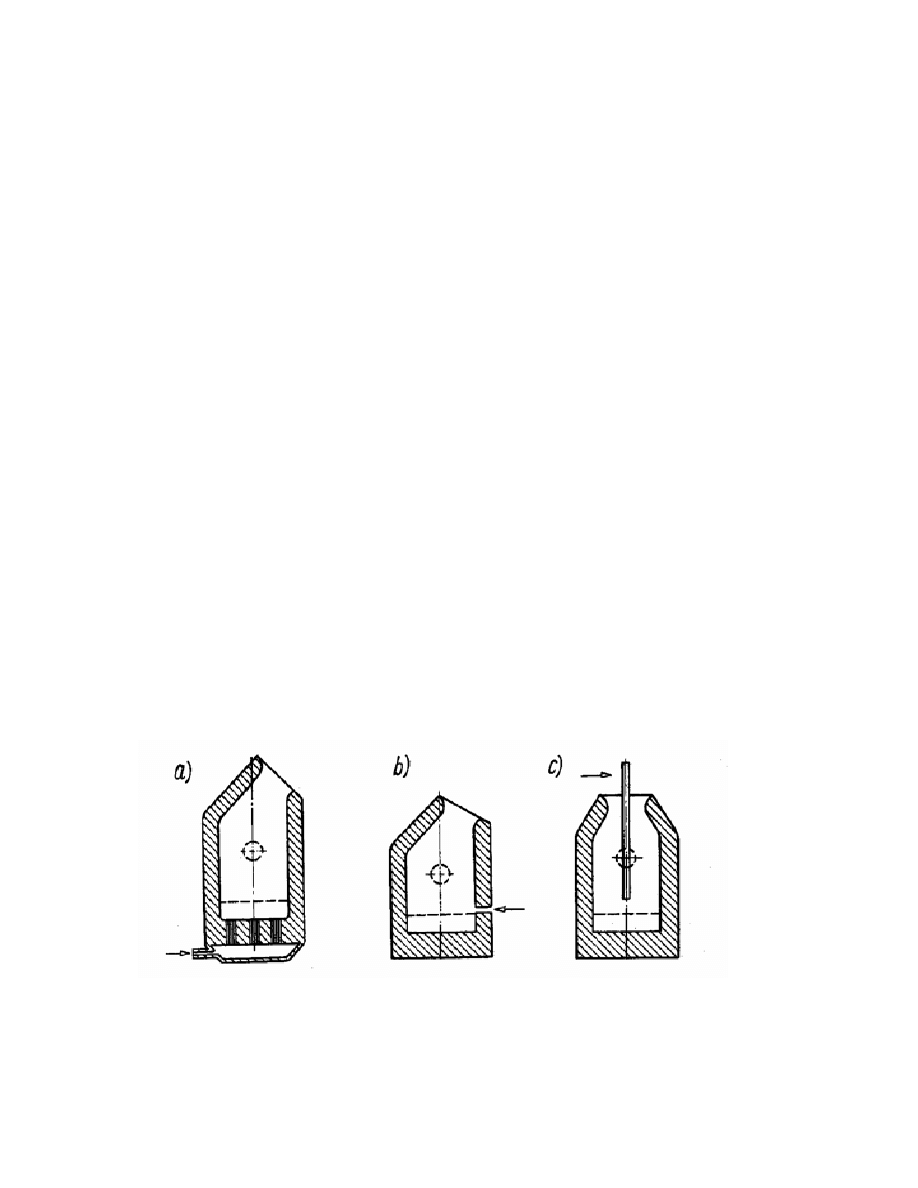
Wytapianie
stali
metodami
konwertorowymi
polega na przedmuchiwaniu
utleniającego gazu (powietrza rys.2.1_02a i b; lub tlenu rys. 2.2-02c) przez roztopioną
surówkę. Utleniają się wówczas krzem, mangan i węgiel, zawarte w surówce, oraz
niekiedy siarka i fosfor. Powstające w wyniku tego procesu tlenki przechodzą do żużla
lub w postaci gazu opuszczają konwertor.
Reakcje utleniające mają charakter egzotermiczny - wydzielające się ciepło umożliwia
utrzymanie zawartości konwertora w stanie ciekłym.
Rys. 2.1-02. Konwertory:
a) z doprowadzeniem gazu utleniającego od spodu; b) z boku; c) z góry.
34
Konwertory składają się ze stalowego płaszcza oraz wyłożenia ceramicznego
(ogniotrwałego) kwaśnego lub zasadowego. Zależności od charakteru chemicznego
rzróżnimy procesy konwertorowe kwaśne lub zasadowe Aby otrzymać stalowe
odlewy, płynną stal z konwertora przelewa się do form. Większość z tych wlewek jest
następnie walcowana bądź kuta, celem uzyskania blach, prętów czy kształtowników.
Typowe wlewki mają masę od 50 kg do 30 ton w zależności od procesu obróbki jaki
ma być zastosowany. W procesie odlewania ciągłego płynna stal z konwertora bądź
pieca jest stopniowo wlewana do chłodzonej wodą formy (krystalizatora). Na wyjściu
z formy pojawia się już gorąca, lecz zestalona długa, ciągła stalowa szyna, która jest
automatycznie prostowana, wygładzana i cięta na sztaby o żądanej długości.
35
36
37
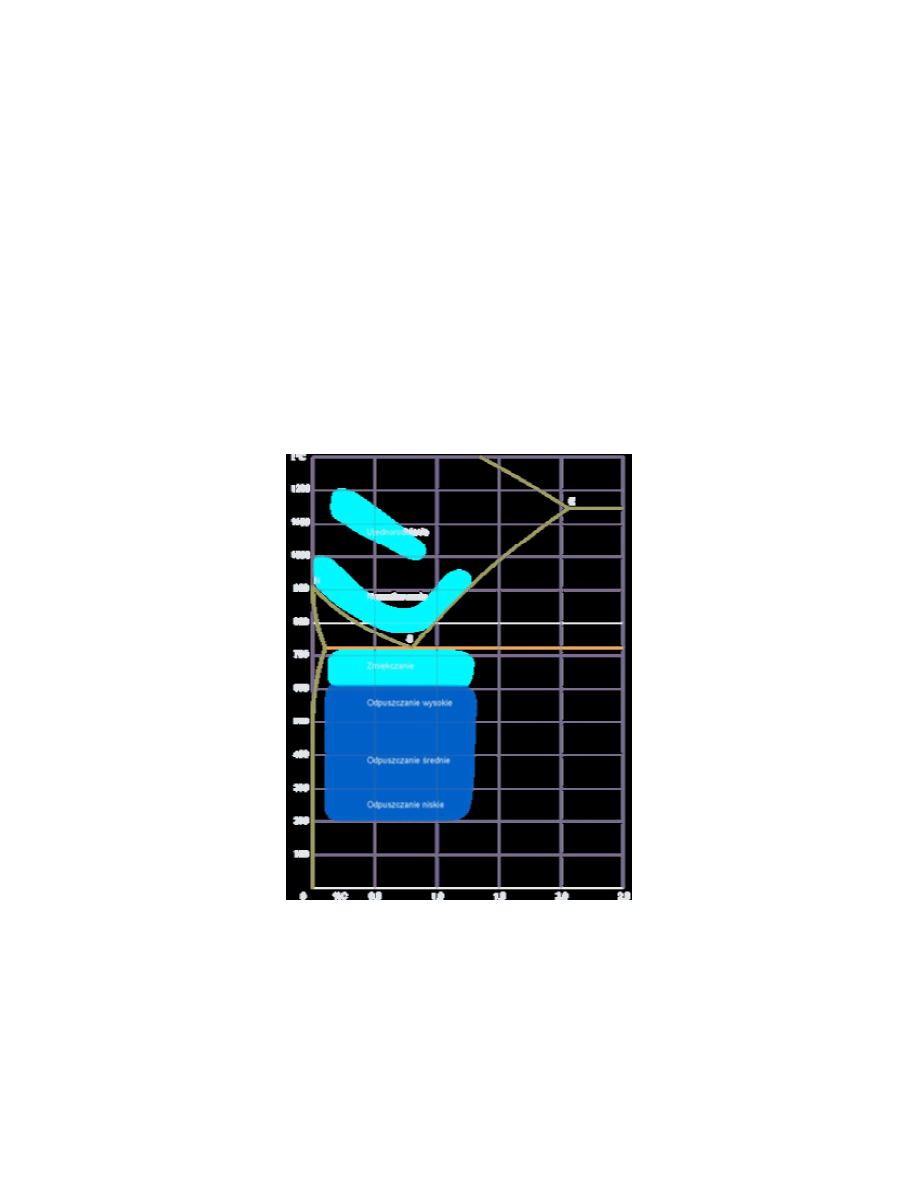
Obróbka cieplną i cieplno
– chemiczna stali.
Obróbka cieplna stopów żelaza
– zabieg dokonywany na stopach żelaza z węglem
takich jak stal, staliwo lub żeliwo, w czasie którego pod wpływem ciepła i innych
działań modyfikuje się niektóre własności fizyczne i chemiczne tych stopów.
Podstawowymi rodzajami obróbki cieplnej stopów żelaza są:
hartowanie – stosowane tylko dla stali.
przesycanie
odpuszczanie
ulepszanie
wyżarzanie
Hartowanie – jest operacją cieplną, której poddawana jest stal, składająca się z dwóch
bezpośrednio po sobie następujących faz. Pierwsza faza to nagrzewanie do
temperatury powyżej przemiany austenitycznej (dla stali węglowej 723°C; zwykle
30°C do 50°C powyżej temperatury przemiany austenitycznej) i wygrzewanie, tak
długo jak to potrzebne, by nastąpiła ona w całej objętości hartowanego obiektu. Drugą
fazą jest szybkie schładzanie. Szybkość schładzania musi być taka, by z austenitu nie
zdążył wydzielić się cementyt i jego struktura została zachowana do temperatury
przemiany martenzytycznej, w której to austenit przemienia się w fazę zwaną
martenzytem. Stal posiadająca strukturę martenzytyczną nazywana jest stalą
martenzytyczną lub hartowaną. Hartowanie przeprowadza się, by podnieść twardość i
wytrzymałość stali.
Temperatura hartowania
Przy hartowaniu niezwykle istotny jest dobór szybkości schładzania. Zbyt wolne
schładzanie powoduje wydzielanie się cementytu i uniemożliwia przemianę
martenzytyczną, podczas gdy zbyt szybkie chłodzenie powoduje powstanie zbyt
38
dużych naprężeń hartowniczych, które mogą doprowadzić do trwałych odkształceń
hartowanego elementu lub jego pęknięć.
Szybkość schładzania wpływa także na głębokość hartowania. Przy elementach
o większych rozmiarach, których grubość przekracza maksymalną głębokość
hartowania, tylko część objętości przedmiotu hartowanego zostanie zahartowana.
W takiej sytuacji martenzyt powstanie w warstwach powierzchniowych. Im głębiej
zaś, tym udział martenzytu maleje, a cementytu wzrasta. Bardzo często jest to
zjawisko pożądane, wtedy, gdy element ma być twardy na powierzchni, a ciągliwy
w swym rdzeniu. Głębokość hartowania zależy także od hartowności stali.
Hartowanie szkła - obróbka cieplna polegająca na nagrzaniu szkła do temp. 620-680°C
i oziębieniu go w strumieniu sprężonego powietrza; w efekcie w warstwie
powierzchniowej powstają naprężenia
ściskające,
co
znacznie podwyższa
wytrzymałość szkła; szkło hartowane jest bezpieczniejsze, gdyż po stłuczeniu rozpada
się na drobne , niekaleczące kawałki; stosowane m.in. na
szyby samochodów.
Hartowanie zwykłe
Polega na nagrzaniu przedmiotu hartowanego do zakresu austenitu, a następnie
szybkim schłodzeniu w kąpieli chłodzącej, zwykle wodnej lub olejowej,
poniżej temperatury początku przemiany martenzytycznej, aż do temperatury
otoczenia. Szybkość chłodzenia powinna być dobrana tak, by nie nastąpiły
odkształcenia hartownicze. Chłodzenie w wodzie jest bardziej intensywne niż
w oleju.
Hartowanie stopniowe
Polega na nagrzaniu przedmiotu hartowanego, a następnie szybkiemu
schłodzeniu w kąpieli chłodzącej, zwykle ze stopionej saletry, do temperatury
nieco powyżej temperatury przemiany martenzytycznej i przetrzymaniu w tej
temperaturze, by nastąpiło wyrównanie temperatur w całym przekroju
przedmiotu. W drugiej fazie, już w kąpieli wodnej lub olejowej, następuje
dalsze schładzanie, w celu uzyskania przemiany martenzytycznej. Zaletą tej
metody jest uniknięcie naprężeń hartowniczych. Wymaga jednak dużej wprawy
przy określaniu czasu kąpieli pośredniej.
Hartowanie powierzchniowe
Metoda, w której nie nagrzewa się całego przedmiotu (hartowanie na wskroś),
lecz tylko powierzchnię przedmiotu. W związku z tym tylko warstwa
powierzchniowa podlega hartowaniu. Stosowane wszędzie tam, gdzie
wymagane jest utwardzenie tylko fragmentów powierzchni przedmiotu. Istnieje
kilka metod hartowania powierzchniowego.
Hartowanie płomieniowe
– powierzchnia przedmiotu lub jej fragment
nagrzewana jest płomieniem palnika, a następnie schładzana silnym
strumieniem wody.
Hartowanie indukcyjne – przedmiot przeciągany jest przez cewkę otaczającą
go (możliwie najciaśniej). Prądy wirowe powstałe w przedmiocie powodują
efekt powierzchniowy, w którym, wskutek oporności materiału, zamieniają się
na ciepło. Mimo konieczności budowy skomplikowanych stanowisk

39
hartowniczych, metoda ta zyskuje na popularności, ze względu na możliwość
kontrolowania temperatury oraz głębokości nagrzewania.
Hartowanie kąpielowe
– polega na zanurzeniu przedmiotu w kąpieli
saletrowej lub ołowiowej i przetrzymaniu w niej na krótką chwilę. Temperatura
kąpieli musi być na tyle wysoka, by w jej czasie powierzchnia przedmiotu
podniosła się ponad temperaturę przemiany austenitycznej.
Hartowanie ślepe
– hartowanie poniżej wartości temperaturowej właściwej dla
nawęglania – zatem – hartowanie bez nawęglania.
Hartowanie laserowe
Hartowanie kontaktowe
Hartowanie elektrolityczne
Hartowanie impulsowe
Przesycanie - jest zabiegiem cieplnym, któremu poddawana jest stal w celu
stabilizacji austenitu. Polega na nagrzaniu stali do temperatury, w której nastąpi
przemiana austenityczna, a następnie, tak jak w hartowaniu, szybkie schładzanie.
Różnica między hartowaniem a przesycaniem polega na tym, że przy przesycaniu
unika się wystąpienia przemiany martenzytycznej. W związku z tym, przesycanie daje
się zastosować tylko dla stali, w których początek przemiany martenzytycznej jest
niższy od temperatury otoczenia, czyli dla stali wysokowęglowych lub zawierających
dodatki stopowe obniżające tę temperaturę i stabilizujących austenit, takich jak chrom.
Uzyskanie stabilnego austenitu zwiększa odporność stali na korozję. Przesycanie
zwykle stosuje się dla stali nierdzewnych i kwasoodpornych.
Odpuszczanie – jest operacją cieplną, któremu poddawana jest stal wcześniej
zahartowana. Celem odpuszczania jest usunięcie naprężeń hartowniczych oraz zmiana
własności fizycznych zahartowanej stali, a przede wszystkim zmniejszenie twardości,
a podniesienie udarności zahartowanej stali.
Odpuszczanie polega na rozgrzaniu zahartowanego wcześniej przedmiotu do
temperatury w granicach 150° do 650°C, przetrzymywaniu w tej temperaturze przez
pewien czas, a następnie schłodzeniu. W czasie odpuszczania całość lub część
martenzytu zawartego w zahartowanej stali rozpada się, wydzielając bardzo drobne
ziarna cementytu, tworząc fazę zwaną sorbitem lub troostytem.
Rodzaje odpuszczania ze względu na temperaturę:
Odpuszczanie niskie
Przeprowadza się je w temperaturach w granicach 150 do 250°C. Celem jego
jest usuniecie naprężeń hartowniczych
Odpuszczanie średnie
Przeprowadza się je w temperaturach w granicach 250° do 500°C. Stosowane
w celu uzyskania wysokiej wytrzymałości i sprężystości przy znacznym
obniżeniu twardości.
Odpuszczanie wysokie
Przeprowadza się je w temperaturach powyżej 500°C w celu uzyskania
wysokiej wytrzymałości przy niskiej twardości. Stal odpuszczana wysoko
nadaje się do obróbki skrawaniem.
40
Ulepszanie cieplne – jest zabiegiem cieplnym polegającym na połączeniu hartowania
z wysokim odpuszczaniem. Stosowany na odpowiedzialne wyroby stalowe, które
poddawane są obróbce skrawaniem, takie jak wały okrętowe i samochodowe, wały
korbowe, części broni maszynowej itp.
Wyżarzanie
– jest operacją cieplną polegającym na nagrzaniu elementu stalowego do
odpowiedniej temperatury, przetrzymaniu w tej temperaturze jakiś czas, a następnie
powolnym schłodzeniu. Ma głównie ono na celu doprowadzenie stali do równowagi
termodynamicznej w stosunku do stanu wyjściowego, który jest znacznie odchylony
od stanu równowagowego.
Wyżarzanie przeprowadza się w różnych celach, w zależności od temperatury w jakiej jest
prowadzone:
Wyżarzanie
normalizujące
(normalizowanie)
-
przeprowadzane
w
temperaturze 30÷50°C powyżej linii GSE wykresu żelazo-węgiel
temperatury przemiany austenitycznej, kiedy tworzy się już czysty austenit bez
udziału ledeburytu. Po ostudzeniu w powietrzu otrzymuje się w ten sposób
jednolitą strukturę i usuwa naprężenia, powstałe w czasie poprzedniej obróbki
.

41
Wyżarzanie zmiękczające (sferoidyzacja)
- przeprowadzane w temperaturze
zbliżonej do temperatury przemiany austenitycznej. Zwykle najpierw wygrzewa
się w temperaturze około 15°C powyżej linii PSK wykresu żelazo-węgiel,
następnie 15°C C poniżej tej temperatury, po czym następuje powolne
schładzanie.
Wyżarzanie ujednorodniające
- przeprowadzane w temperaturach pomiędzy
1000÷1200°C w celu ujednorodnienia składu chemicznego stali w całym
przekroju, jeśli wskutek błędów w poprzednich operacjach nie uzyskano takiej
jednolitości.
Wyżarzanie
rekrystalizujące
(rekrystalizacja)
-
przeprowadzane
w temperaturach pomiędzy 550÷650°C.
Wyżarzanie odprężające
- przeprowadzane w temperaturach pomiędzy
400÷500°C. W tych temperaturach stop zyskuje znaczną plastyczność, co
umożliwia usunięcie wewnętrznych naprężeń (powstałych podczas krzepnięcia
odlewu lub spoiny) poprzez zamienienie ich na odkształcenia plastyczne.
Wyżarzanie stabilizujące (stabilizowanie)
- przeprowadzane w temperaturach
pomiędzy 100÷150°C i trwa od kilku do kilkudziesięciu minut, w stosunku do
wyrobów
odlewniczych
w
celu
usunięcia
naprężeń
odlewniczych
.
Stabilizowanie jest przyspieszoną metodą sezonowania.
Obróbka cieplno-chemiczna stopów żelaza - zabieg dokonywany na stopach żelaza
z węglem takich jak stal, staliwo lub żeliwo, w którym pod wpływem ciepła
i chemicznego oddziaływania otoczenia oraz innych działań modyfikuje się niektóre
własności fizyczne i chemiczne tych stopów.
Podstawowymi rodzajami obróbki cieplno-chemicznej są:
aluminiowanie
azotowanie
naborowywanie
chromowanie
nawęglanie
siarkowanie
węgloazotowanie (cyjanowanie)
Azotowanie - jest zabiegiem cieplnym polegającym na dyfuzyjnym nasyceniu azotem
warstwy powierzchniowej stalowego elementu. Proces ten polega na wprowadzeniu do
warstwy wierzchniej przedmiotu stalowego azotu, który wiąże się z żelazem oraz
dodatkami stopowymi, zwłaszcza aluminium, tworząc powierzchniową warstwę
azotków.

42
Utworzona warstwa zapewnia polepszenie następujących właściwości:
odporność na ścieranie
wytrzymałość na rozciąganie
twardość
właściwości przeciwkorozyjne (nierdzewność)
Chromowanie - pokrywanie przedmiotów metalowych i z tworzyw sztucznych
powłoką chromową. Chromowanie stosuje się w celu zwiększenia odporności na
zużycie, poprawienia własności termicznych lub dla ozdoby. Chromowanie wykonuje
się najczęściej metodami elektrolitycznymi.
W przypadku chromowania przedmiotów stalowych, proces prowadzony jest
w temperaturze 900-1050 °C przez 3-12 godzin w różnego rodzaju ośrodkach
(kąpielowe, proszkowe, gazowe). Stosuje się na materiały do pracy na zimno i gorąco,
na części maszyn dla przemysłu spożywczego)
Chromowanie elektrolityczne jest przeprowadzane w wannach wypełnionych
roztworami soli chromu , podgrzanymi do kilkudziesięciu - kilkuset stopni Celsjusza,
w których zanurza się przedmiot przeznaczony do pokrycia chromem.
Nawęglanie
jest zabiegiem cieplnym polegającym na dyfuzyjnym nasyceniu węglem
warstwy powierzchniowej obrabianego materiału. Do nawęglania używa się stali
niskowęglowej (do 0,25% zawartości węgla), by zmodyfikować własności
powierzchni materiału w dalszych obróbkach np. zwiększyć jej twardość, a co za tym
idzie odporność na ścieranie, przy równoczesnym pozostawieniu miękkiego,
elastycznego rdzenia stali niskowęglowej.
Znane są następujące metody nawęglania:
Nawęglanie w proszkach
: Przedmiot umieszczany jest w specjalnej skrzynce
wypełnionej sproszkowanym węglem drzewnym, najczęściej dębowym,
bukowym lub brzozowym, wymieszanym ze środkami przyśpieszającymi
nawęglanie takimi jak węglan baru, węglan sodu itp. Nawęglanie proszkowe
prowadzi się w temperaturze około 900° - 950° C. Przedmiot nawęglony często
hartuje się powierzchniowo.
Nawęglanie gazowe
: Przedmiot umieszcza się w atmosferze gazowej,
najczęściej gazu ziemnego lub innego gazu powstałego przy rozkładzie
produktów naftowych. Nawęglanie gazowe prowadzi się w temperaturach 850°
- 950° C przy stałej cyrkulacji gazu w specjalnych piecach muflowych.
Nawęglanie gazowe jest bardziej skomplikowane od proszkowego oraz
wymaga specjalnych instalacji lecz jest dokładniejsze i znacznie szybsze.
Nawęglanie w ośrodkach ciekłych
: Proces przeprowadza się w temperaturze
około 850° C. Nawęglaczem jest mieszanka soli z dodatkiem karborundu SiC.
Nawęglanie w złożach fluidalnych
: Przedmiot zanurza się w złożu fluidalnym
(tworzonym przez cząstki tlenku glinu lub piasku unoszone przez gorący gaz
nasycający przepływający od dołu przez złoże).
43
Nawęglanie próżniowe
: Nawęglanie w obniżonym ciśnieniu w atmosferze
metanu lub innych gazów. Zaletami tej metody jest dobra adsorpcja i niskie
zużycie gazu.
Nawęglanie jonizacyjne
: Metoda polega na nagrzewaniu w piecu próżniowym
w atmosferze węglowodorowej. Po przyłożeniu napięcia następuje wytworzenie
plazmy, a w konsekwencji wytworzenie jonów węgla, które bombardują
powierzchnię metalu.
Nawęglanie stosuje się wobec stali niskowęglowych lub niskostopowych (do 0,25%
węgla). Zawartość węgla w strefie nawęglania wzrasta do 1-1,3%, a głębokość
nawęglania wynosi najczęściej 0,5 do 2 mm.
Obecnie po procesie nawęglania stosuje się dalszą obróbkę cieplną(hartowanie do
temperatury właściwej dla rdzenia, hartowanie do temperatury właściwej dla
powierzchni i niskie odpuszczanie), a jej zaniechanie jest traktowanie jako błąd
technologiczny.
Procesami podobnymi do nawęglania są azotowanie, a także procesy łączone, np.
węgloazotowanie czyli cyjanowanie.
44
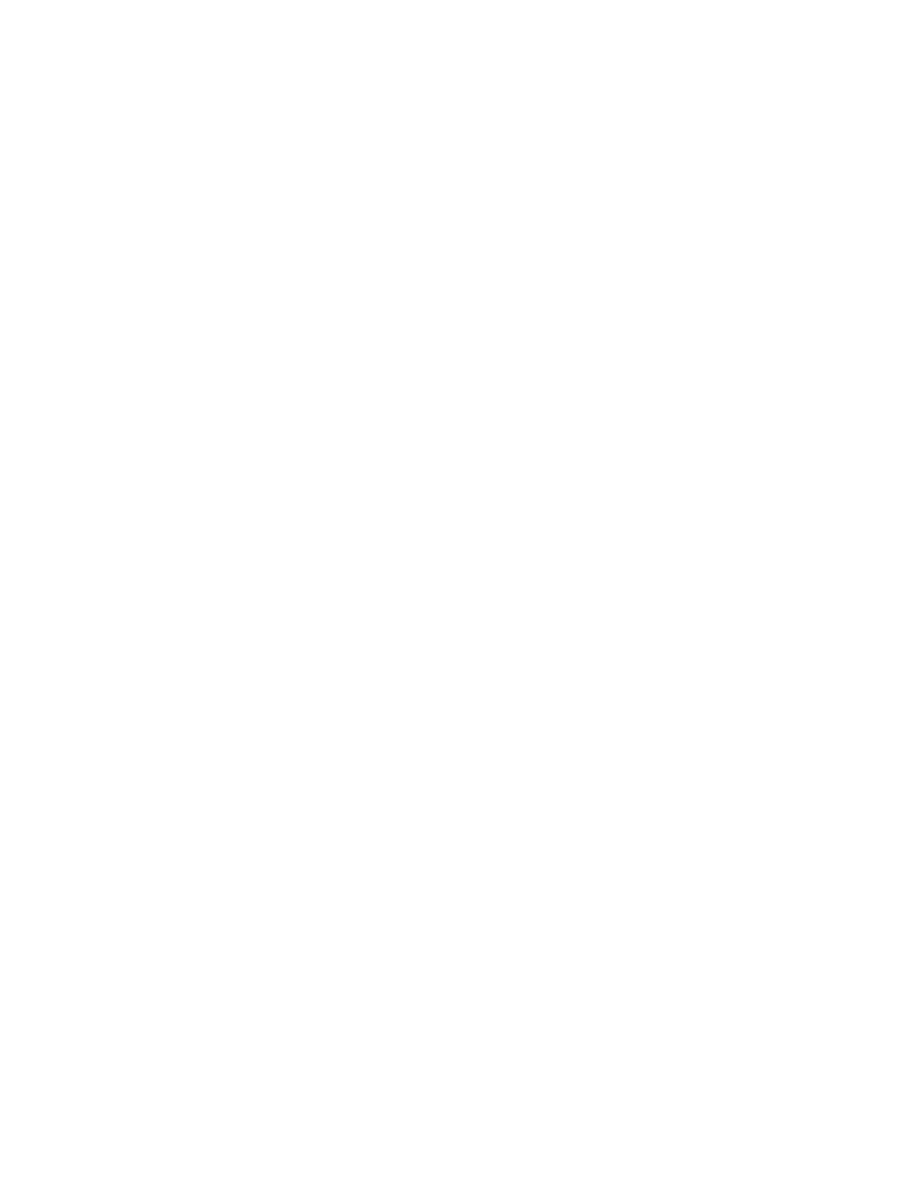
Spawanie elektryczne i spawanie gazowe
Spawanie jest metodą spajania elementów metalowych podczas którego łączenie
następuje na skutek stopienia i potem skrzepnięcia brzegów łączonych elementów
(oraz materiału dodatkowego – spoiwa).
Rys 1.: złącze spawowe
Podział
spoin:
1. ze względu na wzajemne usytuowanie i sposób przygotowania elementów
- czołowe (złącza doczołowe, teowe oraz krzyżowe),
- pachwinowe (złącza teowe, krzyżowe, zakładkowe i narożne),
- brzeżne (złącza doczołowe i przylgowe),
- otworowe (złącza zakładkowe).
2. ze względu na przeznaczenie
- sczepne (do utrzymywania łączonych elementów w położeniu dogodnym do
spawania),
- montażowe (łączące elementy).
Metody spawania
1. podział ze względu na źródło ciepła
- gazowe,
- elektryczne,
- termitowe,
- elektronowe,
- żużlowe,
- łukowe
- elektrodą topliwą,
- elektrodą otuloną,
- łukiem krytym,
- w osłonie gazów aktywnych,
- w osłonie gazów obojętnych,
- elektrodą nietopliwą w osłonie gazów obojętnych,
- plazmowe,
- laserowe.
2. podział ze względu na stopień mechanizacji
- ręczne (ręczne przesuwanie elektrody lub drutu spawalniczego oraz źródła ciepła),
- półautomatyczne (przesuwanie elektrody lub drutu - mechaniczne, a pozostałe ruchy
wykonuje się ręcznie),
- automatyczne (wszystkie ruchy są zmechanizowane).
materiał z elektrody (stopliwo)
spoina
materiał rodzimy
45
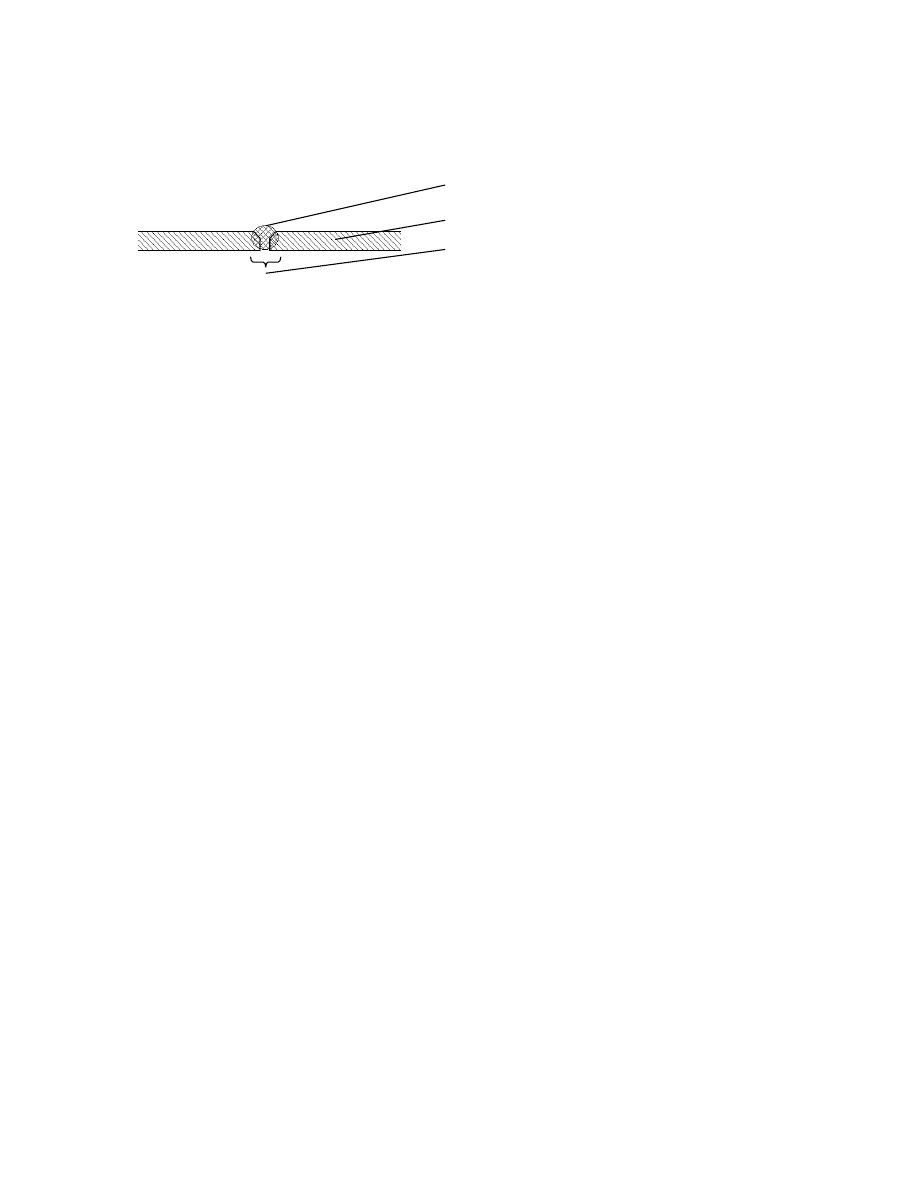
Płomień acetylenowo
- tlenowy może być
- nawęglający (stosunek tlenu do acetylenu od 0,8 do 0,9) - do spawania stali
wysokowęglowych, niklu, aluminium i jego stopów,
- normalny (stosunek 1,1 do 1,2) - do spawania stali niskowęglowych i stopowych,
- utleniający (1,2 – 1,5) - do spawania mosiądzu oraz żeliwa – brązem.
Najwyższa temperatura płomienia (ok. 3200
o
C) występuje w odległości 2 – 3mm od
jądra płomienia (w strefie spawania).
Palniki służą do:
- dokładnego wymieszania acetylenu z tlenem,
- wytworzeniu mieszaniny o wymaganym udziale objętościowym obydwu składników,
- skierowania strumienia gazu.
Najczęściej stosujemy palniki smoczkowe, w których acetylen jest zasysany przez
strumień tlenu przepływający przez dyszę zwaną smoczkiem. Wymieszanie obydwu
gazów następuje w wymiennej nasadce. Ciśnienie acetylenu doprowadzonego
do
palnika smoczkowego wynosi 0,001 - 0,05MPa, a tlenu – 0,1 - 0,5MPa.
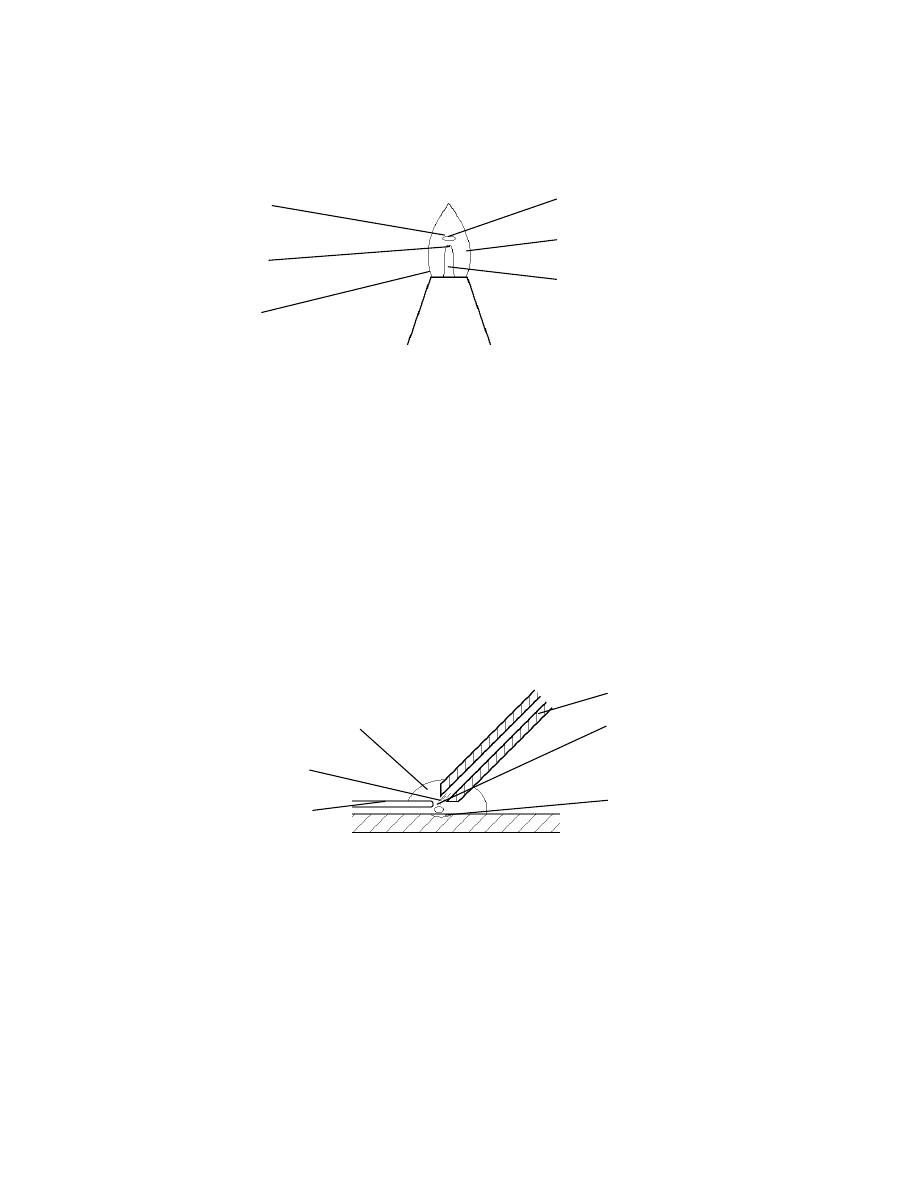
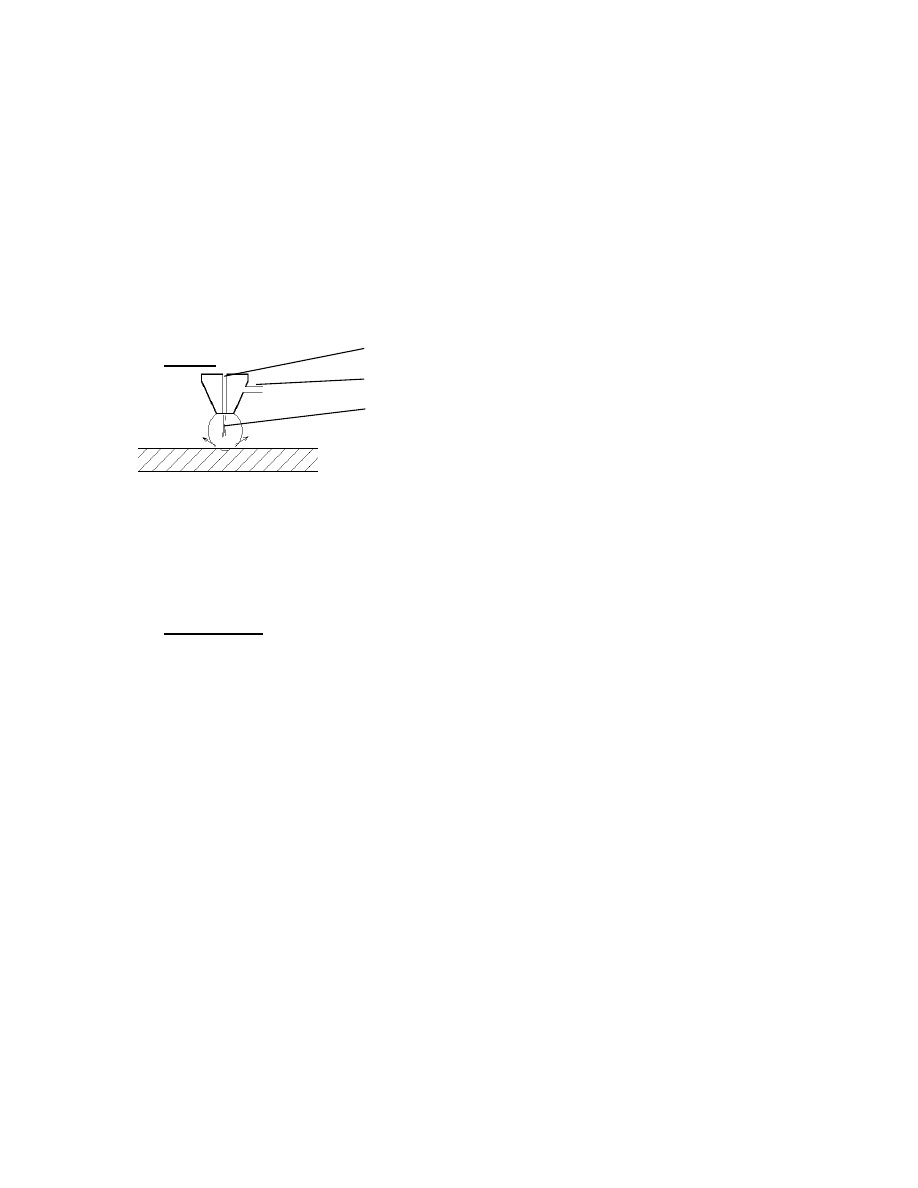
Spawanie elektrodą otuloną
Rdzeń elektrod otulonych stanowi spoiwo, a warstwę zewnętrzną otulina.
Skład chemiczny i własności spoiwa są dostosowane do materiału rodzimego
wykonywanego złącza.
Otulina może zawierać:
- substancje wiążące (np. szkło wodne, kaolin, szkło potasowo-sodowe) poszczególne
składniki,
- składniki żużlotwórcze,
- składniki gazo twórcze,
- składniki odtleniające stopiwo i stopiony materiał rodzimy,
strefa spawania
płomień zewnętrzny (kita)
jądro
300
o
C
1000
o
C
3200
o
C
otulina
jeziorko
część otuliny
(pływa po
wierzchu)
drut spawalniczy
osłona gazowa (CO
2
+ H
2
O)
powietrze
łuk
46
- składniki uszlachetniające spoinę.
Podczas spawania elektrodą otuloną między rdzeniem elektrody a materiałem
rodzimym powstaje łuk elektryczny. Koniec elektrody i materiał rodzimy ulegają
stopieniu, w wyniku czego tworzy się tzw. jeziorko. Podczas topienia się i spalania
otuliny powstaje warstwa ciekłego żużla oraz gazów, które chronią stopiony metal
przed utlenianiem. Po przesunięciu elektrody następuje krzepnięcie metalu – powstaje
spoina, pokryta warstwą skrzepniętego żużla, którą usuwamy.
Elektrody otulone są najczęściej stosowane do spawania ręcznego. Spawanie elektrodą
otuloną jest metodą uniwersalną. Umożliwia łączenie elementów o różnej grubości w
dowolnej pozycji spawania. Spawanie elektrodą otuloną zapewnia dobrą jakość spoin,
jest jednak mało wydajne.
Cięcie
Cięcie polega na doprowadzeniu materiału macierzystego ciętego elementu do stanu
ciekłego, a następnie włączeniu strumienia powietrza, który „rozdmuchuje”
rozpuszczony materiał.
Cięcie można wykonywać ręcznie lub za pomocą prowadnicy lub cyrkla (w celu
wycięcia kształtów owalnych).
Zgrzewanie
Zgrzewanie jest łączeniem materiałów przez silne dociśnięcie do siebie łączonych
elementów, bez ich podgrzania lub z uprzednim podgrzaniem miejsc łączenia do stanu
plastyczności.
Najczęściej stosujemy zgrzewanie:
- oporowe (elektryczne),
- doczołowe,
- punktowe,
- garbowe,
- liniowe,
- gazowe,
- termitowe.
Zgrzewanie oporowe:
Zgrzewanie oporowe jest obecnie najczęściej stosowaną metodą zgrzewania.
Niezbędne ciepło wytwarza się na skutek przepływu prądu elektrycznego o dużym
natężeniu (do 10
5
A) i małym napięciu. Największa ilość ciepła wydziela się
w miejscu styku łączonych elementów, gdyż w tych miejscach jego oporność
elektryczna jest największa.
doprowadzenie tlenu
doprowadzenie mieszanki acetylenowo- tlenowej
strumień powietrza

47
Podział w zależności od budowy i rozmieszczenia zgrzeiny
(część złącza
zgrzewanego, w którym utworzyły się wiązania międzyatomowe materiałów
łączonych elementów):
- punktowe,
- liniowe,
- garbowe,
- doczołowe.
Zgrzewanie punktowe - oczyszczone elementy dociskane są do siebie przez
chłodzone wodą miedziane elektrody. Przepływ prądu następuje po dociśnięciu
elementów, co wywołuje intensywne wydzielanie się ciepła w strefie zgrzewania. Po
krótkim czasie (w zależności od grubości łączonych elementów) materiał w strefie
zgrzewania przechodzi w stan wysokiej plastyczności i częściowo ciekły. Wówczas
przepływ prądu elektrycznego wyłącza się samoczynnie.
W strefie zgrzewania pod wpływem siły docisku, tworzą się wiązania międzyatomowe
– powstaje zgrzeina punktowa.
Zgrzewanie punktowe stosuje się do łączenia elementów ze stali węglowych lub
stopowych oraz metali nieżelaznych i ich stopów.
Zgrzewanie liniowe – proces w którym są stosowane obracające się elektrody
krążkowe. Jedna otrzymuje moment obrotowy od silnika, a druga obraca się pod
wpływem siły tarcia o łączone elementy. Elektrody krążkowe dociskają do siebie
łączone elementy. Zgrzeinę liniową tworzy szereg zachodzących na siebie zgrzein
punktowych.
Zgrzewanie liniowe stosowane jest do łączenia elementów grubości od dziesiątych
części milimetra do 2mm, wykonanych ze stali węglowych lub stopowych oraz metali
nieżelaznych i ich stopów. Złącza zgrzewane liniowo odznaczają się szczelnością oraz
dużą wytrzymałością.
Zgrzewanie garbowe - powierzchnia styku jednego z elementów powinna mieć tzw.
garb wykonany przez obróbkę plastyczną lub skrawaniem. Zgrzewanie garbowe
przebiega podobnie jak punktowe, z tym że w przypadku kilku garbów tworzy się
jednocześnie kilka zgrzein.
Ze względu na znaczny koszt przygotowania elementów zgrzewanie garbowe jest
stosowane w produkcji masowej do łączenia elementów ze stali węglowych
i stopowych.
Zgrzewanie doczołowe
- umożliwia łączenie elementów ze stali węglowych, stali
stopowych, z metali nieżelaznych i ich stopów. Polega na łączeniu elementów całą
powierzchnią przekroju przynajmniej jednego z nich.
Podział ze względu na różnice w procesie tworzenia się zgrzeiny:
- doczołowe zwarciowe, gdy części zgrzewane stykają się przez cały czas przepływu
prądu, a więc i nagrzewania,
- iskrowe, gdy w chwili włączania prądu części nie stykają się jeszcze i w czasie ich
zbliżania się ku sobie zaczynają przeskakiwać łuki elektryczne, najpierw między
wierzchołkami nierówności powierzchni, a potem na całej powierzchni, nadtapiając
metal.
Wyszukiwarka
Podobne podstrony:
sciąga obróbka, Semestr IV PK, Semestr Letni 2012-2013 (IV), Technologie wytwarzania i przetwarzania
METALURGIA PROSZKÓW - WIADOMOŚCI OGÓLNE, Semestr IV PK, Semestr Letni 2012-2013 (IV), Technologie wy
Obabka Cieplna metali, Semestr IV PK, Semestr Letni 2012-2013 (IV), Technologie wytwarzania i przetw
Struktura procesu technologicznego wytwarzania produktów spożywczych i gastronomicznych, Studia - ma
Korbutowicz,optoelektronika,Technologia wytwarzania półprzewodnikowych struktur optoelektronicznych
cw 3 lab, Imir imim, Semestr 3, Technologie wytwarzania
ściąga 2, Studia - materiały, semestr 6, Technologia rybna
Wykonywanie otworow, Technologie wytwarzania, Obróbka skrawaniem, Wiercenie
lab2(v2), Semestr III, Technologie wytwarzania
Dobór technologii wytwarzania zadanie
3 Materiały półprzewodnikowe, własności, wytwarzanie i ich obróbka mechaniczna [tryb zgodności]
Miniewicz, materiały zaawansowane technologicznie, odpowiedzi na zagadnienia
Nowoczesne technologie wytwarzania biopaliw Prof Koltuniewicz
referaty na materia oznawstwo www.przeklej.pl, Rok II, laborki z termy
Rodzaje marynat i sposób ich produkcji, Studia - materiały, semestr 6, Technologia rybna
PODSTAWOWE ZASADY EDYTORSKIE, Materiały Politechnika - Technologie chemiczne, Praca Magisterska
kiossdobry, PW Transport, Gadżety i pomoce PW CD2, płytki, Technologia wytwarzania
więcej podobnych podstron