
ROK WYD. LXVIII
앫 ZESZYT 11/2009
1 8
Dr in˝. Marek K´sy i prof. dr hab. in˝. Krzysztof Tubie-
lewicz sà pracownikami Instytutu Technologii Maszyn
i Automatyzacji Produkcji Politechniki Cz´stochowskiej.
Dzia∏alnoÊç rynkowa przedsi´biorstw produkcyj-
nych uwarunkowana jest silnà konkurencjà, wyso-
kimi wymaganiami odbiorców oraz ciàg∏ymi wa-
haniami popytu. Konieczne jest stosowanie w nich
takich rozwiàzaƒ techniczno-organizacyjnych, które
pozwolà na ∏atwe i szybkie dopasowanie si´ do zmie-
niajàcych si´ wymagaƒ. Zarzàdzanie produkcjà, obej-
mujàc wiele dzia∏aƒ podejmowanych przed oraz
w czasie wytwarzania, w zakresie tzw. operatywnego
sterowania produkcjà zajmuje si´ m.in. procedurà
planowania zadaƒ produkcyjnych lub operacji tech-
nologicznych oraz modyfikacjà dzia∏aƒ, w przypad-
kach pojawiajàcych si´ zak∏óceƒ pracy systemu
wytwórczego.
Planowanie i sterowanie produkcjà
Zakres i stopieƒ szczegó∏owoÊci procesu plano-
wania i sterowania produkcjà uzale˝niony jest od
aktualnej sytuacji przedsi´biorstwa, jego poziomu
technicznego i organizacyjnego. Planowanie produk-
cji sprowadza si´ do ustalenia programu dzia∏aƒ,
harmonogramu prac wytwórczych oraz zapotrze-
bowania na zasoby produkcyjne. Z kolei w zakresie
poj´ciowym sterowania produkcjà mieszczà si´ czyn-
noÊci planowania, sterowania, organizowania i kon-
trolowania rzeczywistego obiegu wyrobów i jego
informacyjnych uwarunkowaƒ. Poj´ciem podrz´d-
nym w stosunku do sterowania produkcjà jest ste-
rowanie przep∏ywem produkcji, ograniczone do pro-
cedur planowania, sterowania, kontroli i ewentual-
Algorytmy genetyczne w in˝ynierii produkcji
MAREK K¢SY
KRZYSZTOF TUBIELEWICZ
nie korygowania przep∏ywu materia∏ów i wyrobów
przez systemy produkcyjne w odpowiedniej liczbie
i czasie.
Sterowanie produkcjà nie mo˝e odbywaç si´
wed∏ug przypadkowych regu∏, musi byç oparte na
okreÊlonych metodach i algorytmach post´powania.
EfektywnoÊç procedur sterowania produkcjà uza-
le˝niona jest w du˝ej mierze od szczegó∏owoÊci pla-
nowania operatywnego, którà rozpatrywaç mo˝na
w aspekcie parametrów: czasu, przedmiotów pracy
oraz Êrodków pracy. Do prawid∏owego okreÊlenia,
jakimi zadaniami produkcyjnymi i w jakich jednost-
kach czasu obcià˝one zostanà stanowiska produk-
cyjne, s∏u˝à harmonogramy operacyjne. Ich tworze-
nie stanowi wa˝ny etap zarzàdzania produkcjà, od
którego zale˝y jakoÊç rozplanowania wykonywania
poszczególnych zadaƒ w czasie. Procedury plano-
wania i sterowania procesami wytwarzania uzale˝-
nione sà g∏ównie od charakteru produkcji. W przy-
padku produkcji na zamówienie, wielkoÊç oraz pro-
cedury planowania i sterowania procesami produk-
cji uzale˝nione sà od nap∏ywajàcych w ró˝nych ter-
minach zleceƒ, stanowiàcych podstaw´ wytworze-
nia wyrobów – w zamówionej liczbie, asortymencie
i okreÊlonym czasie wykonania. Brak „stabilizacji”
wytwórczej powoduje, ˝e plany produkcyjne i har-
monogramy operacyjne produkcji ulegajà cz´stym
korektom, wynikajàcym g∏ównie z koniecznoÊci do-
konania zmian w obcià˝eniu stanowisk produkcyj-
nych. Mo˝e to byç m.in. wynikiem nap∏ywu nowego
priorytetowego zlecenia, zak∏ócenia wynikajàcego
z awarii obrabiarki itd., co powoduje koniecznoÊç
tworzenia harmonogramów wykazujàcych cechy
dynamicznej zmiennoÊci [1].

ROK WYD. LXVIII
앫 ZESZYT 11/2009
1 9
Techniki planowania i sterowania produkcjà
W przypadku produkcji na zamówienie, w zakresie
procedur planowania nast´puje wyznaczenie kolej-
noÊci wykonywania zleceƒ produkcyjnych z okreÊ-
lonego zbioru oczekujàcych. Z pozoru wydawaç si´
mo˝e, ˝e problematyka ustalenia kolejnoÊci wy-
konania jest prosta do rozwiàzania. W rzeczywistoÊci
jednak jest to zagadnienie wieloaspektowe, okreÊlo-
ne m.in. przez: ró˝norodnà i zmiennà w czasie liczb´
realizowanych zleceƒ, ograniczenia wytwórcze sys-
temu produkcji, brak mo˝liwoÊci zmiany kolejnoÊci
wykonania operacji. Tego typu zmiennych i zak∏óceƒ
jest w rzeczywistoÊci bardzo du˝o, dlatego te˝ opra-
cowanie harmonogramu jest zagadnieniem z∏o˝o-
nym.
Decydowanie o kolejnoÊci wykonania zadaƒ pro-
dukcyjnych w systemach lub operacji na stanowis-
kach produkcyjnych jest jednym z podstawowych
zagadnieƒ sterowania przep∏ywem produkcji. Wy-
bór zlecenia lub operacji spoÊród zbioru oczekujà-
cych odbywa si´ przez nadanie najwy˝szego stopnia
pilnoÊci – priorytetu. Planowanie obcià˝eƒ stano-
wisk produkcyjnych odbywa si´ przez bardziej lub
mniej Êwiadome, sukcesywne nadawanie priory-
tetów zleceniom i/lub operacjom produkcyjnym.
W praktyce procesy opracowywania harmonogra-
mów produkcyjnych oparte byç mogà na procedu-
rach heurystycznych (np. regu∏y priorytetu), algo-
rytmach optymalizacyjnych oraz metodach sztucz-
nej inteligencji.
Regu∏a priorytetu jest funkcjà lub przyj´tà zasadà,
która ka˝demu zadaniu produkcyjnemu oczekujàce-
mu na wykonanie przyporzàdkowuje wielkoÊç zwa-
nà wskaênikiem priorytetu i wybiera jedno z mini-
malnà lub maksymalnà wartoÊcià tego wskaênika,
okreÊlajàc tym samym jego wykonanie w pierwszej
kolejnoÊci. Regu∏y priorytetu to przyj´te zasady na-
dawania priorytetów decydujàcych o kolejnoÊci
wykonania zadaƒ produkcyjnych oczekujàcych na
wykonanie w okreÊlonym momencie lub przedziale
czasu. Zadaniem regu∏ priorytetu w sterowaniu
przep∏ywem produkcji jest ustalenie odpowiedniej
kolejnoÊci wykonywania operacji produkcyjnych
na stanowiskach i wp∏ywanie w ten sposób na uzys-
kiwanie okreÊlonych efektów pracy systemu pro-
dukcyjnego. W ogólnym przypadku ró˝ne regu∏y
priorytetu dajà ró˝ne kolejnoÊci wykonywania ope-
racji, a tym samym ró˝ne efekty dzia∏alnoÊci. Za-
stosowanie wybranej regu∏y priorytetu umo˝liwia
zrealizowanie okreÊlonych celów, jak np. przyspie-
szenie wykonania okreÊlonych zleceƒ, skracanie
cykli produkcyjnych, zmniejszenie obcià˝enia Êrod-
ków pracy itp. W literaturze znanych jest ponad
100 ró˝nych regu∏ priorytetu wykorzystujàcych ró˝ne
informacje i opisujàcych przebieg procesu produkcji
w systemie produkcyjnym [2, 3].
Oprócz regu∏ priorytetu do rozwiàzania proble-
mów harmonogramowania stosuje si´ tak˝e przybli-
˝one metody analityczne, które pozwalajà na spo-
rzàdzenie harmonogramu produkcji na podstawie
mniej lub bardziej z∏o˝onego algorytmu optymali-
zacyjnego. Ze wzgl´du na z∏o˝onoÊç obliczeniowà
wymagajà one zazwyczaj przyj´cia uproszczeƒ w mo-
delu matematycznym, które z kolei decydujà o ich
efektywnoÊci i skutecznoÊci optymalizacyjnej. Do
najbardziej znanych algorytmów optymalizacyjnych
zaliczyç mo˝na m.in.: algorytm Johnsona, Palmera
i
Gupty [4].
Stosowane metody sztucznej inteligencji bazujà
na za∏o˝eniu naÊladowania dzia∏aƒ istot ˝ywych, jak
np. tzw. inteligencji roju (algorytmy mrówkowe) lub
nauki o genetyce (algorytmy genetyczne). Algorytmy
genetyczne stanowià prób´ wykorzystania mecha-
nizmów znanych z teorii ewolucji ˝ywych organiz-
mów oraz nauki o genetyce do poszukiwania opty-
malnych rozwiàzaƒ stworzonych przez cz∏owieka
problemów. Procedur´ poszukiwania rozwiàzania
i analizy uzyskanego zbioru mo˝liwoÊci mo˝na po-
równaç do mechanizmów dostosowawczych za-
chodzàcych w populacji organizmów ˝ywych. Przy-
pisujàc poszczególnym rozwiàzaniom ich indywi-
dualne oceny przystosowania do postawionych wa-
runków, mo˝na stymulowaç procesy ewolucyjne,
reprodukujàc w kolejnych „pokoleniach” lepsze spo-
Êród rozwiàzaƒ, eliminujàc natomiast te, które s∏abo
spe∏niajà zadane kryteria. W teorii algorytmów ge-
netycznych zak∏ada si´, ˝e rozwiàzanie problemu
decyzyjnego nie jest nierozdzielnà ca∏oÊcià, lecz sumà
pewnych elementów sk∏adowych. Pozwala to na
wzbogacenie ewolucyjnej regu∏y „silniejszy wygry-
wa” o analogi´ do procesu reprodukcji kodu gene-
tycznego, a konkretnie o mo˝liwoÊç zestawiania
ze sobà idei czàstkowych i otrzymywania w ten
sposób innowacyjnych rozwiàzaƒ rozpatrywanego
problemu. Od strony technicznej wymaga to przyj´-
cia sposobu przekszta∏cania konkretnego rozwiàza-
nia w jednoznacznie je identyfikujàcy ciàg kodowy.
Tak zdefiniowane ciàgi kodowe mo˝na poddawaç
przetwarzaniu, otrzymujàc tà drogà inne – repre-
zentujàce nowe rozwiàzania. Dla oceny skutecznoÊci
dzia∏ania metod optymalizacji stosuje si´ okreÊlo-
ne kryteria tej oceny, wyznaczajàc odpowiadajàce
tym kryteriom wskaêniki [5].
Badania efektywnoÊci
metod planowania przebiegu produkcji
W artykule zaprezentowano mo˝liwoÊç wykorzys-
tania metodyki algorytmu genetycznego w zakresie
planowania pracy systemu produkcji, porównujàc
efektywnoÊç przyj´tej procedury obliczeniowej z re-
zultatami otrzymanymi w wyniku zastosowania algo-
rytmów przybli˝onych (
Palmera i Gupty) oraz przy-
j´tych regu∏ priorytetu (najkrótszego i najd∏u˝sze-
go czasu operacji oraz najwi´kszej i najmniejszej ca∏-
kowitej stanowiskowoÊci).
Obliczenia planistyczne przeprowadzone zosta∏y
w zakresie sekwencyjnej pracy gniazda produkcyj-
nego dla przyj´tych, deterministycznych i statycznych
warunków produkcji i zamkni´tego zbioru oczekujà-
cych na wykonanie zadaƒ produkcyjnych.
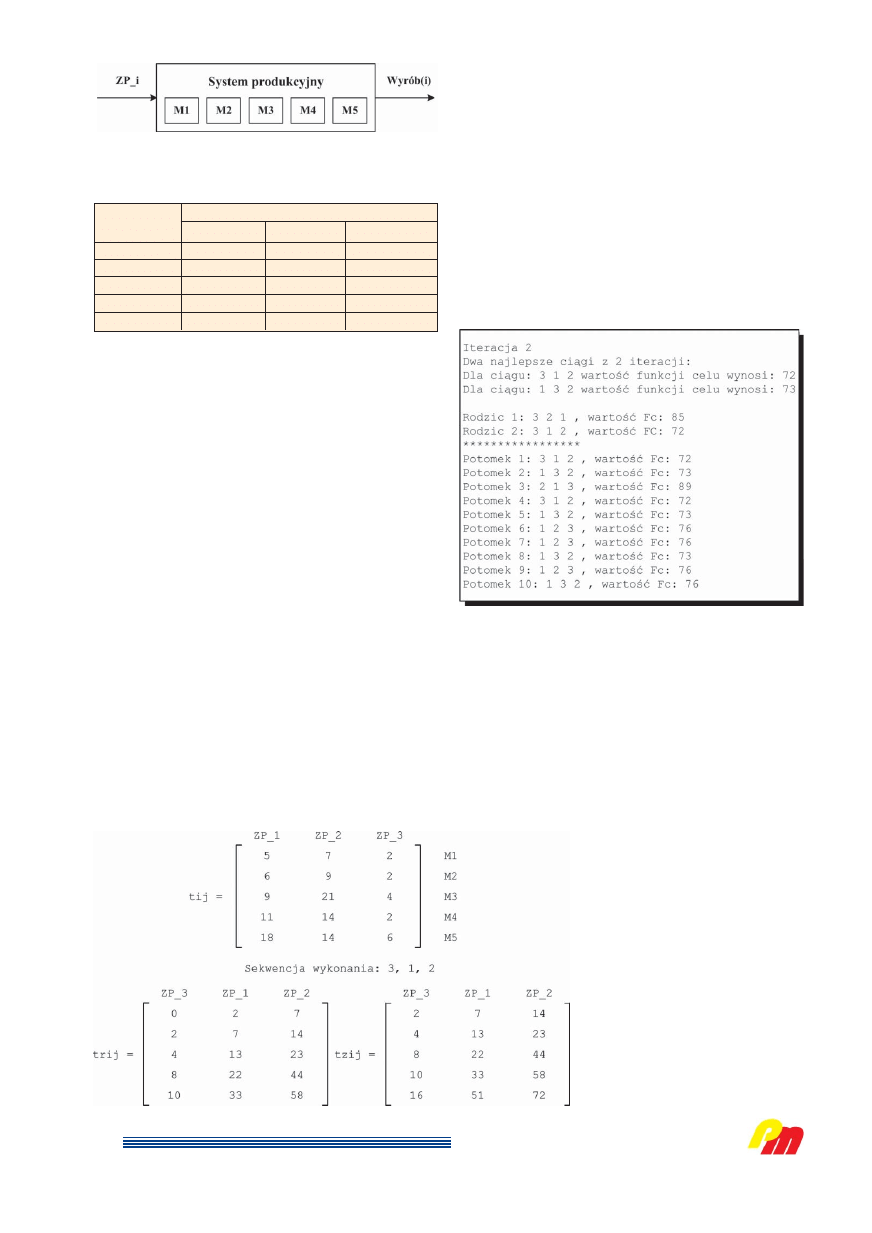
Przedstawiona procedura opracowania harmono-
gramu produkcji za pomocà metody algorytmów
genetycznych i quasi-optymalizacyjnych oraz regu∏
priorytetu odnosi si´ do prostego problemu ustale-
nia kolejnoÊci wykonania 3 zadaƒ produkcyjnych
oczekujàcych na realizacj´ w przedmiotowym gnieê-
dzie wytwórczym (rys. 1).
Poszczególne zadania produkcyjne charaktery-
zujà si´ jednakowymi sekwencjami (odnoszàcymi
si´ do rodzaju i kolejnoÊci) wykorzystywanych Êrod-
ków pracy, zaÊ elementami ró˝nicujàcymi i jedno-
czeÊnie stanowiàcymi podstaw´ obliczeƒ sà czasy
ROK WYD. LXVIII
앫 ZESZYT 11/2009
2 0
TABELA I: Czasy obcià˝enia stanowisk wytwórczych pra-
cujàcych w gnieêdzie produkcyjnym
Stanowisko
Zadania produkcyjne
wytwórcze
ZP_1
ZP_2
ZP_3
M1
5
7
2
M2
6
9
2
M3
9
21
4
M4
11
14
2
M5
18
14
6
obcià˝enia poszczególnych stanowisk
t
ij
, których
wartoÊci przedstawiono w tab. I.
Analiza skutecznoÊci metod optymalizacji oparta
zosta∏a na sekwencyjnie wyznaczanych terminach
realizacji zadaƒ, okreÊlonych na podstawie ustalonych
momentów rozpocz´cia i zakoƒczenia poszczegól-
nych operacji produkcyjnych. Ogólne zale˝noÊci
dotyczàce wyznaczenia czasów okreÊlone sà jako [6]:
tr
ij
= max(
tz
(
i – 1)j
;
tz
i (j – 1)
)
tz
ij
=
tr
ij
+
t
ij
gdzie:
tr
ij
,
tz
ij
– terminy rozpocz´cia i zakoƒczenia
j-tej
operacji
i-tego zadania produkcyjnego,
t
ij
– czas obcià˝enia stanowiska wytwórcze-
go (
j ) zwiàzany z realizacjà i-tego zadania produkcyj-
nego.
W procedurze wyznaczenia kolejnoÊci realizacji
zadaƒ produkcyjnych za pomocà algorytmu gene-
tycznego, ciàg kodowy tworzà liczby b´dàce nume-
rami zadaƒ. Specyfika ciàgu kodowego powoduje
koniecznoÊç zastosowania operatora krzy˝owania
porzàdkowego, który gwarantuje jednoznacznoÊç
interpretacyjnà tworzonych ciàgów kodowych. Przy-
j´tà funkcjà przystosowania weryfikujàcà efektyw-
noÊç optymalizacyjnà algorytmu genetycznego jest
sumaryczna d∏ugoÊç cykli produkcyjnych oczeku-
jàcych na wykonanie zadaƒ [7].
Efektem zastosowania algorytmu genetycznego
w zakresie ustalenia kolejnoÊci wykonania zadaƒ
produkcyjnych w gnieêdzie produkcyjnym jest two-
rzona w kolejnych iteracjach obliczeniowych lista
z nadanymi numerami zadaƒ. Wyznaczone wartoÊci
funkcji przystosowania, w zakresie analizowanej ite-
racji obliczeniowej, stanowià podstaw´ wyboru ro-
dziców nast´pnego pokolenia. Wybrane ciàgi rodzi-
ców poddane sà „operacjom genetycznym”, tzn.
krzy˝owaniu i mutacji. Dla analizowanego przypad-
ku obliczeniowego, w wyniku zastosowania algoryt-
mu genetycznego, ustalona zosta∏a kolejnoÊç wy-
konania zadaƒ produkcyjnych: ZP_3, ZP_1, ZP_2.
Przyk∏adowy ekran aplikacji obliczeniowej wyko-
rzystujàcej metodyk´ algorytmów genetycznych
prezentuje rys. 2.
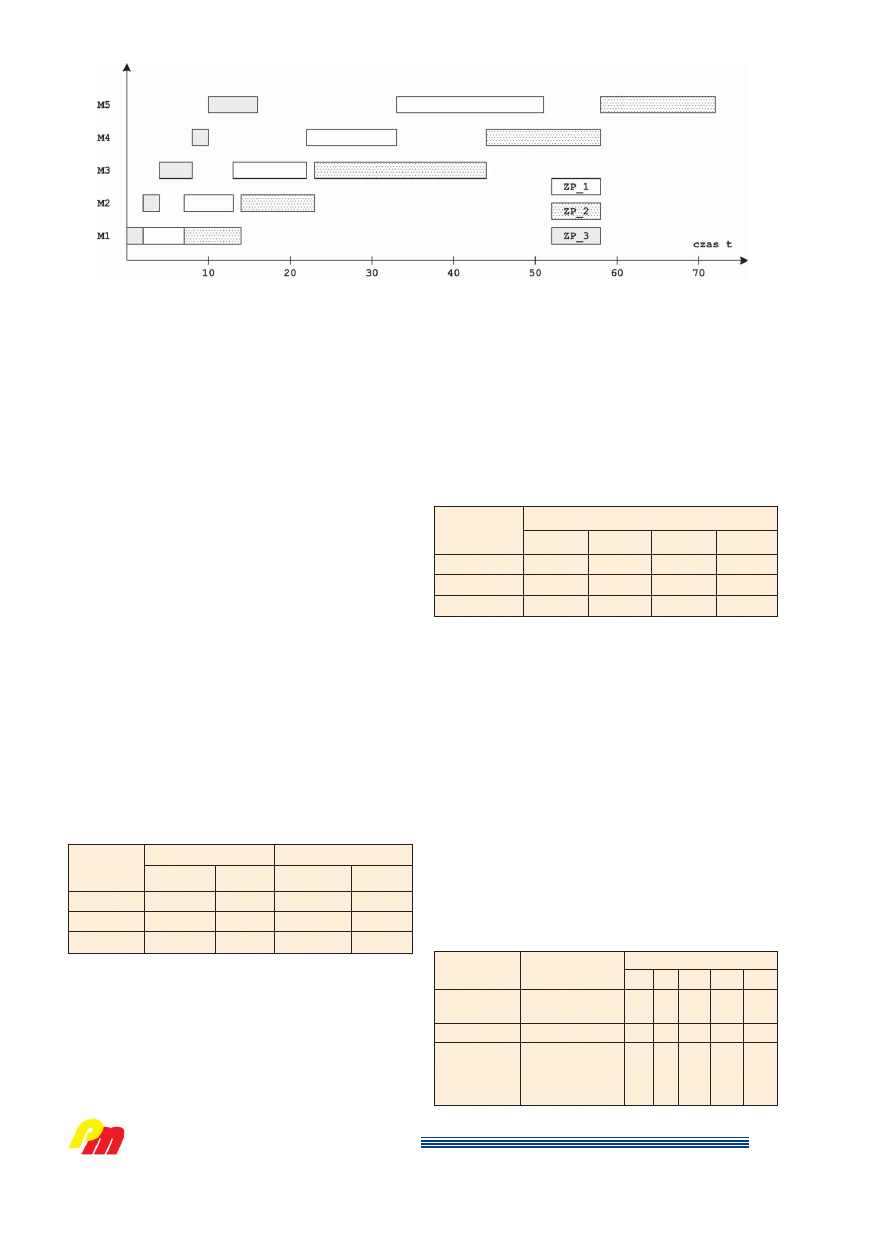
Sekwencja wyznaczonych terminów rozpocz´cia
tr
ij
i zakoƒczenia
tz
ij
operacji produkcyjnych, dla wyz-
naczonej kolejnoÊci realizacji zadaƒ produkcyj-
nych i deklarowanych czasów
t
ij
, przedstawiona zosta-
∏a na rys. 3, zaÊ odpowiadajàcy jej wykres obcià˝eƒ
Êrodków wytwórczych, w postaci wykresu
Gantta,
na rys. 4.
W procedurze wyznaczenia kolejnoÊci wykona-
nia zadaƒ produkcyjnych wykorzystano algorytmy
Palmera i Gupty [4]. W przypadku
algorytmu
Palmera podstawà
ustalenia kolejnoÊci sà obliczone
wartoÊci wskaênika
SI
i
, obliczone
jako:
Rys. 1. Schemat systemu produkcyjnego
Rys. 2. Procedura wyznaczenia kolejnoÊci wykonania zadaƒ
produkcyjnych wykorzystujàca metodyk´ algorytmów gene-
tycznych
Rys. 3. Sekwencja terminów rozpo-
cz´cia i zakoƒczenia operacji produk-
cyjnych dla wyznaczonej kolejnoÊci
realizacji zadaƒ produkcyjnych
ROK WYD. LXVIII
앫 ZESZYT 11/2009
2 1
TABELA II: KolejnoÊç wykonania zadaƒ produkcyjnych usta-
lona wed∏ug algorytmów optymalizacyjnych
Zadanie Algorytm
Palmera Algorytm Gupty
produkcyjne
ZP_i
WartoÊç
SI
i
Pozycja
WartoÊç
G
i
Pozycja
ZP_1
62
1
-0,0910
2
ZP_2
38
2
-0,0625
3
ZP_3
16
3
-0,2500
1
TABELA III: KolejnoÊç wykonania zadaƒ produkcyjnych usta-
lona wed∏ug regu∏ priorytetu
Zadanie
Regu∏a priorytetu
produkcyjne
ZP_i
NK_CO
ND_CO
NW_CS
NM_CS
ZP_1
3
2
3
2
ZP_2
1
1
1
1
ZP_3
2
3
2
3
TABELA IV: Parametry i wskaêniki przyj´te do analizy efek-
tywnoÊci metod planowania
Metoda
KolejnoÊç
Parametry i wskaêniki
wykonania
T
C
Êr
W
n
V
Êr
W
Êr
Rp: ND_CO
Rp: NM_CS
ZP_2, ZP_3, ZP_1
89
75 0,58 1,73 20,33
A_Palmera
ZP_1, ZP_2, ZP_3
76
65 0,67 1,50 21,67
A_Genetyczny
A_Gupty
Rp: NK_CO
ZP_3, ZP_1, ZP_2
72
46 0,94 1,07 3,00
Rp: NW_CS
Rys. 4. Wykres
Gantta dla wyznaczonej kolejnoÊci realizacji zadaƒ produkcyjnych
M
j =1
SI
i
=
∑
(
M – 2 · j + 1) · t
i M – j + 1
gdzie:
M – liczba stanowisk w systemie produkcyj-
nym,
t
iM
– czas jednostkowy operacji
i-tego zadania
na stanowisku
M,
t
iM–j+1
– czas jednostkowy operacji
i-tego zadania
na stanowisku
M–j+1,
j – liczba operacji realizowanych w zakresie
zadania produkcyjnego.
KolejnoÊç wykonania zadaƒ ustalona zasta∏a zgod-
nie z za∏o˝eniami algorytmu, wed∏ug kolejnoÊci okreÊ-
lonej przez ciàg malejàcych wartoÊci wskaênika
SI
i
.
Z kolei zastosowanie algorytmu
Gupty oparte jest
na obliczanych wartoÊciach wskaênika
G
i
, obliczanego
jako:
G
i
=
e
i
/ min(
t
ij
+
t
ij + 1
)
gdzie:
e
i
= dla 1 ≤ j ≤ M – 1
Utworzony ciàg w kolejnoÊci wartoÊci niemale-
jàcych wskaênika
G
i
wskazuje na kolejnoÊç wyko-
nywania zadaƒ. Efekt zastosowania algorytmów
optymalizacyjnych
Palmera i Gupty przedstawiono
w tab. II.
W zakresie analizy porównawczej dokonano rów-
nie˝ ustalenia kolejnoÊci realizacji zadaƒ produkcyj-
nych, stosujàc wybrane regu∏y priorytetu [3], tj.:
쐌 regu∏a NajKrótszego Czasu Operacji (NK_CO)
– porzàdkujàca zadania produkcyjne wed∏ug naj-
krótszego czasu pierwszych operacji sekwencyjnej
pracy systemu produkcji;
쐌 regu∏a NajD∏u˝szego Czasu Operacji (ND_CO)
– porzàdkujàca zadania produkcyjne wed∏ug naj-
d∏u˝szego czasu pierwszych operacji sekwencyjnej
pracy systemu produkcji;
쐌 regu∏a NajWi´kszej Ca∏kowitej StanowiskowoÊci
zadania produkcyjnego (NW_CS);
쐌 regu∏a NajMniejszej Ca∏kowitej StanowiskowoÊci
zadania produkcyjnego (NM_CS).
KolejnoÊç wykonania zadaƒ produkcyjnych usta-
lonà wed∏ug przyj´tych regu∏ priorytetu przedsta-
wiono w tab. III.
Weryfikacja skutecznoÊci
optymalizacyjnej metod planowania
Weryfikacja skutecznoÊci optymalizacyjnej zasto-
sowanych metod planowania przebiegu produkcji
przeprowadzona zosta∏a za pomocà [3, 7]:
쐌 parametru – d∏ugoÊci harmonogramu produkcji T,
쐌 parametru – Êredniej d∏ugoÊci cykli produkcyj-
nych
C
Êr
,
쐌 wskaênika normatywnoÊci cykli produkcyjnych
zbioru zadaƒ
W
n
,
쐌 Êredniego wskaênika wyd∏u˝enia cykli produk-
cyjnych
V
Êr
,
쐌 parametru – Êredniej czasu oczekiwania zadaƒ
produkcyjnych na obróbk´
W
Êr
.
Zestawienie przyj´tych do analizy wielkoÊci przed-
stawione zosta∏o w tab. IV.
– 1
dla t
i1
<
t
iM
+1
dla t
i1
≥ t
iM
ROK WYD. LXVIII
앫 ZESZYT 11/2009
2 2
Wykorzystane w obliczeniach metody i algoryt-
my optymalizacyjne wskazujà trzy ró˝niàce si´ sek-
wencje kolejnoÊci obróbki (z n! = 3! = 6 mo˝liwych).
Ze wzgl´du na przyj´te kryteria oceny najlepszà
kolejnoÊç wykonania zadaƒ wyznaczono, stosujàc
metodyk´ algorytmów genetycznych, algorytm
Gupty
oraz regu∏y priorytetu NK_CO i NW_CS. Wyznaczo-
na kolejnoÊç wykonania powoduje minimalizacj´
d∏ugoÊci harmonogramu obróbki zbioru zadaƒ, Êred-
niego cyklu wykonania zadaƒ, wskaênika wyd∏u˝e-
nia cykli produkcyjnych oraz Êredniego czasu ocze-
kiwania zadaƒ na obróbk´, przy jednoczesnym
wysokim poziomie normatywnoÊci cykli produkcyj-
nych. Z kolei kolejnoÊç wykonania zadaƒ wyznaczo-
na w wyniku zastosowania regu∏ priorytetu ND_CO
oraz NM_CS – spowodowa∏a efekt przeciwny do wy-
kazanego powy˝ej. Zastosowanie algorytmu
Palmera
spowodowa∏o ustalenie kolejnoÊci wykonania zadaƒ
o poÊredniej efektywnoÊci.
Wnioski
Przedstawiajàc mo˝liwoÊç wykorzystania metody
algorytmów genetycznych w zakresie prostego przy-
padku harmonogramowania pracy gniazda pro-
dukcyjnego, wykazano jej efektywnoÊç optymali-
zacyjnà. Algorytmy genetyczne, stanowiàc typowo
matematyczne podejÊcie w zakresie opisu i rozwià-
zaƒ optymalizacyjnych procesów technicznych,
organizacyjnych i ekonomicznych, rozpatrywane
byç mogà w kategoriach skutecznych narz´dzi wspo-
magajàcych procedury planowania i sterowania
procesami produkcji. Wadà algorytmów genetycz-
nych jest du˝a ró˝norodnoÊç koncepcyjna, wymu-
szajàca koniecznoÊç indywidualnego opracowania,
stanowiàcych podstaw´ obliczeƒ, ciàgów kodowych
oraz funkcji przystosowania. LosowoÊç operatorów
genetycznych (procedur krzy˝owania i mutacji) nie
gwarantuje uzyskania rozwiàzania optymalnego,
powtarzalnoÊci, a tym samym przewidywalnoÊci,
sekwencji obliczeniowych. Prowadzone analizy i obli-
czenia wykaza∏y, ˝e rozwiàzanie optymalne lub zbli-
˝one do optimum uzyskaç mo˝na, stosujàc inne
procedury optymalizacyjne lub quasi-optymaliza-
cyjne, tj. algorytmy przybli˝one oraz regu∏y priory-
tetu – prostsze w opracowaniu i zastosowaniu. Stàd
te˝ metodyka algorytmów genetycznych mo˝e byç
stosowana jako jedna z metod optymalizacji, zw∏asz-
cza w zakresie „niezdiagnozowanych” problemów
decyzyjnych, wskazujàc pewne przybli˝enie roz-
wiàzania optymalnego.
LITERATURA
1.
Pajàk E.: Zarzàdzanie produkcjà. PWN, Warszawa 2006.
2.
Wróblewski K. J.: Podstawy sterowania przep∏ywem pro-
dukcji. WNT, Warszawa 1993.
3.
Wróblewski K. J. i inni: Regu∏y priorytetu w sterowaniu
przep∏ywem produkcji. WNT, Warszawa 1984.
4.
Brzeziƒski M.: Sterowanie produkcjà. Wyd. Liber, Lublin
2001.
5. Badania operacyjne. Praca pod red. W. Sikory. PWE, War-
szawa 2008.
6. Zarzàdzanie produkcjà. Praca pod red. Z. Jasiƒskiego. Wyd.
AE im. O. Langego, Wroc∏aw 1993.
7.
Knosala R. i zespó∏: Zastosowanie sztucznej inteligencji
w in˝ynierii produkcji. WNT, Warszawa 2002.
Wyszukiwarka
Podobne podstrony:
dodatkowo 4 id 138787 Nieznany
cwiczenie dodatkowe6 5 id 12564 Nieznany
Dodatkowe zadania id 138777 Nieznany
dodatkowe pytania kolo 2 id 138 Nieznany
dodatkowe6 analiza 11 12 id 138 Nieznany
Dodatkowe slajdy 2 id 138770 Nieznany
Dodatkowe zadania id 138777 Nieznany
Abolicja podatkowa id 50334 Nieznany (2)
4 LIDER MENEDZER id 37733 Nieznany (2)
katechezy MB id 233498 Nieznany
metro sciaga id 296943 Nieznany
perf id 354744 Nieznany
interbase id 92028 Nieznany
Mbaku id 289860 Nieznany
Probiotyki antybiotyki id 66316 Nieznany
miedziowanie cz 2 id 113259 Nieznany
LTC1729 id 273494 Nieznany
więcej podobnych podstron