1
A.Jednoróg – SPC
ZBIERANIE DANYCH
SPC
Adam Jednoróg
A.Jednoróg – SPC
2
STANY PROCESU
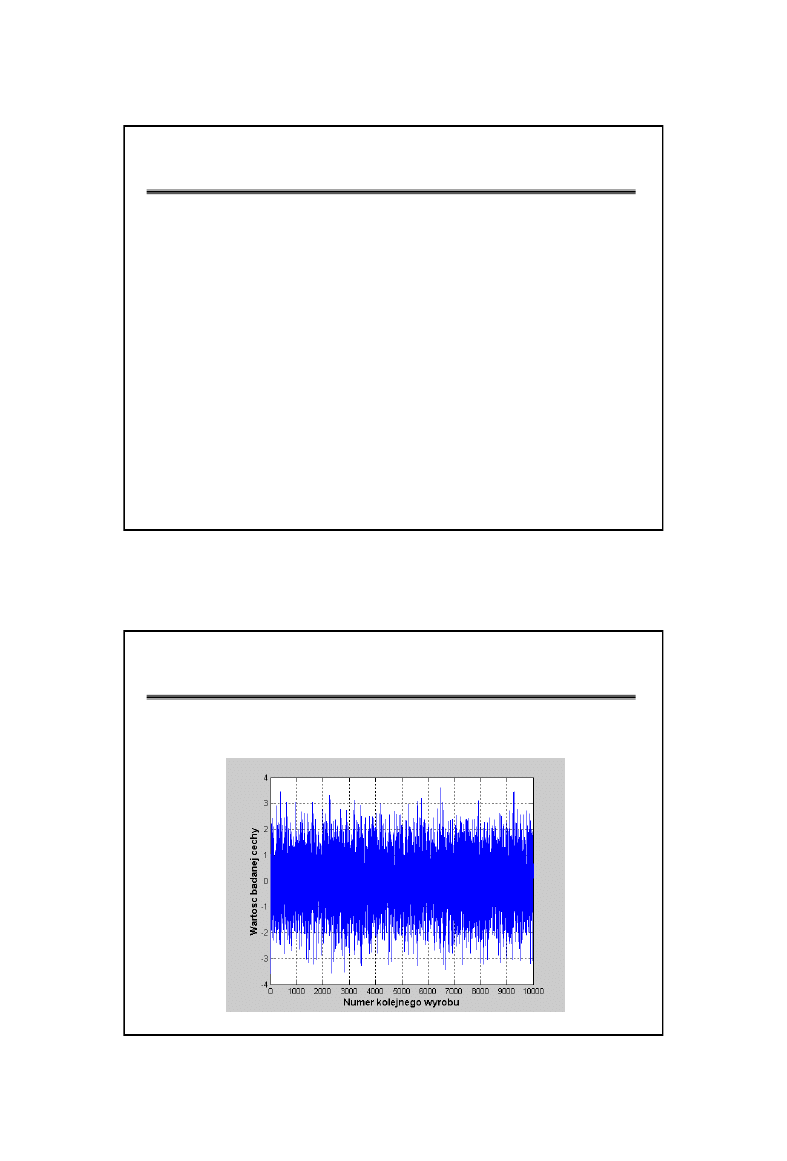
• Stan statystycznie stabilny (uregulowany)
– zmienność własna procesu (naturalna, szum)
2
A.Jednoróg – SPC
3
STANY PROCESU
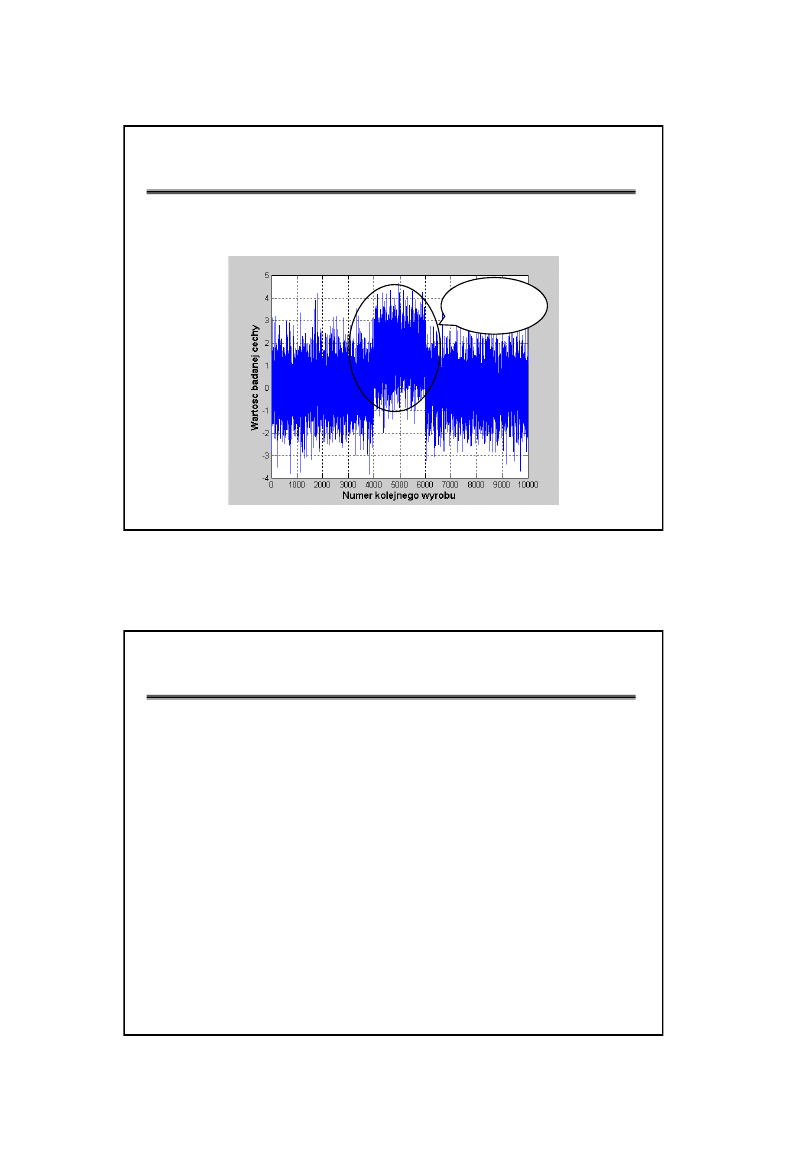
• Stan statystycznie niestabilny (nieuregulowany)
– zmienność całkowita procesu
Działanie
przyczyn
specjalnych
A.Jednoróg – SPC
4
W zależności od tego jakie zmienności występują w procesie, można mówić o:
•
Stanie statystycznie uregulowanym (ang. state of statistical control)
– jest to stan, w którym
zmienność między obserwowanymi wynikami badania próbki może być przypisana zespołowi
przyczyn losowych i który nie ulega zmianom w czasie. Taki zespół przyczyn losowych
odzwierciedlany jest przez wyniki otrzymane z próbek losowych prostych pobranych z populacji.
•
Stanie statystycznie nieuregulowanym, w stanie niestabilnym (ang. state out of statistical
control)
– jest to stan, w którym obok przyczyn losowych występują również przyczyny specjalne
[PN-ISO 3534-2:1994]
Proces, w którym każda z miar jakości (np. wartość średnia i rozrzut lub frakcja jednostek niezgodnych
lub liczba niezgodności wyrobu) jest w stanie statystycznie uregulowanym nazywany jest proces
uregulowanym lub procesem stabilnym (ang. proces in control, stable proces).
Gdy proces znajduje się w stanie statystycznie uregulowanym, to jego zmienność lub zmienność
wytwarzanych przez niego wyrobów określana jest jako zmienność własna procesu (ang.
inherent process variability). Zmienność własna procesu określana na podstawie procesu
jednostkowego (jedno urządzenie lub linia produkcyjna, jedna grupa operatorów, jedna partia
materiału) jest zwykle mniejsza od tej zmienności określanej dla procesu ogólnego (wiele
urządzeń lub linii produkcyjnych, grup operatorów i partii materiału).
Do określenia zmienności własnej stosowane jest też pojęcia zmienności naturalnej czy białego
szumu.
Zmienność procesu obejmująca zmienność własną i zmienność spowodowaną przez inne czynniki
prowadzące do zmian, takie jak błędy operatora, źle uregulowane lub uszkodzone urządzenia,
użycie materiału niezgodnego ze specyfikacją, błędy systematyczne lub inne dające się określić
przyczyny, nazywana jest
całkowitą zmiennością procesu (ang. total process variability)
3
A.Jednoróg – SPC
5
KARTY KONTROLNE SHEWHARTA
• CEL:
– Porównać stan bieżący stan procesu
ze
zmiennością własną procesu, a
NIE TYLKO ZE SPECYFIKACJAMI!
– Odróżnić to co losowe w procesie
od tego co jest specjalne
– Jak najszybciej wykryć nienaturalne
zmienności procesu
A.Jednoróg – SPC
6
KARTY KONTROLNE SHEWHARTA
Pomagają:
1.
Wstępnie ocenić stan procesu.
2.
Wykryć stany niestabilności procesu i
wyeliminować ich przyczyny.
3.
Ustabilizować proces.
4.
Utrzymać proces w stanie statystycznie
stabilnym (zapewnić status quo)
5.
Redukować zmienność procesu.
4
A.Jednoróg – SPC
7
Karta kontrolna (ang. control chart) jako metoda graficzna o zasadniczym znaczeniu dla sterowania produkcją została
zaproponowana przez dr Waltera Shewharta w 1924 r. Jest to graficzna metoda prezentowania i porównywania
informacji pochodzących z ciągu próbek reprezentujących bieżący stan procesu z granicami wynikającymi z
uwzględnienia jego zmienności własnej.
Karta kontrolna (ang. control chart)
– wykres z zaznaczoną górną i/lub dolną granicą kontrolną, na którym rejestrowane
są wartości pewnej miary statystycznej, uzyskane z serii próbek lub podzbiorów, zwykle w porządku ich
występowania w czasie lub w porządku numerów próbki. Często na karcie występuje linia centralna, która ułatwia
śledzenie trendu, jaki wykazują rejestrowane wartości względem granic kontrolnych. [PN-ISO 3534-2:1994]
Zasadniczym celem kart kontrolnych jest jak najszybsze wykrywanie nienaturalnych zmienności w danych
otrzymywanych z powtarzalnych procesów. Karty kontrolne dostarczają kryteria dla wykrywania braku
statystycznego uregulowania procesu. Mogą one być również stosowane do szacowania parametrów procesu
produkcyjnego i przez to, do określania zdolności procesu (ang. process capability).
Granice kontrolne, to granice pomiędzy którymi z bardzo dużym prawdopodobieństwem znajduje się wartość
rozpatrywanego parametru statystycznego, jeżeli proces znajduje się w stanie statystycznie uregulowanym.
Shewhart zaproponował, by granice kontrolne były ustalane na poziomie +/- 3 po każdej stronie linii centralnej, co
odpowiada wartości współczynnika k=3. Przy granicach +/- 3 , około 99,73 % wartości z próbek znajdzie się w
granicach kontrolnych, przy założeniu, że proces jest statystycznie uregulowany. W takim przypadku ryzyko
popełnienia błędu I rodzaju wynosi 0,27 %, czyli w średnio 3 punkty na tysiąc mogą znaleźć się poza granicami
kontrolnymi, gdy proces jest stabilny.
Shewhart zdawał sobie sprawę z faktu, że w praktyce popełnia się oba rodzaje błędów i należy dążyć do osiągnięcia
minimalnych strat wynikających z tych błędów. Zaproponowane przez niego granice na poziomie +/- 3 dają, w
szerokim zakresie nieznanych warunków, racjonalną i ekonomiczną wskazówkę do osiągnięcia minimalnych strat
wynikających z obu rodzajów błędów.
A.Jednoróg – SPC
8
Ogólny model kart kontrolnych
• Niech:
w
– statystyka testowa określająca badany parametr
jakościowy (np. wartość średnia)
k
– odległość granic kontrolnych od linii centralnej
wyrażona w odchyleniach standardowych
• Granice kontrolne:
UCL =
w
+ k
W
CL =
w
LCL =
w
- k
W
5
A.Jednoróg – SPC
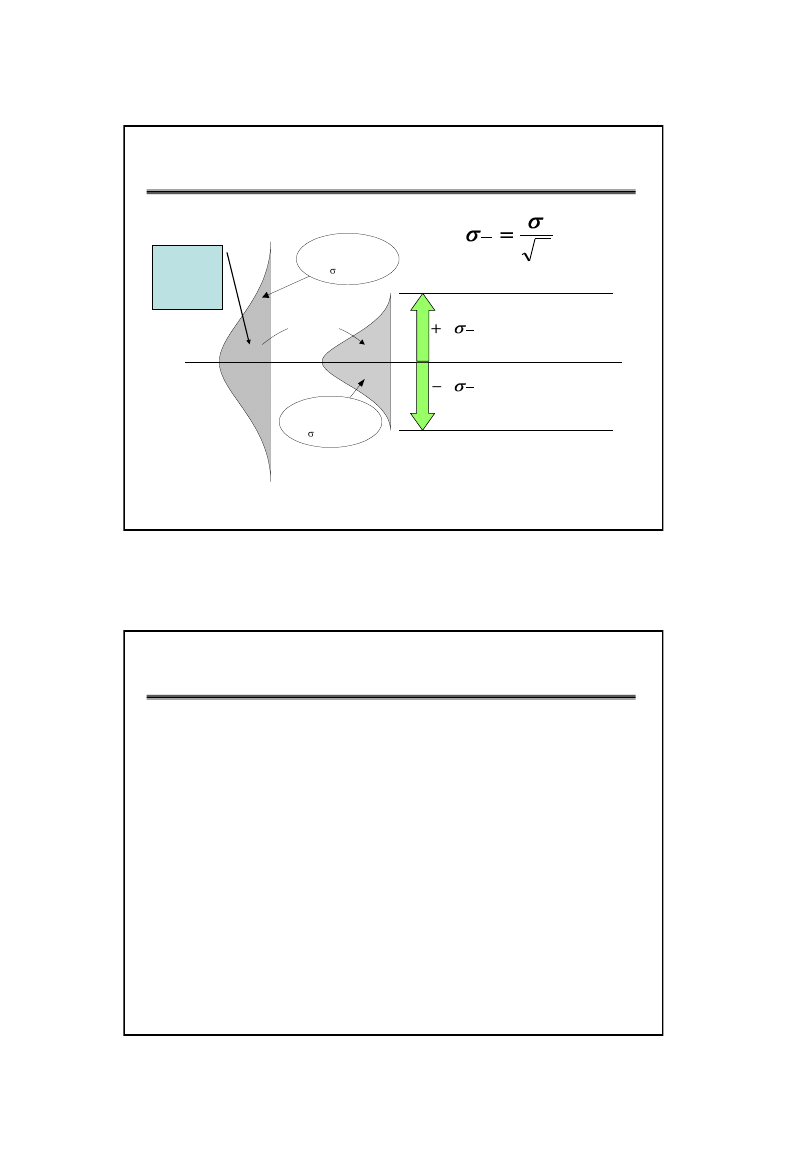
9
Karta wartości średnich
Górna granica kontrolna UCL
Dolna granica kontrolna LCL
Linia centralna CL
Rozkład wartości
indywidualnych
= 0.01
Rozkład wartości
srednich z próbek
= 0.0045
Próbka n=5
Badany
parametr:
wartość
średnia
n
X
X
3
X
3
A.Jednoróg – SPC
10
Karta z wartościami normatywnymi
• Wartości normatywne mogą być określane na
podstawie:
– obserwacji i dotychczasowego doświadczenia z
nadzorowania procesu
– określonych wartości normatywnych (np. wartość
zadana, tolerancje)
– przesłanek ekonomicznych (np. kosztów zgodności i
kosztów niezgodności)
• Zaleca się, aby wartości normatywne były
zgodne z naturalną zmiennością procesu
W przeciwnym razie może dojść do zjawiska
PRZEREGULOWANIA PROCESU
6
A.Jednoróg – SPC
11
Karta X-R
• Założenia:
– Zmienność podlega rozkładowi normalnemu
– Badana jest jedna właściwość (cecha)
– Granice kontrolne powinny być wyznaczone
na podstawie przebiegu procesu, który jest w
stanie statystycznie stabilnym
– Kolejne wyniki pomiarów muszą być
niezależne (brak autokorelacji)
A.Jednoróg – SPC
12
Karta kontrolna X-R
• W mniej więcej regularnych odstępach
pobieraj n-
elementowe próbki z procesu
– kategorie czasowe (np. 3 jednostki co
godzinę)
– kategorie ilościowe (np. 3 na 50 jednostek)
• Dla każdej próbki oblicz:
– wartość średnią z próbki
– oraz rozstęp jako różnica między największą i
najmniejszą wartością w próbce
R
i
= X
max
- X
min
i
X
7
A.Jednoróg – SPC
13
KARTA X-R
•
Postępowanie:
1.
Zebrać i przeanalizować dane obliczając
średnie i rozstępy
2.
Wykreślić i przeanalizować kartę R
3.
Wykreślić i przeanalizować kartę X
4.
Jeśli wykres nie wykazuje przebiegów
nielosowych, to wyznaczone granice
kontrolne można zastosować do
nadzorowania procesu w przyszłości
A.Jednoróg – SPC
14
KARTA X-R
R
A
X
UCL
2
Czas
Czas
X
R
R
D
UCL
4
R
D
LCL
3
X
R
R
A
X
LCL
2
8
A.Jednoróg – SPC
15
13.01
13.01
14.01
14.01
15.01
15.01
16.01
16.01
17.01
17.01
06:30
13:15
06:30
13:15
06:30
13:15
06:30
13:15
06:30
13:15
6.01
6.01
7.01
7.01
8.01
8.01
9.01
9.01
10.01
10.01
06:30
13:15
06:30
13:15
06:30
13:15
06:30
13:15
06:30
13:15
12,67
12,66
12,66
12,59
12,76
12,68
12,63
12,59
12,61
12,71
12,62
12,68
12,74
12,67
12,7
12,63
12,63
12,57
12,63
12,64
12,59
12,64
12,68
12,62
12,79
12,73
12,68
12,64
12,65
12,67
12,59
12,67
12,63
12,69
12,61
12,58
12,56
12,62
12,65
12,61
12,68
12,64
12,61
12,65
12,75
12,61
12,56
12,69
12,62
12,63
63,15
63,29
63,32
63,22
63,61
63,23
63,06
63,11
63,16
63,26
12,630
12,658
12,664
12,644
12,722
12,646
12,612
12,622
12,632
12,652
0,09
0,04
0,13
0,1
0,18
0,15
0,12
0,12
0,04
0,1
12,58
12,60
12,62
12,64
12,66
12,68
12,70
12,72
12,74
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
0,00
0,05
0,10
0,15
0,20
0,25
0,30
Działania korygujące podjąć w
przypadku:
1.Punkty poza granicami
kontrolnymi.
2. 7 kolejnych punktów
w znoszących się lub
opadających.
3. 7 punktów pod lub nad linią
centralną.
4. Inny w idoczny przebieg
nielosow y.
Maszyna: SIGMAT
Zakład:
Maszyna: P2.21.36.006
Operacja: 30
Numer rysunku: 4271101
Nazwa części: Półoś napędowa
Właściw ość:
Tolerancja górna= 12.75
Tolerancja dolna= 12.45
Nominał= 12.06
Nr urz. pom.:
Nazw a urz. pom.:
Jed. miary:
Wielkość próbki= 5
Częstotliw ość= 2/zmianę
Poprz. średnia=
Poprz.LCL=
Poprz.UCL=
Numer
karty:
n
2
3
4
5
6
7
8
9
10
A
2
1,88
1,02
0,73
0,58
0,48
0,42
0,37
0,34
0,31
D
3
-
-
-
-
-
0,08
0,14
0,18
0,22
D
4
3,27
2,57
2,28
2,11
2,00
1,92
1,86
1,82
1,78
Karta -R
X
X średnie
X średniaX
LCL = X A R
2
UCL = X A R
2
12.658
12.596
12.720
UCL = D R
4
R średniaR
LCL = D R
3
Rozstępy
0.108
0.228
0
UWAGA:
Nie należy ingerow ać w
proces, bez pew ności, że
w ystąpiły zakłócenia specjalne.
Notow ać w szelkie zmiany w
procesie (ludzie, narzędzia,
materiał, metoda, otoczenie).
Użyć odw rotnej strony kartki w
celu zapisania następujących
informacji:
- numer próbki,
- co, jak i dlaczego się stało,
- jak zostało popraw ione,
- kto w prow adził zmiany.
12,69
12,73
12,72
12,671
12,661
12,68
12,6
12,65
12,64
12,68
12,66
12,6
12,61
12,661
12,741
12,73
12,68
12,61
12,7
12,66
12,56
12,71
12,67
12,661
12,651
12,74
12,67
12,64
12,64
12,69
12,66
12,73
12,75
12,701
12,631
12,63
12,67
12,67
12,61
12,69
12,71
12,61
12,68
12,751
12,621
12,62
12,75
12,62
12,61
12,65
63,28
63,38
63,43
63,445
63,305
63,4
63,37
63,19
63,2
63,37
12,656
12,676
12,686
12,689
12,661
12,680
12,674
12,638
12,640
12,674
0,15
0,13
0,14
0,09
0,12
0,12
0,15
0,06
0,09
0,04
Data
Czas
P
om
ia
ry
w
p
ró
bc
e
1
5
4
3
2
Suma
Średnia
Rozstęp
Część informacyjna (BIURO/OPERATOR)
Pomiary / obliczenia -
OPERATOR
Wykreślanie punktów i
interpretacja/ podejmowanie
decyzji - OPERATOR
Interpretacja i
podejmowanie
decyzji -
OPERATOR
Dokumentowanie
(na drugiej
stronie) -
OPERATOR
A.Jednoróg – SPC
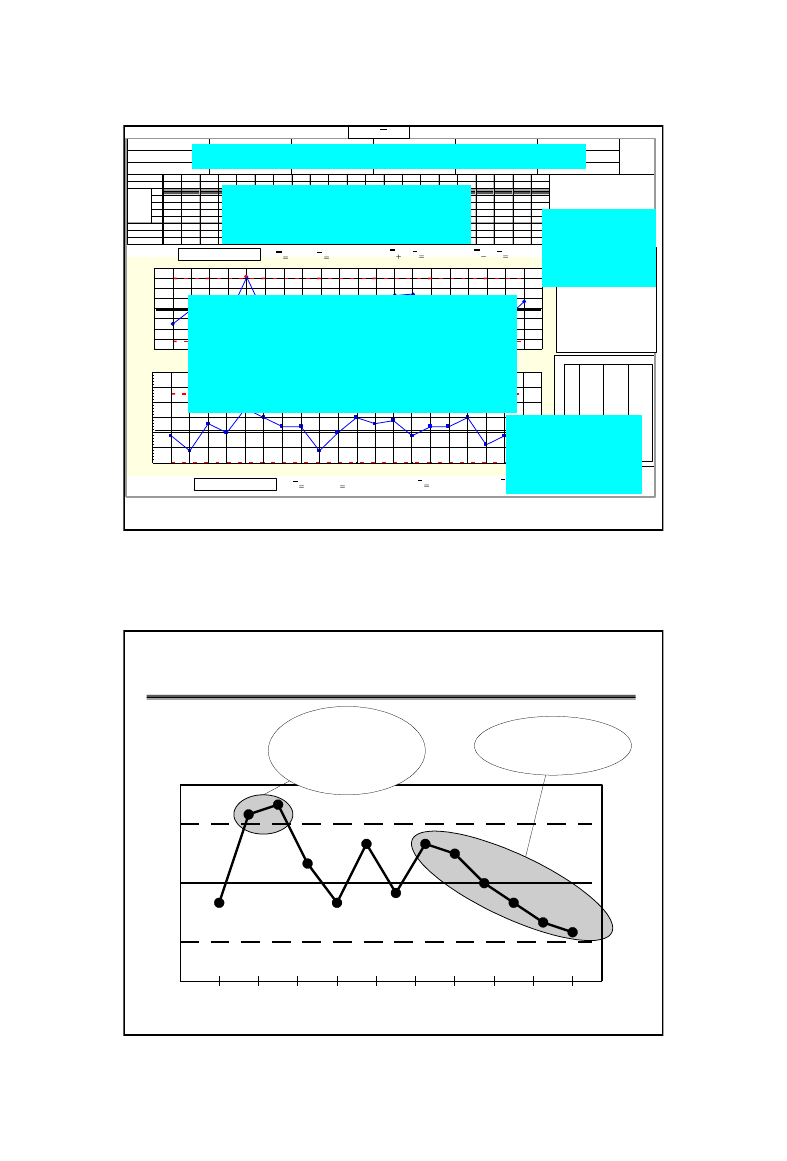
16
ANALIZA KART KONTROLNYCH
Dolna granica kontrolna (LCL)
Górna granica kontorlna (UCL)
Linia
ce ntralna
1
2
3
4
5
6
7
8
9
10
C
e
c
h
a
j
a
k
o
ś
c
io
w
a
Działanie przycyzn
specjalnych
punkty poza granicami
kontrolnymi
Działanie przyczyn
specjalnych
nielosowy przebieg, w zór
9
A.Jednoróg – SPC
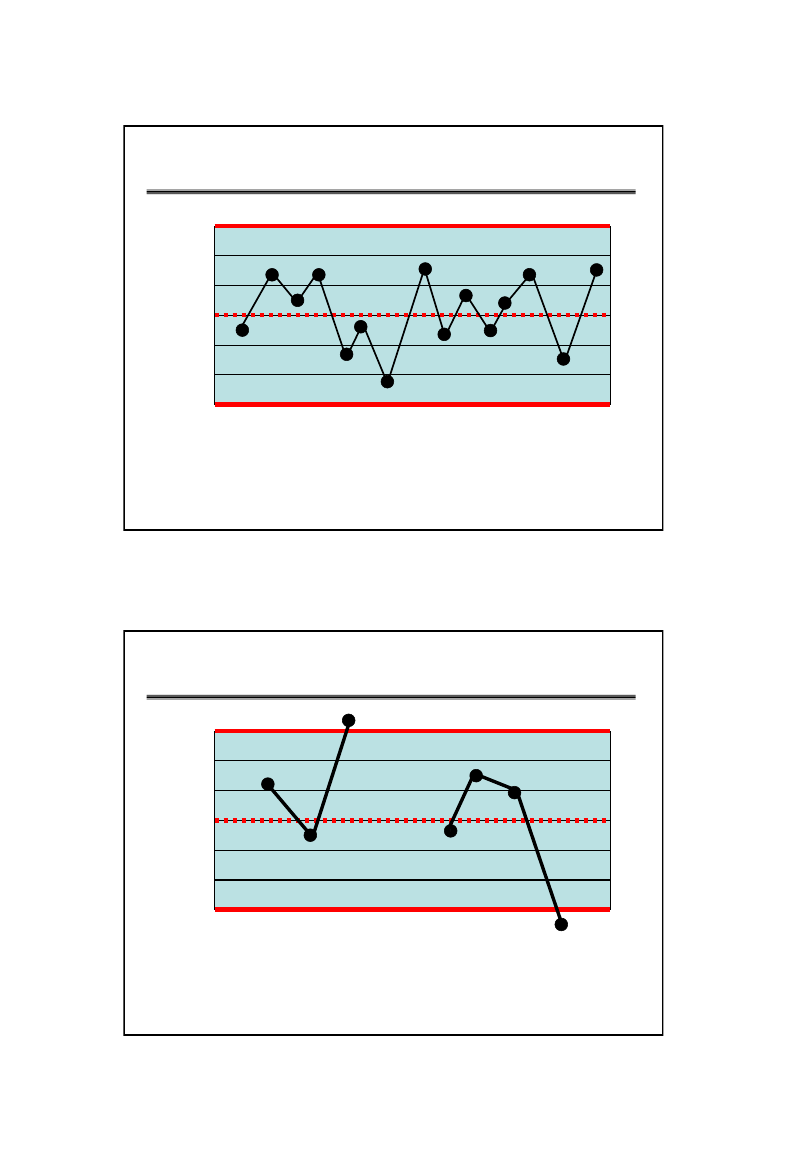
17
C
B
A
ANALIZA KART KONTROLNYCH
• Przebieg losowy, normalny
– Brak charakterystycznych wzorów
A
B
C
UCL
LCL
CL
A.Jednoróg – SPC
18
C
B
A
A
B
C
TEST 1
• Jeden punkt poza strefą A
UCL
LCL
CL
10
A.Jednoróg – SPC
19
C
B
A
A
B
C
TEST 2
• 9 kolejnych punktów w strefie C lub poza nią
po tej samej stronie linii centralnej
UCL
LCL
CL
A.Jednoróg – SPC
20
C
B
A
A
B
C
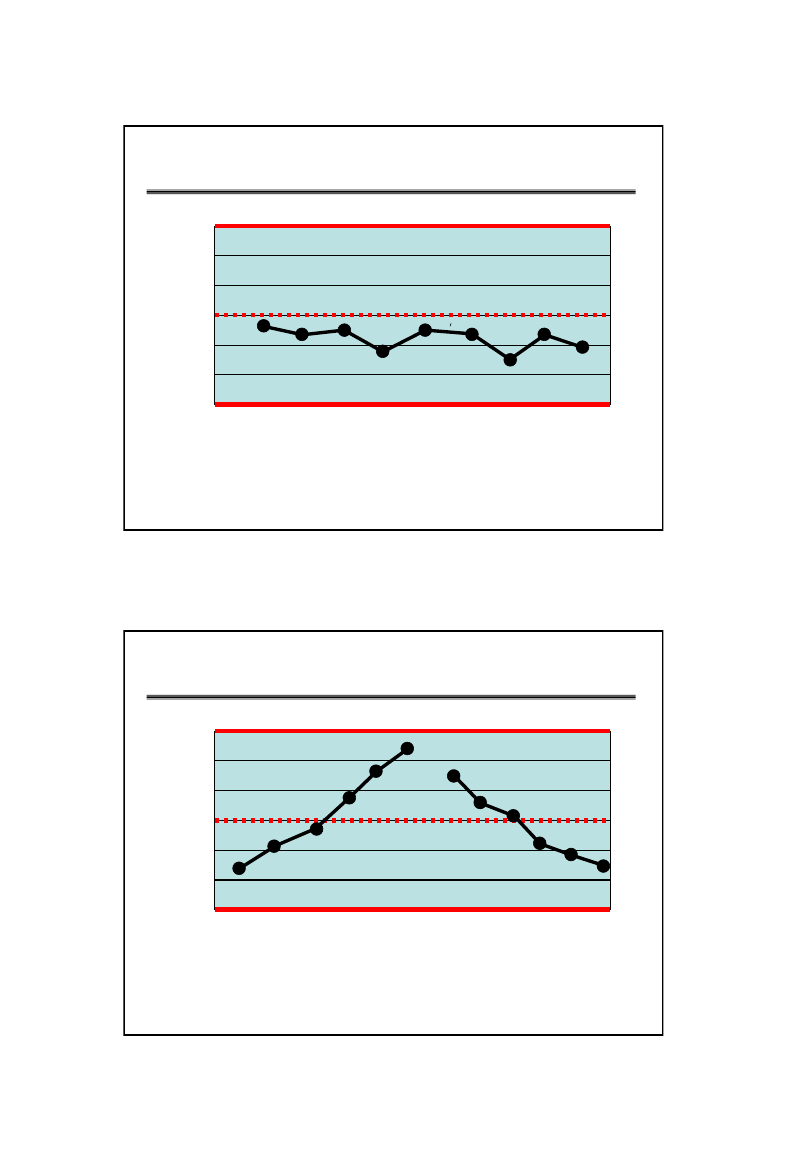
TEST 3
• Trend
– 6 kolejnych punktów stale rosnących i opadających
UCL
LCL
CL
11
A.Jednoróg – SPC
21
C
B
A
A
B
C
TEST 4
• 14 punktów po kolei przemiennie
rosnących i malejących
UCL
LCL
CL
A.Jednoróg – SPC
22
C
B
A
A
B
C
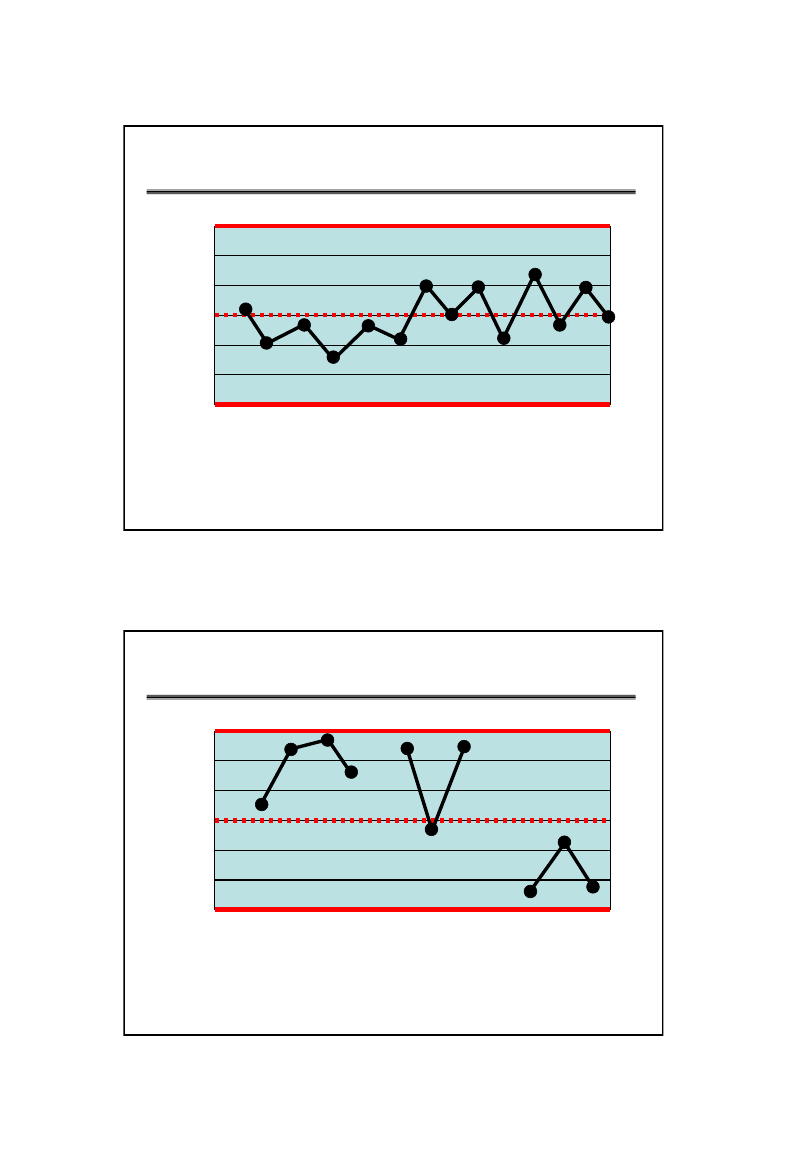
TEST 5
• 2 z 3 kolejnych punktów w strefie A lub
poza nią
UCL
LCL
CL
12
A.Jednoróg – SPC
23
C
B
A
A
B
C
TEST 6
• 4 z 5 kolejnych punktów w strefie B lub
poza nią
UCL
LCL
CL
A.Jednoróg – SPC
24
C
B
A
A
B
C
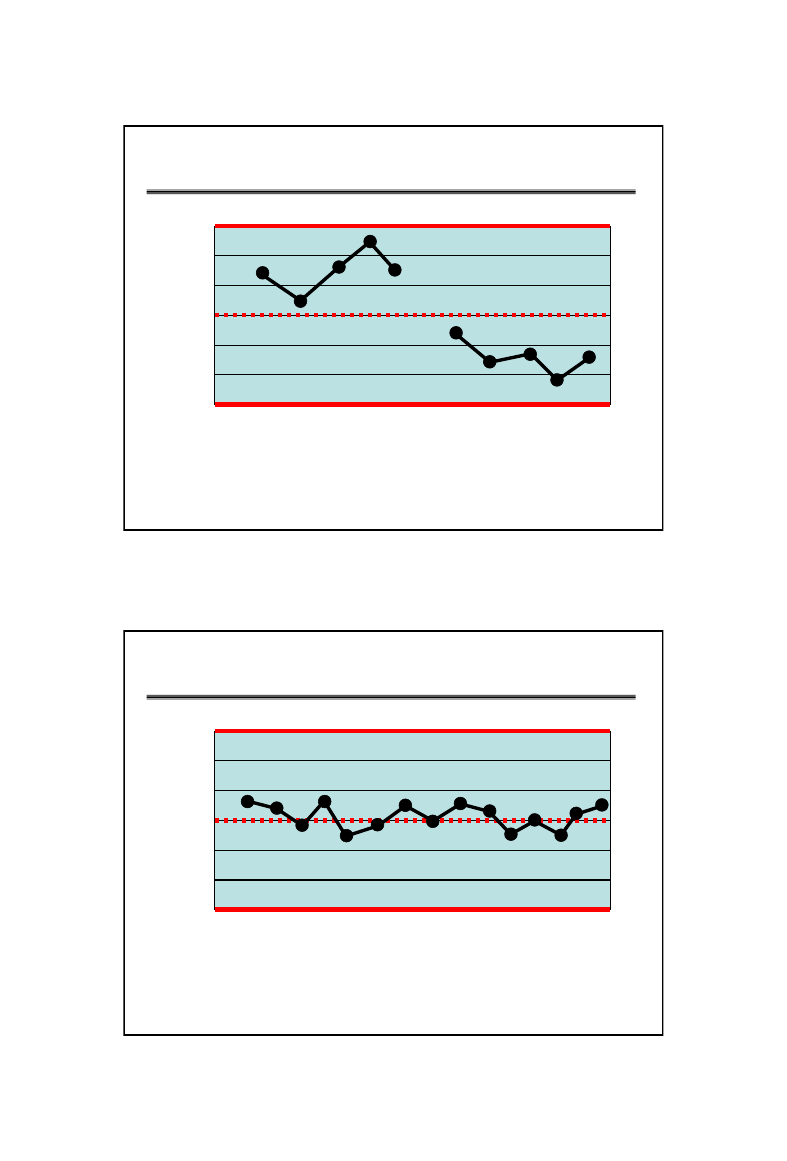
TEST 7
• 15 kolejnych punktów w strefie C
powyżej lub poniżej linii centralnej
UCL
LCL
CL
13
A.Jednoróg – SPC
25
C
B
A
A
B
C
TEST 8
• 8 kolejnych punktów po obu stronach linii
centralnej lecz żaden w strefie C
UCL
LCL
CL
A.Jednoróg – SPC
26
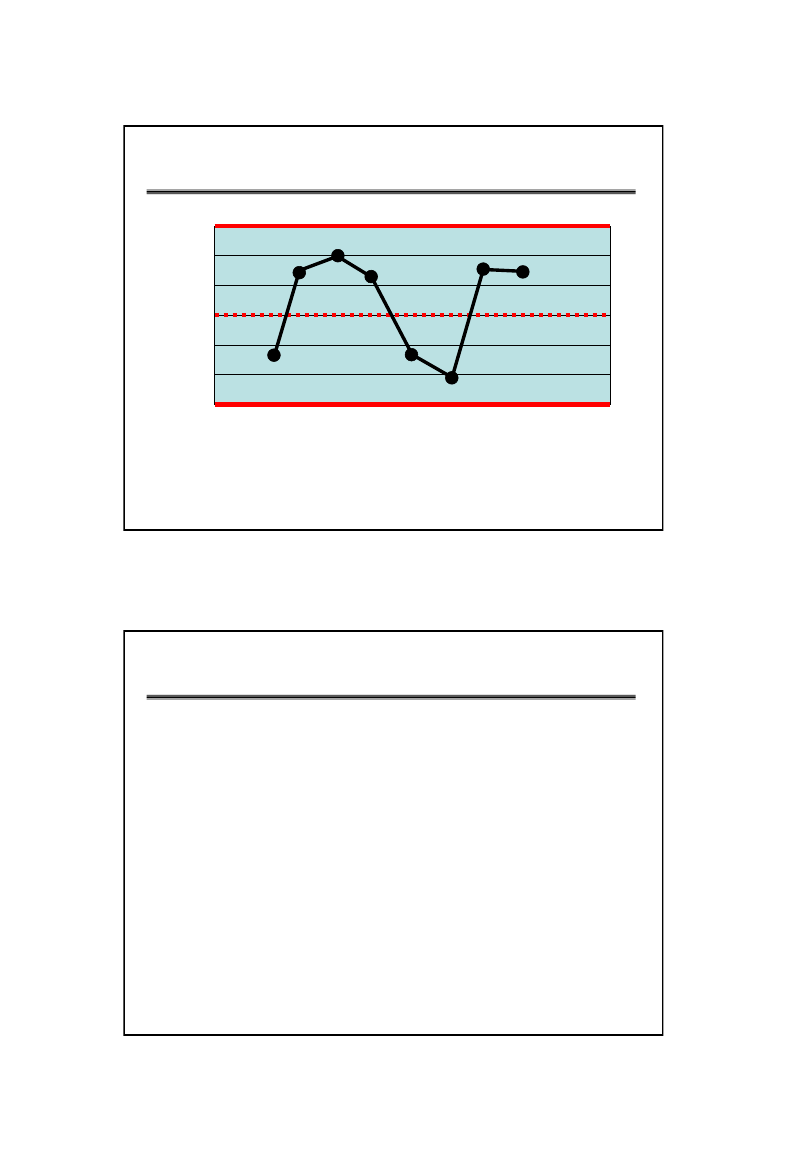
RACJONALNY ROZMIAR PRÓBKI
• Tworzenie próbki z kolejno
wychodzących po sobie jednostek
z procesu jest w takim przypadku
najbardziej logiczne
Próbki mają być tak pobierane,
aby zmienność w obrębie próbki
była w możliwie
jak największym stopniu
rezultatem tylko przyczyn losowych
14
A.Jednoróg – SPC
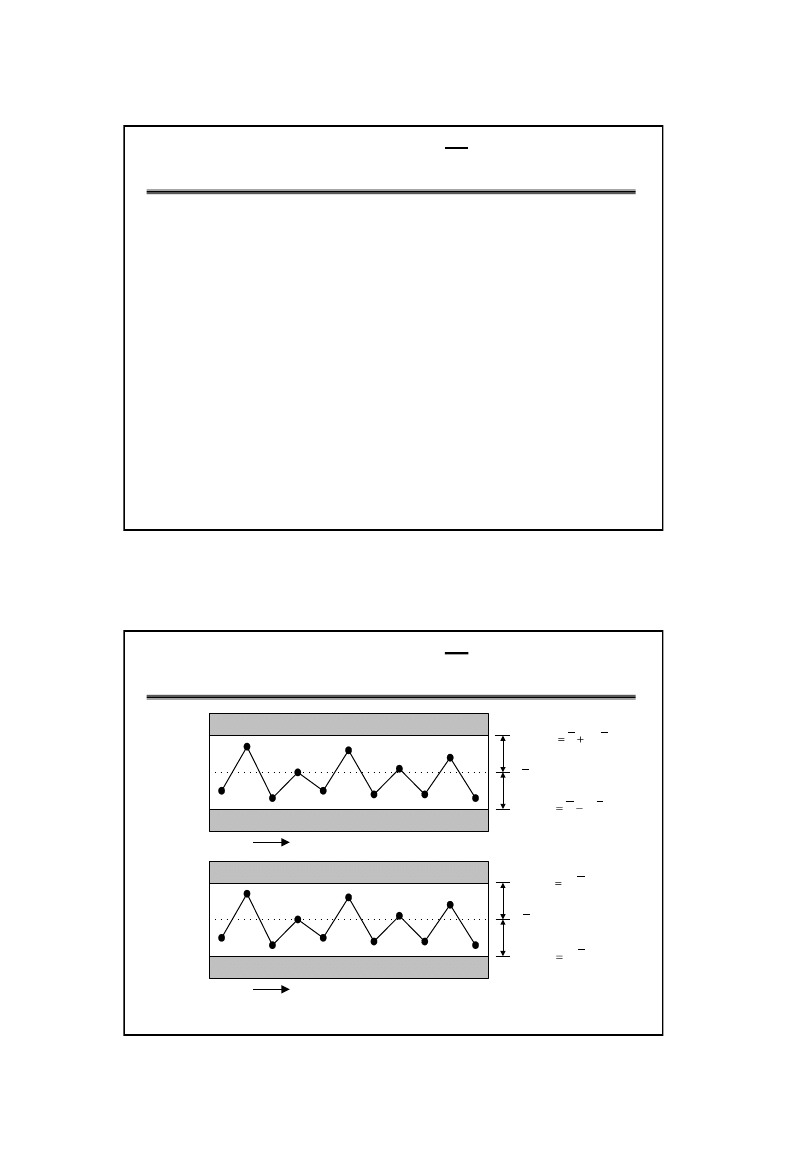
27
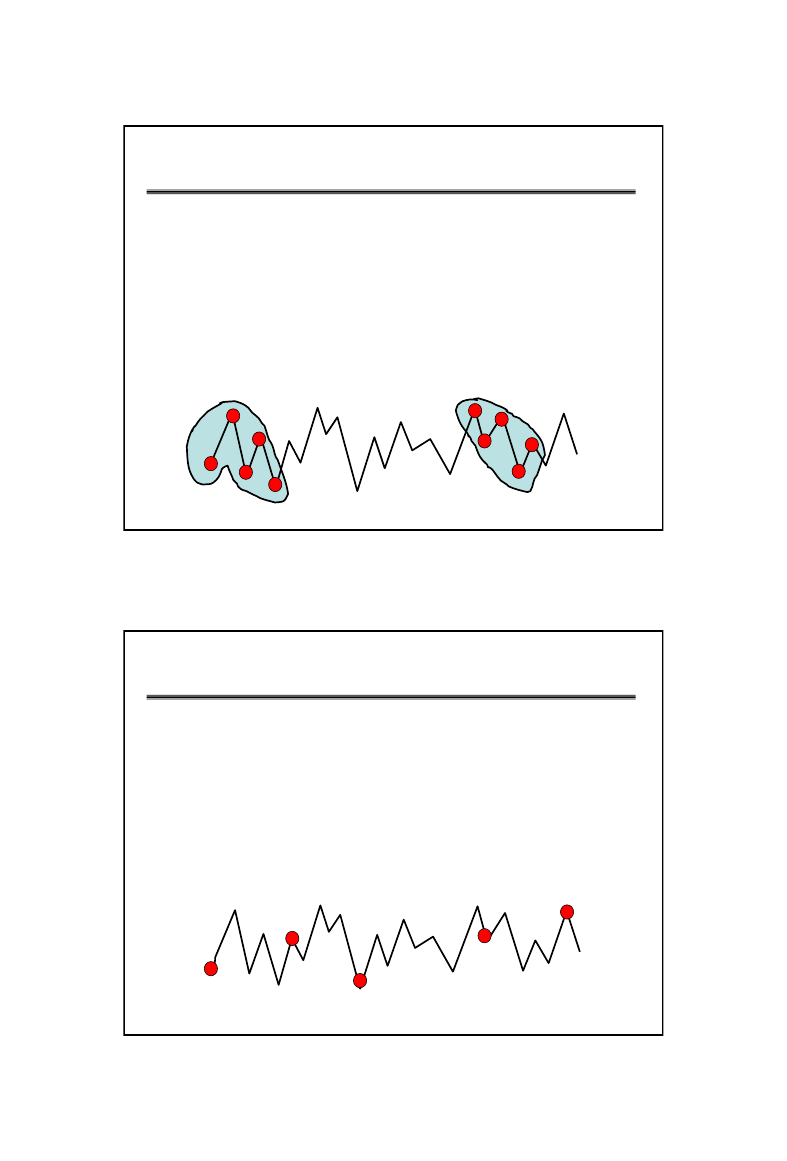
RACJONALNY ROZMIAR PRÓBKI
•
Dwa podejścia są możliwie:
1.
Każda próbka tworzona jest z kolejno
wychodzących po sobie jednostek
z procesu (wytworzonych możliwie w tym
samym czasie)
•
wtedy, gdy podstawowym celem karty kontrolnej
jest wykrycie zmian średniej procesu
Próbka 1
Próbka 2
A.Jednoróg – SPC
28
RACJONALNY ROZMIAR PRÓBKI
2.
Próbkę stanowią jednostki, które są
reprezentatywne dla wszystkich jednostek,
które zostały wyprodukowane od momentu
pobrania poprzedniej próbki
•
wtedy, gdy podstawowym celem karty kontrolnej
jest wspomaganie decyzji o akceptacji
wszystkich jednostek wyprodukowanych
w danym czasie
Próbka n=5
15
A.Jednoróg – SPC
29
GRANCIE KONTROLNE
• Odległość miedzy granicami kontrolnymi dla
karty X-
średnie zależy od wartości średniego
rozstępu (od zmienności
w próbce – WITHIN)
• Karta kontrolna odpowiada na pytanie:
– Czy zmienność między próbkami
(BETWEEN)
jest
większa niż zmienność w próbce
(WITHIN)
• To rozróżnienie wymaga odpowiedniego
pobierania próbek
A.Jednoróg – SPC
30
1.
W ten sposób minimalizowane jest są szanse pojawienia się zmienności specjalnych w
próbce, natomiast maksymalizowane są szanse pojawienia się zmian między próbkami, gdy w
procesie pojawią się przyczyny specjalne.
–
Ten sposób pobierania próbki daje lepsze oszacowania wartości odchylenia
standardowego procesu w przypadku kart kontrolnych dla danych liczbowych.
–
Każda próbka pobrana w ten sposób jest swego rodzaju „zdjęciem” procesu w momencie
jej pobierania.
2.
W przypadku, gdy w procesie występują zmiany średniej procesu między próbkami (tzw.
proces destabilizuje się i wraca do stanu stabilnego) będące wynikiem pojawienia się przyczyn
specjalnych, pierwsza metoda pobierania próbki wydaje się być nieskuteczną w wykrywaniu
takich zmian w procesie i drugi sposób pobierania próbki może być prefereowany.
–
Ale UWAGA!!!
–
Jeśli średnia procesu dryfuje, ulega zmianom, taki sposób pobierania próbek może
powodować, że rozproszenia w próbce będą bardzo duże, a konsekwencji granice
kontrolne bardzo szerokie. W ten sposób każdy proces, nawet ten statystycznie
niestabilny, można uczynić, ale tylko „na papierze” statystycznie stabilnym.
–
Taki sposób tworzenia próbki da w rezultacie mniejsze wartości wskaźników zdolności
procesu Cp i Cpk, jeżeli do ich obliczania zostanie użyta wartość odchylenia
standardowego szacowanego na podstawie rozstępów z próbki.
–
Taki sposób pobierania próbki może spowodować pojawienie się punktów poza granicami
kontrolnymi na kartach rozrzutu (R lub s) nawet wtedy, gdy w procesie nie pojawiły się
fałszywe alarmy.
Wyszukiwarka
Podobne podstrony:
Karty kontrolne id 232711 Nieznany
CW 8 pytania kontrolne id 12215 Nieznany
Chemia kliniczna kontrola id 11 Nieznany
Karty dzwiekowe id 232699 Nieznany
CW7 pytania kontrole id 123756 Nieznany
karty liczby id 232712 Nieznany
Kontrola id 246887 Nieznany
Audyt i kontrola id 72223 Nieznany (2)
Paliwa pytania kontrolne id 345 Nieznany
Praca Kontrolna id 382649 Nieznany
karty zblizeniowe id 232887 Nieznany
lista KONTROLNA id 269998 Nieznany
CW 8 pytania kontrolne id 12215 Nieznany
Chemia kliniczna kontrola id 11 Nieznany
Praca kontrolna nr 2I id 382664 Nieznany
Kontrolki diodowe id 247015 Nieznany
CW 8 pytania kontrolne v2 id 12 Nieznany
więcej podobnych podstron